Как правильно варить трубы отопления электросваркой: выбор электродов и несколько советов
alexxlab | 01.05.1986 | 0 | Разное
Как варить трубы отопления электросваркой: технология
Главная » Сварка » Можно ли варить трубы отопления электросваркой и как это сделать
Содержание
- Подготовка поверхности
- Разновидности сварных швов и соединений
- Разновидности электродов
- Выбор сварочного аппарата
- Технология проведения работ
- Как сварить пластиковые трубы
- Возможные ошибки в процессе
Каждый хозяин загородного дома и дачи должен уметь обращаться со сварочным аппаратом и работать с металлом. Это устройство требуется для всех ремонтных и монтажных работ, где присутствуют металлические трубы. Оно помогает сделать соединение герметичным. Советы специалистов помогут разобраться новичкам, как варить трубы отопления электросваркой правильно.
Работа с электросваркойПодготовка поверхности
Перед тем как варить трубы электросваркой, нужно подготовить их к процессу соединения. Последовательность подготовки поверхности:
- Трубы должны соответствовать всем параметрам, которые указанны в проекте.
 По всей длине они должны иметь равномерную толщину стенок, а срез должен быть круглым.
По всей длине они должны иметь равномерную толщину стенок, а срез должен быть круглым. - Трубу подрезают под углом в 90° и на расстоянии в 1 см от среза зачищают до блеска.
- Затем срез обезжиривают. Для этого удаляют все масляные подтеки и счищают ржавчину. Если есть краска, то ее снимают.
При необходимости торец дополнительно обрабатывают. Кромка среза трубы должна иметь угол раскрытия в 65° с величиной притупления до 0,2 см. Такой срез поможет качественно соединить изделия.
Разновидности сварных швов и соединений
Сварку стальных труб производят сварочным аппаратом методом плавления. Сварочный аппарат из переменного тока образует постоянный и посредством электрической дуги нагревает локальный участок изделия до нужной температуры. Формирование электрической дуги происходит на металлическом стержне (электроде). Там где работает дуга, образуется специальная атмосфера, которая при плавлении металла не позволяет ему окисляться. Благодаря качественному сварному шву протечки полностью исключены, т.
Есть много способов наложения швов. Какой способ выбрать, это зависит от толщины труб и материала, из которого они изготовлены. Основные типы швов:
- в тавр;
- встык;
- внахлест;
- угловые.
Также важно учитывать расположение труб по отношению друг к другу:
- Нижний шов. Во время сварочных работ электрод располагают над соединяемыми элементами. При таком способе сварщику хорошо видны все свариваемые участки, поэтому данный метод является самым удобным.
- Потолочный шов. Электрод располагают под свариваемым элементом. При этом оператор поднимает руку вверх и держит над головой, поэтому этот способ применяют только во время ремонта или при замене деформированного участка трубы. При обустройстве новой системы его не используют.
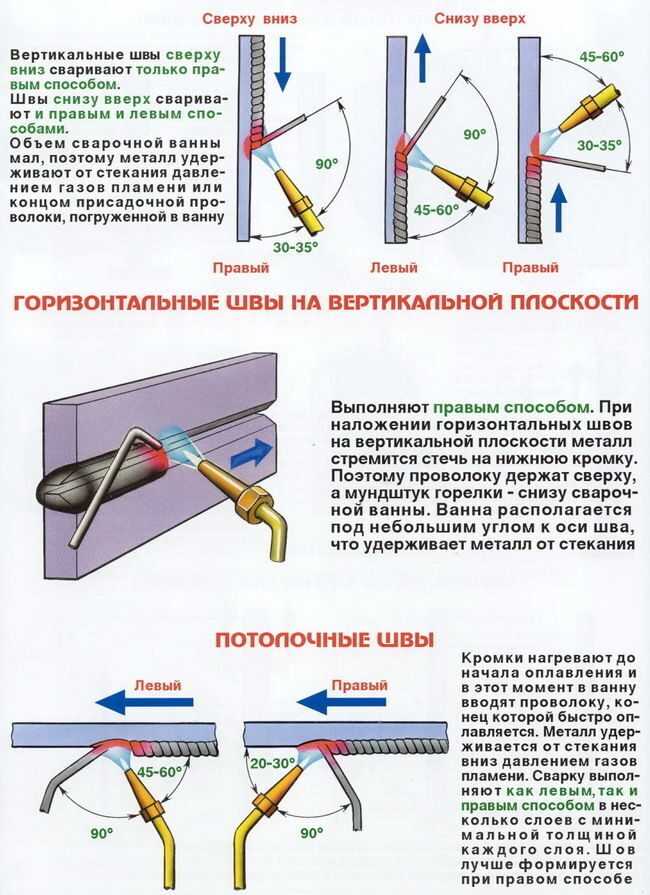
- Вертикальный шов. Такой способ соединения применяют, если 2 трубы располагаются горизонтально. Сварщик проводит электродом движения вверх и вниз и снизу вверх (в вертикальном направлении).

- Горизонтальный шов. Часто горизонтальными соединениями делают монтаж отопительных и водопроводных систем. При этом две трубы находятся в вертикальном положении.
Разновидности электродов
Электрод — тонкий металлический стержень, который покрыт специальным составом. Он защищает металл от возникновения коррозийного налета и от него зависит, каким получится сварочный шов. Чтобы разобраться, какими электродами варить трубы, нужно рассмотреть свойства каждого из них. Главные параметры, по которым классифицируют электроды — это вид покрытия и тип сердцевины. Изделия бывают с плавящей и неплавящей сердцевиной.
- Для изготовления плавящей сердцевины используют сварочную проволоку с разным диаметром, который подбирают в зависимости от вида работ.
- Для изготовления неплавящей сердцевины используют вольфарм, графит или электротехнический уголь.
Электроды покрывают целлюлозным, рутиловым, рутилово-кислотным или рутилово-целлюлозным покрытием.
Выбор сварочного аппарата
Сварочные аппараты бывают трех типов. Какой из них выбрать, это зависит от метода сварки и обрабатываемого материала. Виды устройств:
- Понижающие сварочные трансформаторы. Это надежное устройство, которое применяют для сварки углеродистой стали. Качество шва — среднее.
- Сварочные выпрямители. Подходят для углеродистого и алюминиевого материала, а также для нержавейки. Качество шва — высокое.
- Сварочные инверторы. Универсальное устройство, которое подходит для любого материала.
Нельзя при сварке труб отопления электросваркой использовать испорченное оборудование. Поэтому перед началом работ аппаратуру тщательно проверяют.
Технология проведения работ
Вначале необходимо подготовить рабочее место и средства защиты. Чтобы разобраться, как правильно варить трубы отопления, нужно попрактиковаться на отдельном куске металла. Для этого понадобится толстая труба и универсальный электрод диаметром от 3 мм и выше, т. к. с ним легче учиться делать швы. Процесс работы:
к. с ним легче учиться делать швы. Процесс работы:
- На одном сварочном кабеле есть держатель. В него вставляют электрод, затем подключают кабели.
- Аппарат имеет 2 кабеля и 2 выхода тока с положительной и отрицательной полярностью. Конец одного кабеля оснащен зажимом, который подключается к детали, конец второго — это держатель для электрода. Полярность выбирают в зависимости от вида работ. Наилучший прогрев металла происходит с прямой полярностью.
- Зажечь дугу можно 2 способами. Для этого кончиком электрода постукивают несколько раз по детали или проводят вдоль шва (чириканьем).
- Какого типа получится сварной шов на трубе, зависит от наклона электрода. Основной наклон составляет 30-60°. Чтобы сделать глубокий прогрев металла, наклон электрода делают «углом назад». При этом ванна и расплавленный металл поступают за электродом. Если требуется поверхностный прогрев, тогда угол наклона меняют в противоположную сторону.
Как сварить пластиковые трубы
Сварка пластиковых труб проходит по особой технологии, т. к. из-за высокой температуры внутри них часто образовываются наплывы. Поэтому выполнять сварочные работы нужно аккуратно. Но если температура будет слишком низкой, то детали не зафиксируются. Порядок работ:
- Сварочный аппарат устанавливают на подставку и разогревают до 260° C.
- В насадку для сварки вставляют конец пластиковой трубы и подходящего диаметра фитинг таким образом, чтобы они располагались в одной плоскости.
- Если труба толстая, то уровень температуры увеличивают. Когда детали прогреются, их достают из устройства и соединяют.
Когда шов застынет, трубу проверяют на наличие протечек. Спайку изделий с большим диаметром (свыше 63 мм) проводят стык в стык. Срез торцовых труб расплавляют и соединяют, при этом сильно надавливая друг на друга. При муфтовой и раструбной спайке используют ручные приборы. Они оснащены центрирующим элементом и насадками, которые удерживают заготовки. Все детали трубопровода загоняют в разогретый сварочный аппарат и делают спайку. Чтобы детали соединились, всю работу проводят быстро.
Они оснащены центрирующим элементом и насадками, которые удерживают заготовки. Все детали трубопровода загоняют в разогретый сварочный аппарат и делают спайку. Чтобы детали соединились, всю работу проводят быстро.
Возможные ошибки в процессе
Качество готового изделия может стать низким из-за дефекта сварного шва. Дефект может находиться внутри или снаружи изделия, а также быть сквозным. Причины, из-за которых он возникает во время сварки металлических труб отопления и других изделий:
- из-за дешевого материала низкого качества;
- из-за некачественного оборудования;
- когда нарушается технологический процесс работы;
- из-за неопытности сварщика.
Иногда сварщики делают усиление шва до 4 мм. Из-за такой ошибки он становится хрупким. Высота усиления не должна превышать 2 мм, тогда шов будет иметь максимальную прочность.
Сварка металлических труб отопления | Шадринский электродный завод
Сварка труб отопления является одним из самых востребованных и распространённых способов использующихся для объединения теплоисточника с теплопроводом и отопительными приборами (батареями) в единую систему.
Использование сварки позволяет обеспечить высокий уровень прочности и долгий период работы отопительной системы.
Наиболее популярным методом сварки тепловых сетей, является ручная электродуговая сварка. Значительно реже используется полуавтоматическая и автоматическая газовая сварка. РДС выполняется определенными видами электродов, которые могут обеспечить требуемые характеристики металла шва. Особенности состава и требования к свойствам сварочных электродов регулируются ГОСТом и ТУ.
Сварка труб отопления, при наличии необходимого оборудования и базовых навыков, может выполняться своими руками. Если же опыт сварки отсутствует, лучше обратится за помощью к специалисту сварщику.
Что необходимо для сварки труб отопления?
Для установки стальных труб необходимы следующие инструменты:
– сварочный аппарат – в качестве источника тока;
– болгарка или резак – для резки труб;
– защитная маска, костюм и перчатки – для обеспечения безопасности процесса сварки и здоровья сварщика;
– электроды – для выполнения сварочных работ;
– молоток – используется для удаления шлака.
Также нужны будут средства для зачистки и обезжиривания стальных поверхностей.
Подготовка поверхности
Перед началом выполнения сварочных работ, нужно подготовить свариваемые поверхности. Чтобы исключить появление дефектов в сварочном шве, места стыковки трубных элементов должны быть тщательно зачищены (до металлического блеска) и обезжирены. Деформированные участки необходимо выправить или отрезать болгаркой.
Угол раскрытия кромки у подготовленных трубных стыков, должен быть около 65 градусов. Торцевая плоскость реза должна располагаться исключительно под углом 90 градусов к оси изделия. Величина притупления составляет около 2 мм.
Трубы отопления большого диаметра свариваются после их торцевания с помощью особой техники. Размеры стыков должны соответствовать установленным ГОСТом требованиям к толщине изделий, химическому составу и механическим свойствам.
Важным фактором, влияющим на эффективность работ, является выбор сварочных электродов.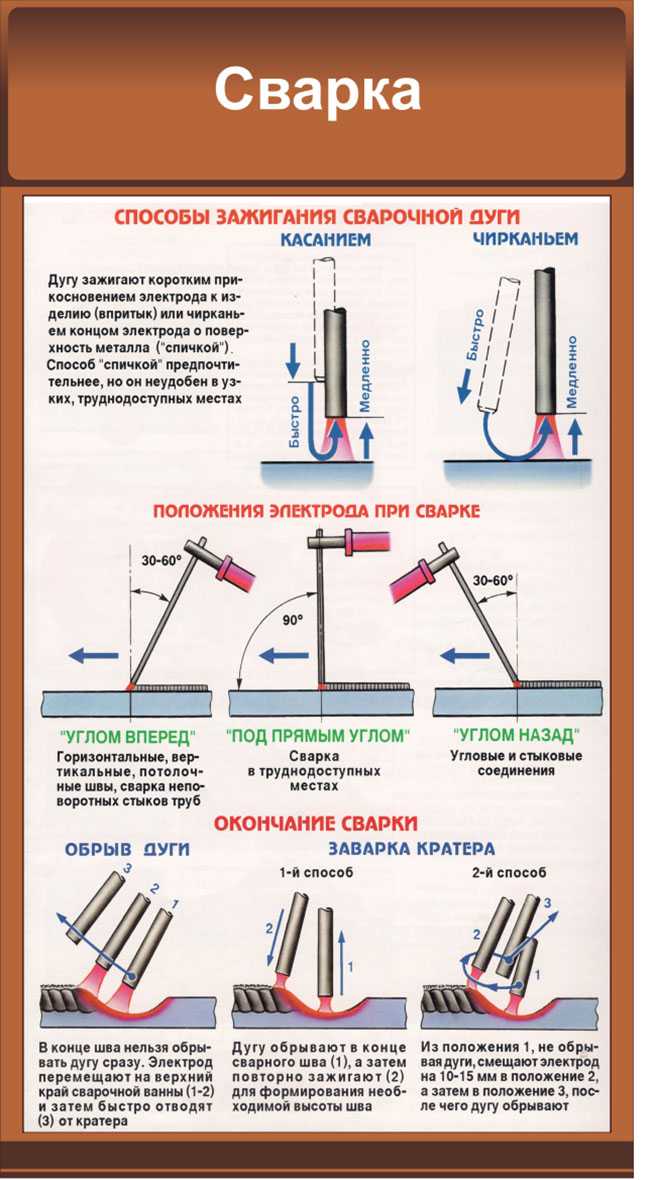
Электроды для сварки труб отопления
Качество сварного шва зависит от выбранного электрода.
Существует два основных вида электродов: плавящиеся и неплавящиеся. Они отличаются материалом стержня. Сердцевиной неплавящихся электродов могут быть графит, вольфрам или уголь. Основанием плавящихся электродов является сварочная проволока, химический состав которой зависит от конкретной марки изделия. Как правило, плавящиеся электроды имеют диаметр от 2 до 5 мм, но могут встречаться и больших диаметров.
Электрод состоит из металлического стержня, покрытого специальным составом. Сердцевина электрода обеспечивает прохождение тока для создания электрической дуги, а покрытие служит для защиты сварочной ванны от внешних факторов окружающей среды и поддержания стабильности горения дуги.
Согласно ГОСТ 9466-75 существует несколько типов покрытия:
– кислое (А) – преимущество обмазки кислого типа – низкая вероятность, что в области шва образуются поры;
– основное (Б) – универсальное покрытие, которое обеспечивает получение качественного соединения с высокой стойкостью к образованию трещин в широком диапазоне температур;
– рутиловое (Р) – используются в основном для прихваток и угловых швов. Обеспечивают легкое отделение шлаковой корки и зажигание дуги. Металл шва имеет привлекательный внешний вид;
Обеспечивают легкое отделение шлаковой корки и зажигание дуги. Металл шва имеет привлекательный внешний вид;
– целлюлозное (Ц) – применяется для вертикальных и кольцевых швов при сварке изделий и конструкций большого диаметра на протяженных технологических магистралях;
– кисло-рутиловое (АР) – самый популярный тип электродов, использующихся для сварки труб отопления и водоснабжения. Обеспечивает получение качественного шва и легкое удаление шлака;
– рутилово-целлюлозное (РЦ) – применяются для формирования вертикальных соединений (шов – сверху вниз).
Важной характеристикой при выборе электрода, является диаметр стержня. Чем больше диаметр, тем большую глубину металла способен проплавить электрод.
Для соединения труб толщиной до 5 мм рекомендуются электроды диаметром 3 мм.
Для сварки труб толщиной до 10 мм можно использовать электроды диаметром 4 мм. Эти электроды позволяют производить сварку в несколько слоев.
Кроме вышеперечисленных характеристик на качественное выполнение сварки влияет сила тока, зависящая от способа соединения труб, марки и диаметра сварочного электрода. Рекомендуемые значения сварочного тока, как правило, указаны на упаковке электродов.
Марки электродов подходящие для сварки труб отопления: МР-3, УОНИ-13/45, GOODEL-ОК46, АНО-21, ОЗС-4.
Технологии выполнения сварочных работ
Соблюдение технологии сварочных работ позволит получить надежный и качественный шов. При подготовке труб к соединению необходимо удалить или выправить деформированные концы. Срез трубы должен быть строго под прямым углом. Затем выполнить очистку всех свариваемых элементов от грязи, краски и пыли с помощью наждачной бумаги и обезжирить.
На технику выполнения влияют диаметр, толщина и форма сечения свариваемых элементов. Для сварки трубопроката толщиной менее 6 мм необходимо нанесение двухслойного шва. Для толщины 6-12 мм шов наносится в 3 слоя. При толщине свыше 12 мм – в 4 слоя. Сварка круглых труб выполняется по окружности без отрыва электрода от изделия, пока элементы не будут сварены. Швы наносятся поочередно. Перед нанесением второго и последующих слоев шва необходимо дать предыдущему остыть. После завершения каждого прохода и остывания поверхности, шлаковая корка удаляется легкими ударами молотка. Это обеспечивает получение красивого и прочного шва.
При толщине свыше 12 мм – в 4 слоя. Сварка круглых труб выполняется по окружности без отрыва электрода от изделия, пока элементы не будут сварены. Швы наносятся поочередно. Перед нанесением второго и последующих слоев шва необходимо дать предыдущему остыть. После завершения каждого прохода и остывания поверхности, шлаковая корка удаляется легкими ударами молотка. Это обеспечивает получение красивого и прочного шва.
Нанесение первого слоя требует особого внимания. Как правило, для него используется метод ступенчатой наплавки, разбитие на участки с помощью прихваток и дальнейшее соединение остальных участков. Остальные швы наносятся сплошным методом под углом около 70 градусов и совершением колебательных движений электродом. Следующий слой нужно начинать варить со смещением примерно на 30 мм от начала предыдущего. Последний слой необходимо наносить с плавным переходом к основному металлу. Он должен быть ровным и гладким.
