Как просверлить отверстие большого диаметра в металле: Сверление больших отверстий в металле: способы и инструменты
alexxlab | 24.02.2023 | 0 | Разное
как просверлить отверстие, способы его увеличить
Сверление сквозных отверстий в металлических заготовках производится различными инструментами с применением специальных техник. Многим специалистам при исполнении инженерных работ приходится просверливать отверстия в металлических конструкциях довольно часто. Эти предметы обладают высокой упругостью, что вынуждает использовать специальные режущие приспособления при сверлении.
Типы сверл и приборы для сверления по металлу
Необходимые приборы для сверления металлических изделий – электрические и ручные дрели, а также сверлильные станки. Рабочая часть таких аппаратов – сверло разных форм:
- спиральные;
- винтовые;
- коронковидные;
- конусные;
- плоские;
- пушечные;
- ружейные;
- центровочные;
- ступенчатые.
Каждое сверло имеет индивидуальную маркировку, где на кончике указывается диаметр сечения и тип сплава, из которого оно изготовлено. Для сверления отверстия требуемого диаметра необходимо сверло на несколько десятых миллиметра уже.
Для сверления отверстия требуемого диаметра необходимо сверло на несколько десятых миллиметра уже.
Сверла классифицируют и по длине:
- короткие;
- удлиненные;
- длинные.
Для сверления некоторых материалов может потребоваться сверло специальной заточки с алмазным наконечником. С изделиями из тонколистовых сплавов спиральные сверла могут не справиться. В некоторых случаях для сверления глубоких отверстий изделие приходится фиксировать в тисках, упорах, кондукторах, уголках с креплениями. Это делается в целях безопасности и получения отверстий высокого качества.
Режимы сверления отверстий в металлических изделиях
Для сверления сквозных отверстий в металлических изделиях крайне важным является предварительная подготовка к процессу. В инструменте необходимо правильно зафиксировать и направить сверло. Нужно отрегулировать частоту вращений и другие параметры. Для слишком прочных изделий рекомендуется низкая скорость вращения сверла. Показателем правильного сверления должна стать равномерная длинная стружка.
Показателем правильного сверления должна стать равномерная длинная стружка.
Типы отверстий и методы их сверления
При некоторых работах на производстве часто необходимы следующие типы отверстий в металлических заготовках:
- Сквозные. Пробивают металлические заготовки полностью. Важно обеспечить защиту поверхности станка от случайного выхода сверла за пределы изделия во избежание повреждения сверла и возникновения заусениц на болванке. Идеально подойдут для таких видов работ верстаки с отверстиями, где есть возможность подкладывать под заготовку деревянную прокладку. Отверстия в тонких болванках высверливаются плоскими сверлами, потому что спиральное сверло способно заметно разрушить края изделия.
- Глухие. Выполняются на необходимую глубину, не пронизывая изделие насквозь. В данном случае важным пунктом является замер глубины, который удобно сделать, ограничив длину сверла упором втулки или патроном дрели с фиксирующим упором. Профессиональные станки оснащены автоматическими системами подачи на задаваемый размер заглубления, что позволяет фиксировать глубину захода сверла.

- Глубокие. К этому типу отверстий относят те сверла, у которых длина в пять раз превышает диаметр. При сверлении глубоких отверстий приходится периодически устранять образующуюся стружку с применением дополнительных смазочных средств. Часто необходимо в принудительном порядке обеспечивать меры по охлаждению сверла и самого изделия, температура которых стремительно повышается до слишком высоких показателей в результате трения. Это касается заготовок из высокопрочных сплавов. Для глубоких отверстий используют спиральные сверла.
- Широкого диаметра. Сверления отверстий большого диаметра в изделиях крупных пропорций – весьма ответственный и трудоемкий процесс. Для таких отверстий применяют конусные, коронковидные или ступенчатые сверла. Специалисты проводят рассверливание на низких оборотах инструмента, стараясь обеспечить сохранность краев заготовки.
