Как правильно варить нержавейку электродами видео: Как варить нержавейку простым электродом
alexxlab | 19.04.2023 | 0 | Разное
Как лучше вести электрод на себя или от себя?
содержание видео
Рейтинг: 4.0; Голоса: 1
В этом видео раскроем небольшой нюанс как вести электрод при сварке и для чего это надо!
Мой Андрей: привет! сын, учится на сварщика! я отец. посоветовал именно эту профессию. пока ему очень нравится. подскажите и посоветуйте от чего отталкиваться. мне тоже интересна эта увлекательная профессия, на даче варю всякие конструкции, немножко получается, но ток слабоватый. все же все держится.
Дата: 2020-09-05
← Сварка тонкой нержавейки электродом ESAB 61/30.
Обычный парень из Армении круто спел Земля в иллюминаторе. →
Похожие видео
Чеснок не пожелтеет- чем подкормить его весной.
• Сад и Огород – Своими руками
Этого я вам еще не рассказывала! Открываю секреты про рассаду в самокрутках!
• Татьяна огородница
Для рассады и цветов готовим маточный раствор! Как легко и просто приготовить раствор для подкормки.
• Иван Русских
Шоковое состояние! Этот материал – хуже асбеста! А многие его уже используют в огороде! Откажитесь!
• Иван Русских
Фитоспорин ас. Сенная палочка+триходерма. Свадьба или развод? Поженили ли двух врагов всех болезней?
• Иван Русских
Декоративные КУСТАРНИКИ из семян. Не тратьте деньги на саженцы!
• Супер – Отпуск на Даче
Комментарии и отзывы: 9
Дмитрий
Попробовал сегодня от себя варить – ранее варил только на себя (так научили – для новичков, мол. Не знал, правда, что под 90 град электрод держать нужно – по привычке под 45 к себе держал. Шов, тем не менее, получился в разы лучше – прям, как у взрослых мальчиков на заводе =. Спасибо, добра тебе!
денис
Я когда учился варить изначально стал варить углом от себя и продолжалось это лет пять потом решил попробовать на себя и шесть лет уже варю так что хоть на себя или от себя для меня результат един, для тех кто скажет что варить не умею скажу сразу есть допуски КО СК ОХНВП
Mirayim
Дружище вареш классно спасибо огромные но элбе когда начел варить поторопился маленька бывает я много чего научился от тебя спосибо за всё если есть вазможнысти сними видио как провелно варить корень шва и поскольку видов можно варить это очень не необходимо и важна
бандеровец
Семён Семёныч)
Много текста)
Слишком переученый сварщик)
Таки всё очень просто)
Толстый метал – на себя)
Тонкий- от себя(уменьшение прожога)
Избався от привычки наматывать кабель на руку)
Тяжело)
Гантелей позанимайся)
Сваршык, млядь)
Сергей
Вот теперь окончательно запутался, первый урок был держать угол и вести на себя, тут бац 90 градусов и от себя, так я никогда не научусь, голова опухнет. понял одно надо любой ценой поставить деталь вертикально и варить снизу вверх.
понял одно надо любой ценой поставить деталь вертикально и варить снизу вверх.
Рустем
Отлично профессионал шов как афтагеновый пахоже я начинающий сваршик делаю сварка иногда если тонкий металу 72 около 2, 5мм металу а 4мм 3, 5 металу я 114 ампер у меня есть аппарат сварочные Фирмы пит.
Копарь_102
На сколько я помнью ГазПроме варят LB -52 U. Трубы ) у вас не прошел т. к электроды очень дорогие это факт. Что организизация не хочеть. ну вы поняли к чему я клонью.
Mirayim
Пожалуйста скажите таму кто снимает видео не надо приближат из далеко просто пусть падают поблизости снимает а так нечего не видно спосибо за видео конечно
Valery
Почему у меня неполучается везти полноценно, происходят разрывы? Хотя дуга постоянно горит, а когда сбиваю окалину, пробелы и поры! На что обратить внимание?
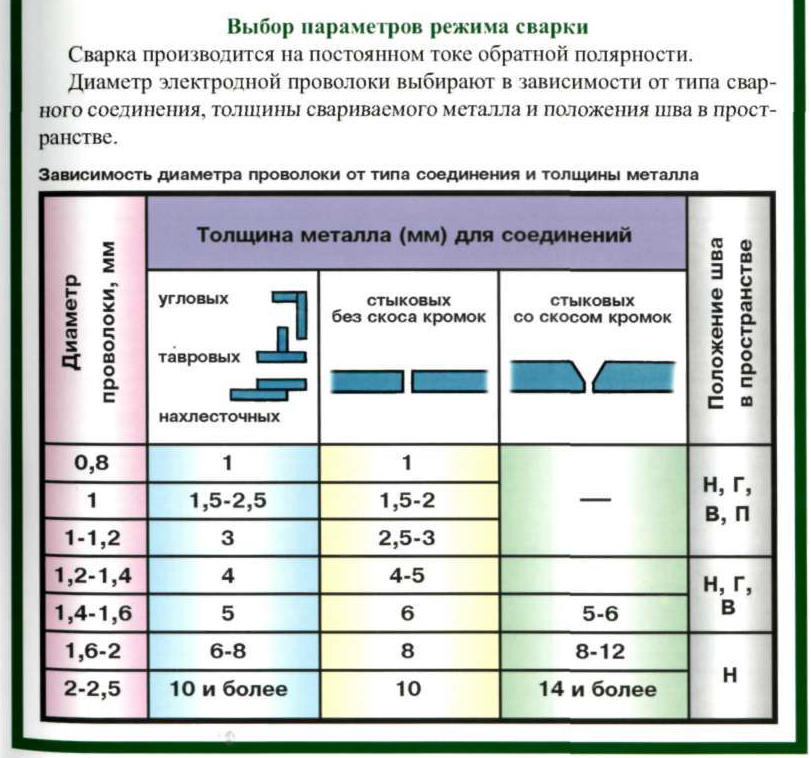
как правильно это делать и на что обратить внимание при подготовке
Из этого материала вы узнаете:
- Почему сварка алюминия вызывает сложности
- Как правильно организовать сварку алюминия и его сплавов
- Можно ли варить алюминиевые детали вручную электродами
- Какие современные способы сварки алюминия используют на производстве
Алюминиевые детали обладают высокой теплопроводностью и низким весом. Эти свойства материала сделали его очень популярным в различных производственных областях. Тем не менее, технология сварки алюминия и его сплавов не так проста. Необходимо учесть много разных факторов и особенностей материала, чтобы выполнить сварочные работы на высоком уровне. В нашей статье мы подробнее расскажем о том, какие технологии соединения алюминия бывают и чем они отличаются между собой.
