Как работает сварка: Страница не найдена – svarkagid
alexxlab | 22.02.1988 | 0 | Разное
Что такое электродуговая сварка. Принцип работы электросварки
Самым востребованным и распространенным способом сваривания металлов на сегодняшний день является электрическая дуговая сварка. Технология характеризуется универсальностью. Она отлично показала себя и на производственных участках, и в мастерских, и на частных подворьях. Она обладает большим списком достоинств – простота использования (под силу даже новичкам, не имеющим никакого опыта), доступность оборудования и расходных материалов, хорошее качество конечного результата. Тем не менее, перед началом работ требуется некоторый уровень теоретической подготовки, базовые знания принципов работы оборудования и особенностей технологии.
СОДЕРЖАНИЕ
- Что такое электродуговая сварка
- Принцип сварки электродом
- Виды электросварки
- Оборудование для электродуговой сварки
- Особенности выполнения работы
- Меры безопасности
Что такое электродуговая сварка
Знакомство следует начинать с принципов работы. Во время электродуговой сварки металлические кромки деталей, которые примыкают одна к другой, плавятся под воздействием высокой температуры. Ее источником является электрическая дуга, которая образуется в результате замыкания цепи.
Во время электродуговой сварки металлические кромки деталей, которые примыкают одна к другой, плавятся под воздействием высокой температуры. Ее источником является электрическая дуга, которая образуется в результате замыкания цепи.
Во время работы сварщик перемещает электрод по стыку. Вслед за ним перемещается и расплав, называемый сварочной ванной. Со временем расплавленный металл стынет и образует монолитное прочное соединение, которое называется сварным швом. Данная технология имеет одну характерную особенность. Из-за высокой температуры расплав активно взаимодействует с атмосферным кислородом, азотом и влагой. В результате такой реакции снижаются прочностные характеристики соединения.
Чтобы предотвратить окисление свариваемого металла и защитить сварочную ванну от неблагоприятного воздействия, используются инертные газы: углекислый газ, аргон, гелий и другие. Одним из основных компонентов электрической дуговой сварки является электрод. Он может быть плавящимся или же нет. В первом случае материал, из которого состоит электрод, войдет в состав сварного шва. В случае использования неплавящихся электродов применяются флюсовые добавки, которые чаще всего просыпаются вдоль стыка в виде специального порошка.
В первом случае материал, из которого состоит электрод, войдет в состав сварного шва. В случае использования неплавящихся электродов применяются флюсовые добавки, которые чаще всего просыпаются вдоль стыка в виде специального порошка.
Принцип сварки электродом
В основе технологического процесса электродуговой сварки лежит несколько принципов, среди которых – пробой и короткое замыкание. На первом из них стоит сосредоточить особе внимание. Он базируется на пробое диэлектрика, который образуется в результате заполнения межатомного пространства заряженными электрическими частицами. Положительный заряд создают ионы, а отрицательный – электроны.
Существует немало ситуаций, при которых пробой возможен для любого диэлектрика. А вот относительно электродуговой сварки, то здесь пробой воздушной массы образуется между массой и электродом. Во время эксплуатации оборудования на расходнике образуется заряд с низким напряжением и в то же время большой силой тока – от 80 до 200 ампер. Помимо этого, создается огромная плотность, показатель которой составляет несколько тысяч А/м2.
Помимо этого, создается огромная плотность, показатель которой составляет несколько тысяч А/м2.
В момент, когда электрод прикасается к свариваемой поверхности, образуется короткое замыкание. В результате генерируется электрическое поле высокой мощности. В этом поле и получается пробой.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Виды электросварки
Существует несколько разновидностей электрической дуговой сварки. Для каждой характерны отличительные особенности, которые в итоге сказываются на качестве сварного соединения. Принято отличать такие виды электродуговой сварки:
- ручная. Держателем управляет рука человека. Не предусматривается использование дополнительных механизмов, манипуляторов и т.д.;
- механизированная. Подача присадки в рабочую область выполняется автоматом. Остальные манипуляции специалист делает вручную;
- автоматическая.
 Сварочный прочес полностью автоматизирован. Оборудование без вмешательства человека разжигает дугу, перемещает его по стыку, регулирует показатели длины пламени, обеспечивает подачу расходных материалов.
Сварочный прочес полностью автоматизирован. Оборудование без вмешательства человека разжигает дугу, перемещает его по стыку, регулирует показатели длины пламени, обеспечивает подачу расходных материалов.
По технологическим признакам электродуговая сварка делится в зависимости от способа выполнения процесса:
- пучком. Для выполнения работы несколько электродов связываются в пучок. Их наконечники свариваются, чтобы обеспечить беспрепятственное прохождение электрического разряда. Допускается использование токов в широком диапазоне значений;
- лежачим электродом. Подразумевается, что может проводиться укладка с обмазкой длиной 50-120 см в угол или предварительно разделанный стык. Поверх укладывается медный брус продольной канавкой. После этого к источнику тока подключаются электрод и сама заготовка. При помощи угольного стержня разжигается дуга, которая уходит под медный брусок. Она перемещается по канавке, расплавляет ранее уложенный плавящийся электрод и таким образом сваривает заготовки;
- наклонным электродом.
 Метод дает возможность заметно повысить производительность. При выполнении работ стержень зажимается в обойме, которая перемещается по стойке под воздействием своего веса. То есть, сварочная дуга разжигается, в результате чего плавятся электроды. По мере уменьшения его размеров вниз опускается и удерживающая обойма.
Метод дает возможность заметно повысить производительность. При выполнении работ стержень зажимается в обойме, которая перемещается по стойке под воздействием своего веса. То есть, сварочная дуга разжигается, в результате чего плавятся электроды. По мере уменьшения его размеров вниз опускается и удерживающая обойма.
Оборудование для электродуговой сварки
Для электродуговой сварки достаточно иметь традиционный трансформаторный аппарат. Это давно известное классическое сварочное оборудование. Принцип его работы прост: трансформатор понижает напряжение, повышая при этом силу тока. Оборудование рассчитано для работы с источником переменного тока. Но такие установки обладают критическими недостатками: большим размером и весом. Его неудобно перемещать как до объекта работы, так и во время сварочного процесса. Чтобы облегчить участь, специалисты устанавливают оборудование на мобильные платформы. Но это слабое подспорье, поскольку габариты только увеличиваются и техника становится менее поворотливым.
В случаях, когда требуется мобильность и производительность, то выходом из ситуации станет конвертор. Работа установки заключается в преобразовании переменного бытового тока в высокочастотный. После этого он трансформируется в постоянный. Установки характеризуются компактными размерами и небольшим весом. Инвертор характеризуется стабильной электрической дугой, что положительно сказывается на качестве шва. Он предусматривает возможность работы с током прямой или обратной полярности.
Особенности выполнения работы
Качественное сварное соединение можно получить только при условии соблюдения всех требований технологического процесса. Любое отклонение приведет к ухудшению качества шва или же к откровенному производственному браку.
Особенности технологии электродуговой сварки:
- Прежде всего требуется подготовка свариваемых поверхностей. Стыки зачищаются от мусора и обезжириваются. В некоторых случаях требуется дополнительная разделка кромок. После можно приступать непосредственно к свариванию.
 Для этого электрод подносится к стыку и с помощью постукивания о поверхность добывается электрическая дуга.
Для этого электрод подносится к стыку и с помощью постукивания о поверхность добывается электрическая дуга. - Чтобы процесс происходил быстрей, а сварные швы получились максимально качественными, на электроде присутствуют вспомогательные элементы. Для этого лучше всего подходят кальций, натрий и калий. Благодаря им металл энергичнее делится на частички.
- Для сварочного процесса может использоваться как открытая, так и закрытая электрическая дуга. При открытой дуге в область сварки проникает много атмосферного азота. Он отрицательно влияет на качество соединения и структуру сварного шва. Чтобы уменьшить отрицательное влияние на поверхность расходных материалов наносится металлический слой. В промышленных масштабах чаще всего применяется способ сваривания заготовок посредством закрытой электрической дуги. В этом случая рабочая зона защищена от воздействия атмосферного кислорода и других газов.
- Сварку металла можно выполнить при помощи разных аппаратов.
- Во время сварки деталей электрод плавно перемещается вдоль линии стыка. Он постепенно заполняется расплавом, который еще называют сварочной ванной. Она состоит из металла заготовок и расходного материала. Застывая расплав образует сварной шов. Руководствуясь в работе технологической картой, специалист может точно рассчитать рабочие параметры, включая мощность, продолжительность воздействия дуги и т.п.
- При формировании вертикальных швов электрод удерживается в прямом положении. Впрочем, небольшое отклонение (до 10 градусов включительно) никак не повлияет на качество результата.

- Чтобы исключить наплавление в одном месте, применяются разные техники сваривания: елочка, треугольник, проход в несколько раз и другие.
Выбор метода и техники сваривания зависит от условий выполнения работ и материалов, которые соединяются.
Меры безопасности
Во время выполнения манипуляций по электродуговой сварке металлов следует соблюдать меры безопасности:
- Обязательно одевается одежда сварщика, изготовленная из специального огнезащитного материала. Костюм и другие элементы амуниции защищают тело от вероятности получения ожога. Раскаленный металл во время работы разлетается в разные стороны. Особенно внимательно нужно экипироваться перед потолочной сваркой.
- Допускается хлопчатобумажная спецовка в случаях выполнения кратковременных работ. Ни в коем случае нельзя использовать одежду из искусственных материалов. Она легко воспламеняется и отлично поддерживает огонь.
- Глаза и лицо должны быть защищены специальной маской сварщика.
- Сварочные работы следует выполнять на открытой площадке или же в хорошо проветриваемом помещении.
- Перед началом работы нужно запастись средствами пожаротушения: огнетушителем, водой и песком.
Электродуговая сварка хорошо подходит для разных свариваемых металлов. При выполнении работ следует придерживаться технологии и всех требований по технике безопасности. Только в таком случае специалист будет защищен от возможной травмы, которую может спровоцировать электрический разряд или раскаленный металл.
Что такое электродуговая сварка. Принцип работы электросварки
Оцените, пожалуйста, статью
12345Всего оценок: 5, Средняя: 5
что это такое, как правильно варить аргоном
Аргоновая сварка позволяет аккуратно сваривать разные металлы, создавая одновременно прочные и красивые швы. Это прогрессивный тип сварки, применяемый в химической и пищевой промышленности, машиностроении.Не помешает такая сварка и в гараже, частной мастерской. Рассмотрим, что необходимо для аргоновой сварки, как она проводится, какие металлы на каких режимах свариваются.
