Как правильно в домашних условиях закалить сталь – Как закалить сталь в домашних условиях?
alexxlab | 29.10.2019 | 0 | Разное
Как закалить сталь в домашних условиях?
Многие инструменты, с которыми приходится работать в мастерской, должны иметь определенную прочность. Домашние мастера задаются вопросом: «Как закалить сталь в домашних условиях?» От твердости режущей кромки часто зависит качество изделия. Конечно, многим известно, что для закалки требуется нагреть предмет, а потом резко охладить. При этом можно услышать, как кто-то добился подобным способом необыкновенной твердости и прочности какой-либо детали.
Закалка в воде:

Попытка самостоятельно закалить изделие на огне газовой плиты или ином источнике тепла оказываются безрезультатными. Разогретая до красного свечения заготовка при резком охлаждении повышает прочность незначительно, а иногда происходит и обратное явление – твердость снижается.
Введение в технологию металлов
Сталь, с которой приходится сталкиваться чаще всего, представляет сплав железа с углеродом.
Наибольшее распространение получили конструкционные стали обыкновенного качества. В них содержится незначительное количество углерода (менее 0,8 %), поэтому любые попытки закалить изделия из подобного материала обречены на неудачу. Небольшое количество углерода не образует зерна цементита (карбида железа, Fe₃C). Именно этот ингредиент отвечает за получение твердости закаленной стали.
Кроме конструкционных, на металлургических предприятиях производят стали заданных свойств, в том числе и углеродистые сплавы. У них содержание углерода находится в пределах 0,8…2,14 %. При большем содержании второго компонента приходится иметь дело с чугунами. Это тоже черный металл, но свойства отличаются кардинально.
Проверка получения аустенита при нагревании с помощью магнита:

При выпуске изделий из металла пользуются пластичными материалами. Из них методом прессования добиваются получения специальных оригинальных форм. Например, детали корпуса автомобилей штампуются в холодном состоянии на специальных штампах. Этот инструмент состоит из матрицы и пуансона. Листовая заготовка проходит обжатие между составляющими (матрицей и пуансоном), получают конечную форму.
Для инструмента нужна твердость, поэтому при изготовлении выбирают материал, который можно закалить, чтобы в дальнейшем не происходило его деформации в процессе использования для штампования деталей.
Закаленные изделия из качественных легированных сталей:

Кроме углеродистых сталей, на практике используют сплавы с марганцем, хромом, молибденом, титаном и другими элементами. Наличие их в составе в определенном количестве характеризуется определенной маркой. Компоненты, улучшающие свойства сплава называют легирующими. Они заметно изменяют свойства:
- Повышают поверхностную прочность.
- Увеличивают твердость деталей на стадии заготовок.
- Могут закаляться при закаливании.
- Не ржавеют при нахождении в агрессивной среде.
Для маркировки легированных сталей используется свой метод, в нем определенные металлы сплава обозначены своими буквами. Цифры после букв указывают на содержание определенного компонента в десятых долях процента. Если имеет только буква, а за ней не следуют никакие цифры, значит, ингредиент может достигать до 1 % в составе сплава. Например, ХВГ характеризуется наличием в ней:
- около 1 % углерода;
- 0,8…1,2 % хрома (Х), этот компонент придает нержавеющие свойства;
- 0,9…1,1 % вольфрама (В), этот ингредиент увеличивает твердость и позволяет закалять изделия;
- 0,8…1,4 % марганца (Г, так договорились металлурги). Mn в составе стали придает пружинные свойства.
Металлы и сплавы для закалки
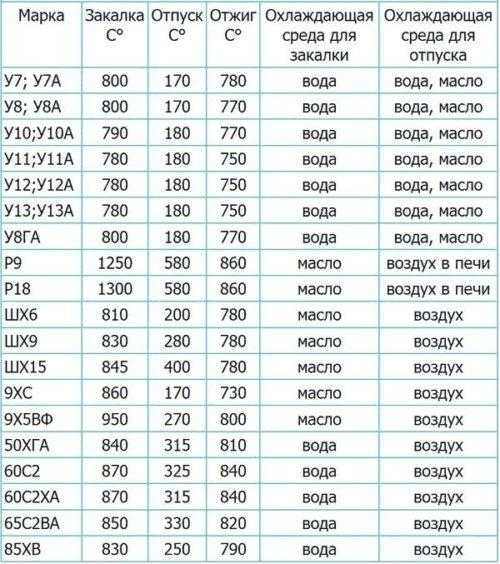
Из всей совокупности материалов, выпускаемых на металлургических предприятиях закалить можно только определенные сплавы. Они показаны в таблице.
Таблица «Металлы, подлежащие закалке»:

Технология закаливания
Муфельная печь для разогрева деталей:

Чтобы понять, как правильно закалить сталь, нужно рассмотреть процесс. Он заключается в следующем:
- Заготовку разогревают до температуры 750…770 ⁰С. В этом состоянии она перестает магнититься. Металлурги называют этот режим аустенитным. Возникает высокая пластичность. Зерна металла становятся крупными, между ними разрушается связь.
- Чтобы произошел прогрев всей детали, требуется время. У сталей есть особенность, нагретым может быть только поверхностный слой, всего несколько долей миллиметра. Ниже этого слоя температура может быть на 30…50 ⁰С ниже. Если не прогревать металл по толщине, то произойдет только поверхностное закаливание. При проверке на приборе Роквелла происходит прокол закаленного слоя, твердость не гарантируется.
- Разогретый металл закаливается в воде или в масле. Выбор среды для закаливания объясняется тем, что при закалке в воде вокруг металла образуется водяной пар. Он снижает скорость охлаждения в несколько раз. Пар может иметь температуру до 200…250 ⁰С, поэтому настоящего закаливания нет. При закаливании в масляной среде (у него температура кипения составляет 350…380 ⁰С) скорость охлаждения в несколько раз выше. Опытные мастера производят не разовое опускание предмета в масло, а выполняют несколько последовательных подъемов и опусканий вверх-вниз. Эти достигается взаимодействие металла с новыми порциями масла, скорость охлаждения возрастает.
- При закаливании крупное зерно, полученное при разогреве до аустенита, превращается мелкое (уменьшается размер в тысячи раз). Именно резкое уменьшение зерновой структуры способствует повышению поверхностной твердости.
- При закаливании внутри металла возникают внутренние напряжения. Иногда можно наблюдать, как тонкие детали при небольшом нагружении лопаются. Необходимо устранить их кратковременным нагревом до температуры отпуска.
- На практике подразделяют отпуск в нескольких режимах. Самым распространенным является низкий отпуск, который протекает при температуре 200…220 ⁰С. В быту его можно выполнить в духовке обычной газовой плиты. Ее разогревают до заданной температуры, кладут детали, которые нужно частично отпустить. Потом дают остыть металлу вместе со всей плитой (примерно 1…2 часа).
- Детали с низким отпуском служат в несколько раз дольше, чем закаленные, но без последующего отпуска.
Закалка в масле:

Закалка с помощью бытовых приборов
Для закаливания некоторые мастера пытаются использовать обычную газовую плиту. Диаметр горелки мощностью 2,5 кВт составляет 130 мм. При горении прогревается круг с внутренним диаметром 85…90 и с внешним 130…170 мм. Греется только кольцо. Нагреть металл можно до температуры 800 ⁰С.
Разогрев на газовой горелке:

Чтобы равномерно прогревать деталь, нужно устанавливать ограничения. Изготавливают металлический квадратный контур, внутри которого можно выровнять температуру. Контур желательно теплоизолировать, чтобы ограничить теплообмен с окружающей средой.
Для закаливания используют емкости, в которых используют отработанное минеральное масло.С помощью паяльной лампы можно получить температуру 850…1000 ⁰С. При такой температуре проще прогреть подходящую деталь до нужной температуры. Чтобы ограничить тепловые потери, помещают в толстостенную трубу. Туда же направляют и поток продуктов сгорания горючего.
Разогрев паяльной лампой:

Внимание! Качественная закалка производится при нагревании в муфельной печи ли в горне, где все изделие находится в зоне разогрева.
Разогрев заготовки в горне на углях:

Видео: закалка стали в домашних условиях.
Заключение
- Закалка – это способ термической обработки металла, способствующий повышению твердости и прочности деталей.
- Оптимальная температура нагрева перед закаливанием составляет 750…770 ⁰С. Необходимо прогреть всё тело детали, поэтому необходима выдержка в течение 20…30 минут.
- Закалка в масле позволяет получать высокую скорость охлаждения. На поверхности изделия не образуется водяной пар.
- Для оптимального прогрева используют муфельные печи или горны. При использовании бытовых приборов трудно соблюсти равномерность нагревания деталей.
Рейтинг автора
Автор статьи
Образование: Высшее, доктор технических наук, профессор.
Написано статей
metmastanki.ru
Как правильно закалить металл в домашних условиях?
При изготовлении различных изделий из стали или сплавов иногда возникает вопрос о том, как правильно закалить металла в домашних условиях. Мастер перед собой ставит цель – получить деталь, которая обладает определенной прочностью. Не всегда удается осуществить закалку, даже имея нужное оборудование. Причин бывает несколько. Во многих случаях можно преодолеть препятствия и добиться требуемого результата.
Желая производить подобные заготовки, изготавливают малогабаритное технологическое оборудование. С его помощью можно выполнять термообработку стальных изделий.
Введение в металловедение
В технологии термической обработки сталей предусматривается ряд способов теплового воздействия. В результате меняется размер зерна. От этого меняется твердость.
В составе стали имеются:
- Феррит – это основная составляющая. Зерна металла под микроскопом легко увидеть. Они обычно на шлифах представлены в виде белого или светло-серого цвета.
- Перлит – это эвтектоидное механическое соединение железа и углерода. Для этой составляющей отмечают высокую твердость и прочность.
- Цементит – предельное соединение железа с углеродом Fe₃C. Одна чистый цементит довольно хрупкое вещество.
- Графит – одна из форм углерода. В металлах он может быть представлен в виде шарообразных включений. Его присутствие отмечают в дамасских сталях, которые получают методом ковки.
- Аустенит – одна из форм сплава. Она возникает при температуре 727 ⁰С и выше. Данная составляющая представляет псевдоожиженный металл. Для него характерна высокая пластичность, податливость. Появление аустенита при нагревании определяется по отсутствию магнитных свойств.
Принята классификация соединения – железо-цементит в следующих значениях:
- 0,0…2,18 % углерода – это стали;
- 2,14…6,67 % углерода – чугуны.
У сталей есть и еще различия:
- 0,0…0,8 – низкоуглеродистые стали;
- 0,8…2,14 – углеродистые стали.
Диаграмма Fe – Fe₃C. В зависимости от температуры и концентрации железа и углерода образуются разные виды соединений. Они определяют механические свойства металла:

Термообработка
Тепловая обработка металла выполняется ради изменения характеристик сплава железа с углеродом.
Отжиг – термообработка, целью которой является снижение прочностных свойств стали. Производится путем нагревания до температуры выше аустенитного состояния с последующим медленным охлаждением (до 6…8 часов) в камере, где производился разогрев.
Нормализация – вариант отжига, производимого для снижения напряжений внутри металла. Обычно нормализацию выполняют, нагревая до 727 ⁰С и выше с медленным охлаждением (до 1…2 часов) при открытых дверках нагревательной печи.
Закалка – метод изменения размеров зерна при резком охлаждении металла из состояния аустенита до значений окружающей среды.
Отпуск – термическая обработка, в результате которой снимаются внутренние напряжения в металле. Различают: низкий, средний и высокий отпуск. Для каждого характерны свои значения температур.
Проверка твердости
Твердость металлов определяют двумя методами:
- По Бринеллю, в металл вдавливается металлический шарик.
- По Роквеллу, заключается во вдавливании конуса из прочной пирамиды (алмаз) небольшого размера.
При определении твердости по Бринеллю измеряют размер следа, оставленного шариком при надавливании с усилием, величина которого зависит от предполагаемой твердости и использованного шарика. В испытаниях используют шарики разного диаметра (1,…10 мм). Перерасчет показаний выполняют по формуле:
Где F – сила, прилагаемая на приборе, Н; D – диаметр шарика, используемого при проверке твердости, мм; d – диаметр отпечатка. Измеряется под микроскопом, у которого имеет специальная линейка. Точность измерений до 0,01 мм.
Данный метод рекомендован для определения твердости не более 300…320 единиц. Если требуется определить более твердые предметы, то используют прибор Роквелла. По этой шкале информацию обозначают HRC и числовое значение.
На основании многочисленных исследований установлено, что для ножевой стали показатель HRC 55…63 будет довольно высоким. При проектировании зубчатых передач и изготовлении шестерен также выполняют закалку поверхности зубьев. Конструкторы задают твердость до HRC 52…58. Металлорежущий инструмент (резцы, сверла, долбяки, фрезы) имеют твердость HRC 60…65.
Закалка и отпуск
Закалку производят путем нагревания до температуры выше получения аустенита. Для некоторых сталей рекомендуют некоторый перегрев, который необходим для получения псевдоожиженного состояния по всей массе металла.
Закалить можно углеродистые стали, в которых содержание углерода превышает 0,8 %. При меньшем значении закалка не получается. Быстрое охлаждение не формирует мелкое зерно металла.

Кристаллическая решетка стали до (а) и после (б) закалки. Получено путем исследования шлифов образцов стали
Закалку выполняют в воздухе, воде и масле. В основном проще выполнить закалку в масле, причины в следующем:
- При погружении в масло на поверхности металла не образуются пузырьки кипящей жидкости, которые снижают скорость охлаждения.
- Вокруг металлического предмета образуется циркулирующий поток жидкости, который активизирует процесс конвективной теплоотдачи.
- Масло перед закалкой можно нагреть до температуры 250…350 ⁰С. Тогда осуществляется двухступенчатый процесс закаливания (в масле и воде, один за другим).
Внимание! В некоторых источниках можно прочитать, что закалку выполняют на газовой плите. Подобное могут написать только дилетанты, которые никогда не добивались реального результата.
Температуру определяют с помощью пирометра излучения. Точность измерений до 1…3 ⁰С. Но стоимость подобного прибора довольно высока. Поэтому нагрев до того или иного значения определяют визуально. Для этого пользуются специальными таблицами. Ориентируясь на цвета можно попытаться самостоятельно закалить металл.
Цветовая диаграмма нагрева стали:

Отпуск проводят с целью снятия внутренних напряжений в металле. Деталь нагревают до нужной температуры, а потом дают возможность медленно остывать на воздухе.
Различают несколько видов отпуска:
- Низкий, применяют для металлорежущего инструмента.
- Средний, используют для инструментов для обработки древесины.
- Высокий, находит использование в машиностроении для зубчатых передач или шкивов клиноременных трансмиссий.
Для визуального определения температуры нагрева пользуются пирометром. Можно приблизительно установить температуру нагрева, сопоставляя вид заготовки при нагревании с базовой таблицей. Нагревая сталь, на поверхности наблюдают цвета побежалости, они имеют различный окрас.
Цвета побежалости при нагревании сталей:

Кроме углеродистых сталей термообработку выполняют для легированных сплавов. Наличие в составе металла дополнительных элементов улучшает прочностные характеристики.
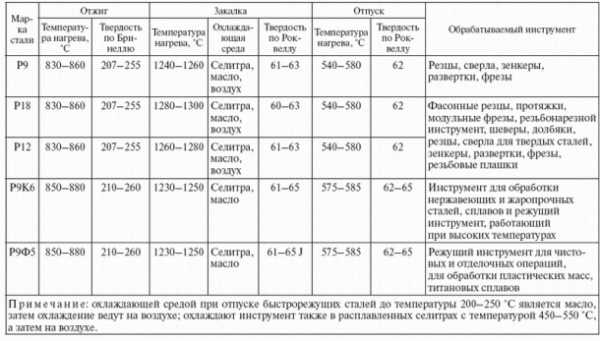
В таблице показаны рекомендуемые режимы закалки и отпуска для разных видов сталей. Для ножа используют все виды представленных материалов.
| Режим термообработки и твердость стали | |||||||
| Марки стали по ГОСТ | Температура нагревания металла, ⁰С | Среда для охлаждения | Твердость после закалки, HRC | Режим отпуска (⁰С) и получаемая твердость HRC | |||
| 170…210 | 220…350 | 360…420 | 420…550 | ||||
| У7…У7Б | 780…830 | масло | 58…62 | 59…63 | 57…60 | 52…54 | 48…53 |
| У8…У8В | 790…835 | масло | 60…64 | 60…65 | 58…60 | 51…55 | 47…50 |
| У9…У9А | 780…840 | масло | 56…63 | 58…62 | 54…59 | 49…53 | 48…53 |
| У10…У10А | 730…800 | масло | 58…62 | 57…64 | 57…64 | 48…53 | 49…52 |
| У12…У12А | 760…810 | масло | 59…64 | 60…65 | 58…60 | 49…52 | 49…52 |
| 40 | 740…820 | масло | 48…53 | 49…55 | 39…45 | 32…40 | 28…31 |
| 40Х | 720…830 | масло | 50…54 | 52…57 | 48…50 | 44…49 | 29…32 |
| 35ХГСН | 780…810 | масло | 45..52 | 45..52 | 35..42 | 45..52 | 38…40 |
| 5ХНМ | 790…835 | масло | 45…50 | 46…52 | 40…48 | 46…52 | 36…40 |
| 5ХНВ | 780…840 | масло | 48…52 | 48…52 | 44…47 | 40…48 | 38…40 |
| 65Г | 730…810 | вода/масло | 59…64 | 59…64 | 55…57 | 51…54 | 46…48 |
| ХВГ | 760…820 | вода/масло | 54…59 | 56…60 | 48…50 | 42…47 | 33…36 |
| ХВС | 740…820 | вода/масло | 54…58 | 52…56 | 44…47 | 40…44 | 39…42 |
| Х12М | 720…830 | вода/масло | 50…57 | 48…53 | 55…57 | 53…55 | 36…38 |
| 9ХС | 760…810 | вода/масло | 59…64 | 59…64 | 48…50 | 42…47 | 29…34 |
| ШХ15, ШХ15СГ | 760…820 | масло | 59…64 | 59…65 | 58…60 | 52…57 | 39…42 |
| 20Х | 730…810 | вода/масло | 48…52 | 42…50 | 38…41 | 36…38 | 36…38 |
| 45 | 760…820 | вода | 41…49 | 34…37 | 32…35 | 30…34 | 29…32 |
| 14C28N | 740…845 | вода | 50…57 | 45…49 | 41…44 | 39…42 | 32…34 |
| 8Cr13MoV | 780…860 | вода/масло | 59…64 | 60…65 | 55…57 | 55…57 | 48…50 |
| 65Х13 | 760…855 | вода/масло | 48…52 | 49…55 | 48…50 | 44…48 | 38…40 |
| 95Х18 | 740…820 | вода/масло | 41…49 | 52…57 | 44…47 | 42…45 | 36…40 |
Изготовление горна
Чтобы самостоятельно проводить термообработку нужно использовать соответствующее оборудование.
Приобрести готовые установки довольно сложно, цена немаленькая. Но многие изготавливают горн для закалки и отпуска своими руками.
Пошаговое изготовление простого горна
Для изготовления используется шамотный кирпич. Он отличается от обычного кирпича тем, что в его составе присутствуют шамотная глина, способная выдержать нагрев более 2500 ⁰С.
Отличить шамотный от обыкновенного кирпича несложно. На поверхности имеется выдавленный круг диаметром 55 мм. Сама структура заметно отличается от обжигового изделия.

Чтобы кирпичи сохраняли постоянную форму, можно их скрепить с помощью специального раствора. Но на практике поступают иначе. Из уголка сваривают рамку. Она не позволит изменять форму. По центру устанавливают чугунный цилиндр (используется в двигателях внутреннего сгорания). В данном случае применяли цилиндр от танкового двигателя В-2М.

Чтобы кирпичи не выпадали, приваривают опорные ребра. На них будет распределяться нагрузка от основных фрагментов горна.

Поставив цилиндр на уголки, размечают вырезы. Их придется выполнить с помощью отрезных дисков и УШМ.

После разметки видны линии, оставленные чертилкой.

Выполнены необходимые резы. Остается приварить ребра по месту.

Удерживая детали по месту, выполняют точечную приварку комплектующих. Убедившись, что детали расположились в нужном месте, проводят окончательную сварку каркаса горна.

Перевернув рамку, рассматривают, как будет выглядеть каркас горна в рабочем положении.

Теперь нужно правильно уложить кирпичи. Видно, что на них выполнена выборка. Образуется некоторый уступ, расположенный ниже уровня поверхности кирпича.

Уложив все кирпичи на место, можно видеть образование выемки. Ее назначение – установка колосника.

Колосник установлен в центре горна. Он предназначен для подачи воздуха снизу в зону горения. Только при наличии потока воздуха можно гарантировать постоянство горения топлива. Но для получения температуры выше 1300 ⁰С потребуется принудительная подача воздушного потока от вентилятора.

К цилиндру потребуется приварить трубу, у которой будут:
- вентилятор центробежного типа;
- заглушка для сброса продуктов горения.

Выполняется примерка вентилятора. Для его подвода нужна промежуточная профильная труба. Необходимо ее вварить так, чтобы поток воздуха поступал в зону горения без лишних сопротивлений.

Производится разметка отверстия в цилиндрической трубе.

После первых резов нужно разметить остальные элементы.

Детали готовы для сборки. Остается зафиксировать детали, а потом сварить всю конструкцию поддува.

Получилась конструкция, приваренная к цилиндру. Теперь предстоит провести монтаж вентилятора.

Система принудительной подачи воздуха в горн готова. Пора собрать остальную конструкцию малогабаритного горна.

Еще один вид. Проверяется качество сварных швов.

После покраски горн приобретает профессиональный вид. Он смонтирован на опорах. Высота подбирается по росту мастера, который будет работать на этом горне.

На трубе имеется поворотная заслонка. Она нужна для временного перекрытия доступа к вентилятору. Обычно перекрывают, когда возникает необходимость прочистки колосников.
Снизу имеется крышка. В положении «закрыто» она удерживается противовесом. Чтобы открыть проход для шлака и других продуктов горения, достаточно слегка повернуть противовес. Отверстие откроется. Шлак покинет горн.

Кирпичи занимают свое место. Скоро горн будет готов к работе.

Чтобы ограничить тепловые потери устанавливают экран. Это листовая сталь, которую устанавливают по периметру горна. Спереди смонтирована ручка. Она нужна для подвешивания вспомогательных инструментов, которыми пользуется кузнец при выполнении работы.

Уложив топливо (начинают розжиг с обычных стружек и щепок), разжигают огонь. Постепенно подсыпают уголь. Он является основным топливом для горна.

После включения в работу вентилятора интенсивность горения возрастает. Угли начинают гореть не красным, а белым цветом. Температура пламени возрастает свыше 1000 ⁰С. Теперь на горне можно разогревать детали, чтобы в дальнейшем ковать металл или закаливать заготовки.

Кроме горна кузнецы используют наковальни. Основная работа по формированию нужной формы выполняется на ней. Работают тяжелыми и легкими молотами. Дополнительно используют ручьи, имеющие разную форму.

