Как правильно вести сварной шов: Как правильно вести электрод при сварке
alexxlab | 23.06.2023 | 0 | Разное
Как правильно вести электрод при сварке
Содержание
- Положение относительно заготовки
- Направление движения
- Движения при формировании шва
- Длина дуги
- Скорость движения
Умение грамотно выбирать технику сварки: положение, скорость и направление движения электрода приходит с практикой. Чем опытнее сварщик, тем точнее он подбирает параметры и увереннее работает, что обеспечивает хорошую производительность, форму и качество шва.
Рассматриваем подробно, как правильно вести электрод при сварке инвертором, и на что влияют угол наклона, длина дуги, скорость и направление.
Положение относительно заготовки
Электрод подводят к заготовке в двух основных положениях: практически вертикально или под углом. Второе положение используют чаще. Вертикально электрод могут устанавливать при сварке в позиции PF или В1 — вертикально, снизу вверх.
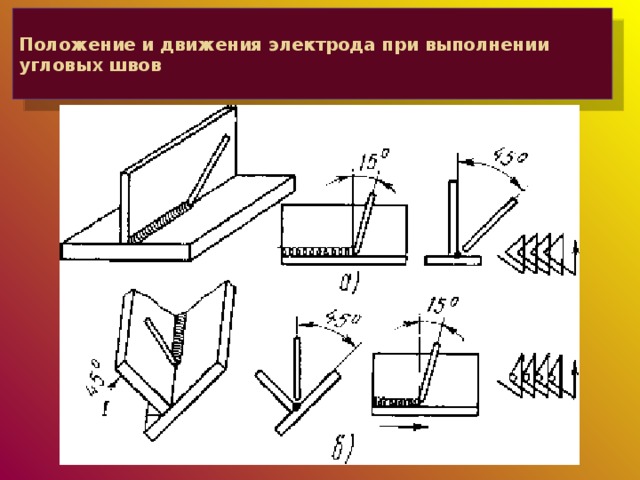
Угол между электродом и поверхностью заготовки — от 30 до 450. При тавровых, угловых соединениях, сварке внахлест уклон в 450 обеспечивает симметричную «лодочку». Она гарантирует одинаковое расплавление кромок, отсутствие подрезов и отлично сформированный шов.
При тавровых, угловых соединениях, сварке внахлест уклон в 450 обеспечивает симметричную «лодочку». Она гарантирует одинаковое расплавление кромок, отсутствие подрезов и отлично сформированный шов.
Однако из-за особенностей доступа движение сварочного электрода может быть и под меньшим углом, что приводит к несимметричной «лодочке». Это не мешает сварке узла, расчетам шва и не изменяет расчетных характеристик.
Направление движения
Электрод можно вести двумя способами. Выбирают оптимальное, исходя из положения сварки и толщины металла.
Первая техника — углом вперед. Расположенный под уклоном электрод вы двигаете острым углом вперед в направлении «от себя». При этом держак оборудования фактически следует за электродом. Это способ используют, когда нужна меньшая глубина провара: например для потолочных стыков, корневых швов, тонкого металла.
Вторая техника — углом назад. Вы двигаете электрод острым углом по направлению «к себе». Электрод следует за держаком. Такой способ более удобен, так как обеспечивает хороший обзор, облегчает контроль сварочной ванны и снижает риск затекания шлака. Его применяют для сварки угловых, тавровых соединений в нижнем, горизонтальном положениях. Провар глубже, но шов уже.
Такой способ более удобен, так как обеспечивает хороший обзор, облегчает контроль сварочной ванны и снижает риск затекания шлака. Его применяют для сварки угловых, тавровых соединений в нижнем, горизонтальном положениях. Провар глубже, но шов уже.
Для вертикальных позиций движение электрода при сварке выбирают наоборот. Здесь удобнее сваривать углом вперед и тонкие, и толстые заготовки. При такой технике и движении на подъем застывший металл шва удерживает последующие расплавленные капли.