- Сложной формы. Иногда необходимо выполнить сверление сквозных или глухих отверстий в заготовках разной плотности под внутреннюю резьбу. Технологию приходится делить на два действия: предварительную подготовку площадки и само сверление.
- Половинчатые. Половинчатые болванки просверливают, заполняя полости древесиной. Уступчатые отверстия удается получить одной из двух техник: рассверливанием (проходом сверла меньшего диаметра на всю глубину заготовки с последующим рассверливанием сверлами большего диаметра) и уменьшением диаметра (высверливанием на требуемую глубину отверстия большего диаметра с последующей заменой сверла меньшего диаметра). В результате отверстие получается четко отцентрированным.

 Технологию приходится делить на два действия: предварительную подготовку площадки и само сверление.
Технологию приходится делить на два действия: предварительную подготовку площадки и само сверление.Безопасность при сверлении отверстий в металлических заготовках
Приступать к сверлению отверстий в металлических заготовках следует с высокой осторожностью, не допуская быстрого разрушения сверла. Соблюдение несложных правил при сверлении обеспечит безопасность и даст гарантии выхода качественного продукта по окончанию работы:
- Накануне сверления необходимо внимательно проверить фиксацию всех крепежных устройств на станке.
- К работе приступать можно в специальной одежде, чтобы исключить попадание любых элементов под движущиеся части станка. Глаза от попадания металлической стружки защищают специальными очками.
- При входе наконечника сверла в металлическую заготовку оно должно уже вращаться на небольших оборотах во избежание затупления.
- Выходить сверлом из просверленного отверстия следует постепенно, снижая обороты, но не останавливая полностью.
- Когда наконечник сверла не заглубляется в заготовку, придется проверить прочность металла. При проведении по поверхности напильником удается определить степень прочности. Если шероховатости на сплаве не остается, нужно выбрать сверло с алмазным наконечником или из более твердого материала, и сверлить на малых оборотах.
- Сверла маленького диаметра, которые с трудом фиксируются в патроне, рекомендуется обматывать на хвостике латунной проволокой для увеличения диаметра обхвата.
- Если работа проводится с полированной заготовкой, можно надевать фетровую шайбу на основание сверла во избежание повреждений при соприкосновении с патроном дрели.
- Для фиксирования металлических заготовок из полированной или хромированной стали применяют тканевые или кожаные прокладки.
- При высверливании глубоких отверстий небольшой фрагмент спрессованного пенопласта, насаживаемого на сверло, обеспечит сдувание мелкой металлической стружки. Также пенопласт даст возможность заглублять сверло до необходимой отметки при производстве глухих отверстий.


Мощность электрических дрелей должна учитываться при сверлении отверстий в металлических заготовках различной твердости. Производители электрического инструмента маркируют приборы, указывая технические характеристики на их корпусе. Для дрелей различной мощности предполагаются сверла соответствующего диаметра.
Любые работы по металлообработке, в том числе и сверление, вы можете доверить специалистам компании Профлазермет. Мы сами определим нужный диаметр отверстия и подберем подходящий инструмент, которого у нас большой выбор. В итоге вы получите идеальное решение в короткие сроки.
Сверление металла в Казани по разумным ценам
Главная/Металлообработка
Сверление отверстий в металле по разумной цене выполняет компания Тент Ателье. Мы можем просверлить отверстия большого или маленького диаметра на металле. Наши специалисты используют профессиональное оборудование, поэтому все отверстия будут аккуратными. Мы принимаем заказы на обработку металла разных видов. У нас вы можете купить тенты в Казани или автомобиль любого габарита, который поможет оборудовать машину для грузоперевозки.
