Как правильно варить инверторной сваркой: Сварка инвертором для начинающих: инструкции и видео
alexxlab | 25.05.2023 | 0 | Разное
как правильно подготовить оборудование и научиться варить сваркой
Содержание
- 1 Преимущества инверторных сварочных аппаратов
- 2 Этапы подготовки к сварке
- 2.1 Выбор инвертора и электродов
- 2.2 Настройка оборудования
- 3 Особенности выполнения сварочных работ
В домашнем хозяйстве умение обращаться со сварочным аппаратом является огромным преимуществом. В строительстве или сборке какой-то техники своими руками без сварочного соединения металлических конструкций просто не обойтись. При этом владеет этим навыком ограниченный круг людей, которые прошли специальное обучение. Многие думают, что только на курсах могут дать полезные и важные уроки владения сваркой, хотя на самом деле этого можно достичь, изучая теоретический материал и постоянно оттачивая мастерство.
Преимущества инверторных сварочных аппаратов
Для соединения металлических конструкций необходим опыт и сам сварочный аппарат. Лучший вариант — это использование инверторного оборудования, которое отлично подходит для работы в домашних условиях. Такое устройство стоит недорого, отличается маленькими габаритами и весом. Небольшие размеры не влияют на качество выполнения сварочных работ. Все соединения получаются аккуратными и надёжными. С такой сваркой справится мастер даже невысокой квалификации.
Такое устройство стоит недорого, отличается маленькими габаритами и весом. Небольшие размеры не влияют на качество выполнения сварочных работ. Все соединения получаются аккуратными и надёжными. С такой сваркой справится мастер даже невысокой квалификации.
Конструкция инверторного сварочного аппарата состоит из таких элементов, как:
- Блок питания с фильтром и специальным выпрямительным блоком.
- Инверторный блок отвечает за преобразование постоянного напряжения в переменный высокочастотный ток.
- Для понижения величины высокочастотного тока используется трансформатор. Именно он отвечает за безопасность и предотвращает перегрев оборудования.
- Силовой выпрямитель служит средством подачи постоянного тока на выходе устройства.
- Управлением устройства занимается электронный блок.
В инверторной сварке используются различные инновационные технологии, которые помогли значительно снизить габариты и массу установки. За счёт небольших размеров её легко хранить дома или устанавливать в любое удобное место во время работы. Вес такого оборудования колеблется в пределах 5—15 кг. То есть перенести сварочный аппарат, не составит труда.
Это устройство помогает сварить любые металлические конструкции, если правильно работать на инверторном сварочном аппарате. В комплекте к оборудованию доступна инструкция, в которой есть масса различных полезных сведений, указывающих как правильно варить инверторной сваркой, выбирать электроды в зависимости от типа металла и т. д. Такая брошюра будет полезна даже опытным специалистам.
При покупке важно обращать внимание на присутствие инструкции на русском языке, ведь использовать сварку вслепую сложно, не говоря уже об опасности. Встречаются такие случаи, когда аппаратуру покупают «с рук», а инструкцию старые хозяева потеряли.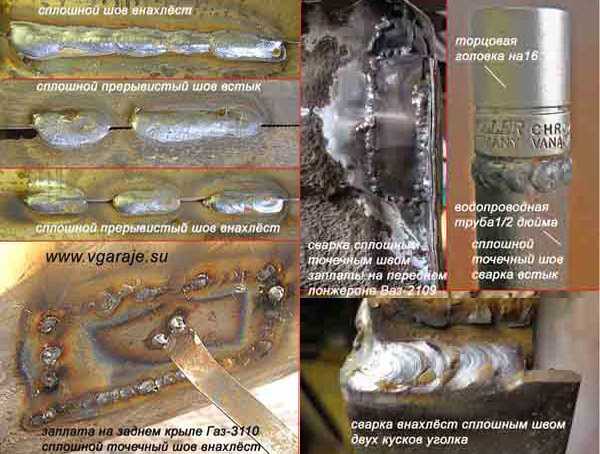 Тогда лучше всего найти специалиста, который наглядно покажет основные моменты управления сваркой. Самостоятельно начинать испытывать её, не имея даже банальной инструкции нельзя.
Тогда лучше всего найти специалиста, который наглядно покажет основные моменты управления сваркой. Самостоятельно начинать испытывать её, не имея даже банальной инструкции нельзя.
Этапы подготовки к сварке
Узнать, как научится варить электросваркой, не составит труда, а вот использовать полученные умения на практике сложнее. В первую очередь, важно усвоить, что всю работу разбивают на несколько этапов, которые включают:
- выбор инвертора и электродов;
- подготовка оборудования;
- сварочные работы.