Движения при формировании шва
Помимо того, как вести электрод при сварке: углом к себе или от себя, значение имеют и движения его конца. Относительно центральной линии шва можно выполнять движения по разным траекториям:
- полумесяцем — позволяет формировать ровные по высоте и ширине валики, контролировать ширину шва;
- треугольником или елочкой — улучшает провар корня, используется при сварке толстого металла и швов с катетом от 6 мм;
- елочкой с задержкой в корне — обеспечивает ещё более глубокое проплавление при работе с толстостенными заготовками;
- зигзагом — помогает наплавлять уширенные валики, применяется при стыковых соединениях;
- петлями различной конфигурации — дают хороший прогрев и провар свариваемых кромок.

Выбор траектории обусловлен типом заготовки, шва, позицией сварки и зависит от навыков сварщика.
Длина дуги
Характеристики дуги — ещё один фактор, от которого зависит качество шва. Во время сварки нужно правильно выбирать длину дуги и поддерживать её, равномерно ведя электрод.
Основное условие для правильной ММА сварки — длина электрической дуги должна быть примерно равна диаметру электрода. Под ней понимают расстояние от электрода до кромки кратера.
Короткая дуга дает мелкокапельный перенос металла, минимум брызг, ровный и качественный шов. Основными электродами нужно работать на более короткой дуге, чем при использовании рутиловых. Поэтому вести их необходимо под большим углом к заготовке. Кроме того, потолочные стыки сваривают исключительно на короткой дуге, чтобы обеспечить минимальный объем ванны и исключить вытекание расплавленного металла.
Чтобы удерживать длину можно опираться «козырьком» электрода о край сварочной ванны. Помимо этого, при работе важно занимать устойчивое положение и не сжимать сильно держатель, чтобы у вас был упор, а рука не дрожала от напряжения.
Скорость движения
Качество шва обуславливают не только положение и движение, но и то, как ведут электрод при сварке — медленно или быстро.
Скорость подбирают, исходя из толщины заготовки и электрода, пространственной позиции и силы тока.
Низкая скорость уменьшает производительность работы. Из-за медленного движения электрода металл перегревается, что приводит к сквозному прожиганию. Это характерно для тонколистовых заготовок.
Если вести электрод слишком быстро, то металл может не успеть проплавиться на нужную глубину. В результате появляются непровары, снижающие надежность соединения.
Как варить потолочный шов электросваркой, видео
В сварочном деле одним из наиболее трудных заданий будет укладка потолочного шва. Тем не менее освоить технику потолочной сварки стоит уже хотя бы ради того, чтобы автоматически получить более высокий разряд. Такая операция чаще всего требуется на предприятиях, занятых в области укладки трубопроводов или в строительстве.
Навыки станут полезными и в быту, поскольку они востребованы при монтаже отопления, металлической беседки или в иных случаях. К примеру, металлический гараж не получится собрать, не прибегнув к потолочной сварке панелей. В статье пойдет речь о том, как варить потолочный шов электросваркой, трудностях и проблемах, а также способах их устранения.
