Как правильно варить сваркой электродами: основные правила сварки металлических конструкций для новичков
alexxlab | 20.12.2022 | 0 | Разное
На заметку начинающему мастеру: сварка электродом
Сварка электродом – это способ дуговой электросварки, используемый для совмещения металлических изделий. Данный метод получил свое название за счет сварочной дуги – длительного потока энергии, который возникает в электроде при сварке металла под высокой температурой. Проводник (электрод) – это металлический провод со специальным покрытием, являющимся инертной средой во время процесса работы. Она, как правило, состоит из известняка, глинозема, магнезии, никеля, железа и марганца. Далее рассмотрим, как правильно сварить металл, без недочетов и изъянов.
Содержание статьи
- Азы электросварки
- Особенности сварки электродом
- Технология дуговой сварки
- Подготовительный этап
- Образование дуги
- Формирование шва
- Обзор основных ошибок начинающих
Азы электросварки
Электросварка – это надежный метод создания неразъемного соединения между деталями. Существует множество видов сварки, которая применяется для металла, пластмассы (без электродов), керамики и прочих материалов.
Существует множество видов сварки, которая применяется для металла, пластмассы (без электродов), керамики и прочих материалов.
При сварке электродом совмещение деталей заключается в плавке краев двух деталей, под воздействие электрической дуги, в результате чего они соединяются в одно целое, создавая крепкий вечный шов.
Прежде чем приступить к работе, необходимо разобраться, как правильно варить металл. В первую очередь от умения пользоваться аппаратом и верно держать электрод зависит безопасность и качество соединения деталей.
Прежде всего, важно запастись множеством проводников, чтобы учение довести до автоматизма. Лучше всего выбирать диаметр не более трех миллиметров, это самый оптимальный размер для обучения и электродуговой сварки тонких металлических изделий.
Чтобы приступить к работе, требуется к аппарату подключить обратный кабель к минусовому контакту. К плюсовому же подключается держатель проводников энергии.
Для начала, перед процессом сварки электродом, нужно полностью подготовить металлические изделия – очистить их от краски, масла, пыли и прочих частиц, которые могут помешать качественной электросварке.
Особенности сварки электродом
Кроме изучения, как правильно варить сваркой, нужно знать, что она имеет ряд преимуществ и недостатков. Качество работы напрямую зависит от оборудования. Чем оно дороже – тем мощнее и качественнее. Ручные аппараты должны выполнять следующие функции:
- соединять детали даже в труднодоступных местах:
- обладать возможностью сваривания во всех положениях;
- сваривать все типы металла.
Кроме этого, данный аппарат имеет и некоторые недостатки:
- низкий коэффициент полезного действия в сравнении с другими технологиями;
- качество совмещение металла напрямую зависит от умения сварщика;
- при работе возникаю вредные испарения и искры, негативно влияющие на зрение.
Касаемо последнего пункта: электродуговая сварка требует специальной формы одежды оператора и использование специальных очков и маска «хамелеон», которая защищает зрение, но при этом обеспечивает хорошую видимость.
Технология дуговой сварки
Электродуговая сварка выполняется по определенной технологии для обеспечения хорошего, гладкого и прочного соединения изделий.
Существует несколько способов поджога дуги:
- точечный, при котором сварщик точечно бьет проводником по изделию;
- способ чирканья.
Свойства проводников также могут быть разными при различных методах поджога. Это связано от покрытия на нем. Некоторые поджечь легче, некоторые сложнее, но каждый вид материала имеет свои достоинства и недостатки.
Создать дугу новым электродом намного проще. Достаточно ним коснуться металла, и сразу поднять на расстояние 2-3 миллиметра. Когда проводник поджигался многоразово, на его конце возникает шлаковая пленка. В таком случае нужно точечно ударить материалом несколько раз до образования искры.
