Как правильно варить алюминий аргоном: Сварка алюминия аргонодуговым способом (AC TIG): технология и особенности для новичков
alexxlab | 12.04.1990 | 0 | Разное
пошаговая инструкция для начинающих, видео
- Какие свойства алюминия следует учитывать при его сварке
- Способы сварки алюминия
- Технология сварки с помощью аргона
- Как подготовить к сварке соединяемые детали
- Некоторые особенности сварки аргоном
- Плюсы и минусы сварки, выполняемой в среде аргона
Наиболее эффективным способом создания неразъемного соединения деталей, выполненных из алюминия и сплавов на основе данного металла, как показывает практика, является сварка алюминия аргоном. Любая технология сварки, предполагающая использование защитного газа, подразумевает применение специального оборудования, а также наличие у сварщика соответствующих знаний, квалификации и опыта выполнения подобных работ. Кроме того, необходимо обладать хотя бы начальными знаниями в области металловедения, чтобы понимать, какие процессы протекают в сварочной ванне.
Процесс аргонодуговой сварки алюминия
Какие свойства алюминия следует учитывать при его сварке
Разбираться в нюансах процессов, протекающих в структуре алюминия при выполнении с ним сварочных работ, особенно важно для начинающих сварщиков.
Наиболее значимой характеристикой алюминия, о которой должны знать не только опытные, но и начинающие сварщики, является его способность быстро вступать в реакцию с кислородом, что приводит к образованию на поверхности металла тугоплавкой оксидной пленки. Что характерно, сам алюминий может плавиться при температуре 650 градусов, а чтобы расплавить оксидную пленку, покрывающую его поверхность, потребуется температура нагрева, превышающая 2000 градусов. Нерасплавленная оксидная пленка при сварке на постоянном токе может погружаться в расплавленный металл, тем самым ухудшая его внутреннюю структуру.
Схема аргонодуговой сваркиЕще одной особенностью, которую следует учитывать при выполнении сварки данного металла, является то, что он не меняет своего цвета в процессе нагревания. Из-за этого визуально определить степень нагрева соединяемых деталей достаточно сложно, что часто приводит к прожогам и утечке расплавленного металла в процессе выполнения сварочных работ.
Из-за этого визуально определить степень нагрева соединяемых деталей достаточно сложно, что часто приводит к прожогам и утечке расплавленного металла в процессе выполнения сварочных работ.
Свойством алюминия, которое следует учитывать, если вы соберетесь варить детали из данного металла, является значительный коэффициент его объемной усадки, что нередко приводит к возникновению напряжений и деформаций внутри сформированного сварного шва и, как следствие, к образованию в нем трещин. Чтобы избежать таких неприятных последствий, необходимо выполнять модификацию сварного шва либо компенсировать усадку металла за счет большего расхода сварочной проволоки.
Любая инструкция по сварке алюминия, а также сплавов на его основе предусматривает, что выполняющий ее специалист осведомлен о характеристиках данного металла, к которым следует отнести:
- высокую химическую активность;
- невысокую температуру плавления самого металла;
- значительную объемную усадку.
Учитывая все вышеперечисленное, можно утверждать, что именно благодаря сварке алюминия аргоном получают качественные, красивые и надежные соединения деталей. А если использовать для выполнения такой сварки полуавтоматическое оборудование, то можно эффективно решить сразу две задачи: защитить зону сварки от вредного воздействия окружающей среды, а также компенсировать значительную усадку металла за счет постоянно подающейся сварочной проволоки.
Конечно, кроме данной технологии, существуют и другие методы соединения деталей из алюминия при помощи сварки, об особенностях использования которых должен знать каждый специалист.
Режимы аргонодуговой сварки алюминия и его сплавов
Способы сварки алюминия
Кроме сварки, предполагающей использование аргона в качестве защитного газа, варить детали из алюминия можно и при помощи других технологий. Наиболее распространенными являются:
- сварка, выполняемая при помощи газовой горелки;
- электродуговая сварка;
- аргонодуговая сварка.

Первая из вышеперечисленных технологий сварки алюминия предполагает использование присадочной проволоки, подаваемой в сварочную зону, а также специального флюса, состоящего из фтористых и хлористых солей. Флюс, который вместе с присадочным прутком нагревается пламенем газовой горелки, разъедает оксидную пленку и открывает доступ пламени к основному металлу, плавящемуся при достаточно невысокой температуре. После окончания сварочных работ, выполняемых по данной технологии, необходимо сразу промыть поверхности соединяемых деталей, чтобы смыть с них остатки едкого флюса. Большим преимуществом данной технологии является то, что при ее использовании обеспечивается минимальный расход присадочного материала.
Оборудование для полуавтоматической сварки в среде аргона
Для соединения алюминиевых деталей также может применяться электродуговой сварочный аппарат, специальные электроды из алюминия или присадочная проволока, на поверхность которой нанесена обмазка из флюса. Сварка при использовании такого аппарата выполняется постоянным током, подключенным с обратной полярностью.
Сварка при использовании такого аппарата выполняется постоянным током, подключенным с обратной полярностью.
Однако, как уже отмечено выше, наиболее качественное соединение позволяет получить аргонодуговая сварка алюминия. Нагрев соединяемых деталей при использовании данной технологии обеспечивается за счет электрической дуги, горящей между неплавким вольфрамовым электродом и соединяемыми заготовками. Формирование сварного шва происходит за счет использования проволоки из алюминия, подаваемой в зону горения дуги вручную или механическим способом – при сварке полуавтоматом.
Оборудование для ручной аргонодуговой сварки
Высокая температура, создаваемая при горении электрической дуги, позволяет разрушить оксидную пленку на поверхности соединяемых деталей, а чтобы алюминий не успел перейти в жидкую фазу и вытечь из зоны формируемого соединения, сварочный электрод перемещают с достаточно высокой скоростью. Большим преимуществом данного метода сварки является то, что электрод, изготовленный из тугоплавкого вольфрама, служит на протяжении длительного времени, а это позволяет экономить на расходных материалах.
Чтобы сварной шов, выполняемый полуавтоматом с использованием присадочной проволоки, обладал высоким качеством и надежностью, необходимо максимальное соответствие химического состава такой проволоки составу соединяемых заготовок.
Для выполнения сварки по данной технологии сегодня используются аппараты, вырабатывающие постоянный или импульсный ток, а также есть устройства, сварка на которых осуществляется переменным током.
Технология сварки с помощью аргона
Сварка аргоном, которая попадает под определение сварки в среде защитного газа, предполагает четкое следование инструкции, в которой оговорена последовательность действий, выполняемых специалистом. От того, насколько правильно будут выполнены все эти действия, зависит как качество формируемого соединения, так и расход материалов, которые стоят недешево.
Чтобы варить алюминий и сплавы на основе данного металла в среде аргона, необходим не только сам сварочный аппарат, но и дополнительное оборудование, обеспечивающее хранение и подачу расходных материалов. Естественно, техническое состояние такого оборудования и качество всех используемых материалов напрямую влияют на надежность формируемого соединения.
Для выполнения сварки аргоном деталей из алюминия и сплавов на основе данного металла потребуется следующее оборудование:
- источник электрического тока, к которому будет подключаться сварочный аппарат и все остальное оборудование;
- баллон, в котором хранится защитный газ аргон;
- механизм, отвечающий за подачу присадочной проволоки в зону выполнения сварки.

При выполнении сварки аргоном на крупных промышленных предприятиях защитный газ подается к сварочному аппарату по централизованной сети. Используемая на полуавтоматах сварочная проволока предварительно наматывается на специальные бобины, устанавливаемые на такой аппарат. Рабочие поверхности верстаков, на которых выполняются сварочные операции, согласно инструкции, должны быть изготовлены из нержавеющей стали.
Как подготовить к сварке соединяемые детали
На качество сварки аргоном алюминия оказывает влияние не только техническое состояние используемых полуавтоматов и других аппаратов, но и тщательность подготовки соединяемых заготовок.
Хорошо демонстрирует все этапы такой подготовки пошаговое видео ниже:
Для получения качественного соединения необходимо тщательно очистить соединяемые детали от грязи, жира и следов машинного масла. Для такой очистки лучше всего использовать любой растворитель. В случае, если толщина соединяемых листовых заготовок превышает 4 мм, необходимо выполнить разделку кромок, а саму сварку алюминия выполнять только встык. Чтобы удалить с поверхности заготовок тугоплавкую окисную пленку, место их соединения необходимо обработать при помощи напильника или щетки с металлическими ворсинками. Если место соединения имеет сложную конфигурацию, то такую зачистку можно выполнить при помощи шлифовальной машинки.
Для такой очистки лучше всего использовать любой растворитель. В случае, если толщина соединяемых листовых заготовок превышает 4 мм, необходимо выполнить разделку кромок, а саму сварку алюминия выполнять только встык. Чтобы удалить с поверхности заготовок тугоплавкую окисную пленку, место их соединения необходимо обработать при помощи напильника или щетки с металлическими ворсинками. Если место соединения имеет сложную конфигурацию, то такую зачистку можно выполнить при помощи шлифовальной машинки.
Некоторые особенности сварки аргоном
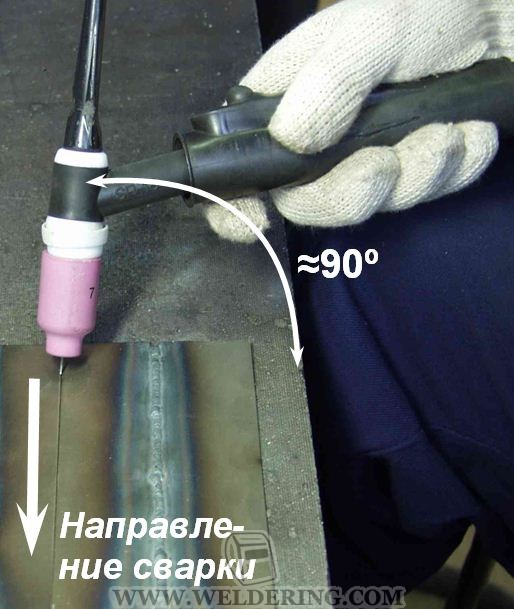
Сварка, выполняемая в среде аргона, имеет некоторые технологические особенности, о которых не всегда может рассказать обучающее видео. Как уже говорилось выше, для такой сварки, выполняемой полуавтоматом или с ручной подачей присадки, используются вольфрамовые электроды, диаметр которых выбирается в интервале 1,5–5,5 мм. Такой электрод, формирующий сварочную дугу, располагается под углом 80 градусов к поверхности соединяемых деталей. Если подача присадочной проволоки осуществляется не полуавтоматом, а вручную, то ее располагают под углом 90 градусов по отношению к электроду. Если вы внимательно посмотрите видео сварки алюминия аргоном, то обратите внимание, что присадочная проволока двигается впереди электрода.