СОДЕРЖАНИЕ
- В чем состоят сложности сварки потолочного шва
- Техника сварки потолочного шва электродами
- Электроды и аппаратура
- Меры предосторожности
В чем состоят сложности сварки потолочного шва
Немногие сварщики назовут укладку потолочных швов любимым занятием, поскольку в процессе работы возникает немало сложностей. Новичку научиться будет непросто, а многие после первых неудач просто теряют всякий интерес к подобного рода занятию. Для того, чтобы освоить азы столь непростой науки, нужно работать на предупреждение. То есть, понимать проблемы, которые будут возникать при укладке шва и попытаться их предотвратить.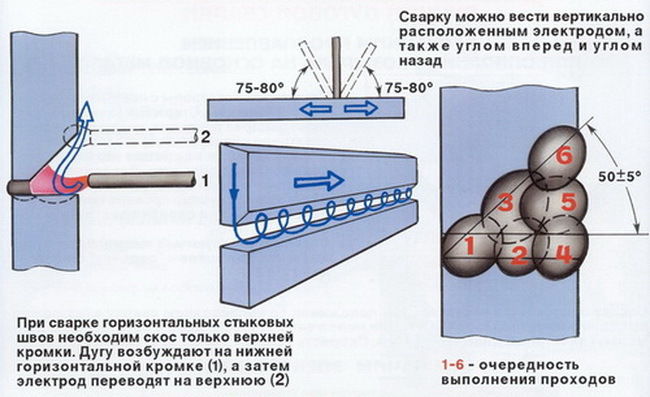
Сварка потолочного шва инвертором или трансформаторной установкой сильно отличается от обыкновенной горизонтальной. Когда заготовки соединяются на рабочем столе, то сварочная ванна формируется по стыку. Сварщику остается только контролировать процесс расплава, избегать элементарных ошибок и предотвращать попадание шлака внутрь ванны. Когда же все это приходится делать на потолке, то расплавленный металл стремится вниз и сформировать ванну очень сложно.
К тому же и шлак, находясь в расплавленном состоянии, капает и мешает вести электрод по месту стыка. Брызги ударяются о поверхность внизу, разлетаются на множество частиц и создают дополнительные трудности в работе. Но основная сложность заключается в том, чтобы соединить свариваемые заготовки. Чаще всего сварочную ванну удается сформировать только на одной из кромок, а вторая остается “не у дел” и связать их воедино долгое время не получается.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Еще одна сложность заключается в том, что сваривание происходит на пониженном токе. Электрод часто прилипает к металлу и образуются непроваренные места. Сварщик быстро устает из-за того, что его голова постоянно запрокинута, а рука приподнята. Поэтому необходимы паузы для того, чтобы восстановить силы и перевести дух.
Перед началом практических занятий стоит хотя бы осознать все трудности и настроиться на них. Тогда не будет горького разочарования от первых неудач и легче преодолеваются физические трудности.
Техника сварки потолочного шва электродами
Опытные сварщики ужа давно составили основные правила соединение металлических заготовок в самых разных положениях, включая и потолочное. их необходимо знать для того, чтобы правильно выполнять этот вид работ. Вот основные пункты:
- Кромки свариваемых поверхностей нужно как можно ближе свести одна относительно другой. Сварку в потолочном положении с зазорами смогут выполнить только мастера своего дела.

- Метод разделки кромок полностью аналогичен тому, который делается при нижнем сваривании. V-образный скос делается в том случае, если толщина стенок превышает 5 мм.
- Расположение электрода относительно рабочей поверхности составляет 45 градусов. Есть простой “лайфхак” для начинающих сварщиков: лучше использовать половинку электрода. В таком случае легче управлять положением его кончика, что несколько облегчит работу.
- Когда стороны расположены вплотную, то положить первый шов можно, даже не применяя колебательные движения. В таком случае наполнения стыка получится по максимуму. За вторым проходом ширина расплава увеличивается с тем, чтобы сделать связку прочнее. А вот на трубах рекомендуется уже со старта варить широким швом.
- Для сваривания можно использовать различные способы формирования шва. Здесь уместен метод полумесяца, спираль или горизонтальная восьмерка.
 В случаях, когда состыковать детали плотно не получилось и присутствует небольшой зазор, то используется прерывистая дуга. При таком способе формирования шва отложенные капли металла быстро остывают. Следующая капля накладывается еще до того, когда предыдущая полностью остывает. Она должна еще иметь багровый оттенок. Процесс надежен, но растянут во времени. Сварщику потребуется неоднократная передышка.
В случаях, когда состыковать детали плотно не получилось и присутствует небольшой зазор, то используется прерывистая дуга. При таком способе формирования шва отложенные капли металла быстро остывают. Следующая капля накладывается еще до того, когда предыдущая полностью остывает. Она должна еще иметь багровый оттенок. Процесс надежен, но растянут во времени. Сварщику потребуется неоднократная передышка. - Внешний вид только что завершенного шва может быть далек от идеала. Не стоит этого пугаться. Наплывы и крупные валики не критичны, а шлак, который выступает легко убирается молоточком. При необходимости стык можно “пригладить” болгаркой.