Длина дуги – это величина, которая указывает на промежуток электрода и детали, между которыми происходит электрический разряд. Этот показатель напрямую зависит от диаметра электрода и выбирается от 0,5 до 1,2 его диаметра. Для получения качественного шва, электрод нужно держать максимально близко к детали.
Подготовительный этап
Прежде, как варить сваркой электродами металл, нужно все подготовить. Во-первых, подключить аппарат. Во-вторых, зачистить детали и надежно их закрепить, чтобы они не «гуляли» под аппаратом. В-третьих, сварщик должен надеть защитную маску.
Во-первых, подключить аппарат. Во-вторых, зачистить детали и надежно их закрепить, чтобы они не «гуляли» под аппаратом. В-третьих, сварщик должен надеть защитную маску.
Для начала рекомендуется потренироваться, как на металле зажигается материал, чтобы ориентироваться, каким способом лучше будет работать.
Образование дуги
При сварке для начинающих рекомендуется поддерживать короткую дугу, чтобы создать идеальную дорожку, без изъянов. С первого раза это не получиться – нужно некоторое время тренироваться.
Чем короче дуга, тем меньше металлических капель она дает и легче создавать качественное сплавление. При этом проводник расплавляется равномерно и плавно, обеспечивая достаточную глубину проплавления. Длину дуги новичок сможет контролировать по звуку оборудования. При короткой – он равномерный, при длинной – громкий и резкий.
Теоретически, как сваривать металл, знает каждый, но на практике необходимо долго учиться создать качественную дугу. Если она обрывается, ее нужно заново возбуждать и «запаивать» пробелы в швах. От силы тока зависит качество дуги, а от нее – качество шва.
От силы тока зависит качество дуги, а от нее – качество шва.
При ошибочном подходе, можно образовать ожог на изделии, где в дальнейшем материал начнет портиться.
Формирование шва
Чтобы соединить металл электросваркой, важно создать надежный и качественный сплав между материалами. Различают несколько видов основных швов:
- Ниточный – это самый простой способ, который может создать даже начинающий мастер. Он характеризуется продольными поступательными движениями и шириной, не более 3 мм. Он не создает надежное крепление и может быть использован на тонких и незначительных деталях. С такой дорожки рекомендуется начинать обучения для молодых мастеров, чтобы потом перейти к более сложным технологиям.
- Продольно-поперечный тип создается в соответствии с названием. То есть, при этом нужно обладать знаниями и умениями, как правильно вести электрод в нескольких направлениях – вертикально и горизонтально. Такая дорожка намного прочнее предыдущего. Он отличается долговечностью и имеет ширину 1-1,5 сантиметра.
 Самая распространенная технология для такого шва – зигзаг, при котором проводник ведется от края до края по 10-15 мм в каждую сторону. При этом, очень важно соблюсти длину дуги, чтобы получить идеальную дорожку с минимальными примесями шлака.
Самая распространенная технология для такого шва – зигзаг, при котором проводник ведется от края до края по 10-15 мм в каждую сторону. При этом, очень важно соблюсти длину дуги, чтобы получить идеальную дорожку с минимальными примесями шлака. - При движении рабочего элемента в трех разных направлениях создается крепкий, «мертвый» и надежный шов. Изначально он начинается, как продольно-поперечный, но потом нужно создать возвратные движения, которые позволяют повторно проработать заваренную линию для большей надежности скрепления материалов. Здесь необходимо верно держать прибор, иначе под слишком большим наклоном соединительная дорожка получится толстой и неравномерной.
 Самая распространенная технология для такого шва – зигзаг, при котором проводник ведется от края до края по 10-15 мм в каждую сторону. При этом, очень важно соблюсти длину дуги, чтобы получить идеальную дорожку с минимальными примесями шлака.
Самая распространенная технология для такого шва – зигзаг, при котором проводник ведется от края до края по 10-15 мм в каждую сторону. При этом, очень важно соблюсти длину дуги, чтобы получить идеальную дорожку с минимальными примесями шлака.По завершению работы обязательно нужно сбить шлак с соединения, чтобы оставить идеально ровную полосу сваривания. При ошибочной работе, дорожка будет неровной, с пробелами и деформациями. Кроме эстетического вида, такое качество варки может отразиться на дальнейшей эксплуатации данных изделий.