Выбор инвертора и электродов
Прямое влияние на качество результата в процессе сварочных работ оказывает выбор электродов. Они отличаются маркой стали, покрытием, толщиной, назначением и механическими свойствами. Чаще всего в инструкции описываются, какие именно электроды рекомендуется применять в процессе работы, но такого пункта может и не быть. В таком случае важно знать основы их выбора.
В таком случае важно знать основы их выбора.
При выборе электродов важно обращать внимание на проволоку, которая изначально должна быть прочной и качественной. Ещё один важный компонент это покрытие, которое доводит проволоку до раскалённого состояния.
Электроды должны подбираться по марке и типу металла, необходимого для соединения. Их бывает множество, не говоря уже о ситуациях, когда соединяют металл двух разных типов.
Если нет чётких данных, электроды подбирают согласно общепринятым рекомендациям, которые делят на несколько принципов:
- углеродистые электроды используют при работе со средней и низкоуглеродной сталью;
- для сварки легированной стали подходит исключительно расходный материал, выпускаемый по ГОСТ 9466–75 и 10052—75;
- для соединения чугунных деталей применяют марку ОЗЧ-2.
Существует несколько сотен марок электродов, в которых достаточно сложно разобраться. Поэтому рекомендуется при выполнении сварочных работ пользоваться советами специалистов. Например, универсальной отечественной маркой УОНИ, которая нашла широкое применение при сварке. Для соединения металлических конструкций низкого сорта,
Поэтому рекомендуется при выполнении сварочных работ пользоваться советами специалистов. Например, универсальной отечественной маркой УОНИ, которая нашла широкое применение при сварке. Для соединения металлических конструкций низкого сорта,
При выборе сварочного инвертора для использования в домашнем хозяйстве важно следовать нескольким правилам:
- Максимальное значение тока сварочного аппарата должно находиться в пределах 160—200 А. Лучше сразу приобретать мощное оборудование, которое позволит соединять металлические изделия с большой толщиной.
- Параметр холостого хода напряжения иногда превышает 90 В, но такой показатель не подойдёт для использования на даче. Лучше выбирать устройство с параметрами в интервале от 50 до 60 В.
- Продолжительность включения — это важная характеристика, которая показывает, сколько времени агрегат способен работать без передышки.
 Выбирать устройства с максимальным или минимальным значением не стоит. Лучше занять золотую середину и купить сварной аппарат с ПВ в пределах 40—80%.
Выбирать устройства с максимальным или минимальным значением не стоит. Лучше занять золотую середину и купить сварной аппарат с ПВ в пределах 40—80%.
Важно учитывать особенности местной сети. В деревнях существует проблема с нестабильной подачей электроэнергии, не говоря уже о слабой проводке. Именно поэтому подбирают оборудование, которое способно работать в широком диапазоне питающего напряжения не подвергая себя риску отключения или выходу из строя.
Рекомендуется предусмотреть отключение электроэнергии и покупать устройство способное работать от централизованной сети и автономных источников на бензиновом или дизельном топливе.
Настройка оборудования
Перед тем как приступить к сварочным работам, первым делом необходимо подготовить себя, оборудование и металлические изделия, которые будут соединяться. Начать стоит с подготовки специальной защитной одежды.
- сварочная маска;
- перчатки;
- рабочая одежда.
Перчатки, обувь, спецодежда, должны быть выполнены из плотных и огнеупорных тканей. Во время сварки на тело человека попадает большое количество раскалённых металлических осколков, которые могут нанести значительные повреждения. Сварочная маска — это обязательный атрибут для защиты глаз и лица.
Что делать в случае ожога глаза при сварке читайте в этой статье.
Следующий шаг — это подготовка металлических изделий и проверка электродов. Стальные детали зачищаются металлической щёткой от различного мусора, лакокрасочного покрытия, ржавчины и т. д. Электроды должны быть заранее подобраны по марке стали, но не мешает, ещё раз убедится в правильном выборе диаметра, соответствующему соединительному шву и толщине металлических деталей.
Перед подключением инвертора обязательно проверяют электрическую сеть и её параметры, которые должны соответствовать подключаемому оборудованию. Если параметры сети не соответствуют, то в лучшем случае сварка не будет работать, а в худшем перегорит проводка и перегреется аппаратура. Предотвратить короткое замыкание получится, если использовать специальный автомат, способный стабилизировать величину напряжения, или взять на себя основную нагрузку.