Если подача присадочной проволоки осуществляется не полуавтоматом, а вручную, то ее располагают под углом 90 градусов по отношению к электроду. Если вы внимательно посмотрите видео сварки алюминия аргоном, то обратите внимание, что присадочная проволока двигается впереди электрода.
Режимы сварки алюминия вольфрамовым электродом
Выполняя сварку аргоном, очень важно следить за тем, чтобы длина дуги находилась в пределах 3 мм. Характерной особенностью такой сварки является и то, что при ее выполнении присадочной проволокой не совершаются поперечные движения.
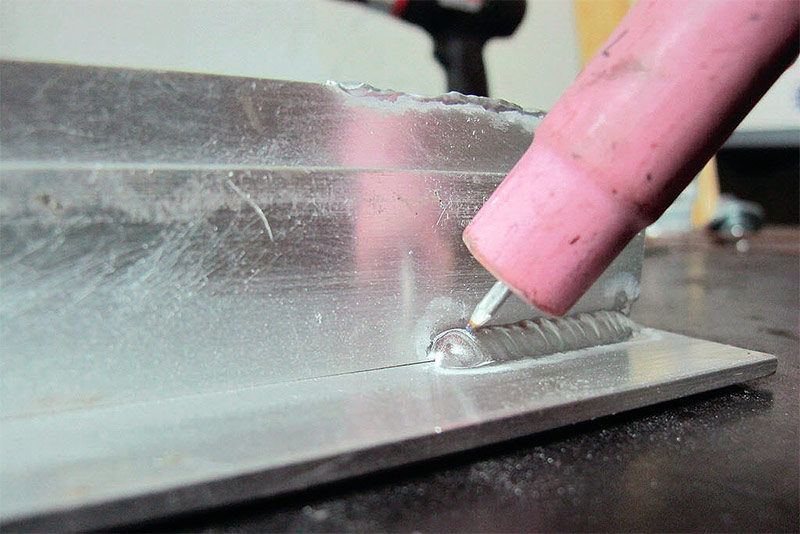
Сварка аргоном, если с ее помощью соединяются листы алюминия небольшой толщины, выполняется с подкладкой, в качестве которой можно использовать лист нержавеющей стали. Это позволяет улучшить отвод тепла из сварочной зоны, избежать прожогов и протеканий расплавленного металла. Применение подкладки, ко всему прочему, позволяет экономить энергию, так как такая сварка в среде аргона может выполняться с более высокой скоростью.
Плюсы и минусы сварки, выполняемой в среде аргона
Сварка аргоном деталей из алюминия и сплавов данного металла отличается рядом весомых преимуществ, если сравнивать ее с другими технологиями. При использовании этого метода соединяемые детали нагреваются очень незначительно, что особенно важно в тех случаях, когда необходимо варить заготовки сложной конфигурации. Соединение, получаемое при помощи сварки в среде аргона, отличается высокой прочностью и однородностью сварного шва, в котором отсутствуют поры, примеси и посторонние включения. Очень важно, что шов, получаемый при сварке аргоном, отличается однородной глубиной проплавления по всей своей длине.
Схема аргонной сварки с применением неплавящегося вольфрамового электрода
Естественно, имеет сварка алюминия аргоном и недостатки, о которых также следует знать. Основным из таких недостатков является использование сложного оборудования. Для обеспечения высокой эффективности сварочных операций и требуемого качества сварного шва необходимо, чтобы сам сварочный аппарат и все дополнительное оборудование были настроены правильно.
Одним из важнейших параметров, который следует правильно настраивать при выполнении сварки в среде аргона и других защитных газов, является скорость, а также равномерность подачи присадочной проволоки. Если аппарат подачи будет настроен неправильно, то проволока в зону сварки будет поступать с перерывами, сварочная дуга будет прерываться, что в итоге приведет к повышенному расходу электроэнергии и аргона.
Сварка аргоном является достаточно непростым процессом, но, если соблюдать все инструкции и обладать соответствующей квалификацией, она позволит добиться хорошего результата.
Как варить аргоном? Что следует учитывать?
Часто появляется потребность сваривать металлы (алюминий, медь, нержавейку, титан и т.д.), которые практически не поддаются сварке с помощью обычного оборудования, однако для создания неразъемных соединений этих материалов успешно используется аргоновая сварка. Она может осуществляться как на стандартном оборудовании промышленного производства, так и на самодельном. Однако процесс требует определенных навыков и знаний, и без них он обречен на неудачу. В этой статье мы рассмотрим, как варить аргоном и что следует при этом учитывать.
Она может осуществляться как на стандартном оборудовании промышленного производства, так и на самодельном. Однако процесс требует определенных навыков и знаний, и без них он обречен на неудачу. В этой статье мы рассмотрим, как варить аргоном и что следует при этом учитывать.
- Особенности процесса
- Особенности техники работы
- Параметры режимов
- Модернизация сварочных аппаратов
- Заключение
Особенности процесса
Во время аргонно-дуговой сварки используется среда инертного газа аргона, защищающего свариваемые металлы от окисления, что положительно сказывается на качестве шва. Такой процесс может проводиться вручную, или в автоматическом или полуавтоматическом режиме, с помощью плавкого или неплавкого электрода.
В качестве неплавкого электрода, как правило, используется стержень из вольфрама, что обусловлено очень высокой тугоплавкостью этого металла. С аргоновой сваркой становится возможным надежное соединение металлов, очень трудно свариваемых традиционными методами, а также разноименных материалов.
Так, среди преимуществ аргоновой сварки можно назвать следующие:
- Аргон – инертный газ, надежно защищающий свариваемые металлы от окисления;
- Металл нагревается в достаточно небольшой области, за счет чего хорошо сохраняет свою форму;
- Высокая мощность дуги позволяет достигать хорошей производительности работы;
- Технические приемы при процессе достаточно просты, за счет чего он доступен любому;
- Возможность сваривания деталей, которые не соединяются другим способом, при этом шов получается аккуратным и эстетичным.
к меню ↑
Особенности техники работы
Чтобы правильно, уверенно и продуктивно варить аргоном, следует знать технологию и соблюдать ряд рекомендаций, которые делают процесс легче и повышают качество шва. Приведем их по порядку.
- Следует держать минимальную величину дуги, для этого неплавкий электрод должен быть расположен как можно ближе к металлу. Увеличение дуги отрицательно сказывается на глубине проплавления детали и повышает ширину шва, что ведет к ухудшению качества сварки.

- Как правило, варить аргоном нужно, совершая лишь одно движение – вдоль шва. Это позволяет сделать шов более узким и привлекательным эстетически. С покрытыми электродами такого достичь не удается.
- Чтобы предотвратить окисление свариваемых материалов, внимательно следите за тем, чтобы присадочная проволока и неплавкий электрод все время были в зоне защиты аргоном.
- Резкая подача присадочной проволоки приводит к интенсивному разбрызгиванию материала. Поэтому сварочную проволоку следует подавать плавно – этот навык приходит на практике.
- По проплавленности шва можно судить о его качестве. Можно руководствоваться формой сварочной ванны – если она удлинена по направлению сваривания, то проплавленность хорошая, если она круглая или овальная – металл проплавлен недостаточно.
- Держите присадочную проволоку под углом к материалу, не делая поперечных движений. Это позволит обеспечить более узкий и равномерный шов.
- По окончанию работы кратер заваривается уменьшением силы тока посредством реостата.
 Будет неправильно обрывать дугу и отводить горелку, это сильно снижает защиту шва.
Будет неправильно обрывать дугу и отводить горелку, это сильно снижает защиту шва. - Не забывайте про необходимость обезжиривания и очистки свариваемых материалов перед сваркой.
Эти простые рекомендации позволят лучше варить нержавейку и другие материалы. Опять-таки, для того, чтобы научиться правильно варить аргоном, необходима некоторая практика.
к меню ↑
Параметры режимов
Чтобы обеспечить высокое качество сварки, необходимо подобрать оптимальные сварочные режимы, обеспечивающие наиболее эффективную сварку.
- Полярность и направление подбираются согласно качествам свариваемых материалов. Как правило, постоянный ток с прямой полярностью используется для стали и сплавов. Сварку магния и алюминия проводят на обратной полярности, чтобы быстрее разрушать окисную пленку.
- Сварочный ток определяется свариваемыми материалами, полярностью тока и толщиной электрода.
 Точные данные нужно подбирать, руководствуясь справочными материалами либо личным опытом.
Точные данные нужно подбирать, руководствуясь справочными материалами либо личным опытом. - Напряжение дуги определяется ее длиной, и размер дуги должен быть минимальным, чтобы напряжение снижалось. С возрастанием напряжения качество сварки снижается.
- Расход аргона устанавливается так, чтобы поток целиком изолировал свариваемые детали от воздействия воздуха.
Подбор правильных режимов – достаточно сложная задача, однако с ней помогают справляться справочные материалы, а с опытом приходит понимание процесса.
к меню ↑
Модернизация сварочных аппаратов
Часто для аргоновой сварки применяют оборудование, изначально для этого не предназначенное, но переоборудованное под проведение этого сварочного процесса. Для того, чтобы сделать это, понадобятся два дополнительных узла.
Осциллятор – применяется для бесконтактного разжигания дуги. Поскольку ряд причин не позволяет зажигать дугу касанием электрода об металл, осциллятор создает высоковольтный разряд, который пробивает слой аргона.