Обзор основных ошибок начинающих
Как правильно варить сваркой – разобрались. По стандартам, основные ошибки делятся на 6 критериев:
По стандартам, основные ошибки делятся на 6 критериев:
- несоответствие размер и форм;
- наличие пустот и полостей;
- трещины;
- непроваренные участки;
- твердые включения;
- прочие дефекты.
Чтобы все получалось быстро и качественно, предлагаем ознакомиться с самыми распространенными ошибками сварки металла, которые совершают новички:
- Выбор неверной длины дуги – самая частая оплошность, которую допускают новички и не очень опытные мастера. При короткой длине поверхность сплавления получается неравномерной и слишком грубой. При этом шов получается не качественным из-за большого содержания шлаков. Когда дуга наоборот, длинная, сваривание получается неравномерным, с большим количеством разбрызгиваемых капель металла. Кроме этого, большое расстояние электрода и детали способствует нестабильности дуги, что провоцирует «пробелы» в шве.
- Неправильная скорость управления аппаратом. При быстром перемещении проводника получается неравномерный валик, который содержит много шлаков. Такая электросварка долго не продержится, так как считается, что деталь сваренна плохо из-за тонкости шва. При слишком медленном перемещении, валик получается толстым и громоздким.
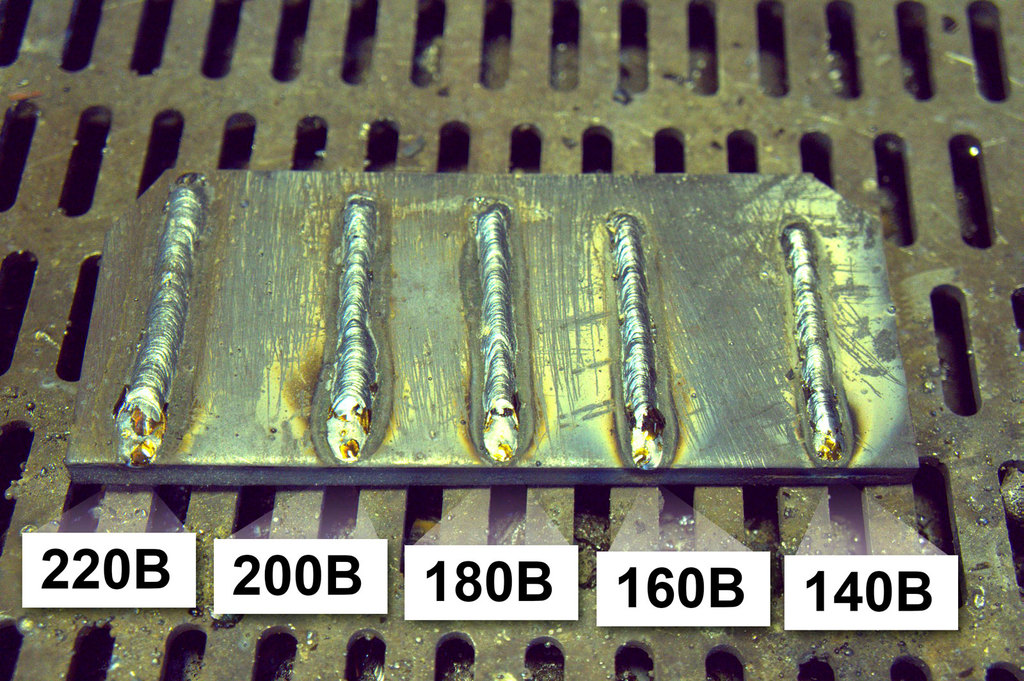
- Не так установленные настройки на аппарате. Важно установить ампераж, в соответствии с типом рабочего изделия и размером проводника. При низком ампераже дорога будет тонкой и неравномерной, что приводит в неполному сплавлению. Что касается чрезмерно высокого напряжения, то дорожка в итоге выходит плоская и плотная, содержащая большое количество шлака.