В этой статье:
- Что такое аргоновая сварка
- Классификация аргоновой сварки по видам
- Что нужно для сварки аргоном
- Оборудование для работы с аргоном
- Как правильно варить аргоном
- Какие металлы варят аргоном
- Преимущества и недостатки аргоновой сварки
Что такое аргоновая сварка
Аргоновая сварка — это разновидность электродуговой сварки, только с неплавящимся электродом и другим принципом защиты сварочной ванны. Дуга зажигается между изделием, к которому присоединена масса, и вольфрамовым электродом. Он не плавится, зато температуры дуги достаточно, чтобы плавить кромки металла. Колебаниями электрода можно управлять сварочной ванной, регулируя скорость сварки, ширину шва, глубину проплавления.
Для заплавления зазоров или наплавления высокого валика шва задействуется присадочная проволока. Ее выбирают с таким же составом, что и свариваемый металл. Проволоку сварщик подает свободной рукой.
Через сопло горелки в зону сварки подается защитный газ аргон. Он выдувает атмосферу вокруг электрода, изолируя расплавленный металл от внешней среды. Без аргона сильно выделяется углерод, сварочная ванна бурлит, швы получаются пористыми.
В качестве источника тока выступает сварочный инвертор. Он обозначается TIG и этим отличается от оборудования для MMA. У него есть особые разъемы под горелку, дополнительный канал подачи газа, иная форма управления.
Классификация аргоновой сварки по видам
На производстве встречается три вида аргоновой сварки, которые классифицируются по следующим категориям:
 Скорость процесса и все параметры шва зависят от опытности рабочего.
Скорость процесса и все параметры шва зависят от опытности рабочего.
Кроме этого аргоновая сварка разделяется по способу выполнения с присадочной проволокой или без нее. Без присадки можно обойтись в случае сварки тонких сталей сечением до 2 мм. У сторон не должно быть щелей — важен плотный прижим. Тогда вольфрамовый электрод плавит кромки, и этого металла достаточно для соединения сторон. Швы получаются тонкими, гладкими (практически без чешуи, как зеркало), герметичными. Но при изломе их легко повредить.
Тогда вольфрамовый электрод плавит кромки, и этого металла достаточно для соединения сторон. Швы получаются тонкими, гладкими (практически без чешуи, как зеркало), герметичными. Но при изломе их легко повредить.
С присадкой варить дольше, швы чешуйчатые (количество слоев чешуи зависит от частоты подавания присадочной проволоки в сварочную ванну), зато можно заплавлять зазоры шириной 3-5 мм, создавать бугорки под проточку. Метод с присадкой применяют для сварки толстых металлов сечением от 3 мм
Прямая сварка
Угловая сварка
Т-образная сварка
Что нужно для сварки аргоном
Чтобы варить аргонодуговой сваркой, необходимо собрать комплект оборудования и аксессуаров, а также расходных материалов и СИЗ.
Правильная горелка.
Для работы потребуется аргоновая горелка. Горелка отличается разъемом для подключения, содержащим канала для подачи газа, силовой кабель, фишку для питания кнопок управления.
При выборе горелки обращайте внимание на место расположения кнопки. Оно может быть как снизу, так и сверху. Влияет на удобство управления. Длина шлейфа определяет зону маневренности сварщика. Для настольной работы достаточно 3 м. Для сварки крупных емкостей выбирайте шланг-пакет 5-8 м. Если планируете варить на токах 250-400 А регулярно, ищите модель с водяным охлаждением.
В горелку вставляется неплавящийся вольфрамовый электрод. Расходники отличаются по цвету наконечника для разных типов металлов. Если вы новичок, купите электрод с синим кончиком. Он более универсальный и подойдет для любых задач.
Вторым кабелем, необходимым для замыкания электрической цепи, выступает масса. Она фиксируется к изделию при помощи “крокодила”. Чем лучше контакт, тем стабильнее дуга.
Подключаем защитный газ
Чтобы подавать аргон в зону сварки, понадобится баллон для аргона серого цвета. Емкость бывает от 10 до 80 л. Для выездной работы практично иметь небольшой баллон. Резервуар подключается через редуктор. К аппарату газ подают посредством специального шланга для сварки. Он должен быть черного цвета. Если выбрать длину 10 м, получится перемещаться с аппаратом по цеху, не перетаскивая за собой баллон.
Для выездной работы практично иметь небольшой баллон. Резервуар подключается через редуктор. К аппарату газ подают посредством специального шланга для сварки. Он должен быть черного цвета. Если выбрать длину 10 м, получится перемещаться с аппаратом по цеху, не перетаскивая за собой баллон.
Средства индивидуальной защиты сварщика
Аргоновая сварка не менее опасна, чем РДС, поэтому необходимы средства индивидуальной защиты. Чтобы не обжечься о горячие предметы, используйте краги и защитный фартук. Контроль сварочного процесса осуществляется через маску. Удобнее всего работать в маске-хамелеон, чем в щитке с постоянным затемнением. Можно всегда выбрать комфортную сварочную маску по приемлемой цене.
Оборудование для работы с аргоном
Одним из важнейших для аргоновой сварки является инверторный аппарат TIG. От его характеристик и функционала зависят возможности провара и соединения различных металлов. Выбрать подходящий аппарат для аргонодуговой сварки – залог успеха.
На производстве встречается три вида аргоновой сварки, которые классифицируются по следующим категориям:
 Более тяжелые — 10-15 кг и выше подойдут для стационарной работы.
Более тяжелые — 10-15 кг и выше подойдут для стационарной работы.Как правильно варить аргоном
Сперва настройте аппарат. На самых простых моделях установите силу тока и расход газа. Режимы зависят от толщины металла.
Режимы зависят от толщины металла.
| Толщина металла, мм | Сила тока, А | Расход газа, л/мин |
|---|---|---|
| 1 | 30-40 | 6 |
| 1.5-2 | 45-70 | 7 |
| 3 | 75-90 | 8 |
В более продвинутых версиях задайте такие настройки (для примера подберем параметры для сварки стали толщиной 1.5 мм):
Зажигать дугу можно двумя способами, что зависит от возможностей аппарата. Контактный метод требует касания кончиком электрода по изделию. Иногда вольфрамовая игла прилипает, из-за чего быстрее тупится, приходится тратить время на повторную заточку. Бесконтактный поджиг работает при высокочастотном импульсе (встроенный осциллятор), возбуждая электрическую дугу без касания. Это удобнее, игла тупится реже.
Аргоновая сварка проводится в такой последовательности:
- Включите инверторный аппарат TIG.
- Присоедините массу к изделию.
- Вставьте в горелку заточенный вольфрамовый электрод.
- Откройте баллон с газом.
- Поднесите горелку к изделию на расстоянии 3-5 мм от поверхности до кончика иглы.
- Наденьте маску, нажмите кнопку подачи тока. Удобнее всего варить с режимом 4Т. Тогда не требуется постоянно держать кнопку подачи тока зажатой.
- Когда загорится электрическая дуга, подержите ее на стыке, чтобы образовалась лужица металла. Круговыми движениями электрода добейтесь сплавления сторон.
 Держать горелку нужно под углом 45 градусов относительно поверхности.
Держать горелку нужно под углом 45 градусов относительно поверхности. - Медленно ведите иглу справа налево, аккуратно подавая второй рукой присадочную проволоку. Присадку подают перед электродом.
- При окончании шва нажмите на кнопку, но не отпускайте ее. Сварочный ток снизится, чтобы закрыть кратер, избежав образования свища в конце.
Какие металлы варят аргоном
При помощи аргонодуговой сварки соединяют:
Источник видео: Aurora Online Channel
Преимущества и недостатки аргоновой сварки
При помощи аргоновой сварки можно соединить алюминий, медь, титан — металлы, которые трудно поддаются свариванию другими способами. Еще одно достоинство — аккуратные швы, повышенной герметичности. На нержавейке они почти зеркальные и не требуют механической обработки. Удобство сварки заключается в отсутствии шлака, поскольку за защиту сварочной ванны отвечает инертный газ.
Еще одно достоинство — аккуратные швы, повышенной герметичности. На нержавейке они почти зеркальные и не требуют механической обработки. Удобство сварки заключается в отсутствии шлака, поскольку за защиту сварочной ванны отвечает инертный газ.
Основным недостатком аргоновой сварки выступает низкая скорость процесса при ручном исполнении. Расходники для сварки (вольфрамовые электроды, заправка баллонов аргоном) не дешевые. Метод сварки TIG подойдет для изготовления конструкций из нержавейки, заварки трещин блока цилиндров, ремонта легкосплавных дисков.
Ответы на вопросы: что такое аргонодуговая сварка и как правильно варить аргоном?
Как аргоном варить вертикальные швы?
СкрытьПодробнее
Сварка ведется по тем же принципам, что и в нижнем положении. Главное вести шов сверху вниз. Уменьшите силу тока на 10-20%, по сравнению с аналогичным стыком в нижнем положении, чтобы металл не стекал вниз.
Как правильно заточить вольфрамовый электрод?
СкрытьПодробнее
Затачивайте стержень на вращающемся алмазном круге. Его хватит на дольше, чем обычного шлифовального. Положите электрод острием от себя на торец вращающегося круга. Добейтесь угла заточки 20-30 градусов. Для сварки на токах 200-300 А нужна заточка 60 градусов. Тонкий металл 1—1.5 мм удобнее варить кончиком, как у иглы — угол заточки примерно 10 градусов.
Что делать, если сварочная ванна сильно пузырится?
СкрытьПодробнее
Отрегулируйте подачу аргона на редукторе. Газа или слишком мало (вырывается углерод наружу из металла) или слишком много.
Как варить аргоновой сваркой на улице в ветреную погоду?
СкрытьПодробнее
Варить как в цеху не получится — ветер сдувает защитный газ и оставляет сварочную ванну открытой для внешнего воздействия. Оградите место сварки листом железа. Если ничего подходящего нет под рукой, закройте ветер собой, став с той стороны, откуда дует.
Оградите место сварки листом железа. Если ничего подходящего нет под рукой, закройте ветер собой, став с той стороны, откуда дует.
Как заварить аргоном дырку диаметром 10 мм на тонком металле сечением 1.5 мм?
СкрытьПодробнее
Убавьте силу тока до 20 А. Приставьте присадочную проволоку к краю отверстия. Дугу зажигайте на проволоке. Добейтесь ее расплавления и переноса на основной металл. Тут же погасите дугу, чтобы не прожечь дырку еще больше. Постепенно усильте края со всех сторон, нарастив на них металл. Сужайте диаметр отверстия. Когда оно полностью перекроется, добавьте силу тока до 45 А и выровняйте поверхность.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Сварка металла. Как это работает?
