Как правильно варить электросваркой вертикальный шов: Как варить шов: вертикальный, горизонтальный, потолочный
alexxlab | 08.04.2022 | 0 | Разное
Как правильно варить вертикальный шов электродуговой сваркой?
Технология сварки, это сложный процесс, требующий предельной аккуратности и точности, и прежде чем решить вопрос как правильно варить вертикальный шов электросваркой, необходимо знать азы технологии в принципе. Первоначально необходимо выправить деталь, после чего потребуется произвести зачистку элементов стыковки. Появление технологических дефектов для вертикального сварочного шва сталкиваются с такими видами возможных загрязнений поверхностей:
- Наличие ржавчины.
- Появление масла.
- Возникновение окалин.
Пример сварки вертикального шва электродуговой сварки
В первую очередь, необходимо зачистить те места, где будут проводиться сварочные мероприятия. Это относится ко всем кромкам детали, а также в местах, где есть возможные щели или зазоры. Удалять грязь можно любым доступным методом, металлической щёткой, горячей струёй воздуха, или сильнейшим пламенем горелки. В качестве вариантов очистки поверхности используют следующие технологии и инструменты:
- Щетка, с усиленным металлическим ворсом.

- Игловые фрезы.
- Гидравлические пескоструйные технологии.
- Мелкая рабочая дробь.
- Промышленная горелка.
- Стандартный шлифовальный круг.
- Метод проплавления.
- Растворители.
Теперь, для подготовки вертикального шва электродуговой сваркой сверху вниз или наоборот, необходимо разобраться с принципами начала работы, и на первое место выходит возбуждение дуги.
Сварка вертикального шва сверху вниз
Запуск дуги для работы
Рассмотрим два наиболее вероятных варианта, которые предпочтительны для техники сварки вертикальных швов.
- Сварщик, используя держак, где встроен электрод, начинает постепенное движение, где потребуется прикоснуться к металлической поверхности. Далее необходимо быстро отвести электрод назад, примерно на 2-4 мм. В результате появится необходимое пламя дуги. Рабочая долина дуги обеспечивается медленным опусканием устройства. Принцип задачи как варить вертикальный шов дуговой сваркой, зависит, прежде всего, от параметра расплавления. Сварщик должен соблюдать меры предосторожности, перед тем как появится дуга, необходимо надеть защитную маску или очки, для защиты лица или глаз.
- Сварщик быстро проводит по металлической поверхности кончиком электрода, а затем точно также быстро отодвигает держак на себя, но примерно на 2 мм от поверхности металлического изделия. В определённый момент, между электродом и поверхностью образуется электрическая дуга. В процессе выполнения задачи как варить вертикальный шов электродом, необходимо придерживаться одинаковой длины дуги. Сама дуга на начальном этапе, должна быть исключительно короткой. Возле шва образуются небольшие рабочие капли металла. Процесс плавления будет максимально плавным и спокойным. Шов получается глубокий и ровный. Если рабочая длина дуги будет слишком длинной, то основная поверхность металла не проплавиться до конца. Металлическая поверхность электрода начнётся окисляться, появятся значительные брызги на поверхности металла. Шов после проведения сварки будет выглядеть совершенно неровным, имеющий многочисленные окисловые вкрапления.
- Общую длину рабочей дуги можно определить по своеобразному звуку, который характерен для процесса как правильно сварить вертикальный шов ручной дуговой сваркой. Слишком длинная дуга имеет характерный звук, который издаётся в процессе работы, и, следовательно, возможны появления хлопков.
 Сварщик должен соблюдать меры предосторожности, перед тем как появится дуга, необходимо надеть защитную маску или очки, для защиты лица или глаз.
Сварщик должен соблюдать меры предосторожности, перед тем как появится дуга, необходимо надеть защитную маску или очки, для защиты лица или глаз.
«Обратите внимание!
Если дуга неожиданно оборвалась, ее можно возбудить снова.»
В месте, где образовался кратер, тщательно заваривают, иначе есть риск нарушения общего принципа технологической работы. Если потребуется сварить узел, который используется для основной эксплуатации в общем технологическом процессе, то возможно появление, так называемой технологической «усталости». Категорически запрещено возбуждать дугу в данном месте, иначе вертикальный шов электродуговой сваркой, вызывает так называемый рабочий «ожог» металла. В данном месите, во время эксплуатации конструкционной детали, в будущем возможно разрушение.