Надежность и герметичность сваренного соединения можно проверить, запустив воду или газ по трубе. Если в месте сварного шва не обнаружатся протечки, значит шов выполнен качественно.
Если в месте сварного шва не обнаружатся протечки, значит шов выполнен качественно.
Техника безопасности
Чтобы избежать ожогов кожи и сетчатки глаз необходимо использовать защитную экипировку: маску, краги и костюм. Для защиты от удара током можно использовать резиновый коврик или галоши, а также заземлить сварочный аппарат.
как варить отопление электросваркой в труднодоступных местах, как сварить пластиковые и металлические трубы, сварной шов
Содержание:
Пластиковые трубы
Металлические трубы
Сварка трубопровода в рабочем состоянии
Видео
Чтобы система отопления была максимально надежной и функциональной, проводят сварку труб отопления. В зависимости от того, из каких именно труб организовывается контур, технология сварочных работ может отличаться.
Пластиковые трубы
Для стыковки между собой полипропиленовых деталей обычно применяют один из двух способов, чем лучше варить трубы отопления:
- Раструбная сварка.
 Осуществляется погружением одного конца трубы в другой.
Осуществляется погружением одного конца трубы в другой. - Муфтовая сварка. Применяется промежуточный элемент — муфта.
Для коммутации комплектующих из полипропилена используется диффузионная сварка. В процессе ее реализации происходит нагревание отдельных узлов контура с помощью специального паяльника мощностью 1500 В. Подобные приборы работают от обычной сети 220 В. В среднем на нагревание уходит не более 5 с. Характеристики полипропилена таковы, что его плавление начинается при температуре +27 градусов. Нужную температуру нагревания можно выставить на регуляторе температуры.
Процесс сваривания полипропилена в разные времена года имеет свои отличия. Если процедура проводится зимой в условиях улицы, продолжительность нагревания несколько увеличивают. Такой же принцип справедлив при работе с трубами большого диаметра: как правило, их нужно разогревать в течении 30 с. Специальная насадка на приборе обеспечивает одновременный разогрев всех поверхностей, которые будут стыковаться (имеется в виду труба и муфта). По ходу повышения температуры на деталях появляются «отбортовки».
По ходу повышения температуры на деталях появляются «отбортовки».
По достижению нужной температуры элементы нужно извлечь с насадок и состыковать вместе, соблюдая равномерность нажатия с обеих сторон. Отдельные части после стыковки в разогретом состоянии запрещается сдвигать или крутить, иначе шов потеряет свою прочность. Чтобы соединение имело достаточную крепость, детали в соединенном состоянии нужно выдержать не менее 30 с. Признаком излишнего нагревания поверхности труб является приобретение ею коричневого цвета.
Металлические трубы
Для соединения комплектующих системы отопления из металла применяется метод электрической сварки. Перед тем, как варить трубы отопления, необходимо обзавестись металлическими электродами. Они проводят электрический ток и играют роль «присадки» для заполнения сварочного шва. Приступая к соединению, отдельные отрезки труб чистят от песка, грязи и мусора. Все замеченные при этом деформированные концы необходимо выровнять или обрезать. Для реализации дуговой сварки края деталей зачищают на ширину не менее 10 мм. Для коммутации труб по окружности необходимо наблюдать непрерывный режим. Чтобы сварить трубы отопления электросваркой, как правило, применяется разное число слоев.
Для реализации дуговой сварки края деталей зачищают на ширину не менее 10 мм. Для коммутации труб по окружности необходимо наблюдать непрерывный режим. Чтобы сварить трубы отопления электросваркой, как правило, применяется разное число слоев.
Это напрямую зависит от того, какую толщину имеют стенки труб отопления:
- 2 слоя – при толщине не более 6 мм.
- 3 слоя — 6-12 мм.
- 4 слоя — более 12 мм.
С каждого уложенного слоя перед укладкой следующего нужно убрать шлак. Стартовый слой укладывают методом ступенчатой наплавки. В дальнейшем применяется сплошная наплавка размягченного металла. По ходу соединения необходимо распределить ступенчатую наплавку на несколько промежутков, применив метод «через один».
Особенно важна при организации отопительного контура укладка первого слоя. Если будет допущен брак, такой участок устраняется и накладывается заново. Осуществляя накладку последующих слоев сварки, необходимо равномерно поворачивать трубу по своей оси. При реализации каждого последующего слоя делают небольшие смещения на 1,5-3 см от начала предыдущего. Завершающая наплавка должна состыковаться с основной поверхностью, и быть гладкой и ровной.
Осуществляя накладку последующих слоев сварки, необходимо равномерно поворачивать трубу по своей оси. При реализации каждого последующего слоя делают небольшие смещения на 1,5-3 см от начала предыдущего. Завершающая наплавка должна состыковаться с основной поверхностью, и быть гладкой и ровной.
Сварка трубопровода в рабочем состоянии
Что соединить трубы под давлением, приходится столкнуться с вопросом, как варить отопление электросваркой в труднодоступных местах. Это объясняется частым расположением трубопровода в узких нишах или вплотную к стенам.
Чтобы реализовать сварочные работы, вырезают отверстие для сварки внутри трубы. После этого провариваются остальная часть. Начинать работу лучше всего от центральной части нижней поверхности трубы. для получения качественного шва электрод позиционируют под углом 90 градусов. Вертикальные швы накладывают в другом положении электрода (под углом вверх): для этих целей нередко используется точечная сварка.
Как правильно сварить трубу для отопления?
0
Опубликовано: 27.04.2017
Осуществить врезку в трубу отопления без использования сварки вполне возможно, однако исполнить это самостоятельно без применения специального оборудования не получится. Поэтому для подключения к магистральной отопительной системе тоже нужно будет использовать сварку. Для того чтобы качественно сваривать между собой металлические элементы разного рода, необходимо разобраться, что же именно представляет собой сварка.
Принцип данной технологии заключается в следующем: металлическая заготовка под воздействием высокой силы тока и определенного напряжения начинает расплавляться и состыковывается с аналогичным краем другой заготовки. Изделия начинают проникать друг в друга, их частицы пересекаются между собой на молекулярном уровне. Во многом за счет этого электросварку металлических труб отопления принято считать одной из наиболее надежных технологий, которая позволяет обеспечить очень высокий уровень прочности соединения.
Оглавление:
- Разновидности электродов
- Подготовка поверхности
- Технология проведения работ
- Выбор сварочного аппарата
Разновидности электродов
Электросварочный электрод является металлическим стержнем определенного диаметра, который обладает специальным покрытием для проведения сварных работ. Толщина данного расходника бывает различной – этот показатель следует выбирать в зависимости от того, металл какой толщины планируется соединять. Обмазка электрода предназначена для дополнительной защиты стальных элементов и сварной ванны от непосредственного воздействия внешней среды. Более того, она помогает сделать горение дуги значительно лучше.
Обмазка электрода предназначена для дополнительной защиты стальных элементов и сварной ванны от непосредственного воздействия внешней среды. Более того, она помогает сделать горение дуги значительно лучше.
Перед непосредственной покупкой электродов желательно проконсультироваться у сварщиков или у соседей, которые периодически занимаются проведением сварных работ в домашних условиях, какими именно расходными материалами они пользуются. Сварка металлических труб отопления поддельными или низкокачественными электродами приведет к возникновению низкокачественного соединения, которое с течением времени начнет протекать. Нужно сказать, что надежные электроды дешево стоить не могут.
При изготовлении домашнего трубопровода с помощью электросварки желательно использовать электроды, диаметр которых составляет от 2 до 5 мм. Покрытие тоже играет немаловажную роль. Оно бывает разных видов:
- основное – является универсальным, способствует получению высококачественного соединения даже при использовании холодной сварки.
 В течение последующей эксплуатации швы практически никогда не растрескиваются, обладают великолепными показателями вязкости;
В течение последующей эксплуатации швы практически никогда не растрескиваются, обладают великолепными показателями вязкости; - выполненное на основе целлюлозы и рутила. Предназначено для формирования сложных соединений, в частности вертикального шва, идущего строго сверху вниз;
- рутиловое покрытие будет смотреться наиболее привлекательно. С поверхности соединения можно с легкостью удалить шлак, очень легко зажигается дуга. Подобные электроды, как правило, используются в процессе создания прихваток или для формирования угловых швов;
- покрытие на основе рутила и кислоты позволяет получить не только качественный шов, но и шлак, обладающий собственной структурой. После завершения сварки труб отопления электросваркой его будет очень легко удалить;
- целлюлозное покрытие идеально подходит для конструкций, отличающихся большим диаметром. Благодаря такому покрытию можно быстро и надежно сформировать не только вертикальный, но и кольцевой шов.
Подготовка поверхности
Перед тем как приступить к непосредственному выполнению работ, поверхность соединяемых элементов следует тщательно высушить и зачистить щеточкой для того, чтобы получить металлический блеск, счистить все следы коррозии и так далее. Если труба имеет деформированный участок, то его нужно удалить. Зачищают примерно по два сантиметра с каждого конца заготовки.
Чтобы понять, как правильно варить, необходимо учитывать, что разновидностей сварных соединений существует несколько:
- стыковое;
- внахлест;
- угловое;
- тавровое;
- крест-накрест.
Технология проведения работ
Прежде всего вставляют электрод в держатель и зажигают дугу, чиркая им по основному металлу. Благодаря этому становится возможной сварка труб отопления электросваркой. Если все было сделано правильно, получится соответствующая электрическая дуга, за счет которой и будет производиться расплавление металла. Электрод нужно держать на расстоянии около 5 мм от поверхности заготовок на участке, где их планируется соединить. Варить трубу электросваркой следует под определенным углом – порядка 70 градусов. Шов накладывают осторожно, колебательными движениями, только в этом случае продукция соединение элементов будет наиболее качественным.
Благодаря этому становится возможной сварка труб отопления электросваркой. Если все было сделано правильно, получится соответствующая электрическая дуга, за счет которой и будет производиться расплавление металла. Электрод нужно держать на расстоянии около 5 мм от поверхности заготовок на участке, где их планируется соединить. Варить трубу электросваркой следует под определенным углом – порядка 70 градусов. Шов накладывают осторожно, колебательными движениями, только в этом случае продукция соединение элементов будет наиболее качественным.
Можно проводить электродом по зигзагу серповидной траектории. В районе формирования дуги будет образовываться соответствующий валик. Когда соединение будет закончено или кончится электрод, надо дать стыку немного остыть, после чего сбить шлак с поверхности соединения. Вполне возможно, что нужно будет наложить несколько дополнительных швов. Главное, о чем следует помнить, – после каждого прохода требуется сбивать шлак.
Холодная сварка для труб отопления может использоваться даже в бытовых условиях начинающим сварщиком. Сам сварочный процесс начинается с формирования прихваток вне зависимости от типа соединения. Прихватки делают с помощью тех же электродов, которыми в дальнейшем будет образовываться весь шов. Если диаметр трубы не слишком большой, можно сделать всего две-три прихватки – они будут удерживать конструкцию в одном положении, не позволяя элементам смещаться относительно друг друга. В дальнейшем это значительно облегчит проведение работ.
Выбор сварочного аппарата
В последнее время наибольшей популярностью как в бытовых, так и в промышленных условиях пользуются инверторные сварочные аппараты. Они отличаются превосходным качеством, позволяют обеспечивать постоянное горение дуги и формирование надежной сварной ванны. В результате за счет использования данного аппарата можно получить наиболее качественное соединение.
Трансформаторные сварочные аппараты более громоздкие и не слишком надежные. Они создают довольно серьезную нагрузку на электрическую сеть, что в дальнейшем может стать причиной возникновения короткого замыкания. Из-за этого их нежелательно подключать к разного рода генераторам бензинового или дизельного типа.
Сергей Одинцов
tweet
Учебное пособие по сварке труб отопления
Сегодня для построения систем отопления используются разные методы – пайка полипропиленовых труб, фитиновое соединение металлопластиковых труб, резьбовое соединение труб из металла. Но, несмотря на использование новых технологий, металл по-прежнему остается востребованным, поэтому и применяется сварка труб отопления электросваркой. Для профессиональных сварщиков нет особой разницы, с каким материалом работать, а вот для тех, кто только решается попробовать себя в роли сварщика стоит внимательно изучить все тонкости работы в этой профессии.
Содержание
- 1 Сварка труб отопления: технология соединения металлических труб
- 1. 1 Сварка металлических труб отопления при помощи электросварки
- 1.2 Разновидности сварных швов и соединений труб
- 1.
- 2 Какими электродами лучше варить трубы отопления: металлы, оборудование, инструкции
- 2.1 Подготовка труб к электросварке
- 3 Описание процедуры сварки труб
Сварка труб отопления: технология соединения металлических труб
Нормальная работа системы отопления дома возможна при полной герметичности всех соединений. Достигнуть необходимого результата при постройке системы с использованием стальных труб способна сварка труб отопления. Используемые технологии сваривания металлов основаны на расплавлении небольшого участка труб и наложения поверх этого участка дополнительного слоя металла – сварного шва.
На сегодняшний момент широко используется две технологии сварки – сварка труб отопления электросваркой и соединение при помощи газосварки. Первая использует для работы электрический ток, во втором случае делается нагрев и расплавление металла при помощи пламени газовой горелки.
Сварка металлических труб отопления при помощи электросварки
Сварка металлических труб отопления при помощи электросварки осуществляется с помощью сварочного аппарата, подключаемого к электрической сети. В основе большинства таких устройств лежит принцип плавления металлического стержня электрода в среде защитных газов под действием электрического тока большой силы. Этот метод менее опасный, чем газосварка поскольку в работе не используется летучий огнеопасный газ и открытое пламя. С другой стороны, сварка отопления электросварочным методом требует наличия определенного опыта работы и знания основ сварочного дела.
Принцип соединения металлов электросваркой заключается в создании в месте стыка деталей электрической дуги, от которой происходит плавление металлического стержня электрода. После включения питания в аппарате происходит преобразование электрического тока высокого напряжения в ток низкого напряжения, но при этом возрастает сила тока. Когда электрод касается поверхности металла труб, возникает электрическая дуга. Под ее действием происходит розжиг металлического стержня электрода – его сердцевина начинает плавиться, а обмазка под действием высокой температуры гореть. Это пламя выжигает кислород в непосредственной близости электрической дуги, что позволяет создать сварочную ванну из расплавленного металла. Металл электрода, расплавляясь, плавит и края металла, создавая прочный металлический шов. Проводя электродом по месту соединения отрезков труб, постепенно формируется сварной шов. Спустя буквально 2-3 минуты после наложения шва металл в месте сварки остывает до 300-400 градусов, а через 15-20 минут до шва уже можно дотронуться рукой.
При кажущейся простоте технологии сварка труб отопления дело очень кропотливое, без достаточного опыта сделать нормальный шов очень трудно. Дело в том, что электрод касается металла только при розжиге дуги, в дальнейшем он отрывается от металла и держится на определенном расстоянии, так, чтобы металл электрода плавился в сварочной ванне – области жидкого металла. Кроме того, сварщик не проводит по месту соединения строго прямой шов, движение кончика электрода напоминает что-то похожее на урок каллиграфии, когда ученики в специальных тетрадях прописях пишут специальные упражнения – завитки, зигзаги, сложные и простые линии, напоминающие волны.
Использование такой техники и заключается секрет, как правильно варить трубы отопления ручной электросваркой.
Разновидности сварных швов и соединений труб
В теории сварки и резки металла при помощи электродуговой сварки используется несколько видов сварных соединений, различающихся между собой в зависимости от положения электрода.
Для начинающего сварщика достаточно знать три основных типов соединений деталей:
- Прямое
- Угловое;
- Внахлест.
Прямое соединение подразумевает расположение деталей друг против друга с минимальным зазором между ними. Кстати, как отмечают профессионалы, мастерство заключается не в том, чтобы соединить трубы с большим зазором, а как раз, чтобы соединить поверхности таким образом, чтобы между ними был минимальный зазор.
Угловая сварка подразумевает соединение деталей находящихся под углом друг к другу. Такое соединение встречается в месте врезки трубы меньшего диаметра в трубу большего. Здесь соединяемые поверхности находятся под углом друг к другу.
Сварка внахлест делается, когда детали накладываются друг на друга. Сварка металлических труб отопления делается с применением различных пространственных положений шва – горизонтального, вертикального, потолочного или нижнего.
Горизонтальное расположение имеет свиду нахождение свариваемого объекта в горизонтальной плоскости, при этом электрод двигается подобно острию карандаша на листе бумаги, который лежит на столе. Здесь все предельно просто.
С вертикальным швом намного сложнее – здесь электрод ведется не только вверх или вниз, но еще и вправо, и влево.
Самым сложным считается потолочный шов – здесь работа осуществляется с нижнего положения, сварщик находится под соединяемыми деталями. Правда, для таких типов работ существует и специальный инструмент – электрод, у которого при работе кончик напоминает кратер вулкана. Обмазка при сгорании образует чашу, в которой находится расплавленный металл, более того, он не выплескивается и не выпадает во время работы. Что касается приемов работы то стоит помнить, что в процессе соединения всех элементов сварка труб отопления проводится без их жесткой фиксации относительно основных конструкций дома, только в самом конце большие отрезки соединяются в единое целое, вот тогда и приходится варить в самых неудобных положениях. Поэтому предварительно трубы рекомендуется сваривать большими отрезками, чтобы сократить количество потолочных швов до минимума. Кроме того, можно аккуратно согнуть электрод, чтобы получить возможность дотянуться до самой дальней и неудобной точки.
Какими электродами лучше варить трубы отопления: металлы, оборудование, инструкции
Для начинающего электросварщика имеющего небольшой опыт работы важно на начальном этапе сделать два основных шага – правильно выбрать сварочный аппарат и также правильно подобрать к нему электроды. Почему важны именно эти моменты? Дело в том, что сварочные электрические аппараты имеют свои особенности. Для новичков лучше использовать инверторный сварочник постоянного тока. Это небольшой компактный прибор, устройство которого основано на полевых транзисторах, он выдает постоянный ток, который легко можно регулировать. Даже самый простой инвертор позволит новичку научиться держать дугу и правильно регулировать ток. Для более опытных мастеров можно попробовать поработать на аппарате переменного тока. Он мощнее, у него больше запас по мощности, а для сварки труб отопления это большой плюс. Но у него есть и минус – с ним сложно работать, для новичка трудно поймать дугу, нужен опыт, чтобы правильно выставить сопротивление резистора, да и по размерам это устройство намного больше бытового инвертора.
