Как правильно варить электросваркой вертикальный шов видео: Как варить вертикальный шов | Уроки сварки
alexxlab | 15.08.1993 | 0 | Разное
Как варить вертикальный шов | Уроки сварки
В электродуговой сварке, как и в любом ремесле, сталкиваешься с техниками, которым научиться легче. Работа электродом в горизонтальном положении не вызывает особых трудностей. Повышение качества – дело практики. Этого же нельзя сказать о вертикальной сварке, где качественный шов получить куда сложнее из-за высокого риска стекания металла.
В этой статье мы расскажем: как варить вертикальный шов без потеков при помощи проверенных техник ведения электрода и верных настроек сварочного аппарата.
Получить достойный результат поможет знание о том:
- Каким диаметром электрода варить
- Как правильно выбрать сварочный ток
- Какая полярность подойдет для вертикального шва
- Под каким углом лучше вести сварку
- На каком расстоянии располагать электрод (длина дуги)
- Какую траекторию движения выбрать лучше
- Какова должна быть скорость перемещения электрода
- В каком направлении соединять металла «сверху вниз» или «снизу вверх»
Настройка параметров сварочного аппарата
При выборе диаметра стоит отталкиваться от толщины свариваемого металла. Здесь нет никаких хитростей. Электрод подбирается точно также как и для горизонтального шва (подробнее в статье
Здесь нет никаких хитростей. Электрод подбирается точно также как и для горизонтального шва (подробнее в статье
). Определить размер расходника поможет таблица:
|
Толщина свариваемых деталей, мм |
1-2 |
3-5 |
4-10 |
12-24 |
30-60 |
|
Диаметр электрода, мм |
2-3 |
3-4 |
4-5 |
5-6 |
6-8 |
Внимание! Начиная с силы тока, уже прослеживаются отличия в сварке вертикального шва и горизонтального. Здесь нужно снизить параметр на 10-15%, чтобы избежать высокого содержания разжиженного металла в сварной ванне (и, как следствие, потеков).
Здесь нужно снизить параметр на 10-15%, чтобы избежать высокого содержания разжиженного металла в сварной ванне (и, как следствие, потеков).
Опыт показывает, что чаще всего ток выбирается в диапазоне 80-100 А. Но лучше всегда ориентироваться на табличные данные:
|
Ток сварки (А) |
45-55 |
100-110 |
100-110, 120-145 |
120-145 |
120-145, 200-205 |
|
Диаметр электрода (мм) |
2 |
3 |
3-4 |
4 |
4-5 |
*В таблице уже снижены показатели тока. Не стоит занижать их еще больше, чтобы не получить неудовлетворительный результат! Помните о том, что данные ориентировочные и корректируются в зависимости от опыта сварщика.
Не стоит занижать их еще больше, чтобы не получить неудовлетворительный результат! Помните о том, что данные ориентировочные и корректируются в зависимости от опыта сварщика.
Определяя ток сварки нужно не забывать влияние типа подключения (полярности). При сварке на обратной полярности глубина провара увеличивается на 40%, а при прямой – уменьшается на 15-20%. Обычно полярность выбирают в зависимости от обрабатываемых металлов. Для нержавейки и тонколистых металлов подойдет обратная полярность, а плотные слои стоит варить на прямой полярности.
Работа электродом при вертикальном способе сварки
Выбрали параметры? Подготовили
сварочный аппарат? Пора приступать. Для начала правильно располагаем электрод относительно соединяемых металлов. Если вы уже знакомы со сваркой в горизонтальном положении, то знаете – лучший угол между 30-60 градусами. Однако помним, что при вертикальном сваривании все куда сложнее.
Начинать стоит с перпендикулярного положения электрода к свариваемой поверхности. Именно в этом положении обеспечивается лучший провар и равномерно прорабатывается вся сварочная ванна. Также встречаются рекомендации удерживать угол 45-50 градусов. Этого вполне хватит, чтобы избежать стекания металла и получить прочный шов. В ходе вертикальной сварки угол можно менять от 45 до 90 градусов.
При вертикальной сварке немаловажным будет и расстояние до рабочей поверхности. Для горизонтальной сварки лучшей длиной дуги будет 1-1,2 диаметра электрода. Для работы в вертикальном направлении это значение должно быть в два раза меньше с максимально возможным отклонением до диаметра.
Что с положением определились и перейдем к ведению. Траекторию движения электрода каждый выбирает под себя. Лучше всего подойдет один из трех вариантов:
- Треугольник для зазоров до 2 мм. Первым делом формируют «полочку» в нижней части стыка.
 Затем электрод перемещают по стенкам с небольшой паузой у краев для заполнения сварочной ванны. Стоит отметить, что при этом способе обязательно притупление кромок.
Затем электрод перемещают по стенкам с небольшой паузой у краев для заполнения сварочной ванны. Стоит отметить, что при этом способе обязательно притупление кромок. - Елочка для зазоров в пределах от 2 до 3 мм. Этот способ сварки не предполагает создание «полочки». Движение электрода начинается с плоскости одной из кромок. Сначала его ведут на себя, а затем от себя и после перемещаются на другую кромку, повторяя действия. При сварке «елочкой» работают на короткой дуге, чтобы получить прочный шов без дефектов (потеков и проплавлений).
- Лестница для деталей зазором, превышающим 3 мм. Электрод перемещают от кромки к кромке быстрыми зигзагообразными движениями. При этом на месте кромок его недолго удерживают. Для получения качественного результата важно следить, чтобы величина подъема оставалась постоянной. Использовать траекторию «лестница» можно при отсутствии притупления кромок.