Цены на сверление металла
ВАЖНО! Конечная стоимость будет рассчитана после ознакомления с чертежами
| Сверление металла (до 20 отверстий) | 12 руб/отв |
| Сверление металла (от 20 отверстий) | 6 руб/отв |
Сверление листового металла
Сверление листового металла в Казани от специалистов Тент Ателье. Опыт работы более 20 лет. Выполним сверление отверстий в листовом металле толщиной от 4 до 50 мм. Технология подбирается с учетом проекта
Опыт работы более 20 лет. Выполним сверление отверстий в листовом металле толщиной от 4 до 50 мм. Технология подбирается с учетом проекта
Заказать
Сверление тонкого металла
Сверление тонкого металла в Казани по чертежам заказчика. Тент Ателье предлагает выполнить обработку максимально аккуратно и качественно. Применяем современные методики сверления тонколистового металла
Заказать
Сверление толстого металла
Сверление толстого металла в Казани любых объемов и типов материала. Тент Ателье имеет опыт работы более 20 лет. Подбираем параметры выполнения с учетом особенностей проекта. Гарантируем высокое качество
Заказать
Сверление малых отверстий в металле
Сверление малых отверстий в металле в Казани доступно для заказа в Тент Ателье.
Заказать
Сверление металла по чертежам
Услуги сверления металла по доступным ценам
Заказать сверление металла в Казани
Особенности сверления отверстий в металле
При сборке и изготовлении металлоконструкций часто возникает необходимость в создании отверстий на металле. Обработка металла относится к сложным операциям. Для создания отверстий определённой глубины и длины используется специальная дрель, которая может быть оснащена дополнительными устройствами. Ее нередко можно встретить в доме, где ее используют для бытовых работ. Однако такой аппарат не подходит для сверления металла.
Чтобы сделать ровные и красивые отверстия на металле необходим профессиональный аппарат. Немаловажную роль играет опыт работника и его сноровка. Сделать отверстия определенного диаметра не просто. Важно не только учитывать все особенности металла и хорошо владеть оборудованием для сверления малых отверстий в металле, также необходимо правильно провести все расчеты. Без этого этапа можно сделать отверстие в другом месте на металле.
Сделать отверстия определенного диаметра не просто. Важно не только учитывать все особенности металла и хорошо владеть оборудованием для сверления малых отверстий в металле, также необходимо правильно провести все расчеты. Без этого этапа можно сделать отверстие в другом месте на металле.
Квалифицированные специалисты компании Тент Ателье смогут проделать отверстия в заготовках из различного материала. Мы выполняем обработку металла при помощи вертикальных и радиально сверлильных станков. Закажите сверление отверстий в листовом металле в Казани по демократичной цене.
Преимущества компании Тент Ателье
Наша компания стремится стать лучшей в своей области. Мы постоянно развиваемся и совершенствуемся, чтобы достичь большого успеха. У нас работают квалифицированные специалисты, которым под силу просверлить глубокие отверстия в металле большого или маленького диаметра. Компания Тент Ателье предлагает большой ассортимент услуг по металлообработке в Казани. У нас вы можете заказать:
- если вы хотите сделать уникальное металлическое сооружение, то мы выполняем изготовление изделий из металла на заказ;
- принимаем заказы на пробивку металла любых видов;
- сверление тонкого металла позволяет сделать отверстие без деформации листового металла.

Оформить заявку на сверление отверстий в Казани
Закажите сверление отверстий в листовом металле у профессионалов. Компания Тент Ателье предлагает данную услугу по разумной цене. Узнать актуальные расценки на сверление отверстий разной глубины и диаметра можно у наших менеджеров по телефону: +7 (843) 266 84 61. Они также ответят на любые ваши вопросы и оформят заказ на сверление отверстий.
металл – Как сверлить сталь большим сверлом вне сверлильного станка
спросил
Изменено 1 год, 8 месяцев назад
Просмотрено 734 раза
Мне нужно просверлить отверстие диаметром 12 мм в стальной детали толщиной 5 мм, но эта деталь не помещается на моем сверлильном станке. Это можно как-то сделать?