Эти свойства материала сделали его очень популярным в различных производственных областях. Тем не менее, технология сварки алюминия и его сплавов не так проста. Необходимо учесть много разных факторов и особенностей материала, чтобы выполнить сварочные работы на высоком уровне. В нашей статье мы подробнее расскажем о том, какие технологии соединения алюминия бывают и чем они отличаются между собой.
Особенности сварки алюминия и его сплавов
Иногда во время сварочных работ по алюминию или алюминиевым сплавам возникают трудности, существенно влияющие на качество сварных швов. Приведем примеры самых распространенных проблем:
- Сварочной ванной достаточно сложно управлять из-за высокой жидкотекучести материала. Отсюда возникает необходимость использования теплоотводящих подкладок.
- Алюминий легко окисляется, что вызывает появление тугоплавкой пленки на каплях расплавленного металла. В результате затрудняется соединение в единый шов. Предотвратить появление пленки помогает грамотно организованная надежная защита сварочной зоны от окружающего воздуха.

- На поверхности алюминиевых изделий всегда присутствует окисная пленка Al2O3, которая имеет температуру плавления около +2040 °C, в то время как плавление самого металла осуществляется при температуре +660 °C.
- Значительная усадка материала может стать причиной деформации сварного шва после его охлаждения и затвердевания.
- Возможно снижение механических характеристик материала из-за склонности к порообразованию и трещинам в шве.
- Из-за высокой теплопроводности алюминия для сварочных работ необходим рабочий ток большого значения.
Перечисленные трудности вполне преодолимы, поэтому популярность различных технологий сварки алюминия не снижается. Этот металл позволяет создавать очень прочные и надежные конструкции.
Технология сварки алюминия: подготовка материалов и деталей
Чтобы создать сварное соединение высокого качества, необходимо в полной мере позаботиться о том, чтобы зона сварки была максимально защищена от всевозможных загрязнений:
- Для газоэлектрической сварки алюминия следует выделить чистое, сухое, не пыльное помещение.

- Скорость движения воздуха не должна превышать 0,2 м/сек.
- Обрабатываемые детали и присадочную проволоку необходимо тщательно очистить предусмотренными технологией способами.
- В качестве защитных газов можно применять лишь чистый аргон марки А по ГОСТу 10157–62 и гелий ВЧ (высокой чистоты) по МРТУ 51-04-23-64.
- Газоподводящую арматуру, шланги и сварочную горелку до начала сварочных работ тщательно промывают спиртом и в дальнейшем по ходу работы периодически повторно очищают и промывают.
Технология качественной очистки сварочной проволоки включает в себя смывание растворителем или горячей водой консервационной смазки, снятие окисной пленки химической обработкой.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Для выполнения вышеперечисленных работ необходимо организовать специальное место, отдельно от зоны сварочных работ.
- Травление в 5%-ном растворе каустической соды NOH при температуре +60…+65 °С в течение 2-3 мин;
- Промывка в горячей (+45…+50 °С) воде, а затем в холодной проточной воде.
- Осветление в 15–30%-ном растворе азотной кислоты HN03 при температуре +60…+65 °С в течение 2-3 мин;
- Промывка в горячей (+45…+50 °С) воде, а затем в холодной проточной воде.
- Сушка при температуре не ниже +60° С до полного удаления влаги.
Если у вас нет возможности сразу использовать сварочную проволоку после сушки, то храните ее в специально предназначенном месте. Для этого подходит ящик или шкаф с плотно закрывающимися дверцами.
Обработанная проволока может храниться не более 12 часов в том случае, если это присадочная проволока малого диаметра (до 1,6 мм) для работы на малых токах неплавящимся электродом.
Если речь идет о более толстой проволоке (4-5 мм) для работы плавящимся электродом на токах свыше 400 ампер, то допускается более длительный срок хранения (до полутора суток). При этом качество сварного шва не пострадает. Важно лишь соблюдать правила хранения обработанной проволоки и технологию сварки алюминия. Во время работы подготовленную проволоку нельзя брать руками без перчаток, так как это может привести к попаданию жировых частиц на ее поверхность.
Саму деталь и ее кромку желательно тщательно обрабатывать перед сварочными работами. Преимущество при сварке отдается химической обработке деталей, технология которой приведена выше. Небольшие по объему изделия обрабатываются полностью, а крупные заготовки целиком обезжиривают, химической обработке подвергают только кромки и до 10 см поверхности от стыка.
При небольших сварных соединениях зачистку кромок делают шабером, непосредственно, перед сварочными работами. Также необходимо снять окисную пленку в месте токопровода. Это можно сделать с помощью шабера или стальной проволочной щетки.
Это можно сделать с помощью шабера или стальной проволочной щетки.
Если у вас нет возможности сделать химическую обработку большой по размеру детали, то допускается зачистка кромки стальными проволочными щетками. При этом желательно до и после обработки кромки протереть ее поверхность спиртом или ацетоном.
Щетину стальной проволочной щетки изготавливают из нержавеющей стали. Лучше всего использовать щетку с щетинками размером не более 2 мм в диаметре. Она позволит более качественно обрабатывать кромку, не оставляя слишком глубоких царапин и дефектов. Во время обработки детали щетку периодически промывают в растворителе.
Обработанные детали необходимо хранить в теплом сухом месте, закрыв кромку чистым чехлом. В таком виде допускается хранить детали столько же, сколько и обработанную присадочную проволоку.
Если по технологии сварки алюминия предполагаются длительные работы (монтажные, проверочные и пр. ) между зачисткой деталей и их сваркой, то в этом случае используют сварку плавящимся электродом большого диаметра. Кроме этого, необходимо обеспечить защиту кромок от загрязнения на всех промежуточных этапах.
) между зачисткой деталей и их сваркой, то в этом случае используют сварку плавящимся электродом большого диаметра. Кроме этого, необходимо обеспечить защиту кромок от загрязнения на всех промежуточных этапах.