Важно подготовить рабочую площадку. Она должна быть ровной для устойчивости инверторной сварки и хорошо проветриваться. Сварной аппарат требует постоянной циркуляции воздуха для естественного охлаждения, поэтому в нескольких метрах от неё зона должна быть расчищена. Это будет полезно сделать и, учитывая безопасность работы, ведь во время сварки на пол попадает большое количество искр и частиц раскалённого металла, которые могут поджечь одежду или взрывоопасные вещества.
Закончив с подготовкой площадки, электросети и личной защиты, можно переходить к следующим действиям:
- к разъёму инверторной сварки подключаются соответствующий силовой кабель и кабель массы;
- кабель массы с помощью специального зажима «крокодил» фиксируется на любой металлической поверхности;
- оборудование для сварки подключают к электропитанию и выставляют соответствующий режим;
- зажимается электрод.
Последовательность и точность выполнения всех подготовительных действий — это основа безопасности и успешности работы, перед тем как работать сварочным аппаратом.
Особенности выполнения сварочных работ
Первое что необходимо сделать начинающему сварщику, это понять сам принцип соединения конструкции, а дальше лишь дело за точным выполнением всех инструкций.
Вначале необходимо зажечь электродугу между кончиком электрода и поверхностью детали. Для этого сварщик наносит электродом точечные или чиркающие движения по детали. После нескольких касаний происходит вспышка, которая свидетельствует о том, что дуга зажглась. В зоне такого действия металл мгновенно начинает плавиться, поэтому важно отработать движение и делать всё максимально быстро.
Для этого сварщик наносит электродом точечные или чиркающие движения по детали. После нескольких касаний происходит вспышка, которая свидетельствует о том, что дуга зажглась. В зоне такого действия металл мгновенно начинает плавиться, поэтому важно отработать движение и делать всё максимально быстро.
Выполняя электродуговую сварку, многие специалисты сталкиваются с тем, что электрод просто начинает липнуть к поверхности металла. Такая проблема возникает, если мастер, используя чрезмерную силу, прижимает электрод. Вся работа должна проходить легко и плавно. Чтобы сваривать детали между собой требуется минимальное касание электрода с их поверхностью.
В процессе важно следить, чтобы длина дуги соответствовала диаметру электрода. То есть максимально ровно держать и проплавлять металлические изделия, формируя качественный сварной шов, но это не единственное требование. На качество шва оказывает влияние ещё и правильный выбор полярности при подключении кабеля массы и инвертора. Выбрать правильно полярность получается, только если точно значь марку стали соединяемых заготовок. Если таких данных нет, тогда лучше воспользоваться прямой полярностью, которая подходит к большинству марок стали. Обратная полярность соединяет лишь редкие сплавы, толстолистные конструкции и низкоуглеродные изделия.
Если таких данных нет, тогда лучше воспользоваться прямой полярностью, которая подходит к большинству марок стали. Обратная полярность соединяет лишь редкие сплавы, толстолистные конструкции и низкоуглеродные изделия.
Конструкция сварочного оборудования включает большой спектр инновационных технологий, которые плавно и эффективно регулируют ток в процессе работы. Это значительно упрощает работу, делает её комфортной для начинающих сварщиков, но почему иногда всё-таки не удаётся добиться ровного и качественного шва. Всему виной движение электродов или неправильная ручная настройка тока.
При использовании низкого тока, швы получаются узкими и выпуклыми, что мешает хорошей стыковке деталей. Установка высокого тока разбрызгивает металл на поверхности и тем самым появляются прожиги, которые портят внешний вид изделия. Тонкий и немного приплюснутый шов — это показатель быстрого продвижения электрода. Толстый и расплывчатый шов — это свидетельство долгого продвижения электрода. Правильный шов получается при правильном выборе тока, нормальной и стабильной скорости работы.
Любой человек, используя общие советы и правила, может понять, как правильно варить сваркой. В этом нет ничего сложного, если соблюдать технологию и правильно подготовить оборудование, площадку и спецодежду перед началом соединения металлических изделий. Главное постоянно соблюдать технику безопасности, а опыт приложится с практикой.
Как варить инверторной сваркой, особенности технологии, необходимый инвентарь, подготовка к работе
Если вы не сталкивались с необходимостью самостоятельного выполнения сварочных работ, лучше пойти на курсы сварщиков. На них подробно объяснят и научат, как варить инверторной сваркой. Самостоятельное изучение процесса сварки или токарных работ по инструкциям из интернета несет в себе определенный риск. Лучше подойти к делу серьезно, как и к вождению автомобиля, например, и получить знания, как варить сварочным инвертором непосредственно от преподавателя, под личным контролем инструктора. К тому же, допуск к сварочным работам совсем не лишний, вы всегда сможете продемонстрировать удостоверение рабочей специальности, даже если заседаете в совете директоров.