Если объяснение кажется слишком сложным, обратите внимание на схематические рисунки для каждой из траекторий движения электрода при вертикальной сварке:
Не забудем о скорости ведения. Здесь все куда проще. Медленно передвигаете – получите широкую сварочную ванну, а шов будет остывать не так быстро, как хотелось бы. Чтобы избежать чрезмерного плавления при сварке в вертикальном положении нужно немного ускорить движение электрода.
Здесь все куда проще. Медленно передвигаете – получите широкую сварочную ванну, а шов будет остывать не так быстро, как хотелось бы. Чтобы избежать чрезмерного плавления при сварке в вертикальном положении нужно немного ускорить движение электрода.
Техника сварки вертикального шва
Как и в бодибилдинге, в сварке для получения качественного результата первое над чем стоит позаботиться – правильная техника. От понимания сути процесса зависит ваша скорость работы. Когда лучше перемещать электрод сверху вниз и наоборот? Об этом и многом другом далее.
Способ сварки вертикального шва «Сверху вниз»
Начнем со сложной и редко используемой техники ведения электрода, используемой при создании вертикального шва. Ее использование требует полного контроля количества расплавленного материала. Стекая вниз, он должен успеть застыть, не создавая наплывов. Для этого нужно вести электрод перпендикулярно или с отклонением 10-15 градусов.
Если капли металла расплескиваются, стоит увеличить скорость движения электрода и настроить большее значение силы тока. Решением проблемы может стать увеличение ширины сварочной ванны.
Для техники «Сверху вниз» понадобится немного времени, чтобы привыкнуть. При этом сам метод дает хорошие результаты, которые отмечают опытные сварщики.
Способ сварки вертикального шва «Снизу вверх»
Движение «Снизу вверх» куда проще, чем метод описанный выше. Способ рекомендуется начинающим сварщикам, у которых нет времени и желания практиковаться.
Перед тем, как приступить к выполнению сварочного соединения, металлические заготовки обязательно прихватывают точечными швами. Это исключает смещение деталей из-за температурной деформации.
После «прихваток» электрод устанавливается у основания свариваемых деталей под прямым углом или с отклонением до 10 градусов. В процессе ведения вверх угол наклона меняется и может доходить до 45-50 градусов. Этого достаточно, чтобы расплавленный металл успевал застывать.
Застывший слой становится платформой для материала, который ложиться поверх и формирует надежный сварочный шов. Рекомендуется выполнять шов одним проходом без отрыва.
Рекомендации | Перенимаем опыт | Исключаем ошибки
Опыт сварщика формирует практика. Чтобы быстрее научиться или улучшить результат советуем учитывать следующее:
-
Розжиг электрода стоит проводить, располагая его перпендикулярно свариваемой поверхности.
- Короткая дуга ускорит затвердевание металла. Старайтесь выдерживать минимальное расстояние, чтобы исключить возможность потеков.
- Наклоняйте электрод для удержания капель жидкого металла.
- Если в качестве свариваемых заготовок используются тонкие пластинки, то обязательно очищайте их поверхность.
- Некоторые тонкие пластины стоит сваривать точками. Это исключит возможность прожога.

- Если у вас предстоит работа с толстым металлом, то сварку лучше проводить многопроходным способом.
Для тех, кто хочет узнать больше, мы подготовили специальное видео на тему вертикальной сварки покрытым электродом:
Как варить потолочный шов электросваркой, видео
В сварочном деле одним из наиболее трудных заданий будет укладка потолочного шва. Тем не менее освоить технику потолочной сварки стоит уже хотя бы ради того, чтобы автоматически получить более высокий разряд. Такая операция чаще всего требуется на предприятиях, занятых в области укладки трубопроводов или в строительстве.
Навыки станут полезными и в быту, поскольку они востребованы при монтаже отопления, металлической беседки или в иных случаях. К примеру, металлический гараж не получится собрать, не прибегнув к потолочной сварке панелей. В статье пойдет речь о том, как варить потолочный шов электросваркой, трудностях и проблемах, а также способах их устранения.
СОДЕРЖАНИЕ
- В чем состоят сложности сварки потолочного шва
- Техника сварки потолочного шва электродами
- Электроды и аппаратура
- Меры предосторожности
В чем состоят сложности сварки потолочного шва
Немногие сварщики назовут укладку потолочных швов любимым занятием, поскольку в процессе работы возникает немало сложностей. Новичку научиться будет непросто, а многие после первых неудач просто теряют всякий интерес к подобного рода занятию. Для того, чтобы освоить азы столь непростой науки, нужно работать на предупреждение. То есть, понимать проблемы, которые будут возникать при укладке шва и попытаться их предотвратить.
Сварка потолочного шва инвертором или трансформаторной установкой сильно отличается от обыкновенной горизонтальной. Когда заготовки соединяются на рабочем столе, то сварочная ванна формируется по стыку. Сварщику остается только контролировать процесс расплава, избегать элементарных ошибок и предотвращать попадание шлака внутрь ванны. Когда же все это приходится делать на потолке, то расплавленный металл стремится вниз и сформировать ванну очень сложно.
К тому же и шлак, находясь в расплавленном состоянии, капает и мешает вести электрод по месту стыка. Брызги ударяются о поверхность внизу, разлетаются на множество частиц и создают дополнительные трудности в работе. Но основная сложность заключается в том, чтобы соединить свариваемые заготовки. Чаще всего сварочную ванну удается сформировать только на одной из кромок, а вторая остается “не у дел” и связать их воедино долгое время не получается.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Еще одна сложность заключается в том, что сваривание происходит на пониженном токе. Электрод часто прилипает к металлу и образуются непроваренные места. Сварщик быстро устает из-за того, что его голова постоянно запрокинута, а рука приподнята. Поэтому необходимы паузы для того, чтобы восстановить силы и перевести дух.