Если сварка выполняется в несколько проходов, то на каждом этапе необходимо зачищать поверхность шва и разделки при помощи щеток и ацетона.
Алюминий не только хорошо проводит тепло, но и обладает большой теплотой плавления (96 кал/г). Это свойство заложено в основе технологии сварки алюминия, поскольку для создания качественного шва понадобится непосредственное воздействие сварочной дуги на всю область контакта жидкой и твердой фаз сварочной ванны.
Если для соединения используется неплавящийся электрод, то ванна жидкого металла получится лишь в зоне горения дуги. При этом в основном она образуется из-за плавки основного металла (обычно в ней не более 30 % присадочного материала). Отличается плавным переходом к основному металлу.
Соединяя алюминий при помощи плавящегося электрода, вы получите большее углубление основного металла за счет более концентрированной дуги. Соответственно, размер сварочной ванны будет больше, в ней будет более 50 % наплавленного металла. Периферийная часть ванны в этом случае не попадает под влияние дуги, следовательно, могут возникнуть несплавления.
Важно, чтобы форма разделки кромок давала возможность те места, где возможно появление несплавления, заново переплавлять дугой при наложении последующих валиков. Соблюдение технологии разделки кромок позволяет достичь высокого качества сварного шва. В любом случае наилучшее соединение получается при осуществлении двухсторонней сварки.
Если нет возможности воспользоваться двусторонним методом, то необходимо принять меры к предотвращению и устранению дефектов в корне шва.
Технология сварки алюминия электродами
Технологию сварки алюминия электродами используют очень редко. Этот метод подойдет там, где нет возможности воспользоваться специальным оборудованием. То есть чаще его используют в полевых условиях или в маленьких мастерских, где финансово не могут себе позволить приобрести необходимое оборудование. В таком случае применение электродов может сократить и расходы, и время.
Этот метод подойдет там, где нет возможности воспользоваться специальным оборудованием. То есть чаще его используют в полевых условиях или в маленьких мастерских, где финансово не могут себе позволить приобрести необходимое оборудование. В таком случае применение электродов может сократить и расходы, и время.
Существует несколько марок покупных электродов:
- ОК – электроды по алюминию с примесью марганца или магния. Следует беречь от влаги, поэтому не стоит вынимать все стержни из упаковки.
- ОЗАНА – здесь имеются две разновидности, которые немного отличаются в применении в зависимости от типа и сплава металла. Такие стержни применяются для горизонтальной и вертикальной сварки.
- ОЗА – полностью состоят из алюминия и по производству похожи на самодельные стержни. Используются для соединения сплава алюминия с кремнием.
- УАНА – по своему происхождению и свойствам предназначены для сварки алюминиевых сплавов, поддаются деформации.
- ЭВЧ – применяются для сварки в среде, где в качестве защиты применяется аргон. Эти электроды полностью состоят из вольфрама.
Электроды для соединения алюминиевых деталей разнятся по своей стоимости, поэтому выбирая подходящий вариант, обратите внимание на характеристики, которые для вас имеют первостепенное значение.
1. Ручная дуговая сварка алюминия покрытыми электродами (технология ММА).
Технология ручного соединения при помощи покрытых электродов используется для неответственных конструкций из чистого алюминия и его сплавов: AlSi, AlMg и AlMn. Этот метод подходит только для изделий толщиной менее 4 мм.
Недостатками данного способа соединения материала являются:
- пористость и низкая прочность шва, что подразумевает невысокое качество соединения;
- большое количество брызг расплавленного металла;
- плохая отделяемость шлаковой корки, которая может вызвать коррозию.
Для выполнения работ необходим ток обратной полярности без поперечных колебаний. Важно грамотно произвести расчет силы тока по следующей формуле: 25–30 А на 1 мм электрода.
Если вы хотите добиться высокого качества соединения, то желательно детали до начала сварочных работ разогреть до определенной температуры. Для тонких и средних по толщине деталей достаточно температуры +250…+300 °С. Крупным изделиям необходима температура до +400 °С.
Не забывайте, что оптимальная температура может быть указана производителем электродов. Если вы нашли такие данные, то лучше руководствоваться ими.
2. Ручная дуговая сварка угольными электродами.
Технология сварки алюминия при помощи угольных электродов используется чаще всего для неответственных конструкций. Для данного вида работ понадобится постоянный ток прямой полярности.
Для габаритных изделий, толщина которых составляет более 2,5 мм, необходимо выполнять разделку кромок. Диаметр присадки должен быть в диапазоне 2–8 мм. Пастообразный флюс допускается наносить как на стержень, так и на рабочую поверхность.
Диаметр присадки должен быть в диапазоне 2–8 мм. Пастообразный флюс допускается наносить как на стержень, так и на рабочую поверхность.
3. Ручная дуговая сварка вольфрамовым электродом в инертном газе (технология AC TIG).
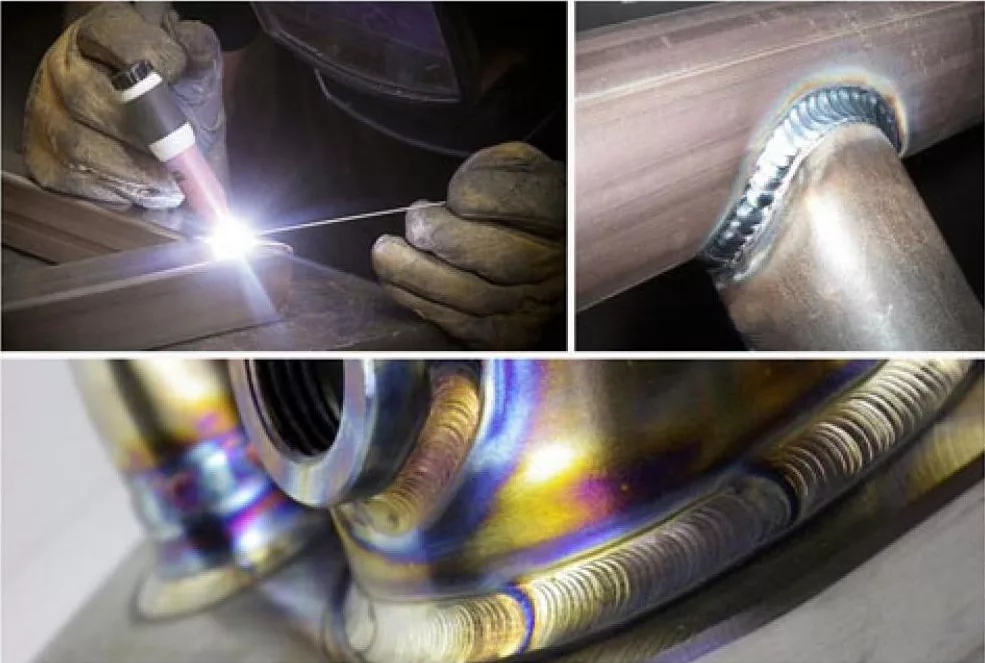
Это очень популярный способ соединения материалов, используемый тогда, когда необходимо получить очень прочное соединение с прекрасным внешним видом. Технология дуговой сварки алюминия вольфрамовым электродом основана на применении стержня диаметром 1,6–5 мм и присадки 1,6–4 мм.