Читайте также: Маркировка электродов для ручной дуговой сварки
Электроды и аппаратура
Сварочные работы на потолке можно выполнить с использованием инвертора или трансформаторной установки. Следует внимательно отнестись к выбору силы тока. Она должна быть ниже на четверть по сравнению с традиционной ручной дуговой сваркой. К примеру, для соединения двух пластин толщиной 5 мм не нужно выставлять силу тока больше 100 ампер. Желательно, чтобы кабель не был слишком толстым: тогда меньше нагрузка на руки. Чтобы не нагружать запястье, кабель наматывают на руку.
Следует внимательно отнестись к выбору силы тока. Она должна быть ниже на четверть по сравнению с традиционной ручной дуговой сваркой. К примеру, для соединения двух пластин толщиной 5 мм не нужно выставлять силу тока больше 100 ампер. Желательно, чтобы кабель не был слишком толстым: тогда меньше нагрузка на руки. Чтобы не нагружать запястье, кабель наматывают на руку.
Для потолочной сварки чаще всего берут электроды толщиной 3-4 мм. Важна предварительная подготовка. Если расходники хорошо подсушить, то в процессе работы будет образовываться меньше брызг. Укороченными электродами легче управлять, что дает сварщику возможность уверенно манипулировать дугой.
Читайте также: Ручная дуговая сварка MMA
Меры предосторожности
Плотная куртка и брюки являются обязательном атрибутом сварщика при выполнении работ на потолке. Перчатки в обязательном порядке должны иметь широкие края, которые бы закрывали манжеты. В противном случае окалина может закатиться за одежду и обжечь руки. Нужно одевать специальный головной убор без козырька, но с широкими полами, которые бы закрывали ворот куртки. То же самое касается и брюк. Нижние части штанин должны быть широкими и располагаться внахлест на верхнюю часть обуви.
Нужно одевать специальный головной убор без козырька, но с широкими полами, которые бы закрывали ворот куртки. То же самое касается и брюк. Нижние части штанин должны быть широкими и располагаться внахлест на верхнюю часть обуви.
При ударе о землю брызги разлетаются в разные стороны на приличное расстояние. Очень важно, чтобы рядом не было легковоспламеняющихся материалов. Отбивая шлак, сварщик должен быть в защитных очках, ведь осколки будут лететь вниз. А чтобы работу выполнить качественно, следует давать хотя бы небольшие, но частые передышки. Они помогут снять усталость с мышц рук и шеи.
Потолочную сварку освоить с первого раза не удастся. Нужно запастись терпением, долго и много практиковаться. Но после освоения метода уже можно приступать к сварке труб и металлоконструкций любой сложности.
Читайте также: Как правильно варить трубы электросваркой
Как правильно варить потолочный шов электросваркой
Оцените, пожалуйста, статью
12345
Всего оценок: 10, Средняя: 2
Руководство по сварке свинцом: советы и методы
, Jignesh Sabhadiya
Свинец — это водостойкий металл, который легко плавится и менее подвержен коррозии, что делает его идеальным выбором для многих сварочных работ. проекты. Хотя свинец часто используется для автомобильных деталей и труб, он очень токсичен при неправильном обращении.
Примите меры предосторожности, проветрив помещение и надев защитное снаряжение, прежде чем включать горелку. Затем используйте кислородно-ацетиленовую горелку и стержень свинцового припоя, чтобы завершить соединение. Независимо от того, работаете ли вы со старыми или новыми кусками свинца, сваривайте их, чтобы создать прочную и долговечную связь.
Что такое сварка свинцом?Обжиг свинца — это процесс сварки, используемый для соединения листов свинца. Это ручной процесс, осуществляемый газовой сваркой, обычно кислородно-ацетиленовой.