Дмитрий Крылов
Эксперт по частным домам. Опыт загородного проживания: 30 лет.
Опыт загородного проживания: 30 лет.
Сварка металла представляет собой соединение двух или нескольких частей изделий путем их нагревания и плавления на стыке с добавлением связующего или без него. Источником тепла как правило является сварочная дуга, создаваемая током, генерируемым источником сварочного тока.
Сварку электрической дугой еще обычно называют дуговой сваркой. Тепло, генерируемое дугой, может быть использовано для дуговой сварки, в результате чего детали плавятся вместе. Например, именно так выглядит сварка вольфрамовым электродом с инертным газом.
Как правило, материал наполнителя подается через механизм подачи проволоки, к которому подключен сварочный пистолет, или вручную в виде покрытого электрода. Важно, чтобы материал наполнителя имел примерно ту же температуру плавления, что и заготовка.
Перед началом сварки металла, кромки свариваемых деталей должны быть правильно подготовлены, для получения соответствующей сварочной канавки, например, V-образной формы. Во время сварки дуга расплавляет края канавки и сварочный материал. Это создает так называемую сварочную ванну и обеспечивает лучше сцепление деталей друг с другом.
Во время сварки дуга расплавляет края канавки и сварочный материал. Это создает так называемую сварочную ванну и обеспечивает лучше сцепление деталей друг с другом.
Наиболее распространенными металлами, которые сваривают друг с другом, являются алюминий, углеродистая сталь и нержавеющая сталь (также известная как высоколегированная сталь). Но пластмассы также можно сваривать — в этом случае источником тепла является горячий воздух или электрический резистор.
Что такое сварочная дуга?
Сварочная дуга — это электрический импульс, который протекает между сварочным электродом и заготовкой. Это происходит, когда между двумя элементами возникает достаточно высокое напряжение (бесконтактное зажигание) или когда пользователь ударяет по сварному материалу электродом (зажигание трением).
Электрическая дуга является основой дуговой сварки. Благодаря ей осуществляется соединение основного материала свариваемых деталей с присадочным материалом для формирования сварного шва.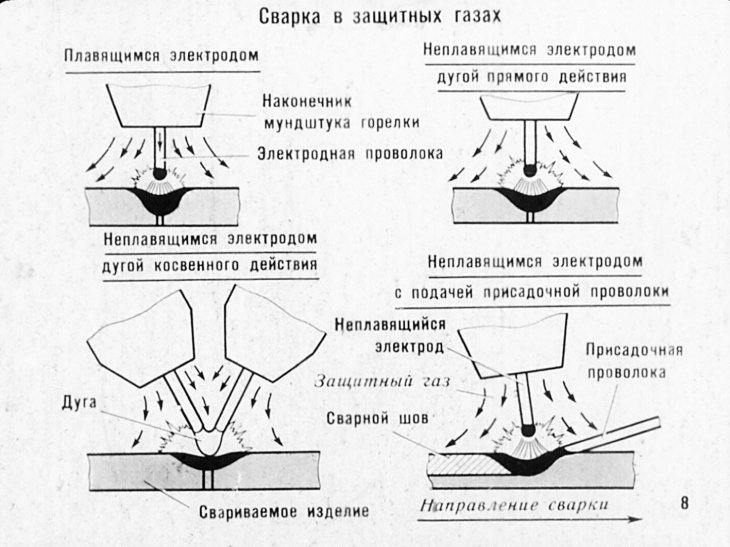
Напряжение в такой дуге очень большое. Оно течет через воздушный зазор и образует дугу с температурой в несколько тысяч градусов (до 10000 °C). Поскольку ток постоянно течет между заготовкой и электродом, перед началом работы, заготовка должна быть заземлена с помощью кабеля заземления, подключенного к сварочному аппарату.
Чтобы получить гладкий и прочный шов, сварочная дуга должна быть стабильной. Следовательно, сварочное напряжение и скорость подачи проволоки должны быть адаптированы к свариваемому материалу и его толщине.
Техника сварщика влияет на то, является ли дуга мягкой или твердой, а следовательно, и на качество сварного шва. Расстояние от сварочного электрода до канавки и поддержание постоянной скорости движения горелки также имеет большое значение. Выбор правильного напряжения и скорости подачи проволоки является базовым навыком для каждого сварщика.
Хотя современные сварочные устройства предлагают множество функций, облегчающих работу сварщиков, таких как сохранение предыдущих настроек сварки или вызов готовых синергетических линий, что значительно упрощает настройку параметров устройства в соответствии с поставленной задачей.
Что такое защитный газ? И для чего он нужен?
Защитный газ оказывает большое влияние на производительность и качество сварки. Как следует из названия, защитный газ защищает расплавленный шов от окисления, а также от загрязнения и влаги в воздухе. В противном случае эти факторы могут снизить устойчивость сварного шва к коррозии, увеличить его пористость и ослабить его долговечность путем изменения геометрии соединения. Защитный газ также охлаждает сварочную горелку. Чаще всего это аргон, гелий, углекислый газ и кислород.
Защитный газ может быть инертным или активным. Инертный газ не вступает в реакцию со сварочной ванной. Активный газ, с другой стороны, участвует в процессе сварки — он стабилизирует дугу и сглаживает подачу материала к сварному шву. Инертный газ используется для сварки MIG (сварка плавящимся электродом в защитном щите с инертным газом), а активный газ — для сварки MAG (сварка плавящимся электродом в защитном щите для активного газа).
Гелий (He) также является популярным инертным защитным газом. Гелий и смесь гелия и аргона используются при сварке TIG и MIG. Гелий способствует большему проникновению и обеспечивает более высокую скорость сварки, чем аргон.
Гелий и смесь гелия и аргона используются при сварке TIG и MIG. Гелий способствует большему проникновению и обеспечивает более высокую скорость сварки, чем аргон.
Углекислый газ (CO2) и кислород (O2) являются активными газами, используемыми в качестве окисляющего компонента для стабилизации дуги и обеспечения более плавного процесса подачи материала во время сварки MAG. Точные пропорции компонентов защитного газа зависят от типа стали.
Методы сварки
Методы сварки классифицируются на основе метода генерирования тепла и метода подачи присадочного материала. Выбор конкретного метода зависит от сварного материала и его толщины, требуемой эффективности работы, желаемых эстетических показателей и целевого качества сварного шва.
Наиболее распространенными методами сварки являются MIG / MAG, TIG и MMA (сварка электродом с покрытием). Самый старый, самый известный и наиболее часто используемый метод — это сварка MMA. Он широко используется для монтажа и наружных работ, требующих оборудования, которое легко переносить и использовать.
Медленная сварка TIG дает очень хорошие сварные швы, поэтому этот метод используется для видимых сварных швов или швов, которые требуют исключительной точности.
Сварка МИГ / МАГ считается наиболее универсальной, поскольку нет необходимости отдельно подавать материал в сварочную ванну. Вместо этого сварочная проволока подается непосредственно в сварочную ванну в газовой подушке от сварочного пистолета.
Существуют также другие методы сварки для специальных применений, таких как лазерная, плазменная, дуговая сварка под флюсом, ультразвуковая и точечная и фрикционная сварка. Мы обязательно расскажем о них в будущих статьях нашего блога.
Какие бывают сварочные аппараты?
Аппаратов для сварки металла сегодня на рынке представлено очень много. Ранее об этом мы уже писали на страницах нашего блога. Поэтому затронем здесь эту тему кратко. Все они классифицируются на 3 основных вида:
- полуавтоматы;
- инверторные;
- аргонодуговые установки;
Например, модель EWM Pico 180 puls с импульсной функцией является одним из лучших устройств для сварки.
Кроме самого аппарата сварщику следует заранее позаботиться о наличии всех расходников и аксессуаров. Это:
- электроды;
- порошковая проволока;
- разъемы;
- фиксаторы;
- клеммы заземления.
Все эти «мелочи» обеспечивают комфорт в работе и качественное выполнение производственной задачи.
Безопасность работы при сварке
Сварка металла связана с рядом рисков. Электрическая дуга излучает очень яркий свет и ультрафиолетовое излучение, которое может повредить ваше зрение. Брызги и искры расплавленного металла могут обжечь кожу и стать причиной пожара, а испарения, выделяющиеся при сгорании, могут быть опасными для дыхательной системы.
Однако всех этих опасностей можно избежать с помощью правильной подготовки и соответствующего защитного снаряжения.
Чтобы снизить риск возникновения пожара, перед началом работы, внимательно осмотрите место вокруг будущей сварки и удалите все легковоспламеняющиеся материалы . Средства пожаротушения также должны быть подготовлены. Рабочее место также должно быть недоступным для посторонних.
Средства пожаротушения также должны быть подготовлены. Рабочее место также должно быть недоступным для посторонних.
Защитите глаза, уши и кожу с помощью соответствующих средств индивидуальной защиты. Сварочный шлем с регулируемым фильтром защищает глаза, волосы и уши. Кожаные сварочные перчатки и прочный, негорючий комбинезон защищают руки и тело от искр и тепла.
Если вы планируете работать в помещении, то рабочее место также должно быть оборудовано достаточной вентиляцией для удаления сварочного дыма.
Была ли эта статья для вас полезной? Пожалуйста, поделитесь ею в соцсетях:
Не забудьте добавить сайт Недвио в Закладки. Рассказываем о строительстве, ремонте, загородной недвижимости интересно, с пользой и понятным языком.
Как работает сварочный инвертор – Конструкция и особенности ✓ Новости
Сварочный инвертор – Обобщение
Сегодня на рынке, с развитием электросварки, появилось огромное множество предложений по оборудованию, особой популярностью среди которого пользуются сварочные инверторы. На волне своей популярности в интернете гуляет очень много информации от фирм относительно своих аппаратов и их преимуществ. Очень часто покупателю тяжело разобраться в актуальности и корректности относительно оборудования, перед покупкой сварочного инвертора. Именно поэтому, мы попробуем простыми словами донести что же собой являет аппарат инверторного типа и как он работает, чтобы выбирая инвертор для себя, вы могли понимать на что обратить внимание
На волне своей популярности в интернете гуляет очень много информации от фирм относительно своих аппаратов и их преимуществ. Очень часто покупателю тяжело разобраться в актуальности и корректности относительно оборудования, перед покупкой сварочного инвертора. Именно поэтому, мы попробуем простыми словами донести что же собой являет аппарат инверторного типа и как он работает, чтобы выбирая инвертор для себя, вы могли понимать на что обратить внимание
Сварочный инвертор по сути является преобразователем тока, который пропуская его через себя, несколько раз изменяет его показатели, добиваясь характеристик, пригодных для возбуждения сварочной дуги, в процессе которой происходит расплавление металла на обрабатываемой поверхности и электроде (как пример) с последующим плавным переносом его в сварочный шов.