Балластный реостат необходим для регуляции силы тока и выбора оптимальных показателей сварки, к примеру, чтобы сваривать нержавейку, нужны другие параметры, чем для сварки алюминия.
к меню ↑
Заключение
Мы рассмотрели, как правильно проводиться сварка аргоном и какие рекомендации для этого следует учитывать. Надеемся, что этот материал поможет вам проводить сварку более качественно и достигать лучших показателей.
Похожие статьи
- Аргонодуговая сварка: технология производства соединений
- Производство сварочных швов алюминиевых деталей
- Сварка труб под давлением — сложно ли это на практике?
- Сварка в различных положениях: правильный выбор угла наклона сварочного электрода
особенности сварки и материалы для работы, инструкция и рекомендации
Чтобы надежно зафиксировать друг с другом два и больше элементов на основе алюминия, лучше всего применять аргонную сварку./8ce4a8c4a69941b.s.siteapi.org/img/171827839dd7d8abda9a5f9c88819e94277ebcba.jpg) Чтобы выполнять сварочные работы в среде любого инертного газа, потребуется специальное оборудование и оснастка.
Чтобы выполнять сварочные работы в среде любого инертного газа, потребуется специальное оборудование и оснастка.
А для начинающих в этой сфере очень важно подробно изучить, как варить алюминий аргоном, поскольку специальный аппарат для соединения таких деталей достаточно сложный по своей структуре.
- Свойства алюминия
- Способы алюминиевой сварки
- Сварка алюминия аргоном для начинающих
- Материалы для работы
- Подготовка деталей
- Ключевое описание процесса сварки
- Плюсы и минусы аргоновой сварки
Если соединять их с помощью полуавтомата, то нужно иметь специальную сварочную проволоку и баллон с аргоном. Сварщик должен знать основы работы с металлами и иметь квалификацию. Если вы только учитесь, то лучше посмотрите обучающее видео и изучите инструкцию.
Свойства алюминия
Любой начинающий сварщик должен знать не только об особенностях процесса аргоновой сварки алюминия, но и понимать, какими свойствами обладает данный материал.
Многие называют алюминий «крылатым» металлом из-за его малого удельного веса и прочности. При этом он имеет высокую химическую активность.
В числе особенностей металла:
- Имеет способность на открытом пространстве быстро вступать в кислородную реакцию и покрываться оксидной пленкой.
- Пленка имеет температуру плавления больше 2000 градусов, алюминий же — от 650 градусов соответственно.
- Во время сварки постоянным током окись способна погрузиться в металл сварного шва и нарушить его структуру.
- Алюминий при нагревании не меняет цвет, как и нержавейка или другие сорта стали.
- Алюминий обладает большим коэффициентом объемной усадки. Если такое свойство учтено не будет, то изнутри шва появится напряжение и произойдет деформация. Чтобы такого не произошло, следует повысить количество применяемой сварочной проволоки или же сделать модификацию шва.
Ключевые свойства металла таковы:
- низкая температура плавки;
- высокая химическая активность;
- крупный коэффициент объемной усадки.

Сварка алюминия посредством аргона наиболее частая, особенно с учетом перечисленных особенностей. Данный метод способен защитить сварочную зону от влияния активных газов, которые находятся в атмосфере.
При сварке полуавтоматом присадочная проволока выполняет функцию снижения внутренних шовных напряжений, потому что она компенсирует объемную усадку. Качественное сварное соединение обеспечивается и другими методами.
Способы алюминиевой сварки
Когда вы успешно освоили уроки по металловедению для новичков, можете выбирать тот или иной метод сварки алюминия в среде инертных газов.
Для сварочных работ используются такие виды аппаратов: электродуговой; аргоно-дуговой; газоплазменная установка.
При использовании такой установки применяется флюс, который делают на основе хлористых и фтористых солей. Когда места сварки нагреваются, оксидная пленка разрушается флюсом на поверхности материала, а соединение осуществляется при температуре, которая максимально приближена к температуре плавления.
Само сваривание происходит посредством алюминиевого прутка, при этом материала будет расходоваться минимум. Помните, что флюс поверхность металла разъедает, когда работы по сварке завершатся, его остатки потребуется удалить, а саму деталь промыть водой.
Сварка электродуговым аппаратом осуществляется посредством постоянного тока с обратной полярностью. Применяются при этом алюминиевые электроды либо присадочная проволока с флюсовой обмазкой.
Однако самый качественный шов при сварке алюминиевых деталей обеспечивается при использовании аргонно-дугового аппарата. Дугу создает вольфрамовый электрод. Он работает в течение длительного времени, тем самым сокращая стоимость соединительных работ. Дуга зажигается между деталью и вольфрамовым электродом.
В зону горения дуги будет подаваться алюминиевая проволока. В зоне горения оксидная пленка на поверхности металла может разрушиться на фоне высокой температуры. Сварку проводят при быстром движении электрода на узком участке. В данном режиме алюминий не успеет перейти в жидкое состояние и вытечь наружу.
В данном режиме алюминий не успеет перейти в жидкое состояние и вытечь наружу.
Чтобы обеспечить высокое качество сварного шва, проволока должна обладать аналогичной со свариваемым материалом структурой. Данный сварочный способ выполняется с помощью полуавтомата.
В разных условиях производства сварка осуществляется импульсным или постоянным током. На предприятиях есть специальные сварочные установки, работающие с переменным током.
Сварка алюминия аргоном для начинающих
Опытные сварщики рассказывают, что соединение алюминиевых деталей посредством аргона состоит из ряда разноплановых действий. Качество соединения деталей зависит непосредственно от того, насколько согласованными они будут друг с другом.
Процедура сварки предусматривает применение ряда специальных материалов, приборов и узлов. Например, сварочный аппарат для сварки алюминия аргоном включает в себя несколько элементов, каждый из которых перед работой потребуется привести в работоспособное состояние.
Окончательная стоимость работы зависит от того, каким будет расход сопутствующих ресурсов. Постарайтесь экономно расходовать присадочную проволоку и аргон.
Материалы для работы
Аппарат для сварочных работ состоит из следующих частей: баллона с аргоном; источника электропитания; механизма подачи присадочной проволоки. Такая проволока бывает на катушках или бобинах.
На больших производственных предприятиях подобные аппараты подключают к централизованной магистрали, по ней идет инертный газ. Верстаки для монтажа свариваемых деталей делают на основе нержавеющей стали.
Подготовка деталей
Когда вы привели оборудование для сварки алюминия в рабочее состояние, потребуется подготовить детали для сваривания. Это делается так:
- С их поверхности удалите жир, грязь или машинное масло с помощью растворителя.
- Если толщина деталей составляет 4 мм и больше, нужно разделать кромки.
- Согласно техническим условиям и рекомендациям экспертов листовой алюминий с толщиной в 4 мм и больше нужно сваривать исключительно встык.
 Перед началом работы всегда нужно уточнять такие параметры, как толщина листа и ширина кромки в миллиметрах.
Перед началом работы всегда нужно уточнять такие параметры, как толщина листа и ширина кромки в миллиметрах. - Зачистите кромку на наждачном станке или с помощью напильника. Если деталь сложной формы, то место сваривания нужно зачистить мобильной шлифовальной машинкой. Так или иначе, оксидную пленку обязательно нужно убрать с поверхности.
Ключевое описание процесса сварки
Чтобы работа была выполнена качественно, нужно, как уже говорилось ранее, применять вольфрамовые электроды. Их диаметр при этом должен составлять 1,5−5,5 мм.
Во время процесса обязательно следите за ориентацией электрода относительно рабочей поверхности металла. Держите электрод под углом 80 градусов. А присадочную проволоку по отношению к электроду нужно держать под прямым углом.
Максимальная длина дуги составляет 3 мм. В данном положении расход материалов будет наиболее оптимальным. Во время работы присадочная проволока будет двигаться впереди горелки. Она и вольфрамовый электрод должны передвигаться исключительно вдоль сварочного шва. Нельзя допускать поперечных движений.
Она и вольфрамовый электрод должны передвигаться исключительно вдоль сварочного шва. Нельзя допускать поперечных движений.
Если вы работаете с тонкими алюминиевыми листами, то для подкладки хорошо подойдет лист нержавейки. В этом положении выполняется интенсивный отвод тепла от рабочего места сквозь лист нержавейки, при этом риск прожога сократится. Также сократится и расход энергии, потому что работа будет выполняться оперативно.
Плюсы и минусы аргоновой сварки
Метод соединения алюминиевых деталей полуавтоматом в аргоновой среде по сравнению с другими имеет существенные преимущества.
Прежде всего стоит сказать о минимальной области нагрева обрабатываемой детали, что важно при сварке деталей, имеющих объемно-пространственную структуру.
Можно легко просчитать количество требуемого газа и выяснить, какая будет нужна проволока и в каком количестве. Но при этом сложно спрогнозировать внутреннюю деформацию изделия.
Но при этом сложно спрогнозировать внутреннюю деформацию изделия.
Соединение деталей в среде инертного газа позволит выполнить сварку без примесей, пор и прочих ненужных включений. Сварной шов обладает одинаковой глубиной проплавления по всей длине.
Недостатком данной сварки является то, что оборудование достаточно сложное. Во время работы нужно осуществить тонкую настройку всех составляющих аппарата, при этом важно, чтобы проволока в рабочую зону подавалась постепенно. С этой целью нужно настроить аппарат подачи правильным образом. Если подача будет неритмичной, то горение дуги будет прерываться. В таком случае расход аргона и электроэнергии повысится.
Соединение алюминиевых деталей аргоном — одна из распространенных методик. Однако, прежде чем приступать к работе, нужно тщательно изучить теорию и практику, а также посмотреть обучающее видео, которое можно без труда отыскать в Интернете.
Можно ли сварить алюминий без газа? >> Возможно ли?
Сварка MIG или TIG выполняется с использованием инертного газа, чтобы обеспечить бескислородную среду вокруг алюминиевого материала и, следовательно, помочь вам получить чистый сварной шов. Но что, если у вас закончился бензин и осталось сделать всего несколько сварных швов, прежде чем вы закончите свой проект? Может быть трудно понять, какие припасы могут помочь вам, а какие пригодятся только для того, чтобы навредить вашему карману.