Этот процесс соединяет листы свинца вручную с использованием пламени горелки, с той лишь разницей, что для этого не требуется флюс. Флюс — это химическое чистящее средство, используемое в основном перед пайкой электроники, но не для сварки свинцом.
Флюс — это химическое чистящее средство, используемое в основном перед пайкой электроники, но не для сварки свинцом.
Однако сварка других металлов требует использования флюса. Подобно меди, свинец имеет собственный флюс и поэтому не требует дополнительного флюса для сварки.
Свинец можно идентифицировать по цвету необработанной поверхности (от белого до серого), цвету и структуре свежерасколотой поверхности (светло-серый, кристаллический), цвету только что обработанной поверхности (белый).
ДОПОЛНИТЕЛЬНО: Что такое сварка?
Какой газ
использовал для сварки свинцом?Для сварки свинцом обычно используются три комбинации газов:
- Кислород-ацетилен
- Кислород-водород
- Кислород-природный газ
Кислородно-водородный и кислородно-ацетиленовый процессы работают для всех позиций. При потолочной сварке не используется кислородно-природный газ. Обычно используется низкое давление газа в диапазоне от 1-1/2 до 5 фунтов на квадратный дюйм (или от 10,3 до 34,5 кПа), в зависимости от типа выполняемого сварного шва.
Свинцовая сварочная горелка
Сварочные горелки довольно маленькие. Клапаны горючего газа и кислорода находятся на передней части рукоятки. Это позволяет легко регулировать их с помощью большого пальца удерживающей руки.
Размер сверла наконечника горелки варьируется от 78 до 58. Наконечники большего размера используются для более тяжелого свинца, а наконечники меньшего размера используются для свинца весом 6 фунтов (2,7 кг).
Какие сварочные стержни
используются для сварки свинца?Присадочные прутки должны иметь тот же состав, что и свинец, который вы свариваете. Диаметры этих стержней варьируются от 1/8 до 3/5 дюймов (или от 3,2 до 19,1 мм). Большие размеры используются для более тяжелого свинца и меньшие размеры для легкого свинца.
Как сварить свинец – пошаговый процесс Обжиг свинца – это процесс автогенной сварки. Два листа свинца формируются механически, чтобы лежать близко друг к другу. Затем они нагреваются пламенем факела и текут вместе. Присадочный стержень не требуется, листы образуют собственный наполнитель (автогенная сварка). Также не используется флюс.
Затем они нагреваются пламенем факела и текут вместе. Присадочный стержень не требуется, листы образуют собственный наполнитель (автогенная сварка). Также не используется флюс.
При пайке, напротив, используется припой, представляющий собой совместимый сплав, демонстрирующий эвтектическое поведение. Это дает температуру плавления ниже, чем у основного металла, что позволяет проводить процесс пайки, а не сварки. Для некоторых сварных швов может понадобиться присадочная проволока, если нет удобного способа сформировать достаточно плотный нахлест на кромке листа.
В качестве наполнителя используются обрезки того же свинцового листа. Чрезмерное использование филлера, а не первоначальная плотная посадка, считается признаком плохой техники.
Факел, используемый для сжигания свинца, представляет собой небольшое горячее газовое пламя. Чаще всего используется кислородно-ацетиленовый, так как его легко носить с собой. Обычно используется сопло № 0 небольшого размера, иногда с миниатюрным корпусом горелки, но в остальном горелка такая же, как и для работы со сталью или медью.
Можно использовать различные горючие газы, но для достижения необходимой высокой температуры всегда используется подача кислорода. Топливными газами могут быть ацетилен, природный газ или водород. Кислородно-водородный вариант считается лучшим, но его нелегко носить с собой.
Кислород-природный газ самый дешевый и часто используется на стационарных верстаках. Поскольку он менее горячий, его нельзя использовать для неудобной позиционной (потолочной) сварки. Окси-ацетилен является наиболее распространенным, так как большая часть свинцовых работ выполняется на месте, и его легко переносить.