Что касается выбора электродов, то здесь стоит учитывать качества каждой марки, поскольку и диаметр стержня и марка оболочки сильно влияют на качество шва. Для работы используются:
- Марка С – электроды с целлюлозным покрытием. Основное назначение соединение ответственных швов на материале с большой толщиной металла;
- Марка RA – электроды рутилово-кислотные основной вид электродов для работы с металлическими трубами. Особенность этой марки заключается в быстром покрытии шва слоем шлака, который придется удалять.
- Марка RR – электроды для тонких и аккуратных работ. Марка позволяет получить почти ювелирный шов с небольшим слоем шлака, который легко снимается щеткой.
- Марка RC – рутилово-целлюлозные электроды универсального назначения. Они предназначены для сварки в любых положениях.
- Марка В – основные электроды универсального назначения для горизонтальных и вертикальных швов.
Кроме знания марки оболочки важно учитывать и толщину металла сердечника, и толщину металла свариваемых деталей.
Подготовка труб к электросварке
Также как и от оборудования и расходных материалов многое зависит от правильной подготовки самих труб для сварки. Для получения надежного и красивого шва необходимо выполнить ряд операций, облегчающих проведение дальнейших работ:
- Зачистка поверхности края трубы. 15-20 мм от среза трубы поверхность должна быть зачищена от ржавчины, лакокрасочного покрытия, масляных пятен;
- Необходимо доработать срез – он должен быть максимально ровным, так легче будет сочленить части трубы.
- При использовании толстостенных труб на соединяемых концах рекомендуется сделать фаску не меньше чем на половину толщины металла.
Сварка труб отопления проводится в несколько слоев, это зависит от толщины металла. Профессионалы рекомендуют:
- При толщине стенки до 6 мм наложить 2 слоя;
- При толщине больше 6 и до 12 мм рекомендуется снять фаску и сделать 3 слоя;
- При толщине стенки трубы больше 12 мм делается 4 сварных шва.
Профессионалы советуют при многослойном наложении швов первый шов накладывать методом ступенчатой наплавки – пройдя вперед 8-10 мм сделать обратный ход на 5-6 мм, после чего сделать снова участок длиной 8-10 мм.
При работе с большим диаметром труб делается сначала прихватка – в нескольких местах делается небольшой шов длиной 2-3 см, после чего делается сплошное сваривание стыка.
Важно помнить, что если будет сделана ошибка и обнаружится брак, то часть работы придется переделать. После прохождения полной длины окружности сварным швом делается отступ на 3-4 см и начинается наплавка второго слоя. Отступ необходим для того, чтобы исключить брак шва, в точке начала наплавки сразу нескольких слоев.
Описание процедуры сварки труб
Наглядно пояснить, как варить трубы отопления электросваркой рекомендуется на примере монтажа отрезка системы отопления состоящей из двух прямых и двух угловых элементов. Для ясности ситуации рекомендуется представить, что оба элемента в двух смежных комнатах, между которыми имеется отверстие для прокладки трубы.
Перед началом работ осуществляется подгонка всех элементов. При помощи болгарки выравниваются края отрезков. При помощи наждачного круга делается снятие фаски на ½ толщины металла трубы.
Для удобства работы сначала делается соединение угловых элементов с прямыми отрезками:
- Торцы элементов очищаются от ржавчины, пыли, масляных пятен.
- На ровной поверхности выкладывается отрезок и к нему стыкуется угловой элемент.
- В одной точке делается прихватка электродом на 4-5 мм. И мелом отмечается на наружной поверхности начало формирования шва.
- После того как прихватка остынет при помощи молотка несколькими ударами угловой элемент ставится на место. Дело в том, что наживляя детали, металл может повести, и элементы просто сдвинутся относительно друг друга. После остывания шва можно подкорректировать положение, максимально прижав элементы, друг к другу.
- После коррекции с противоположной стороны снова делается точечный шов. И снова проверяется положение деталей.
- После того как все элементы будут правильно расположены относительно друг друга, делается первый основной шов.
- После прохождения всей окружности дается время остыть шву, буквально через 2-3 минуты после окончания сваривания при помощи молотка делается отделение шлака и окалины от металла. Особенно тщательно осматриваются углубления и небольшие кратеры, именно в этих местах шлак может образовать отверстие в сварном шве.
- Если подозрительных мест не обнаружено от риски поставленной мелом отступается 2-4 см и начинается наплавка второго слоя. Движения в этом случае нужно делать зигзагообразные, чтобы наплавка закрывала справа и слева первый, основной шов.
- После того как будет сделано соединение обеих отрезков труб и угловых элементов делается установка их на место и соединение в одну конструкцию.
- При помощи подставок делается выравнивание отрезков. Подобно тому как наживлялись отрезки с уголками, делается наживка в 2- точках и этого шва.
- После того как будет проверена правильность установки делается наложение первого слоя напайки. При работе можно немного расширить отверстие в стене, чтобы уголковые элементы не мешали, а вся конструкция могла сделать полный оборот вокруг оси.
- Работа осуществляется небольшими отрезками с короткими перерывами для поворота конструкции.
- После наложения первого слоя делается очистка и проверка качества поверхности. Аналогично предыдущим соединениям делается напайка второго слоя сварного шва.
Несмотря на простоту операций в реальности многое зависит от опыта подобных работ. Профессионалы советуют в таких случаях не браться сразу за работу самому, а попросить опытного сварщика показать несколько приемов работы и внимательно понаблюдать за действиями наставника, такой урок может многому научить.
Как варить трубы: полезные советы для начинающих
Советы
Начиная сварочные работы водопровода своими руками, нужно прислушаться к советам и рекомендациям специалистов. Они помогут машинальные движения при сварке превратить в обдуманный процесс.
Если сварочные работы проводятся первый раз, то необходимо перед началом монтажа пластиковых труб немного потренироваться. После резки труб останутся ненужные куски, которые вполне подойдут для тренировки. Делать все нужно так, как при полноценном процессе.
Покупать материалы необходимо с небольшим запасом, так как их можно повредить еще до начала работ. Даже опытные специалисты не застрахованы от каких-либо форс-мажоров, что говорить о новичке. Поэтому пусть лучше какой-нибудь элемент останется после окончания работ.
Соединяя конструкции с небольшим диаметром, нужно следить, чтобы вследствие перегрева материала в середине не образовались наплывы. В этом случае проход может закупориться, и в системе произойдет прорыв воды. Поэтому перед запуском необходимо продуть водопроводные трубы воздухом.
Кроме этого, существует еще много случаев, когда несоблюдение правил может привести к подобным протеканиям или закупоркам в системе. Например, неправильное введение трубы в фитинг, то есть не до упора. В таком случае между стенками труб образуется зазор, и обычные нагрузки окажутся слишком большими, что может привести к протечке.
Также можно протестировать качество, надавив на трубу или на место соединения. Конструкция должна выдержать такой тест. Если не выдержит, то и в процессе эксплуатации она окажется недолговечной. Поэтому приобретать полипропиленовые трубы нужно только у поставщиков, имеющих хорошую репутацию – в этом случае можно не беспокоиться о том, что конструкция в итоге прогнется или сломается под напором.
Собрав всю систему, начинать ее эксплуатацию нужно не раньше, чем пройдет хотя бы один час. Такого промежутка времени будет достаточно для затвердения швов. Не стоит удалять оплывы, когда идет процесс сварочных работ – это приведет к еще большей деформации труб, при этом такой процесс уже будет необратимым. Полипропилен после его разогрева остывает довольно быстро, поэтому медлительность в сварочном деле неприемлема.
Необходимо следить за тем, чтобы вода не попала в трубу, так как, нагреваясь, она превратится в пар, а соединение при этом потеряет прочность
Разогретые пластиковые трубы имеют очень высокую температуру, поэтому обязательно нужно принимать меры предосторожности. Чтобы защитить свое тело, надевают робу и толстые перчатки – это убережет кожу от ожогов
Все действия должны быть аккуратными и выверенными.
Начиная сварочные работы, все стыкующие элементы нужно обязательно зачистить и обезжирить, иначе качественная сварка не получится. Делать это нужно непосредственно перед началом работ.
Производители полипропиленовых труб говорят, что спаять изделия, имеющие разные торговые марки невозможно, ведь и трубы, и фитинги отличаются друг от друга, поэтому совмещение материалов с разными техническими характеристиками может привести не только к трудностям монтажных работ, но и стать причиной брака конструкции.
В процессе разводки используются и трубы, и муфты, а также поворотники. Поэтому стоит знать, что трубы нагреваются с внешней стороны, а все остальные элементы – изнутри. Не стоит забывать это правило, иначе соединения будут недолговечными.
Изучив все тонкости процесса сварки пластиковых труб, можно с легкостью определить для себя, какой вариант процесса выбрать при укладе нового водопровода или отопительной системы. Сварить такие трубы будет по силе каждому, если дома имеется помощник. Для работы не нужна никакая сложная машина, ведь достаточно только рук и сварочного аппарата.
О том, как паять полипропиленовые трубы самостоятельно, смотрите в следующем видео.
Сварка электромуфтовая
Сварка полиэтиленовых труб электромуфтовым способом используется в том случае, если магистраль монтируется в ограниченном пространстве, где мастер не имеет возможности передвигаться свободно. Кроме того такой способ сварки применим для соединения туб с разной толщиной стенок, с различными диаметрами или для монтажа систем канализации.
Электромуфтовая сварка полиэтиленовых труб считается самой дорогостоящей, но при этом соединения, полученные таким способом, пригодны для эксплуатации при давлении 16 атм. Работа по стыковке туб таким методом выполняется с использованием специальных муфт, в конструкции которых имеется нагревательный спиральный элемент.
Сварка выполняется таким образом:
- В первую очередь подготавливают все необходимые отрезы труб с их обязательным обезжириванием и очисткой от грязи, пыли. Таким же образом обрабатывают и внутреннюю часть электромуфты. Желательно в этих целях использовать специальные салфетки, пропитанные спиртовым летучим веществом.
- Концы свариваемых труб следует освободить от производственной окиси методом механической зачистки. При этом те же концы следует ровно обрезать, чтобы соединение было максимально плотным и предотвращало протекание пластика вовнутрь туб.
- Трубы помещают в позиционер и надевают на стык электромуфту. Концы труб с противоположной стороны магистрали на момент выполнения сварки своими руками следует закрыть, чтобы избежать теплопотерь.
- К выводам надетой электромуфты подводят электрический ток и доводят процесс до плавления ПЭ-трубы и качественного её соединения.
Как подобрать электрод?
Перед тем как варить трубы электросваркой, нужно выбрать подходящий электрод, поскольку от его выбора сильно зависит уровень качества шва, а соответственно, и продолжительность эксплуатации трубопровода. Он представляет собой железный стержень, покрытый особым слоем для сварки. Электроды отличаются количеством обмазки и толщиной стержня. Для труб используют стержни с толщиной от 2 до 5 мм. Покрытие наряду с этим может составлять от 3 до 20% от общей массы.
Но чем больше обмазки, тем больше образуется шлака, который представляет собой неметаллическое соединение, существенно теряющее свои прочностные свойства по окончании остывания, исходя из этого нужно обнаружить некоторый компромисс при выборе.
В зависимости от толщины трубы электроды выбирают следующим образом:
- При толщине стенок свариваемых труб менее 5 мм выбирается электрод с толщиной 3 мм.
- При толщине более 5 мм подбирают электрод 4 либо 5 мм в зависимости от требуемой степени проварки и толщины шва.
- При многослойном способе формирования сварного шва в большинстве случаев применяют 4 мм электроды.
Исходя из этого необходимо знать, как верно выбрать электрод, при котором обеспечивается достаточный проходящий ток. Ориентиром может служить сухой треск дуги без дополнительных шумов.
Рекомендации мастеров
Советы опытных сварщиков новичкам:
- Перед тем как заварить трубу с водой, необходимо снизить напор жидкости. Если доступ к кранам или насосной станции не предусмотрен, то можно аккуратно забить в отверстие стальной болт или гвоздь подходящего диаметра. Посторонний предмет частично перекрывает сечение, способствуя уменьшению потока жидкости. Затем следует равномерно обварить головку, добиваясь герметизации стыка.
- Некоторые мастера используют при работе гайку, которая приваривается к магистрали и отводит поток жидкости. Необходимо приварить деталь к трубе, а затем ввернуть болт, обмотанный паклей или иным герметизирующим материалом. Методика подходит для отверстий на верхней части трубопроводов и нарушает эстетический облик, но позволяет ускорить процесс ремонта и повышает качество работ.
- Для ускорения заливки разлома металлом используют дополнительный электрод, очищенный от флюса. После возбуждения дуги в ванну расплава вводят присадочный стержень. Дополнительный объем позволяет заполнить разлом за несколько секунд с одновременным испарением влаги с сопрягаемых поверхностей. Альтернативный метод основан на увеличении диаметра основного электрода, но рост силы тока в цепи питания приводит к прогоранию стенок трубопровода.
Экспонат #3 – черепаха из морской гальки
Пестрая черепаха, поселившись на загородном участке, поможет создать ту особую атмосферу уюта и комфорта.
Своим присутствием черепаха Тортилла будет непременно поднимать настроение и вызывать восторг у детей и гостей участка
Для воплощения идеи необходимо подготовить:
- Камни среднего размера любой формы;
- Отрезки металлического прута;
- Цементный раствор;
- Пропитка для бетона;
- Акриловые или масляные краски.
Размеры фигуры зависят только от задумки мастера и объема необходимых материалов. Выбрав место для установки фигуры, выравниваем площадку под ее размещение.
Из камней формируем небольшую горку, которая внешне напоминает туловище черепахи. Для обустройства лап фигуры на уровне нижнего ряда камней укладываем металлические прутки, которые в последующем будут выполнять роль каркаса конструкции. На такой же каркас можно «посадить» и голову черепахи, либо же уложить ее на землю. После того как уложен нижний ряд и вставлены металлические прутья, покрываем его цементным раствором. Все пустоты между камнями следует залить и утрамбовать цементом. По такому же принципу выкладываем последующие ряды, тщательно фиксируя камни.
Выложив туловище, приступаем к изготовлению лап и головы животного. Выбираем камни небольших размеров и выкладываем их горкой вокруг прутков. Для фиксации камней и придания желаемой полукруглой формы лапам и голове нашего персонажа лучше использовать раствор более густой консистенции. После того как сформировали и скрепили лапы фигуры, приступаем к отделочным работам. Для этого выравниваем поверхность и заштукатуриваем ее более жидким цементным раствором. На еще не застывший слой цемента выкладываем морскую гальку.
Плоские гладкие камешки будут превосходно имитировать пластины панциря. Для закрепления гальки в панцире их достаточно слегка вдавить в «штукатурный слой»
Готовую фигуру оставляем на 2-3 дня для полного высыхания. После затвердения бетона туловище и панцирь можно раскрасить специальными пигментами, а плоскую морскую гальку акриловыми красками.
Все не так уж и сложно. Немного фантазии и терпения – и на вашем участке появится новый запоминающийся персонаж, который станет удачным дополнением ландшафтного дизайна.
Настройка режима сварочного аппарата
Для сварки трубы под просвет рекомендуется использовать сварочный аппарат постоянного тока. Работа проводится в режиме прямой полярности, когда электрод подключен к плюсу, а труба к минусу. Величина сварочного тока устанавливается в зависимости от толщины стенок трубы и диаметра электродов. Точное его значение в каждом случае подбирается опытным путем. Однако независимо от размера труб создание корня сварного шва проводится электродами диаметром 2,5 мм при минимально возможном токе. Попытки использования тройки для ускорения процесса кончаются плачевно.
Оптимальную величину сварочного тока подбирают на какой-либо металлической поверхности. Для начала выставляется 50 — 60 ампер. Если при опробовании дуга стабильна, нужно без усилия коснуться поверхности расплавленного металла кончиком электрода — он не должен прилипать. Сбавляя ток, подбирается его максимально малое значение, при котором дуга горит стабильно.
4 комментария
Пропорции бетона в вёдрах
Базы процесса
Процесс электродуговой сварки содержится в том, дабы между свариваемым электродом и металлическим материалом появилась электрическая дуга, под действием которой разогреваются электрод и определённый участок труб, в следствии чего они плавятся и два состава перемешиваются. Величина оплавления зависит во многом от диаметра электрода, материала трубы, режима сварки, скорости передвижения дуги по поверхности.
Электрод имеет особое покрытие, которое на протяжении плавления формирует в дуге особенные условия, мешающие сотрудничеству металла с воздухом и образованию защитной пленки. Одновременно с этим материал трубы и расплавленный материал электрода при нахождении в дуге содействуют созданию сварного шва при удалении дуги и остыванию. На поверхности сварного соединения образуется шлак, который потом требуется удалить.
Технология проведения работ
Вначале необходимо подготовить рабочее место и средства защиты. Чтобы разобраться, как правильно варить трубы отопления, нужно попрактиковаться на отдельном куске металла. Для этого понадобится толстая труба и универсальный электрод диаметром от 3 мм и выше, т. к. с ним легче учиться делать швы. Процесс работы:
- На одном сварочном кабеле есть держатель. В него вставляют электрод, затем подключают кабели.
- Аппарат имеет 2 кабеля и 2 выхода тока с положительной и отрицательной полярностью. Конец одного кабеля оснащен зажимом, который подключается к детали, конец второго — это держатель для электрода. Полярность выбирают в зависимости от вида работ. Наилучший прогрев металла происходит с прямой полярностью.
- Зажечь дугу можно 2 способами. Для этого кончиком электрода постукивают несколько раз по детали или проводят вдоль шва (чириканьем).
- Какого типа получится сварной шов на трубе, зависит от наклона электрода. Основной наклон составляет 30-60°. Чтобы сделать глубокий прогрев металла, наклон электрода делают «углом назад». При этом ванна и расплавленный металл поступают за электродом. Если требуется поверхностный прогрев, тогда угол наклона меняют в противоположную сторону.
Для каждого материала и типа шва применяется свое движение электрода. Для домашних работ достаточно освоить некоторые из них
Во время работы важно следить за величиной и состоянием сварной ванны. Для этого движения ускоряют или замедляют
Как сварить пластиковые трубы
Сварка пластиковых труб проходит по особой технологии, т. к. из-за высокой температуры внутри них часто образовываются наплывы. Поэтому выполнять сварочные работы нужно аккуратно. Но если температура будет слишком низкой, то детали не зафиксируются. Порядок работ:
- Сварочный аппарат устанавливают на подставку и разогревают до 260° C.