Наиболее распространенными и применяемым в широкой области выступают сварочные аппараты для работы с электродами, большинство пользователей ассоциирует само понятие сварочного инвертора именно с такими аппаратами, хотя все инверторы имеют похожий принцип работы. В статье мы будем придерживаться такой же линии, хотя по большому счету она не совсем верна, ведь сварочным инвертором можно назвать любой аппарат, который в своей конструкции имеет диоды и силовые транзисторы. Таким образом по инверторной технологии могут работать не только сварочники для работы с электродами (ручная дуговая сварка, или РДС, ММА), но и полуавтоматы (MIG, MAG) или аппараты для работы с неплавящимся электродом (TIG, TAG).
В статье мы будем придерживаться такой же линии, хотя по большому счету она не совсем верна, ведь сварочным инвертором можно назвать любой аппарат, который в своей конструкции имеет диоды и силовые транзисторы. Таким образом по инверторной технологии могут работать не только сварочники для работы с электродами (ручная дуговая сварка, или РДС, ММА), но и полуавтоматы (MIG, MAG) или аппараты для работы с неплавящимся электродом (TIG, TAG).
Итак, первое что нужно понимать – Сварочный инвертор – это тип устройства, конструкции аппарата, которая преобразовывает ток, но никак не вид аппарата по назначению.
Принцип работы сварочного инвертора
Перед тем как понять, что же делает инвертор с током, необходимо вспомнить некоторые характеристики, которые свойственны току.
Зависимо от частоты, ток бывает переменным или постоянным.
Переменный ток имеет высокую частоту, в стандартной розетке 50 Герц (это количество раз которое частицы переносящие заряд в потоке за 1 секунду меняют направление движения). Поток образует постоянное колебание, волнение, которое выглядит как синусоида
Поток образует постоянное колебание, волнение, которое выглядит как синусоида
Постоянный ток – это когда в потоке заряженные частицы движутся строго в одном направлении, без колебаний, его график стремиться к ровной линии, направление движения не меняется, а соответственно частота стремиться к 0.
Ключевым фактором здесь выступает частота тока (именно она и определяет каким будет ток)
Можно выделить 4 основных момента в процессе трансформации тока аппаратом
- Из сети электропитания переменный ток (с частотой 50-60 Гц) попадая в инвертор (на сетевой выпрямитель) преобразуется в постоянный, другими словами его частота выравнивается (задается строгое направление движения частицам в потоке, и убираются их колебания).
- Затем ток попадает на транзисторы, которые получая постоянный ток, снова задают хаотичное движение, только теперь значительно увеличивая его частоту, вплоть до 50 кГц (это в тысячу раз больше чем частота изначального переменного тока из розетки).
 Это ключевой элемент, который в последующем позволяет избежать применения громоздких и тяжелых элементов в устройстве сварочного оборудования.
Это ключевой элемент, который в последующем позволяет избежать применения громоздких и тяжелых элементов в устройстве сварочного оборудования. - Далее на трансформаторе понижается напряжение высокочастотного тока с 220 Вольт из розетки до 60-70 Вольт (в 6 раз ниже) что значительно увеличивает его силу. Так как транзисторы до этого задали току высокую частоту, в сварочном инверторе нет необходимости применять большую катушку, поэтому трансформатор здесь используется маленький, что значительно уменьшает массу и размеры устройства.
- Теперь, ток с низким напряжением, высокой силой и частотой отправляется на выходной выпрямитель, где снова преобразуется в постоянный, подходящий для сварки с высокой силой и низким напряжением. Что позволяет концентрировано плавить металл, плавно и мягко не разбрызгивая его, вести сварочный шов аккуратно и просто, добиваясь отличного результата, даже не имея большого опыта сварщика.
Помимо указанных этапов, параллельно протекает и множество других процессов, связанных с контролем и управлением процессом внутри сварочного инвертора, обеспечивающих изменение и корректировку показателей, чтобы вы могли настроить аппарат под необходимые условия сварки, и получить комфортные характеристики тока.
Отличия в ключевых деталях сварочных инверторов
Сегодня прогресс шагает очень быстро и уже внутри инверторных технологий произошел ряд модификаций. Так первое на что можно обратить внимание в сварочном инверторе это тип силовых транзисторов:
- MOSFET – простые силовые ключи (их называют полевые). В виду своей простой структуры, требуют больший блок для управления, чем следующий вид, а соответственно сварочный инвертор становиться несколько массивней, да и самих транзисторов, как правило, требуется больше в таком аппарате.
- IGBT – более новый, сложный и совершенный по структуре тип транзисторов, они требуют меньше управления, являясь более самостоятельными, что позволяет снизить вес и размер сварочного инвертора.
В последнее время нововведения появились и в способе компоновки деталей на плату сварочного инвертора. Можно выделить такие варианты монтажа:
Пайка обычных выводных элементов
Такой вид внутренней компоновки в сварочном инверторе часто предполагает ручную сборку, даже если на заводе процесс автоматизирован, то некоторые детали часто все равно паяют мастера. По итогу качество и надежность работы инвертороного сварочника во многом зависит от качества сборки.
По итогу качество и надежность работы инвертороного сварочника во многом зависит от качества сборки.
SMT или поверхностный монтаж
Компоненты, используемые в таком сварочном инверторе называются SMD, – они выглядят как небольшие, почти плоские прямоугольники, которые в разы меньше обычных деталей. Такие элементы впечатываются в плату на заводе, как правило процесс полностью автоматизирован, такой способ обеспечивает лучший контакт и более эффективную передачу сигналов, с меньшими потерями, по сравнению с обычными деталями. Исключается вероятность брака что положительно сказывается на точности работы всего сварочного инвертора, исключая вероятность брака.
Размер SMD деталей в несколько раз меньше, при этом сварочный инвертор становиться еще компактней, вместе с IGBT транзисторами, производители добиваются размеров сопоставимых с тостером.
К недостаткам такой технологии можно отнести сложность обратной пайки без специализированного оборудования. Другими словами, не каждый мастер сможет заменить детали на такой плате, что сужает круг мастерских, которые занимаются ремонтом подобных сварочных инверторов.
В нашем интернет магазине представлен широкий выбор аппаратов, и если вы надумаете купить сварочный инвертор, мы поможем подобрать модель, которая будет соответствовать вашим требованиям и задачам, которые необходимо решать.
Если у вас остались вопросы про устройство или отличия сварочных инверторов, пишите в комментариях к этой статье и мы с удовольствием дополним материал, интересующей информацией.
Как правильно варить аргонодуговой сваркой: как работает, научиться
- АО Поликор
- Блог
- Как правильно варить аргонодуговой сваркой: как работает, научиться
Аргонодуговая сварка дает аккуратные и ровные швы, прочно соединяя металл. Такой способ востребован сегодня, его активно используют как в быту, так и на производстве. Соединение получается качественным, если использовать надежные сопла для аргонодуговой сварки, изготовленные из термостойкой керамики. С их помощью можно сваривать легированные стали и цветные металлы, на них не налипают сварочные брызги. Это отличные комплектующие для сварочных аппаратов ГРАД, УДАР, ГР, Э3Р, АР, ПШПА, УДПГ и других горелок.
Соединение получается качественным, если использовать надежные сопла для аргонодуговой сварки, изготовленные из термостойкой керамики. С их помощью можно сваривать легированные стали и цветные металлы, на них не налипают сварочные брызги. Это отличные комплектующие для сварочных аппаратов ГРАД, УДАР, ГР, Э3Р, АР, ПШПА, УДПГ и других горелок.
Сегодня аргонодуговая сварка считается одной из самых востребованных, ее используют для ремонта кузова автомобилей, изготовления инструментов, емкостей, для сварки ворот, ограждений, козырьков и других изделий. Такие швы не нуждаются в дополнительной обработке, получаются ровными, крепкими и не подвергаются коррозии. Хорошо научиться варить просто, для этого необходимо следовать инструкциям.
Особенности работы аргонодуговой сварки
Такая сварка напоминает газовую резку металла кислородом, поскольку в сварочную зону непрерывно подается аргон. Сваривание осуществляется сварочным дуговым аппаратом, оснащенным специальным соплом. Его края ограничивают и изолируют рабочую зону. Газ подается непрерывно при помощи специального устройства. Металл сваривается электродом, который нагревает его до высоких температур и переплавляет для крепкого и надежного соединения.
Его края ограничивают и изолируют рабочую зону. Газ подается непрерывно при помощи специального устройства. Металл сваривается электродом, который нагревает его до высоких температур и переплавляет для крепкого и надежного соединения.
Преимущества аргонодуговой сварки:
- аргон является плазмообразующим веществом, идеально подходит для сваривания металла;
- газ невзрывоопасный, что обеспечивает безопасность во время работ;
- при сварке обеспечивается надежная изоляция для предотвращения окисления атмосферным кислородом;
- сваривание аргоном – удобным способ, научиться работать с горелкой довольно просто.
Для сваривания металла используют два вида электродов – плавящиеся и неплавящиеся. Последние являются более тугоплавкими и стойкими, их изготавливают из вольфрама.
Методика работы аргонодуговой сваркой
Работать с аргонодуговой сваркой можно только в закрытых помещениях, эксплуатация на открытых площадках в ветряную погоду без дополнительного оборудования запрещается.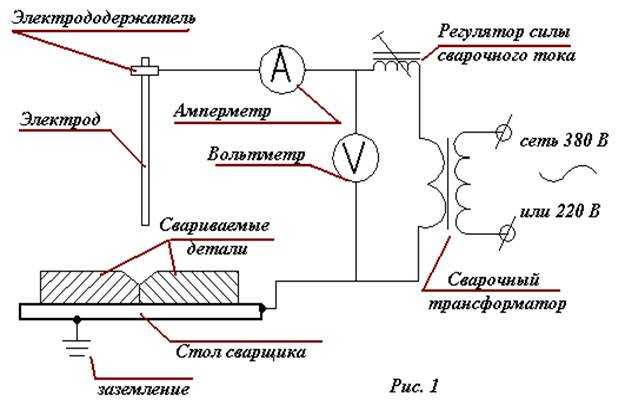 Сварщик должен использовать средства индивидуальной защиты, включая маску и перчатки.
Сварщик должен использовать средства индивидуальной защиты, включая маску и перчатки.