Для выполнения работ по данной технологии необходима защитная среда из гелия или аргона. Электрическая дуга поддерживается источником переменного тока, что дает хорошие результаты при разрушении оксидной пленки.
- Угол между электродом и рабочей поверхностью должен составлять 70–80°; между присадочной проволокой и электродом – 90°. Длина дуги – от 1,5 до 2,5 мм.
- Присадка подается короткими возвратно-поступательными движениями.
 Поперечные движения электрода и присадочного прутка недопустимы.
Поперечные движения электрода и присадочного прутка недопустимы. - Горелка движется вслед за прутком.
- Под алюминиевое изделие следует класть прокладку из меди и стали, которая будет выполнять теплоотводящую роль. Это исключит образование дыр, особенно при работе с тонким металлом.
- Размеры сварочной ванны должны быть минимальными.
- Подача аргона начинается за 5–7 секунд до возбуждения дуги, а выключается через 5–7 секунд после ее обрыва.
Технология ручной электродуговой сварки алюминия
- Для выполнения сварочных работ по алюминию требуется постоянный ток с обратной полярностью (меняем разъемы на инверторе местами). Важно соблюдать соотношение мощности и диаметра электрода и регулировать силу тока по следующей формуле: 30 ампер на каждый миллиметр диаметра.
- Свариваемые детали необходимо предварительно нагреть. При средней толщине заготовку нагревают до +200…+300 °С. Крупные части нуждаются в более высоком нагреве (до +400 °С).

- Несмотря на обычное формирование дуги, особенностью работы с алюминием будет более высокая скорость горения электродов. Соответственно потребуется большая скорость при формировании шва.
- Обязательно планируйте длину шва из расчета на плавление одного электрода. Сварочный процесс обрывать нельзя. Корка шлака, образующаяся в конце шва, не позволит зажечь дугу снова в этом месте.
- По сравнению с варкой стальных заготовок запрещается делать поперечные движения во время соединения алюминиевых деталей.
- При завершении работы сразу удалите шлак в месте соединения. Зачистите все металлической щеткой и промойте горячей водой.
Сварка алюминия аргоном: технология, инструкция, нюансы процесса
По технологии сварочных работ в аргоновой среде высокие требования предъявляются как к сварочному аппарату, так и к дополнительному оборудованию, которое обеспечивает правильное хранение и подачу расходных материалов. Все эти параметры имеют определяющее значение при формировании сварного шва.
Аргоновая сварка алюминия и его сплавов может выполняться при наличии следующего оборудования:
- источник электрического тока, к которому будет подключаться сварочный аппарат и все остальное оборудование;
- баллон, в котором хранится защитный газ аргон;
- механизм, отвечающий за подачу присадочной проволоки в зону выполнения сварки.
Технология выполнения сварочных работ при помощи аргона на крупных промышленных предприятиях хорошо отработана. В таком случае защитный газ подается по централизованной сети. Из сварочной проволоки формируются целые бобины, устанавливаемые на полуавтоматический сварочный аппарат. Все работы выполняются на специальных верстаках, поверхность которых сделана из нержавеющей стали.
Сварной шов высокого качества получается только при тщательной очистке соединяемых деталей от различного вида загрязнений (жира, грязи, масла). Очистка выполняется с помощью растворителя. Для листовых заготовок, толщина которых более 4 мм, обязательно выполняется разделка кромок. В таком случае сварочные работы проводятся встык. Для удаления тугоплавкой окисной пленки с поверхности изделия необходимо обработать место соединения напильником или металлической щеткой. При сложной конфигурации соединения возможна обработка шлифовальной машинкой.
Для листовых заготовок, толщина которых более 4 мм, обязательно выполняется разделка кромок. В таком случае сварочные работы проводятся встык. Для удаления тугоплавкой окисной пленки с поверхности изделия необходимо обработать место соединения напильником или металлической щеткой. При сложной конфигурации соединения возможна обработка шлифовальной машинкой.
Технология сварки алюминия полуавтоматом в аргоновой среде имеет ряд характерных особенностей. При выполнении работ полуавтоматом или с ручной подачей присадки понадобятся электроды из вольфрама диаметром 1,5–5,5 мм. При формировании сварочной дуги электрод необходимо располагать под углом 80° к поверхности деталей.
Технология ручной подачи присадочной проволоки допускает угол 90° относительно электрода. При этом присадочная проволока двигается впереди электрода. Это очень хорошо видно на демонстрационных видео, где показывают сам процесс сварочных работ с применением аргона.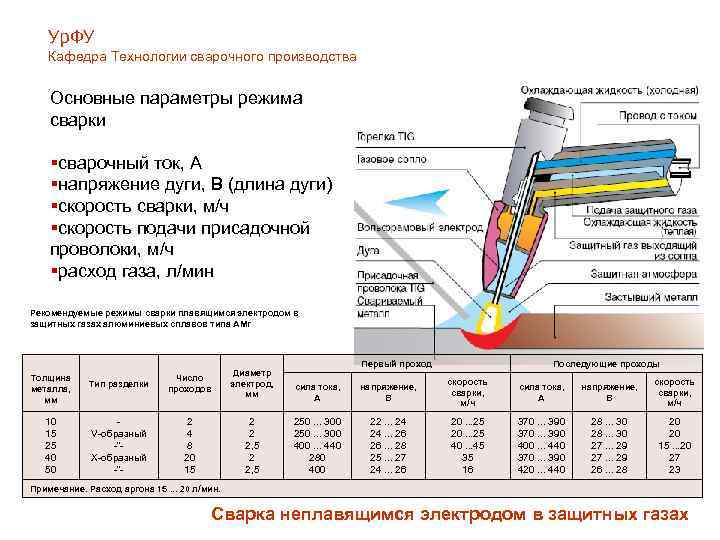
1-2
2
1-2
50–70
30–40
3-4
3
2-3
100–130
60–90
4–6
4
3
160–180
110–130
6–10
5
3-4
220–300
160–240
11–15
6
4
280–360
220–300
Технология соединения аргоном требует соблюдение длины дуги в пределах 3 мм. При этом не допускаются поперечные движения присадочной проволокой.