- Некачественная подготовка поверхности. Недостаточная очистка от остатков лакокрасочных изделий, масла, жира или пыли приводит к «пробелам» и неровностям дорожки. В результате полоса будет хлипкой, что в будущем приведет к деформации данного изделия.
- Наклон проводника также играет важную роль в создании плотного и надежного соединения. При сильном наклоне по отношению к горизонтали получается неравномерная дорожка с острыми чешуйками. Если же его поставить слишком прямо, то есть перпендикулярно, тогда чешуйки получаются слишком плотные и создают высокий валик с большим количеством шлака.
 Такая электросварка долго не продержится, так как считается, что деталь сваренна плохо из-за тонкости шва. При слишком медленном перемещении, валик получается толстым и громоздким.
Такая электросварка долго не продержится, так как считается, что деталь сваренна плохо из-за тонкости шва. При слишком медленном перемещении, валик получается толстым и громоздким.
Кроме описанных технических недочетов, часто результатом неудачного совмещения становится неисправный аппарат, несоответствие тока и материала, неправильно подготовленная рабочая поверхность и другие правила сварки, которые следует учитывать.
В завершении стоит отметить, что при электродуговой сварке электродом надо учитывать ряд критериев, от которых будет зависеть результат. Самое основное – это создание качественного и ровного шва. Для этого требуется знать, как правильно варить металл и гармонично сочетать несколько факторов:
- ампераж;
- тип электрода;
- наклон рабочего изделия;
- высота дуги;
- скорость перемещения аппаратом.
При полном соответствии всех критерий получится качественное неразъемное сплавление, которое прослужит долгие годы без поломок и деформаций.
Технология сварки – это та база, которую необходимо досконально изучить. К практике рекомендуется приступать тогда, когда начинающий мастер полностью ознакомится с теоретическим фундаментом. А зная, как правильно сваривать металл, на практике остается только отточить мастерство.
А зная, как правильно сваривать металл, на практике остается только отточить мастерство.
Как правильно варить сваркой электродами
Знание некоторых правил позволят понять, как правильно варить сваркой электродами и при этом не допускать недостатков.
В основании сварки металлов лежит получение (розжиг) электрической дуги. Ее розжиг происходит перед началом работы, при необходимости, например, при обрыве, ее разжигают снова.
Для того, что бы разжечь необходимо, коснуться концом электрода детали и быстро отвести его на некоторое расстояние. Если расстояние, на которое сварщик отвел электрод, составляет несколько миллиметров, то возникнет постоянно горящая дуга. Если он задержит электрод на детали, то произойдет прилипание, если расстояние будет больше необходимого, то дуга не загорится.
Кроме этого способа розжига дуги, можно использовать царапающие движения электродом по поверхности детали. Расстояние, на которое допустимо отводит электрод, составляет от 2 до 4 мм.
Расстояние, на которое допустимо отводит электрод, составляет от 2 до 4 мм.
После того, как сварщик получил устойчивую дугу, он должен несколько секунд удерживать электрод в начале будущего шва. Это необходимо для образования шва и начала оплавления заготовки. По мере расплавления электрода сварщик должен начать подачу электрода по направлению сварочной ванны. При этом, он должен выдерживать достаточную длину дуги. Ее можно определить по характерному звуку, и равномерному проходу капель расплавленного электрода через дугу.
При нарушении технологических требований сварочного процесса, образуются различные дефекты. То есть отклонения от требований нормативов, конструкторской документации. Дефекты, образовавшиеся в результате ошибок сварщика, снижают прочностные параметры и надежность соединений, полученных при помощи сварки. Такие нарушения приводят к частичному или полному разрушению изделия.