- В насадку для сварки вставляют конец пластиковой трубы и подходящего диаметра фитинг таким образом, чтобы они располагались в одной плоскости.
- Если труба толстая, то уровень температуры увеличивают. Когда детали прогреются, их достают из устройства и соединяют.
Когда шов застынет, трубу проверяют на наличие протечек. Спайку изделий с большим диаметром (свыше 63 мм) проводят стык в стык. Срез торцовых труб расплавляют и соединяют, при этом сильно надавливая друг на друга. При муфтовой и раструбной спайке используют ручные приборы. Они оснащены центрирующим элементом и насадками, которые удерживают заготовки. Все детали трубопровода загоняют в разогретый сварочный аппарат и делают спайку. Чтобы детали соединились, всю работу проводят быстро.
Возможные ошибки в процессе
Качество готового изделия может стать низким из-за дефекта сварного шва. Дефект может находиться внутри или снаружи изделия, а также быть сквозным. Причины, из-за которых он возникает во время сварки металлических труб отопления и других изделий:
- из-за дешевого материала низкого качества;
- из-за некачественного оборудования;
- когда нарушается технологический процесс работы;
- из-за неопытности сварщика.
Иногда сварщики делают усиление шва до 4 мм. Из-за такой ошибки он становится хрупким. Высота усиления не должна превышать 2 мм, тогда шов будет иметь максимальную прочность.
Этап третий. Монтаж трубопровода
При прокладке магистрали понадобятся:
- трубы;
- тройники;
- шаровые краны;
- заглушки;
- переходники;
- отводы;
- муфты;
- разъемные соединительные элементы;
- резьбовые фитинги;
- пластиковые хомуты.
В первую очередь проводится монтаж основных элементов системы (сантехники, радиаторов, котлов и проч.), после чего в соответствии с составленным проектом размечается будущая магистраль. Элементы трубопровода соединяются между собой с помощью муфт.
Если речь идет об отоплении или горячем водоснабжении, то учитывается термальное расширение. Для компенсации последнего желательно использовать подвижные соединения. При монтаже закрытого трубопровода вначале штробируются стены (в соответствующих местах проделывается канавка шириной в два диаметра трубы).
Заполнение трубопровода жидкостью допустимо лишь по истечении одного часа с окончания монтажа. Гидравлическое испытание можно проводить только через сутки.
СПЕЦИФИКА
У ручной дуговой сварки на трубопроводах в сравнении со сваркой плоских деталей, существуют отличия. Есть основной набор параметров, которые нужно соблюдать. И у ее подвидов – аргонной и газовой – тоже. Они в ходу на газо- и водопроводах.
Для расчета оптимальной силы варочного тока d электрода умножается на 35. Допустим, у вас проводник 2 мм, значит, ток нужен 70 А. Некая условность примера не исключает закономерность. Если варите трубы малого d толщиной до 5 мм, то 175 А хватит за глаза.
Для удержания дуги дистанция, отделяющая проводник от металла, должно сохраняться на одном уровне. Ее расчет делают с учетом d электрода плюс 1. Допустим, электрод 5 мм, значит, дистанция – 6 мм.
Монтажные работы
Принцип устройства тройниковой разводки максимально прост и монтаж системы также не вызывает проблем, в том числе и у начинающего сантехника. Работа выполняется в следующем порядке:
- приобретаются трубы и дополнительное оборудование согласно ранее разработанной схеме разводки. В стандартную сеть входят такие устройства, как водорозетки, краны, фильтры грубой очистки, счетчики, тройники и угольники;
Стандартная схема тройниковой разводки
- центральный стояк соединяется с подающей трубой. В месте соединения монтируется кран, позволяющий перекрывать водоснабжение системы;
- трубы постепенно подводятся ко всем источникам потребления, имеющимся в квартире/загородном доме;
Разводка для подключения ванны и умывальника
- к подведенным трубам производится подключение сантехнического оборудования.
В целях достижения эстетичного вида трубы можно закрыть специальными коробами или «спрятать» в стене.
Монтаж коллекторной разводки производится по следующей схеме:
- разрабатывается схема разводки, приобретаются необходимые материалы;
Схема коллекторной разводки
- к центральному стоку подключаются коллекторы. Перед каждым устройством рекомендуется дополнительно установить кран для полного перекрытия системы, фильтр грубой очистки, счетчик воды и обратный клапан, что позволит продлить срок службы системы и ее отдельных элементов;
Последовательность расположения оборудования перед монтажом коллектора
- подключение и подводка труб к каждому сантехническому прибору.
Обзор коллекторной разводки и последовательность монтажа оборудования представлены на видео.
Все места стыков труб, фитингов и присоединения оборудования должны быть герметизированы. Перед вводом системы в эксплуатацию рекомендуется провести проверку герметичности и прочности соединений путем подачи максимального напора.
История создания
Фотогалерея
Особенности сварки водопроводных труб
Заварить трубу с водой можно электродуговой, газовой сваркой, полуавтоматом с применением наплавочной проволоки. Электросварка водопровода, заполненного водой, связана с некоторыми особенностями:
- Рабочий режим сварки при заделке дефектов, утечек воды регулируется. Если нет риска прожогов истонченной ржавчиной стенки, силу тока при сварке системы ХВС, заполненную водой, увеличивают на 5–10% в зависимости от вида сплава. За счет охлаждения стенки электрод к ней не будет прилипать при сварке. В зависимости от вида сварочного аппарата, варят на переменном или постоянном токе. Предпочтительнее переменный, дуга при сварке будет стабильной. Соединение образуется даже под толстым слоем воды. Если нужен качественный шов, используют постоянный ток. Хотя напряжение при сварке будет нестабильным, но расплавленный металл наплавки будет глубже проникать в область дефекта при сварке трубопровода с водой.
- Для работы электроды выбирают по виду материала трубопровода. Для сварки нержавеющих труб подходят НЖ-13, для ремонта чугунных стояков – МНЧ-2 или ОЗЧ-2, или можно заварить серое высокоуглеродистое чугунное литье. При использовании инвертора в качестве источника тока для ремонтных работ на водоводах приобретают электроды МР-3с, ЦЧ-4, они плавятся на низких токах, имеют невысокую температуру плавления. Электроды предварительно прокаливают, нагревая до 200°С выдерживают от 40 минут до часа.
Какими электродами лучше варить трубы отопления: металлы, оборудование, инструкции
Для начинающего электросварщика имеющего небольшой опыт работы важно на начальном этапе сделать два основных шага – правильно выбрать сварочный аппарат и также правильно подобрать к нему электроды. Почему важны именно эти моменты? Дело в том, что сварочные электрические аппараты имеют свои особенности
Для новичков лучше использовать инверторный сварочник постоянного тока. Это небольшой компактный прибор, устройство которого основано на полевых транзисторах, он выдает постоянный ток, который легко можно регулировать. Даже самый простой инвертор позволит новичку научиться держать дугу и правильно регулировать ток. Для более опытных мастеров можно попробовать поработать на аппарате переменного тока. Он мощнее, у него больше запас по мощности, а для сварки труб отопления это большой плюс. Но у него есть и минус – с ним сложно работать, для новичка трудно поймать дугу, нужен опыт, чтобы правильно выставить сопротивление резистора, да и по размерам это устройство намного больше бытового инвертора.
Что касается выбора электродов, то здесь стоит учитывать качества каждой марки, поскольку и диаметр стержня и марка оболочки сильно влияют на качество шва. Для работы используются:
- Марка С – электроды с целлюлозным покрытием. Основное назначение соединение ответственных швов на материале с большой толщиной металла;
- Марка RA – электроды рутилово-кислотные основной вид электродов для работы с металлическими трубами. Особенность этой марки заключается в быстром покрытии шва слоем шлака, который придется удалять.
- Марка RR – электроды для тонких и аккуратных работ. Марка позволяет получить почти ювелирный шов с небольшим слоем шлака, который легко снимается щеткой.
- Марка RC – рутилово-целлюлозные электроды универсального назначения. Они предназначены для сварки в любых положениях.
- Марка В – основные электроды универсального назначения для горизонтальных и вертикальных швов.
Кроме знания марки оболочки важно учитывать и толщину металла сердечника, и толщину металла свариваемых деталей
Подготовка труб к электросварке
Также как и от оборудования и расходных материалов многое зависит от правильной подготовки самих труб для сварки. Для получения надежного и красивого шва необходимо выполнить ряд операций, облегчающих проведение дальнейших работ:
- Зачистка поверхности края трубы. 15-20 мм от среза трубы поверхность должна быть зачищена от ржавчины, лакокрасочного покрытия, масляных пятен;
- Необходимо доработать срез – он должен быть максимально ровным, так легче будет сочленить части трубы.
- При использовании толстостенных труб на соединяемых концах рекомендуется сделать фаску не меньше чем на половину толщины металла.
Сварка труб отопления проводится в несколько слоев, это зависит от толщины металла. Профессионалы рекомендуют:
- При толщине стенки до 6 мм наложить 2 слоя;
- При толщине больше 6 и до 12 мм рекомендуется снять фаску и сделать 3 слоя;
- При толщине стенки трубы больше 12 мм делается 4 сварных шва.
Профессионалы советуют при многослойном наложении швов первый шов накладывать методом ступенчатой наплавки – пройдя вперед 8-10 мм сделать обратный ход на 5-6 мм, после чего сделать снова участок длиной 8-10 мм.
При работе с большим диаметром труб делается сначала прихватка – в нескольких местах делается небольшой шов длиной 2-3 см, после чего делается сплошное сваривание стыка.
Важно помнить, что если будет сделана ошибка и обнаружится брак, то часть работы придется переделать. После прохождения полной длины окружности сварным швом делается отступ на 3-4 см и начинается наплавка второго слоя
Отступ необходим для того, чтобы исключить брак шва, в точке начала наплавки сразу нескольких слоев.
Пошаговая инструкция процесса сварки
Технология сварки очень сложная, и поэтому требует тщательной подготовки, педантичного выполнения всех правил. Эти нормы вырабатывались годами трудом и опытом тысяч сварщиков. Они изложены в технологической инструкции.
Инструкция по выполнению работ при сварке:
- Подготовка рабочего места.
- Подготовка труб для сварки.
- Подготовка сварочной аппаратуры.
- Проверить сварочный аппарат, кабели и другое оборудование на исправность.
- Провести разделку кромок.
- Подготовить рабочие поверхности к сварке.
- Подключить кабели к силовым разъемам в зависимости от выбора полярности сварки (+ на держатель электродов, — на массу: при обратной полярности).
- Подключить сварочный аппарат к источнику питания.
- Включить аппарат через кнопку (рычаг) включения.
- Инверторный агрегат нужно размещать не ближе 2 м от стен;
- Аппарат обязательно заземлить.
- Убрать от места сварки все воспламеняющиеся предметы.
- Сварку вести на металлическом столе (замена данного покрытия на любое другое запрещена).
- Подключить инвертор либо к домашней сети 220 В, либо к сети 380 В. Если нет возможности подключиться к электросети, то придется подключаться к передвижному генератору, предварительно проверив сечение используемых проводов.
- Проверить все электрические соединения.
- Розжиг электрической дуги.
После выполнения подготовительных работ можно начинать сварку.
Сварка – это сложный технологический процесс, требования которого подразумевают наличие специального оборудования, материалов и квалифицированного персонала. В быту на простейшем оборудовании возможно выполнение несложных сварочных работ. Более того, в сети есть множество обучающих видео, которые можно посмотреть и сразу же приниматься за сварочные работы. Но в любом случае необходимо строжайшее соблюдение правил электро- и газобезопасности.
Размеры
Какую трубу выбрать для водоснабжения — к этому моменту читатель уже может определиться. Ну а что с ее размером?
Для того, чтобы определить необходимый диаметр трубы, существуют специальные гидродинамические таблицы.
Они отталкиваются от необходимого расходы воды в литрах и учитывают ряд факторов:
- Материал трубы и связанную с ним шероховатость внутренних стенок;
- Протяженность водопровода (чем она больше, тем большее сопротивление испытывает вода при движении по трубе;
- Количество поворотов трубы;
- Неизбежное зарастание стальной трубы.
Однако все эти расчеты нужны по большей части инженерам при разработке проекта здания: там простое уменьшение диаметра трубы до минимально необходимого принесет большую экономию.
Поскольку стальная труба для водоснабжения нами отвергнута с презрением, проблема зарастания тоже может быть забыта.
А раз так — правила просты:
- Для ввода воды в частный дом может быть использована оцинкованная труба диаметром 3/4 дюйма, полиэтиленовая или полипропиленовая труба диаметром 26 миллиметров. Полиэтилен, как мы помним, используется лишь для холодной воды;
- Разводка по дому или квартире выполняется оцинковкой или медью диаметром 1/2 дюйма; металлопластиком диаметром 16 мм, полипропиленом или полиэтиленом с внешним диаметром 20 миллиметров.
Этих размеров достаточно для любого разумного количества сантехнических приборов в доме.
Подведение итогов
Предварительный подогрев труб и трубопроводов на строительной площадке
В критических случаях сварки труб часто требуется предварительный подогрев и, возможно, термическая обработка после сварки, чтобы уменьшить вероятность образования трещин. Изучение различных методов и правильное применение предварительного нагрева при сварке может помочь сэкономить время и деньги.
Неправильный предварительный нагрев, вероятно, увеличит вероятность появления трещин и других проблем со сваркой, что может привести к дорогостоящим доработкам или повреждению сварных швов.
Ресурс Американского общества сварщиков (AWS), используемый для справки при предварительном нагреве в полевых условиях: AWS D10.10, Рекомендуемая практика локального нагрева сварных швов трубопроводов и труб . Используя этот документ в сочетании с примерами из реальной жизни, в этой статье обсуждаются основные причины, по которым требуется предварительный нагрев, и рассматриваются три метода нагрева, обычно используемые сегодня на стройплощадках: индукция, открытое пламя и сопротивление.
Зачем нужен предварительный подогрев сварных швов
Как подробно описано в D10.10, существует три причины для предварительного подогрева при сварке труб и труб:
– Чтобы предотвратить водородное растрескивание в металле сварного шва или в околошовной зоне. Это достигается предварительным подогревом за счет удаления влаги перед началом сварки, снижения скорости охлаждения сварного шва и увеличения скорости диффузии водорода;
– Для перераспределения напряжений затвердевания, возникающего при более медленном охлаждении, что позволяет увеличить время уменьшения внутренних напряжений; и
– Для снижения скорости охлаждения материалов, которые образуют твердые или хрупкие микроструктурные компоненты при слишком быстром охлаждении от температур сварки.
Методы предварительного нагрева при сварке
Тип и толщина материала, сроки и бюджет проекта, а также наличие персонала и опыта являются факторами, которые следует учитывать при выборе метода предварительного нагрева для сварки труб на строительной площадке. В D10.10 обсуждается несколько методов нагрева, но наиболее часто на рабочих площадках используются три метода нагрева: индукционный, пламенный и резистивный.
Индукционный нагрев
Эта технология используется уже несколько десятилетий, но ее популярность растет благодаря портативному оборудованию, специально предназначенному для сварочных работ. Индукция использует электромагнитные поля, которые генерируют вихревые токи в основном металле, нагревая его изнутри — рис. 1. Индукционные аксессуары, такие как кабели или одеяла, генерируют магнитное поле и размещаются на детали или рядом с ней для обеспечения непрерывного контролируемого и равномерного нагрева. нагреваться везде, где расположены принадлежности.
Рис. 1 — Индукционный нагрев обеспечивает равномерную площадь нагрева, что позволяет легко достичь и оставаться в пределах даже строгого температурного диапазона.
D10.10 отмечает многочисленные преимущества индукционного нагрева (рис. 2), в том числе следующие:
-Высокие скорости нагрева за счет высокой удельной мощности;
– Быстрый нагрев по толщине, поскольку индукция не зависит исключительно от проводимости;
-Возможность обогрева узкой полосы, прилегающей к областям, имеющим температурные ограничения;
-Более равномерный нагрев, позволяющий избежать локальных горячих точек;
– Нагревательные змеевики, обеспечивающие относительно долгий срок службы и с меньшей вероятностью выхода из строя во время нагрева по сравнению с оборудованием в других системах; и
– Общая эффективность нагрева с точки зрения преобразования частоты и эффективности катушки может превышать 90% при правильной конструкции выходной цепи.
Рис. 2 — Некоторые из преимуществ индукционного нагрева, отмеченные D10.10, включают более равномерный нагрев, который позволяет избежать локальных горячих точек, хорошую общую эффективность нагрева и быстрый нагрев по толщине.
Тем не менее, у индукционных систем есть некоторые недостатки, в том числе следующие:
– Первоначальная стоимость оборудования может быть выше, чем у других источников тепла, но для тех, кто нагревает на регулярной основе, многие индукционные системы окупают себя в от трех до девяти месяцев с полученными сбережениями.
– Некоторое оборудование может быть больше и менее портативным, чем другие варианты. Операторы использовали салазки или кран для перемещения более крупных машин. Тем не менее, портативность может быть менее важной проблемой теперь, когда доступно новое инверторное оборудование. Компания Miller уже много лет имеет в наличии систему мощностью 35 кВт и представила небольшой портативный блок мощностью 8 кВт весом 43 фунта, обеспечивающий гибкость и мобильность для предварительного обогрева рабочей площадки. Новые системы нагрева ArcReach® питаются от источников сварочного тока с поддержкой ArcReach, которые во многих случаях уже находятся на строительной площадке. Доступны новые инструменты с воздушным охлаждением, более быстрой наладкой и подогревом труб самых разных размеров — рис. 3.
Рис. 3 — Кабели с воздушным охлаждением для индукционного нагрева обеспечивают гибкость и экономят время при предварительном нагреве сварных швов на стройплощадке, устраняя необходимость в охладителе, изоляции или кабельных соединениях с жидкостным охлаждением. Гибкие кабели могут быть согнуты или приданы такой форме, чтобы они лучше всего подходили к свариваемой трубе или детали.
Открытое пламя
При пламенном нагреве операторы сжигают топливный газ с помощью горелки, иногда со сжатым воздухом, и направляют пламя непосредственно на деталь — рис. 4. Это остается наиболее часто используемым методом нагрева. на строительной площадке, в основном потому, что он хорошо знаком в отрасли, а стоимость начала его использования относительно невелика. Скорее всего, он останется преобладающим методом, когда операции по предварительному нагреву требуются редко или от случая к случаю.
Рис. 4 — Сварщик использует пламенный нагрев трубопровода перед сваркой.