Для начала необходимо правильно настроить аппарат, выбрав силу тока. Она зависит от толщины металла и диаметра электрода. Поможет задать правильный режим информация из таблицы:
| Толщина металла, мм | Диаметр электрода, мм | Сила тока, А |
| 0,3-0,7 | 1,6 | 40 |
| 0,8-1,2 | 1,6 | 60-80 |
| 1,5-2,0 | 2 | 80-120 |
| 2,5-3,5 | 3 | 150-200 |
Выбрав оптимальные настройки, приступаем к работам. Для правильной сварки соблюдайте следующие правила:
- для поверхностного провара старайтесь создавать длинную сварочную дугу – шов получится широким, но неглубоким;
- более тщательный провар даст короткая дуга, вы получите узкий шов – горелку необходимо вести продольно;
- подавайте присадочную проволоку плавно и размеренно, без резких движений – это обеспечит ровный и аккуратный шов без брака;
- не начинайте работать резко, так кислород попадет в сварочную зону – рекомендуется сначала включит горелку и через 15-20 секунд подавать проволоку к электроду.

Это основные правила, которых нужно придерживаться. Для получения качественных швов нужен небольшой опыт, начальные навыки можно получить после выполнения нескольких манипуляций. Используйте только качественные комплектующие и материалы, соблюдение таких рекомендаций гарантирует оптимальный результат. Если делать все правильно, вы получите аккуратные, ровные и крепкие швы.
Как выбрать комплектующие для аргонодуговой сварки?
Сегодня все чаще выбирают аргоновую сварку, которая по сравнению с электрической обеспечивает лучший результат. С помощью горелки с инертным газом можно легко варить алюминий, нержавейку, вольфрамовые заготовки и другие сплавы из металлов, швы у деталей получаются более
ровными вне зависимости от опыта сварщика. В отличие от электродов, у полученного соединения меньше брака, исключаются основные ошибки при работе в виде непроваров. Дуга надежно защищена газом, из-за чего образуется меньше шлака. Такая технология все чаще применяется на производствах, что позволяет получить лучшее качество у деталей.
При выборе комплектующих для оборудования необходимо руководствоваться следующими правилами:
- Покупать только запчасти для конкретной модели оборудования – они должны быть совместимы по характеристикам и подходить по размерам. Запрещается использовать детали от других аппаратов, это может негативно сказаться на процессе сваривания.
- Необходимо выбирать сопла и другие комплектующие исключительно из огнеупорной керамики. Такие материалы подходят для данного рабочего процесса, при их применении прогрев поверхности будет оптимальным.
- Лучше выбрать проверенного производителя комплектующих, как завод АО «Поликор». Производитель изготавливает качественную продукцию для любого оборудования, включая запчасти к аппаратам для сваривания аргонодуговым способом. Они строго отвечают требованиям ГОСТ, их выбирают для профессиональной эксплуатации.
Это основные правила для выбора комплектующих, соблюдайте эти рекомендации перед покупкой. Наш завод занимается профессиональным изготовлением современных огнеупоров, включая сопла и другие детали для аргонодуговой сварки.
Цены на комплектующие к аппаратам для аргонодуговой сварки
Стоимость комплектующих зависит от модели оборудования, для которого требуется их производство. На цену влияет и конкретный вид детали, которую нужно изготовить, а также партия про можно уточнить у менеджера, обсудив с ним детали сделки. Сотрудник ответит на все вопросы и постарается помочь с выбором.
Контакты для связи со специалистом представлены на сайте – телефон, электронная почта и форма онлайн консультанта. Вы можете узнать цены быстро, связавшись с нами удобным способом.
Поделиться:
Возможно вам будет интересно
Как делают огнеупорное стекло?
Классификация кварцевых огнеупоров
Керамическое волокно: области применения и свойства огнеупорного материала
Огнеупорные связующие: разнообразие видов и описание
Как согнуть листовой асбест вокруг трубы?
Что можно производить из глины?
Чем заменить буру при плавке золота и серебра?
В чём заключается подготовка металла к плавке?
Производство и применение вспученного вермикулита в строительстве
Вреден или нет асбокартон для здоровья: характеристики теплопроводности
Совелитовые плиты для обмуровки котлов: технология производства и характеристики
Как вести шов в аргонодуговой сварке?
Как выбрать аппарат аргонодуговой сварки?
Как выбрать вольфрамовые электроды для аргонодуговой сварки?
Как сделать огнеупорный цемент из золы?
Охлаждение сварочных полуавтоматов – ЭкоСвар
Выбирая любую сварочную технику необходимо всегда отвечать на один очень важный вопрос: как и в каких условиях вы будете эксплуатировать оборудование? Если характер работ будет очень интенсивным, то особое внимание следует уделить выбору системы охлаждения сварочных аппаратов.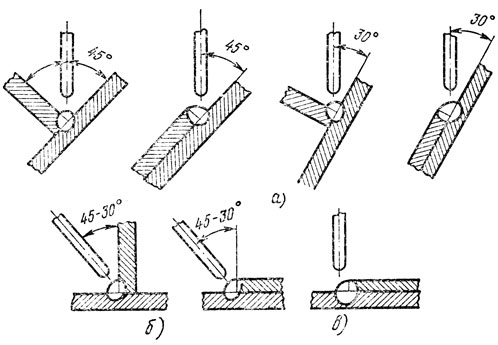 Потому как, чем лучше аппарат будет охлаждаться, тем дольше вы сможете работать без остановки, а следовательно, тем выше производительность сварочных работ. Особо актуален правильный выбор системы охлаждения в условиях интенсивной работы на предприятиях, где сварка – один из основных видов деятельности. Если в вашем штате есть сварщики, то рабочий день сварщика не должен сокращаться из -за простоев оборудования (в том числе по причине недостаточного охлаждения). Ведь простои оборудования – это убытки для предприятия. В случае, если же сварщик работает по сдельной системе, то он сам может отказаться работать на вашем оборудовании из-за низкой производительности. В случае дефицита сварщиков высокого уровня, это может стать серьезной проблемой. Итак, давайте разберемся, какая бывает система охлаждения.
Потому как, чем лучше аппарат будет охлаждаться, тем дольше вы сможете работать без остановки, а следовательно, тем выше производительность сварочных работ. Особо актуален правильный выбор системы охлаждения в условиях интенсивной работы на предприятиях, где сварка – один из основных видов деятельности. Если в вашем штате есть сварщики, то рабочий день сварщика не должен сокращаться из -за простоев оборудования (в том числе по причине недостаточного охлаждения). Ведь простои оборудования – это убытки для предприятия. В случае, если же сварщик работает по сдельной системе, то он сам может отказаться работать на вашем оборудовании из-за низкой производительности. В случае дефицита сварщиков высокого уровня, это может стать серьезной проблемой. Итак, давайте разберемся, какая бывает система охлаждения.
Воздушная система охлаждения сварочного аппарата
Выделяют 2 типа охлаждения сварочных аппаратов: воздушное и жидкостное. В первом случае аппарат охлаждается благодаря вентиляторам, пропускающим через корпус аппарата нужный объем воздуха. Горелка при этом работает без охлаждения. В аппарате может стоять 1, а порой и 3 вентилятора. Количество зависит от модели и от производителя. Причем не всегда большое количество вентиляторов может обеспечить хорошее охлаждение, т.к. в первую очередь необходимо, чтобы все они работали достаточно интенсивно и этим обеспечивали оптимальную циркуляцию воздуха. Если охлаждения не хватает, то аппарат начинает греться. В случае когда он оснащен защитой от перегрева, то при плохом охлаждении он просто отключится или встанет в ошибку от перегрева. Пока система не охладится он не будет готов к работе. Часто данная проблема встречается когда аппарат, предназначенный для бытовых условий пытаются использовать на предприятии даже со средней загрузкой. Ему просто не хватает мощности. Этим могут страдать и дешевые китайские сварочные полуавтоматы, т.к. производитель может экономить на двигателе и вентиляторы работают слабо.
В первом случае аппарат охлаждается благодаря вентиляторам, пропускающим через корпус аппарата нужный объем воздуха. Горелка при этом работает без охлаждения. В аппарате может стоять 1, а порой и 3 вентилятора. Количество зависит от модели и от производителя. Причем не всегда большое количество вентиляторов может обеспечить хорошее охлаждение, т.к. в первую очередь необходимо, чтобы все они работали достаточно интенсивно и этим обеспечивали оптимальную циркуляцию воздуха. Если охлаждения не хватает, то аппарат начинает греться. В случае когда он оснащен защитой от перегрева, то при плохом охлаждении он просто отключится или встанет в ошибку от перегрева. Пока система не охладится он не будет готов к работе. Часто данная проблема встречается когда аппарат, предназначенный для бытовых условий пытаются использовать на предприятии даже со средней загрузкой. Ему просто не хватает мощности. Этим могут страдать и дешевые китайские сварочные полуавтоматы, т.к. производитель может экономить на двигателе и вентиляторы работают слабо.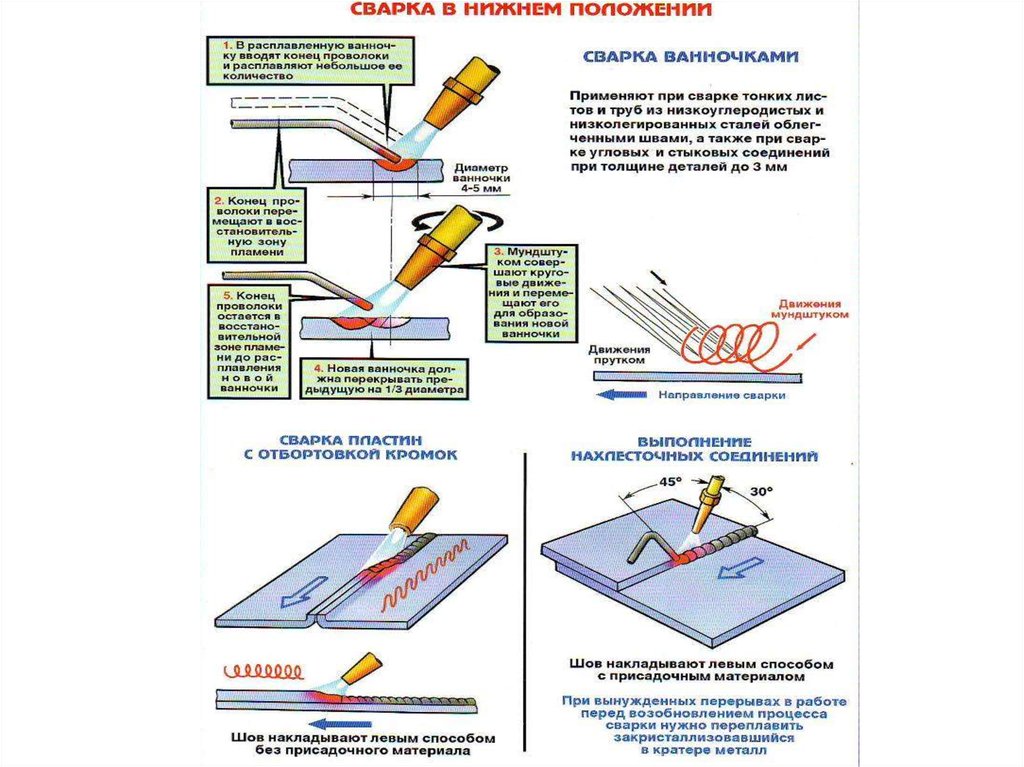 Такая проблема может встречаться даже на аппаратах известных производителей, вынесших производство оборудования на китайские заводы. В линейке профессионального оборудования, например для сварочного оборудования LORCH, воздушное охлаждение – не приговор, и даже аппараты мощностью 400-500А, работающие в условиях промышленного производства могут стабильно работать на протяжении всего рабочего дня. Например, в сварочных полуавтоматах LORCH MicorMIG400 стоит не менее 3-х вентиляторов, которые работают настолько интенсивно, что температура внутри аппарата во время работы незначительно отличается от температуры окружающей среды.