Тонкие алюминиевые листы желательно соединять на подкладке, в качестве которой может выступать стальной лист. Такая технология способствует более быстрому выводу тепла из зоны работ, в результате редко возникают прожоги или протечки расплавленного металла. Кроме этого, подкладка позволяет экономить энергию, значительно увеличивая скорость выполнения сварочных работ.
Технология сварки алюминия и его сплавов с помощью аргона имеет ряд неоспоримых преимуществ перед другими способами соединения заготовок. В первую очередь, это касается малого нагрева соединяемых деталей. Это очень ценное качество при варке заготовок сложной формы.
Это очень ценное качество при варке заготовок сложной формы.
При использовании аргонового соединения получается очень прочный сварной шов с высокой однородностью материала в данной зоне, минимальным количеством пор, примесей и инородных вкраплений. Однородная глубина проплавления по всей длине сварного шва является очень важным показателем, выгодно отличающим технологию аргоновой сварки.
Безусловно, каждая технология имеет свои недостатки, и работа с аргоном – не исключение. Минусом этого способа является использование сложного оборудования. Только при грамотной настройке сварочного аппарата и дополнительного оборудования возможно достижение максимальной эффективности всех операций, в результате чего получается высококачественный сварной шов.
Определяющим параметром при настройке всего оборудования для выполнения работ в аргоновой или другой защитной среде является скорость и равномерность подачи присадочной проволоки. При нарушениях данного параметра присадка подается с перерывами, прерывается сварочная дуга, а расход защитного газа и электроэнергии существенно возрастает.
При нарушениях данного параметра присадка подается с перерывами, прерывается сварочная дуга, а расход защитного газа и электроэнергии существенно возрастает.
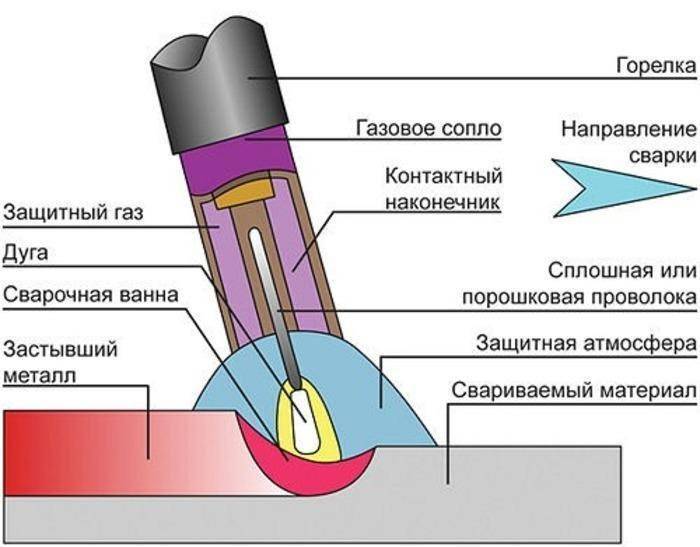
Технология сварки алюминия полуавтоматом
Другим названием полуавтоматического сваривания является MIG сварка. Высокая производительность данного процесса обеспечивается импульсным оборудованием, которое формирует мощный импульс высокого напряжения. Под его воздействием оксидная оболочка быстро разрушается.
Технология действия данного оборудования подразумевает забивку каждой частицы расплава металлического стержня в область сваривания. Благодаря этому формируется высококачественный сварной шов, отличающийся высокими прочностными характеристиками. Это технология точечной сварки алюминия.
MIG/MAG соединение в полуавтоматическом режиме производится на довольно дорогостоящем оборудовании, приобрести которое может не каждый. Но современные мастера, увлекающиеся сварочными работами, нашли выход из этого положения, модифицировав стандартный полуавтоматический аппарат, используемый для соединения алюминиевых заготовок и нержавейки.
Принцип действия такого аппарата аналогичен MIG соединению, хотя есть ряд технических особенностей, оказывающих существенное влияние на качество получаемого результата:
- Чистый алюминий и его сплавы не поддаются варке током высокого напряжения и прямой полярности. Используется прямо противоположный вариант.
- Для подачи алюминиевого прутка необходимо специальное оборудование. Это связано с тем, что он намного мягче аналогов из стали, соответственно, может изгибаться. Специальный податчик оборудован четырьмя роликами, маленьким рукавом и тефлоновой прокладкой.
- Цветной металл при нагреве сильно расширяется. Эта особенность может стать причиной застревания проволоки в зоне наконечника подающего механизма. Предотвратить это помогут особые наконечники с маркой Al. Их можно заменить на стандартные модели наконечников с увеличенным диаметром.
- Расход материала и качество сварного шва определяется маркой присадочной проволоки.
 Высокая интенсивность плавления прутка может потребовать более высокого темпа подачи. Соответственно понадобится слишком частая замена наконечника.
Высокая интенсивность плавления прутка может потребовать более высокого темпа подачи. Соответственно понадобится слишком частая замена наконечника.
Современные технологии сварки алюминия
1. Лазерная сварка.
Это сугубо производственная технология, отличающаяся очень специфическими характеристиками. До начала сварочных работ важно очень тщательно очистить изделие от загрязнений.
Технология сварки алюминия лазером позволяет достигать удивительной точности соединения. При этом зона термического воздействия достаточно маленькая, и шов получается очень узким. Кроме этого, существуют и другие достоинства данного метода:
- возможность создавать швы сложной формы;
- высокий уровень производительности;
- оперативность сварочного процесса и (чаще всего) его автоматизация;
- экологически безопасный режим сварки;
- сваривание может проводиться в любом пространственном положении;
- околошовная зона практически не подвергается тепловому воздействию, что позволяет сохранять все первоначальные свойства.