Однако в D10.10 указано, что нагрев пламенем является скорее искусством, чем наукой, и этот метод должен применяться с осторожностью и только опытным оператором, поскольку сварные изделия могут быть серьезно повреждены при неправильном нагреве пламенем. . При использовании этого метода довольно часто встречается неравномерный нагрев. Количество и концентрация тепла, передаваемого сварному шву, зависит от нескольких факторов, включая количество израсходованного топлива, полноту сгорания, регулировку пламени, расстояние между пламенем и сварным швом, манипулирование пламенем и контроль тепловых потерь в сварочный шов. атмосфера.
D10.10 перечисляет преимущества пламенного нагрева следующим образом:
– Низкая стоимость; и
– Мобильность на рабочей площадке.
Существуют также недостатки пламенного нагрева, указанные в D10.10:
– Минимальная точность и воспроизводимость;
– Риск неравномерного нагрева;
– Требуются большие навыки оператора; и
– Риск повреждения материала при неправильном применении.
Дополнительными недостатками, о которых сообщают пользователи в полевых условиях, являются длительное время, необходимое для нагрева детали, связанное с подачей и обращением с топливным газом, а также очевидные риски безопасности при работе с открытым пламенем и побочными продуктами токсичного газа.
Сопротивление
С помощью этого метода керамические прокладки с электрическим нагревом помещаются на основной металл. Плитки передают тепло за счет лучистого и проводящего тепла, когда подушечки касаются детали. Эта форма электрического нагрева существует уже несколько десятилетий и представляет собой простую технологию, иногда описываемую как использование элементов тостера для нагрева детали. Многие подрядчики по отоплению до сих пор используют этот метод и имеют обученный персонал для его использования.
D10.10 отмечает следующие преимущества резистивного нагрева:
-Стандартные нагреватели могут работать с деталями самых разных размеров и геометрических конфигураций;
-Способность поддерживать непрерывный и равномерный нагрев;
-Возможность быстрой регулировки температуры; и
– Способность сварщиков работать в относительном комфорте без необходимости периодически останавливаться для повышения температуры предварительного нагрева.
К недостаткам относятся нагревательные элементы, которые могут перегореть во время обработки, а также тот факт, что неправильные методы работы могут привести к короткому замыканию элемента на трубу с образованием дугообразных участков.
Дополнительные наблюдения пользователей в полевых условиях о недостатках резистивного нагрева включают следующее:
– Источники питания тяжелые и неэффективные, что требует больших перепадов мощности на объекте.
– Для каждой группы керамических прокладок требуется жгут проводов и термопара для питания и управления ими. На некоторых рабочих площадках жгуты проводов доставляются грузовиками и натягиваются по всей площадке.
– Время установки и отключения больше, чем при использовании других методов.
– Случайные отказы контактных площадок или залипание выходов могут привести к возникновению холодных или горячих точек, поэтому необходимо контролировать контактные площадки, чтобы предотвратить повреждение деталей.
– Проблемы безопасности со стороны пользователей включают опасность ожога из-за горячих соединительных проводов к контактным площадкам, а также опасность поражения электрическим током, когда керамические шарики отрываются от контактных площадок, а разъемы имеют оголенный электрический провод и не подлежат ремонту при необходимости.
Правильный способ подачи тепла
После выбора метода нагрева пользователи должны подавать тепло таким образом, чтобы обеспечить надлежащую температуру детали. Чтобы соответствовать требованиям норм, в спецификации процедуры сварки для данной работы будут указаны минимальная и максимальная температуры предварительного нагрева, а также необходимая продолжительность предварительного нагрева. Требования к температуре обычно зависят от состава и толщины основного материала. Хотя процедура обычно определяет температуру и площадь покрытия, D10.10 помогает пользователям с настройкой выбранного метода нагрева, контроля температуры и изоляции, если это необходимо.
Во время предварительного нагрева сварщики или помощники сварщиков должны контролировать температуру материала между проходами сварки, чтобы убедиться, что она остается в требуемом диапазоне. В зависимости от метода нагрева это измерение может быть выполнено с помощью мелков, термопар, инфракрасных термометров или тепловизионных камер. Регистраторы температуры также можно использовать для записи температуры во время предварительного нагрева, и может потребоваться документация.
Предварительный подогрев на рабочей площадке
Многие критические сварные швы труб, выполненные в полевых условиях, требуют предварительного нагрева, чтобы снизить риск растрескивания и возможность разрушения сварного шва. Как указано в D10.10, существует несколько методов предварительного нагрева рабочей площадки, хотя некоторые из них менее эффективны и гибки, чем другие. Знание плюсов и минусов каждого метода и выбор того, который лучше всего подходит для конкретного применения, наряду с правильным применением тепла, может помочь сэкономить время и деньги и обеспечить высокое качество сварных швов. Обсудите варианты нагрева с местным дистрибьютором или представителем производителя, чтобы определить, какой метод лучше всего подходит для конкретной детали или сварного шва.
Эта статья была написана Элом Шерил (Al Sherrill) (менеджер по поддержке продаж в индукционном оборудовании, Miller Electric Mfg. LLC) для Американского общества сварщиков.
Труба отопительного котла P91
| Изоляционные покрытия являются неотъемлемой частью индукционного нагревательного оборудования. После того, как труба нагрета до нужной температуры, индукционная катушка удаляется и труба сваривается. |
“Время выполнения заказа составляет в среднем от восьми до двенадцати недель, включая трубы из стали P91 из хромомолибденовой стали», — сказал Том Кренн, начальник завода, подразделение по производству труб. «Использование индукционного нагрева на P91 [сократило] время предварительного нагрева с двух часов или более до 30–60 минут. Это также сокращает время прогрева водорода. Это деньги на чистую прибыль».
К концу этого десятилетия будет построено от 300 до 400 новых электростанций. Большая часть труб, по которым пар высокого давления подается к турбинам, в настоящее время изготовлена из более нового сорта хрома. сплав молибдена, сталь 9Cr-1Mo-V (P91) Новая марка обеспечивает гораздо лучшее отношение прочности к весу, чем старая стандартная сталь 21¼ Cr-1Mo (P22).0003
«Главный паропровод диаметром 26 дюймов, изготовленный из P91, может иметь толщину стенки 21¼ дюйма. При использовании P22 вы получите продукт толщиной почти 5 дюймов», — отметил Кренн. «Он [P91] также лучше держится. Эти детали быстро изнашиваются. Хотите ли вы заменять что-то каждые пять лет или потратить деньги вперед и оставить его на 15 лет? В результате инженеры определяют, что P91 будет дольше жизнь вне электростанций».
Компания JFA недавно перешла с методов прямого нагрева – пропановым пламенем или резистивного нагрева с керамическими прокладками – на индукционный нагрев, косвенный метод, при котором труба нагревается изнутри. Кренн оценил все три метода нагрева, прежде чем выбрать один для использования на P9.1, особенно трудный для изготовления металл.
Критерии выбора отопления Krenn включали качество, документацию, производительность, безопасность и стоимость расходных материалов. Качество относится к способности метода нагрева последовательно и равномерно нагревать трубу по всей толщине ее стенки, так что температуры внутреннего и наружного диаметра находятся в пределах спецификаций. Кроме того, ему нужна была система, которая нагревала бы трубу до ±25 градусов от спецификации заказчика.
С качеством ассоциируется документация, которую требуют многие заказчики, подтверждающие соблюдение температурных спецификаций. Производительность основана на сокращении времени цикла нагрева, что, в свою очередь, сокращает общее время сварки. Сокращение времени сварки является ключевым компонентом повышения производительности, учитывая, что трудозатраты составляют примерно 85 процентов стоимости сварки.
Вопросы безопасности включают минимизацию потенциальной опасности, создаваемой нагревательными элементами и горячей трубой, а также устранение переносимых по воздуху изоляционных частиц.
Расходы на расходные материалы включают затраты на изоляцию, газ и электричество.
| После намотки индукционных катушек на трубу P91 слесарь-трубопроводчик Чарли Ядон подключает термопару к системе индукционного нагрева. |
Управление параметрами сварки
«Сварка настолько хороша, насколько хорош ваш контроль. Если вы не сварите в контролируемой среде, у вас возникнут проблемы», — сказал Кренн. “С Р91, одним из ключевых моментов является поддержание надлежащей температуры предварительного нагрева, межпроходной температуры и температуры прокаливания водородом». может привести к холодному растрескиванию готового шва, поэтому в различных нормах также требуется поддержание межпроходных температур (температура между сварочными проходами) и водородный прогрев готового шва. 0002
“Если вы не будете проводить сварку в контролируемой среде, у вас возникнут проблемы. С P91 одним из ключевых моментов является поддержание надлежащей температуры предварительного нагрева, межпроходной температуры и температуры прожига водорода.”
В зависимости от приложения применимые коды включают ASME B31.1 «Трубопроводы силовых установок», ASME B31.3 «Трубопроводы химических и нефтеперерабатывающих заводов» и ASME Раздел I «Детали энергетических котлов». Эти коды также требуют термообработки после сварки, но JFA поручает эту деятельность сторонней фирме с печью, которая может одновременно нагревать три или четыре трубы весом 14 000 фунтов.
Сокращение времени до температуры
Работая над P91 и требуя строгого контроля качества, Кренн стремился усовершенствовать свои методы нагрева. Как и большинство производителей, JFA ранее использовала тепло пламени пропана. Однако Кренн сказал: «Большинство наших клиентов P91 не хотят этого. Они не доверяют пламенному теплу для равномерного нагрева трубы по всей ее толщине, поддержания температуры между проходами или минимизации зоны термического влияния. С пламенем вы всегда взять температурную палочку — палочку, похожую на мелок, которая плавится, когда достигает заданной температуры, — и проверить температуру, добавить больше тепла, наблюдать за спадом тепла, добавить больше тепла и т. д. Тепло пламени может быть слишком непостоянным, чтобы обеспечить надлежащее качество с Р91.”
Увидев заботу Кренна о качестве, Питер Флуд, менеджер дистрибьютора сварочной продукции Airtec Inc. из Фонд-дю-Лак, организовал демонстрацию и пробные испытания инверторной системы индукционного нагрева (IHPS) компании Miller Electric. Эта система использует быстропеременное (от 10 до 20 кГц) электромагнитное поле в гибкой катушке Магнитное поле пересекает деталь и вызывает вихревые токи внутри детали, создавая тепло
Процесс индукции не зависит от проводимости для нагрева детали, поэтому катушки не нагреваются.Источник тепла находится прямо под поверхностью, где 87 процентов тепла создается вихревыми токами.Это делает процесс эффективным в использовании энергии, поэтому он приводит детали в надлежащее состояние температура быстро и почему для этого требуется только 45-амперная, 460-вольтовая цепь. 0003
| Индукционный нагрев представляет меньший риск для безопасности, чем другие методы нагрева. Изолирующие одеяла могут помочь защитить сварщика от контакта с горячей трубой. Здесь слесарь-трубопроводчик Чарли Ядон опирается на изоляционное покрывало, чтобы не упасть руками, при выполнении корневого прохода с помощью дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW). |
Индукционный нагрев также обеспечивает более равномерный нагрев толстых участков от внутреннего диаметра к внешнему, а также сверху, по бокам и снизу трубы.
«Преимущества технологии индукционного нагрева быстро привлекли Кренна, — сказал Флад. «Это намного быстрее, чище и безопаснее, чем некоторые другие методы. Переход от двух-четырех часов, чтобы нагреть деталь до температуры всего за несколько минут, требует изменения мышления». стоимости», добавил Флуд.
Типичные области применения включают стыковые соединения труб, сварные швы труб, соединения труб с клапанами, соединения труб с коленами, соединения труб с тройниками, а также патрубки к трубам, патрубки к сосуд и соединения патрубка с редуктором. Индукционный нагрев подходит для предварительного нагрева большинства конфигураций труб диаметром от 2,5 до 24 дюймов. График от 40 до 120.
В дополнение к P91, JFA использует индукционный нагрев для хромомолибденовых сталей P11 и P22.
Установка и материалы для индукционного нагрева
«При индукционном нагреве установка занимает от 10 до 15 минут, — сказал Кренн. «Для настройки мы привариваем термопару к трубе, обматываем трубу простым одеялом и обматываем трубу индукционной катушкой».
Игольчатые маты из диоксида кремния, используемые с индукционным нагревом, обычно рассчитаны на 50 операций. «Индукционные коврики не ломаются, поэтому их можно использовать повторно. Это значительно снижает наши ежемесячные расходы на расходные материалы», — сказал Кренн.
Индукционные одеяла служат двум целям: Во-первых, они предотвращают потерю тепла в атмосферу. Во-вторых, они защищают индукционную катушку и оператора оборудования от прямого контакта с горячей трубой.
«Наши операторы не обожгутся, касаясь индукционной катушки или матов», — сказал Кренн. Игольчатые маты из кремнезема остаются достаточно прохладными, чтобы операторы могли положить на них руки во время сварки. Airtec предлагает маты для швов стандартных размеров и может создавать нестандартные размеры и формы, например, для сварки.
Доказательство находится в печатной копии
Технология индукционного нагрева позволяет подрядчику гарантировать заданную температуру и постоянство температуры, обычно в пределах от 5 до 10 градусов.
«Мы можем сделать распечатанный график и загрузить все наши данные по отоплению на диск. Мы передаем этот диск в отдел контроля качества клиента, потому что для этого требуется документация. Клиенты определенно испытывают гораздо больше доверия из-за этого», — сказал Кренн. .
Он добавил: «Мы счастливы не только потому, что довольны наши клиенты, но и потому, что индукция значительно повысила нашу производительность. Время выполнения работ у нас одно из самых быстрых». Использование хромомолибденовых сплавов быстро растет. По оценке Кренна, пять лет назад примерно 10 процентов его работ касалось хромомолибденовой стали. Сегодня он составляет более 50 процентов. По мере роста использования хромомолибденовой стали индукционный нагрев будет по-прежнему способствовать нагреву P9.1 быстро и равномерно.
Майк Рот — менеджер по индукционным технологиям компании Miller Electric Mfg. Co., 1635 W. Spencer St., Appleton, WI 54912-1079, 800-426-4553, факс 920-735-4168, mroth@MillerWelds. ком, www.MillerWelds.com. Miller Electric производит и поставляет сварочное оборудование и принадлежности для легкой и тяжелой промышленности.
J.F. Ahern Co., 855 Morris St., P.O. Box 1316, Fond du Lac, WI 54936, 920-921-9020, www.jfahern.com.
Airtec Inc. , 659С. Хикори-стрит, Фонд-дю-Лак, Висконсин 54935, 920-923-3577.
Холодная сварка труб водяного отопления. Холодная сварка радиаторов
Замена батарей отопления на сварку
Сварка чугунных батарей
значительно облегчилась после появления сварочного оборудования с инверторной схемой. Такие устройства небольшие, питаются от сети 220 В и их можно приобрести за 7-10 тысяч рублей. в специализированном магазине. Но не стоит обольщаться мыслью, что если вы купили такое устройство, то заменить аккумуляторы в сварке можно своими руками. Сварной шов сделать так, чтобы он не протекал при давлении теплоносителя 10 атм. и температуре 100°С, может только опытный специалист со стажем работы не менее 3-х лет.
Сварочный аппарат с инверторной схемой
Нельзя допускать к этому делу мошенников: даже при нормальном давлении в коммуникациях отверстие даже размером с капилляр может за сутки превратиться в свищ, через который будет хлестать вода.
Сам по себе процесс замены аккумуляторов не всегда требует сварки. Часто подвод к аккумуляторам снабжен резьбовыми разъемными соединениями, которые можно просто развернуть, затем снять аккумулятор с кронштейнов и навесить новый. Главное при этом не забыть перекрыть воду и правильно намотать льняной уплотнитель на резьбовое соединение: с правой резьбой – по часовой стрелке, с левой резьбой – против часовой стрелки.
Обработка чугунных батарей
В том случае, если на обвязке нет разъемных соединений, то такие трубы просто режут болгаркой или ножовкой по металлу, но тогда, после замены батарей, новый радиатор приходится соединены с коммуникациями сваркой. В этом случае придется варить трубу из низкоуглеродистой стали: с этой задачей справится и средний специалист.
Но что делать домовладельцу, если в отопительный сезон потекли стыки между секциями чугунного радиатора, в корпусе батареи появился свищ или глубокий скол? Вызвать сварщика с его оборудованием, отключить отопление надолго?
В этом случае на помощь придет домохозяин холодная сварка для аккумуляторов
.
Холодная сварка радиаторов
Собственно, это не сварка как таковая, а клей на основе эпоксидной смолы, наполненный металлическим порошком и армирующими добавками. Применение такой холодной сварки для батарей отопления элементарно просто:
Холодная сварка для батарей Mastix
1. Поток теплоносителя перекрывается (если необходимо закрыть сквозную трещину или свищ). 2. Место протечки, сколов, свищей очищают от краски, ржавчины, обезжиривают тампоном, смоченным в спирте. Подождите, пока обработанный участок не высохнет. 3. Кусочек «холодной сварки» разминается пальцами до получения шарика консистенции пластилина диаметром 15-20 мм. Этот шарик вдавливается в дефектный участок чугуна и удерживается в течение 10-15 минут кончиком отвертки или лезвием ножа, только сухой тряпкой. 4. Отверждение «холодной сварки» происходит в течение 30-45 минут. Но полностью батарея будет готова к работе только через сутки.
Необходимо помнить, что холодную сварку нельзя применять при температуре ниже +5°С. При работе с данными смесями необходимо использовать резиновые перчатки, защитные очки для глаз.
Ремонт труб холодной сваркой
Одним из самых популярных видов таких клеев является холодная сварка для аккумуляторов Mastix
… Продается порциями по 55 грамм. Стоимость одного блистера составляет около 60 рублей. Основным преимуществом такого вида «сварки» специалисты считают короткий период полной полимеризации: уже через 2,5 часа изделие, склеенное «Мастикс», можно подвергать механическим воздействиям.
Следует иметь в виду, что холодная сварка – это еще не сварка в прямом смысле этого слова. Это временное решение. После окончания отопительного сезона лучше вызвать мастера-сварщика, который заварит сколы, свищи, течи ваших чугунных батарей в соответствии с требованиями всех норм.
Чугунное изделие после ремонта холодной сваркой
Некоторых читателей интересует, можно ли с помощью «Мастикса» выполнить, например, аккумуляторная сварка
, вкл. – для ноутбуков.
Скажем прямо: при разработке этого клея никто не предполагал, что ему придется работать в химически агрессивных и токопроводящих средах. Поэтому для фиксации аккумуляторов лучше использовать более традиционные методы. Например, точечная сварка.