Перед началом практических занятий стоит хотя бы осознать все трудности и настроиться на них. Тогда не будет горького разочарования от первых неудач и легче преодолеваются физические трудности.
Техника сварки потолочного шва электродами
Опытные сварщики ужа давно составили основные правила соединение металлических заготовок в самых разных положениях, включая и потолочное. их необходимо знать для того, чтобы правильно выполнять этот вид работ. Вот основные пункты:
- Кромки свариваемых поверхностей нужно как можно ближе свести одна относительно другой. Сварку в потолочном положении с зазорами смогут выполнить только мастера своего дела.
 Для тех же, у кого квалификация ниже, нужно постараться максимально плотнее сопрягать детали.
Для тех же, у кого квалификация ниже, нужно постараться максимально плотнее сопрягать детали. - Метод разделки кромок полностью аналогичен тому, который делается при нижнем сваривании. V-образный скос делается в том случае, если толщина стенок превышает 5 мм.
- Расположение электрода относительно рабочей поверхности составляет 45 градусов. Есть простой “лайфхак” для начинающих сварщиков: лучше использовать половинку электрода. В таком случае легче управлять положением его кончика, что несколько облегчит работу.
- Когда стороны расположены вплотную, то положить первый шов можно, даже не применяя колебательные движения. В таком случае наполнения стыка получится по максимуму. За вторым проходом ширина расплава увеличивается с тем, чтобы сделать связку прочнее. А вот на трубах рекомендуется уже со старта варить широким швом.
- Для сваривания можно использовать различные способы формирования шва. Здесь уместен метод полумесяца, спираль или горизонтальная восьмерка.
 В случаях, когда состыковать детали плотно не получилось и присутствует небольшой зазор, то используется прерывистая дуга. При таком способе формирования шва отложенные капли металла быстро остывают. Следующая капля накладывается еще до того, когда предыдущая полностью остывает. Она должна еще иметь багровый оттенок. Процесс надежен, но растянут во времени. Сварщику потребуется неоднократная передышка.
В случаях, когда состыковать детали плотно не получилось и присутствует небольшой зазор, то используется прерывистая дуга. При таком способе формирования шва отложенные капли металла быстро остывают. Следующая капля накладывается еще до того, когда предыдущая полностью остывает. Она должна еще иметь багровый оттенок. Процесс надежен, но растянут во времени. Сварщику потребуется неоднократная передышка. - Внешний вид только что завершенного шва может быть далек от идеала. Не стоит этого пугаться. Наплывы и крупные валики не критичны, а шлак, который выступает легко убирается молоточком. При необходимости стык можно “пригладить” болгаркой.
Читайте также: Маркировка электродов для ручной дуговой сварки
Электроды и аппаратура
Сварочные работы на потолке можно выполнить с использованием инвертора или трансформаторной установки. Следует внимательно отнестись к выбору силы тока. Она должна быть ниже на четверть по сравнению с традиционной ручной дуговой сваркой. К примеру, для соединения двух пластин толщиной 5 мм не нужно выставлять силу тока больше 100 ампер. Желательно, чтобы кабель не был слишком толстым: тогда меньше нагрузка на руки. Чтобы не нагружать запястье, кабель наматывают на руку.
Для потолочной сварки чаще всего берут электроды толщиной 3-4 мм. Важна предварительная подготовка. Если расходники хорошо подсушить, то в процессе работы будет образовываться меньше брызг. Укороченными электродами легче управлять, что дает сварщику возможность уверенно манипулировать дугой.
Читайте также: Ручная дуговая сварка MMA
Меры предосторожности
Плотная куртка и брюки являются обязательном атрибутом сварщика при выполнении работ на потолке. Перчатки в обязательном порядке должны иметь широкие края, которые бы закрывали манжеты. В противном случае окалина может закатиться за одежду и обжечь руки. Нужно одевать специальный головной убор без козырька, но с широкими полами, которые бы закрывали ворот куртки. То же самое касается и брюк. Нижние части штанин должны быть широкими и располагаться внахлест на верхнюю часть обуви.
При ударе о землю брызги разлетаются в разные стороны на приличное расстояние. Очень важно, чтобы рядом не было легковоспламеняющихся материалов. Отбивая шлак, сварщик должен быть в защитных очках, ведь осколки будут лететь вниз. А чтобы работу выполнить качественно, следует давать хотя бы небольшие, но частые передышки. Они помогут снять усталость с мышц рук и шеи.
Потолочную сварку освоить с первого раза не удастся. Нужно запастись терпением, долго и много практиковаться. Но после освоения метода уже можно приступать к сварке труб и металлоконструкций любой сложности.
Читайте также: Как правильно варить трубы электросваркой
Как правильно варить потолочный шов электросваркой
Оцените, пожалуйста, статью
12345
Всего оценок: 6, Средняя: 2
Сварочные аппараты для соединения рулонов – Taylor Winfield Technologies
Taylor-Winfield Technologies предлагает решение
для удовлетворения ваших потребностей в сварке и не только.
Выберите из нашей полной линейки сварочных аппаратов
.
Быстрый запрос
Лазер
Сварка
SPOT
Сварщики
ШАВ
Flash
Wharders
.0003Термическая обработка после сварки
Модернизация и аксессуары
Нужна помощь?
Свяжитесь с нами
ЛАЗЕРНАЯ СВАРКА:
РАЗДВИЖЕНИЕ ГРАНИЦ. ПОДДЕРЖИВАТЬ ТРАДИЦИЮ.