По моему предыдущему опыту сверление таких больших отверстий ручной дрелью было мучением, которое заканчивалось затуплением сверл.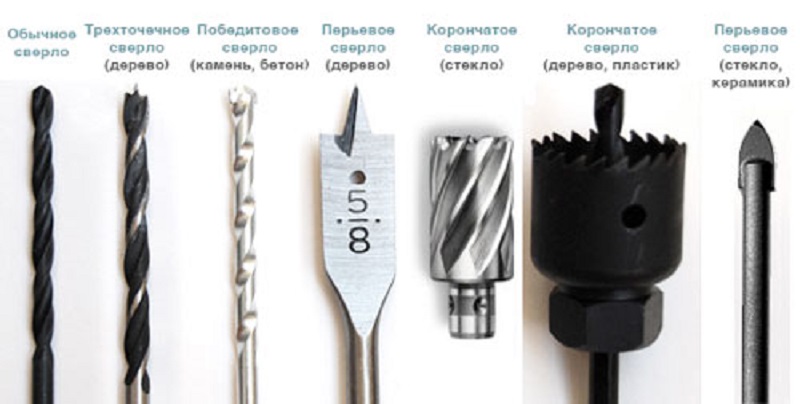
- дрель
- металл
1
Используйте масло для охлаждения долота, если остатки масла не представляют проблемы. Используйте воду, если это будет проблемой. Сохранение биты прохладной имеет решающее значение для долгой жизни биты. Чем больше отверстие, тем меньше скорость вращения для бурения отверстия. Достаточно медленно, легко подсчитать обороты, это хороший показатель того, насколько медленно. При использовании сверлильного станка обороты обычно ниже, и там также следует использовать масло или воду. Если поверхность плоская и вода предпочтительнее, простой способ удержать воду на кончике сверла — положить кубик льда рядом с отверстием во время его бурения. Тепло растопит лед и сохранит запас воды во время бурения.
Еще одна вещь, которая, как мне кажется, помогает просверлить большое отверстие, это использование меньшего сверла, чтобы сначала просверлить отверстие в металле. Следите за последней частью отверстия непосредственно перед тем, как сверло пройдет полностью, канавки сверла сильно вцепятся в отверстие и попытаются вырвать сверло из ваших рук. Это может быть больно….
Это может быть больно….
2
Вы упомянули сверлильный станок как инструмент, который у вас был. Большинство из них имеют ту или иную форму колонны, которая представляет собой прочную круглую трубу, поэтому стол/сцену можно отжать и перемещать вверх/вниз и по кругу. Так что поверните стол в сторону и положите ваш предмет на основание дрели.
Недостатком является то, что основание не регулируется, поэтому, если пиноль недостаточно опускается вниз, заблокируйте заготовку крепежными элементами/деревянными обрезками. Это может получиться схематично, поэтому используйте зажимы и здравый смысл, чтобы закрепить заготовку.
Если по-прежнему недостаточно места по вертикали, вы также можете повернуть головку/верхнюю часть сверлильного станка так, чтобы она висела сбоку. Мой сверлильный станок привинчен к стойке, которая находится на высоте 140 см от пола, так что можно работать «над обрывом». сверла для работы до размера, возможно шаг через 3/6/9/12 мм, или вы можете использовать ступенчатое сверло, которое делает то же самое с шагом 2 мм.
Если вы сверлите вручную, вы можете использовать трюк с компакт-диском, чтобы попытаться остаться в вертикальном положении, в то время как сверло со столбом значительно затрудняет отклонение от оси.
2
Зарегистрируйтесь или войдите в систему
Зарегистрируйтесь с помощью Google
Зарегистрироваться через Facebook
Зарегистрируйтесь, используя адрес электронной почты и пароль
Опубликовать как гость
Электронная почта
Требуется, но никогда не отображается
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Нажимая «Опубликовать свой ответ», вы соглашаетесь с нашими условиями обслуживания, политикой конфиденциальности и политикой использования файлов cookie
Сверла для кольцевой пилы — Полное руководство
Кольцевая пила — это аксессуар для сверл, способный делать очень большие отверстия в различных материалах.