Если весь блок не нужен, отрежьте необходимое количество ножом поперек.
Любой человек хотя бы раз в жизни сталкивался с потребностью в трубах, расширительном баке и других компонентах системы отопления. Если еще двадцать лет назад любая отопительная цепь и батареи в ней только ремонтировались. Сегодня современный рынок предлагает быстрый и эффективный способ устранения протечек и дыр в любом элементе оборудования отопительного контура. В этом случае вам больше не придется использовать сварку при повышенной температуре. На смену известным методам пришла новая технология – холодная сварка чугунных батарей, биметаллических и алюминиевых радиаторов, пластиковых и стальных труб системы отопления.
Холодная сварка труб отопления: универсальное средство для решения мелких проблем
Холодная сварка труб отопления – современный эффективный способ соединения железных магистралей (и не только) без применения инвертора и другого оборудования, работающего по типу температурный эффект. Соединение происходит за счет деформации сварочной массы и ее плотного прилегания к рабочей поверхности.
Холодная сварка.
Метод, широко используемый в автослесарных работах и принятый бригадами сантехников.
Характеристика и схема холодной сварки
Проще говоря, это клей для металлических изделий. Выпускается в одно- или двухкомпонентном составе. В производстве преобладают следующие составы:
- основа – эпоксидные смолы, отвечающие за однородность и пластичность массы; В качестве наполнителей используются металлические компоненты
- и сера.
По своей консистенции представляет собой полимерную композицию, обладающую склеивающим действием при деформации и незначительном нагревании. Прочность соединения зависит от правильного использования, а также от качества смеси и подготовки свариваемой поверхности, а точнее линии в автономном отоплении дома.
Если правильно подойти к исполнению, то в идеальных условиях место сварки будет прочнее основного металла. Но при всех качествах шов уступает по надежности выполнению дуговой сварки. Собственно поэтому холодной сваркой можно отремонтировать только небольшие поломки или течи в трубе.
Что означает термин «холодная сварка»?
Согласно нормативным документам, а именно ГОСТ 2601-84 на сварку металлов, холодная сварка для батарей отопления представляет собой соединение двух однородных или разнородных материалов. Процесс склеивания осуществляется под давлением в условиях значительной пластической деформации клея. При этом температура соединяемых материалов не повышается. В этом случае соединение двух компонентов в одну систему не происходит за счет диффузии, то есть проникновения одного вещества в другое. Связь возникает в результате валентного сопряжения атомов при пластической деформации.
Успешное течение процесса невозможно без соблюдения двух основных условий. Это высокое давление и наличие пластической деформации соединяемых деталей. Холодная сварка радиаторов отопления не дает монолитного высокопрочного соединения без пластической деформации. Речь идет об изменении взаимного положения атомов и перестановках групп атомов, сохраняющихся во времени. Высокое давление позволяет сблизить свариваемые поверхности на расстояние, соизмеримое с размером кристаллической решетки твердых тел и межатомным расстоянием полимеров. В результате происходит межатомное взаимодействие между связующим и склеиваемыми материалами.
Холодная сварка для чугунных батарей, биметаллических и алюминиевых радиаторов, имеет универсальный состав:
- Смола эпоксидная;
- наполнитель.
Эпоксидная смола гибкая. Он способен заполнить все трещины и дефекты обрабатываемой поверхности. Еще одним важным свойством эпоксидной смолы является способность затвердевать при смешивании с различными отвердителями. Эпоксидная смола передает все свои положительные качества холодной сварке.
Наполнитель может быть металл, сера, различные пластификаторы и модификаторы. Наполнитель в системе играет роль отвердителя, а также наделяет холодную сварку рядом положительных характеристик, например, термической стабильностью, стойкостью во влажной среде и др. Холодная сварка для батарей отопления в своем составе должна содержать металл как наполнитель, но связующее для пластиковых труб немыслимо без серы. В любом случае холодная сварка представляет собой двухкомпонентную смесь, которая объединяется в одну систему непосредственно перед применением.
Разнообразие клеев и связующих
Разнообразие марок и видов холодной сварки.
Многие задаются вопросом, можно ли проклеить радиатор холодной сваркой и как долго такой ремонт будет долговечным и эффективным. Эксперты дают утвердительный ответ на поставленный выше вопрос. А вот то, как долго прослужит полученный шов или стык, полностью зависит от правильного выбора клея.
Физическая классификация:
- жидкость;
- пластилин.
При покупке жидкого средства можно обратить внимание на то, что в упаковке два тюбика. Один содержит эластичное вещество на основе эпоксидной смолы, другой содержит отвердитель. Перед применением их необходимо смешать. Время жизни смеси от 2 минут до 20 минут.
Жесткая холодная сварка для радиаторов отопления имеет вид двухслойного бруска, внутри которого находится пластичное вещество, а по поверхности бруска идет отвердитель. Перед использованием пластилин разминают.
Если при ремонте используется только часть бруска, то его можно обрезать. Срез должен идти поперек планки, а не вдоль нее.
Классификация по области применения:
- универсальные составы – их можно использовать для соединения дерева, полимера, металла. Однако они наименее долговечны;
- для работы с металлами – образует прочное соединение даже между двумя разнородными металлами. Обязательным условием является то, что в качестве наполнителя должен выступать металл. Можно ли приклеить радиатор этим видом холодной сварки? Специалисты отвечают утвердительно;
- специальный для работы с автозапчастями;
- сварка для работы в экстремальных условиях, например, под водой или при повышенном давлении.
Крайне нежелательно использовать холодную сварку для ремонта одних материалов, если она предназначена для ремонта совсем других веществ.
Преимущества холодной сварки аккумуляторов и труб
Для удобства используйте шпатель.
Холодная сварка труб и аккумуляторов имеет много преимуществ. Положительные характеристики выгодно выделяют его на фоне других способов сварки материалов:
- простота использования, в связи с чем может применяться человеком, не имеющим должного опыта работы с сантехникой;
- обрабатываемый материал не деформируется в процессе работы, так как не подвергается воздействию повышенных температур;
- качество сформированного шва не зависит от скорости прикладываемых усилий, в связи с чем сварку можно проводить быстро;
- нет необходимости в специализированном оборудовании;
- минимальное энергопотребление;
- комплект пожарной безопасности;
- возможен ремонт контейнеров со взрывчатыми веществами;
- поверхностное напряжение материала в зоне шва отсутствует;
- с помощью холодной сварки в отличие от металлов можно соединять без образования интерметаллидного слоя.
Недостатки:
- значительная пластическая деформация соединяемых деталей, которая может достигать 70%;
- низкая универсальность каждой системы компонентов.
Для оклейки радиатора холодной сваркой необходимо тщательно подобрать состав системы. Клеевая смесь должна подходить для обрабатываемого материала. Полученное соединение должно сохранять свою целостность в вероятных условиях эксплуатации.
На что следует обратить внимание при выборе холодной сварки?
Помимо качественных характеристик связующего компонента, при выборе учитываются будущие условия эксплуатации получаемого соединения. Итак, холодная сварка труб отопления выбирается по температурному режиму, при котором соединение сохранит свою прочность и целостность. Для большинства недорогих связующих материалов в инструкции указан температурный диапазон 260°С и выше. Но это не значит, что сварной шов в этих условиях прослужит долго.
Как показывает практика, такие составы следует использовать только при комнатной температуре. Для соединения труб отопления и радиаторов нужно выбирать сварку, диапазон рабочих температур которой достигает 1300°С и выше. В этом случае связь гарантированно прослужит долго.
Холодная сварка для соединения труб отопления в вашем доме
Металлические трубы можно использовать для внутренней канализации на короткое время. Металлические трубы допускается эксплуатировать в течение строго отведенного периода времени.
Оксиды, известковые отложения внутри железных коммуникаций уменьшают внутренний диаметр труб, разрушают водопровод.
Правильно спроектированные и смонтированные системы отопления не требуют дополнительного обслуживания.
Трубы в системе отопления можно соединить без горячей сварки
Классическая высокотемпературная сварка
Как сварить отопление из железной трубы в соответствии со строительными нормами указано в ГОСТ. Имеет значение как диаметр труб, так и длина системы. СНиП укажет, как правильно сварить трубы для отопления в каждом конкретном случае: частного домовладения, многоэтажного дома или промышленного водопровода.
При использовании газосварочного аппарата требуется большой практический опыт для создания качественных швов. Электросварка также позволяет создавать сварные соединения безупречного качества, но в этом случае вам потребуются не только опыт, но и качественные электроды, правильно подобранный уровень тока и «чувство дуги». Качественная электросварка труб отопления доступна только настоящим профессионалам.
Металлические трубы – наиболее распространенный материал для систем отопления
Прочности металлических труб более чем достаточно для водопровода и для отопительного контура.
Именно участки соединений, которые приходится реализовывать, чтобы не отступать от проектной документации, являются «слабым звеном» системы.
Как варить трубу отопления электросваркой подробно в устаревших обучающих материалах и статьях. В современном строительстве чаще применяется метод холодной сварки труб отопления.
Важно знать! Резьбовые соединения труб из металла применяются в тех случаях, когда требуется создать разъемное соединение. В этом случае герметичность соединения гарантируется уплотнителем, чаще всего паклей.
Каждый квалифицированный монтажник знает, как правильно сварить трубу отопления. Необходимо соблюдать ряд правил:
- Сварной шов не должен иметь окалины. Такое бывает, если сварить трубу электросваркой с использованием некачественных электродов.
- Для сварки металла электросварочным аппаратом необходимо использовать метод многослойного плавления металла. Начальная окалина сварного шва удаляется перед нанесением следующего слоя сварного шва.
- Важно выбрать правильный уровень силы тока – слабый ток не гарантирует прочность сварного шва. Слишком большой ток при сварке также недопустим.
- При стыковой сварке в качестве армирующего материала используется металл электрода или расплавленная проволока.
- Запрещается варить металлические трубопроводы и другие элементы систем отопления и водоснабжения электросваркой вблизи легковоспламеняющихся предметов.
Газовая сварка – универсальный метод создания прочного соединения металлов; можно соединять металлические детали разных размеров в любом сочетании.
Для традиционной сварки необходимо наличие специального оборудования и опыта сварки.
Высокая температура струи дымовых газов позволяет плавить металл в зоне локального нагрева и варить металл на молекулярном уровне. Требуется дорогостоящее оборудование и высококвалифицированные сварщики.
Монтаж контура нагрева холодной сваркой
Холодная сварка – соединение двух или более элементов без их нагрева. Связь образуется в результате химических реакций в клее. Пластичность, высокая адгезия и быстрое затвердевание в твердую массу – отличительные черты компонентов, используемых для холодной сварки.
Клеевая композиция может включать различные элементы для улучшения механических характеристик клеевых соединений. Как правило, в основе составов лежит эпоксидная смола, а наполнителем является отвердитель. На упаковке указано, можно ли варить трубы отопления холодной сваркой, или это состав для ремонта пластиковых труб контура холодного водоснабжения.
Холодная сварка – пластичная масса, обеспечивающая герметичное соединение труб
Существует два типа компонентов для холодной сварки:
- Пластичное двухкомпонентное вещество, которое необходимо тщательно вымешивать непосредственно перед применением для смешивания компонентов. Преимущество этого вида холодной сварки: состав быстро готовится, долго хранится, требует минимальной подготовки перед применением. Недостаток: быстро затвердевает, наносить нужно очень осторожно, рекомендуется использовать как можно быстрее после приготовления.
- Жидкие компоненты. Перед началом нанесения требуется соединить вещества в нужной пропорции, и клей готов к применению. Преимущества жидкого состава для холодной сварки: клей легко проникает вглубь шва, образуя при застывании прочный слой, устойчивый к механическим воздействиям. Недостаток: требует особых условий для длительного хранения. Разные материалы — пластик, металл — требуют разных химических компонентов.
Основным преимуществом любого вида холодной сварки является возможность быстрого ремонта участка водопровода, отопления или канализации без отключения подачи воды. Сварку, а в данном случае склеивание деталей можно производить в условиях повышенной пожароопасности.
Важно! Для высокотемпературных контуров, в частности систем отопления, существуют химические составы, работа которых возможна в условиях более 1000 градусов Цельсия.
В качестве ремонтной массы для чугунных радиаторов отопления необходимо тщательно подготовить поверхность для применения холодной сварки. Несмотря на прочность соединения, ремонтируемый участок может не выдержать испытание максимальным давлением.
Ремонт полимерных труб
Для полимерных труб необходимы специализированные составы.
Независимо от химического состава обрабатываемого материала и характера применяемой сварки обязательно соблюдение условий и рекомендаций, прописанных в инструкции.
Холодная сварка пластиковых труб отопления происходит по следующей схеме:
- обязательным этапом является подготовка поверхности ремонтируемого материала. Для этого поверхность концов трубы обрабатывается наждачной бумагой, а затем обезжиривается. Шероховатость на трубе увеличит сцепление с клеем. Жировые загрязнения могут вступать в химическую реакцию с компонентами для холодной сварки и ухудшать их характеристики;
- определить правильный допуск перпендикулярности концов. В случае труб диаметром 20…40 мм он должен быть не более 2 мм;
- измерить на концах труб половину длины муфты для определения площади обрабатываемой поверхности;
- марки циклируются, т. е. с труб снимается тонкий слой материала (0,1…0,2 мм), также удаляются заусенцы;
- Непосредственное приготовление клея заключается в смешивании компонентов до образования однородной массы. В случае пластилиновой сварки руки перед смешиванием смачивают водой. Паста не будет прилипать к коже. Срок годности жидких составов длится не дольше 3 минут, поэтому действовать нужно быстро;
- приготовленную смесь наносят на поверхность ремонтируемого или склеиваемого материала. Положили все под пресс. Какая сила должна действовать на шов, указано в инструкции по холодной сварке.
Отремонтированный трубопровод или отопительный контур можно использовать через 8 часов после сварки.
Технологический процесс
Весь процесс ремонта радиаторов и труб отопления, независимо от того, из какого материала они изготовлены, осуществляется в два этапа: подготовительный и основной.
Подготовительные работы
Содержание подготовительного этапа зависит от того, какие требования предъявляет сам клеевой состав к ремонтируемому изделию, в том числе требование наличия чистого металла, на который будет наноситься состав.
В случае, если подготовительный этап соответствует требованиям по обеспечению доступа клея к чистому металлу, то он будет состоять из следующих этапов:
- очистка ремонтируемого участка до чистого металла . .. В случае нанесения тонкого слоя покрытия, например лакокрасочного, можно обойтись металлической щеткой. Однако в случае толстого слоя покрытия может потребоваться механическая очистка с помощью специального круга и шлифовальной машины. Если предстоит ремонт старой трубы, то зачистку до металла следует проводить крайне осторожно;
- после очистки металла поверхность следует обезжирить, например, спиртом или другими жидкостями, химический состав которых позволяет очистить металл … Если холодная сварка не требует обязательной очистки от лакокрасочных покрытий, этап очистки сразу начинается с обезжиривания. Само обезжиривание производится ватным тампоном или другим материалом. При этом желательно, чтобы такой материал был безворсовым, так как в противном случае его микрочастицы могут негативно сказаться на чистоте покрытия.
Основной этап
Следующий этап является основным, в ходе которого происходит собственно ремонт методом холодной сварки, состоящий из следующих этапов:
- приготовление клея . .. Выносится на основном этапе, так как требует очень быстрого выполнения всех необходимых действий в связи с тем, что сам состав очень быстро затвердевает, что может привести к потере его пластических свойств еще до нанесения на ремонтируемый участок;
- если речь идет об однокомпонентном составе, то необходимо отрезать кусок такого размера, чтобы было достаточно, чтобы закрыть то место, которое нужно будет замазать, чтобы провести ремонт … Этот кусок необходимо размять до такой степени, чтобы получить пластичную массу, которая примет ту форму, которая требуется на ремонтируемом участке;
- если речь идет о двухкомпонентном составе, то необходимо смешать элементы такого состава в равных пропорциях, чтобы получить требуемую по качеству массу, после чего он будет готов к применению в качестве часть текущего ремонта;
- следующий шаг – нанесение самого состава на отремонтированный участок … Как было сказано выше, нанесение холодной сварки необходимо проводить быстро, иначе процесс полимеризации (то есть затвердевания) произойдет гораздо раньше, в результате чего качественного соединения не получится;
- после нанесения состава на ремонтируемый участок этот участок необходимо защитить от воздействия окружающей среды . .. Это можно сделать с помощью специального хомута или хомута, который надевается на срок, указанный на хладо- сварной пакет (это период предельного твердения состава, после которого он приобретает максимальную прочность).
Как правило, после такого ремонта эксплуатировать изделие (трубу или радиатор) можно не ранее, чем через восемь часов. Однако полная полимеризация, после наступления которой возможно полноценное использование продукта, происходит не ранее, чем через сутки. Этот период времени указан с учетом того, что труба отопления или радиатор будут использоваться, заполняя их горячей водой.
При работе с холодной сваркой помните о мерах безопасности по защите кожи рук – все работы необходимо проводить в перчатках, а во избежание прилипания состава к рукам поверхность необходимо смочить водой (например, с помощью ватных палочек).
Кратко о холодной сварке
Холодная сварка представляет собой жидкую или пластичную смесь, которая позволяет соединять даже разнородные материалы, не прибегая к высоким температурам. Холодная сварка имеет ряд преимуществ перед традиционными способами соединения металлов и пластмассовых изделий. Это удобство эксплуатации, пожаробезопасность, прочность и долговечность получаемого шва, отсутствие деформации склеиваемых поверхностей и т.д. Имеются и недостатки. Это пластическая деформация соединяемых деталей.
Холодная сварка применяется при ремонте и монтаже систем отопления, водоснабжения, контуров горячего водоснабжения, а также при выходе из строя деталей машин, образовании трещин и проколов в емкостях различного назначения. Многие спрашивают, можно ли радиатор сваривать холодной сваркой. Эксперты отвечают на этот вопрос утвердительно. Но покупать клей настоятельно рекомендуется в соответствии с последующими условиями эксплуатации шва и химическим составом обрабатываемой поверхности.
На рынке представлено множество вариантов изделий для холодной сварки. Но не все они могут быть полезны при больших перепадах температуры. Именно поэтому их применение в промышленных условиях становится невозможным. В этом отношении новое поколение аппаратов холодной сварки Mastix намного опережает своих конкурентов. Он выдерживает температуру от -60 до +150 градусов Цельсия. С его помощью можно соединять любые предметы из любого материала, так как его качество намного выше уровня обычного клея.