Такая проблема может встречаться даже на аппаратах известных производителей, вынесших производство оборудования на китайские заводы. В линейке профессионального оборудования, например для сварочного оборудования LORCH, воздушное охлаждение – не приговор, и даже аппараты мощностью 400-500А, работающие в условиях промышленного производства могут стабильно работать на протяжении всего рабочего дня. Например, в сварочных полуавтоматах LORCH MicorMIG400 стоит не менее 3-х вентиляторов, которые работают настолько интенсивно, что температура внутри аппарата во время работы незначительно отличается от температуры окружающей среды.
Единственный минус всех аппаратов с воздушной системой охлаждения в том, что даже если сам источник отлично охлаждается, горелка все равно будет греться и ей нужно будет отдыхать. Поэтому для работы на больших мощностях, часто выбирают горелки с небольшим запасом, например на источник 500А ставят горелки, рассчитанные на 600А. Таким образом, горелка имеет небольшой резерв на возможный перегрев гусака.
Сварочные полуавтоматы с жидкостным охлаждением
Жидкостное охлаждение ориентировано на интенсивные работы, а также на работу в условиях высокой температуры окружающей среды. Например, если в цехе +30, то от циркуляции горячего воздуха аппарату легче не станет. На аппаратах жидкостного типа охлаждения помимо вентиляторов установлен бачок охлаждающей жидкости. В него заливается жидкость специального химического состава. Благодаря циркуляции охлаждающей жидкости по аппарату и сварочной горелке обеспечивается его непрерывная работа и охлаждение. Данный вид охлаждения оптимизирует также охлаждение сварочной горелки. Причем на аппараты такого типа используются сварочные горелки с жидкостным типом охлаждения. Если вы поставите на такой аппарат горелку предназначенную для воздушного охлаждения, она перегреется, т.к. ей будет не хватать дополнительного охлаждения жидкостью. В случае же если вы поставите горелки наоборот: жидкостную горелку на аппарата с воздушным охлаждением, то из за отсутствия жидкости, она сгорит.
Бачок с охлаждающей жидкостью может быть установлен в корпус полуавтомата, также он может быть отдельным блоком. Т.е. в первом случае вы сразу выбираете будете вы работать с жидкостным охлаждением или нет и выбираете комплектацию аппарата. Во втором случае вы можете купить полуавтомат с газовым охлаждением и потом в случае необходимости докупить блок водяного охлаждения и собрать всю установку на тележку, как например у сварочных полуавтоматов КЕДР MultiMIG 500.
Эксплуатация оборудования с жидкостным охлаждением
Каких то особых требований в эксплуатации системы охлаждения нет, приведем основные:
- необходимо следить за уровнем охлаждающей жидкости. Если жидкости становится мало, то аппарату и горелке не хватает охлаждения.
- заливать лучше рекомендуемую производителем жидкость. Химический состав разных жидкостей может сильно отличаться, различен и цвет (зеленый, красный, синий, прозрачный и т.
 д.). Чтобы не потерять гарантию, лучше заливать жидкость, которую рекомендует производитель. Смешивать жидкости разных производителей и марок не рекомендуется, т.к. возможна непредсказуемая реакция из-за разного хим.состава.
д.). Чтобы не потерять гарантию, лучше заливать жидкость, которую рекомендует производитель. Смешивать жидкости разных производителей и марок не рекомендуется, т.к. возможна непредсказуемая реакция из-за разного хим.состава. - время от времени нужно проверять качество жидкости. В сварочных полуавтоматах LORCH жидкость заливается прозрачная и в ней хорошо видно, когда попадает грязь и пыль. Несмотря на то, что бачок и сама жидкость полностью изолированы от окружающей среды, бывают случаи, когда система охлаждения забивается грязью. Грязь может попадать в жидкость по разным причинам, например, залили жидкость из грязной тары. Если в жидкость попадает грязь, это может нарушить работу помпы и ее придется прочищать.
Особенности работы сварочных полуавтоматов с жидкостным охлаждением
Сварочные полуавтоматы разных производителей работают по-своему. Например, для производителя сварочного оборудования LORCH важно, чтобы максимально эффективно работал как сам источник, так и горелка и владелец оборудования не нес затраты по их ремонту и частому обслуживанию. Именно поэтому у сварочных полуавтоматов LORCH установлены датчики протока охлаждающей жидкости. Как только в работе аппарата фиксируется отклонение в циркуляции жидкости (например ее стало меньше по уровню или жидкости совсем нет), аппарат показывает ошибку Е05,что говорит о проблемах с системой охлаждения. Если такого датчика нет и у аппарата имеются какие-то нарушения в работе жидкостного охлаждения, например, пробился шланг и вся жидкость вытекла, то сварочная горелка моментально сгорит при начале работы. В масштабах предприятия, когда имеется несколько сварочных постов, или даже несколько десятков, частая замена сварочных горелок может вылиться в круглую сумму. Поэтому на систему охлаждения необходимо регулярно обращать внимание.
Именно поэтому у сварочных полуавтоматов LORCH установлены датчики протока охлаждающей жидкости. Как только в работе аппарата фиксируется отклонение в циркуляции жидкости (например ее стало меньше по уровню или жидкости совсем нет), аппарат показывает ошибку Е05,что говорит о проблемах с системой охлаждения. Если такого датчика нет и у аппарата имеются какие-то нарушения в работе жидкостного охлаждения, например, пробился шланг и вся жидкость вытекла, то сварочная горелка моментально сгорит при начале работы. В масштабах предприятия, когда имеется несколько сварочных постов, или даже несколько десятков, частая замена сварочных горелок может вылиться в круглую сумму. Поэтому на систему охлаждения необходимо регулярно обращать внимание.
Как работает сварка? – Welding Headquarters
Сварка представляет собой процесс плавления, при котором два или более различных металла и термопластичных компонентов соединяются вместе с помощью высокотемпературного тепла или давления, или того и другого. Это помогает комбинировать более мелкие и простые объекты для создания более сложных структур.
Это помогает комбинировать более мелкие и простые объекты для создания более сложных структур.
В процессе сварки детали соединяются путем расплавления присадочного материала (например, стали) в месте соединения. Комбинация достигается тремя основными методами: газовой сваркой, дуговой сваркой или лазерной сваркой.
В этом посте мы подробно рассмотрим, как работает сварка, процесс соединения разных деталей и основные виды сварки, которые используют профессионалы.
Основы сварки
Сначала вам нужно понять, что сварка отличается от пайки или пайки. При пайке наполнитель вжигается между двумя компонентами, которые плотно прилегают друг к другу. Только наполнитель сгорает и соединяется с обеими частями, образуя связь.
При сварке основные металлы или пластмассы также обжигаются, в результате чего они плавятся и соединяются с наполнителем, образуя более надежное и прочное соединение.
Различные виды сварки
Для сварки металлов, пластика или дерева используется более дюжины различных сварочных процессов. Их можно разделить на две широкие категории; сварка давлением и процессы нагрева.
Их можно разделить на две широкие категории; сварка давлением и процессы нагрева.
В категории нагрева вы можете найти различные методы сварки, от более простого кислородно-топливного метода до высокотехнологичного процесса, включающего лазерную сварку.
Однако, когда дело доходит до практического и коммерческого применения, большинство сварщиков обычно используют только четыре типа сварки. К ним относятся MIG, TIG, дуговая сварка и дуговая сварка с флюсовой проволокой. Каждый тип сварки имеет определенные преимущества и недостатки, и сварщик должен иметь соответствующую подготовку, чтобы эффективно их использовать.
Как работает сварка
В этом руководстве мы сосредоточимся на процессе дуговой сварки плавлением. Он включает в себя различные подходы к применению дуги и типы соединений для получения требуемого соединения. Наиболее распространенными типами сварных соединений являются;
- Соединение встык: Образует соединение под углом 135-180° между двумя металлическими концами
- Соединение внахлестку: Этот сварной шов используется для углового соединения 0-5° между двумя перекрывающимися деталями
- Тройник: Может использоваться для соединения края одной детали с гранью другой детали под углом 5-90°
- Угловое соединение: Это соединение образует соединение под углом 30-135° между двумя металлическими кромками или концами
- Кромочное соединение: Общий сварной шов между кромками двух деталей, который может находиться под углом от 0 до 30°
В процессе сварки сварщики в основном работают с двумя типами материалов, на которые им необходимо обращать внимание.
- Исходный материал: Сюда входят несколько металлических деталей, которые соединяются вместе в процессе сварки.
- Наполнители или расходные материалы Материал: Это дополнительные материалы, которые нагреваются в дуге и наносятся на поверхность швов или под них для создания более прочного соединения.
Исходные материалы, используемые при сварке
Сварка может выполняться для различных материалов, включая металлы, пластмассы и даже дерево. Каждый из них требует различных температур и методов сварки.
Сварка металлов включает нагрев основного металлического материала , который затем плавится и соединяется с другими материалами для создания прочного сварного соединения. В рабочую зону подается высокая температура, которая создает ванну расплавленного материала, который охлаждается, образуя соединение. Обычно это соединение так же прочно, если не прочнее, чем сам исходный материал.
Защитный газ может использоваться для защиты расплавленной сварочной ванны и присадочного металла от загрязнения или окисления окружающей средой.
Помимо металлов, с помощью сварки можно также соединять пластмассы. Нагрев пластмассового исходного материала осуществляется в три этапа. Во-первых, площадь поверхности подготавливается и соединяется с помощью давления. Тепло применяется короткими, контролируемыми импульсами. Материалам дают остыть, в то время как к материалам продолжают прикладывать давление для создания сварного шва.