Следует помнить и о недостатках данного метода:
- высокая стоимость оборудования и всего процесса в целом;
- лазер плохо обрабатывает толстостенные изделия;
- предназначен для работы с узким спектром изделий.
2. Плазменная сварка.
Современная технология сварки алюминия при помощи плазмы позволяет добиться очень хороших результатов. Этим достигается высокая концентрация энергии и довольно глубокое проплавление.
Технология аналогична процессу соединения металлов в аргоновой среде. Во время сварочного процесса металл в нужном месте расплавляется под воздействием плазмы. Все это действие происходит в защитном облаке, благодаря которому в зону сварочной ванны не попадают газы, содержащиеся в атмосфере.
Технология сварки алюминия при помощи плазмы подразумевает использование специального оборудования– аппарата для плазменной сварки. Конструкция аппарата представляет собой соединение плазмотрона и источника переменного и постоянного тока с обратной величиной. Плазмотрон помогает генерировать плазменный разряд.
Конструкция аппарата представляет собой соединение плазмотрона и источника переменного и постоянного тока с обратной величиной. Плазмотрон помогает генерировать плазменный разряд.
Существует несколько модификаций источников питания, отличающихся друг от друга величиной силы тока, напряжением холостого тока, продолжительностью нагрузки и пр. В зависимости от этих характеристик меняется потребляемая мощность источника питания.
Плазмотрон оборудован специальными подводами, по которым подается плазмообразующий и защитный газ и обеспечивается охлаждение стенок сопла жидкостью или воздухом. Технология функционирования горелки опирается на использование электрода, сделанного из меди, тугоплавкого вольфрама или гафния.
Всего выделяют четыре вида плазменной сварки алюминия:
1. Сварка при помощи плавящегося электрода.
Для выполнения данного процесса понадобится специальная газовая среда, которая будет иметь защитные свойства. Для этих целей обычно используется гелий, аргон или смесь этих газов. Технология предусматривает применение специальных электродов из вольфрама и присадки диаметром до 2,5 мм. Выполнение сварочных работ осуществляется при помощи тока обратной полярности.
Для этих целей обычно используется гелий, аргон или смесь этих газов. Технология предусматривает применение специальных электродов из вольфрама и присадки диаметром до 2,5 мм. Выполнение сварочных работ осуществляется при помощи тока обратной полярности.
2. Автоматическая дуговая сварка.
Для выполнения автоматической дуговой сварки понадобится полуоткрытая плазменная дуга по флюсу и закрытая дуга под флюсом. Согласно технологии, используется флюс с маркировкой АН-А1, если свариваются детали из технического алюминия. Флюс с маркировкой АН-A4 предназначен для соединения алюминиево-магниевых сплавов. Для работы используется плавящийся расщепленный электрод.
Слой флюса необходим для того, чтобы предотвратить возможные нарушения технологического процесса и шунтирование. Если сварка осуществляется вручную, то размеры флюса определяются исходя из показателя толщины элементов. Средними данными являются ширина 20–45 мм, толщина 7–15 мм.
3. Ручная дуговая.
Технология сварки алюминия в ручном режиме используется, когда соединяются разные металлы (алюминий, алюминиево-кремниевый сплав, цинковый или магниевый сплав). В этом случае необходима толщина деталей не менее 4 мм. Ток должен быть постоянным с обратной полярностью и высокой скоростью.
Разделка кромок нужна, если их толщина более 1 см. В случае разделки кромок сварной шов формируется встык. Технология «внахлест» не используется, поскольку в состав соединения могут проникнуть шлаки, что приведет к разрушению материала. Обязателен предварительный прогрев деталей до +400 °С.
4. Электронно-лучевая.
Технология электронно-лучевого соединения подразумевает использование вакуума. Оксиды под влиянием паров металлов разрушаются. Так, благодаря вакууму окись разлагается, а водород выводится из сварного шва.
Качество соединения очень высокое, швы ровные, заготовка не деформируется, а материал в зоне стыка сохраняет свои прочностные характеристики.
Введение в сварку :: iCEV
О курсе
Курс Введение в сварку предоставляет введение в технологию сварки с акцентом на основные принципы лабораторной сварки и рабочие процедуры. Студенты познакомятся с тремя основными процессами сварки. Темы включают использование ручного инструмента и силовых машин, измерения, карьерный потенциал в области сварки и введение в нормы и стандарты сварки.
| Всего уроков | 20 | |
| Уровень | 9 – 12 | |
| Проекты, мероприятия и оценки | 400 |
ОБРАЗЕЦ УРОК Дуговая сварка металлическим электродом в среде защитного газа: подготовка и безопасность
Каждый урок включает мультимедийные презентации, готовый план урока, оценки и увлекательные проекты и занятия из реальной жизни. Чтобы получить представление о том, что предлагает iCEV, изучите приведенный ниже образец урока и ресурсы.
Чтобы получить представление о том, что предлагает iCEV, изучите приведенный ниже образец урока и ресурсы.
Уроки курса
Безопасность сварочного цеха
Схемы сварки и символы
Математика в сварке
Измерение в строительстве
Знакомство с металлами
Сварочный контроль и испытания
Дуговая сварка в защитном металле: подготовка и безопасность
Дуговая сварка в защитном металле: электроды 6010
Дуговая сварка металлическим электродом в среде защитного газа: электроды 7018
Дуговая сварка металлическим электродом в среде защитного газа: квалификационный тест сварщика начального уровня AWS EDU-6
Кислородно-ацетиленовая сварка: безопасность и введение
Газокислородная сварка и пайка
Газокислородная резка
Дуговая сварка металлическим газом: оборудование, установка и обслуживание
Дуговая сварка металлическим газом: углеродистая сталь
Дуговая сварка металлическим газом: алюминий
Дуговая сварка металлическим газом: листовой металл
Дуговая сварка металлическим газом: нержавеющая сталь
Виртуальные должностные инструкции для сварки
Экскурсия: Lincoln Electric
Можете ли вы приварить нержавеющую сталь к мягкой стали? Все факты!