Узнайте больше о новой системе лазерной сварки Eclipse X1 компании TWT
Новая система лазерной сварки Eclipse X1 от Taylor-Winfield на сегодняшний день представляет собой наиболее технологически продвинутый аппарат лазерной сварки для линий отделки металлов и цинкования, затмевающий все другие существующие системы на международном рынке. Сделанный в США, Eclipse X1 соединяет марки стали от LCS до AHSS и UHSS, а также другие металлы, такие как алюминий и медь.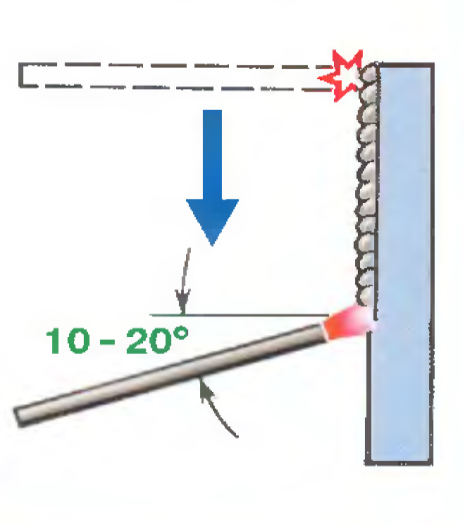 Наша система лазерной сварки устраняет различия в форме и внешнем виде полосы и обеспечивает обратную связь в режиме реального времени для обеспечения высочайшего качества сварки.
Наша система лазерной сварки устраняет различия в форме и внешнем виде полосы и обеспечивает обратную связь в режиме реального времени для обеспечения высочайшего качества сварки.
Taylor-Winfield имеет долгую и значительную историю поставок высококачественных сварочных аппаратов для соединения рулонов в металлообрабатывающей промышленности. Наш новый твердотельный волоконный лазерный сварочный аппарат Eclipse X1 не является исключением. При разработке этой машины мы опирались на наш обширный опыт производства сварочных аппаратов для сварки рулонов и недостатки, которые мы наблюдали у аппаратов для лазерной сварки на современном рынке. После сотрудничества с ведущими мировыми экспертами по лазерной сварке над техническим дизайном Eclipse X1 является самой современной системой волоконной лазерной сварки для соединений рулонов.
Загрузите брошюру Exclipse X1 здесь
Спецификации материала полосы:
- Марки стали: холоднокатаная и горячекатаная сталь (LCS, AHSS, UHSS, SS и кремний)
- Другие материалы Медь и алюминий (марки оцениваются по запросу)
- Толщина полосы: от 0,41 мм до 4,00 мм (0,016–0,160 дюйма)
- Ширина полосы: 850–1930 мм (33–76 дюймов)
Механические характеристики
- 3
- Сервопривод каретки для лазерной сварки и режущих головок
- Входной зажим с горизонтальным и продольным перемещением
- Выходной зажим с регулировкой высоты по высоте Режущие лазерные головки
- Сервоуправляемые верхний и нижний выравнивающие ролики (выбор вкл.
 /выкл.)
/выкл.) - Идентификация лазерной сварки Резка отверстий
- Бесконтактная система обработки металлолома
- Индукционный нагрев Предварительная и послесварочная термообработка Источники питания, катушки и опорная конструкция (дополнительно)
Электрические элементы
- Система контроля качества в реальном времени , сварка Профилирование сварки и обратная связь о качестве сварки «ХОРОШЕЕ/ПЛОХОЕ»
- Станция оператора HMI с двумя экранами и прямой видеотрансляцией
- Система эксплуатации и проверки машины со сбором данных, анализом и отчетностью; Готовность к Индустрии 4.0
- Программируемый логический контроллер (ПЛК) для машинных последовательностей
- Возможности подключения: Profinet и I/O Link
- Поддержка удаленного онлайн-мониторинга машины через TWConnect
-Roll® является наиболее технологически продвинутым аппаратом лазерной сварки толстолистового металла на рынке для линий травления, PLTCM и других технологических линий большого диаметра.
 Теперь модель X-Roll ® 9 в исполнении третьего поколения0129 успешно работает на сталелитейных заводах по всему миру. Уникальные особенности:
Теперь модель X-Roll ® 9 в исполнении третьего поколения0129 успешно работает на сталелитейных заводах по всему миру. Уникальные особенности:- Автоматическая настройка параметров сварки для каждой пары материалов
- Интегрированная система контроля качества сварного шва в режиме реального времени
- Время цикла менее 60 секунд
- Запатентованная индукционная термообработка сварного шва до и после сварки
- Упрощенная замена кассеты с быстрорежущими ножами
- Автоматическая обработка металлолома
- Компактная конструкция с простым основанием – идеально подходит для реконструкции
- Простая, безопасная и воспроизводимая операция
Аппараты для сварки швов
Аппараты для сварки швов Taylor Winfield Technologies обеспечивают высокую производительность и эффективность вашей работы благодаря широкому спектру методов сварки для получения соединения любой конфигурации.
Предыдущий
Следующий
Преимущества
Более щадящий процесс сварки по сравнению с лазерным и другими процессами соединения.
- Квалифицированному торговому персоналу не требуется обширная подготовка для работы и обслуживания сварочного аппарата.
- Нет необходимости ослаблять натяжение на мельнице, чтобы пройти сварной шов — создается «раскатывающийся сварной шов».
- Меньше опасений по поводу разрыва сварного шва при перемещении по опорным и натяжным роликам.
- Во многих случаях нет необходимости удалять сварной шов перед последующим нанесением покрытия, отжигом или цинкованием полосы.
- Отсутствие повреждений уплотнений, валков или подшипников при прохождении сварного шва через линию.
- Меньше отходов и лома.
- Более низкие первоначальные капиталовложения, эксплуатационные расходы и затраты на техническое обслуживание по сравнению с системами сварки TIG, MIG или лазерной сварки.