К тому же, допуск к сварочным работам совсем не лишний, вы всегда сможете продемонстрировать удостоверение рабочей специальности, даже если заседаете в совете директоров.
Подготовительные работы
Перед началом работы необходимо полностью подготовить оборудование, защитную маску, закрывающую волосы и уши. Прорезь в маске должна быть закрыта специальным сварочным стеклом. Также необходима термоустойчивая защитная обувь и перчатки. Работать без средств безопасности может быть крайне опасно как для самого сварщика, так и для окружающих. Поведение человека, который выжег себе глаз раскаленным металлом, может быть непредсказуемым. Вряд ли он сможет аккуратно и спокойно выключить высокотемпературное оборудование. Не работайте без защиты и не позволяйте окружающим работать без маски и костюма.
Подготовка инструмента
К инвертору необходимо подсоединить провода в соответствии с инструкцией. Вставьте сварочный стержень, при необходимости варить тонкий металл, заправьте сварочную проволоку в специальное подающее устройство и переключите включатель на подачу. Подключите клеммы. Аппарат готов к работе.
Подключите клеммы. Аппарат готов к работе.
Включаем зажигание
Для розжига электрической дуги необходимо совершить следующие действия. Конец электрода под углом подносится к металлической сварочной поверхности и делается легкое чиркающее движение, как по спичечному коробку. После небольшой вспышки появляется сварочная дуга и металл начинает плавиться.
Сварочные работы
В процессе сварки электрод нужно держать таким образом, чтобы до сварочной поверхности оставалось расстояние, равное сечению электрода. Чем тоньше электрод, тем меньше расстояние. Вплотную прижимать электрод не нужно. Сечение электрода обычно составляет от 1.4 до 6 мм.
Расстояние от электрода до поверхности сварки называется дуговым промежутком. Слишком маленький дуговой промежуток дает выпуклый шов, он непрочный из за того, что основной металл не успевает прогреться должным образом.
При слишком большом дуговом промежутке дуга может двигаться скачкообразно и ровного шва не получится.
Регулируйте силу тока для получения ровного шва. Для этого необходимо потренироваться.
Что такое ванна сварки
Когда электрическая дуга проходит через зазор и плавит основной металл, образуется ванна сварки. В большинстве технических описаний встречается данный термин, как выравнивать ванну, как формировать уровень ванны. Поэтому необходимо пояснение.
Особенности флюсовой сварки
Газовая среда обеспечивает лучшее прогревание поверхности и формирование сварочного шва. Не всегда есть возможность приобретения газового баллона, особенно при выполнении небольших по объему работ. В таких случаях выполняется флюсовая сварка.
Проволока для флюсовой сварки представляет собой полую трубку, внутри которой спрессован флюс. При сгорании флюса образуется инертный газ, локально защищающий место сварки.
При работе с флюсом необходимо использовать только прямой ток.
Как происходит процесс сварки с флюсом
Переводим механизм автоматической подачи проволоки в положение «вперед». Держатель располагаем таким образом, чтобы подающий конец находился точно в зоне сварки. Если не соблюсти этих простых требований, попытка сварки будет неудачной, а материал будет испорчен окалиной.
Внимание! Пары флюса ядовиты, вдыхать их не рекомендуется. При работе с флюсом или другими газообразующими присадками, например, порошковыми, необходимо проводить работы в специальной защитной маске.
После завершения сварки очистите получившийся сварочный шов специальной щеткой по металлу. Это необходимо для удаления окалины и повышения качества шва.
Похожие статьи
- Автоматическая сварка под флюсом, ее особенности
- Сварка в различных положениях: правильный выбор угла наклона сварочного электрода
- Водородное сварочное оборудование: особенности соединения материалов
- Уроки дуговой сварки для начинающих мастеров
Преимущества инверторных сварочных аппаратов
18 июля, 22 13:13 · Оставить комментарий · Red-D-Arc
Если вы ищете сварочный аппарат, вы можете наткнуться на такие описания, как «трансформатор» или «инвертор». Если вы не уверены, какой из них лучше всего подходит для вашего применения, знайте хотя бы одно: трансформаторные и инверторные сварочные аппараты отлично подходят для получения высококачественных сварных швов. Однако имейте в виду, что большинство новых моделей, выпускаемых ведущими производителями, основаны на инверторах.
