Как проточить кулачки токарного патрона в домашних условиях: Как правильно проточить кулачки токарного патрона из мягкого металла. Часть 1
alexxlab | 24.04.2023 | 0 | Разное
виды по металлу, для чего нужна, назначение – rocta
17Июл
- Для чего нужна планшайба на токарном станке: назначение
- Общее описание и конструкция
- Виды планшайб на токарный станок
- С Т-образными пазами
- Со сквозными пазами
- С отверстиями
- Поводковые планшайбы
- С угольниками
- Универсальные и специальные
- Правила установки и использования
- На универсальные токарные станки
- На токарно-карусельные станки
- Самоцентрируемые
- Можно ли сделать самостоятельно?
- Заготовка
Каждый опытный токарь в своей деятельности не раз сталкивался с использованием планшайбы для токарных станков по металлу или дереву и знает, что это такое. Данная статья поможет новичкам в этой области разобраться с устройством и оснасткой оборудования, чтобы проводить наиболее сложные операции. Такой крепеж используется, когда обычный патрон не справляется со своим назначением, а значит, нужно более универсальное приспособление. Имея под рукой достаточное количество крепежных устройств, можно производить металлообработку сложных по конфигурации заготовок.
Имея под рукой достаточное количество крепежных устройств, можно производить металлообработку сложных по конфигурации заготовок.
Мы поговорим о том, в каких случаях применяется деталь, как она выглядит, какие ее разновидности бывают. А также научим вас сделать ее в домашних условиях.
Для чего нужна планшайба на токарном станке: назначение
Когда предстоит работать с металлическими изделиями, то в первую очередь требуется надежно закрепить заготовку, чтобы не повредить поверхность, а также не искалечить себя. У каждого оборудования есть свои фиксирующие устройства, но они имеют значительные ограничения по использованию. Токари на стандартной оснастке могут обрабатывать только определенные болванки, имеющие небольшой размер в диаметре и обычную форму. А вот если ее по какой-либо причине нельзя поместить в патрон, то крепление производится за счет специальной шайбы. Обычно это требуется, когда заготовка:
Кроме классического точения, с помощью планшайбы очень удобно проводить операции:
При монтаже данного оборудования необходимо учитывать, что центрирование может быть нарушено. Поэтому в обязательном порядке требуется выверить ось вращения заготовки относительно шпинделей станка.
Поэтому в обязательном порядке требуется выверить ось вращения заготовки относительно шпинделей станка.
Есть еще один вариант использования, но он встречается крайне редко. Когда на планшайбу крепится не обрабатываемое изделие, а инструменты. Они также имеют нестандартную форму или непривычные размеры. Однако наиболее часто данный крепежный элемент привлекается в работу в качестве патрона.
Общее описание и конструкция
Сперва объясним, что это в целом такое. Это устройство, которое крепится на оси шпинделя и предназначено для надежной фиксации обрабатываемого элемента или оснастки токарного станка. Вне зависимости от того, какой материал обрабатывается, сталь или древесина, конструкция в общих чертах у изделия одинаковая. Оно представляет собой стальной или чугунный диск, на одной из сторон которого приспособлены углы крепления заготовки с противовесами.
Оснастка присоединяется к шпинделю посредством конусных ступиц или с помощью отверстий с внутренней резьбой. Размеры зависят от того, какой выходной конец есть у вала. В случаях, когда на шайбе находится цилиндрическая ступица, то она вставляется непосредственно в патрон оборудования.
Размеры зависят от того, какой выходной конец есть у вала. В случаях, когда на шайбе находится цилиндрическая ступица, то она вставляется непосредственно в патрон оборудования.
Чтобы присоединить металлическую или деревянную заготовку к планшайбе, мастера используют различные крепежные системы – это всевозможные зажимы, прихваты, костыли. Монтаж шайбы обычно осуществляется со смещением оси, реже – по ходу вращения.
Перед каждым началом работы с таким нестандартным аппаратом необходимо производить балансировку и тщательную проверку крепежей, поскольку крупные габариты, неровная форма, наличие дефектов – все это может привести к травматизации токаря и окружающих. Поэтому необходимо соблюдать максимальную технику безопасности при работе с такой установкой.
Виды планшайб на токарный станок
Данное устройство широко используется в металлообработке. А так как оно предназначено для изготовления нестандартных деталей, то и задачи перед шайбами стоят самые различные. Поэтому при их производстве учитываются множество нюансов, что приводит к большому разнообразию разновидностей. Исходя из этого, стоит отметить крупный ассортимент в специализированных магазинах. Но и этого часто не хватает. Тогда токари изготавливают самодельные детали, ориентируясь на собственный план и схему. Тогда она точно подходит под конкретные производственные цели. К изготовлению своими руками мы вернемся позже, а сейчас представим виды планшайб, широко распространенные среди мастеров токарного дела.
Исходя из этого, стоит отметить крупный ассортимент в специализированных магазинах. Но и этого часто не хватает. Тогда токари изготавливают самодельные детали, ориентируясь на собственный план и схему. Тогда она точно подходит под конкретные производственные цели. К изготовлению своими руками мы вернемся позже, а сейчас представим виды планшайб, широко распространенные среди мастеров токарного дела.