Классификация недостатков сварного шва
Недостатки сварки можно разделить на несколько групп:
- относящиеся к форме и размеру шва;
- относящиеся к внутренней структуры шва;
- деформация полученной конструкции.

Недостатки геометрии сварочных швов
Геометрические параметры сварных швов определены государственными стандартами, нормативами, техусловиями их в обязательном порядке их параметры указывают в рабочей документации (чертежах). К примеру, типы швов и как правильно варить сваркой электродами, определены в ГОСТ 5264-80.
При использовании электродов, чаще всего образуются следующие недостатки:
- неравномерность геометрических размеров;
- большая чешуйчатость;
- бугристость.
Возникновение недостатков обуславливается недостаточной подготовкой сварщика, нарушением требований технологической дисциплины, низким качеством, применяемых электродов.
Форма и размеры шва, сваренного с нарушениями, говорят о появлении таких недочетов, как наплывы, подрезы, прожогов и незавершенных кратеров в конце шва.
Сварка без брака
Как варить сваркой электродами и избежать недостатков шва? Для этого в первую очередь необходимо соблюдать элементарные правила. В частности, после розжига дуги, сварщик должен выдержать некоторое время, до того момента пока не начнется плавиться электрод и не начнет формироваться сварочная ванна. После этого, можно начать движение электрода в направлении создания шва. При этом задача сварщика поддерживать оптимальную длину дуги.
В частности, после розжига дуги, сварщик должен выдержать некоторое время, до того момента пока не начнется плавиться электрод и не начнет формироваться сварочная ванна. После этого, можно начать движение электрода в направлении создания шва. При этом задача сварщика поддерживать оптимальную длину дуги.
Определить правильность выбранного размера дуги можно по характерному резкому звуку, равномерности переноса капель расплавленного металла через разожженную дугу. Еще одним показателем правильности длины дуги считают малое количество разбрызгиваемого металла.
Влияние длины дуги на качество сварочных работ
Оптимальной для выполнения сварки, считается короткая дуга. Ее использование может гарантировать получения шва высокого качества. Все дело в том, что ее горение отличается устойчивостью, таким образом, капли расплавленного электрода, на хорошей скорости проходят расстояние от него до свариваемых поверхностей и тем самым меньше подвергаются воздействию атмосферного воздуха.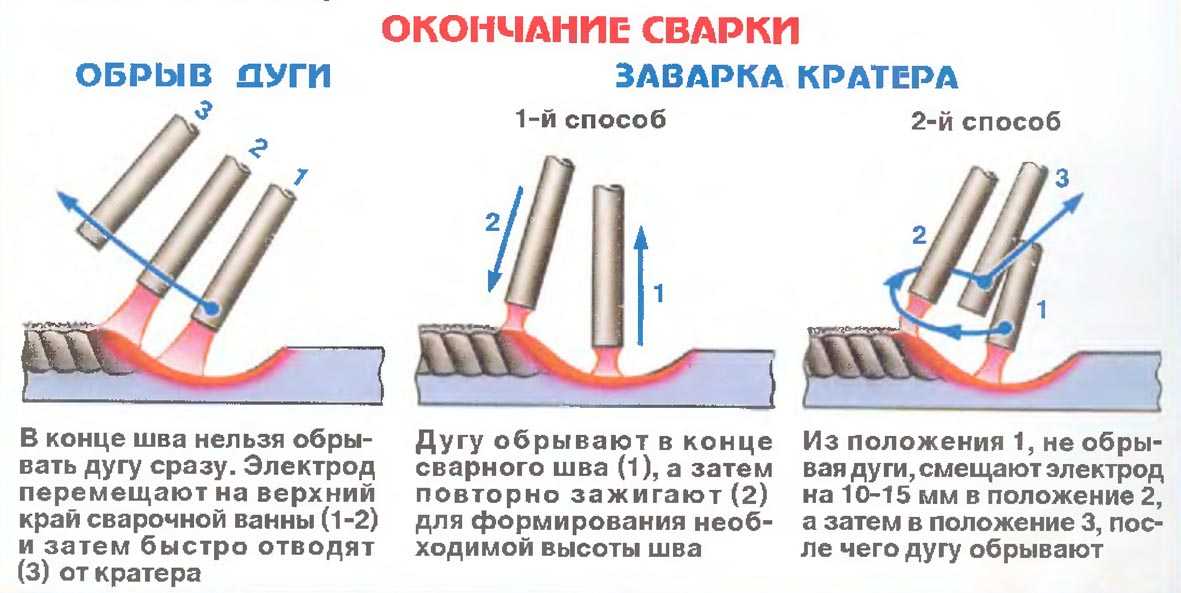
Вместе с тем, очень короткая дуга, может спровоцировать прилипание электрода к детали, что приводит к ее разрыву и в этом месте возможно образование дефектов.