Если вы не уверены, какой из них лучше всего подходит для вашего применения, знайте хотя бы одно: трансформаторные и инверторные сварочные аппараты отлично подходят для получения высококачественных сварных швов. Однако имейте в виду, что большинство новых моделей, выпускаемых ведущими производителями, основаны на инверторах.
Трансформаторы не обязательно плохие, они просто «старой школы» по сравнению с инверторными сварочными аппаратами «новой школы». Инвертор и трансформаторный источник питания преобразуют входную мощность переменного тока в выходную мощность постоянного тока, подходящую для сварки. Но точно так же, как современный седан может обеспечить улучшенную экономию топлива за счет аэродинамики, легких материалов и усовершенствований конструкции двигателя, инверторный сварочный аппарат также может предложить сварщику преимущества за счет достижений в области электротехники.
История инвертора Источник сварочного тока на основе инвертора появился в 1980-х годах благодаря достижениям в области полупроводниковых электрических компонентов. В то время новой инверторной технологии не хватало такой же надежности, как проверенной трансформаторной технологии. Эта репутация закрепилась даже тогда, когда твердотельные технологии с большой силой тока продолжали развиваться.
В то время новой инверторной технологии не хватало такой же надежности, как проверенной трансформаторной технологии. Эта репутация закрепилась даже тогда, когда твердотельные технологии с большой силой тока продолжали развиваться.
Сегодня инверторные сварочные аппараты намного надежнее, чем когда они были впервые представлены, имеют увеличенный практический срок службы и могут выполнять операции, которые ранее не рекомендовались, такие как строжка угольной дугой в полевых условиях.
Преимущества инверторных сварочных аппаратов
С учетом требований надежности/срока службы преимущества инверторов, как правило, превосходят преимущества более громоздких, менее электрически эффективных и менее «продвинутых» сварочных трансформаторов во многих приложениях.
Повышенная эффективность
Трансформаторные источники питания высокого класса могут достигать среднего КПД 70-80%, в то время как инверторы могут обеспечивать средний КПД 80-85%. Стоимость электроэнергии обычно составляет 3-5% от общей стоимости сварки. В то время как 5%-ная экономия при 5%-ной стоимости сварки может показаться незначительной, затраты на электроэнергию могут стать значительными расходами для больших автопарков, а экономия электроэнергии, безусловно, может накапливаться в течение срока службы оборудования.
Стоимость электроэнергии обычно составляет 3-5% от общей стоимости сварки. В то время как 5%-ная экономия при 5%-ной стоимости сварки может показаться незначительной, затраты на электроэнергию могут стать значительными расходами для больших автопарков, а экономия электроэнергии, безусловно, может накапливаться в течение срока службы оборудования.
Меньшая занимаемая площадь, меньший вес
При заданной номинальной мощности трансформаторная технология является более громоздкой — и тяжелее, и физически больше — чем электроника, питающая инверторную технологию. Например, источник питания Idealarc DC-600 от Lincoln Electric (блок на основе трансформатора) весит 522 фунта, в то время как инвертор FX650XL от Red-D-Arc имеет аналогичную выходную мощность и весит всего 165 фунтов.
Уменьшение веса может быть не самым значительным преимуществом инвертора на некоторых промышленных предприятиях, где источник питания никогда не перемещается. Тем не менее, вес является критическим фактором при работе с крупными сварными конструкциями, например, в судостроении, где источник питания необходимо часто перемещать в судно и из него.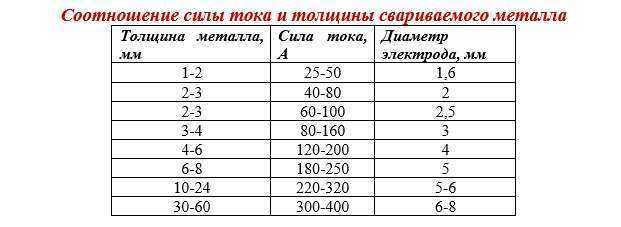
Advanced Weld Process Control
«Возможность цифрового управления характером сварочной дуги сокращает время отклика на изменения входной мощности и условий сварки для более стабильной сварочной дуги».
Инверторы сначала преобразуют переменный ток в постоянный. Затем твердотельные переключатели, которые могут управляться цифровым способом, инвертируют мощность обратно в переменный ток, но на частотах, превышающих 20 000 герц. Наконец, комбинация понижающего трансформатора и схемы фильтрации работает вместе, чтобы преобразовать этот высокочастотный ток в стабильную сварочную дугу постоянного (DC) или пригодного для использования переменного тока (AC).