- Быстрое время цикла — обычно менее 60 секунд для максимальной ширины и толщины.
Механические характеристики
- Прочная O- или C-образная рама.

- Гидравлические входные и выходные зажимы с быстросменными втулками зажима.
- Точное управление линейным движением сварочной плиты.
Электрические характеристики
- Сварочный ток переменного или постоянного тока.
- Автоматическая настройка параметров сварки с компьютерной связью «Верхний уровень».
- Доступны различные ПЛК – GE Fanuc, Siemens, Rockwell Automation (Allen Bradley).
- Компьютерная связь «верхнего уровня» по протоколу Profibus, Ethernet или TCP/IP.
- Матричный или алгоритмический контроль регулировки параметров сварки.
- Моноблочный трансформатор, вторичная шина и сварочные электроды — высочайшая плотность сварочного тока для любого сварочного аппарата оплавлением и низкое энергопотребление!
Опции
- Автоматические центрирующие направляющие
- Автоматическое выравнивание поперечной полосы
- Закрытая петля Чиллеры для воды
- Нотхеры для стрижки.
 Next
NextТочечная сварка является наиболее простой и, как правило, наиболее экономичной из всех технологий контактной сварки и подходит для многих форм механизации и автоматизации. Его можно использовать там, где скорость не является критическим фактором, приемлемы соединения внахлестку двойной толщины и допустимо нормальное время обслуживания электрода.
Аппараты для стыковой сварки оплавлением
Стыковая сварка оплавлением — это сверхбыстрый процесс соединения, при котором сплавление происходит одновременно по всей площади сварного шва. Это единственный метод контактной сварки, при котором поверхностная окалина практически не влияет на качество и стабильность сварного шва — основная причина его использования в линиях травления. После обрезки стыковые швы оплавлением становятся такими же тонкими, как и сама полоса, и легко проходят через последующее оборудование для обжатия и формовки. В большинстве случаев сварные швы теряют свою идентичность и переходят в потребительский продукт.
 Сварочные аппараты для стыковой сварки оплавлением преобладают на линиях травления, но они также используются на линиях подготовки толстолистовых рулонов, дробеструйной очистке, обрезке боковых сторон и линиях продольной резки, а также на станках для сварки труб и труб. Комбинированные аппараты для стыковой сварки оплавлением, названные так потому, что они имеют встроенный инструмент для обрезки сварных швов с вытяжкой, который одним движением удаляет лишний металл, выступающий на поверхности полосы во время осадочной (ковочной) части цикла сварки. Механизм передачи последовательно перемещает соединение на станцию обрезки и другие дополнительные рабочие станции, которые включают в себя станцию пробивки кромок или станцию надсечки и/или систему индукционного последующего нагрева. Последнее сводит к минимуму дорогостоящий обрыв полосы за счет отпуска зоны термического влияния в легированных сталях, поддающихся обработке.
Сварочные аппараты для стыковой сварки оплавлением преобладают на линиях травления, но они также используются на линиях подготовки толстолистовых рулонов, дробеструйной очистке, обрезке боковых сторон и линиях продольной резки, а также на станках для сварки труб и труб. Комбинированные аппараты для стыковой сварки оплавлением, названные так потому, что они имеют встроенный инструмент для обрезки сварных швов с вытяжкой, который одним движением удаляет лишний металл, выступающий на поверхности полосы во время осадочной (ковочной) части цикла сварки. Механизм передачи последовательно перемещает соединение на станцию обрезки и другие дополнительные рабочие станции, которые включают в себя станцию пробивки кромок или станцию надсечки и/или систему индукционного последующего нагрева. Последнее сводит к минимуму дорогостоящий обрыв полосы за счет отпуска зоны термического влияния в легированных сталях, поддающихся обработке.Weld Описание
Weld Equals Толщика металла
CFBW Особенности
ARC Welders
Агрочная сварка является наиболее версической из всех процессов для полоса.
 Он применим практически ко всем черным и цветным металлам в диапазоне толщин протяжки и предлагает широкий выбор параметров для точного удовлетворения требований. Он часто используется, когда обязательно стыковое соединение, а иногда и когда требуется сварной шов.
Он применим практически ко всем черным и цветным металлам в диапазоне толщин протяжки и предлагает широкий выбор параметров для точного удовлетворения требований. Он часто используется, когда обязательно стыковое соединение, а иногда и когда требуется сварной шов.Наиболее популярными типами процессов сварки плавлением (дуговой) являются:
- Дуговая плазменная сварка
- Дуговая сварка под флюсом (SAW)
- Дуговая сварка вольфрамовым электродом (GTAW) (TIG)
- Газовая сварка
- GMAW) (MIG)
ОПИСАНИЕ СВАРКИ
GTAW – Толщина сварного шва вблизи основного металла
GMAW – Толщина сварного шва вблизи основного металла после встроенной обрезки
30014 - Микропроцессорное управление на основе полупроводникового IGBT
- Диапазон мощности в киловаттах зависит от области применения, машины и требований к времени цикла
- Регулирование температуры с помощью пирометра
- Автоматическая настройка нагрузки Доступна возможность связи «верхнего уровня»
- Доступна полная интеграция машины, включая: Контроль температуры отжига
- Совместимость со сварочным аппаратом и системой отжига
- Интерфейс HMI для одного оператора
- Матрица параметров сварки обновлена, чтобы включить контроль температуры отжига
- Возможность полной диагностики системы
- Интерактивный дисплей для первоначальной установки, настройки и обслуживания источника питания
- Экран источника питания будет отображать: Пуск, Останов, Готовность, Напряжение питания, Частота тока, Энергия
- Все состояния неисправности (отдельно указан)
- Показание температуры отжига пирометром.