Как выполнить закалку?
Когда есть горн, то закалку можно выполнить довольно просто:
- Сначала разводят огонь. Для розжига используют древесину небольшого формата (щепки, мелкие ветки, стружку от деревообработки и бумагу).
- Готовят емкости, в которых будут производить закалку. Минеральное масло (отработка от двигателей внутреннего сгорания) является лучшим охлаждением для деталей. Ёмкость должна позволять загрузить деталь полностью. Синтетические и полусинтетические масла использовать можно, но следует иметь в виду, что некоторые могут закипать. Скорость охлаждения будет снижаться. Поэтому использование подобного масла применяют с осторожностью.
- Емкость для воды нужна, чтобы промывать детали после закалки.
- Потребуется уголь. Используют бурые и черные угли. На практике часто применяют древесный уголь, полученный после обработки березы.
- Чтобы брать заготовку и перемещать ее внутри кузни, понадобятся клещи. У опытных кузнецов имеются несколько типов клещей.
- После получения стабильного огня на колосниках можно подсыпать уголь. Сначала он разгорается медленно. При включении подачи воздуха начинается интенсивный разогрев. Угольки меняют окраску на белый цвет.
- Пора закладывать деталь, которую хотят закалить. Ее кладут в огонь. Наблюдают за разогревом.
- Нужен магнит. Он покажет, наступил нужный нагрев или нет. Аустенит не магнитится.
- При возникновении свечения темно-вишневого цвета можно рассчитывать на нагрев до близких значений температуры.
- Вынимают заготовку и пробуют, намагничивается она или нет. Если нет, то температура достигнута.
- Нужен прогрев не менее 15…20 минут. Теплопроводность разогретого металла низкая, поэтому внутри массивных предметов может возникнуть не полный прогрев. В этом случае при закалке наблюдают изгибы.
- Вынув деталь из огня, ее опускают в масло в несколько этапов. Опускают и поднимают ритмичными движениями. Так добиваются высокой скорости охлаждения. Поднимая и опуская, перемешивают охлаждающую жидкость в процессе закалки. Может возникнуть пламя. Оно быстро погаснет.
- Остается промыть деталь.
- Проверить произошло закаливание или нет можно напильником. Если напильник «не берет», значит, произошло закаливание.
Испытывают качество закаливания на стекле. Если удается оставить след на стекле закаленной деталью, то получена твердость HRC более 55 единиц.
Видео: как закалить металл своими руками?
Отпуск
Для проведения отпуска можно воспользоваться обычной газовой плитой. В духовке легко установить нужную температуру 180…220 ⁰С. Остается поместить деталь на 10…20 минут в разогретую духовку. Потом потребуется вынуть заготовку наружу и дать ей остыть.
При использовании инструментальных сталей наблюдают некоторое увеличение твердости после низкого отпуска.
metmastanki.ru
на огне, в масле или печи
Как можно закалить металл в домашних условиях, наверное, знает каждый мастер, работающий со слесарным или столярным инструментом. Считается, что для этого достаточно разогреть изделие докрасна, а затем охладить его в емкости с водой. Однако в домашней мастерской этим способом можно получить только твердый и хрупкий металл, который вполне подходит для стамесок и ножей, но непригоден для молотков, кернеров или зубил. Режимы термообработки зависят от марки стали и требуемых параметров изделия после закалки, а к ним относятся не только твердость, но и прочность, износостойкость, пластичность и вязкость. В домашних мастерских, как правило, отсутствуют измерительные приборы, с помощью которых можно узнать температуру детали. Поэтому для того, чтобы закалить деталь, границы нагрева и отпуска приходится распознавать по цвету металла или его побежалости. Кроме того, перед тем как закалить какое-либо изделие, мастер должен определить (хотя бы приблизительно) марку стали или сплава, из которого оно изготовлено. Со временем накапливаются и знания, и навыки, но начинающему термисту даже для того, чтобы в домашних условиях успешно закалить сверло, резец или какой-нибудь крепеж, сначала придется пополнить свой теоретический багаж, пообщаться с опытными специалистами и сделать несколько пробных закалок.

Способы бытовой закалки металла
Чтобы закалить изделие из металла в домашних условиях, в первую очередь следует определиться со способом его разогрева до необходимой температуры, а также подобрать емкости для охлаждающих жидкостей. Кроме того, необходимо выбрать домашнее помещение или место во дворе, где можно заниматься закалкой с соблюдением всех требований техники безопасности. Для нагревания можно использовать источники с открытым пламенем. Но таким способом удастся разогреть и закалить только небольшие по объему детали. К тому же открытое пламя вызывает окисление и обезуглероживание, которые негативно влияют на поверхностный слой металла. Температуру нагрева домашние мастера, как правило, определяют по цвету нагретой заготовки. На рисунке ниже приведена цветовая таблица, без которой невозможно правильно закалить изделие из углеродистой стали. Для легированных сталей температурный диапазон обычно сдвинут в сторону увеличения на 20÷50 °C.
Для того чтобы закалить изделие из стали с полным и равномерным прогревом, лучше всего воспользоваться такими источниками тепла, как кузнечные горны и закрытые печи. Это оборудование несложно изготовить самому в домашней мастерской, а эксплуатировать его можно как в помещении, так и на открытом воздухе. Для наддува в кузнечном горне обычно используют промышленный фен, а в качестве топлива подойдет древесный уголь, который продается в любом супермаркете. Небольшую закрытую печь легко изготовить из пары десятков шамотных кирпичей. При этом в зависимости от метода закалки металла в ней можно не только закалить, но и провести отпуск с прогревом всего объема изделия. Проще всего с емкостями для охлаждения и зажимным инструментом. Для закалочной жидкости подойдет любой негорючий сосуд достаточного размера, а удерживать и перемещать деталь можно щипцами или крючьями с ручками подходящей длины. На видео ниже показано, как в домашних условиях можно закалить топор с использованием самодельного горна и двух емкостей с разными охлаждающими средами.
Закалка на открытом огне
Самый простой способ закалить небольшую деталь в домашних условиях — это нагреть ее на открытом пламени до нужной температуры, руководствуясь при этом цветовыми таблицами. В качестве источника нагрева в таких случаях можно использовать газовую горелку, паяльную лампу или даже конфорку домашней газовой плиты. Главный недостаток такой закалки — это сложность равномерного прогрева изделия по всему объему, т. к. пламя создает высокую температуру на узком, ограниченном участке. Этот способ подойдет, когда необходимо закалить торец удлиненного изделия, например режущую часть сверла или лезвие стамески, или же небольшую деталь размером в несколько сантиметров. Еще одна проблема, с которой может столкнуться домашний мастер, решивший закалить углеродистую сталь открытым пламенем, — это сильное окисление и выгорание углерода в поверхностном слое железа, которые приводят к деградации его структуры.
Распространенные среды для самостоятельного каления
Для закалки сталей в домашних условиях обычно используют следующие охлаждающие среды: воздух, воду и водные растворы, минеральное масло. В качестве водных растворов обычно используют 10-15%-й хлористого натрия (поваренной соли), а минеральное масло в домашних мастерских — это чаще всего обычная моторная отработка. Чтобы закалить отдельные части изделия с разной твердостью, используют закалку с последовательным охлаждением в двух средах. Каждая из этих закалочных сред характеризуется своей скоростью охлаждения, от которой напрямую зависит структура обрабатываемого металла. К примеру, воздух охлаждает сталь со скоростью 5÷10 °C в секунду, масло — 140÷150 °C, а вода (в зависимости от температуры) — 700÷1400 °C.
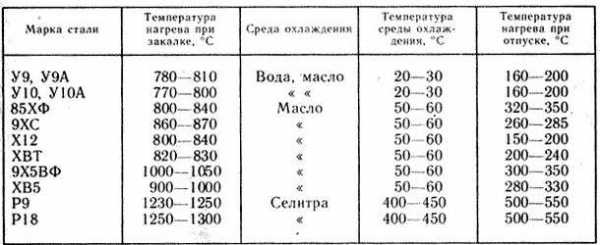
Чтобы правильно и без проблем закалить свое изделие, необходимо знать марку металла, из которого оно изготовлено, т. к. от этого зависит как температура нагрева, так и способ охлаждения. Народные умельцы для своих изделий в качестве исходных материалов чаще всего используют б/у изделия из быстрорежущих и инструментальных сталей, которые можно закалить в домашней мастерской. Ниже в таблице приведены рекомендуемые температурные режимы и среды охлаждения для различных сталей.
Закалка металла в масле
Масло довольно плохо проводит тепло, что способствует более медленному формированию структурных элементов стали. Поэтому, если ее закалить в масляной среде, она наравне с твердостью приобретет прочность и упругость. На производстве для закалки обычно используют индустриальное масло И-20 или современные закалочные масла типа «Термойл», «Термо» или «Волтекс». В домашних мастерских народные умельцы пользуются тем, что имеется в наличии. Чаще всего это новое или отработанное моторное масло. Чтобы безопасно закалить деталь в таком масле в домашних условиях, нужно помнить, что у него по сравнению с промышленными закалочными жидкостями гораздо более низкая температура вспышки, и при погружении в него раскаленного металла оно на короткий срок загорается с выделением едкого дыма. Поэтому закалочная емкость, применяемая в домашней мастерской, должна иметь минимальную открытую поверхность и использоваться только на открытом воздухе или в проветриваемом помещении. Помимо обычных ведер и жестяных банок, одна из самых распространенных конструкций такой емкости, которой пользуются домашние мастера — это удлиненный отрезок трубы подходящего диаметра с приваренным днищем.
Изготовление камеры для закаливания металла
Основным материалом для изготовления корпусов домашних печей для закалки стали являются твердые огнеупоры в виде блоков различных размеров и шамотная глина. В такой печи достигается температура свыше 1200 °C, поэтому в ней можно закалить изделия не только из углеродистой или инструментальной, но и из высоколегированной стали. При изготовлении домашних печей из шамотной глины сначала делают картонный каркас по форме и размеру рабочей камеры, который затем покрывают слоем шамота. Поверх его наматывают нагревательную спираль, а затем накладывают основной теплоизолирующий слой. При такой конструкции область нагрева изолирована от нагревательного элемента, что важно, когда необходимо закалить сталь, чувствительную к окислам и выгоранию углерода.
Самой же распространенной конструкцией домашних закалочных печей являются установки, тепловые корпуса которых выполнены из шамотного кирпича или аналогичных ему огнеупоров. Рабочая температура у таких материалов более 1400 °C, поэтому в подобных печах можно закалить практически любой вид стали и многие тугоплавкие сплавы. Конструктивно такая домашняя печь похожа на обычную печь на дровах, только имеет гораздо меньшие размеры. Нагрев металла в ней осуществляется с помощью электрической спирали, уложенной в пазы по периметру внутреннего пространства. Если необходимо качественно закалить сталь, ее необходимо нагреть до точно заданной температуры, поэтому большинство таких домашних самоделок оснащено терморегуляторами (их свободно можно приобрести на «Алиэкспресс»).
На видео ниже показано устройство такой домашней печи с торцевой загрузкой и терморегулятором, который позволяет закалить сталь с точным соблюдением температурных режимов. Ее тепловой корпус изготовлен из муллитокремнеземистых огнеупорных плит ШПТ-450.
Подробное описание конструкции и рекомендации по созданию печи с верхней загрузкой, в которой можно закалить изделия длиной до 54 см, можно посмотреть в следующем видео. Здесь тепловой корпус печи изготовлен из шамотного кирпича (типа ШБ) и также используется терморегулятор. Кроме верхней загрузки, особенностью этого устройства является спираль из кантала, который служит во много раз дольше традиционного нихрома и фехраля.
Как самостоятельно провести отпуск
Отпуск стали проводят для снижения ее хрупкости и повышения пластичности, что происходит во время ее нагрева до невысокой (по сравнению с закалкой) температуры с последующим медленным охлаждением. Для большинства сталей (углеродистых и низколегированных), которые можно закалить в домашней мастерской, отпуск проводится при температурах в интервале от 150 до 250 °C (см. таблицу выше). В отличие от закалки такой нагрев не требует специального оборудования, поэтому многие домашние мастера используют для этих целей духовки бытовых плит с терморегуляторами. Определить температуру нагрева при отпуске можно по цвету побежалости — разноцветной оксидной пленки, возникающей на поверхности стали при нагреве (см. рис. ниже). Если закалить сталь «на мартенсит», т. е. с быстрым охлаждением в воде, то получится очень твердая, но хрупкая структура. Поэтому отпуск является обязательной процедурой при термической обработке режущего инструмента.
Проверка качества закалки
Для того чтобы определить, удалось ли закалить изделие из стали до нужной твердости, у домашнего мастера не так уж и много способов. Традиционный — это попробовать поцарапать металл надфилем (не алмазным), который обычно имеет твердость 55÷60 HRC. Если на поверхности остаются бороздки, то это значит, что закалить сталь до нужного значения не получилось и ее твердость ниже этой величины. Если же надфиль скользит по поверхности закаленного металла, то его твердость в норме. Еще один способ проверки качества домашней закалки — это царапание закаленной сталью поверхности бутылочного стекла (см. фото ниже). Кроме твердости, в домашних условиях при наличии определенных навыков можно проверить и структуру металла. Для этого необходимо закалить несколько образцов одинаковой стали в разных режимах, а затем на глаз сравнить структуру и размер зерна.