Длинная дуга, отличается нестабильным горением, сопровождаемое шипящим звуком. Применение длиной дуги не дает требуемой глубины проплавления, капли расплавленного металла разлетаются по поверхности деталей. Сам металл, заливаемый в сварочную ванну, сильнее окисляется и насыщается азотом. Швы, получаемые при работе с длинной дугой, отличаются своей бесформенностью, а сам материал содержит в своем составе значительное количество примесей.
Как указывалось выше, причиной возникновения дефектов сварного шва являются нарушения технологической дисциплины. В частности, такой изъян как наплыв, может появиться из-за:
- неправильного выбора размера сварочного тока;
- применения длинной сварочной дуги;
- неудачное размещение электрода в пространстве, в частности, большой угол его наклона.
Неправильное движение электрода во время работы с угловыми швами, может привести к образованию подрезов. Они появляются вследствие того, что при перемещении электрода, произошло его смещение в сторону вертикально установленной заготовки. Таким образом, происходит ее слишком сильный нагрев и усиленное стекание расплава на горизонтальную деталь. Кроме этого, неправильно подобранный режим сварки может так же привести к появлению этого недочета. Образование этого дефекта, в результате может послужить причиной разрушения собранного изделия.
Они появляются вследствие того, что при перемещении электрода, произошло его смещение в сторону вертикально установленной заготовки. Таким образом, происходит ее слишком сильный нагрев и усиленное стекание расплава на горизонтальную деталь. Кроме этого, неправильно подобранный режим сварки может так же привести к появлению этого недочета. Образование этого дефекта, в результате может послужить причиной разрушения собранного изделия.
Правильное движение электрода
После того, как осуществлен розжиг дуги, необходимо отвести электрод от поверхности свариваемой детали на расстояние от 2 до 4 мм. И после выдерживания паузы в пару секунд, сварщик может начинать движение электрода и тем самым формировать сварной шов.
Как правило, сварщик должен обеспечить следующие типы перемещения инструмента (электрода).
По оси электрода, по направлению к сварочной ванне. Важно обеспечить постоянную и стабильную длину дуги. Это достигается тем, что скорость движения сварочного инструмента, должна быть сопоставима со скоростью его плавления.
Следующее перемещение должно быть направлено по лини образующегося шва, и скорость его движения определяется такими параметрами, как тип электрода, размера заданного тока, вида сварного соединения и еще ряда некоторых, например, марки металла.
И наконец, сварщик должен обеспечить движение электрода, поперек, линии шва, для образования, так называемого валика. Он может быть ниточный, то есть его размер не должен превышать 1,5 диаметра используемого сварочного инструмента или уширенный. Его размер определяется технической документацией.
Высокая скорость перемещения держателя с инструментом, приводит к тому, что валик получается неровный, а небольшая скорость, приводит к слишком большой выпуклости и образованию наплывов по краю шва.
Так или иначе, получение швов потолочных, вертикальных проходит по схожей методике, отличия могут быть в настройке сварочного аппарата, длины сварочной дуги и положения сварочного инструмента в пространстве.