Можно ли сваривать алюминий без газа? Да, алюминий можно сваривать без газа в вакуумной камере. Однако , сварка алюминий без газа подвергнет металл воздействию кислорода воздуха, циркулирующего вокруг вашего рабочего места, и сделает сварку менее надежной.
Сварка конструкций никогда не должна выполняться без инертного газа, так как нельзя быть уверенным в том, что соединения будут держаться должным образом. Косметические работы иногда могут быть выполнены без использования газа, но структурные работы не могут быть выполнены. Сварка алюминия должна выполняться с использованием газа, особенно если проект носит структурный характер.
Косметические работы иногда могут быть выполнены без использования газа, но структурные работы не могут быть выполнены. Сварка алюминия должна выполняться с использованием газа, особенно если проект носит структурный характер.
В то время как вы не можете сваривать структурные компоненты без помощи инертного газа, технически возможно сваривать без него больше косметических компонентов. Опытный сварщик сможет извлечь максимум из любой ситуации, как бы далека она ни была от идеальной, не так ли? Можно предположить, что сварку можно выполнять на открытом воздухе, если не требуется большой вес.
Содержание
Итак, можно ли сваривать алюминий без газа?
Прежде чем мы начнем с того, как это возможно , требуется некоторая справочная информация. Двумя наиболее распространенными типами сварки являются MIG и TIG, что означает «металлический инертный газ» и «вольфрамовый инертный газ» соответственно.
Либо вам напоминают о чем-то, что вы уже знаете, либо вы изучаете это впервые, но в любом случае следует учитывать очень простой момент: инертный газ является неотъемлемой частью уравнения.
Без газа сварной шов не будет держаться должным образом. Оксиды алюминия загрязняют сварные соединения вместе с пузырьками из-за реакции материала с атмосферой. Только потому, что технически возможна сварка без инертного газа, не рекомендуется. Если бы газ не был необходим, аббревиатуры были бы другими, не так ли?
Когда можно сваривать без газа?
К сожалению, мало проектов, подходящих для сварки без инертного защитного газа. При типичной сварке, такой как MIG и TIG, подходят только такие небольшие проекты, как начальные учебные пособия по сварке.
Предметы для сварки, такие как алюминиевые банки для супа и подобные легкие материалы, можно использовать без защитного газа, потому что на карту поставлено немногое. Любой проект, требующий аккуратности или структурной целостности, не будет работать без газа . Однако научиться основам ремесла можно и без газа.
Прежде чем продолжить чтение, вот статья, которую мы написали о сварке алюминия: Могут ли сварщики MIG сваривать алюминий? | Как успешно сварить алюминий?
Есть и другие промышленные применения, которые мы рассмотрим далее в статье и которые не требуют использования инертного газа для получения надлежащего сварного шва. Но для подавляющего большинства применений требуется газ, чтобы гарантировать, что сварка выполнила свою работу.
Но для подавляющего большинства применений требуется газ, чтобы гарантировать, что сварка выполнила свою работу.
Одним из немногих потенциальных применений безгазовой сварки является создание дизайна или добавление подписей к уже выполненной работе. Поскольку газ имеет решающее значение для создания устройств, несущих вес, единственными приложениями, где действительно может применяться безгазовая сварка, являются косметические проекты.
Если вы хотите выгравировать имя или рисунок на куске металла, газ не потребуется, поскольку на него не будет воздействовать вес.
Что такое защитный газ?
Защитный инертный газ обеспечивает чистые соединения при сварке. Без защитного газа материал и расплавленный металл подвергаются воздействию атмосферы и начинают разрушаться до охлаждения. Газ помогает уплотнению произойти до того, как природа преждевременно разорвет материалы на части.
Существует несколько различных типов защитных газов:
Аргон
Аргон является наиболее распространенным типом используемого защитного газа и часто составляет основу многих различных коммерчески доступных смесей. Аргон также является одним из самых дорогих газов, что ограничивает его использование в основном профессионалами и теми, кто может купить его в смеси — обычно с углекислым газом.
Аргон также является одним из самых дорогих газов, что ограничивает его использование в основном профессионалами и теми, кто может купить его в смеси — обычно с углекислым газом.
Двуокись углерода
Двуокись углерода является одним из самых дешевых используемых инертных газов. Углекислый газ часто добавляют в качестве наполнителя к более дорогим газам, таким как аргон. У двуокиси углерода есть недостатки, которых нет у аргона, например, его склонность к образованию избыточных капель с алюминием.
Гелий
Гелий легче воздуха, поэтому для его контроля требуется более высокая скорость потока. Гелий рассеется и поднимется, а углекислый газ опустится. Гелий подходит не для каждого применения, но из-за своих инертных свойств он не вступает в химическую реакцию с такими материалами, как алюминий или сталь.
Кислород
Кислород легко воспламеняется, но его можно использовать в небольших концентрациях для разбавления таких газов, как аргон. Кислород является менее распространенной добавкой для сварки металлов, таких как алюминий, но обычно используется для таких материалов, как нержавеющая сталь.
Вакуумная камера для сварки
Вакуумные камеры удаляют воздух из уравнения и, следовательно, устраняют потребность в газе. Если вы свариваете алюминий в вакуумной камере, то для этого вам не нужен газ. Вакуумные камеры используют ограниченное пространство, камеру, а затем удаляют весь воздух с помощью вакуумного насоса. Это создает безвоздушную среду, в которой нет необходимости в защитных газах для обеспечения чистого сварного шва.
Алюминий можно сваривать без газа в вакуумной камере, а также он является отличным материалом для изготовления самой вакуумной камеры. Вакуумные камеры часто очень дороги и обычно не используются в гараже, что делает их редкостью за пределами промышленных предприятий.
Этот особый вид сварки можно использовать для изготовления чего угодно, от высокопроизводительных деталей двигателя до алюминиевых воздуховодов высокого давления. Можно найти вакуумную камеру за пределами лаборатории, но это довольно редко. Вакуумные камеры, как правило, используются почти исключительно в промышленных и узкоспециализированных приложениях, но обычно используются для сварки алюминия.
Вакуумные камеры, как правило, используются почти исключительно в промышленных и узкоспециализированных приложениях, но обычно используются для сварки алюминия.
Сварка трением с перемешиванием
Сварка трением с перемешиванием — это еще один вид специальной промышленной сварки, не требующей использования газа для обеспечения надлежащего соединения. На самом деле, сварка трением с перемешиванием работает, по существу, сплавляя компоненты в один сплошной кусок.
Сварные швы, созданные методом фрикционного перемешивания, настолько совершенны, что на рентгеновском снимке они не видны как составные части. Они буквально слились воедино.
Детали для подводного применения или баллоны с воздухом для использования в открытом космосе часто свариваются вместе трением с перемешиванием. Этот тип сварки невероятно специализирован, и поэтому никогда не будет использоваться для домашнего использования. А вот алюминий можно сваривать этим методом, а значит и без применения газа.
Сварка трением с перемешиванием может выполняться в домашней мастерской, но этот метод считается очень специализированным.
Сварка алюминия без газа
Сварка алюминия без газа возможна, но не для типичных применений. Наиболее распространенные типы сварочных аппаратов полагаются на инертные газы, такие как аргон, для обеспечения надлежащего уплотнения. Без такого газа, как аргон, атмосферные газы приведут к деградации алюминия до того, как он сможет затвердеть.
Безгазовая сварка алюминия может выполняться в обычных условиях, но только в косметических целях. Любое применение со структурными или несущими требованиями должно быть сварено с газом.
Рекомендуемая литература
Безопасно ли сваривать на ветру? Максимальная скорость ветра
Как сварить алюминий в домашних условиях >> Руководство для начинающих
Сварка алюминия МИГ БЕЗ газа >> Посмотрите видео ниже
Общие | OT Mig сварка алюминия с 75%Ar/25%CO2 | Практик-механик
пекарьjw1
Алюминий
- #1
Название темы говорит само за себя. У меня есть алюминиевая рама, которую мне нужно сварить. У меня также есть сварочный аппарат MIG со стандартным баллоном 75% аргона/25% СО2. Я свариваю недостаточно алюминия, чтобы оправдать покупку еще одного резервуара для 100% аргона. Можно ли использовать газ, который у меня есть, для сварки алюминия с приемлемыми результатами?
Гарритм
Чугун
- #2
Вам нужен 100% аргон и нужно использовать 100% вольфрам и обратную полярность для сварки алюминия.
Таким образом, я делаю вывод, что для хороших результатов с MIG потребуется 100% аргон.
Я бы сказал “попробуй 75/25 и увидишь”
Бьорн Тулуза
Титан
- #3
Краткий ответ: НЕТ
Вам нужен 100% аргон для MIG алюминия.
Я провел пробную сварку MIG на алюминии с использованием 92/8 Ar/Co2, и результаты были далеко не блестящими.
Рекс
Последнее редактирование:
МетаРинка
Чугун
- #4
Делают алюминиевые дуплексные смеси, но 75/25 точно не то.
Насколько я понимаю, вам не нужен CO2, слишком много углерода поглощается сварным швом. Вышло бы ужасно и окислилось бы
варенье
Нержавеющая сталь
- #5
Не знаю, как в вашем районе, но здесь мы можем арендовать на день баллон с любым бензином, который вам понадобится.
Вы можете попробовать позвонить в LWS или пункт проката оборудования, чтобы узнать.
(Или пойти в партийный магазин за баком гелия
-Джеймс
mobile_bob
Нержавеющая сталь
- #6
вам не нужен “какой-либо” СО2 в смеси,
либо используйте чистый аргон, либо, как уже упоминалось, одну из смесей
, который представляет собой смесь гелия с аргоном в любом процентном соотношении
, которое вы хотите. 75/25 — это самая большая смесь гелия (25%), с которой вы можете справиться с помощью ручного микрофона.
75/25 — это самая большая смесь гелия (25%), с которой вы можете справиться с помощью ручного микрофона.