Методы нагрева можно разделить на внутренние и внешние в зависимости от конкретного процесса, используемого для сварки.
Деревянный основной материал также может быть соединен сваркой. Материалы подвергаются большому давлению, а затем нагреваются за счет линейного трения, которое создает тепло на поверхности для соединения заготовок вместе. Процесс сварки древесины выполняется довольно быстро и обеспечивает прочный конечный результат без использования клея или гвоздей.
Различные типы сварочных процессов
Сварка электродом, сварка МИГ и ВИГ являются наиболее распространенными методами дуговой сварки металлов. Давайте кратко рассмотрим каждый из этих методов здесь.
Как работает дуговая сварка?
Дуговая сварка защищенным металлом, также известная как сварка стержнем, представляет собой метод сварки, при котором электрод подается в точку сварки, где дуга плавит и соединяет металлы.
Сварочный пистолет состоит из сердечника проволоки, который предназначен для создания высокотемпературной дуги на кончике электрода. Дуга подводится близко к заготовке и быстро отводится, оставаясь при этом достаточно близко к области соединения, чтобы создать температуру, которая может достигать 6500°F для расплавления основного металла.
Для достижения наилучших результатов площадь поверхности расплавленного металла защищают от оксидов и нитратов, которые могут присутствовать в окружающей среде. Это делает электродуговую сварку идеальной для сварки трубопроводов, строительства, литья стали и ремонта тяжелого оборудования.
Метод сварки электродом является одним из самых дешевых и наименее затратных методов соединения металлических деталей. Это также один из самых портативных методов, поскольку сварочные пистолеты можно легко использовать в ограниченном пространстве. Защитный газ не используется при сварке электродом, в отличие от методов сварки TIG или MIG, и вы можете использовать сварку электродом, даже если вы находитесь на улице или работаете при сильном ветре или дожде.
Еще одним преимуществом является то, что электродную сварку можно использовать на грязных или слегка ржавых металлах. Это подходящий метод для проектов сварки, где вы просто не можете использовать методы TIG или MIG.
Однако у сварки электродом есть и недостатки. Во-первых, он имеет меньшую расходную эффективность, так как при сварке таким способом довольно много отходов присадочного материала. Оператор также должен обладать высокой квалификацией и эффективно работать на открытом воздухе или в ограниченном пространстве. Сварка стержнем также требует больше времени для выполнения сварочных проектов, и вам потребуется немного больше времени, чем другим методам, чтобы овладеть необходимыми навыками. Также сложнее использовать электродуговую сварку для сложных или деликатных проектов, требующих предельной точности или эффективности.
Сварка стержнем также требует больше времени для выполнения сварочных проектов, и вам потребуется немного больше времени, чем другим методам, чтобы овладеть необходимыми навыками. Также сложнее использовать электродуговую сварку для сложных или деликатных проектов, требующих предельной точности или эффективности.
Метод дуговой сварки существует уже давно и обычно считается устаревшим по сравнению с методами защиты от старения MIG или TIG. Этот процесс требует большого количества ручных операций, что усложняет его для новых методов. Однако этот процесс необходим в некоторых ситуациях, когда трудно использовать сварку TIG или MIG из-за положения или угла наклона материалов или типа используемых материалов.
Сварка стержнем — очень недорогое решение, не требующее больших инвестиций в дорогостоящее оборудование. Качество окончательного сварного шва может быть не самым лучшим, в основном потому, что этот метод допускает только неглубокое проплавление, образование трещин и пористость. Соединения, сваренные стержнем, также более уязвимы к суровым погодным условиям.
Соединения, сваренные стержнем, также более уязвимы к суровым погодным условиям.
Как работает сварка MIG?
Сварка MIG, также известная как газовая дуговая сварка металлическим электродом (GMAW), включает в себя непрерывный электрод, проходящий через сварочный пистолет, который нагревается и соединяет металлы. Оператору MIG необходимо нажать курок на горелке, чтобы подать расходуемый электрод к заготовке.
Этот метод сварки создает дугу между основным материалом и пистолетом, который нагревает материал до тех пор, пока он не достигнет точки плавления. Лужа расплавленных кусков — это то, что позволяет соединять разные металлы друг с другом.
Сварку MIG можно использовать для широкого спектра металлов, включая нержавеющую сталь, углеродистую сталь, медь, магний, никель, алюминий и кремнистую бронзу.
Основное преимущество сварки методом MIG заключается в том, что она снижает потери благодаря более эффективной подаче электрода к заготовке. Это снижает потребность в очистке сварного шва, снижает подвод тепла к рабочей зоне и уменьшает количество дыма во время сварки. Что еще более важно, сварка MIG — это самый простой для изучения метод сварки, что делает его вполне подходящим для начинающих или энтузиастов-любителей.
Что еще более важно, сварка MIG — это самый простой для изучения метод сварки, что делает его вполне подходящим для начинающих или энтузиастов-любителей.
Если посмотреть на недостатки, то у сварки MIG есть некоторые проблемы. Во-первых, вам нужен внешний защитный газ для электрода. Сварочные аппараты MIG также имеют достаточно высокую стоимость и требуют для работы дополнительного оборудования. Положения и рабочие углы для сварки ограничены. Например, вы не можете использовать эту технику для потолочной или вертикальной сварки. Вы также не можете эффективно выполнять прихваточные швы с более толстыми материалами. Наконец, чтобы успешно использовать этот метод сварки, все поверхности заготовки должны быть очищены от грязи и ржавчины.
Для эффективной сварки MIG необходимо правильно отрегулировать параметры мощности в соответствии с толщиной материала. Скорость сварки также является важным фактором, влияющим на проплавление и прочность сварного шва. Если вы уменьшите скорость доставки электрода, вы сможете увеличить проникновение в металл. Вы можете использовать различные калькуляторы для сравнения различных настроек, необходимых для мощности сварки в конкретном проекте.
Вы можете использовать различные калькуляторы для сравнения различных настроек, необходимых для мощности сварки в конкретном проекте.
Защитный газ является важным фактором, который следует учитывать при сварке MIG. Для сварки MIG требуется внешняя подача защитного газа, который покрывает электрод и защищает его от внешней среды. Наиболее часто используемыми газами при сварке MIG являются аргон, гелий, кислород и углекислый газ. Каждый из них предоставляет свои уникальные преимущества.
Двуокись углерода (CO2) является наиболее распространенным реактивным газом, используемым при сварке MIG. Как правило, это самый дешевый из используемых защитных газов. Кроме того, это единственный защитный газ, который можно использовать в чистом виде без добавления другого инертного газа. Именно поэтому CO2 является самым популярным защитным газом.
Многие профессиональные сварщики также используют смесь, состоящую из 75–95 процентов аргона и 5–25 процентов CO2. Эта комбинация обеспечивает более желательную стабильность дуги и контроль над сварочной ванной, что вызывает меньшее разбрызгивание, чем чистый CO2.
Сварка MIG чаще всего используется в автомобильной промышленности. Сварка MIG создает прочный сварной шов, способный эффективно выдерживать огромные нагрузки. Автомобильный ремонт и строительство обычно требуют прочности и универсальности, и сварка MIG вполне подходит для этой цели. Другие распространенные области, в которых используется сварка MIG, включают робототехнику, брендинг, строительство и морскую промышленность.
Как работает сварка TIG?
Сварка вольфрамовым электродом в среде инертного газа (TIG), также известная как сварка Heliarc, — это еще один известный процесс сварки, в котором неплавящийся вольфрамовый электрод используется для нагрева и расплавления основного основного металла. Поскольку вольфрам имеет очень высокую температуру плавления, электрод не растворяется при сильном нагреве, необходимом для создания металлических соединений.
Это устраняет необходимость в присадочных материалах, необходимых при сварке MIG. Комбинация металлов достигается просто за счет электродной дуги. Однако вы можете добавить внешний присадочный стержень в расплавленную ванну, чтобы создать сварной шов, улучшающий механические свойства металла. Использовать наполнитель или нет, зависит от типа проекта, над которым вы работаете.
Однако вы можете добавить внешний присадочный стержень в расплавленную ванну, чтобы создать сварной шов, улучшающий механические свойства металла. Использовать наполнитель или нет, зависит от типа проекта, над которым вы работаете.
Основное преимущество метода сварки TIG заключается в том, что он позволяет работать с очень тонкими или хрупкими материалами. Не создает большого количества брызг или металлических отложений на сварном шве. TIG производит высококачественные, чистые сварные швы, а сварные швы обеспечивают очень эстетичный внешний вид. Металлические соединения прочны и эффективны, предлагая тот же уровень прочности, что и основной материал.
У сварки TIG есть и недостатки. Во-первых, это высокая стоимость. Оборудование TIG довольно дорогое и может не подойти сварщикам, работающим неполный рабочий день. Для защиты электрода требуется внешний защитный газ, что дорого и сложно в обращении. Этот метод имеет более высокую кривую обучения, чем сварка MIG. Сварщики TIG должны быть квалифицированными операторами. Если вы не используете дополнительный наплавляемый материал, сварка TIG может быть не такой прочной, как сварка MIG, усиленная дополнительными металлическими наплавками.
Если вы не используете дополнительный наплавляемый материал, сварка TIG может быть не такой прочной, как сварка MIG, усиленная дополнительными металлическими наплавками.
Как и в случае сварки MIG, вам понадобится внешний источник газа, обычно смесь аргона, гелия и углекислого газа. Сварка TIG чаще всего используется в трубопроводных системах, аэрокосмической сварке и сварке мотоциклов или велосипедов.
Метод сварки TIG в наши дни стал довольно популярным среди сварщиков. Это связано с тем, что сварка TIG обеспечивает чистую и гладкую поверхность. Он обеспечивает более высокую степень чистоты конечного продукта, чем любой другой метод сварки. TIG чаще всего используется для сварки металлических деталей из нержавеющей стали. Однако он также подходит для других металлов, включая алюминий, медь, магний, никель и т. д.
Сварка ВИГ обычно используется в отраслях, где в изделиях преобладают цветные металлы. Сюда входят такие отрасли, как производство труб, автомобилей и велосипедов, а также ремонт и техническое обслуживание различных типов инструментов, изготовленных из алюминия, меди, магния и нержавеющей стали.
Роль флюса и защитного газа при сварке
Флюс обычно используется при сварке MIG для получения защитного газа, защищающего дугу. Это химическое покрытие, покрывающее присадочный стержень, которое сгорает во время работы электрода. При сгорании флюса выделяется защитный газ, который предотвращает окисление основы сварного шва и присадочного материала.