 8px;width: 550px;” border=”1″ cellpadding=”1″ cellspacing=”1″>
8px;width: 550px;” border=”1″ cellpadding=”1″ cellspacing=”1″>Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7(499)403 39 91
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте themechanic.ru
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (495) 128 22 34
zakaz@themechanic. ru
ru
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
themechanic.ru
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (495) 128 22 34
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
themechanic.ru
Как выполнять сварку с использованием целлюлозных электродов — Baker’s Gas & Welding Supplies, Inc.
Делиться:Ed
Целлюлозные электроды представляют собой покрытые электроды, покрытие которых состоит из большого количества целлюлозы. Эти типы электродов используются в основном для электродуговой сварки металлическим электродом и являются фаворитами среди сварщиков из-за их высокого уровня проплавления, точности, высокой износостойкости и длительного срока службы. Когда обрабатываемая деталь требует, чтобы механические свойства свариваемого материала имели первостепенное значение, рекомендуется использовать целлюлозные электроды. Целлюлозные электроды можно использовать для сварки в любом положении, и они очень просты в использовании, когда требуется сварка вертикально вниз.
Целлюлозные электроды можно использовать для сварки в любом положении, и они очень просты в использовании, когда требуется сварка вертикально вниз.
Чтобы начать сварку целлюлозными электродами, вы должны начать так же, как и с любым другим электродом. Включите источник электропитания, который питает ваш сварочный аппарат. Как только это будет сделано, электрическая дуга будет создаваться всякий раз, когда электрод вступает в контакт с любой заземленной металлической поверхностью. Затем вам нужно будет вставить целлюлозный электрод в электрододержатель и расположить целлюлозный электрод немного выше металла, который вы собираетесь сваривать.
После того, как вы успешно вставили целлюлозный электрод в держатель, вам нужно повернуть электрод вниз поворотом запястья. Это действие приведет к тому, что целлюлозный электрод поцарапает свариваемый металл. Теперь слегка приподнимите электрод над металлом, создав дугу. На этом этапе вам нужно будет отрегулировать угол электрода так, чтобы он составлял от 12 до 20 градусов от вертикального положения, и позволить целлюлозному электроду образовать расплавленную ванну на металле.
Чтобы двигать электродом после начала сварки, двигайте всем телом, а не только запястьем. Неспособность двигаться всем телом во время сварки приведет к тому, что вам придется постоянно менять угол сварки. Чтобы сохранить прямой угол во время сварки, не забывайте двигаться во время сварки не только запястьем и рукой. Во время этого процесса, когда обратная сторона расплавленной ванны остывает, на готовом сварном шве образуются ряби.
Как и при любом методе сварки, независимо от того, какой тип электрода используется, для вашей безопасности необходимо всегда носить надлежащее защитное снаряжение. Это включает в себя ношение сварочного шлема, соответствующей обуви и сварочных перчаток. Это защитное снаряжение поможет защитить вас от случайных искр, вызванных сваркой, которые могут попасть на вашу одежду. Независимо от того, насколько малым и быстрым, по вашему мнению, должен быть сварной шов, всегда остается вероятность непредвиденных обстоятельств.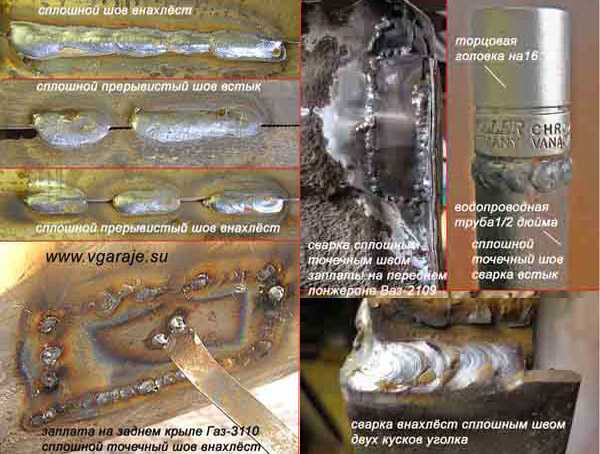