- Post Weld Induction Annealing- Inline & free-standing systems
- Weld Seam Monitoring
- Welder Control Systems
- Weld Testers/ Weld Wheel Dressers
- Machine Reconditioning Service
- Punching/Notching Machines
- Станки поперечной резки
- Угловой шов 1/8” на 10 калибр. материал от 80” до 100”/мин.
- Угловая часть 3/16 дюйма на материале 1/4 дюйма от 60 до 70 дюймов/мин.
- Угловая часть 5/16 дюйма на материале 3/8 дюйма от 25 до 30 дюймов/мин.
Термическая обработка после сварки
Предыдущая
Следующая
Многие современные «автомобильные» усовершенствованные и сверхвысокопрочные стали (AHSS и UHSS), включая двухфазные стали, стали TRIP, стали с высоким содержанием бора и другие стали с комплексной фазой требуют послесварочного индукционного отжига для закалки поверхности сварного шва и восстановления пластичности для последующей обработки на производственной линии.
ОСОБЕННОСТИ ИНДУКЦИОННОГО ОТЖИГА ПОСЛЕ СВАРКИ
Новые и существующие машины для сварки швом, оплавлением и лазерной сварки могут быть модернизированы для включения индукционного отжига после сварки. Группа продуктов для индукционного нагрева компании Taylor-Winfield и обученный персонал по обслуживанию на месте занимаются поставкой источников питания, катушек и полностью интегрированных систем клиентам по всему миру. Мы поставляем системы индукционного отжига после сварки для соединения рулонов и других применений с 1960-х годов. Taylor-Winfield может помочь вам в решении ваших сварочных задач. Свяжитесь с нами сегодня, чтобы обсудить потребности в обновлении вашей машины и доступные варианты. Доступны обновления для сварочных аппаратов других производителей.
Преимущества
Индукционный нагрев после сварки может быть полностью интегрирован в существующий сварочный аппарат с полным интерфейсом оператора через ЧМИ или предоставлен как отдельно стоящая система с независимым управлением и контролем. Все системы включают пирометрический контроль температуры сварки и источники питания с автоматической настройкой нагрузки, которая регулирует подачу тепла на основе обратной связи с пирометром.
Все системы включают пирометрический контроль температуры сварки и источники питания с автоматической настройкой нагрузки, которая регулирует подачу тепла на основе обратной связи с пирометром.
Механические характеристики
Модернизация и модернизация сварочного аппарата
Существующие сварочные аппараты для сварки рулонов можно модернизировать для оптимизации производительности и расширения диапазона материалов, которые можно соединять с помощью установленного аппарата. Модернизация и модернизация существующей машины с помощью новых средств управления сваркой, функций управления ПЛК машины и других механических и электрических усовершенствований может увеличить производительность установленной машины на годы.
MACHINE UPGRADES
SMS group и Taylor-Winfield Technologies формируют глобальный стратегический альянс для лазерной сварки X-Roll
X Roll® Laser Welder video with SMS group GmbH
Eclipse X1 Laser Welding System
MegaLap Resistance Seam Welder
Heavy Duty Coil Joining welder
TWT TwinLap AHSS Welder
TWT’s Twinlap Welder
Coil Joining – C- Аппарат для сварки плоских узких швов внахлестку для линий непрерывной обработки
Стыковая сварка оплавлением рулонной стали
Термическая обработка после сварки по всей ширине
Индукционный нагрев после сварки
Замена сварочного круга за минуту
Post Weld Andealing
Учебное пособие по обработке для обработки стали
Удаленное видео
Почему наши клиенты сотрудничают с
Taylor-Winfield Technologies
как производитель оборудования, мы предоставляем стандартные и стандартные. решения для производства деталей по индивидуальному заказу, все под одной крышей. От концепции до проектирования, сборки и испытаний у нас есть опыт, ресурсы и приверженность обеспечению качества оборудования и полной «жизненной» поддержки всего оборудования, которое мы производим.
решения для производства деталей по индивидуальному заказу, все под одной крышей. От концепции до проектирования, сборки и испытаний у нас есть опыт, ресурсы и приверженность обеспечению качества оборудования и полной «жизненной» поддержки всего оборудования, которое мы производим.
Лаборатория исследований и разработок
Центр исследований и разработок может помочь улучшить качество деталей, дать количественную оценку существующим процессам, создать ожидания для надежного производства деталей и установить критерий производительности машины.
Запасные части для вторичного рынка и изделия из меди
Группа запасных частей и изделий из меди для вторичного рынка компании Taylor-Winfield предоставляет «жизнеобеспечение», детали и вспомогательное оборудование для существующих машин по всему миру.
Обслуживание и поддержка по всему миру
Технические специалисты Taylor-Winfield обладают навыками механики, электрики и программирования, что позволяет им предоставлять своевременное и качественное обслуживание, а также контролировать или выполнять оценку, ремонт и модернизацию машин на месте.
Автоматический сварочный аппарат – PHI
Автоматическая балочная сварка – Главная Широкий выбор форм структурных балок от автоматических сварочных аппаратов PHIСварка стальных балок по индивидуальному заказу для таких применений, как: здания из инженерного металла, здания из сборной стали, верфи, прицепы для полуприцепов / кузова тягачей, мосты и платформы.
Теперь вы можете непрерывно изготавливать нестандартные балки с минимальными задержками для изменения размеров или форм балок. Автоматический балочный сварочный аппарат PHI повышает производительность работы как на прямых, так и на конических балках. Он автоматически сваривает обе полки балки одновременно, обеспечивая необходимый провар на стенке до 1/2 дюйма и полке 1 1/2 дюйма — все за одну операцию, за один проход и с одной стороны. Система PHI создает угловой сварной шов между стенкой и фланцем. Сварные швы однородны и имеют качество, требуемое строительными нормами.