Последнее обновление
Нержавеющая и мягкая стали являются наиболее используемыми типами стали из-за их высокой прочности и коррозионной стойкости. Основное отличие состоит в том, что нержавеющая сталь содержит хром, а мягкая сталь — углерод в качестве легирующего элемента. Возникает один вопрос: можно ли сваривать нержавеющую сталь с мягкой. Да, сварка двух и получение прочных сварных швов с помощью сварки MIG и TIG возможны.
Сварка нержавеющей стали с мягкой сталью не представляет труда, так как эти два металла имеют почти одинаковые свойства. Вы можете получить прочные сварные швы, если будете использовать правильный присадочный металл и следовать надлежащей процедуре низкотемпературной сварки, чтобы не переварить обе детали.
Сварка детали из нержавеющей стали снижает коррозионную стойкость. Кроме того, применение избыточного тепла к мягкой стали способствует миграции углерода в металл шва. В результате получается чувствительный к растрескиванию и хрупкий окончательный валик с пониженной коррозионной стойкостью.
В этой статье рассматривается сварка MIG и TIG, наилучшие методы сварки нержавеющей стали с мягкой сталью, а также наилучшие сварочные прутки и присадочный металл. Вы также узнаете несколько советов по сварке нержавеющей стали с мягкой сталью.
Как сваривать нержавеющую сталь с мягкой сталью
Прежде чем приступить к работе: Приобретите все необходимое оборудование
Начните со сборки всего необходимого для сварки MIG и TIG. Некоторые из вещей, которые вам нужны, предназначены для сварки нержавеющей стали с мягкой сталью, в то время как другие нужны для вашей безопасности во время сварки. Вот некоторые из вещей, которые вам нужны.
Для сварки нержавеющей стали с мягкой сталью вам потребуются:
- Защитный газ
- Зажимы
- Сварочный аппарат MIG и стержни
- Угловая шлифовальная машина
- Медная щетка
Некоторые из необходимых средств защиты включают:
- Шлем
- Наколенники и наколенники
- Перчатки и защитные очки
- Защитный жилет и брюки
- Сапоги
- Маска или вентилятор
Установите металлы на место
Перед началом сварки MIG или TIG нержавеющей стали с мягкой сталью вы должны быть готовы к выполнению этой задачи. Подготовьте металлы и необходимые сварочные инструменты. Правильно установите детали, чтобы обеспечить бесшовный процесс сварки.
Подготовьте металлы и необходимые сварочные инструменты. Правильно установите детали, чтобы обеспечить бесшовный процесс сварки.
- Носите защитное снаряжение, в том числе сварочные сапоги, рубашку с длинными рукавами, утепленные перчатки, каску, защитные перчатки и респираторы.
- Используйте защитный газ, чтобы уменьшить потребление энергии и сделать сварные швы более прочными. Смешайте около 98% аргона и 2% углекислого газа.
- Используйте подходящий присадочный металл, рекомендованный для сварки нержавеющей стали с мягкой сталью.
- Перед началом сварки очистите основной металл с помощью медной щетки, чтобы избавиться от примесей из металлов. Используйте ацетон, чтобы удалить любой мусор. Также для очистки можно использовать угловую шлифовальную машину или наждачную бумагу.
- Прежде чем приступить к сварке, разложите детали из нержавеющей и низкоуглеродистой стали на столе для литья электролобзика и приспособлении. Плотно прикрепите металл к свариваемой поверхности, чтобы он не упал во время сварки.
4 этапа сварки MIG из нержавеющей стали в мягкую сталь
Это наиболее распространенный метод сварки для соединения нержавеющей стали с мягкой сталью. Этот метод отлично работает, если у вас большой проект и вы хотите соединить большую и толстую сталь. Вот шаги, которые необходимо выполнить.
- Заправьте сварочную проволоку с помощью катушки сварочного аппарата MIG, а затем вытащите проволоку с помощью наконечника горелки. Вытяните сварочную проволоку примерно на четверть дюйма за пределы горелки. Когда проволока установлена, активируйте газ и начните сварку.
- При сварке начинайте с любого конца соединения. Вы должны держать горелку под углом 30 градусов над краем соединения. Держите факел острым, чтобы он ударил по металлу о кончик пламени. Когда жар станет сильным, сделайте паузу и подождите, пока шарики снова не станут управляемыми.
- Медленно перемещайте резак, чтобы заполнить шов, следя за тем, чтобы резак находился под фиксированным углом.
 Когда вы убираете горелку, пламя перемещает шарики к стыку, расплавляя окружающий металл.
Когда вы убираете горелку, пламя перемещает шарики к стыку, расплавляя окружающий металл. - Дайте отливке остыть. Дайте теплу от металла и горелки остыть. Избегайте встряхивания металла перед охлаждением; в противном случае ваш косяк откроется.
Посмотреть этот пост в Instagram
Пост, которым поделился Брендон Манс (@herman_bmunster)
6 шагов сварки ВИГ из нержавеющей стали в мягкую сталь
Если у вас тонкие металлы, сварка ВИГ — лучший вариант. Метод также отлично работает для небольших проектов. Сварочные аппараты TIG имеют несколько настроек, поэтому вы должны использовать настройку, подходящую для вашего проекта. Следует также отметить, что сварка TIG, как правило, является более медленным процессом сварки. В любом случае выполните следующие действия:
- Вставьте в горелку острый вольфрамовый стержень.
 Провод имеет диаметр около 1/16 дюйма, и вы должны поместить его в середину металлического цилиндра. Позвольте сварочному стержню выйти на ¼ дюйма из наконечника горелки.
Провод имеет диаметр около 1/16 дюйма, и вы должны поместить его в середину металлического цилиндра. Позвольте сварочному стержню выйти на ¼ дюйма из наконечника горелки. - После установки вольфрамового стержня включите сварочный аппарат постоянным током. Сварочный аппарат TIG имеет две настройки: отрицательную и положительную. Для отрицательных настроек ваша машина должна быть помечена как «DCEN». Убедитесь, что у вас есть правильные настройки для правильной сварки.
- Ваш сварочный аппарат TIG готов к запуску горелки с правильными настройками. Включите горелку и держите ее кончик примерно на дюйм выше металлического соединения. Начните с любого конца соединения и держите горелку под углом 75 градусов во время сварки. Сварочный аппарат TIG
- оснащен ножной педалью, которую необходимо сильно нажать, чтобы нагреть горелку. Держите горелку и заполняйте шов, пока металл не расплавится. Вы должны включить силу тока на панели и избегать использования избыточной энергии при плавлении металла.