Подано в: угол, дуга, целлюлозные электроды, электрод, Учиться, дуговая сварка металлом, сварка, сварщики, сварка, сварочный аппарат
Делиться: Предыдущая статья Ограниченная серия ESAB “United Weld” Sentinel A50
ВВЕДЕНИЕ Цель этого руководства — помочь в идентификации и выборе этих электродов. Цель этого руководства — помочь в идентификации и выборе этих электродов.ИДЕНТИФИКАЦИЯ ЭЛЕКТРОДОВЭлектрод диаметром 1/8 дюйма. Буква «E» означает электрод для дуговой сварки. Первые 3 цифры 5-значного числа обозначают минимальную прочность на растяжение (в тысячах фунтов на квадратный дюйм) сварного шва, который будет производить стержень без напряжения. Примеры: E60xx будет иметь прочность на растяжение 60 000 psi E110XX будет 110 000 psi Предпоследняя цифра указывает положение, в котором можно использовать электрод.
Последнее две цифры вместе указывают тип покрытия электрода и сварочный ток, с которым может использоваться электрод. ЭЛЕКТРОДЫ И ТОКИ, ИСПОЛЬЗУЕМЫЕ
ТИПЫ ТОКА С обратным постоянным током (DC+ ИЛИ DCRP) проплавление сварного шва будет глубоким. Прямой шов постоянного тока (DC- OR DCSP) обеспечивает более быстрое расплавление и скорость наплавки. Сварной шов будет иметь средний провар. С обратным постоянным током (DC+ ИЛИ DCRP) проплавление сварного шва будет глубоким. Прямой шов постоянного тока (DC- OR DCSP) обеспечивает более быстрое расплавление и скорость наплавки. Сварной шов будет иметь средний провар. Переменный ток меняет свою полярность 120 раз в секунду и не может быть изменен, как постоянный ток. РАЗМЕР ЭЛЕКТРОДА И ИСПОЛЬЗУЕМЫЙ ТОКСледующее ниже будет служить основным руководством по диапазону силы тока, который можно использовать для электродов разного размера. Обратите внимание, что эти номинальные значения могут различаться у разных производителей электродов для стержня одного размера. Также тип покрытия на электроде может влиять на диапазон силы тока. Если возможно, проверьте информацию производителя электрода, который вы будете использовать, чтобы узнать о рекомендуемых настройках силы тока. Таблица электродов
Примечание! Чем толще свариваемый материал, тем выше необходимая сила тока и тем больше электрод. НЕКОТОРЫЕ ТИПЫ ЭЛЕКТРОДОВВ этом разделе кратко описаны четыре электрода, которые обычно используются для ремонтной и ремонтной сварки низкоуглеродистой стали. Есть много других электродов, доступных для сварки других видов металлов. Уточните у местного дилера сварочных материалов электрод, который следует использовать для свариваемого металла. E6010 Этот электрод используется для сварки во всех положениях с использованием DCRP. Он обеспечивает глубокий проникающий сварной шов и хорошо работает на грязных, ржавых или окрашенных металлах E6011 Этот электрод имеет те же характеристики, что и E6010, но может использоваться с переменным и постоянным током. E6013 Этот электрод можно использовать с переменным и постоянным током. Он позволяет получить сварной шов средней глубины с превосходным внешним видом сварного шва. E7018 Этот электрод известен как электрод с низким содержанием водорода и может использоваться с переменным или постоянным током. |
 Например, прямой постоянный ток, (постоянный ток -) обратный постоянный ток (постоянный ток +) или переменный ток
Например, прямой постоянный ток, (постоянный ток -) обратный постоянный ток (постоянный ток +) или переменный ток 