Машина для сварки швов
Машина для сварки швов предназначена для соединения отдельных секций стенки со 100% сварным швом, а также для изготовления длинных стенок из коротких секций или для соединения секций разной толщины.
Две соединяемые детали выравниваются относительно направляющей кромки и фиксируются с помощью пневмоцилиндров. Рифленая медная опорная пластина плотно прилегает к нижней стороне соединения. Сварочная головка движется вдоль стыка и сваривает его однопроволочной дугой под флюсом.
Зажимы отпущены, и полотно подается к прихваточному приспособлению. Сварочное оборудование состоит из сварочной головки с бункером для флюса, ходовой тележки, органов управления и источника питания на 1000 ампер.
Предусмотрена система восстановления флюса для подачи и восстановления сварочного флюса. Гидравлический силовой агрегат шовной сварки и электрическое управление также используются для привода конвейеров на входе и выходе из шовной сварки.
Прихваточное приспособление
Прихваточное приспособление используется для сборки балки перед основным сварочным аппаратом. Стенка и полки подаются со стеллажей для сварки швов и хранения фланцев соответственно, транспортируются к приспособлению для прихватки и располагаются перед прихваткой передней кромки балки. Загрузка фланцев на конвейеры может выполняться оператором вручную или автоматически с помощью портала PHI для загрузки фланцев.
Загрузка фланцев на конвейеры может выполняться оператором вручную или автоматически с помощью портала PHI для загрузки фланцев.
Два фланца размещаются на секции конвейера на противоположных сторонах полотна, поворачиваются в вертикальное положение и удерживаются магнитными направляющими роликами. Три детали выдвигаются на место с помощью выдвижного упора и гидравлически фиксируются в их надлежащем относительном положении. Оператор вручную сваривает их прихваточным швом. Зажимы освобождаются, и прихваточная балка подается к сварщику. После первоначальной регулировки положения зажима для первой балки оператор управляет движением всего материала с панели управления для всех последующих балок того же размера.
Электрические элементы управления
Панель электрического управления на главном сварочном аппарате обеспечивает максимальную гибкость управления системой. Сварочный аппарат может работать как в ручном, так и в автоматическом режиме.
В ручном режиме последовательность операций достигается с помощью отдельных элементов управления, расположенных на панели управления. Параметры сварки также задаются индивидуально на каждом контроллере сварочной головки.
Параметры сварки также задаются индивидуально на каждом контроллере сварочной головки.
В автоматическом режиме управление ПЛК увеличивает время «дуги» за счет устранения ручных операций.
С помощью конвейера «ВХОД» оператор переводит балку в исходное положение, выбирает одну из предустановленных программ сварки (скорость сварки, скорость подачи проволоки и напряжение) и нажимает кнопку «СТАРТ».
Полная последовательность операций, включая перемещение балки со скоростью сварки, позиционирование сварочных головок, начало и остановку процесса сварки на стационарных и подвижных сторонах, активацию удержания полотна, медных опорных узлов и цилиндров давления, и ОСТАНОВ операции будет выполнен автоматически.
ПЛК обеспечивает точность, надежность, универсальность качества и быстрое изменение параметров для различных видов сварки.
Интерфейс между оператором и машиной осуществляется через панель Allen Bradley Panel View, которая была запрограммирована PHI для отображения всех параметров программы сварки, а также для отображения на различных экранах состояния ввода/вывода для устранения неполадок и диагностики.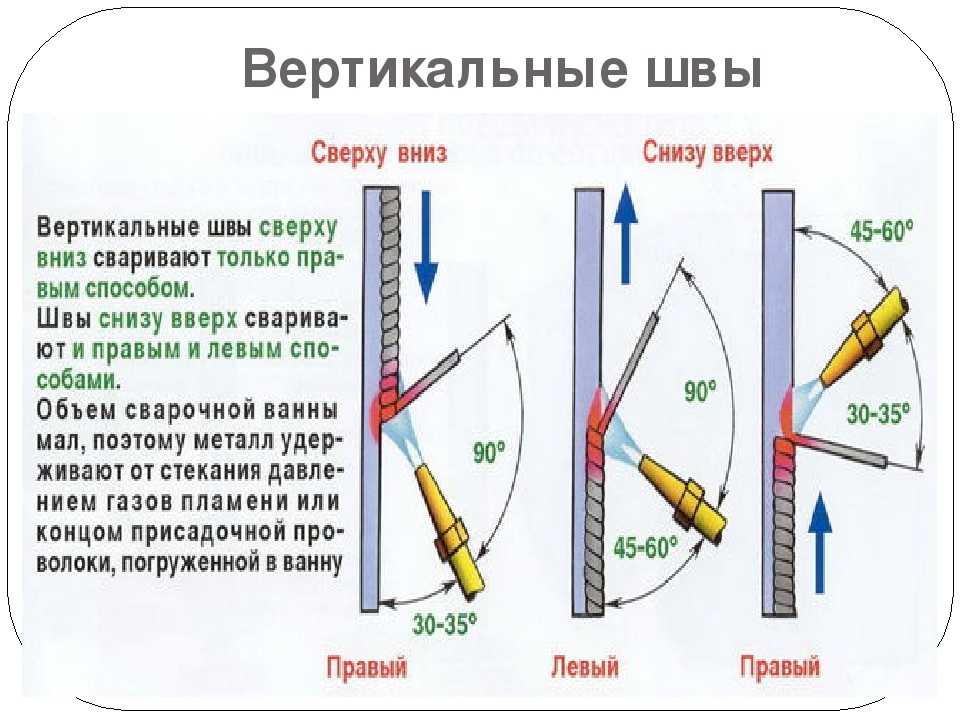
Программирование параметров сварки для различных сечений балки также осуществляется через экраны просмотра панели.