Первые шаги
Если вы хотите научиться варить, то специалисты рекомендуют проводить опыты на металлических валиках. Таким образом, вы можете понять суть задачи, как научиться варить вертикальный шов. Здесь нет необходимости создавать необходимого качества сварного шва. Достаточно добиться эффекта расплавления материала. На рабочей поверхности не должно быть ржавчин, поверхность должна быть идеально очищенной от ржавчины, масла, окалины.
Таким образом, вы можете понять суть задачи, как научиться варить вертикальный шов. Здесь нет необходимости создавать необходимого качества сварного шва. Достаточно добиться эффекта расплавления материала. На рабочей поверхности не должно быть ржавчин, поверхность должна быть идеально очищенной от ржавчины, масла, окалины.
Какие валики используются для работы
Теперь попробуем определиться, как варить вертикальный шов без отрыва, используя валики. В данном случае, необходимо вставить электрод рабочий держак. Для того чтобы создать требуемый ток в электроде, необходимо создать минимальное трение между электродом и металлической поверхностью. Для этих целей, достаточно создать усилие трения по поверхности или без усилия постучать по рабочей части металла.
Когда появится электрическая дуга, вертикальный шов электродуговой сваркой толстого металла, при помощи электрода, направляется на заготовку, где необходимо выдержать минимальный зазор между рабочей зоной электрической дуги и поверхностью металла. Зазор в данном случае должен иметь постоянный режим дуги пламени. Как правило, для вертикального шва электродуговой сваркой тонкого металла, выдерживается дистанция размером в 3-5 мм.
Зазор в данном случае должен иметь постоянный режим дуги пламени. Как правило, для вертикального шва электродуговой сваркой тонкого металла, выдерживается дистанция размером в 3-5 мм.
«Важно!
Помните, чтобы добиться такого качества шва, необходимо постоянно придерживаться одного и того размера дуги, и дуговая сварка вертикальных швов позволяет соблюдать данные требования. Резкие отклонения чреваты появлению дефектов, что негативно оказывает влияние на металл, а также на характеристики прочности готового изделия.»
Варианты получения качественного шва
Теперь необходимо определить, какой метод отлично создаётся при сварке вертикальных швов. В качестве варианта необходимо использовать один из нижеперечисленных методов. В данном случае обращаем внимание, что отличный результат может показать только опытный практикант или специалист широкого профиля:
- Технология лесенка (зигзагообразная).
- Методика ёлочка.
Движение электрода методом «ёлочки»
- Петлевидная система.
- Серповидная система.

Новички на первых порах могут взять в качестве экспериментальных материалов, различные валики, где можно поучиться основным принципам проведения вертикальной сварки. Используйте подручные средства, соблюдайте меры безопасности, набирайтесь опыта у мастеров. Обратите внимание на то, что вертикальные соединения швов предусматривает несколько вариантов исполнения, в том числе тавровые, внахлёст, стыковые и угловые. Каждый метод имеет как общие принципы сварочных работ, так и индивидуальные хароактеристики, которые переплетаются с иными способами и технологиями.
Обращаем также внимание на то, как проводится технология сварки, сколько требуется слоёв и прочие технические и физические характеристики. В некоторых случаях, не последнюю роль играет диаметр электрода, который оказывает влияние на нанесение требуемого количества слоя сварки. Соблюдаем минимальные требования пожарной и электрической безопасности при проведении сварочных работ.
Видео: Пример сварки вертикального шва
 youtube.com/embed/LX_DdZxQ3LQ” frameborder=”0″ allowfullscreen=”allowfullscreen”>
youtube.com/embed/LX_DdZxQ3LQ” frameborder=”0″ allowfullscreen=”allowfullscreen”> Как правильно и качественно варить вертикальный шов электросваркой
Автор На чтение 4 мин Просмотров 616 Опубликовано
Очень часто необходимо произвести сварку различных металлических частей и фрагментов деталей. Есть несколько методов, которые помогут добиться поставленной задачи, но гораздо чаще остальных применяется электросварка.
Сварка неплавящимся электродом.Содержание
- Основы метода электросварки
- Сварка вертикального шва
- Окончание работ
Основы метода электросварки
Основан этот метод на образовании электрической дуги. Дуга в месте соприкосновения с металлом образует углубление. Это углубление заполняется расплавленным металлом, получающимся вследствие сгорания электрода. В процессе его продвижения по свариваемой поверхности ее края нагреваются и расплавляются, образуя единую структуру с металлом электрода.