Особенности закалки алюминия
Необходимость закалить какое-либо изделие из алюминия в домашних условиях возникает достаточно редко, т. к. вся готовая продукция из литейных и деформируемых сплавов обычно проходят требуемую термообработку и в процессе эксплуатации практически не теряет своей твердости и жесткости. Такая потребность у домашнего мастера может возникнуть после сварки между собой деталей из алюминиевых сплавов, т. к. в этом случае они очень часто теряют жесткость в области, прилегающей к сварному шву. Но в домашних условиях закалить алюминий очень сложно, т. к. для этого нужно точно знать тип сплава и выдерживать термические параметры с точностью как минимум ±5 °C. Охлаждение тоже требует определенных навыков, т. к. при неточном соблюдении технологии изделие может повести. Если же все-таки хочется освоить этот вид термообработки для использования в домашних условиях, то в первую очередь необходимо обзавестись печью с точным терморегулятором, а также быть готовым к тому, что каждый раз придется закаливать поочередно несколько образцов для подбора нужных параметров термического процесса.
Особенности закалки меди
Технологии термообработки стали и меди имеют принципиальные отличия. Нагрев меди до красного каления (свыше 600 °C) и быстрое охлаждение в воде приводит к ее отпусканию (т. е. она становится мягкой). Закалить медь в домашних условиях сложнее, чем отпустить, т. к. для этого ее нужно нагреть всего до 400 °C, при которых она не имеет свечения. После нагрева до указанной температуры медное изделие медленно остужается на воздухе, после чего оно приобретает твердость, как после нагартовки. Если все-таки есть насущная потребность закалить какое-то количество медных деталей в условиях домашней мастерской, придется обзавестись пирометром для контроля температуры нагрева.
Мы описали два способа проверки качества закалки в домашних условиях. А какие знаете вы? Поделитесь, пожалуйста, информацией в комментариях к этой статье.
wikimetall.ru
Как закалить металл в домашних условиях: закалка и отпуск стали
Закаливать металл научились давно — такая процедура существенно укрепляет изделия из него. Сейчас в основном применяется промышленная с помощью термических печей, но даже бытовая закалка стали в домашних условиях способна лишить металлический предмет нежелательной мягкости и тягучести.
Имеется и обратная сторона — излишнее закаливание наделяет металл чрезмерной хрупкостью, но её так же можно устранить собственными силами, подвергнув изделие отпуску.
Закалка нужной степени не даст металлу легко гнуться, и в то же время не позволит ему крошиться. Как правильно термически обработать стальное изделие, чтобы этого добиться самостоятельно — тема нашего обзора способов закалки.
Что происходит с металлом при закалке
Закалка по сути — это раскаливание докрасна либо добела, в зависимости от материала, уже готового изделия, или же его частей, с последующим быстрым охлаждением — одиночным или же поэтапным, с целью повысить степень его прочности.
Ответ на вопрос — почему закаливание усиливает прочность материалов, был точно дан лишь после изучения кристаллического строения их решётки. До этого мастера без достоверного понимания механизма, что представляет собой закалка металла, опытным путём пришли к выводам о том, что она повышает твёрдость по сравнению с сырым материалом.
- При раскаливании металлов и сплавов выше критической точки происходит разрушение их первоначальной кристаллической структуры.
- Металл становится мягким, а кристаллы — подвижными и мелкозернистыми.
- После погружения в закалочную среду (резкое охлаждение), зёрна сохраняют мелкозернистую структуру, а связь между ними укрепляется.
Закалённый материал приобретает более плотную и поэтому прочную структуру, однако одновременно присоединяется хрупкость. Поэтому часто закаляют лишь наконечники, кромки режущей поверхности и иные рабочие части изделий, оставляя саму сердцевину пластичной, чтобы не терялась износостойкость и выдерживались нагрузки.
Как проверить металл на твёрдость
Для того, чтобы решить, нуждается ли конкретный материал в термической обработке, нужно выяснить степень его твёрдости. И только потом подбирать подходящий способ, как закалить металл в домашних условиях, чтобы получить желаемый баланс твёрдость/пластичность.
В сущности твёрдость металла — это степень его сопротивляемости на воздействие более прочного предмета.
Существуют лабораторные и промышленные методы, эталонные таблицы, но самой популярной и простой остаётся методика Роквелла, где с помощью вдавливания наконечника из алмаза либо шарика из высокопрочной стали на приборе проверяется степень углубления и соотносится со шкалой.
Но если точные цифры показателя по шкале твёрдости Роквелла не нужны, то можно на глазок прикинуть её для металла в домашних условиях. Для этого придётся вооружиться надфилем, если нужно проверить плоскую либо округлую поверхность, или же куском стекла, если требуется испытать острую кромку.
- Мягкий металл (не проходивший закалку сырец) почти без усилий берётся надфилем и не режет стекло, лишь слегка царапая.
- Относительно твёрдый металл (умеренная закалка) берётся надфилем тяжело, со значительными усилиями, на стекле оставляет чёткую уверенную борозду.
- Прочный металл (сильная закалка) надфиль уже отказывается брать, зато стекло поддаётся ему без усилий, сопровождая резку характерным хрустом.
Определившись с изначальной степенью твёрдости, можно подбирать способы для самостоятельной закалки стальных и металлических предметов, чтобы достичь желаемой прочности. Применив эти нехитрые тесты по окончании процесса, аналогично можно проверить полученную после закалки твёрдость, убедившись, что результат удовлетворителен.
Какими бывают разновидности бытовой закалки
В зависимости от стоящей задачи и изначальной марки стали, проводят самостоятельную закалку различными методами, заставляя металл становиться настолько прочным, насколько это необходимо. Эти разновидности процесса отличаются режимами охлаждения, наиболее подходящими под конкретный металл. Если применить некорректный режим охлаждения, то результат получится неудовлетворительным, а изделие — испорченным.
- Закалка в единичной охладительной среде — наиболее излюбленный из-за простоты метод, однако его не стоит применять для металла с высоким (от 0,8%) содержанием углерода. Иначе, по причине появления внутренних напряжений в структуре, возникнут чрезмерная хрупкость и трещины, а само изделие может деформироваться. Поэтому такая методика годится лишь для низкоуглеродистого металла.
- Прерывистая, в 2 этапа, закалка с охлаждением в 2 разных средах — воде, а затем в масле либо на воздухе. Именно такая разновидность пригодна для высокоуглеродистого материала или же легированных сталей, потому что не приводит к появлению деформаций и трещин. По причине сложности метода, к нему стоит прибегать, чтобы закалить крупные изделия.
- Ступенчатая поэтапная закалка, когда после накаливания изделие помещают в горячую солевую ванну на несколько минут, обеспечивает ровное охлаждение по всему сечению, что предотвращает термическое напряжение, ведущее к трещинам и ломкости изделия. Далее металл остывает на воздухе. Такой способ лучше применять для тонких изделий с высоким содержанием углерода в материале.
- Поверхностная (частичная) закалка наделяет металлические изделия поверхностной прочностью и износостойкостью, при этом сохраняется пластичность сердцевины. Такой метод применим для деталей, на поверхность которых приходится значительная нагрузка.