Большинство кольцевых пил работают с центральным пилотным сверлом, которое сначала врезается в материал. Затем следует цилиндрический пильный диск заданного диаметра, который делает идеальное круглое отверстие.
Сверло для центральной кольцевой пилы является частью съемного аксессуара, известного как оправка. Эта оправка просто привинчивается к лезвию перед началом резки. Некоторые пильные полотна большего диаметра имеют оправки с двумя штифтами, которые фиксируются в лезвии. Эти штифты предотвращают блокировку оправки на пильном полотне, если она заедает во время работы, и позволяют снимать ее без использования инструментов. Также доступны сменные направляющие сверла, у которых на хвостовике имеется плоская часть, позволяющая надежно зафиксировать их на месте с помощью небольшого резьбового штифта.
Прежде чем совершить какую-либо покупку, важно убедиться, что длина кольцевой пилы (которая варьируется в зависимости от производителя и типа) достаточна для полного проникновения в поверхность, которую вы сверлите.
Хотя более крупные кольцевые пилы создают значительную нагрузку на сверла, они не включены в список максимальных возможностей сверления. Поэтому рекомендуется использовать сетевую дрель для больших размеров и более плотных материалов. Кроме того, если требуются очень низкие скорости, рекомендуется использовать дрель с низкой передачей, такую как дрель с высоким крутящим моментом (или двухскоростную ударную дрель с включенной первой передачей).
См. наборы качественных кольцевых пил
Типы кольцевых пил
Каждый тип кольцевой пилы предназначен для резки определенного диапазона материалов, причем некоторые из них намного долговечнее и эффективнее других.
Кольцевые пилы из углеродистой стали
Это самый дешевый и наиболее распространенный тип кольцевых пил. Они изготовлены из высокоуглеродистой стали и используются для вырезания больших отверстий в древесине, пластике, гипсокартоне и мягком листовом металле. Они очень гибкие, но быстрее всего изнашиваются и легко повреждаются от перегрева. Лезвия либо вставляются в жесткую круглую оправку, либо закрепляются на центральном сверле кольцевой пилы. Все они обычно имеют максимальную глубину реза около 25 мм.
Лезвия либо вставляются в жесткую круглую оправку, либо закрепляются на центральном сверле кольцевой пилы. Все они обычно имеют максимальную глубину реза около 25 мм.
Биметаллические коронки
Биметаллические коронки имеют корпус из высокоуглеродистой стали и зубья из быстрорежущей стали, что обеспечивает гибкость и долговечность. Эта сверхпрочная небьющаяся конструкция позволяет использовать их на самых разных материалах, включая сталь, чугун, алюминий, медь, пластик и дерево. Как правило, они имеют максимальную глубину реза около 30 мм. Проверка биметаллических коронок
Полное руководство по скорости сверления, необходимой для биметаллических коронок, см. в разделе «Советы по эксплуатации» внизу этой страницы.
Фрезы с одним зубом
Несмотря на наличие только одного зуба с наконечником из карбида вольфрама (TCT), эти фрезы чрезвычайно эффективны при резке деревянных и цементных листов. Они могут резать дерево в пять раз быстрее, чем кольцевая пила из углеродистой стали, но их необходимо часто извлекать, чтобы очистить лезвие от материала и обрабатываемой детали. Как правило, они имеют максимальную глубину реза около 50 мм.
Как правило, они имеют максимальную глубину реза около 50 мм.
Кольцевые пилы из быстрорежущей стали
Кольцевые пилы из быстрорежущей стали оставляют очень чистые, круглые и точные отверстия в стальных и легированных листах толщиной до 2 мм (глубина пропила зависит от производителя). Они намного прочнее и долговечнее, чем кольцевые пилы из высокоуглеродистой стали, но далеко не такие гибкие. Они чаще всего используются для специализированного профессионального использования, такого как электромонтажные работы.