Используется нейтральное пламя. Восстанавливающее пламя (обогащенное топливом) создает проблемы с отложениями сажи в сварном шве. Окислительное пламя сжигает свинец и создает окалину оксида свинца, что приводит к плохим сварным швам с низкой пластичностью.
Применение сварки свинца Обжиг свинца осуществляется для кровельных работ из листового свинца или для изготовления нестандартных водосточных изделий: желобов, водосточных желобов и декоративных воронок. При декоративной обработке свинца также может использоваться сжигание свинца, особенно там, где требуется водонепроницаемое соединение, как для плантаторов.
При декоративной обработке свинца также может использоваться сжигание свинца, особенно там, где требуется водонепроницаемое соединение, как для плантаторов.
Сжигание свинца, таким образом, является частью традиционной работы сантехника, в его первоначальном смысле слова «рабочий со свинцом» (лат. Plumbum). Хотя эта работа редкая и специализированная, она все еще выполняется сегодня, и не только для реставрации исторических зданий.
Большая часть изделий из свинцового листа формируется и герметизируется с помощью утолщения, механической фальцовки или обжима. Этого достаточно для кровли, которая пропускает воду, но недостаточно водонепроницаема, когда на нее попадает стоячая вода, поэтому необходим непроницаемый обожженный шов.
Сжигание свинца не используется как часть сантехнических работ для установленных трубопроводов. Свинцовые трубы долгое время считались устаревшими из-за проблем со здоровьем. Даже там, где свинцовые трубы или кабели со свинцовой оболочкой все еще нуждаются в соединении, это выполняется с помощью протертого, а не обожженного соединения.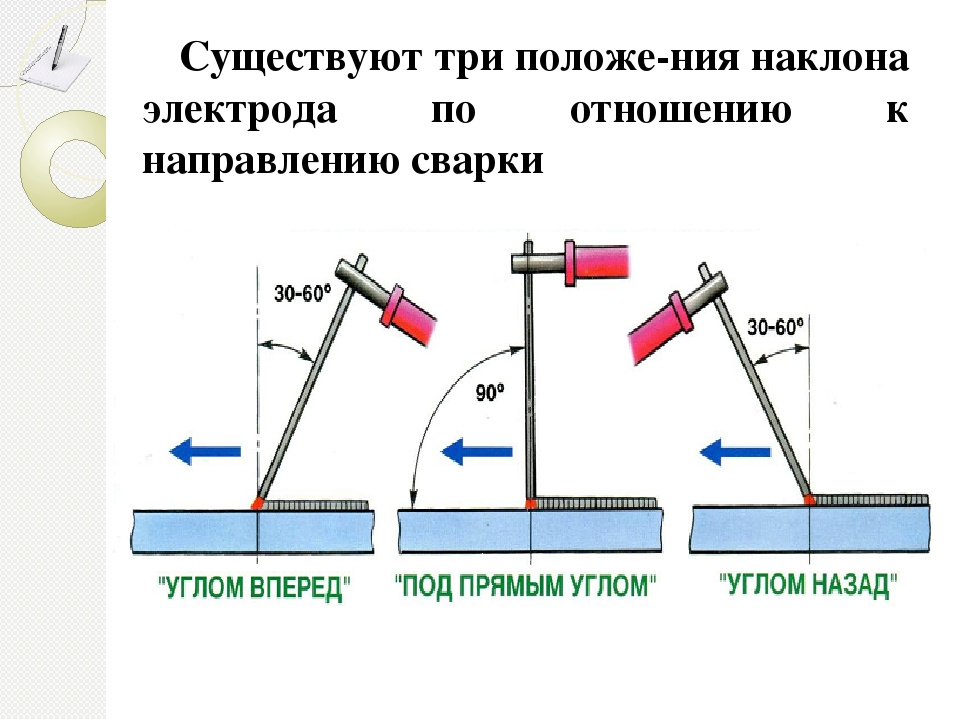
Протирка свинцового соединения представляет собой процесс пайки с использованием сантехнического припоя (80 % свинца / 20 % олова) и выполняется при низкой температуре пропановой паяльной лампой с естественной тягой. Сегодня даже протертые соединения встречаются редко, и там, где необходимо соединить существующую свинцовую трубу, скорее всего, будет использоваться запатентованное механическое соединение.