и на всякий случай, если вы не знаете, используйте чистую щетку из нержавеющей стали, чтобы
очистить зону сварки, а также палочку для предварительного нагрева, вероятно, будет хорошей идеей. (500 градусов по Фаренгейту — хороший предварительный нагрев для алюминия)
bob g
джмид
Горячекатаный
- #7
А шпульный пистолет действительно уменьшит фактор разочарования.
9100
Алмаз
- #8
Я ничего не знаю о вашем сварочном аппарате, но подавать алюминиевую проволоку через типичный MIG – сомнительное предложение. У меня был один с нейлоновым вкладышем в кабеле, который работал до определенной степени, но все же вызывал проблемы. Он просто слишком мягкий и пряжки. Пистолет с катушкой неудобен в обращении, но я взял подержанный для определенной работы и намотал 500 бусинок на 2-дюймовую квадратную трубку без сбоев. Нажимать на курок было все равно, что прыгать на сбежавшей лошади. Вам лучше быть готовым к идти, потому что он будет быстро накапливать металл.Используя самое быстрое плетение, на которое я только мог, я получил несколько действительно хороших сварных швов, особенно в 9углы 0 градусов. Я использовал гелий.
Билл
Ньюман109
Алмаз
- #9
Пистолет с катушкой был бы идеальным. Хороший стоит довольно дорого и подходит не ко всем машинам, но хорош.
Я сварил алюминий чистым аргоном и нейлоновым вкладышем без шпульного пистолета. Необходимо держать кабель как можно более прямым, чтобы предотвратить «птичью клетку» провода внутри зоны подачи. Это не идеально, но для эпизодического использования вполне приемлемо. Нейлоновый вкладыш также будет работать со стальной проволокой.
Как упоминалось выше, CO2 – это нет-нет.
Прототип
Алюминий
- #10
Гарритм сказал:
Вам нужен 100% аргон и нужно использовать 100% вольфрам и обратную полярность для сварки алюминия.
Таким образом, я делаю вывод, что для хороших результатов с MIG потребуется 100% аргон.
Я бы сказал “попробуй 75/25 и увидишь”
Нажмите, чтобы развернуть…

Э-э, нет. Цирконированный вольфрам, не чистый. Переменный ток (предпочтительно прямоугольный), а не постоянный ток обратной полярности.
Да на 100% аргон.
Ньюман109
Алмаз
- #11
Прототип сказал:
Ух, нет. Цирконированный вольфрам, не чистый. Переменный ток (предпочтительно прямоугольный), а не постоянный ток обратной полярности.
Да на 100% аргон.
Нажмите, чтобы развернуть…

Pure Tungsten очень хорошо работает на моем Syncrowave 200. Я также использовал 2% Thoriated, и он тоже работает. Многие сварщики используют это для всего.
Нет ничего плохого в цирконате, если вы можете его найти или позволить себе. 100% аргон точно.
Квадратная волна хороша, она у меня есть. Но я также отлично сварил алюминий с помощью моего старого Lincoln Idealarc на прямом синусоидальном переменном токе.
Продолжаю говорить, что это сварщик, а не сварщик.
СНД
Алмаз
- #12
И, конечно же, упоминая TIG и кое-что уточняя. Если бы это был инвертор, то это был бы предпочтительно вольфрамовый сплав, и он хорошо подходит для всего. Цирконирование инвертором — не лучший выбор. И, конечно, волна переменного тока будет сбалансирована для лучших результатов, мне нравится перевернутое значение 18-20%, перевернутое на 100% быстро расплавит горелку, а не алюминий.
Если бы это был инвертор, то это был бы предпочтительно вольфрамовый сплав, и он хорошо подходит для всего. Цирконирование инвертором — не лучший выбор. И, конечно, волна переменного тока будет сбалансирована для лучших результатов, мне нравится перевернутое значение 18-20%, перевернутое на 100% быстро расплавит горелку, а не алюминий.
Ньюман109
Алмаз
- №13
СНД сказал:
И, конечно же, упоминая TIG и исправляя некоторые вещи. Если бы это был инвертор, то это был бы предпочтительно вольфрамовый сплав, и он хорошо подходит для всего.
Цирконирование инвертором — не лучший выбор. И, конечно, волна переменного тока будет сбалансирована для лучших результатов, мне нравится перевернутое значение 18-20%, перевернутое на 100% быстро расплавит горелку, а не алюминий.
Нажмите, чтобы развернуть…
Все хорошие моменты. Как вы сказали, это зависит от того, о каком типе машины вы говорите. Когда в 1995 году я получил свой бывший сварочный аппарат Lincoln от друга, вместе с ним пришло то, что, по-видимому, является пожизненным запасом электродов с 2%-ным содержанием тория и чистого вольфрама. Как я ни старался, я еще не уменьшил их до такой степени, что мне, возможно, придется пополнить запас.
Я думал попробовать что-то еще, и я изучил Zirconated, Lanthanated и Ceriated, но когда я спрашиваю людей в местном Airgas, они всегда, кажется, нет. Я предполагаю, что на них недостаточно спроса, чтобы сделать телефонный звонок и запастись им. У них есть много торированных и чистых типов. РЖУ НЕ МОГУ.
Я поискал на eBay вольфрамы, отличные от Thoriated и Pure, но кажется, что они всегда хотят больше, чем я готов заплатить (плюс 10-12 долларов за доставку за упаковку в 8 унций!) Я не буду играть в эту игру. Конечно, у некоторых продавцов есть “бесплатная доставка”. Они просто добавляют доставку в цену.
Большая разница в цене между вольфрамами китайского и американского производства. Бренд Sylvania и другие американские бренды стоят в два раза дороже, чем все остальные.
СНД
Алмаз
- №14
Мне тоже нравится чистый вольфрам при использовании трансформатора. Цирконирование потребует немного больше тепла, но я все же считаю, что чистый вольфрам лучше держит шарик на конце. Цена циркониевых вольфрамов действительно сумасшедшая.
Цена циркониевых вольфрамов действительно сумасшедшая.
Время
Нержавеющая сталь
- №15
Почему этой темы нет в разделе сварки???
Правило – Нет газа с кислородом в нем для алюминия
Любой газ, либо аргон, либо гелий, либо их смесь для алюминия.
Зонко
Нержавеющая сталь
- №16
Подумайте об этом:
Магний ГОРИТ в CO2, оставляя маленькие углеродные снежинки. В конце концов, CO2 — это «углеродная руда», и магний мгновенно уменьшит его содержание.
В конце концов, CO2 — это «углеродная руда», и магний мгновенно уменьшит его содержание.
Нет, алюминий далеко не так реактивен, но по своим свойствам он очень похож. CO2 и алюминий при температуре в несколько тысяч градусов и сильно ионизирующей среде не могут быть хорошей идеей. Не фактическая пожароопасность, но никоим образом не будет как-то реагировать и делать плохой сварной шов.
Редактировать: Кстати. Порошок магния также будет гореть в атмосфере азота. Это прекрасный пример того, почему азот также не является защитным газом. Он не особенно хорош для поддержания огня, в нем будут гореть только самые сильные восстановители, такие как магний, но он будет реагировать с металлом, и дуга усилит эту склонность…
kb0thn
Горячекатаный
- # 17
Я пробовал сварку TIG со смесью MIG, когда резервуар закончился в середине спешки, но некритическая работа. Не работал вообще. Сделал большие желтые отложения, похожие на серу. Сдался через несколько дюймов.
Сварите алюминий методом TIG на машине Syncrowave со всеми типами вольфрама. Они ведут себя несколько по-разному… но ни с одним из них у меня не было проблем.
Майк К.
Алмаз
- # 18
“100% переворот быстро расплавит горелку, а не алюминий. ”
”
Нет, он работает нормально, но мощность горелки составляет только 50% (номинальная мощность горелки на 175 ампер снижена до 90 ампер). Так появилась сварка алюминия TIG… Heliarc. Обратная полярность постоянного тока и гелия.
Чистый вольфрам со скругленным концом — самый дешевый способ сварки алюминия и подходящий электрод для всех аппаратов, кроме инверторных. Торированный впрыскивает вольфрам в сварной шов при сильном токе и высокой частоте переменного тока.
Чишевский
Горячекатаный
- # 19
Newman109 сказал:
Пистолет-пулемет был бы идеальным.
Хороший стоит довольно дорого и подходит не ко всем машинам, но хорош.
Я сварил алюминий чистым аргоном и нейлоновым вкладышем без шпульного пистолета. Необходимо держать кабель как можно более прямым, чтобы предотвратить «птичью клетку» провода внутри зоны подачи. Это не идеально, но для эпизодического использования вполне приемлемо. Нейлоновый вкладыш также будет работать со стальной проволокой.
Как упоминалось выше, CO2 – это нет-нет.
Нажмите, чтобы развернуть…
Привет, Newman109
Интересно. Вокруг этих частей мы называем это птичьим «гнездом». Птичья клетка, птичье гнездо, как бы вы это ни называли, с какой стороны ни посмотри, это беспорядок.
Адама
Алмаз
- #20
ИМХО, все дело в клетке для птиц, и все зависит от машины, хорошие механизмы подачи проволоки имеют маленькие трубки между ведущими колесами, что значительно уменьшает любые возможности выхода проволоки. Некоторые марки mig, ИМХО, действительно плохо справляются с этими направляющими или их просто нет. Следовательно, почему алюминий может так плохо работать на некоторых машинах, в то время как другие могут утверждать, что на них он работает нормально!
Как сваривать алюминий методом TIG — шаг за шагом (сила тока, напряжение, газ и т. д.)
Алюминий — это уникальный металл, обладающий многими преимуществами. Эти преимущества делают его отличным выбором для многих проектов. Поэтому нередки случаи, когда сварка TIG выполняется на алюминии.
В этой статье вы найдете
информацию о каждом аспекте сварки TIG на алюминии. Это руководство содержит
чрезвычайно ценная информация для всех, кто начинает сварку такого рода на
алюминий впервые, от текущих настроек до свариваемости с другими
материалы. Давайте начнем.
Давайте начнем.