Корончатые коронки TCT
Эти корончатые коронки с твердосплавными напайками предназначены для специальной резки очень плотных материалов. Они способны резать нержавеющую сталь толщиной до 2 мм (глубина реза зависит от производителя), а также могут выполнять резку стали, стекловолокна, стеклопластика и других абразивных материалов глубиной до 4 мм. Опять же, эти кольцевые пилы больше всего подходят для профессионального использования.
Кольцевые фрезы из твердосплавной стали
Работая по тому же принципу, что и кольцевые фрезы с одним зубом и кольцевые пилы из твердосплавной стали, эти кольцевые фрезы оснащены несколькими зубьями с наконечниками из карбида вольфрама (TCT) и могут использоваться для обработки различных материалов, от керамической плитки до древесины. и стекловолокно. Они включают в себя как сверло из быстрорежущей стали (для дерева и стекловолокна), так и кольцевую пилу по камню (для керамической плитки и цементного листа) для использования с различными материалами и обычно могут резать на глубину около 20 мм.
и стекловолокно. Они включают в себя как сверло из быстрорежущей стали (для дерева и стекловолокна), так и кольцевую пилу по камню (для керамической плитки и цементного листа) для использования с различными материалами и обычно могут резать на глубину около 20 мм.
Несмотря на то, что эти фрезы снабжены сверлом по камню, их никогда не следует использовать с ударной настройкой дрели.
Регулируемые кольцевые фрезы
Регулируемые кольцевые фрезы внешне сильно отличаются от всех других кольцевых пил. Их центрирует длинное стальное долото с заостренным концом, а режущее лезвие выполнено в виде отдельного тонкого жесткого плеча (иногда двух) с одним режущим зубом. Этот рычаг легко регулируется до необходимого диаметра путем ослабления и повторного затягивания фиксирующего винта. Во время работы рука вращается вокруг центральной насадки и режет самые твердые материалы, которые стоят на ее пути, включая дерево, пластик, винил и резину. Существует также вариант с наконечником из карбида вольфрама, который способен прорезать керамическую плитку и гипсокартон. Эти фрезы обычно способны прорезать отверстия диаметром от 30 мм до 125 мм, но обычно имеют максимальную глубину резания около 10 мм.
Эти фрезы обычно способны прорезать отверстия диаметром от 30 мм до 125 мм, но обычно имеют максимальную глубину резания около 10 мм.
Фрезы для треугольных отверстий
Фрезы для треугольных отверстий имеют форму стрелы и имеют твердосплавные лезвия, предназначенные для сверления отверстий в керамической плитке. Они могут сверлить отверстия диаметром до 75 мм, работать на очень низких скоростях и должны охлаждаться каждые 30 секунд. Обычно они имеют длину около 50 мм, что дает им достаточную длину, чтобы легко просверлить почти любую керамическую плитку.
После сверления одной стороны плитки вы заметите конус к отверстию. Чтобы исправить это, просто переверните плитку и заново просверлите отверстие.
Коронки с алмазным напылением
Эти сверла с алмазным напылением на концах позволяют просверливать отверстия в керамической плитке, твердом пластике, фиброцементе и стекловолокне. Очень похожие на алмазные сверла, они предназначены для погружения в воду после каждых 20 секунд использования. Обычно имеется дополнительная направляющая, которая может обеспечивать постоянный поток воды, а также центрировать долота, поскольку у них нет центрирующего сверла. Если эта направляющая не приобретена, кольцевая пила должна быть запущена под углом 45° к поверхности, а после того, как она вгрызется, должна быть перемещена на 9°.0°. Как правило, они имеют максимальную глубину реза около 30 мм. У некоторых также будет доступное крепление беседки.