С Т-образными пазами
На торцевой части круга находятся несколько отверстий в форме буквы Т. Такие же есть на станине оборудования. Они предназначены для крепления специализированных упоров, а также для закручивания гаек. Заготовка должна поместиться на переднюю поверхность. Ее следует прижать с помощью винтов (углубления с резьбой для них уже есть в шайбе). Простая, но многофункциональная конструкция предусматривает возможность закрепить фактически любой обрабатываемый инструмент. На разных моделях могут меняться:
Со сквозными пазами
Название говорит само за себя. Деталь выглядит как решето, поскольку стальной круг пронизан сквозными дырами с разным сечением. К поверхности необходимо прикрепить заготовку. При этом используются винты и некоторые другие крепежные элементы. Иногда достаточно закрутить винтовые метизы с изнанки.
Деталь выглядит как решето, поскольку стальной круг пронизан сквозными дырами с разным сечением. К поверхности необходимо прикрепить заготовку. При этом используются винты и некоторые другие крепежные элементы. Иногда достаточно закрутить винтовые метизы с изнанки.
Чаще всего отверстия находятся по радиусу, на одинаковом расстоянии друг от друга, но встречаются модели, где они располагаются по кольцу. Обычно данное оборудование применяется для металлообработки, намного реже – для работы с деревом. Преимуществом разновидности является возможность простого монтажа на поверхность дополнительных токарных приспособлений, то есть дальнейшая модификация устройства.
С отверстиями
Особенность – в расположении сквозных полостей. Они сделаны так, чтобы можно было с легкостью производить монтаж, используя самые обыкновенные винты и даже саморезы. Обычно расположение дыр соответствует размерам обрабатываемой детали. В центре наносится резьба. Она позволяет без проблем накрутить планшайбу на ваш шпинделя.
Она позволяет без проблем накрутить планшайбу на ваш шпинделя.
Иногда токари, чтобы добиться максимально надежной фиксации, изготавливают самодельные втулки, применяя сварочный аппарат. Это на самом деле делает соединение более крепким. Но в продаже уже появились модели с доработанной конструкцией.
Поводковые планшайбы
Если болванка должна прикрепляться между двумя вращающимися элементами, то важно сделать так, чтобы шайба передавала вращательное движение. Передача осуществляется с помощью применения поводковых шайб. Они конструктивно мало чем отличаются от предыдущих разновидностей. По краю круга проделан паз (ступица) для соединения с валом. В данное отверстие продевается хомут, который обеспечивает передачу вращения на заготовку.
С торцевой части можно рассмотреть две прорези в форме буквы Т. В одной из них находится поводок, в другой расположен фиксатор. Чтобы прикрепить шайбу к поверхности, нужно использовать винты прямо по центру.
С угольниками
Такая модификация может быть успешно использована в ситуации, когда нужно проточить отверстия, параллельны опорной плоскости. При монтаже важно учитывать, что полки должны относиться друг к другу ровно в 90 градусов. Через продолговатые прорези производится крепление к планшайбе обычными болтами. Но чтобы добиться повышенной надежности, дополнительно можно использовать скрепляющие ребра.
Универсальные и специальные
Кроме рассмотренных выше отдельных видов, можно провести еще одну классификацию. Все стальные диски для металлообработки делятся на:
Специализированные – предназначенные для узкой, конкретной задачи, а значит, имеющие определенное расположение отверстий под крепления, габариты.
Универсальные. Они отлично подходят для выполнения большинства токарных операций. Выглядят они как комбинированная деталь из перечисленных выше подвидов. В основе – круглая шайба, к которой можно прикрепить разные дополнительные приспособления, например, угольники или кулачки.
 Это делает изделие адаптированным под конкретную задачу.
Это делает изделие адаптированным под конкретную задачу.
Но как это обычно бывает, чем многофункциональнее прибор, тем хуже он дает качество. В данном случае «страдает» надежность крепежа. А если не очень хорошо произвести фиксацию заготовки, то это негативно повлияет на точность, а также на безопасность.
Поэтому если есть такая возможность, то лучше всего изготавливать под каждую новую операцию отдельную шайбу. При этом оборудование должно быть заблаговременно спроектировано. Так как чертеж будет непростым, можно сделать оснастку на заказ в специализированных фирмах.
Второй вариант – просто купить специальную деталь, предназначенную для решения конкретной задачи. Для большинства их них уже налажено массовое производство. Это сэкономит время на изготовление инструмента, а также гарантирует простоту установки на патрон. Дополнительные укрепления, а также приспособления для центрирования помогут увеличить производительность обработки металла или дерева, ускорить процесс и сделать качество выше.
Правила установки и использования
Есть три наиболее распространенных вариантов монтажа. Они зависят от того, на какое оборудование производится фиксация.
На универсальные токарные станки
Для крепления используются планки и болты (прижимные или вкручиваемые в кулачки патрона). Детали, которые симметричны оси, закрепляются посредством центрального элемента или прижимов. А вот с несимметричными приходится обращаться несколько сложнее. Для этого используют различные подкладки и стойки, с помощью которых можно добиться повышения уровня. Зажимные планки должны быть максимально сильно притянуты к самой детали, а их расположение — строго параллельным, чтобы при вращении они не выскочили. Чтобы убедиться в правильности установки, используйте рейсмус.
При использовании следует учитывать, что обрабатываемые заготовки очень часто имеют смещенный центр тяжести из-за своей несимметричной, нецилиндрической формы. Поэтому перед тем, как включить станок, нужно установить противовесы, которые по своей массе и расположению будут полностью компенсировать разницу в весе у болванки. Если этого не сделать, то случится следующее:
Если этого не сделать, то случится следующее:
Увеличится биение шпинделя.
Взрастут вибрации.
Сократится срок эксплуатации оснастки.
Значительно пострадает точность металлообработки.
Чтобы отбалансировать изделие, достаточно вручную производить повороты. Если не удается руками сдвинуть его, значит противовесы отлично справляются со своей задачей.