- Закалка с последующим отпуском позволяет закалить изделие для придания ему твёрдости лишь на заданную глубину, а более глубокий слой оставить пластичным. Таким методом повышают прочность ударного инструмента.
К сведению! Не страшно, если получилась излишняя хрупкость — её можно устранить с помощью процедуры отпуска.
Какие закалочные среды подойдут под самостоятельную закалку
Выбор среды, где будет осуществляться процесс самостоятельной закалки, — столь же важный этап, как и собственно нагрев, поскольку в разных средах по-разному происходят реакции кристаллизации и полиморфных превращений.
В быту для закалочного охлаждения подходят для применения вода, масло, растворы солей и полимеров, воздух.
- Вода достаточно быстро способна охладить раскалённый материал, что при повышенном содержании углерода может повлечь некоторые недостатки — деформацию, хрупкость, растрескивание. Поэтому в воде закаляются низкоуглеродистые материалы, либо изделия при частичном закаливании.
- Минеральное масло намного медленнее, а поэтому равномернее, охлаждает раскалённую сталь, что минимизирует появление неравномерности структуры и её напряжения, и, соответственно, дефектов вследствие закалки. Обычно маслом охлаждается легированная сталь либо материал с высоким процентом углерода.
- Водные растворы хлорида либо гидроксида натрия, с концентрацией в районе 10%, гораздо равномернее охладят разогретое изделие, чем просто вода. Это позволит добиться одинаковой структурной трансформации по всему сечению металла. Больше подходит для закалочной обработки изделий из низколегированных и высокоуглеродистых сталей.
- Полимерные растворы (силикат, моющие средства) снижают скорость остывания материала, а поэтому уменьшаются дефекты и деформация изделия.
Для охлаждения вода берётся с температурой от 20º до 80ºС, масло — с температурой от 20º до 200ºС, солевые растворы — с температурой от 20ºС и до максимума.
Способы, как с помощью закалки самому повысить твёрдость металла
Чтобы произвести закалку либо отпуск, металл следует сильно нагреть — минимум до малинового цвета. Для этих целей оптимально подойдёт термопечь, а при её отсутствии — открытое пламя костра, газовой горелки, паяльной лампы, или же ток под высоким напряжением. Готовясь провести закаливание, нужно предварительно учесть многие моменты.
- Чем выше изначальная твёрдость материала, тем сильнее его требуется накалять.
- Чем больше у материала углерода в составе, тем медленнее должно производиться остывание.
- Если стоит задача закалить предмет целиком, то ему потребуется равномерный нагрев по всей поверхности.
- Не нужно перегревать изделие, лучше избегать появления синих или чёрных вкраплений на раскалённой поверхности.
- Заранее готовятся щипцы и тара с охладителем (охладителями, если их несколько).
Полную, тотальную закалку лучше производить на пламени костра из углей — они долго держат высокий жар, а кострище позволит целиком поместить туда габаритную деталь и равномерно её разогреть.
Частичное закаливание, например режущей кромки, можно произвести с помощью паяльной лампы, ею же легко закаляются мелкие детали — болты, свёрла, гвозди.
Как только материал разогреется до необходимой точки, его тут же вынимают и перекладывают в охладитель (ванну, тару, сосуд).
С помощью подачи высокого тока на пластину с углеродом можно значительно повысить прочность наконечника металлического изделия, когда оно сделано из металла без углерода или с его низким процентом.
Важно! При работе с маслами будьте осторожны — они могут легко воспламеняться!
Процедуру закалки, если материал так и не приобрёл нужной прочности, можно повторять — но для этого всякий раз его придётся больше нагревать. Если же деталь получилась излишне хрупкой, то применяют отпуск.
Как самому убрать излишнюю твёрдость металла с помощью отпуска
Посредством отпуска уходит чрезмерная твёрдость и ломкость материала, приобретенная при закалке. Отпуск по сути — это тот же нагрев до критической точки и медленное охлаждение на воздухе, когда структурная решетка вновь изменяется.
- Отпуск при низких температурах требует несильного нагрева до 250ºС. Он убирает структурное напряжение и сохраняет высокую прочность. Подходит для режущего и колющего инструментария из углеродистого материала, а также для низколегированной стали.
- Отпуск при средних температурах уже требует интенсивного накала в интервале от 350ºС до 500ºС. Он позволяет добиться таких превращений атомов, когда структура становится однородно мелкозернистой, а посему — упругой и износостойкой. Такому отпуску подвергают детали под динамичной нагрузкой — рессоры, спирали.
- Отпуск при высоких температурах требует сильного накала в интервале от 500ºС до 700ºС. Тогда происходит структурный сдвиг, возвращающий излишне закалённой детали вязкость и пластичность с сохранением высочайшей прочности. Такого отпуска требуют детали для ударных нагрузок.
Резюмируя, следует уточнить картину процесса при отпуске. В первом случае в металле будет наблюдаться слабый распад, во втором — распад произойдет, а перестройка структуры не начнётся, в третьем — произойдёт перестройка структуры либо кристаллического строения зёрен.
pohod.info
Инструкция по закалке металла в домашних условиях
 В упрощенном виде процесс закаливания металла заключается в повышении температуры образца до больших значений, а потом его охлаждении. Но не все так просто. И это объясняется тем, что различные виды металлов отличаются своей структурой, и соответственно, специфическими свойствами. Поэтому для их закалки и применяются определенные методики (и температуры). О них, а также специфики проведения соответствующих операций мы и поговорим.
В упрощенном виде процесс закаливания металла заключается в повышении температуры образца до больших значений, а потом его охлаждении. Но не все так просто. И это объясняется тем, что различные виды металлов отличаются своей структурой, и соответственно, специфическими свойствами. Поэтому для их закалки и применяются определенные методики (и температуры). О них, а также специфики проведения соответствующих операций мы и поговорим.
Прежде всего, стоит отметить, что термическая обработка (закалка) металлических изделий (или заготовок) производится в двух случаях.
Во-первых, при необходимости повысить прочность материала (в несколько раз). С этим в быту сталкиваются практически все. Например, для «усиления» режущих кромок кухонной утвари (ножи, топорики для рубки мяса) или инструмента (стамески, зубила и тому подобное).
Во-вторых, для придания металлу некоторой пластичности, что значительно облегчает дальнейшую работу с материалом («горячая» ковка). Об этом хорошо известно тем, кто занимается кузнечным делом. Рассмотрим все этапы технологии закаливания металлических изделий в домашних условиях.
Нагрев
Главное условие качественной закалки – его равномерность, без темных пятен на образце (синих или черных). Металл не должен нагреваться до «белого каления». Признак оптимального разогрева – приобретение им ярко-малинового (красного) цвета. Источником тепла может быть что угодно – кузнечный горн, лампа паяльная, эл/плитка, газовая горелка, открытый огонь. Его выбор зависит от той температуры, которой необходимо достичь для данного сорта стали.
Охлаждение
Существует несколько методик проведения данной технологической операции. Оно может быть как резким, так и постепенным, ступенчатым. Специфика определяется видом металла.