Обычно имеется дополнительная направляющая, которая может обеспечивать постоянный поток воды, а также центрировать долота, поскольку у них нет центрирующего сверла. Если эта направляющая не приобретена, кольцевая пила должна быть запущена под углом 45° к поверхности, а после того, как она вгрызется, должна быть перемещена на 9°.0°. Как правило, они имеют максимальную глубину реза около 30 мм. У некоторых также будет доступное крепление беседки.
Чтобы обеспечить эффективное резание, рекомендуется после каждого резания удалять любой материал, который может оставаться в сверле, с помощью тонкого куска металла.
Сверлильные коронки
Сверлильные фрезы представляют собой кольцевые пилы с наконечниками из карбида вольфрама (TCT), которые используются для сверления больших отверстий в кирпичной кладке. Они берут сверло для кольцевой пилы по каменной кладке, а на оправке есть прорези для установки SDS (либо SDS-Plus, либо SDS-Max), поскольку корончатые фрезы можно использовать только на перфораторе. Это связано с тем, что им требуется грубая сила пневматического ударного механизма перфоратора для эффективной работы и разрушения сердцевины. Максимальная глубина сверления сильно различается у разных производителей, но начинается примерно с 30 мм.
Это связано с тем, что им требуется грубая сила пневматического ударного механизма перфоратора для эффективной работы и разрушения сердцевины. Максимальная глубина сверления сильно различается у разных производителей, но начинается примерно с 30 мм.
Советы по эксплуатации кольцевой пилы
Существует несколько указаний, соблюдение которых продлит срок службы любой из перечисленных выше кольцевых пил.
- При резке применяйте легкое давление
- Все кольцевые пилы следует часто поднимать, чтобы очистить их от стружки и дать большему потоку воздуха охладить лезвие.
- При резке металла всегда должна использоваться смазочно-охлаждающая жидкость (за исключением латуни и железа).
- Всегда следите за тем, чтобы пильные диски были острыми, чтобы снизить нагрузку на электроинструмент и улучшить результаты резки.
- Рекомендуется использовать кернер, чтобы отметить точную центральную точку кольцевой пилы.
- Аналогично, при резке керамической плитки поцарапайте поверхность плитки, чтобы сверло кольцевой пилы отцентрировалось в правильном месте. Для того же результата можно использовать малярную ленту. Кольцевые пилы
- , как правило, следует использовать на довольно низкой скорости, чтобы обеспечить правильную прорезку зубьев и избежать перегрева, но это зависит от конкретного просверливаемого материала. Также можно с уверенностью предположить, что чем тверже материал, тем медленнее скорость. Тем не менее, важно свериться с упаковкой кольцевой пилы, чтобы узнать правильную рабочую скорость при покупке и перед использованием.
 Для того же результата можно использовать малярную ленту.
Для того же результата можно использовать малярную ленту.RPM Формула
Следующая формула известна как метрическая формула скорости вращения шпинделя и может использоваться при использовании коронок из быстрорежущей стали (например, биметаллических коронок). Это дает вам близкое приближение к требуемому числу оборотов в минуту (оборотов в минуту), на котором вы должны работать с кольцевой пилой для достижения наилучших результатов резки различных материалов. Это наиболее полезно при работе со сверлильными станками, где доступен точный предварительный выбор значений числа оборотов в минуту. Формула выглядит следующим образом:
Формула выглядит следующим образом:
об/мин = (320 x скорость резания) ÷ диаметр сверла
«диаметр сверла» измеряется в миллиметрах (мм) и относится к размеру используемой коронки. «Скорость резания» измеряется в метрах в минуту (м/мин) и может быть получена из таблицы ниже для конкретного материала, который вы сверлите. Просто введите правильный диаметр сверла и скорость резания в формулу и рассчитайте необходимое число оборотов в минуту для вашего применения.
| 9019 | | |||||||||||||||||||||||
Обратите внимание, что рассчитанные скорости следует использовать только в качестве ориентира, и что в зависимости от различных действующих факторов, включая конкретную марку материала и доступность смазочно-охлаждающей жидкости, может потребоваться внести изменения в рассчитанные обороты.