Немаловажным фактором в электрической сварке является сила тока. Если она не будет иметь достаточных параметров, то дуга будет все время гаснуть, а электрод прилипать к свариваемой поверхности. Требуемая сила тока должна зависеть от применяемого аппарата. Если используется инверторный аппарат, то требуемый показатель должен варьироваться в диапазоне от 80-100 А. С применением аппарата трансформаторного типа диапазон должен быть в пределах 35-55 А.
Электроды для работы следует подбирать с учетом их химической структуры и структуры поверхности обработки. Существует несколько типов такого металла: сталь, нержавеющая сталь, алюминий. Все электроды имеют соответствующую маркировку, которая позволяет сделать их правильный подбор. При использовании в работах электрического сварочного аппарата нужно помнить, что диаметр электродов должен подбираться относительно толщины обрабатываемого материала.
Вернуться к оглавлению
Сварка вертикального шва
Перед началом работ необходимо определиться с тем, какой шов требуется выполнить. Существует несколько основных типов швов:
Существует несколько основных типов швов:
- Сварка плоских листовых соединений.
- Вертикальный шов.
- Угловое сварочное соединение.
- Сварка трубчатых соединений.
Для того чтобы правильно варить вертикальный шов электросваркой, необходимо периодически производить вращательные движения, которые помогут сгребать расплавляющийся металл в точку соединения 2 деталей. Окончание электрода должно находиться точно в середине шва. Процесс сварки нужно вести снизу вверх, прилепляя каплю за каплей. Это поможет постепенно заливать зазор расплавленной электродной проволокой.
Соблюдение правильного угла позволит равномерно стекать расплавленной электродной проволоке. Чем более равномерно будет она стекать, тем ровнее и качественнее получится шов.
Чем более равномерно будет она стекать, тем ровнее и качественнее получится шов.
https://moyakovka.ru/youtu.be/PHgfn2giVx4
После того как поверхность шва остынет, с помощью молотка необходимо отбить шлак с поверхности деталей. Он образуется в процессе работы от продуктов горения металла. Шов готов, но чем чаще будут производиться сварочные работы, тем более аккуратным и качественным будет он получаться.
Вернуться к оглавлению
Окончание работ
После того как будет завершена сварка и произведена зачистка поверхностей деталей от шлака, застывших наплывов и окалины, требуется провести осмотр полученных соединений. Контрольный осмотр должен проводиться на наличие обнаружения прожогов металла, трещин, кратеров или получившихся пор. Если они присутствуют, то это будет свидетельствовать о некачественно выполненной работе.
Если обнаружены некачественные швы, необходимо сразу, не дожидаясь разлома, провести реставрацию шва. Для этого необходимо тщательно зачистить всю поверхность с помощью напильника и металлической щетки. Затем произвести ее ремонт. Реставрация должна проводиться только в тех местах, в которых был обнаружен брак. Не надо переваривать поверхность полностью.
Затем произвести ее ремонт. Реставрация должна проводиться только в тех местах, в которых был обнаружен брак. Не надо переваривать поверхность полностью.
Во время проведения работ нельзя забывать и о технике безопасности.
Весь процесс нужно выполнять в замшевых перчатках, на которые следует надеть грубые рукавицы. Обязательно наличие маски сварщика, кирзовых ботинок и брезентовой робы.
https://moyakovka.ru/youtu.be/1C0BxpKY7hY
Рядом должен находиться огнетушитель, песок или емкость с водой. При соблюдении всех вышеперечисленных правил сварочных работ можно добиться получения высококачественного шва, который не позволит привести к разлому готовой конструкции.
Советы и рекомендации по улучшению или началу сварки электродом
Часто называемый «Роллс-Ройс» производителя сварочного оборудования Miller производит сварочное оборудование, которое является одним из лучших на рынке.
У них есть полноценный и информативный веб-сайт, посвященный тому, чтобы помочь сварщику максимально эффективно использовать свой аппарат, и полноценное сообщество, включая приложения для мобильных пользователей.
Основные советы по улучшению сварки электродами
Моллюски помогут вам стать лучшим сварщиком.
Просто подумайте о CLAMS: установка тока, длина дуги, угол наклона электрода, манипулирование электродом и скорость перемещения. Если вы только изучаете процесс Stick, технически называемый дуговой сваркой металлическим электродом, запоминание этих пяти пунктов улучшит вашу технику сварки.