Струйная закалка
Используется, если необходимо подвергнуть обработке не весь образец, а отдельный участок поверхности. На него и направляется струя холодной воды.
С одним «охладителем»
Понятно, что предварительно устанавливается подходящая емкость (ведро, бочка, ванна). Как правило, применяется для заготовок из легированной или углеродистой стали.
С двумя
В качестве «охладителя» используются среды с разной способностью понижать температуру материала. Поэтому процесс является двухступенчатым, так при этом обеспечивается и «отпуск» металла. Например, сначала охлаждение производится в воде, а потом – в масле (например, машинном или минеральном), так как от высокой температуры оно может воспламениться.
Есть и другие способы, но они, как правило, используются мастерами, которые работают на профессиональном уровне и хорошо разбираются в металлах. Например, закалка изотермическая. Нет смысла на них останавливаться подробно, так как сначала придется объяснять, что такое стали мартенситные и аустенитные.
Режимы закалки и отпуска стали
В чем охлаждать?
Мы уже упомянули, что чаще всего это делается при помощи холодной воды и масла. Но это не единственно возможные «охладители». Дело в том, что при такой закалке некоторые сорта стали становятся хрупкими. Поэтому на практике используются и другие среды, способные интенсивно понижать температуру металла.
Например, жидкий сургуч. Он более подходит для работы с плоскими заготовками, которые после доведения их температуры до требуемого значения в него полностью погружаются, причем последовательно, несколько раз подряд, пока масса сургуча полностью не отвердеет.
Мастера в качестве «охладителей» используют и такие вещества, как щелочи, растворы с сильной концентрацией соли и ряд других, даже расплавленный свинец.
Как проверить качество закалки? Есть довольно простой способ – при помощи обыкновенного напильника.
- Если он при обработке заготовки буквально «отскакивает» от нее, то получилось «стекло». Такой металл является перекаленным и будет легко крошиться.
- А вот «прилипание» инструмента свидетельствует о том, что металл получился мягким («пластилин»), недостаточно закаленным, и прочность изготовленной из него детали вызывает большие сомнения.
Практические рекомендации
- Все металлические изделия, с которыми мы сталкиваемся на практике, по своему составу неоднородны. Существует несколько разновидностей стали, и не все их можно подвергать термическому воздействию. К примеру, малоуглеродистая не закаляется.
- Если в быту необходимо придать прочности столовому ножу или топору, то не обязательны особые
ismith.ru
Закалка стали на производстве и в домашних условиях +Видео
Закалка стали – один из наиболее важных процессов в термообработке металла, от которого напрямую зависит качество продукции. Плохая закалка может привести к излишней мягкости металла, перекаленная деталь, в свою очередь, становится очень хрупкой. Разберемся, от чего зависит правильная закалка.
1 Виды закалки – через что проходит металл
Еще древние мастера, работавшие в кузнях, замечали, как тепловое воздействие в разной степени влияет на металл, меняя его структуру и свойства. С помощью термообработки можно улучшить механические характеристики детали, сделать ее более долговечной и даже уменьшить вес за счет увеличения прочности! Термообработка позволяет даже изготавливать качественные детали из более дешевых сплавов, улучшая их характеристики до нужной отметки. Закалка стали – процесс термообработки, в результате которого сталь нагревается до критической температуры и быстро охлаждается. Цель такой обработки – повышение твердости и прочности детали с уменьшением ее пластичности.
Рекомендуем ознакомиться
Для каждого вида закалки металла существует отдельный режим, определяющий исход процесса. Нужно учесть температуру нагрева, вычислить точное время и скорость нагрева, продолжительность выдержки детали при максимальном значении температуры, скорость охлаждения. На атомном уровне при достижении критической температуры перестраивается атомная решетка. Для разных марок стали существует своя критическая температура, в зависимости от уровня содержания углерода и примесей. Закалка делает металл твердым, но в то же время хрупким. Поверхность изделия теряет углероды и покрывается окалиной, поэтому очень важно учитывать припуск для дальнейшей обработки, иначе деталь в процессе закалки можно испортить.
Охлаждение детали должно проходить быстро, чтобы атомная структура не преобразовалась в промежуточные. При этом слишком быстрое охлаждение может привести к растрескиванию стали или короблению. Во избежание брака скорость охлаждения при достижении порога в 200 °С замедляют. Углеродистая сталь и изделия из нее прогреваются в камерных печах. Печь для закалки прогревается в среднем на 800 °С, хотя некоторые марки стали закаляются и при более высоких температурных режимах (1250–1300 °С). Эти марки не подвержены растрескиванию, поэтому в предварительном подогреве они не нуждаются. Сложные детали, которые имеют резкие переходы или тонкие грани, предварительно подогревают в отдельных печах или соляных ваннах. Температура подогрева – до 500 °С.
Очень важно обеспечить равномерный нагрев всего изделия. Часто это сделать невозможно за один подход, поэтому могут быть проделаны две выдержки. Если прогреваются несколько изделий, время увеличивается, если одно – то уменьшается. Например, одну дисковую фрезу (24 мм) будут прогревать 10–13 минут, тогда как десяток таких изделий, помещенных в печь вместе, нужно выдержать все 15–18 минут.
2 Защита изделия от окалины и обезуглероживания
Изделия из стали могут закаливаться уже после финишной обработки, поэтому выгорание углерода и образование слоя окалины в таких случаях неприемлемо. В таком случае поверхность изделия оберегают с помощью специальных защитных газов, которые подаются в полость электропечи во время закаливания. Таким приемом возможно воспользоваться только в случае использования загерметизированных печей и достижения стабильной температуры закалки стали, иначе это становится небезопасным, поскольку генераторы защитного газа работают на углеводородных источниках, таких как метан и аммиак.
От обезуглероживания древесный уголь не защищает, а вот чугунная стружка и отработанный карбюризатор с этой задачей справятся. Применяют их в тех случаях, когда нет возможности создать защитную атмосферу. Изделия упаковывают в тару с этими компонентами и обмазывают глиной, чтобы внутрь не попадал воздух. Если металл закаляют в соляных ваннах, то ванны следует во избежание обезуглероживания раскислять не менее двух раз в течение рабочей смены борной кислотой или бурой солью, также помогает древесный уголь. В последнем случае материалом заполняют так называемый стакан, в стенках которого множество отверстий. Стакан закрывают крышкой и опускают на дно соляной ванны. При этом появляется большое количество пламени, но со временем оно затухает. В течение смены достаточно трижды раскислять ванну таким способом, чтобы избежать обезуглероживания изделий.