На токарно-карусельные станки
Если ранее мы говорили о шайбе как о вспомогательной, факультативной детали, которая необходима только при некоторого рода операциях, то на данном оборудовании она является основной, обязательной к монтажу, поскольку она выполняет задачи стола, который вращается в горизонтальной плоскости.
Это большой по габаритам диск, который имеет крупное центральное отверстие, в нем – запрессованная втулка. Она используется для присоединения разных элементов. Можно и без нее, но тогда повышенная скорость износа быстро приведет станок в негодность. А так можно менять втулки по мере их изнашивания.
А так можно менять втулки по мере их изнашивания.
На передней поверхности также есть пазы в форме буквы Т. Они расходятся от центра и расположены по кругу. Они предназначены для крепления заготовки с помощью зажимных кулачков.
Нижняя часть шайбы достаточно сложная конструктивно. Центральный выступ предназначен для присоединения к шпинделю. Фиксация предусмотрена с помощью винтов. По краям специальные углубления, которые «ложатся» на направляющие. Есть также дополнительные ребра жесткости. Вращательное движение объясняется взаимодействием с тяжелым зубчатым колесом – это надежный метод обеспечения механической подачи.
Самоцентрируемые
Они также предназначены для установки на токарно-карусельные станки. С их использованием надежность и точность значительно увеличиваются. Внешний вид – стальной диск с отверстием по центру. Его диаметр равен тому размеру, который имеет втулка у начальной планшайбы, она как бы является базой, на которую накладывается самоцентрирующая деталь. Ее поверхность также имеет несколько Т-образных пазов для крепежа на одинаковом расстоянии от центральной точки. Преимуществом является возможность дополнительной оснастки, как у универсальных изделий.
Ее поверхность также имеет несколько Т-образных пазов для крепежа на одинаковом расстоянии от центральной точки. Преимуществом является возможность дополнительной оснастки, как у универсальных изделий.
Можно ли сделать самостоятельно?
Имея базовое оборудование, а также некоторые навыки токаря и инженера, домашнее изготовление является возможным. Но остается вопрос о необходимости таких действий. Ведь дома сделать можно только самые простые вариации, а их несложно найти в продаже, да и стоят они дешево. А вот экономическая целесообразность самодельной оснастки остается недоказанной.
Иногда нужны сложные конструкции, которые нельзя найти в магазинах. Но обычно их схема очень трудная, а на изготовление уйдет много времени.
Однако, если вы решили самостоятельно изготовить ее, мы дадим несколько рекомендаций и покажем, как это сделать.
Заготовка
Берем ровный брус. На его поверхности отмечаем карандашом нужные параметры. Для точности используем циркуль. Учитываем, что нужно брать 1-2 мм запаса. Ведь будет этап склейки, который часто крадет пару миллиметров. Используем горячий клей. Когда обмазываем материал, от края необходимо отступить 1 см, иначе излишки вытекут наружу. Следует подержать склеиваемые элементы под прессом некоторое время.
Учитываем, что нужно брать 1-2 мм запаса. Ведь будет этап склейки, который часто крадет пару миллиметров. Используем горячий клей. Когда обмазываем материал, от края необходимо отступить 1 см, иначе излишки вытекут наружу. Следует подержать склеиваемые элементы под прессом некоторое время.
Теперь берем кузовную шайбу и к ее центру привариваем половину гайки, которая стоит ребром. После остывания элемент можно ставить на шпиндель. На поверхности просверливаем несколько отверстий под крепежные инструменты.
Обязательно покрасьте сталь, чтобы она не покрылась ржавчиной. Более подробно процесс изготовления представлен на видео:
В статье мы рассказали про планшайбы для патрона токарного станка. Выбирайте оснастку внимательно, чтобы добиться максимально хороших результатов. Обращайтесь к специалистам «Рокта» и расскажите о своем случае, мы подберем оптимальные фрезы, сверла, абразивные круги для вашего станка.
Мастеровым от мастерового.
 : Проточка коллектора.
: Проточка коллектора.Проточка коллектора.
При длительной эксплуатации электроинструмента на коллекторе возникает выработка от щёток. Ускорить появление выработки может использование некачественных щёток, отслуживших или дефектных подшипников со стороны коллектора, плохая балансировка якоря. Выработка бывает концентрическая, когда канавка от щёток равномерна по всей окружности коллектора. И элипсная, когда по окружности коллектора есть бугры и канавы.
Если при концентрической
выработке новым щёткам необходимо только принять форму выработки и такой инструмент
будет удовлетворительно работать и дальше без повышенного искрения. То при
элипсной выработке щётки подпрыгивают на буграх и не прилегают к коллектору в
канавах.
Для того чтоб убрать выработку нам необходимо проточить коллектор. Проточка коллектора должна производиться на токарном станке с высоким классом точности. Кулачки патрона должны быть притёрты и не иметь биения.
Как же проточить коллектор, имея в распоряжении школьный токарный станок? Как обеспечить правильную центрацию и совмещение осей вращения токарного станка и якоря. Ведь малейшее смещение осей приведёт к тому, что проточенный коллектор будет работать хуже, чем до проточки.
Решение проблемы в использовании специальной насадки для задней бабки токарного станка. Такая насадка позволяет устанавливать в заднюю бабку внешнюю обойму подшипников с диаметром 19; 22; 26; 32мм. Эти размеры позволяют перекрыть стандартные диаметры валов от 6 до 12мм.