Содержание
- 1 Основы сварки ВИГ
- 2 Какие параметры важны при сварке ВИГ?
- 3 Применение сварки ВИГ с алюминием
- 4 Выбор электрода и присадочного металла для сварки ВИГ алюминия
- 5 Какую полярность следует использовать
- 5.1 Переменный или постоянный ток на алюминии
- 5.2 DCEN и DCEP Рекомендации по частоте
- 5.312 AC
- 5.4 Высокие и низкие частоты при сварке TIG алюминия
- 6 Какой ток следует использовать для сварки TIG алюминия
- 7 Рекомендуемое напряжение
- 8 Какой газ следует использовать
- 8.1 Является ли аргон хорошим вариантом
- 8.2 Подходит ли гелий Смеси аргона и гелия
- 8.3 Any Good
- 8.4 Углекислый газ на алюминии Any Good
- 9 Сварка алюминия методом TIG – шаг за шагом0128
- 9.1.2 Подготовка машины
- 9.1.3 Процесс
- 9.1.4 СИЗ или средства индивидуальной защиты
Перед изучением этого процесса на
алюминиевых сварных швов, я напишу небольшое введение в основы сварки TIG. Если вы уже
знакомы с этим методом, вы можете прокрутить вниз до фактических методов и
рекомендации , которые я предоставляю. Если нет, то это
хорошая идея прочитать несколько строк, потому что они помогут вам понять все, что я
собираюсь упомянуть.
Если вы уже
знакомы с этим методом, вы можете прокрутить вниз до фактических методов и
рекомендации , которые я предоставляю. Если нет, то это
хорошая идея прочитать несколько строк, потому что они помогут вам понять все, что я
собираюсь упомянуть.
Этот метод также известен как вольфрамовая дуговая газовая сварка и представляет собой производственный процесс. Это когда два куска металла сливаются в одно целое. Основные детали, которые вам понадобятся, — это нерасходуемые вольфрамовые электроды, защита от инертного газа, наполнитель и машина, которая подает требуемый ток.
TIG — отличный метод для соединение различных металлических материалов. Помимо стали, TIG широко используется для сварка цветных металлов, таких как медь, магний, алюминий.
Кроме сварщика
техника, на процесс влияет множество факторов. Некоторые из них связаны с вашим
оборудование, в то время как некоторые из них связаны с материалами, участвующими в
сварка. В любом случае, когда дело доходит до основ, вы должны знать следующее.
- Защитный газ : Сварщики по всему миру выполняют 90% операций с помощью чистого Аргон. Нержавеющая сталь, алюминий и углеродистая сталь легко свариваются с этот вид газа. Кроме того, вы, возможно, слышали о газовых смесях, используемых в сварке TIG. сварка. Смеси гелия и аргона создают более горячую дугу.
- Свойства электрод : Приложение Требования влияют на размер электрода. В зависимости от силы тока и Толщина металла, электроды определенных размеров работают лучше, чем другие. Также в некоторых проектах лучше использовать электроды, содержащие другие материалы. кроме вольфрама.
- Расход газа: Достаточный расход газа для большинства операций сварки TIG составляет от 20 до 30 кубов в час. Если вы выберете большой размер чашки, то это может требуют большего потока.
- Текущие настройки : Текущие настройки являются неотъемлемой частью любого сварного шва.
 Есть тонны
машины, доступные в Интернете, которые предлагают расширенные настройки, идеально подходящие для тех, кто
хочет быстро учиться или часто выполнять сварку. Предлагает ли ваша машина
эти уникальные особенности или нет, два параметра по-прежнему важны. я говорю
про силу тока и полярность. Эти двое – ваша главная забота.
Есть тонны
машины, доступные в Интернете, которые предлагают расширенные настройки, идеально подходящие для тех, кто
хочет быстро учиться или часто выполнять сварку. Предлагает ли ваша машина
эти уникальные особенности или нет, два параметра по-прежнему важны. я говорю
про силу тока и полярность. Эти двое – ваша главная забота. - Дополнительный параметры : Давайте рассмотрим некоторые другие факторы. это могло сыграть роль. Другими жизненно важными факторами являются тип соединения, толщина материала, положение сварки и основной материал.
Вам может быть интересно, где сварщики TIG сварка алюминия. Ну, это широко распространенный метод, и вы найти множество применений в промышленности. Распространенным является сварка тонкостенных труб. или трубы небольшого диаметра. Таким образом, метод получил широкое распространение в велосипедная промышленность.
Many welders use it on:
- Bicycle frames
- Cylinder heads
- Engine blocks
- Injector bungs
- Rims
- Radiator
- Intake manifolds
You can weld on aluminum foil
с применением дуговой или точечной сварки. Лазерная сварка также является хорошим вариантом; Oни
может регулировать мощность для тонкой алюминиевой фольги, а также для микрообработки.
Лазерная сварка также является хорошим вариантом; Oни
может регулировать мощность для тонкой алюминиевой фольги, а также для микрообработки.
Вы можете сваривать алюминиевые банки с помощью вольфрамового электрода 1/16″ на вашей dynasty 200. В качестве наполнителя можно использовать проволоку MIG, а затем начать с 20 ампер. Хитрость, чтобы не проделать дыру в банке, заключается в том, чтобы начать дугу на присадочной проволоке. Когда у вас образовалась лужа, увеличьте силу тока до 25 и начните наматывать валики, переключая банку между сварными швами.
Как вы, наверное, знаете, в TIG
при сварке в качестве электрода используется стержень из вольфрама. Вольфрам имеет
высокая температура плавления, и он не становится жидким в процессе.
Однако не все электроды сделаны из чистого вольфрама, потому что в некоторых
случаях вам нужны особые условия внутри сварочной ванны. Помните, что немногие
молекулы вольфрама попадают внутрь сварочной ванны из-за электромагнитных явлений
(не плавится). Итак, в уникальных процессах, таких как сварка алюминия, все
имеет значение.
Итак, в уникальных процессах, таких как сварка алюминия, все
имеет значение.
Правильный выбор электрода которые могут быть использованы для правильного типа материала и толщины, могут быть трудными. Давайте рассмотрим, как каждый тип электрода влияет на сварку алюминия.
Типы вольфрамовых электродов являются следующие.
- Торированный
- Цирконированный
- Чистый вольфрам
- Серийный
Давайте посмотрим, как эти электроды помогают в создании идеальных сварка на алюминии. Я рассмотрю их один за другим.
Чистый вольфрам: этот тип электрода идеален для работы с переменным током, но не идеален для постоянного тока. Он на 99,5% состоит из вольфрама и дает им возможность легко скруглять или шарить. Это идеально подходит для низких и средних токов с алюминиевыми и магниевыми сплавами. Таким образом, чистый вольфрам является идеальным электродом для опытных сварщиков, когда речь идет о сварке алюминия.
Редкоземельный металл: это новейший тип вольфрама, который содержит различные добавки, такие как гибридные комбинации оксидов. Это используется для постоянного тока и не идеально подходит для переменного тока. Тем не менее, эти электроды являются хорошей рекомендацией для любителей сварки алюминия методом TIG.
Это используется для постоянного тока и не идеально подходит для переменного тока. Тем не менее, эти электроды являются хорошей рекомендацией для любителей сварки алюминия методом TIG.
Цирконированный, белый: состоит из 99,1% чистого вольфрама и 0,15-0,4% циркония в форме оксидов. Этот вид электродов используется вместо чистого вольфрама, поскольку они способны сохранять скругленные кончики и противостоять загрязнению. Я настоятельно рекомендую эти электроды любителям сварки алюминия методом TIG.
Торированный: Этот тип вольфрама имеет чистоту 97,3%. вольфрама и 2-процентного оксида тория, обладающего низкой радиоактивностью. Это используется для сварки постоянным током сталей, а также других материалов. это ужасно выбор для алюминия.
Ceriated: лучше всего использовать в приложениях переменного или постоянного тока с использованием источников постоянного тока на основе инвертора. Скорость эрозии низкая, и они идеально подходят для низкого диапазона силы тока. Это еще один хороший вариант для сварки алюминия методом TIG.
Полярность при сварке TIG проста как концепция, но определение правильных настроек может быть сложным. Это потому что дуга совершенно разная при разных настройках полярности. Учитывая что условия сварки критичны для алюминия, можно легко понять что оптимальные настройки могут сделать вашу жизнь намного проще.
Как и при любой другой дуговой сварке тип, электрический ток создает дугу. Вид тока значительно влияет на процедуру. Двумя основными типами тока являются постоянный и переменный. Каждый тип лучше в различных проектах сварки.
Если вам интересно, что
разница между переменным и постоянным током, вот краткое объяснение. В округе Колумбия
электроны движутся непрерывно в определенном направлении и в то же время в
электрическая дуга, положительно заряженные частицы движутся в противоположном направлении.
В зависимости от направления, в котором движутся электроны, постоянный ток может быть помещен в
одна из двух подкатегорий, называемых DCEN и DCEP. В DCEN отрицательный полюс
электрод, в то время как в DCEP отрицательный полюс является основным металлом.
Теперь в AC поток электроны меняют направление с определенной частотой. Очевидно, положительно заряженные частицы движутся в направлении, противоположном движению электронов. Следовательно, одновременно происходят два противоположных колебания — полярность в каждом круг меняется от отрицательного постоянного тока до положительного постоянного тока.
Переменный или постоянный ток на алюминии
Перейдем к важной части выяснить, какой тип тока лучше для сварки TIG алюминия. Магний и алюминий — два наиболее распространенных металла, которые сварщики используют в качестве источника переменного тока. Он отличается от нержавеющей стали и стали в целом тем, что выход постоянного тока обычно это лучший выбор. Так, для большинства алюминиевых сплавов и положений сварки переменный ток является текущий тип, который я предлагаю.
DCEN и DCEP
DCEP или обратная полярность — стандартная полярность для Stick
сварка и сварка МИГ. В MIG, если он использует газ, без металлического сердечника или флюса,
нужен положительный электрод. Металкор и двойной щит могут различаться. DCEP
обеспечивает более стабильную дугу в целом при сварке электродом. С другой стороны, для
сварные швы, требующие легкого проплавления, используйте DCEN, если электрод предназначен
для запуска любой полярности.