При беспрекословном соблюдении всех правил с его помощью можно эффективно соединить как сломанные вещи, так и новые детали, которые ранее не монтировались. Но, кроме того, холодная сварка имеет еще одну важную особенность – есть возможность образования потерянных частиц или новых элементов деталей. Применяя холодную сварку Мастикс, мастер имеет возможность заделывать им дыры, трещины и другие поломки.
Бытовые трубопроводы (даже если они заполнены горячей водой) не имеют слишком высокой температуры, что позволяет использовать этот вид клея. Сварка снабжена стержнеобразным элементом. Он сочетает в себе две составляющие. Первый находится внутри, второй – это внешняя оболочка. Для того чтобы начать их использовать, нужно просто смешать состав. Полученная смесь будет мягкой. Такое ее состояние может длиться до семи минут. По истечении этого времени он начнет немного подсыхать, пока полностью не перейдет в твердое состояние.
Преимущества
- надежное устранение трещин, сколов и протечек в бытовых трубопроводах,
- безопасное использование, отсутствует деформация и напряжение металла,
- при формировании шва не допускается нагрев, дополнительный инструмент не требуется ,
- не плавит материал, подходит для ремонта металлопластиковых и пластиковых конструкций,
- ремонт не занимает много времени, подходит для герметизации течи в аварийных ситуациях, необходимо строго соблюдать инструкцию производителя,
- самый бюджетный способ ремонта водопровода.
Где применяется
Холодная сварка Mastix может применяться как в домашних условиях, так и в профессиональной деятельности. Все зависит от типа материала и условий окружающей среды. Его основное применение – использование холодной сварки в виде обычного клея. Он должен соединять те материалы, которые нельзя склеить обычным клеем.
Очень часто его применяют для ремонта труб в водопроводах, им заделывают отверстия в емкостях, ремонтируют детали машин и многое другое. Пластичная масса, которой является эта смесь, отлично склеивает трещины (может даже проникать внутрь объекта). Если объект не эксплуатируется при температуре выше 150 градусов, то холодная сварка способна эффективно отремонтировать в нем все сколы, с ее помощью можно доделать нужные или недостающие детали или отремонтировать оборудование другим способом. Очень важно не использовать деталь, пока клей не высохнет.
Материал, полученный после сушки при холодной сварке, недостаточно прочен, чтобы выдерживать нагрузки сильных ударов. Но он легко выдерживает нагрузки, которые вызывает вибрация, поэтому очень эффективно применяется для ремонта движущихся механизмов. В составе холодной сварки Mastix можно встретить следующие компоненты:
- Наполнители минерального происхождения;
- Металлические наполнители;
- Эпоксидная смола;
- Аминовая смола.
недостатки
- применяется только для мелкого ремонта поврежденных труб в местах, где нет нагрузки,
- требует тщательного соблюдения технологии нанесения, иначе не будет держаться,
- в процессе сварки необходимо соблюдать заданную температуру ,
- В отличие от инверторной сварки шов не прочный, это только временная мера.
Виды холодной сварки
- Для склеивания металлических изделий – в его состав входит металлический наполнитель, который помогает клею более эффективно соединять предметы из металла. Для его использования не обязательно полностью высушивать поверхность – клей хорошо контактирует с водой. Это преимущество позволяет данному виду холодной сварки эффективнее работать с сантехникой. Также нет необходимости очищать нужную деталь от грязи – смесь нечувствительна к загрязнениям, поэтому с предметами можно спокойно работать в любом состоянии.
- Универсальная смесь – ее можно наносить на любой материал поверхности. Работает при любых температурах. Это очень популярный вид холодной сварки. Благодаря своей универсальности он всегда должен быть под рукой у любого хозяина.
- Жаростойкая холодная сварка – даже температура 250 градусов Цельсия не может ее разрушить. Применяется для пайки всех видов металлов в случаях, когда они соприкасаются со значительными температурами.
- Холодная сварка, используемая при ремонте сантехники, хорошо зарекомендовала себя при мокром ремонте. Применяется для восстановления резьбы на деталях сантехники. Можно соединять фарфор, изделия из металла и т. д.
- Welding Fast Steel — это стальная присадочная смесь, которая отлично работает со стальными деталями. Они соединяют или восстанавливают утраченные детали.
- Холодные поверхности – содержит наполнитель из алюминия, который очень прочно соединяет изделия из этого материала.
Характеристики холодной сварки Mastix
Прежде чем принять решение об использовании этого типа клея, необходимо ознакомиться с его свойствами.
Что нужно знать об использовании холодной сварки Mastix
Приступая к работе с этим типом клея, необходимо предварительно подготовить поверхность к работе – полностью очистить ее. После этого необходимо отделить необходимое количество холодной сварки, хорошо ее размять и нанести на поверхность. Должно пройти около 20 минут, прежде чем клей схватится с материалом.
Описание
Клей предназначен для быстрой и надежной склейки, ремонта и герметизации радиаторов отопления, труб горячего и холодного водоснабжения, канализации бытовых и промышленных зданий и сооружений из пластмасс, черных и цветных металлов. Рабочая температура ремонтируемых изделий от -60°С до +150°С. Обеспечивает надежный ремонт на влажных и замасленных поверхностях, при низких (до -10°С) температурах (при условии перемешивания смеси в теплом помещении). .
Техническая информация
Применение
Соединяемые поверхности или место ремонта необходимо очистить от грязи и ржавчины, обязательно зачистить крупнозернистой наждачной бумагой (для металлов), по возможности обезжирить (ацетоном и т. п.) и сухой. Отрежьте необходимую часть стержня и тщательно перемешайте оба компонента пальцами (можно влажными) до получения однородного цвета массы. При использовании на влажных или маслянистых поверхностях смесь необходимо разглаживать взад и вперед до прилипания к поверхности (при этом прочность сцепления снижается на 20-25% для маслянистых поверхностей). Не допускайте контакта компонентов стержня с глазами и кожей. Надевайте защитные перчатки, чтобы избежать контакта с кожей. При попадании в глаза промыть водой и обратиться к врачу. Не используйте на поверхностях, контактирующих с пищевыми продуктами.
Среди всех доступных на рынке вариантов, которые представлены в разделе холодной сварки, не так уж и много тех, которые могут работать в широком диапазоне температур. Это один из основных недостатков, препятствующий промышленному применению. Холодная сварка Мастикс выдерживает температуру от -60 до +150 градусов Цельсия, что превосходно по сравнению с конкурентами. С его помощью можно соединять любые вещи, так как его основа обладает более высокими качествами, чем стандартные виды клея. Если соблюдать все правила нанесения, то можно обеспечить качественное соединение, как сломанных вещей, так и новых, не соединенных ранее деталей. Но главной особенностью использования здесь является возможность создавать новые элементы и утраченные детали. Холодная сварка для батарей и труб Mastix позволяет заделывать отверстия, сколы, трещины и другие дефекты. В обычных бытовых трубопроводах даже при наличии горячей воды температура не превышает допустимого значения.
Поставка выполнена в виде бруска, в котором соединены два компонента. Первый компонент находится внутри, а второй — во внешней оболочке. Для их использования требуется перемешивание, что делает смесь доступной в мягком состоянии в течение семи минут. После этого он постепенно подсыхает, образуя прочное соединение или просто затвердевший участок заплатки.
Ремонт чугунных и других типов радиаторов
Работа с радиаторами аналогична заклеиванию дефектов на трубах. Поверхность зачищается, обезжиривается. Можно использовать для этой цели спирт, нанеся его ватным тампоном. Далее берем шарик смолы диаметром около 2 см, разминаем его, перемешивая компоненты. Прижать смолу к месту повреждения, разгладить, зажать тряпкой или зажимом.
Обычно для полимеризации достаточно 30-40 минут, но лучше использовать батарею через сутки, а не раньше. Естественно, перед ремонтом необходимо отключить подачу воды. При необходимости удаления свища необходимо взять стеклоткань и жидкое средство, обмотать участок и надежно заклеить.
Холодная сварка – отличная временная мера до окончания отопительного сезона. Это поможет вам устранить течь в трубе или радиаторе быстро и без проблем!
Утечка в горячей трубе или радиаторе доставляет неудобства, но утечка, которая начинается в контуре под давлением, представляет собой еще большую проблему. Если течет труба отопления, то аварию нужно срочно устранять.
Способы герметизации течи в зависимости от места ее проявления:
- Течи бесшовных или сварных труб отопления;
- Течь появилась на стыке трубы и батареи, трубы и фитинга, фитинга и фитинга;
- В пространстве пересечения радиатора;
- На открытой и ремонтопригодной аккумуляторной площадке.
Каждую из этих аварий можно устранить подручными средствами и разными способами, но только в одном случае – если течь в батарее отопления или в трубе небольшая, а вода или теплоноситель течет тонкой струйкой или капает. Более серьезная течь устраняется более радикальными методами, о которых мы и поговорим. Кто хоть раз устранял течь в своей системе отопления, тот знает, сколько бед он спас себе и своей семье.
Как при больших, так и при малых утечках необходимо немедленно закрыть запорный кран подачи рабочей жидкости в систему. Проблема решается применением следующих вариантов:
- Если радиатор негерметичен, то нужно перекрыть запорную арматуру на входе и выходе устройства. Если радиатор с байпасом, то вся система будет продолжать работать без остановки, если байпаса нет, то лучше отключить котел во избежание неожиданного перегрева системы отопления;
- Если запорной арматуры нет или она установлена, но не там, где она нужна, то отопление нужно остановить, чтобы трубы не оставались под давлением, и приступить к устранению течи.
Стальные трубы с горячей водой быстро ржавеют, даже если они окрашены, из-за чего стенки труб становятся тоньше. В самых тонких местах со временем может появиться течь и, если ее вовремя не устранить, капли незаметно превратятся в струйку.
Если на трубе появилось цветное пятно, краска начала вздуваться, видны следы ржавых потеков воды или ржавчины на трубе, капает вода незаметно, не ждите в надежде, что она прекратится сама собой. Лучше, если подозрительное место вы найдете летом, при выключенном отоплении – меньше проблем с отключением и поддержанием температуры в помещении во время ремонта.
Преимущества Mastix
- Клей для холодной сварки Mastix – универсальное средство, позволяющее склеить практически любую поверхность намного лучше, чем другие виды клеев;
- Выпускается несколько разновидностей, обладающих улучшенными свойствами, например, пластик, алюминий, хотя есть и универсальные марки;
- Смесь удобна в использовании и проста в приготовлении, поэтому для ее применения не требуется большого опыта или специальных знаний;
- Продукты относительно недороги и доступны во многих торговых точках;
- Удобный вариант поставки в виде двухкомпонентного стержня;
- Широкий диапазон рабочих температур.
Преимущества и недостатки
Технология позволяет с высокой надежностью устранять течи в трубах. Данная процедура безопасна в выполнении, чего нельзя сказать об обычной сварке. Другими преимуществами являются:
- удобство, простота в технике даже для новичков,
- отличное качество шва, которое зависит в основном от типа материала, а не от скорости работы,
- отсутствие необходимости приобретения специальных инструментов, оборудования, машины и дорогие материалы,
- минимальное энергопотребление,
- пожаротушение, антивзрывные свойства эпоксидной смолы,
- низкая стоимость ремонта,
- наличие холодной сварки – клеи продаются в любом магазине.
Технология имеет и недостатки. Сварка этого типа не рассчитана на слишком большие нагрузки – давление, сильный нагрев. Поэтому при серьезном дефекте трубы или радиатора лучше использовать горячую сварку или полностью поменять сечение. Важно соблюдать подготовительные мероприятия – иначе снизится качество сварного шва. Долговечность холодной сварки ниже, чем у стандартной сварки – отремонтированные трубы не прослужат много лет, а потребуют нового ремонта. На самом деле такой ремонт специалисты считают временной мерой.
Недостатки Mastix
- Время высыхания здесь несколько выше, чем у других марок, поэтому при работе с ним при разных температурах могут возникнуть некоторые проблемы;
- Во время подготовки могут образовываться комки, что снижает качество соединения и может привести к необходимости доработки.
Область применения
Холодная сварка Мастикс по металлу применяется как в домашних условиях, так и в различных профессиональных ремонтных работах, в зависимости от типа материала. В основном его используют как обычный клей, которым следует соединять металл, дерево, пластик, камень и другие трудно склеиваемые вещи. Не менее важной функцией является ремонт трубопроводов, различной тары, автомобильных запчастей и прочего. Трещины можно заделать как нанесением пластичной массы, так и с проникновением во внутренние детали.
Если изделие не эксплуатировалось при температуре выше 150 градусов Цельсия, то возможен ремонт микросхем, восстановление деталей и другие ремонтные процедуры. Главное выдержать то время, по истечении которого можно пускать деталь в эксплуатацию. Крепостные свойства здесь недостаточно прочны, чтобы выдерживать сильные удары, а вот вибрационные нагрузки, которые часто встречаются в движущихся механизмах, переносятся вполне нормально.
- Наполнители минеральные;
- Металлические наполнители;
- Аминовая смола;
- Эпоксидная смола.
Просмотров
Для металла – имеет в своем составе металлический наполнитель, улучшающий качество соединения с металлическими поверхностями. Хорошо переносит контакт с влагой, поэтому может использоваться при ремонте сантехники. Он не очень чувствителен к чистоте поверхности, поэтому его можно использовать с влажными и замасленными деталями.
Универсальная – смесь используется для быстрого ремонта любых поверхностей. Имеет широкий диапазон рабочих температур. Это самый популярный и часто используемый вариант, который может понадобиться в каждом доме.
Жаростойкий. Этот холодный сварной шов имеет самую высокую температуру разрыва, которая составляет 250 градусов Цельсия. Применяется для соединения металлов, как черных, так и цветных, применяемых в термически активных сферах.
Для сантехники – клей применяется для работ во влажных условиях. Чаще всего это ремонт сантехники, где нужна высокая влагостойкость и способность выдерживать работу под давлением. Соединяет металл, фарфор, может использоваться для восстановления резьбы и так далее.
Холодная сварка Mastix fast steel – содержит в составе стальной наполнитель, улучшающий качество соединения и восстановления утраченных элементов со сталью.
Мастик для холодной сварки алюминия. Содержит алюминиевый наполнитель, усиливающий сцепление с этим металлом.
Свойства и характеристики Мастикса
Перед приемом Мастикса следует изучить его характеристики:
Особенности применения
Инструкция по применению мастикса для холодной сварки предполагает соблюдение всех правил. На начальном этапе нужно очистить поверхность, с которой будут проводиться работы.
Даже если на упаковке указано, что этим этапом можно пренебречь и клей можно использовать на маслянистых поверхностях, для лучшего соединения все равно следует все зачистить.
После этого от общей массы нужно отрезать ту часть, которую вы будете использовать. Здесь следует учитывать, что оба компонента находятся в равной мере. Далее следует разминание и нанесение на поверхность. Далее нужно подождать от 20 минут до часа, чтобы все надежно схватилось.
Нагрев — повышение производительности сварки
Предварительный нагрев и снятие напряжений с деталей являются необходимыми этапами во многих сварочных операциях, включая сварку труб, но процесс нагрева иногда может представлять трудности. Различные приложения и материалы имеют разные требования, от предварительного нагрева до термообработки после сварки (PWHT). Кроме того, трубы и другие детали различаются по размеру и форме и могут находиться в магазине или в поле. Все эти факторы обуславливают важность выбора системы отопления, которая предлагает гибкость для удовлетворения целого ряда требований к отоплению.
Если для сварочных работ требуется какой-либо вид термообработки, индукционный нагрев представляет собой метод, предлагающий множество преимуществ, в том числе большую стабильность нагрева, более быстрое достижение температуры детали, простоту использования и безопасность в эксплуатации.
Однако существуют некоторые неверные представления о том, как и когда можно использовать индукционный нагрев при сварке труб, что может удерживать людей от реализации улучшений, которые он может обеспечить. В этой статье обсуждаются распространенные мифы о индукции и предоставляется информация о том, как преодолеть проблемы, с которыми операторы могут столкнуться в некоторых приложениях.
Миф № 1 Индукционный нагрев нельзя использовать для трубы P91 Индукционный нагрев можно использовать для предварительного нагрева и снятия напряжения (через PWHT) P91 и других хромомолибденовых труб. Предварительный нагрев этих труб ничем не отличается от любых других труб из углеродистой стали, хотя он требует решения конкретных задач, связанных с термообработкой материала.
P91 представляет собой тип ферритного сплава с повышенной устойчивостью к ползучести (CSEF), который представляет собой сталь, предназначенную для сохранения прочности при чрезвычайно высоких температурах. Хотя сплавы CSEF предназначены для сохранения прочности при повышении температуры окружающей среды, одна из самых больших проблем при сварке P91 — чувствительность материала к тепловым изменениям в процессе сварки. Поэтому очень важно правильно контролировать температуру до, во время и после сварки.
Индукционный нагрев является широко используемым методом термообработки при сварке труб. При нагреве толстого куска трубы необходим сильный нагрев, чтобы получить стабилизированную температуру внутри трубы, и P91 обычно предъявляет более высокие требования к температуре во время сварки. Например, для многих углеродистых сталей обычно требуется температура выдержки от 1150 до 1250 градусов по Фаренгейту. Но для многих марок стали P91 необходимый диапазон температур выдержки обычно начинается с 1350 и может достигать 1410 градусов по Фаренгейту.
Металл, нагретый до определенной точки, теряет свои магнитные свойства. Уровень температуры, при котором это происходит, который может незначительно варьироваться, называется точкой Кюри. Для многих сортов материала P91 точка Кюри обычно составляет около 1380 градусов по Фаренгейту, поэтому, когда приложение требует нагрева материала до 1410 градусов, процесс индукционного нагрева меняется. В результате исчезает нагрев от гистерезисных потерь, изменяются выходные параметры индукционной установки, а скорость нагрева детали может замедляться или останавливаться, не достигнув уровня температуры выдержки.
Эту проблему можно решить с помощью некоторых корректирующих действий. Во-первых, важна правильная установка, чтобы обеспечить хороший нагрев материала. Использование надлежащей изоляции PWHT для размера нагреваемой трубы и плотная намотка витков катушки на изоляцию являются важными шагами для поддержания надлежащего расстояния соединения от детали до катушки.
Во-вторых, поскольку выходные характеристики будут изменяться в точке Кюри, важно правильно настроить катушку для этого изменения. Поскольку гистерезисные потери при нагреве исчезают в точке Кюри, джоулев нагрев становится единственным источником подвода тепла к детали.