Вставляем якорь с
напрессованным новым подшипником со стороны коллектора в наше приспособление, а
другую сторону якоря зажимаем в патрон токарного станка. Фиксируем бабку на
станине, пинолью убираем возможные люфты и фиксируем пиноль. Теперь ось
вращения якоря в станке будет полностью соответствовать оси вращения в
инструменте. И мы можем приступать к проточке.
Фиксируем бабку на
станине, пинолью убираем возможные люфты и фиксируем пиноль. Теперь ось
вращения якоря в станке будет полностью соответствовать оси вращения в
инструменте. И мы можем приступать к проточке.
Проточку следует производить проходным резцом, на максимальных оборотах. Желательно с автоматической минимальной подачей. За один проход нужно снимать не более 0.1мм при черновом съёме и 0,05мм при чистовом. После каждого прохода необходимо осматривать коллектор и при необходимости прочищать пазы между ламелями. После финишного прохода прочищаем пазы особенно тщательно и шлифуем образовавшиеся заусенцы наждачной бумагой с зерном 1000, а затем 2000 единиц.
После такой обработки необходимо проверить якорь на витковое замыкание, вдруг пазы плохо прочистились, и можно устанавливать в инструмент.
Главная страница
Подписаться на: Сообщения (Atom)
Токарные станки Саут-Бенд | Переточка 3-х кулачкового патрона | Практик-механик
айклай
Алюминий
- #1
У меня есть 3-х кулачковый патрон на моем SB16, у которого есть небольшая потертость на внутреннем диаметре кулачков по направлению вперед.
Это произошло из-за небольшого промаха, и акции повернулись.
Я думал о переточке внутреннего диаметра челюстей. У меня есть хорошая шлифовальная машина для инструментов, но я искал небольшое понимание
, прежде чем начнут летать искры. Держу пари, что снятие 0,005 уберет 99% площади.
Не удалось найти никакой информации по поиску.
Кажется, я видел какое-то кольцо для предварительного натяжения кулачков патрона…
Будем признательны за любую помощь.
Спасибо за помощь и совет.
Ай
Междунар. Холлистер
Пластик
- #2
Мои челюсти Пратт-Бернарда 3 имели углубление на задней части 25% челюстей, и я поместил кусок круглого ложа в углубление и затянул челюсти на этом основании. Взял TIR с 6-10 тыс. до 0,2-1 тыс.
Доберман
Горячекатаный
- #3
Переточка кулачков патрона дело рискованное. Очень часто челюсти, которые сильнее сжимаются назад и меньше вперед, являются результатом износа направляющих – либо в челюстях, либо в самом корпусе. Если вы сможете каким-то образом нагружать челюсти вовнутрь, как описано выше, вы, вероятно, сможете улучшить ситуацию.
OEM 6-дюймовый патрон South Bend на моем 10L имеет ту же проблему: он крепче зажимает заднюю часть патрона, чем переднюю, и в результате очень трудно добиться приличного биения или повторяемости с ним. . Я покупаю новый патрон прямо сейчас. Конечно, я понимаю, что цена патрона для 10-дюймового станка довольно тривиальна по сравнению с тем, сколько будет стоить патрон для 16-дюймового станка!
мдшунк
Горячекатаный
- #4
Мой опыт работы с переточенными кулачками показывает, что новая концентричность будет действительно точной только в том размере, в котором кулачки были открыты во время переточки. При переточке кулачков не учитывается износ прокрутки в тех местах, где чаще всего использовался патрон. Это лучше, чем ничего, но не совсем лекарство.
Мичиганбак
Алмаз
- #5
Должны быть какие-то патроны на ютубе.. думал, что они есть здесь, в личке.
Да, если вы хотите, чтобы ваше кольцо или что-то еще удерживали челюсти открытыми в области, наиболее часто используемой, и чтобы ваш патрон был очень чистым в начале . .. используйте все лучшие полотенца и одеяла вашей жены, чтобы покрыть все, и все же вы можете наберитесь терпения в работе.
.. используйте все лучшие полотенца и одеяла вашей жены, чтобы покрыть все, и все же вы можете наберитесь терпения в работе.
СтивМ
Алмаз
- #6
..
Любой патрон будет лучше в одних местах, чем в других, поэтому я не позволю приведенным выше комментариям помешать вам попробовать. Хотя он может быть не концентричным на всех диаметрах, вы, вероятно, обнаружите, что он держится более параллельно при всех настройках, чем раньше.
Если вы много работаете с одним определенным размером, держите его в этом размере при шлифовке.
Вот дешевое приспособление для удержания челюстей. Недостатком является то, что он работает только с одним диаметром, но если вы шлифуете, чтобы выпрямить челюсти, вам нужен только один диаметр.
http://lathe.com/tips/chuck-jaw.htm
Как говорит mdshunk, лучше, чем ничего, но не лекарство.
Стив
Иллинойанс
Нержавеющая сталь
- #7
SteveM сказал:
Любой патрон будет лучше в одних местах, чем в других, поэтому я не позволю приведенным выше комментариям помешать вам попробовать. Хотя он может быть не концентричным на всех диаметрах, вы, вероятно, обнаружите, что он держится более параллельно при всех настройках, чем раньше.
Если вы много работаете с одним определенным размером, держите его в этом размере при шлифовке.
Вот дешевое приспособление для удержания челюстей. Недостатком является то, что он работает только с одним диаметром, но если вы шлифуете, чтобы выпрямить челюсти, вам нужен только один диаметр.
http://lathe.com/tips/chuck-jaw.htmКак говорит mdshunk, лучше, чем ничего, но не лекарство.