Потратьте минуту, чтобы просмотреть следующие советы, особенно если вы никогда не зажигали дугу или все еще думаете, какой аппарат купить, прежде чем перейти к информации «как сваривать», представленной здесь
В: Какой тип сварочного аппарата лучше всего подходит для универсального использования?
A: Сварочный аппарат с выходом переменного/постоянного тока, будь то электродуговая машина, такая как старый Miller Dialarc, Miller XMT, Miller’s Thunderbolt, или привод с газовым двигателем, такой как Miller’s Bobcat.
Сварка постоянным током имеет преимущества перед переменным током для большинства применений Stick, в том числе: более легкий запуск; меньшее количество отключений и залипаний дуги; меньше брызг/лучший вид сварных швов; более легкая вертикальная сварка вверх и потолочная сварка; легче научиться «сваривать» и получить более плавную дугу.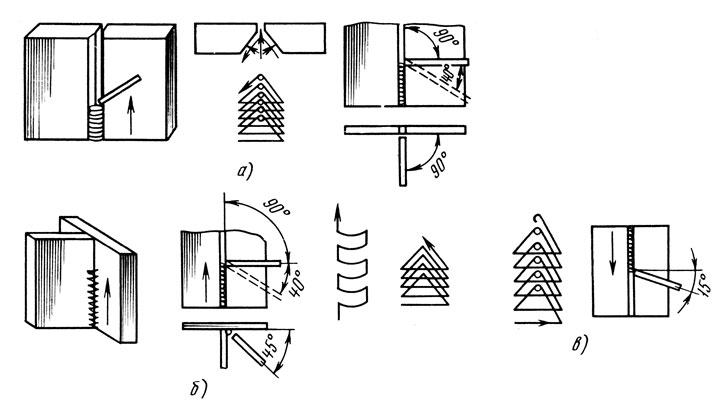 Обратная полярность постоянного тока (положительный электрод) обеспечивает примерно на 10% больше провара при заданной силе тока, чем переменный ток, в то время как прямая полярность постоянного тока (отрицательный электрод) лучше сваривает более тонкие металлы.
Обратная полярность постоянного тока (положительный электрод) обеспечивает примерно на 10% больше провара при заданной силе тока, чем переменный ток, в то время как прямая полярность постоянного тока (отрицательный электрод) лучше сваривает более тонкие металлы.
В: Есть ли преимущества у выхода переменного тока?
A: Да, если вам нужно сваривать материал, намагниченный в результате трения, например, когда сено, корм или вода постоянно трутся о стальную деталь. Выход постоянного тока не работает из-за «дуги дуги», когда магнитное поле выдувает расплавленный присадочный металл из сварочной ванны. Поскольку выход переменного тока чередует полярность, он позволяет сваривать намагниченные детали.
В: Насколько большая машина мне нужна?
A: Аппарат от 225 до 300 ампер справится практически со всем, с чем столкнется обычный человек, так как для большинства сварочных процедур требуется 200 ампер или меньше.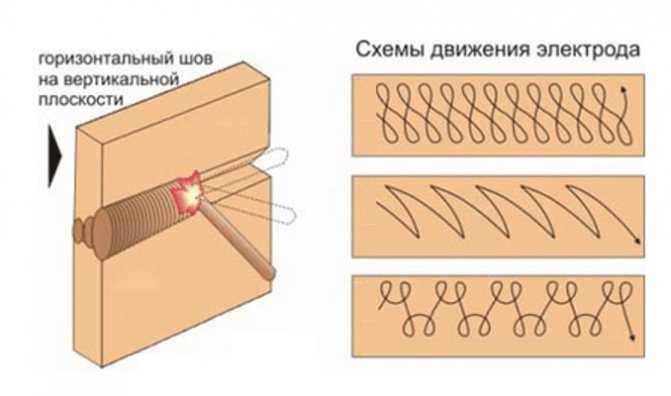 Чтобы сварить материал толще 3/8 дюйма, просто сделайте несколько проходов — это то, что делают профессионалы, даже при сварке конструкционной стали толщиной 1 дюйм.
Чтобы сварить материал толще 3/8 дюйма, просто сделайте несколько проходов — это то, что делают профессионалы, даже при сварке конструкционной стали толщиной 1 дюйм.
В: Я вижу слово «рабочий цикл» в спецификациях продукта? Что это значит?