В некоторых редких случаях в химической промышленности сжигание свинца используется для трубопроводов, где кислотостойкие резервуары и трубы должны быть изготовлены из свинца, а не из стали. Ниши для сжигания свинца включают производство свинцовых пластин для свинцово-кислотных аккумуляторов и электродов для гальванического покрытия.
Категории Сварка Теги СваркаСварка свинцом – Подробное объяснение того, как работает сжигание свинца
В этом посте могут быть партнерские ссылки. Покупка через них может принести нам небольшую комиссию бесплатно для вас. Это покрывает нашу заработную плату и позволяет бесплатно использовать наши ресурсы.
Это покрывает нашу заработную плату и позволяет бесплатно использовать наши ресурсы.
Последнее обновление:
Свинец — это тусклый, серебристо-серый, хорошо обработанный и устойчивый к коррозии металл, который использовался для изготовления труб, олова и красок со времен Римской империи.
Он также использовался в свинцовой глазури для гончарных изделий, а в этом веке — в инсектицидах, красках для волос и в качестве антидетонационной добавки к бензину.
Так как свинец очень мягкий, очень ковкий, пластичный и относительно плохой проводник электричества, при сварке применяется особый подход.
Сварка свинца Свинцом часто называют сжигание свинца, так как это ручной процесс, осуществляемый газовой сваркой, обычно кислородно-ацетиленовой.
Свойства свинца
Свинец — это природный элемент, который в небольших количествах содержится в земной коре, и он известен и используется людьми на протяжении многих столетий. Эта длинная история отражена в изображении с использованием раннего алхимического символа для свинца и вырезанных древнеримских символов. Однако, прежде чем обсуждать сварку свинцом, давайте рассмотрим основные свойства.
Эта длинная история отражена в изображении с использованием раннего алхимического символа для свинца и вырезанных древнеримских символов. Однако, прежде чем обсуждать сварку свинцом, давайте рассмотрим основные свойства.
- Атомный номер: 82
- Атомный вес: 207,19
- 1744 °C (3171,2 °F)
- Плотность: 11,29 грамм/см3 при 20 °C (68 °F)
Хотя свинец имеет некоторые полезные применения, он может быть токсичным для людей и животных, оказывая вредное воздействие на здоровье. Вот почему вам нужно будет принять дополнительные меры предосторожности во время сварки свинцом. Поэтому при соединении свинцовых пластин убедитесь, что вы обеспечили достаточную вентиляцию, сварочное оборудование и защитное снаряжение.
Свинец можно определить по цвету необработанной поверхности – от белого до серого. Цвет и структура свежесколотой поверхности светло-серые и кристаллические, а цвет свежеотшлифованной поверхности – белый.
Листовая сварка свинца
Поскольку свинец в промышленности обычно поставляется в виде листов, соединение листового свинца часто называют сжиганием свинца.
Обжиг свинца – это ручной процесс, осуществляемый газовой сваркой, обычно кислородно-ацетиленовой.
Работа со свинцовым листом выполняется пламенем горелки, но с той лишь разницей, что для этого не требуется флюс. Несмотря на то, что флюс используется в основном перед пайкой электроники, для сварки свинцом он не обязателен.
Это потому, что у свинца есть свой флюс, способствующий плавлению металлов.
Свинцовый сварочный газ
Для сварки свинцовых труб и большинства изделий из свинцового листа используются три типа комбинаций газов:
- Кислород-ацетилен
- Кислород-водород 9002-90343 O
Делая выбор, вы следует знать, что кислородно-водородный и кислородно-ацетиленовый процессы работают во всех положениях сварки. Для потолочной сварки нельзя использовать кислородно-природный газ.