Стив
Нажмите, чтобы развернуть…
альтернативным методом загрузки челюстей является использование стального кольца со шпильками, приваренными к задней части. Шпильки вошли бы в отверстия под болты для винтов челюсти. Если у вас нет двухкомпонентных челюстей, это не сработает.
Шпильки вошли бы в отверстия под болты для винтов челюсти. Если у вас нет двухкомпонентных челюстей, это не сработает.
Если у вас цельные губки, вы можете использовать твердосплавное сверло, чтобы просверлить отверстие в верхней части каждой челюсти. Вставьте штифты в отверстия. Наденьте кусок трубки на штифты.
У меня есть 6-дюймовая регулировка Buck с 1 кулачком, которую необходимо переточить. Я планировал использовать метод сверла и штифта. Вместо этого я нашел регулировку Yuasa 6 1/2 дюйма с 2-мя кулачками. челюсти в отличном состоянии. Я купил патрон у одного из наших сотрудников, чтобы избавиться от необходимости возиться со шлифовальными кулачками.
айклай
Алюминий
- #8
Спасибо за комментарии. Я могу купить новые накладные кулачки от Бизона и все равно бы закончились некоторые диаметры, которые лучше/хуже других. Типичный 3-х кулачковый спиральный патрон. Но у них есть ЦЕНА… ВАУ…. У меня больше времени, чем денег, это точно…
Просто этот патрон использовался мало и был в очень хорошем состоянии, пока не сломался. Вот что я получаю за то, что позволяю приятелю пользоваться токарным станком.. Мне нужно научиться говорить НЕТ..
Я думаю сделать кольцо со штифтами, чтобы входить в отверстия под болты верхних челюстей. Это хорошая идея. Не такая уж и сложная работа по фрезерованию…
Мои верхние и нижние кулачки полностью выровнены, поэтому использование заготовки сзади не вариант. Кажется, для меня это никогда не бывает так просто..
В ближайшее время выложу фото своего “рига”. Я чувствую, что это «улучшит» вещи по сравнению с тем, что у меня есть сейчас. Что бы ни случилось, мне просто придется с этим жить…
Что бы ни случилось, мне просто придется с этим жить…
Всем спасибо…
Мичиганбак
Алмаз
- #9
Последние новые челюсти, которые я купил, должны были быть отшлифованы сбоку, а затем отшлифованы. Да, с отверстиями под болты, обращенными к куску пирога.
айклай
Алюминий
- #10
Я просто «предположил» (первая ошибка), что челюсти довольно твердые. .. Навел меня на мысль о том, что придется шлифовать… воровать в них. Никогда не думал о скуке..
.. Навел меня на мысль о том, что придется шлифовать… воровать в них. Никогда не думал о скуке..
Больше пищи для размышлений. Сначала можно попробовать это, а если результат неудовлетворителен, достаньте шлифовальный станок для крепления инструмента…..
Еще раз спасибо.
Морской фермер
Алмаз
- #11
Несколько видеороликов об этом на YouTube, вот видео Кейта Рукера: Техническое обслуживание механического цеха: правка 3-кулачкового патрона — YouTube
Вот другой вариант от tubalcain: СОВЕТЫ ДЛЯ МАШИНОСТРОИТЕЛЕЙ #147 Заточка кулачков на 3-кулачковом патроне tubalcain – YouTube
СтивМ
Алмаз
- #12
Иллинойанс сказал:
Если у вас цельные челюсти, вы можете использовать твердосплавное сверло, чтобы сделать отверстие в верхней части каждой челюсти. Вставьте штифты в отверстия. Наденьте кусок трубки на штифты.
Нажмите, чтобы развернуть…
Хорошая вещь в том, что вы можете повторно заточить любой диаметр, просто сделав новое кольцо.
Стив
Мичиганбак
Алмаз
- №13
Думаю, можно отшлифовать какой-то ключ на поверхности челюсти и использовать своего рода кольцо. Я мог бы сделать это на моем маленьком токарном станке.
Я мог бы сделать это на моем маленьком токарном станке.
СтивМ
Алмаз
- №14
Конечно, если у вас дырки в челюстях, то это ультимейт:
Стив
Эрл Сигурд
Алюминий
- №15
Вам не нужно сверлить челюсти для загрузочного кольца. Полностью закройте патрон и посмотрите, где сходятся фаски кулачков патрона. Параллельные поверхности. Я использовал 3 куска плоской заготовки с радиусом на внутренней стороне.
Полностью закройте патрон и посмотрите, где сходятся фаски кулачков патрона. Параллельные поверхности. Я использовал 3 куска плоской заготовки с радиусом на внутренней стороне.
Но мне не помогло, кольцо прокрутки было надето на центральную втулку, на которой она вращается, 10 тыс. флопа!
Джонестёрф
Чугун
- №16
Пригородный инструмент только что сделал видео об этом на YouTube.
Джонестёрф
Чугун
- # 17
Найден
Как повысить точность трехкулачкового патрона. – Ютуб
машина лунного света
Алмаз
- # 18
Пустая трата времени. Забанили на этом форуме. Износ спирали и внутренний диаметр спирали/диаметр, на котором она вращается, + люфт в кулачке/корпусе патрона дадут вам патрон, который может быть лучше для одних диаметров, но для других диаметров меньше. Был там сделал это. Нужна точность с 3 челюстями? Нарисуйте мягкие челюсти. У меня, наверное, 40 комплектов. Или используйте четыре челюсти.
СтивМ
Алмаз
- # 19
машина лунного света сказала:
Пустая трата времени. Забанили на этом форуме. Износ спирали и внутренний диаметр спирали/диаметр, на котором она вращается, + люфт в кулачке/корпусе патрона дадут вам патрон, который может быть лучше для одних диаметров, но для других диаметров меньше.