Чтобы гарантировать достижение желаемой температуры выдержки после точки Кюри на трубе большего размера, рассмотрите возможность использования обмотки катушки, работающей при более низких уровнях напряжения и тока. Самое простое решение для достижения этого — использовать более длинный кабель, чтобы получить еще четыре-восемь витков на детали. Лучшим решением является намотка двух катушек параллельно, что приводит к меньшему напряжению и лучшему использованию тока, доступного от устройства.
Наконец, убедитесь, что мощности агрегата достаточно для нагрева детали до желаемой температуры выдержки. Для более крупных деталей можно добавить второй блок для достижения необходимого уровня нагрева. Длина кабеля обычно не является проблемой, которая вызывает ограничения в индукционном нагреве, но диапазон киловатт может быть.
Поэтому важно учитывать плотность мощности, необходимую для нагрева детали, и мощность устройства. Все сводится к тому, сколько времени оператору приходится ждать; нагрев чего-то очень большого может занять много времени, когда мощности в киловаттах недостаточно для работы. Для более крупных деталей можно добавить второй блок для достижения необходимого уровня нагрева.
В зависимости от размера и геометрии детали в системах индукционного нагрева могут использоваться различные компоненты для нагрева, в том числе одеяла, кабели и роликовый индуктор компании Miller, предназначенный для прокатки труб. Миф № 2 Индукционный нагрев нельзя использовать для цветных металлов Это заблуждение восходит к предыдущему обсуждению двух типов тепла, производимого индукцией: джоулева нагрева и гистерезисного нагрева. Цветные металлы не магнитятся и, следовательно, обладают чрезвычайно низкой магнитной проницаемостью. Это означает, что часть гистерезисного нагрева индукции теряется с этим материалом, и процесс строго основан на джоулевом нагреве. В результате для достижения нагрева должно быть более сильное магнитное поле.
Этого можно добиться, намотав больше витков с помощью соленоида или круглой катушки, которые создают более сильные магнитные поля, вызывающие вихревые токи, достаточные для получения полной мощности устройств. Например, на металлическом материале оператор может получить полную мощность от системы с пятью-семью витками катушки вокруг трубы. Для цветных металлов может потребоваться 20 витков, чтобы получить полную мощность устройства. Для этого может потребоваться более длинная катушка, или оператору может потребоваться запустить две катушки параллельно.
Хотя для этого может потребоваться немного больше времени на настройку, преимущества индукционного нагрева помогают компенсировать это за счет более быстрого достижения температуры и более равномерного нагрева по всей трубе. Кроме того, способность индукционной системы нагревать материалы из черных и цветных металлов приводит к увеличению рентабельности инвестиций, поскольку ее можно использовать для выполнения большего количества работ по нагреву.
Поскольку индукционный нагрев использует одну контрольную зону для нагрева, распространено мнение, что индукционный нагрев может одновременно нагревать только один стык или зону трубы. . Тем не менее, возможен предварительный нагрев нескольких зон и снятие напряжения с помощью одного индукционного блока, даже если в системе используется только одна зона управления.
Индукционный нагрев обеспечивает более быстрое достижение температуры по сравнению с нагревом открытым пламенем. При индукции деталь становится собственным нагревательным элементом, нагреваясь изнутри, что делает индукцию очень эффективной, поскольку в процессе теряется мало тепла. При завершении снятия напряжения с трубы важно убедиться, что температура находится в пределах допуска (обычно ±25 градусов по Фаренгейту в кодах труб) по всему периметру трубы. Нагрев одной стороны больше, чем другой, может вызвать расширение, что может привести к растрескиванию под напряжением. Существуют требования к коду, направленные на предотвращение этого.
Например, если большую трубу необходимо нагреть до 1300 градусов по Фаренгейту, одна сторона трубы не может быть на 1200 градусов, а другая сторона на 1300 градусов; оба должны быть в пределах 25 градусов от заданного значения 1300 градусов.
При правильной настройке индукционный нагрев обеспечивает равную энергию для всей зоны выдержки. Небольшие колебания температуры из-за конвекционных токов или условий окружающей среды можно легко компенсировать размещением катушки на изделии. В то время как индукционные источники питания обычно имеют один выход, термопары могут быть размещены в нескольких местах в зоне выдержки и использоваться для управления выходом.
Использование нескольких управляющих термопар позволяет самой горячей термопаре управлять выходным сигналом во время нарастания, контролировать все управляющие термопары во время выдержки и использовать самую холодную термопару для управления линейным снижением. Это не позволяет трубе превысить максимальную температуру или позволить процессу продолжаться, если все температуры не находятся в допустимых пределах.
Поскольку системы индукционного нагрева предлагают различные типы и стили компонентов для нагревания деталей, индукция является гибким вариантом для многих приложений и широкого диапазона размеров и геометрии деталей. Обращение к производителю индукционной системы может помочь ответить на вопросы о потребностях и требованиях для конкретного применения.
Суть в том, что индукционный нагрев является лучшим выбором для многих сварочных работ, обеспечивая значительные преимущества, включая более равномерный нагрев, более быстрое время достижения температуры и повышенную безопасность.
Миф № 4 Индукционный нагрев не может использоваться на листе Хотя индукционный нагрев является широко используемым методом термической обработки при сварке труб, он обеспечивает большую гибкость при использовании для других геометрических форм деталей. в том числе плоские. Доступны различные конфигурации индукционных катушек, в том числе те, которые располагаются поверх пластины и не должны оборачиваться вокруг детали. Индукционные одеяла — еще один вариант, который можно использовать с плоскими плитами.
В конструкции индукционной катушки соленоидная или спиральная катушка обычно наматывается на деталь, в то время как плоская катушка, похожая по форме на нагревательный элемент плиты, может лежать плоско на детали и растягиваться, чтобы покрыть большую площадь .
Также важно отметить, что конфигурации с индукционными катушками могут использоваться для нагрева с одной стороны детали — и нагрева всей детали — при сварке плоских листов. Так, например, если оператор сварки работает с одной стороны листа, индукционная катушка может нагревать с противоположной стороны, что экономит время на настройку и переход к следующей детали.
Miller Electric Mfg. Co.
Методы термообработки и информация по применению
Области применения термообработки
Это общие области применения термообработки
Послесварочная термообработка (PWHT) ), также называемое снятием напряжения, представляет собой применение контролируемого нагрева после завершения сварки.
PWHT представляет собой релаксацию остаточного напряжения, возникающего во время сварки или в других процессах, таких как трубопроводы высокого давления, и также эффективен для удаления водорода.
PWHT Время, температура и расположение термопар определяются отраслевыми нормами. Знания и способность Axiom соответствовать или превосходить эти требования являются причиной, по которой наши клиенты полагаются на нас в отношении метода, ориентированного на качество.
Предварительный нагревПредварительный нагрев — это процесс нагрева металла до заданной температуры и поддержания ее до и во время процесса сварки.
Поддержание требуемой температуры предварительного нагрева и температуры между проходами имеет решающее значение как для получения более мягкой и менее хрупкой микроструктуры, позволяющей водороду диффундировать из металла сварного шва и ЗТВ во время сварки, так и для охлаждения металла после каждого прохода сварки.
Эти температуры часто определяются нормами или, в некоторых случаях, проверенными и определенными процедурами сварки, в некоторых случаях предварительный нагрев может быть повышен, чтобы уменьшить потребность в PWHT в определенных металлах и процессах.
Отжиг — это процесс термообработки, при котором удаляется любой водород, который мог образоваться во время сварки или проник в основной металл в технологической трубе, сосуде или конструкции, находящихся в эксплуатации.
Водород присутствует в металлах на молекулярном уровне, когда водород поглощается металлом, если его не обнаружить, это может привести к водородному растрескиванию и механическому разрушению трубы, сосуда или конструкции.
Последующий нагревПоследующий нагрев — это поддержание предварительного нагрева после завершения сварки, что позволяет произойти растворению водорода из сварного шва. Температура предварительного нагрева может быть такой же или выше, чем указанная исходная температура предварительного нагрева
Часто используется, когда сварка не завершена в материалах с более толстой стенкой, где не требуется поддерживать предварительный нагрев, и/или после сварки в эти более тяжелые материалы. Последующий нагрев также часто используется во время и после сварки ферритных сталей с повышенным сопротивлением ползучести (сталь CSEF)
Линия оттаивания применяется для разжижения застывшего или затвердевшего продукта в технологической системе освободить продукт настолько, чтобы системы могли вернуться к полноценной работе.
Из-за некоторых сложностей этого типа нагревания перед нагреванием следует обсудить более низкие и верхние критические температуры продукта, чтобы избежать каких-либо температурных перегрузок
Методы
Ниже приведены распространенные методы термообработки
Электрическое сопротивлениеЭлектрическое сопротивление Нагрев с использованием низковольтных (80 вольт) гибких керамических нагревательных элементов, размещенных вокруг компонента, контролируемых многоточечными пультами управления термообработкой.
Питание консолей может подаваться от временного генератора или от основного источника питания внутри помещений.
Наиболее часто используемый метод в промышленности благодаря гибкости и размерам доступных нагревательных элементов (FCP), а также типам и геометрии применений, в которых мы работаем с резистивным нагревом, может обеспечить более точный контроль температуры обрабатываемых деталей.
С изменением кода в нашей среде электрическое сопротивление может стать предпочтительным методом для многих приложений.
ИндукцияИндукционный нагрев использует электромагнитное поле для создания возмущений в молекулах металла, что создает тепло, частота электромагнитного поля может быть выше, чем при традиционном нагреве электрическим сопротивлением, система быстрее настраивается и является хорошим инструментом для некоторых применений термообработки.
Не все металлы одинаковы, некоторые плохо воспринимают индукционные частоты, всегда полезно проверить, прежде чем приступать к этому методу
Часто используемые для нагрева и растяжения болтов индукционные стержни могут помочь ускорить открытие корпусов турбин, прессов и систем теплообменников.
Эти системы часто обеспечивают более быстрый нагрев, более быструю установку и демонтаж и могут быть более безопасным вариантом из-за наличия охлаждающих змеевиков в непосредственной близости от сварщиков и другого персонала.
Следует соблюдать осторожность и внимание при быстром нагреве в некоторых случаях, чтобы предотвратить перегрев материала.
Теплота сгоранияИспользуется для обогрева больших конструкций во временных печах, внутри сосудов, печей для обжига извести и других крупных конструкций благодаря своей эффективности. Использование газа и воздуха для подачи тепла в область, требующую термической обработки, создает однородность, которая нагревает намеченную область.
Типичными областями применения являются временные печи, PWHT сосудов под давлением и сушка огнеупоров футерованных конструкций, сосудов и печей для обжига извести.
Предпочтительный метод сушки огнеупоров. Он помогает пропускать тепло через материал для удаления любой химической воды, используемой при формировании огнеупора, а также способствует химическому связыванию и снижает вероятность выкрашивания, увеличивая срок службы и эффективность материала.
Смешанный нагрев и охлаждение
Смешанный нагрев и охлаждение — это новый метод термообработки, использующий одновременное использование 1, 2 или всех 3 методов нагрева, чтобы максимизировать рассеяние температуры в нагреваемой области и метод охлаждения после того, как критерии конструкции металла будут выполнены. было выполнено, сокращение затрат на начальном этапе и сокращение времени возврата к производству на бэкэнде.
Используя опыт Axiom и запатентованную технологию*, мы можем предложить подборку методов нагрева и охлаждения, которые помогут вам управлять бюджетом и оптимизировать график.
Термообработка Axiom — мировой лидер в области комбинированных методов нагрева и охлаждения
*Ожидается
Свяжитесь с нами, чтобы обсудить или запланировать обед и обучение или демонстрацию
Джерри МакВини
Джерри — генеральный директор и основатель AxiomHT его опыт в области термообработки является непревзойденным, и этот опыт привел к применению инженерного решения в форме патентной защиты на некоторых новаторских решениях в области отопления и охлаждения.
Обладая более чем 40-летним опытом работы в отрасли, его способность быстро оценивать и направлять клиентов по вопросам термообработки, сложной геометрии и норм и правил позволяет ему быть в центре внимания клиентов, когда требуются услуги по термообработке.
Его послужной список и способность разбивать информацию на легко усваиваемые фрагменты информации делают его естественным кандидатом для планирования, оценки и составления графиков проектов по термообработке. Самостоятельно заверивший, что его внимание к ожидаемым изменениям кода наряду с новой технологией, которую AxiomHT выводит на рынок, является очень долгожданным дополнением к полевым услугам по термообработке.
Методы сварки, используемые в нагревательных элементах для электрических нагревателей
Электрические погружные нагреватели обеспечивают жизненно важный источник нагрева в промышленности, быстро повышая температуру теплоносителя. Их прочная, компактная и несложная конструкция делает их предпочтительным методом, когда возникают потребности в промышленном отоплении.
Погружные нагреватели эффективны, экономичны с точки зрения первоначальных инвестиций и общей стоимости владения. А также предлагает быстрый метод нагрева жидкостей в резервуарах и емкостях. Они могут напрямую нагревать жидкость, вставляя погружной нагреватель в сосуд с непосредственным контактом с жидкостью.
В качестве альтернативы погружные нагреватели могут использовать режим непрямого нагрева, когда вторичный контур теплопередачи в сосуде нагревает теплоноситель. Это нагревает жидкость в баке через встроенный теплообменник. Этот непрямой метод нагрева обычно предпочтительнее, когда нагреваемая жидкость вредна для нагревательного элемента или кожуха погружного нагревателя.
При прямом методе нагрева погружением жидкость быстро достигает желаемой температуры. Он может точно поддерживать эту температуру в течение более длительных периодов времени.
Погружной нагреватель, изготовленный из нагревательных элементов, заключенных в материал оболочки, отформованный в виде пучка, может либо привинчиваться к стенке сосуда, либо иметь фланец, в зависимости от характера применения.
Как работают погружные нагреватели и роль нагревательных элементов
Погружные нагреватели представляют собой нагреватели Джоуля, в которых тепло вырабатывается за счет омического сопротивления, эффективно преобразующего электрическую энергию в тепловую за счет сопротивления нагревательного элемента. Таким образом, они заключены в металлическую оболочку для защиты нагревательного элемента от технологической жидкости. При выборе погружного нагревателя необходимо учитывать некоторые аспекты, в том числе:
- Материал оболочки
- Корпус
- Нагревательный элемент
- Плотность мощности и мощность
- Применимый диапазон температур.
Материал оболочки играет ключевую роль в долговечности погружного нагревателя, и в редких случаях неправильный выбор материала оболочки может привести к выходу из строя в течение нескольких часов. Обычно медь используется для работы с чистой водой, тогда как сталь используется для работы при более высоких температурах до 750°F в масле, щелочных чистящих растворах, парафине, асфальте и гудроне (нефть). SS 304 используется для температурных применений до 1200˚F в агрессивных жидкостях, жидкостях пищевой промышленности, мыле, технологической воде в градирнях и реакторах и больничном оборудовании. Incoloy используется при температурах до 1500°F в чистящих и обезжиривающих растворах, гальванических и травильных растворах.
Наиболее распространенными материалами для нагревательных элементов являются сплавы. Это связано с тем, что отдельные металлы не могут противостоять повышенным температурам и термическим напряжениям. Распространенной комбинацией является сплав никеля и хрома, также известный как нихром. Нихром состоит из 80% никеля и 20% хрома. Трубки заполнены магнием в кольцевом пространстве между нагревательным элементом и материалом оболочки, который действует как изолятор. Состав нагревательного элемента определяется нагреваемым материалом или жидкостью. Например, нагревательные элементы из низколегированной стали используются для нагрева масла, а нагревательные элементы из нержавеющей стали используются в процессе пивоварения.
Сплавы и процессы сварки
Наиболее часто используемым сплавом для нагревательных элементов является нихром из-за его высокого электрического сопротивления и способности образовывать слой оксида хрома при первом нагреве, который действует как слой защиты от коррозии.
Нихром имеет очень высокую температуру плавления, около 1400°C. Также важно отметить, что температура плавления зависит от состава сплава. Нихром А, который на 80% состоит из никеля и на 20% из хрома, имеет температуру плавления 1400°С. В то время как Nichrome C, который состоит из 60% никеля и 16% хрома, имеет рабочую температуру 1000°C, оба типа сплава обладают эквивалентной коррозионной стойкостью.
TIG или сварка вольфрамовым электродом в среде инертного газа или дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) — это процесс сварки, обеспечивающий высококачественный сварной шов с использованием постоянного тока. Пайка или пайка твердым припоем — еще один экономичный метод соединения сплавов при температуре около 350°C.
Из-за низкой теплопроводности никелевых сплавов, таких как нихром, накопление тепла происходит быстро, поэтому метод заключается в охлаждении между валиками или проходами и очистке поверхности перед сваркой и проходами для предотвращения накопления шлака. Вольфрамовая присадочная проволока в GTAW должна быть хорошо защищена аргоном, чтобы избежать окисления. Возможна пайка при повышенной температуре или серебряный припой нихрома с нержавеющей сталью, но мягкий припой обычно невозможен из-за наличия слоя окисления в обоих сплавах.
Хастеллой
Другим материалом нагревательного элемента является Хастеллой. Hastelloy представляет собой сплав никеля и молибдена и является предпочтительным материалом для агрессивных сред. Это связано с его выдающейся устойчивостью к восстановителям и окислителям. Кроме того, включение молибдена придает ему высокую температуру плавления.
Сварка сплава Hastelloy аналогична сварке материала SS316L, а GTAW или TIG являются предпочтительным методом ручной или автоматической сварки с помощью орбитального сварочного оборудования. В большинстве случаев изделия из сплава Hastelloy используются в сварном состоянии без какой-либо термообработки после сварки, такой как полный отжиг или снятие напряжений, в отличие от металлов.
Нержавеющая сталь 316L
Нержавеющая сталь 316L — еще один экономичный материал для нагревательных элементов. Предпочтительный метод сварки зависит от толщины детали. Для наиболее распространенных применений при изготовлении нагревательных элементов используются TIG или GTAW, в то время как дуговая сварка защищенным металлом или SMAW являются более экономически эффективным методом для деталей толщиной > 5 мм. Иногда можно увидеть, как корневой проход выполняется с помощью GTAW, а завершающие сварные или заполняющие проходы выполняются с помощью SMAW, чтобы получить лучшее из обоих миров.
Титан
Для применения в сложных условиях с точки зрения температуры и агрессивных свойств жидкости иногда титан также используется для нагревательных элементов. Однако титан обладает свойствами, которые затрудняют сварку, к ним относятся более низкая плотность, чем у большинства металлов, низкая эластичность и низкая пластичность.