Удачный итог раскисления соляной ванны проверить достаточно просто. Для этого в ванну на 5–7 минут погружают обычное лезвие, после чего закаляют в воде. Если оно ломается, а не гнется под механическим воздействием, то соляную ванную удалось качественно раскислить.
3 Охлаждение металла – опасности и предосторожности!
В качестве основы для охлаждающих жидкостей используют воду. Это должна быть чистая вода без примесей соли или мыла, поскольку даже их небольшое содержание может изменить скорость охлаждения. Закалочный бак недопустимо использовать в посторонних целях, как недопустимо и охлаждать изделие под проточной водой. Оптимальной температурой охлаждающей жидкости считается 30 °С.

Водяная закалка имеет ряд недостатков. Главный минус – образование трещин и коробление металла, поэтому таким способом пользуются только при изготовлении цементированных изделий или изделий несложной формы, которые будут проходить финишную обработку.
Изделия более сложной формы из конструкционной стали охлаждаются в растворе каустической соды (50 %), который подогревают до 60 °С.
Детали, закаленные в таком растворе, имеют характерный светлый оттенок. Закалочная ванна на основе каустической соды обязательно должна быть оборудована вытяжкой, поскольку пары, образующиеся при контакте раскаленного металла и каустика, вредны для человеческого организма.
Минеральные масла – наиболее подходящая охлаждающая среда для изделий из легированной стали, как и для тонких изделий из углеродистой стали. Преимущество таких ванн состоит в том, что независимо от температуры среды скорость охлаждения не меняется. Что при температуре 30 °С, что при температуре 100 °С она будет одинакова. Главное, не допустить попадания воды в такую среду, поскольку эту приводит к растрескиванию поверхности изделия. Избежать этого можно, нагрев масло до температуры выше температуры кипения воды. Однако при использовании масляной ванны следует помнить и о недостатках данного способа. В частности, при закалке выделяются вредные газы, на изделии образуется налет, а сама среда имеет склонность к возгоранию. К тому же, со временем масло теряет закаливающие способности. Конечно же, при работе важно не забывать о безопасности – для погружения детали в охлаждающий раствор используют специальные щипцы с очень длинными ручками, руки защищают перчатки из очень толстой огнеупорной ткани или кожи, а лицо закрывает маска из закаленного стекла. Плечи, шею и грудь скрывают за кожанной или толстотканной одеждой.
Некоторые стали охлаждают потоком воздуха, который подается компрессором. Главное – не допустить попадания влаги в поток, иначе это может вызвать образование трещин. Существует и ступенчатая закалка, которая выполняется поэтапно: сначала деталь нагревается в горячем масле, затем в расплавленных солях. Еще один вид закалки – прерывистая, – используется для охлаждения сложных углеродистых сталей и деталей, производимых из этого материала. Сначала раскаленную сталь погружают в воду пока деталь не охладится до 200 °С. Длится это всего несколько секунд, если передержать изделие, оно покроется трещинами. Из воды в масло деталь стараются перенести как можно быстрее.
4 Закалка и отпуск стали в домашних условиях – на все руки мастер!
Отпуск стали – обязательное мероприятие для снятия внутренних напряжений металла. В результате несколько ухудшается твердость, но повышается пластичность. Отпуск проводится как в печах, так и в масляных и щелочных ваннах. Суть отпуска – в постепенном уменьшении температурного режима и выдерживании детали в определенной температурной среде.
Для разных марок стали существуют свои температурные режимы. Например, быстрорежущая сталь отпускается при 540 °С, тогда как изделия с твердостью HRC 59–60 отпускаются всего при 150 °С. В первом случае твердость даже повышается, во втором незначительно понижается, но изделие приобретает существенную пластичность.
Закалять и проводить отпуск можно и в домашних условиях. Для этого вполне достаточно подручных средств – электроплит, печей. Температура закалки стали не обязательно должна достигать нескольких сот градусов – даже горячий песок способен уменьшить внутреннее давление металла. Изделие перед закалкой обязательно следует очистить от посторонних материалов, например, масла или грязи. Затем нагреть докрасна, проследив, чтобы деталь нагрелась равномерно. Прогревать деталь нужно в несколько подходов, а затем охладить ее в масле и поместить в духовку, где довести температуру воздуха до 200 °С, а затем постепенно уменьшать ее до 80 °С. Длится такая процедура около часа. Охлаждают сталь как правило на воздухе, однако хромоникелевые марки следует охлаждать в масляных ваннах, поскольку они при длительном охлаждении приобретают хрупкость.
tutmet.ru
Закалка металла в домашних условиях: преимущества, оборудование
При изготовлении металлические изделия подвергают дополнительной термообработке. После нагревания изменяются характеристики материала, улучшается структура. Для этого не нужно покупать дорогое оборудование, можно сделать закалку металла в домашних условиях. Чтобы не допустить ошибок, необходимо знать нюансы процедуры, разбираться в технологическом процессе.

Закалка металла в домашних условиях
Что такое закалка металлов и ее виды?
Закалка — популярный способ улучшения характеристик материала. Термообработка позволяет изменить структуру металла. Результатом воздействия высокой температуры является увеличение показателя твердости. После нагрева происходит быстрое охлаждение детали. Для этого она погружается в ёмкость, заполненную маслом или водой.
Чаще всего в домашних условиях выполняется закалка нержавейки, проволоки из разных видов стали и ножей. Но после структурных изменений, сталь становится хрупкой. Если речь идет о цветных металлах, то изменения структуры не происходит. Например, после проведения закалки меди невозможно достигнуть хорошего показателя твердости. Однако при отсутствии структурных изменений материал не становится излишне хрупким
Чтобы снизить показатель хрупкости стали после проведения термической обработки, выполняют отпуск заготовки. Это дополнительная обработка теплом. Сначала изделие нагревается, а затем медленно охлаждается.
Особенности закалки стали
Главным материалом, который подвергается нагреву, быстрому охлаждению является нержавеющая сталь, сплавы на ее основе. Чтобы улучшить характеристики изделия, необходимо выполнить дополнительный разогрев, а затем медленное охлаждение. Это позволит снять внутреннее напряжение. Особенности обработки для разных видов стали:
- Закалка стали 45. После проведения нагрева, быстрого охлаждения прочность повышается в 3 раза.
- Проведение процедуры со сталью 40X. Нагревается до температуры 860 градусов по Цельсию.
Существуют специальные справочники, которые содержат информацию о правильных температурных режимах обработки различных видов стали.
Преимущества
Преимущества термообработки металла:
- Изменение структуры материала. Зерна становятся равномерными.
- Отсутствие деформации.
- Простота проведения процедуры.
- Повышение твердости, увеличение прочности.
Оборудование и особенности проводимого процесса
Чтобы провести технологический процесс обработки материала, необходимо использовать определенное оборудование. Для нагрева применяют специальные печи. Они могут работать от электричества, на газу, твердом топливе. Помимо нагревательной конструкции нужно подготовить ёмкость, заполненную водой или маслом. Она нужна для быстрого охлаждения заготовки.

Горн для закалки металла
Как изготовить камеру для закаливания металла?
Для того чтобы закаливать металл дома, нужно собрать муфельную печь. Этапы сборки:
- Нарисовать чертеж нагревательной камеры. Можно взять готовый рисунок с размерами, обозначением основных элементов.
- Выложить из шамотного кирпича основную конструкцию.
- Снаружи обмазать камеру огнеупорной глиной.
- Подвести к самодельной конструкции провода, на внутренней поверхности закрепить нихромовые нити. Это нагревательные элементы.
- Вырезать выемки для размещения нихромовой проволоки, сделать отверстие для её подключения.
Камеру укрепляют уголками, которые закрепляют к контуру с помощью сварочного аппарата. Перед работой с самодельной конструкцией проводят подготовительный обжиг. Для этого она нагревается до 900 градусов по Цельсию. Для нагрева используют газовую горелку.
Закалка стали в домашних условиях
Для того чтобы закалить металл в домашних условиях можно использовать самодельную печь, горн, открытое пламя. На нагретую поверхность нужно положить металлическую заготовку. Дальше она разогревается до определенной температуры, с помощью кузнечных щипцов погружается в охлаждающую жидкость.
Чтобы правильно провести технологическую операцию, нужно точно соблюдать температурный режим. Для этого используется пирометр. Кузнецы советуют проверять температуру с помощью магнита. Если он не прилипает к материалу, деталь нагрета до 760 градусов. Затем заготовку нужно охладить.
Закалка металла может проводиться в домашних условиях. Это позволяет любому человеку улучшить характеристики материала. Собрать нагревательную камеру можно по готовым чертежам.
metalloy.ru