Нажмите, чтобы развернуть…
Я в целом согласен с этим, но скрежетание челюстями также может дать вам восстановление параллельного захвата челюстей. Кроме того, переход от паршивого на всех диаметрах к хорошему на некоторых лучше, чем ничего. Иногда полезно иметь патрон для черновой работы, чтобы избежать износа вашего нового 6-кулачкового регулировочного приспособления Bison.
Кроме того, переход от паршивого на всех диаметрах к хорошему на некоторых лучше, чем ничего. Иногда полезно иметь патрон для черновой работы, чтобы избежать износа вашего нового 6-кулачкового регулировочного приспособления Bison.
машина лунного света сказала:
Нужна точность с 3 челюстями? Нарисуйте мягкие челюсти. У меня, наверное, 40 комплектов. Или используйте четыре челюсти.
Нажмите, чтобы развернуть…
Мягкие челюсти прекрасны, но их мало используют.
Хитрость заключается в том, чтобы найти на ebay патрон с двумя кулачками и без жестких накладок. Жесткие верха настолько чертовски дороги, что патрон можно купить дешево. Затем возьмите несколько мягких алюминиевых и стальных губок, и все готово. Я купил 6-дюймовый Hardinge за 50 долларов, а еще примерно через 50 долларов у меня есть около 4 комплектов мягких губок из стали и алюминия. Что мне действительно нужно, так это набор круговых губок для захвата тонких круглых деталей.
Что мне действительно нужно, так это набор круговых губок для захвата тонких круглых деталей.
Стив
гаджет73
Горячекатаный
- #20
Хм, может быть, это мой способ получить хорошую, но недорогую 4 челюсть.
Общий | Как наточить кулачки токарного патрона? | Практик Машинист
политтехнолог
Чугун
- #1
У меня есть большой ручной токарный станок Monarch, и кулачки патрона нужно выправить. Как это делается? Я представляю установку кольца на внешние ступени, затем затягивание губок к кольцу, а затем растачивание внутренних поверхностей губок. Мне просто интересно из этого получится создать точную облицовку. Кажется, что работа была бы более точной, если бы челюсти можно было зажать изнутри.
Спасибо
Кит
FlatBeltBob
Нержавеющая сталь
- #2
Я предполагаю, что вы говорите о 3 челюсти. Если это жесткие зазубренные губки, то вам нужна внутренняя шлифовальная машина. Всякий раз, когда мы расточили мягкие кулачки, у меня есть зажимные кольца, которые я вставляю внутрь патрона, глубже, чем кулачки. Обычно есть часть основной челюсти, которую вы можете зажать. Вообще кольцом не пользуюсь. У меня есть несколько пауков, которые я сделал. Просто толстостенный «бублик» с 3 отверстиями с резьбой, равномерно расположенными по окружности. Затем я откручиваю несколько длинных установочных винтов так, чтобы губки были примерно того же размера, что и работа, которую я выполняю.
Если это жесткие зазубренные губки, то вам нужна внутренняя шлифовальная машина. Всякий раз, когда мы расточили мягкие кулачки, у меня есть зажимные кольца, которые я вставляю внутрь патрона, глубже, чем кулачки. Обычно есть часть основной челюсти, которую вы можете зажать. Вообще кольцом не пользуюсь. У меня есть несколько пауков, которые я сделал. Просто толстостенный «бублик» с 3 отверстиями с резьбой, равномерно расположенными по окружности. Затем я откручиваю несколько длинных установочных винтов так, чтобы губки были примерно того же размера, что и работа, которую я выполняю.
Пауку даже не нужно правильно бежать , если он обеспечивает место для натяжения челюстей . Если вы сделаете это правильно, вы сможете расточить губки почти до размера детали. Обязательно пометьте отверстие патрона малярной палочкой и всегда используйте одно и то же отверстие для затягивания детали.
крестообразная
Титан
- #3
Спин-доктор, я попробовал то, что вы пытаетесь сделать, но без особого успеха. Вам действительно нужно «предварительно нагрузить» челюсти, чтобы впитать помои, но на самом деле проблема заключается в прокрутке. Обычно носится неравномерно. Если вы заточите кулачки на одном диаметре, то на другом они будут неправильными. У меня действительно был один, который был сильно поврежден, и измельчение вернуло ему некоторую степень полезности. Как бы то ни было, трехчелюстная система в любом случае не является звездной по точности, если только у вас нет набора. Но если бы вы это сделали, вам не нужно было бы точить челюсти. Если у вас есть очень хороший трехкулачковый патрон, в который вы влюблены, и у вас есть немного свободного времени, вы можете превратить его в набор для бедняков, обработав чашеобразную заднюю пластину четырьмя винтами в подшипнике по периметру. на патроне. Вы ослабляете болты, крепящие патрон к задней пластине, регулируете четыре винта, чтобы установить его, а затем ОСТОРОЖНО затягиваете зажимные болты. Я сделал это на нескольких трехкулачковых патронах, и это работает очень хорошо. Мой реальный совет — не использовать трехчелюстную систему там, где важна точность.
Я сделал это на нескольких трехкулачковых патронах, и это работает очень хорошо. Мой реальный совет — не использовать трехчелюстную систему там, где важна точность.
Снова просто Боб
Алюминий
- #4
Еще одна проблема заключается в том, что при зажатии кольца в задней части кулачков кончики кулачков растягиваются внутрь. Когда вы стачиваете губки и зажимаете деталь, теперь она хочет схватиться сзади, и кончики не прилагают усилия. Патрон должен быть в действительно хорошем состоянии, чтобы это принесло много пользы. Я сделал это на довольно изношенном патроне, и он выглядит красиво, но работает не лучше.