Металкор и двойной щит могут различаться. DCEP
обеспечивает более стабильную дугу в целом при сварке электродом. С другой стороны, для
сварные швы, требующие легкого проплавления, используйте DCEN, если электрод предназначен
для запуска любой полярности.
Частота предложений для переменного тока
Как я упоминал ранее, в В большинстве проектов TIG с алюминием переменный ток предлагает больше преимуществ, чем постоянный ток. Первичный характеристикой переменного тока является то, что он колеблется между DCEN и DCEP. Полярность меняется много раз каждую секунду.
Так как это периодический явление, число, которое описывает, сколько из этих полных циклов происходит в каждая секунда называется частотой. Частота считается в герцах, т. обратная секунда. Хватит заниматься математикой. Посмотрим, к кому это относится сварка.
В некоторых аппаратах TIG пользователь может определить частоту этого тока. В настоящее время вам не нужно иметь дорогую машину с расширенными настройками. Например, при частоте 50 Гц каждую секунду совершается 50 полных оборотов. В каждом периоде полярность меняется дважды. Следовательно, при такой частоте полярность меняется 100 раз в секунду.
Например, при частоте 50 Гц каждую секунду совершается 50 полных оборотов. В каждом периоде полярность меняется дважды. Следовательно, при такой частоте полярность меняется 100 раз в секунду.
Высокие и низкие частоты при сварке TIG алюминия
Как вы уже догадались, частота влияет на свойства сварочной ванны. В большинстве аппаратов TIG можно использовать ток частотой от 20 до 250 Гц. Кроме того, дуга зажигается при использовании настроек высокой частоты и высокого напряжения. Во многих сварочных аппаратах есть кнопка для включения этой функции
Высокая частота сварки обеспечивает более сфокусированный конус дуги с
улучшенный контроль направления, а также более узкий сварной шов и очистка
области. Высокая частота очень помогает при сварке углов, угловых швов, корневых швов.
проходит, внахлест даже Т-образные соединения. С другой стороны, низкая частота создает более широкое
конус дуги, который расширяет профиль сварного шва и лучше удаляет загрязнения
с поверхности металла. Кроме того, он передает максимальное количество энергии
заготовка, которая ускоряет приложения, необходимые для расширенного осаждения металла.
Кроме того, он передает максимальное количество энергии
заготовка, которая ускоряет приложения, необходимые для расширенного осаждения металла.
Один из самых важных аспектов дуговой сварки, как правило, это количество тока, который вы используете. Ты вероятно, слышали об этой метрике как о силе тока. Сила тока описывает количество тока, проходящего через проволоку и дугу. Это число имеет большое значение когда вы свариваете алюминий TIG. Количество электрического тока можно пересчитать в амперах.
Вам может быть интересно, как сила тока влияет на сварку TIG на алюминии. Как и в большинстве сварочных процессов, сила тока в основном влияет на проникновение. Когда дело доходит до проникновения, TIG является отличный метод, потому что сварщик может создать дугу со стабильным количеством Текущий.
В алюминиевом сплаве TIG сила тока регулируется ножной педалью или
управление кончиками пальцев. Тем не менее, лучше всего установить правильную максимальную силу тока на
получить наилучшие результаты. Для 1/1 канала
дюйма алюминия, требуемая сила тока составляет от 60 до 90 ампер. Если вы 1/8
дюймовый алюминий, вам нужно от 125 до 160 ампер. С другой стороны, от 190 до 240 ампер.
требуется для алюминия 3/16 дюйма, а для алюминия ¼ дюйма требуется от 260 до 340 ампер,
и от 330 до 400 ампер необходимы для алюминия 3/8 дюйма.
Для 1/1 канала
дюйма алюминия, требуемая сила тока составляет от 60 до 90 ампер. Если вы 1/8
дюймовый алюминий, вам нужно от 125 до 160 ампер. С другой стороны, от 190 до 240 ампер.
требуется для алюминия 3/16 дюйма, а для алюминия ¼ дюйма требуется от 260 до 340 ампер,
и от 330 до 400 ампер необходимы для алюминия 3/8 дюйма.
Эмпирическое правило для сварки алюминия TIG заключается в использовании 1 Ампера для каждую тысячную толщины материала. Это означает, что сварка основного материала, толщиной 12,5 мм или 1/8 потребуется 125 ампер. Когда материал имеет толщину более ¼ дюйма, эмпирическое правило начинает отклоняться, и не так много усилителя нужный.
Величина напряжения сильно коррелирует с количеством тепло, которое производит дуга. Это означает, что при высоком напряжении дуги больше в части. Если бы вы хотели спросить, какое напряжение подходит для TIG, сварка алюминия, ответ в том, что это зависит.
Обычно для зажигания дуги требуется чуть больше 60 Вольт. и высокая частота. Если вы используете большой ток, вы не можете также использовать высокий
Напряжение. В зависимости от величины тока, который вы используете, существует максимальное
количество напряжения. Поэтому самый безопасный вариант — начать с низкого или среднего уровня.
напряжения и откалибровать соответственно.
и высокая частота. Если вы используете большой ток, вы не можете также использовать высокий
Напряжение. В зависимости от величины тока, который вы используете, существует максимальное
количество напряжения. Поэтому самый безопасный вариант — начать с низкого или среднего уровня.
напряжения и откалибровать соответственно.
Неотъемлемая часть сварки TIG является защитным газом. Без защитного газа сварочная ванна будет загрязнена окружающим воздухом. Я видел людей, использующих все виды газов и смеси при сварке TIG. Выбор этих газов чаще, чем вы думаю, не является оптимальным или даже совершенно неправильным.
Правильно подобранный газ может вам помочь несколькими способами. Это может либо облегчить вашу жизнь, помогая вам контролировать дуги или добавить полезные свойства к самой сварочной ванне.
Газы, которые в основном используются в
Для сварки TIG используются аргон, гелий и углекислый газ. Я не предлагаю все
над. Кроме того, вы можете столкнуться со смесями. Посмотрим, какой из этих газов
подходят для алюминия.
Посмотрим, какой из этих газов
подходят для алюминия.
Является ли аргон хорошим вариантом
Когда дело доходит до сварки алюминия методом TIG, аргон, вероятно, является лучшим выбором. Для большинства алюминиевых сплавов у вас не будет проблем с этим типом газа. Это тяжелый инертный газ, который позволяет создавать прочные сварные швы. Это гораздо более дешевый вариант, чем гелий, и свойства шва будут превосходными, когда он остынет.
Итак, я советую вам использовать эти баллоны с чистым аргоном на случай, если вы будете сваривать алюминий методом TIG. Вы сэкономите много времени, используя этот газ.
Подходит ли гелий
Да. Гелий является одним из
лучший выбор для сварки TIG на алюминии. Просто потому, что это обеспечит
хорошая стабильность дуги, а также улучшенное очищающее действие. Если бы мне пришлось использовать между
100% гелий и 100% аргон, тогда я бы выбрал аргон. Однако гелий
дешевле в Соединенных Штатах, и многие сварщики любят его использовать.
Смеси аргона и гелия Все хорошо
Такие смеси обеспечивают лучшие характеристики зажигания дуги при сварке алюминия GTAW. Иногда используются газовые смеси, обычно 75 процентов аргона и 25 процентов гелия, которые могут увеличить скорость перемещения при дуговой сварке вольфрамовым электродом. Я бы предпочел использовать такую смесь вместо чистого гелия. С помощью этого регулятора вы можете создавать собственные газовые смеси. В зависимости от ваших потребностей, вы можете увеличить процентное содержание некоторых из этих газов. В каждой смеси дуга меняется, поэтому вы можете найти смесь, которая соответствует вашим потребностям.
Углекислый газ на алюминии. Все хорошо
Углекислый газ, как и кислород, вступает в реакцию с алюминием, образуя оксиды. Таким образом, использование любого из этих газов создаст более слабые сварные швы в алюминии. Поэтому я бы не рекомендовал использовать CO2 для алюминиевых сварных швов.
Неотъемлемая часть любой сварки
процедура. подготовка. Если вы планируете сварку TIG, то вам необходимо
подготовка. Если вы планируете сварку TIG, то вам необходимо
- Подушечки для рук
- Проволочные щетки
- Травильная паста
Люди проявляют интерес к с помощью подушечек для рук, но это определенно не самый быстрый метод. Другой метод для более проблематичных загрязнений используются проволочные щетки. Оба эти метода будет работать в большинстве случаев. Вы также можете воспользоваться травильной пастой.
Этапы сварки TIG алюминия
Подготовка материалов перед сваркой очень важно сделать правильно. Есть причины, по которым вам нужно очистить необработанный алюминиевый материал.
Натуральные алюминиевые материалы образовывать оксидный слой на его внешней поверхности, пока он остывает на заводской
Очистка загрязнений и масел на поверхности
Очистка алюминиевой поверхности Перед началом сварки TIG можно выполнить два важных этапа, таких как:
1: Удалите загрязнения и
масла с алюминиевой поверхности. Важно сделать этот шаг до
чистка. Чистка щеткой может привести к попаданию загрязняющих веществ в алюминий.
Важно сделать этот шаг до
чистка. Чистка щеткой может привести к попаданию загрязняющих веществ в алюминий.
2: почистить поверхность материала для устранения оксидов алюминия. Обычно этот оксидный слой нетрудно удалить. с поверхности алюминия с помощью кисти. Обязательно используйте щетка из нержавеющей стали.
Совет: пометьте разные кисти с алюминием, нержавеющей сталью и сталью, поэтому вы не будете смешивать разные кисти вверх. Конечно, вы не хотите случайно использовать кисть, которую вы всегда использовать на углеродистой стали на алюминиевом материале.
Подготовка аппарата
Убедитесь, что сварочный аппарат настроен
к нужным настройкам. Как я уже говорил, переменный ток
лучший вариант для алюминиевых сварных швов. Предположим, вы один из тех сварщиков, которые
как с помощью педали; вы можете настроить свою машину на больший ток, чем вам нужно
имеют. Таким образом, регулируя усилители с помощью педали, вы можете использовать ровно столько же,
текущий, как вы хотите в любое время. Вот
машина с ножной педалью.