Возможность цифрового управления характером сварочной дуги сокращает время отклика на изменения входной мощности и условий сварки, обеспечивая более стабильную сварочную дугу. Современное инверторное сварочное оборудование MIG сочетает это цифровое управление с программным обеспечением, чтобы обеспечить индивидуальные формы импульсных сигналов для конкретной проволоки и газа, которые помогают адаптировать характеристики сварочной дуги к области применения. Инверторы также позволили улучшить переменный ток прямоугольной формы для сварки алюминия GTAW/TIG и сварки под флюсом с высоким наплавлением.
Инверторы также позволили улучшить переменный ток прямоугольной формы для сварки алюминия GTAW/TIG и сварки под флюсом с высоким наплавлением.
Выбор лучшего сварочного инвертора
Проще говоря, рынок аренды инверторного сварочного аппарата может быть довольно большим. Чтобы разобраться во всем этом, свяжитесь с нашей командой сегодня, чтобы получить индивидуальное руководство по аренде сварочных аппаратов. А пока, вот несколько вопросов, которые вы могли бы задать, чтобы определить, какой инвертор вы хотели бы арендовать:
Какой процесс или процессы вы хотите выполнить?
Существует инверторный источник питания, позволяющий выполнять практически все стандартные процессы дуговой сварки: SMAW (палочная сварка), GTAW (TIG), GMAW (MIG), FCAW и SAW. Кроме того, несколько инверторных сварочных аппаратов имеют специальные «режимы» для строжки и резки угольной дугой (CAG/CAC). Если ваше приложение требует или выигрывает от переключения с процесса на процесс, источники питания с несколькими процессами не являются чем-то необычным. Кроме того, имейте в виду, что на рынке существуют специализированные инверторные источники питания для решения таких задач, как автоматическая орбитальная сварка GTAW сантехнических труб малого диаметра.
Кроме того, имейте в виду, что на рынке существуют специализированные инверторные источники питания для решения таких задач, как автоматическая орбитальная сварка GTAW сантехнических труб малого диаметра.
Какой максимальный выходной ток вам потребуется?
Машины с более высоким максимальным выходным током позволят вам работать с более толстым материалом за меньшее количество проходов (из-за увеличения скорости наплавки) или с меньшей подготовкой шва (из-за большего провара).
Доступны инверторные источники питания с максимальным выходным током от 150 до 1000 ампер! Помните о том, что является практичным для ваших целей по производительности, поскольку источники питания с увеличенной выходной мощностью обычно больше и дороже.
Где ты будешь сваривать?
Если вы планируете сварку в полевых условиях, у вас все еще есть инверторный источник питания, который может удовлетворить ваши потребности. Как упоминалось ранее, источники питания на основе инверторов гораздо более надежны, чем при их создании, и многие из них подходят для эксплуатации вне помещений. Когда доступ к сети затруднен, существуют инверторные сварочные аппараты с приводом от двигателя. Некоторые из них даже способны использовать передовые процессы сварки, такие как импульсная сварка MIG, с подходящими принадлежностями!
Когда доступ к сети затруднен, существуют инверторные сварочные аппараты с приводом от двигателя. Некоторые из них даже способны использовать передовые процессы сварки, такие как импульсная сварка MIG, с подходящими принадлежностями!
Заключение
Инверторы прошли долгий путь с момента их создания. Если вам нужны передовые функции и производительность сварки, вам может подойти инверторный источник сварочного тока. Даже если вы не знаете всех ответов на приведенные выше вопросы, велика вероятность, что команда экспертов Red-D-Arc поможет вам подобрать сварочный аппарат, который соответствует вашим требованиям, но при этом уложится в ваш бюджет.
Red-D-Arc
Red-D-Arc Welderentals™ Компания Airgas сдает в аренду сварочные аппараты, сварочные манипуляторы, сварочное оборудование и генераторы электроэнергии в любой точке мира. Предлагаемые нами в аренду сварочные аппараты, позиционеры и специальные продукты были спроектированы и изготовлены для обеспечения производительности и надежности Extreme-Duty™ даже в самых суровых условиях. Их можно приобрести в более чем 70 сервисных центрах Red-D-Arc, стратегически расположенных в Соединенных Штатах и Канаде. , Соединенное Королевство, Франция и Нидерланды, а также через стратегические альянсы на Ближнем Востоке, в Испании, Италии, Хорватии и Карибском бассейне. Из нашего арендованного парка, состоящего из более чем 60 000 сварочных аппаратов, 3 700 сварочных позиционеров и 3 700 электрогенераторов, мы можем предоставить вам необходимое оборудование — там, где оно вам нужно, и тогда, когда оно вам нужно.