Дэвид Карлизи
Нержавеющая сталь
- #5
Я обнаружил, что в конечном итоге необходимо заменить три кулачковых патрона. Есть момент, когда вам придется бороться с ним, чтобы заставить его работать в некоторых ситуациях. Недавно я купил регулируемую 3 челюсть для одного из моих мануалов (Bison производства Польши). Стоил он действительно не так уж и много, а качество вполне приличное, что-то среднее между баксом и китайской подделкой.
политтехнолог
Чугун
- #6
Спасибо за все полезные комментарии! Думаю, лучше всего использовать то, что у меня есть, а для точной работы у меня есть цанговый патрон.
Кит
БигДел
Алюминий
- #7
Дэвид Карлизи сказал:
Я обнаружил, что в конечном итоге необходимо заменить три кулачковых патрона. Есть момент, когда вам придется бороться с ним, чтобы заставить его работать в некоторых ситуациях.
Недавно я купил регулируемую 3 челюсть для одного из моих мануалов (Bison производства Польши). Стоил он действительно не так уж и много, а качество вполне приличное, что-то среднее между баксом и китайской подделкой.
Нажмите, чтобы развернуть…
Бак и китайская подделка в том же комментарии ироничны. Вы видели (или знаете), что ITW сделала с этим продуктом?
БигДел
Дэвид Карлизи
Нержавеющая сталь
- #8
БигДел сказал:
Бак и китайская подделка в том же комментарии ироничны.
Вы видели (или знаете), что ITW сделала с этим продуктом?
БигДел
Нажмите, чтобы развернуть…
Нет, я не. Подскажите пожалуйста, чтобы я не совершил ошибку покупки хлама. (Кстати, Бизон, который я купил, был с пометкой сделано в Польше.)
Вы имеете в виду Бака? Их сейчас делают в Азии? Это было бы позором.
Последнее редактирование:
кпоттер
Алмаз
- #9
На работе мы отжигаем переднюю часть губок, затем устанавливаем их на место, затем обрабатываем канавку в передней части, чтобы можно было вставить в них кольцо и затянуть их, чтобы они не наклонялись наружу.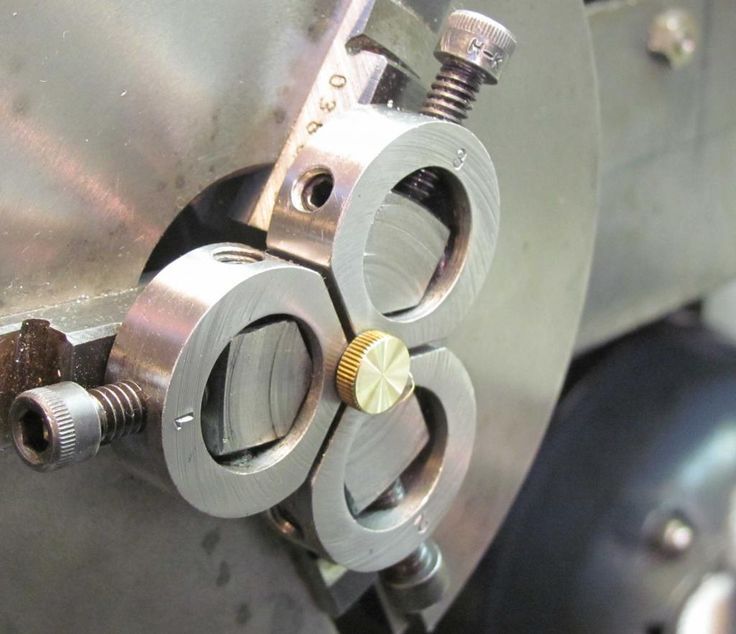 Это много работы, и я не думаю, что это стоит делать, но босс такой дешевый. Мы даже вставляем втулку, когда она ослаблена, и перетачиваем весь корпус патрона, чтобы он выглядел новым. Я бы просто купил новый патрон, даже китайский лучше изношенного.
Это много работы, и я не думаю, что это стоит делать, но босс такой дешевый. Мы даже вставляем втулку, когда она ослаблена, и перетачиваем весь корпус патрона, чтобы он выглядел новым. Я бы просто купил новый патрон, даже китайский лучше изношенного.
металлмюнхр
Алмаз
- #10
Кейт, еще один вариант — купить набор мягких накладок кулачков, чтобы они подходили к основным кулачкам вашего патрона, и всякий раз, когда вам нужно, чтобы что-то действительно работало, вы можете наклеить на них мягкие накладки и снять их, как на токарном станке с ЧПУ. , и будьте готовы к конкретной части. В таких источниках, как US Shop Tools, есть мягкие губки для стандартных мастер-кулачков с шипом и канавкой, и они довольно дешевы.
Джим Шейпер
Нержавеющая сталь
- #11
Кто-нибудь когда-нибудь изготавливал накладные кулачки увеличенного размера, чтобы убрать остатки изношенного корпуса патрона?
У меня есть Rohm, который очень плохо хлопнул (была запасная часть, которая шла с токарным станком вместе с приличным Bison), и я подумал, можно ли его спасти. Челюсти выворачиваются наружу при зажимании наружного диаметра, поэтому, если бы я предотвратил поворот челюсти вниз в спираль, это потенциально решило бы проблему.