A: Рабочий цикл — это количество минут из 10-минутного цикла, в течение которого может работать сварщик. Например, Thunderbolt XL создает выход постоянного тока 200 ампер при рабочем цикле 20%. Он может непрерывно сваривать при 200 ампер в течение двух минут, а затем должен охлаждаться в течение восьми минут, чтобы предотвратить перегрев.
Рабочий цикл и сила тока обратно пропорциональны. Работая при токе 90 ампер, Thunderbolt имеет рабочий цикл 100%, что означает, что вы можете сваривать без остановки. Это правило обратной пропорциональности верно для всех машин Миллера, но не распространяется на все машины других компаний.
В: Какой тип стержня следует использовать для наплавки?
A: Стержни для наплавки могут обеспечивать ударопрочность, стойкость к истиранию или и то, и другое в зависимости от применения. Поскольку тип необходимого стержня зависит от типа почвы или заполнителя в вашем регионе, обратитесь к местному дистрибьютору сварочных материалов и спросите его экспертное мнение. Если вы не знаете дистрибьютора, позвоните по номеру 1-800-426-4553, и оператор автоматически соединит вас с ближайшим дистрибьютором Miller. Вы также можете найти дистрибьюторов через http://millerwelds.com/wheretobuy/ ENDPARA]
Поскольку тип необходимого стержня зависит от типа почвы или заполнителя в вашем регионе, обратитесь к местному дистрибьютору сварочных материалов и спросите его экспертное мнение. Если вы не знаете дистрибьютора, позвоните по номеру 1-800-426-4553, и оператор автоматически соединит вас с ближайшим дистрибьютором Miller. Вы также можете найти дистрибьюторов через http://millerwelds.com/wheretobuy/ ENDPARA]
В: Какой тип стержня следует использовать для общих работ со сталью?
A: Общие электроды, используемые для общих работ, включают 6010, 6011, 6013, 7018 и 7024, каждый из которых имеет определенные свойства: электроды 6010 проникают глубоко, а электроды 6013 проникают меньше. Для улучшения внешнего вида борта и работы с высокопрочными сталями (скажем, для сцепки) используйте стержень из 7018. Для лучшего проникновения в толстый материал отшлифуйте соединение до 30-градусного скоса (оставьте площадку шириной с никель на дне канавки) и сделайте несколько проходов.
В: Нужно ли удалять ржавчину или масло перед сваркой?
A: Сварка электродом более щадящая в нечистых условиях, но никогда не помешает очистить детали проволочной щеткой или сошлифовать излишки ржавчины. Если вы хорошо подготовитесь и обладаете средними способностями к сварке, вы сможете сделать качественный сварной шов. Однако даже большое мастерство сварщика не может преодолеть плохую подготовку, так как это может привести к растрескиванию, непроварам и шлаковым включениям.
Вспомни МОЛЛЮСКИ
Теперь, когда вы готовы к сварке, вспомните CLAMS. Объединение всех этих точек вместе в один момент сварки может показаться сложным для размышлений, но с практикой это становится второй натурой. И не унывайте! Сварка стержнем получила свое название не потому, что электрод похож на стержень, а потому, что КАЖДЫЙ приклеивает стержень к заготовке, когда учится сваривать.
Объединение всех этих точек вместе в один момент сварки может показаться сложным для размышлений, но с практикой это становится второй натурой. И не унывайте! Сварка стержнем получила свое название не потому, что электрод похож на стержень, а потому, что КАЖДЫЙ приклеивает стержень к заготовке, когда учится сваривать.
Настройка тока: Правильная настройка тока или силы тока в первую очередь зависит от диаметра и типа выбранного электрода. Например, 1/8-дюймовый стержень 6010 хорошо работает от 75 до 125 ампер, в то время как 5/32-дюймовый стержень 7018 сваривается при токах до 220 ампер. На боковой стороне коробки электродов обычно указаны рабочие диапазоны. Выберите силу тока в зависимости от толщины материала, положения сварки (приблизительно на 15% меньше тепла при работе над головой по сравнению с плоским сварным швом) и наблюдения за готовым сварным швом. Большинство новых сварочных аппаратов имеют постоянную этикетку с рекомендациями по силе тока для различных электродов и толщины материала.