Их можно приобрести в более чем 70 сервисных центрах Red-D-Arc, стратегически расположенных в Соединенных Штатах и Канаде. , Соединенное Королевство, Франция и Нидерланды, а также через стратегические альянсы на Ближнем Востоке, в Испании, Италии, Хорватии и Карибском бассейне. Из нашего арендованного парка, состоящего из более чем 60 000 сварочных аппаратов, 3 700 сварочных позиционеров и 3 700 электрогенераторов, мы можем предоставить вам необходимое оборудование — там, где оно вам нужно, и тогда, когда оно вам нужно.
Airgas, компания Air Liquide, является ведущим национальным поставщиком газов, сварочных материалов и средств обеспечения безопасности из одних рук. Наша дистрибьюторская сеть, известная по всей стране, обслуживает более миллиона клиентов всех размеров, предлагая широкий ассортимент высококачественной продукции и непревзойденный опыт.
Портативный ручной сварочный аппарат для дуговой сварки MMA 160A – DEKO Tools
143,32 доллара США
132,99 $
Этот портативный ручной сварочный аппарат MMA 160A является лучшим вариантом для любителей сварки, начинающих и профессиональных сварщиков, которые хотят выполнять ежедневные сварочные процедуры.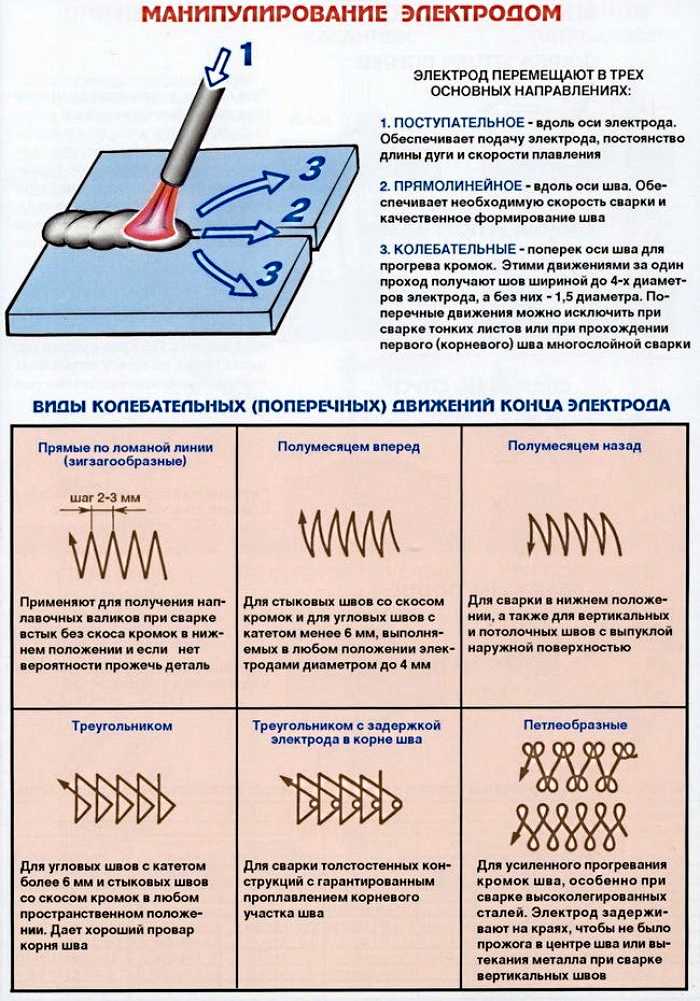 Благодаря легкой и сверхкомпактной конструкции пользователям очень удобно транспортировать и использовать его в ограниченном пространстве. Сварочный аппарат DEKO MMA позволит вам получить профессиональную отделку при сварке, кузовных работах, бытовом ремонте, сельскохозяйственных проектах, требующих дополнительной мощности сварки.
Благодаря легкой и сверхкомпактной конструкции пользователям очень удобно транспортировать и использовать его в ограниченном пространстве. Сварочный аппарат DEKO MMA позволит вам получить профессиональную отделку при сварке, кузовных работах, бытовом ремонте, сельскохозяйственных проектах, требующих дополнительной мощности сварки.
США
Включая налог. Стоимость доставки рассчитывается при оформлении.
— +
Портативный ручной сварочный аппарат MMA для дуговой сварки 160A – находится в резерве и будет отправлен, как только он снова появится на складе.