Я делаю несколько более тонких деталей со ступеньками, которые могли бы выиграть от такого типа челюсти (особенно увеличенная площадь зажима), но я не хочу быть подопытным кроликом, если кто-то уже знает, что это не сработает. Мне кажется быстрее вытащить патрон, чем менять кулачки (шпиндель с камлоком). Тем более, если бы я мог оставить кулачки в соответствии с рабочим диаметром.
Мне кажется быстрее вытащить патрон, чем менять кулачки (шпиндель с камлоком). Тем более, если бы я мог оставить кулачки в соответствии с рабочим диаметром.
Если это плохая идея, я всегда могу продать эту штуку сварщику в обмен на позиционер, а заднюю пластину оставить для другого патрона.
металлмюнхр
Алмаз
- #12
Основные кулачки закалены. Обычно изнашиваются «язычки» в корпусе патрона, по которым проходят канавки на боковых сторонах основных кулачков. Износ обычно неравномерный, поэтому в одних местах губки сидят плотнее, чем в других. Все можно починить, если время не имеет значения, но это одна из тех вещей, которые были бы непрактичными, если бы не большой патрон, стоящий кучу денег.
Однажды я видел патрон, в котором владелец взял холодное долото и нанес на язычки узор в виде крестиков, а затем обработал поверхности напильником до нужного зазора. Тот же эффект, что и при накатывании. Мастер-челюсти, казалось, были хорошо и аккуратно вставлены в свои пазы, но я уверен, что это заняло много времени.
Джим Шейпер
Нержавеющая сталь
- №13
Возможно, вы правы, что в конце концов это требует больше усилий, чем того стоит.
Мне нравится идея иметь патрон, готовый к работе при изготовлении материала, и не нужно откручивать кулачки, вычищать из них стружку и устанавливать новые, но я полагаю, что сэкономленное время будет более чем потрачено на доработку несколько аспектов изношенного устройства.
металлмюнхр
Алмаз
- №14
Спиральные патроны — это своего рода заноза в заднице из-за повторяемости, независимо от состояния или обработки, которую они получают. Раньше я выполнял довольно много ремонтных работ для компании, которая производит детали для реактивных двигателей. Они используют винтовые патроны почти на всех своих токарных станках, потому что многие детали, которые они обрабатывают, относятся к категории «тонких колец», и они не хотят рисковать испортить их с помощью силового патрона. Каждая конкретная часть имеет свой собственный набор изготовленных на заказ полных круговых кулачков, которые, как вы думаете, будут удерживать стружку впереди и подальше от самого патрона. Но почти каждый раз, когда я заходил в их отдел технического обслуживания, они разбирали один или несколько патронов для очистки. Это было настолько частым явлением, что у них были запасные патроны только для того, чтобы их можно было менять для чистки и не было простоев на больших токарных станках, которые стоили полмиллиона за штуку.
огуд
Алюминий
- №15
примерно 30 раз, когда мне предлагали «починить» кулачки патрона, это сработало отлично для обрабатываемой детали одного диаметра.
потом пошло дерьмо, как только новый диаметр детали надо было точить. после некоторого времени и обсуждения со старожилами я решил, что 3-х кулачковые патроны можно использовать, когда они новые, или когда они изношены и используются в сварочной установке. в противном случае это 4 челюсти или бюст.
связано ли это с чем-то, что я упустил при обработке (будь то износ червяка или толкания, я не знаю или меня это больше не волнует), или изменение диаметра детали для меня больше не имеет значения. мне просто нравятся 4 челюсти, устойчивые и хорошие центры.
Джим Розен
Алмаз
- №16
Цанги. Не забудьте цанги!
Джим
политтехнолог
Чугун
- # 17
огуд сказал:
30 или около того раз мне предлагали «починить» кулачки патрона, и это отлично сработало для обрабатываемой детали одного диаметра.
потом пошло дерьмо, как только новый диаметр детали надо было точить. после некоторого времени и обсуждения со старожилами я решил, что 3-х кулачковые патроны можно использовать, когда они новые, или когда они изношены и используются в сварочной установке. в противном случае это 4 челюсти или бюст.
связано ли это с чем-то, что я упустил при обработке (будь то износ червяка или толкания, я не знаю или меня это больше не волнует), или изменение диаметра детали для меня больше не имеет значения. мне просто нравятся 4 челюсти, устойчивые и хорошие центры.
Нажмите, чтобы развернуть…
У меня также есть 4-х кулачковый патрон, но я никогда не использовал его. Как правильно центрировать челюсти?
Спасибо
Кит
Том LG
Чугун
- # 18
все, что тебе нужно сделать…
политтехнолог сказал:
У меня также есть 4-х кулачковый патрон, но я им никогда не пользовался. Как правильно центрировать челюсти?
Нажмите, чтобы развернуть…
Пример для круглого куска заготовки: у большинства патронов есть кольца на лицевой стороне, чтобы помочь вам приблизиться, затем вы используете индикатор, когда вращаете свою работу и регулируете кулачки. Работайте одновременно с одним набором противоположных челюстей. Вы станете лучше и эффективнее делать это с практикой.
Металлорез
Титан
- # 19
Губки для правильного патрона
Наилучший шанс, который у вас есть, это:
На трехкулачковом патроне зажмите кусок круглой заготовки, достаточно большой, чтобы задняя часть кулачков выступала немного дальше, чем внешний диаметр патрон
Стойка для инструмента отшлифуйте заднюю часть челюстей, чтобы выровнять их. Затем эти поверхности будут соответствовать внутреннему краю свитка.
Размотайте кулачки с патрона и установите их в плоскошлифовальный станок так, чтобы контактные поверхности (противоположный конец кулачков) были обращены к шлифовальному кругу.