Длина дуги: Правильная длина дуги зависит от электрода и области применения. В качестве отправной точки длина дуги не должна превышать диаметр металлической части (сердцевины) электрода. Слишком близкое расположение электрода снижает сварочное напряжение. Это создает неустойчивую дугу, которая может погаснуть или привести к замерзанию стержня, а также образует сварной шов с высокой вершиной. Чрезмерно длинные дуги (слишком высокое напряжение) вызывают разбрызгивание, низкую скорость наплавки, подрезы и, возможно, пористость.
Многие новички сваривают слишком длинной дугой, поэтому получаются шероховатые швы с большим количеством брызг. Небольшая практика покажет вам, что узкая контролируемая длина дуги улучшает внешний вид валика, создает более узкий валик и сводит к минимуму разбрызгивание.
Угол перемещения: При сварке стержнем в плоском, горизонтальном и потолочном положении используется метод сварки «перетаскиванием» или «наотмашь». Держите стержень перпендикулярно суставу и наклоните верхнюю часть электрода в направлении движения примерно на 5–15 градусов. Для сварки вертикально вверх используйте технику «толчок» или «вперед» и наклоните верхнюю часть стержня на 15 градусов в сторону от направления движения.
Держите стержень перпендикулярно суставу и наклоните верхнюю часть электрода в направлении движения примерно на 5–15 градусов. Для сварки вертикально вверх используйте технику «толчок» или «вперед» и наклоните верхнюю часть стержня на 15 градусов в сторону от направления движения.
Манипуляция: Каждый сварщик манипулирует электродом или сплетает его в уникальном стиле. Развивайте свой собственный стиль, наблюдая за другими, практикуясь и создавая метод, который дает хорошие результаты для вас. Обратите внимание, что на материале толщиной 1/4 дюйма и тоньше переплетение стержня обычно создает валик, который шире, чем необходимо. Во многих случаях простое движение по прямой работает нормально.
Чтобы создать более широкий валик на более толстом материале, двигайте электродом из стороны в сторону, создавая непрерывную серию частично перекрывающихся кругов или в виде буквы «Z», полукруга или ступенчатого рисунка. Ограничьте движение из стороны в сторону до 2-1/2 диаметра сердцевины электрода. Чтобы покрыть более широкую область, сделайте несколько проходов или «полосок».
Чтобы покрыть более широкую область, сделайте несколько проходов или «полосок».
При сварке вертикально вверх сосредоточьтесь на сварке боковых сторон стыка, а середина сама о себе позаботится. Сделайте небольшую паузу сбоку, чтобы дать остыть дальней стороне валика, наверстать упущенное в сварочной ванне и обеспечить прочное соединение с боковой стенкой. Если ваш сварной шов выглядит как рыбья чешуя, вы слишком быстро двигались вперед и недостаточно долго держались по бокам.
Скорость перемещения: При правильной скорости перемещения получается сварной шов с желаемым контуром (или «короной»), шириной и внешним видом. Отрегулируйте скорость перемещения так, чтобы дуга оставалась в пределах передней трети сварочной ванны. Низкие скорости перемещения позволяют получить широкий выпуклый валик с неглубоким проникновением. Чрезмерно высокие скорости перемещения также уменьшают проникновение, создают более узкий и/или сильно изогнутый валик и, возможно, поднутрения.
Несколько последних советов. Всегда помните, что вам нужен хороший обзор сварочной ванны. В противном случае вы не сможете обеспечить сварку в стыке, удерживая дугу на переднем крае ванны и используя нужное количество тепла (на самом деле вы можете увидеть, как сварочная ванна со слишком большим количеством тепла выкатывается из стыка). Для лучшего обзора держите голову в стороне и подальше от дыма, чтобы вы могли легко увидеть лужу.
Также помните, что вы учитесь на ошибках. Нет ничего постыдного в шлифовке плохих сварных швов. Фактически, профессиональные сварщики создают идеальные сварные швы, распознавая дефекты, зашлифовывая их и повторно сваривая.
Если вам понравилась эта статья, перейдите по ссылке на сайт Миллера здесь и оставьте свой отзыв.
Как поставщики ведущих брендов, включая сварочные аппараты Miller, вы можете найти на нашем сайте бывшие в употреблении сварочные аппараты Miller, а также сварочные аппараты других ведущих брендов в Европе и США, таких как ESAB, Fronius, Kemppi и Lincoln Electric
Эта запись был размещен в разделе «Ресурсы для клиентов», «Новости Вестерманса» и помечен как arc, clams, stick.