- Обеспечивает отличные характеристики дуги;
- Два напряжения 110/220 В;
- Очень легкая, компактная и портативная конструкция;
- Защита от перегрузки по току и защита от перегрузки для обеспечения безопасности;
- Идеально подходит для ежедневных сварочных работ легкой и средней сложности;
- Управление с обратной связью по замкнутому контуру, встроенный вентилятор и интеллектуальный регулятор сверхнизкого напряжения, стабильное выходное напряжение, легкий запуск в области нестабильного напряжения.

- Усовершенствованная инверторная технология IGBT с высоким рабочим циклом и превосходным напряжением зажигания делает сварочный аппарат более надежным и менее подверженным повреждениям или отказам.
- Энергосберегающий и высокоэффективный. Переключатель инверторного сварочного аппарата также работает быстро и потребляет меньше энергии для выполнения заключительной операции.
- Внутренний охлаждающий вентилятор защищает сварочный аппарат от перегрева, увеличивая срок службы устройства.
- Идеально подходит для сварки нержавеющей стали, легированной стали, углеродистой стали и других металлических материалов.
Материал: стальная рама и пластиковая ручка
Тип: MMA (палка)
Входное напряжение переменного тока: 110 В/220 В
Входная мощность: 5,8 кВт
Напряжение холостого хода: 60 В
Диапазон тока : 10-160( A)
Номинальная рабочая зона (%): 40/60
Внутренний коэффициент мощности: 0,85
Степень защиты: IP21S
Длина шнура питания: 71,6 дюйма
Вес нетто: 12,1 фунта (5,5 кг)
Размеры упаковки: 11,4 дюйма x 4 0,92 дюйма х 7,87 дюйма (29×12,5×20 см)
Выходное напряжение: тип DC
1X MMA сварочный аппарат
1X Держатель электрода и кабель 9,28 фута
1X Рабочий зажим и кабель 9,55 фута
1X Адаптер входного питания, кабель и вилка
1X Штекерный адаптер и 19,3 дюйма 1X Щетка и 3,26 дюйма
1X Руководство пользователя
Это на самом деле
Хорошо, маленькая единица не ожидала многого, но я ошибалась. Я использовал его для тонких и толстых сталей, и обнаружил, что он соответствует задаче сварки того, что мне нужно. Один раз за год эксплуатации он перегрелся, и это была моя вина… Не дайте себя обмануть, ребята, этот плохой мальчик умеет сваривать. Легкий вес и портативный.
Я использовал его для тонких и толстых сталей, и обнаружил, что он соответствует задаче сварки того, что мне нужно. Один раз за год эксплуатации он перегрелся, и это была моя вина… Не дайте себя обмануть, ребята, этот плохой мальчик умеет сваривать. Легкий вес и портативный.
Большая машина для изготовления палочек
Отличная машина для изготовления палочек. Я попробовал это, где я работаю, я был поражен. Пробовал на 110v 7018. Рекомендуемые.
Невероятно доволен этой покупкой
Начну с оговорки, я не сварщик, до двух дней назад никогда в жизни не сваривал. Кто-то решил украсть наш каталитический нейтрализатор, пока мы были в отпуске, и стоимость его замены была почти равна стоимости автомобиля… Я купил все необходимые детали и попытался починить их самостоятельно с помощью сварки JB. Достаточно сказать, что это не сработало, поэтому план Б состоял в том, чтобы сварить его самостоятельно. Я нашел это на Amazon, и отзывы продали его. Я обнаружил, что не хватает некоторой информации, и у меня были сомнения, когда я начинал.
Я нашел это на Amazon, и отзывы продали его. Я обнаружил, что не хватает некоторой информации, и у меня были сомнения, когда я начинал.
Первое, о чем я беспокоился, был ли у меня обычный удлинитель или мне нужно было купить удлинитель за 100 долларов. Оказалось, 25-футовый 15-амперный кабель работал нормально, ничего не нагревалось от стандартной розетки на 110 В.
Во-вторых, фактическое количество ампер, необходимое для стержней E6011, которые я купил, стержни говорят между 35 и 75 амперами, когда я попробовал то, что, по словам этого сварщика, было 35, они застряли и отказались течь, я в конце концов (и очень предварительно) увеличивал силу тока, пока не обнаружил, что стержни будут течь, в итоге он показал около 82 ампер, поэтому показания (хотя и при 110 В) либо неточны, либо стержни, которые у меня есть, не соответствовали спецификации.
Все это к тому, что после того, как стержни потекли, я смог заменить каталитический нейтрализатор, и сварные швы держат хорошо.