Вот
машина с ножной педалью.
Электрод TIG должен быть чистым вольфрам из-за лучшей чистоты и долговечности. Электрод не должен быть заточены до заостренной точки, так как грубый обменный ток может вызвать отламывание кончика электрода и попадание в сварной шов. Защитный газ должен быть чистым аргоном для обеспечения максимальной чистоты сварного шва, а также производительности. сварка алюминия.
Процесс
Обязательно подготовьте контрольный список. Сюда должны входить следующие элементы:
- Убедитесь, что вокруг заготовки нет ничего, что может загореться
- Установите силу тока
- Убедитесь, что ток установлен на переменный ток или переменный ток.
- Проверьте машину на наличие нужного количества охлаждающей жидкости.
- Затяните соединение на шланге и кабеле горелки ВИГ
- Проверьте электрод, чтобы убедиться, что он находится в надлежащем состоянии и имеет правильный уровень выступания.
- Откройте клапан баллона с защитным газом.

- Установите регулятор защитного газа на нужный расход
- Включите и отрегулируйте маску сварщика с автоматическим затемнением
- Носить средства индивидуальной защиты
- Сваривать, не позволяя электроду касаться основного металла или сварочной ванны.
Важно Совет: Поскольку нужно хранить много экземпляров Перед началом сварки может быть полезно составить список на бумаги, а затем прикрепите ее к верхней части сварочного аппарата, чтобы вы могли сослаться это без усилий.
СИЗ или средства индивидуальной защиты
Убедитесь, что ваши СИЗ находятся в место и работает нормально. Поскольку безопасность очень важна в полевых условиях, всегда перед началом сварки убедитесь, что средства индивидуальной защиты работают. СИЗ необходимы для TIG сварка включает:
- Безопасные очки
- Защита слуха
- Стальные ноги
- Автоматический темнельный сварочный шлем
- . сварка,
для сварки алюминия TIG вы можете сосредоточиться в первую очередь на следующих элементах:
- Защитные очки
- Автоматические затемняющая сварочная маска
- Сварка
перчатки.

Алюминиевая труба Сварка TIG типична для отраслей, в которых наблюдается значительный рост рабочих мест. Это требует техники и правильное исполнение. Вот советы о том, как сваривать алюминиевые трубы TIG.
При сварке вокруг алюминиевой трубы для корня пройти, могут быть случаи, когда он может пройти чашку. Это требует твердой рукой, когда вы перемещаете электрод и используете чашку TIG, чтобы дать дополнительную стабильность. Это также обеспечивает чистый и равномерный сварной шов.
Движения вперед и назад эффективны, когда вы хождение чашкой с электродом для корневого прохода по алюминиевой трубе даст более глубокое проникновение в металл. Поступательное движение будет способствовать присадочный металл проникает глубже в сварной шов. Обратное движение, с другой рука, будет предлагать дополнительный нагрев, чтобы помочь привыкнуть. очень горячий, не бойтесь нагревать сварочный аппарат до такой степени, чтобы сломать края заготовки, чтобы получить прочный сплав с алюминием.

Слишком холодная работа приведет к слабому сварному шву, поэтому вам нужно научиться сваривать с большим количеством тепла, не повреждая материалы.
Если вы уже работаете на горячем ампере для рута проход, используйте те же настройки для горячего прохода. Не проворачивайте его слишком сильно, иначе вы будет иметь беспорядок на ваших руках.
Если вы добавите дополнительные проходы вдоль алюминиевой трубы, вы может сплести сварные швы, как и любой другой сварной шов. Вы можете использовать ряд курсив или тип дуги из стороны в сторону.
Сварка ВИГ выполняется на алюминиевых пластинах, которые обычно в качестве материала компонента в конструкционных целях, таких как химическая и криогенная промышленность перерабатывающие отрасли. Образование пористости и затвердевание растрескивание – это известные дефекты при сварке TIG-сплавом, который очень реагирует на погонную энергию сварки. Поступление тепла отклонилось от от 0,89 кДж/мм до 5 кДж/мм при объединении сварочной горелки скорость перемещения, а также сварочный ток.
 Обычно достаточно 1-1,2 кДж/мм тепловложения.
Обычно достаточно 1-1,2 кДж/мм тепловложения.Сварщики TIG работают при сильном нагреве и нуждаются в защите, но чувствительность к прикосновениям имеет решающее значение. Поэтому нужна изрядная ловкость. Силового нагрева можно избежать с помощью пальцев TIG, а также хорошей пары перчаток. Есть много сварочных перчаток на выбор, поэтому обязательно приобретите высококачественную.
Одним из лучших вариантов для сварки алюминия является сварочный аппарат TIG. который работает от сети переменного тока, и вы получите многие из самых отличных цен. лучшие сварочные аппараты для сварки TIG алюминия должны обеспечивать чистый пуск, ровную дугу, т.к. а также удобные настройки и относительно более важные функции. Вот краткий обзор лучших аппаратов для сварки алюминия TIG, доступных на рынке рынок сегодня:
- Lotos TIG/Stick Welder: Этот сварочный аппарат предлагает функции, необходимые для большинства видов сварки TIG или дуговой сварки, а также для бесконтактного возбуждения дуги TIG.
 Он обеспечивает стабильный запуск дуги, а также более высокую надежность по сравнению с обычными ВЧ-пускателями дуги. Это легко установить и повысить производительность. Автоматические системы управления питанием линии позволяют подключать входное напряжение без ручного подключения, что обеспечивает удобство настройки работы. Это идеальное решение для ненадежного или грязного питания.
Он обеспечивает стабильный запуск дуги, а также более высокую надежность по сравнению с обычными ВЧ-пускателями дуги. Это легко установить и повысить производительность. Автоматические системы управления питанием линии позволяют подключать входное напряжение без ручного подключения, что обеспечивает удобство настройки работы. Это идеальное решение для ненадежного или грязного питания. - Forney Easy TIG Welder: Идеально подходит для домашнего использования. Это одна из самых надежных машин за свою цену.
- Lincoln 210: Этот универсальный сварочный аппарат идеально подходит для преподавателей, мелких подрядчиков и преподавателей, которым нравится выполнять сварку MIG. Он поставляется с цифровыми элементами управления, а также цветным дисплеем для быстрой и легкой работы.
- Miller Multimatic 215: Это удобный и универсальный аппарат для сварки MIG, TIG и электродуговой сварки, который помогает приобрести навыки.
 Он поставляется с цветным экраном с автоматической настройкой элиты. Это ваш универсальный сварочный аппарат, который подключается к входной мощности от 120 до 240 В и может сваривать низкоуглеродистую сталь толщиной до 3/8.
Он поставляется с цветным экраном с автоматической настройкой элиты. Это ваш универсальный сварочный аппарат, который подключается к входной мощности от 120 до 240 В и может сваривать низкоуглеродистую сталь толщиной до 3/8.
Алюминий и его сплавы известны своей хорошей коррозионной стойкостью, малым весом и свариваемостью. Даже если они имеют низкую прочность, некоторые сплавы могут иметь такие же механические свойства, как сталь. Широкий спектр методов может объединить бронзовые сплавы. Поэтому необходимо знать свойства бронзовых сплавов.
Высокая теплопроводность алюминия и быстрое затвердевание сварочной ванны делают его сплавы особенно склонными к дефектам профиля. Чтобы избежать риска подреза, несоответствия и недостаточного провара или сплавления, обязательно используйте правильную технику и параметры для сварки.
Одним из полезных приемов является размещение металлического переда. Имейте в виду, что стержень из алюминиевой бронзы обеспечивает подходящую износостойкую поверхность после нанесения на чугун, сталь, медь и другие металлы.

Алюминий и его сплавы легче стали, с плотностью примерно 2,70 г/см3 вместо диапазон от 7,75 до 8,05 г/см 3 для сталей. Таким образом, имеется в виду, что сравнимый объем стали примерно в три раза тяжелее алюминия.
В то время как алюминий может быть легко присоединен к другим металлам с помощью механического крепления или клеевого соединения, необходимы специальные методы, если он должен быть приварен дуговой сваркой к другим типам металлов, таким как сталь. Чрезвычайно хрупкое интерметаллическое соединение образуется, когда такие металлы, как медь, сталь, титан или магний, свариваются дугой прямо с алюминием. Чтобы не допустить образования хрупких соединений, были разработаны некоторые жизненно важные методы, позволяющие изолировать другие металлы от размягчения алюминия в процессе дуговой сварки. Биметаллические переходные вставки — лучший способ соединения алюминия со сталью.
Идея использования биметаллических соединений состоит в том, чтобы вставить металл между алюминием и сталью, который перекрывает зазор между этими двумя металлами.
 Таким образом, сварной шов будет разделен на два разных. Первый находится между алюминием и переходным металлом. Второй находится между переходным металлом и сталью. Кроме того, вы можете покрыть стальную деталь серебряным или алюминиевым припоем и сварить ее дуговой сваркой с алюминием. Ни один из описанных методов не является идеальным, и требуются более сложные методы, такие как сварка взрывом.
Таким образом, сварной шов будет разделен на два разных. Первый находится между алюминием и переходным металлом. Второй находится между переходным металлом и сталью. Кроме того, вы можете покрыть стальную деталь серебряным или алюминиевым припоем и сварить ее дуговой сваркой с алюминием. Ни один из описанных методов не является идеальным, и требуются более сложные методы, такие как сварка взрывом.Техника выполнения сварных швов между алюминием и титаном заключается в расплавлении алюминиевого сплава или алюминиевого наполнителя, который прилипает к обоим металлам на границе соединения. Оба металла размягчатся при использовании достаточной энергии сварки.
Однако имейте в виду, что когда дело доходит до температуры, существует верхний предел в 2000 градусов Цельсия. Кроме того, внутри алюминиевого наполнителя содержится максимальное количество процентного содержания титана. Во многих случаях вам не нужно более 10 процентов титана. Наконец, вы можете ожидать прерывистую фазу между обоими металлами.