Для потолочной сварки нельзя использовать кислородно-природный газ.
Обычно для сварки свинцом требуется низкое давление газа в диапазоне от 1-1/2 до 5 фунтов на квадратный дюйм. Выбор зависит от типа сварного шва.
Сварочная горелка
Свинцовые сварочные горелки обычно имеют небольшие размеры, а клапаны горючего газа и кислорода должны располагаться близко к пальцам на рукоятке. Таким образом, вы можете легко управлять им большим пальцем.
Наконечники светодиодных сварочных горелок имеют размер сверла от 78 до 68. Как правило, более крупные наконечники используются для более тяжелых нагрузок, а наконечники меньшего размера используются для более легкого провода.
Обычно используется сопло небольшого размера № 0, но в остальном один и тот же резак можно использовать для обработки стали или меди.
Свинцовые сварочные стержни
Хотя сварка свинцом является автогенным процессом, то есть листы соединяются путем плавления, сварочные стержни не требуются. Однако в определенных ситуациях придется использовать сварочные прутки. Диаметры сварочных прутков варьируются от 1/8 до 3/5 дюймов.
Конструкция свинцового соединения
Стыковые, нахлесточные и краевые соединения наиболее часто используются при сварке светодиодов. Однако при сварке в плоском положении можно использовать стыковые или нахлесточные соединения. Кроме того, соединение внахлест используется при вертикальной и потолочной сварке, а кромочное или фланцевое соединение используется только в особых условиях.
Как сварить свинец
Во-первых, сжигание свинца — это процесс автогенной сварки, что означает, что связи между двумя листами свинца образуются механически.
Как только листы нагреваются пламенем факела, они плавятся и сливаются. Во время этого процесса не требуется присадочная проволока и, как мы уже говорили, не используется флюс.
При сварке свинцом всегда используется подача кислорода для достижения высокой температуры.
Однако топливные газы могут различаться, и наиболее распространенными являются ацетилен, природный газ или водород.
- Кислородно-водородный считается лучшим, но его нелегко носить с собой.
- Кислородно-природный газ самый дешевый, но его нельзя использовать для потолочной сварки, так как он менее горячий.
- Кислород-ацетилен является наиболее распространенным, так как большая часть свинцовых работ выполняется на месте и его легко переносить.
Для получения удовлетворительных результатов используется нейтральное пламя. Пламя с высоким содержанием топлива может вызвать проблемы с отложением сажи в сварном шве. Между тем, окислительное пламя сжигает свинец и создает окалину оксида свинца, что приводит к плохим сварным швам с низкой пластичностью.
С другой стороны, для пайки требуется совместимый свинцовый припой, а более низкая температура плавления позволяет использовать процесс пайки, а не сварки. Кроме того, для некоторых сварных швов может потребоваться присадочная проволока, если нет удобного способа сформировать достаточно плотный перехлест на одном и том же свинцовом листе.
Сварка свинца
Сжигание свинца обычно применяется при кровельных работах или изготовлении нестандартных водосточных сооружений, таких как желоба, водосточные трубы и декоративные воронки. При декоративной обработке свинца также может использоваться сжигание свинца, особенно там, где для плантаторов требуется водонепроницаемое соединение.
Сварка свинца является частью традиционной работы сантехника, хотя сегодня она является редкой и специализированной и наиболее распространена, когда необходимо соединить существующие свинцовые трубы. Иногда этот процесс сварки используется при реставрации исторических зданий. Однако из-за плохого состояния здоровья свинцовые трубы считаются устаревшими.
Когда необходимо сжигание свинца, используется протертый стык, а не обожженный стык. Однако даже протертые соединения выделяют пары свинца из-за проблем со здоровьем, поэтому ношение защитного снаряжения считается хорошей практикой. Тем не менее, в процессе пайки сантехнический припой (80 % свинца / 20 % олова) выполняется при низкой температуре пропановой паяльной лампой с естественной тягой.