Конвейеры
Устройство для сварки швов, приспособление для прихватки и автоматический сварочный аппарат соединены друг с другом с помощью конвейерной системы, образуя законченную производственную линию, позволяющую производить непрерывную балку.
Конвейеры расположены на входе и выходе из машины для шовной сварки, приспособления для прихватки и автоматической сварки и имеют гидравлический привод. Элементы управления на каждой из этих станций определяют движение, направление и скорость соседних конвейеров.
Типовая система компоновки включает в себя 18 конвейерных секций. Шесть моторизованных, приводящих в движение ролики с помощью звездочек и цепей. Десять приводные, соединены цепями с соседними моторными секциями. Двое простаивают. Каждая секция конвейера имеет длину 10 футов, 9Ширина 4 дюйма, высота 30 дюймов. Ролики предназначены для работы в тяжелых условиях и предназначены для работы с тяжелыми стальными листами. Их центральное расстояние составляет 22 дюйма.
Их центральное расстояние составляет 22 дюйма.
Грузоподъемность каждой секции конвейера составляет приблизительно 4000 фунтов. Скорости конвейера синхронизированы со входными скоростями сварщика, чтобы свести к минимуму износ конвейера в результате трения между вращающимся роликом и более медленно движущейся балкой на входе в сварочный аппарат.
Вместимость машины
| Вместимость машины | |
|---|---|
| Толщина стенки: | 1/8” до 1/2” |
| Ширина полотна: | мин. 5 дюймов. до 72” макс. |
| Конус полотна: | 15° макс. |
| Толщина фланца: | 3/16” мин. до 1-1/2” макс. |
| Ширина фланца: | 4” мин. до 20” макс. |
| Длина балки: | 8 футов мин. |
| Секция балки: | 325 фунтов/фут. Максимум. |
| Вес балки: | 12 000 фунтов.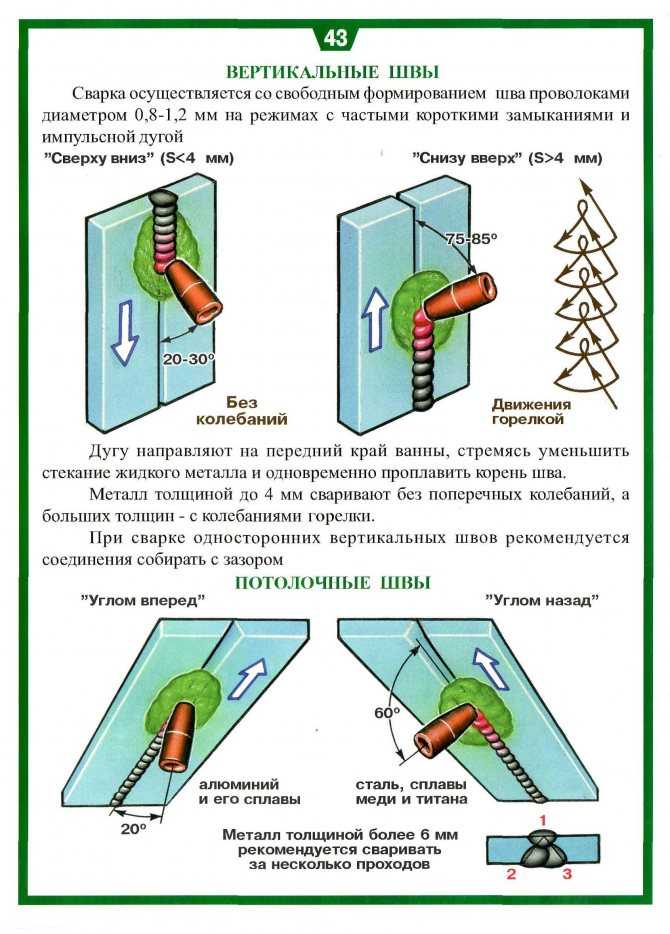 в целом, макс. в целом, макс. |
| Размер сварного шва: | 1/8” мин. до 5/16” макс. |
| Скорость сварки: | от 20 до 120 дюймов в минуту |
| Стандартная скорость сварки: |
Производственная мощность
В то время как фактическая производственная мощность будет зависеть от размера и типа изготавливаемых балок, типичная производительность составляет 2000 тонн стали в месяц за одну восьмичасовую смену, на которой работают только три оператора.
Доступные опции
Компьютерная система управления
Эта опция включает компьютерную систему управления с сенсорным экраном для программирования и работы. Он использует промышленный ПК и программное обеспечение машинного интерфейса для удобной работы.
Он оснащен легкодоступными диагностическими индикаторами, дисплеем сообщений и пользовательской графикой, включая электрические и гидравлические схемы и функциональные схемы. Ввод программы может осуществляться через сенсорный экран или клавиатуру.
Сварочные программы можно загружать удаленно с подключенного ПК или сети. Он также включает однодневный регистратор данных для регистрации работы машины.
Максимальный размер стенки 84 дюйма
Эта опция позволяет изготавливать балки с максимальным размером 84 дюйма вместо стандартных 72 дюймов. Все элементы системы модифицированы, чтобы приспособиться к большим размерам полотна.
Сварочные головки для изготовления подкрановых балок
Для производителей подкрановых балок доступна специальная конструкция сварочной головки. В подкрановых балках верхняя полка представляет собой С-образный швеллер с короткими сторонами, направленными внутрь балки.
Мезонин на главном сварочном аппарате
Эта опция включает в себя платформу с ограждением поручней и лестницей для легкого доступа.