- При заполнении шва присадочный стержень следует погрузить в жидкий металл. Держите стержень напротив горелки и перемещайте шарики жидкой стали вдоль металлического соединения. Убедитесь, что горелка закреплена, чтобы наполнитель не расплавился из-за тепла.
- Дайте остыть, прежде чем снимать горелку и свариваемый металл. Избегайте перемещения металла, пока соединение не станет прочным.
Посмотреть этот пост в Instagram
Пост, опубликованный Колби Морено (@cdmfab)
Советы по сварке нержавеющей стали с низкоуглеродистой сталью
Вот несколько моментов, которые следует помнить при сварке нержавеющей стали с низкоуглеродистой сталью:
- Вам необходимо иметь все необходимое защитное оборудование, чтобы избежать травм, которые могут возникнуть из-за высокой температуры.
 участвуют в сварочном процессе.
участвуют в сварочном процессе. - Перед литьем убедитесь, что металл чистый. С грязной металлической основой вы получите слабые соединения.
- Вы должны положить металлические детали на твердый стол. Это необходимо, потому что, если стол слабый, он сдвинется, если приложить большое давление, когда вы укладываете и свариваете грубый металл.
- Не держите горелку и металл с пустыми руками до окончания литья. Кроме того, держите фонарь висящим в теплом месте, прежде чем ставить его на ровную поверхность.
- Во время сварки следите за тем, чтобы температура не уменьшалась, так как нержавеющая сталь деформируется при слишком сильном нагреве. Поэтому убедитесь, что вы установили низкую силу тока или тепловую мощность, чтобы предотвратить эту проблему.
- Избегайте использования толстой присадочной проволоки или стержней, так как они требуют большого количества тепла, которое не требуется при сварке нержавеющей стали.
- Подберите подходящую посадку, чтобы можно было использовать нужное количество наполнителя и избежать заполнения пробелов.
 Не торопитесь, чтобы настроить свое рабочее место, чтобы предотвратить плохой внешний вид и деформацию.
Не торопитесь, чтобы настроить свое рабочее место, чтобы предотвратить плохой внешний вид и деформацию. - Не двигайтесь слишком медленно, потому что это приводит к избыточному нагреву металла. Таким образом, во время сварки имейте высокую скорость перемещения.
Лучший присадочный материал для сварки нержавеющей стали с мягкой сталью
Для получения высококачественных сварных швов необходимо использовать присадочный металл 309. Он имеет высокое содержание хрома и никеля, что помогает решить проблему разбавления мягкой стали. При использовании этого наполнителя наплавленный металл обладает высокой коррозионной стойкостью. Кроме того, синтез 309 обеспечивает надежную стойкость к горячему растрескиванию.
При сварке различных металлов окончательные валики содержат 60 % присадочного металла и небольшое количество двух основных металлов. Поскольку низкоуглеродистая сталь не содержит никеля или хрома, требуется присадочный металл с более высоким содержанием, чем в нержавеющей стали.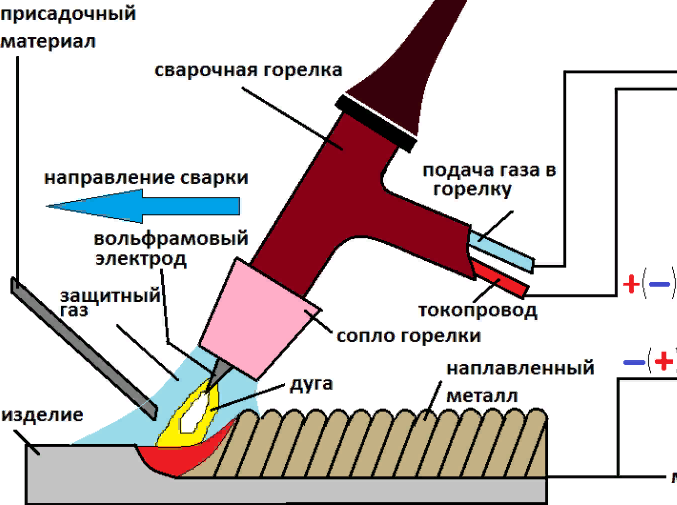
Использование присадочного металла, такого как 310, с высоким содержанием никеля приведет к образованию валиков с высоким содержанием никеля, что может привести к растрескиванию.
С другой стороны, используя присадочный металл, такой как 308, который содержит 10% никеля и 20% хрома, вы получаете шарики, которые легко растрескиваются и обладают низкой коррозионной стойкостью.
Как выбрать лучший сварочный стержень из нержавеющей стали в мягкую сталь
При выборе сварочного стержня из нержавеющей стали в мягкую сталь вам нужен высококачественный стержень, который предотвращает горячее растрескивание. Электропроводка Э309Л-16 является лучшей, так как содержит большое количество хрома и никеля для предотвращения растрескивания при сварке.
Стержень устойчив к коррозии и прочен. Кроме того, он также устойчив к температуре и дает великолепные бусы. «L» обычно относится к составу сплава с высоким содержанием углерода. Углерод повышает стойкость к межкристаллитной коррозии.
Можно также использовать электроды Э308 или Э310, которые дешевле, но проблема в том, что они дают некачественные соединения.
Заключительные мысли
Можно сваривать нержавеющую сталь с низкоуглеродистой, используя методы сварки MIG или TIG. Вы можете использовать сварку MIG, если вам нужно сваривать толстые металлы или если у вас большой проект. С другой стороны, вы можете использовать сварку TIG, если у вас есть тонкие металлические детали или небольшой проект.
Сварить нержавеющую сталь с мягкой сталью несложно, поскольку они имеют схожие свойства, что упрощает сварку. Для сварки TIG вам необходимо знать, как использовать правильные настройки для получения высококачественных сварных швов. Во время сварки убедитесь, что у вас есть все необходимое оборудование и защитное снаряжение для предотвращения травм.
Чтобы сварка получилась качественной, используйте электропроводку E309L-16, чтобы избежать растрескивания. Кроме того, убедитесь, что вы используете присадочный металл 309, чтобы предотвратить коррозию и избежать растрескивания при сварке.