Флюс может быть изготовлен из самых разных соединений в зависимости от области применения и присадочного материала, используемого при сварке. Он предлагает много преимуществ для процесса сварки.
Флюс в основном используется для защиты основания металлического шва и присадочного материала от кислорода и других окружающих газов, присутствующих в окружающей среде. Он создает барьер, называемый защитным газом, защищая дугу и сварочную ванну от воздействий окружающей среды. Flux создает более чистую среду для существования и работы дуги внутри.
При сварке TIG защитный газ подается непосредственно на поверхность сварного шва, чтобы защитить новое металлическое соединение от загрязнений. Эти примеси, также известные как включения, могут загрязнять металл и создавать пористость, ослабляющую соединение.
Эти примеси, также известные как включения, могут загрязнять металл и создавать пористость, ослабляющую соединение.
И последнее, но не менее важное: защитный газ регулирует дугу, помогая ей нагреться до более высокой температуры, чтобы образовалась лужа жидкого металла.
Объяснение дуговой сварки: что это такое и как это работает?
Немногие осознают множество существующих процессов дуговой сварки, и еще меньше понимают лежащий в их основе принцип дуговой сварки.
Однако дуговая сварка является базовой концепцией, которую должен знать и понимать каждый сварщик, и знание всех форм дуговой сварки является обязательным.
В этой статье дается определение дуговой сварки, что она включает, основные концепции и механизмы ее работы, плюсы и минусы.
Что такое дуговая сварка?
Дуговая сварка представляет собой процесс соединения металлических деталей с помощью высокой температуры дуги, которая генерируется и поддерживается электрическим током. Источником питания может быть переменный ток («AC») или постоянный ток («DC»).
Источником питания может быть переменный ток («AC») или постоянный ток («DC»).
Довольно широко. Поэтому неудивительно, что дуговая сварка включает в себя такие популярные процессы сварки, как электродуговая сварка, сварка MIG, TIG и сварка с флюсовой проволокой. Все используют электрическую дугу для сварки.
Обратите внимание, это больше, чем просто сварка. Некоторые используют дуговую сварку как сленг для обозначения сварки стержнем. Хотя это форма дуговой сварки, она не единственная.
Как работает дуговая сварка?
На самом базовом уровне все аппараты для дуговой сварки состоят из пяти компонентов:
- An Электрод и электродный кабель
- A Кабель заземления и зажим (иногда называемый рабочим кабелем)
- Блок питания
- Металлические заготовки
- Дуга

Источник питания обеспечивает переменный или постоянный ток для создания и поддержания дуги, а электрод механически или вручную перемещается вдоль стыка для создания сварного шва.
Итак, насколько горяча сварочная дуга, которая плавит и сплавляет металл? Около 6500°F. Это делает работу по плавлению и сплавлению металлических частей, но также создает другую проблему.
При таких высоких температурах расплавленный металл может реагировать с газами в воздухе. Это вызывает такие проблемы, как пористые и слабые сварные швы, чрезмерное разбрызгивание и снижение производительности.
Чтобы устранить эти дефекты сварки, при дуговой сварке обычно в ванне с расплавом предусмотрена какая-либо защита. Обычно это происходит в двух формах.
Одним из вариантов является подача специального защитного газа на горячий сварной шов. Тип газа и скорость потока должны соответствовать защитному газу, чтобы атмосферный воздух не попадал на расплавленный металл.
Вторым выбором является флюс, который создает свой собственный защитный газ и шлак при воздействии высокой температуры дуговой сварки. Инертный газ и шлак флюса «запечатывают» сварной шов и удерживают газы в воздухе.
Инертный газ и шлак флюса «запечатывают» сварной шов и удерживают газы в воздухе.
Переменный ток и постоянный ток
Постоянный ток обеспечивает ток, который течет в одном направлении, а переменный ток меняет направление тока несколько раз в секунду. Например, источник переменного тока с частотой 60 Гц будет менять направление потока 120 раз в секунду.
Текущие различия важны. Например, при постоянном токе могут образовываться магнитные поля, индуцируемые постоянным протеканием электрического тока в одном направлении.
Магнитные поля могут перемещать дугу так, что она не проходит кратчайший зазор между электродом и металлом. Это может привести к разбрызгиванию, пористости и неполному сплавлению и часто происходит на внутренних углах или в конце сварных швов. Это называется дуговым разрядом.
Итак, проблема с DC. Но переменный ток колеблется в токе, а магнитные поля постоянно нарушаются и никогда не организуются достаточно, чтобы дуговой разряд стал проблемой.
Кроме того, сварочные аппараты постоянного тока стоят немного дороже. Таким образом, разряд дуги и первоначальные затраты являются двумя основными недостатками постоянного тока. Вы можете даже сказать, что просто используйте дуговые сварщики переменного тока. Но для некоторых процессов, таких как сварка MIG, преимущества постоянного тока намного перевешивают эти недостатки.
Аппараты для дуговой сварки постоянным током обеспечивают плавную дугу, которую легко контролировать, и они лучше работают с тонкими материалами. Вы также получаете меньше брызг, и в целом шарики DC «красивее». По этим причинам вы видите, что постоянный ток часто используется в дуговых сварочных аппаратах, и многие пользователи предпочитают его переменному току.
Дуговые сварочные аппараты переменного тока часто недороги и не позволяют создавать магнитные поля. Таким образом, его можно использовать в ситуациях, предрасположенных к дуговому разряду. Сварочные аппараты на переменном токе также хорошо проникают и используются в таких местах, как верфи, которые регулярно имеют дело с толстыми деталями.
Еще одно преимущество переменного тока заключается в том, что он работает с металлами с проблемными оксидными слоями на поверхности, такими как алюминий. Когда ток колеблется, он эффективно удаляет оксидный слой, который может мешать и препятствовать сплавлению металлических частей.
Узнайте больше о различиях между сваркой на переменном и постоянном токе здесь.
Для чего используется дуговая сварка?
Процесс с сердечником из флюса используется за пределамиНаиболее распространенной и простой формой сварки является дуговая сварка. Таким образом, он используется во всех отраслях промышленности, таких как автомобильная, аэрокосмическая, нефтегазовая, обрабатывающая, энергетическая, строительная и многие другие.
Применяется в сосудах, сосудах под давлением, трубах, резервуарах, кораблях, мостах, железных дорогах, автомобилях, сельскохозяйственном оборудовании, скульптурах из металла, трейлерах и т. д. используется практически в любое время, когда необходимо соединить два куска металла. Но сильное выделение тепла может быть проблемой для некоторых работ. Таким образом, дуговая сварка подходит не для каждого проекта.
Но сильное выделение тепла может быть проблемой для некоторых работ. Таким образом, дуговая сварка подходит не для каждого проекта.
Преимущества и недостатки дуговой сварки
Как и все в жизни, дуговая сварка имеет свои сильные стороны и недостатки. Они приведены ниже:
Плюсы
- Хорошая ударопрочность
- Высокая производительность (снижает стоимость единицы сварного шва)
- Прочные бесшовные швы без воздушных зазоров
- Простота в освоении и использовании
- Портативное оборудование, удобное для хранения
- Универсальный, работает со многими типами металла
- Доступный
- Высококачественные прочные сварные швы
- Доступно (лицензия или специальное обучение не требуются)
Минусы
- Токсичные пары требуют вентиляции или респираторов
- Больше отходов, чем при других процессах
- Требуется практика для достижения высокого уровня мастерства
- Прожог тонких материалов
Типы дуговой сварки
Электрод представляет собой проводник сварщика, по которому ток течет к металлической заготовке или от нее через дугу. Также электроды можно разделить на плавящиеся и неплавящиеся.
Также электроды можно разделить на плавящиеся и неплавящиеся.
Хотя дуговая сварка включает в себя множество процессов, электроды, используемые для поддержки дуги, сильно различаются.
Типы плавящихся электродов
Плавящиеся электроды плавятся и становятся частью сварного шва. Их также можно назвать сварочной проволокой в зависимости от используемого процесса.
Дуговая сварка защищенным металлом («SMAW»)
Сварка стержнем, или SMAW, также называется дуговой сваркой. Хотя верно то, что все сварщики дуговой сварки являются дуговыми сварщиками, не все сварщики электродуговой сварки являются сварщиками электродуговой сварки (что подтверждается этим списком, который вы читаете прямо сейчас!).
Это очень простой процесс, в котором используются стержневые электроды, покрытые снаружи флюсом. Флюс вступает в реакцию с высокой температурой сварки и защищает расплавленную ванну.
Подобно электродам MIG или электродам с флюсовым сердечником, стержень расходуется в процессе и выступает в качестве наполнителя. Но в отличие от GMAW или FCAW здесь нет автоматической подачи электродов. Таким образом, стержневые электроды должны быть заменены вручную, когда они израсходованы.
Но в отличие от GMAW или FCAW здесь нет автоматической подачи электродов. Таким образом, стержневые электроды должны быть заменены вручную, когда они израсходованы.
Сварка металлов в среде инертного газа («MIG»)
Сварка MIG также называется дуговой сваркой металлом в среде защитного газа («GMAW»). Он использует моток проволоки, который подается к сварочному пистолету, выступающему в качестве его электрода.
Эта проволока расходуется в процессе сварки, что позволяет ей также выступать в качестве присадочного материала для сварного шва. Так, сплав проволоки обычно подбирается под свариваемый металл.
При сварке MIG также используется защитный газ, подаваемый в сварочную горелку. Это означает, что у вас также должен быть баллон с газом, а также сварочный аппарат, чтобы использовать процесс GMAW.
Связанный : Дуговая сварка и сварка MIG – объяснение различий
Дуговая сварка порошковой проволокой («FCAW»)
Дуговая сварка порошковой проволокой очень похожа на сварку MIG. В качестве электрода выступает проволока, которая непрерывно подается к пистолету машиной. Проволока расходуется во время сварки, но это также позволяет ей служить присадочным материалом.
В качестве электрода выступает проволока, которая непрерывно подается к пистолету машиной. Проволока расходуется во время сварки, но это также позволяет ей служить присадочным материалом.
Однако, в отличие от сплошной проволоки MIG, сердечник этого электрода полый и заполнен флюсом и другими добавками. Это позволяет флюсу при нагревании образовывать защитный газ и шлак, которые защищают сварной шов. Это избавляет от необходимости использовать газ в баллонах, как при сварке MIG.
Дуговая сварка под флюсом («SAW»)
Подобно GMAW и FCAW, дуговая сварка под флюсом использует непрерывно подаваемый проволочный электрод, который расходуется в процессе сварки. Но сварочная ванна погружена в слой порошкообразного флюса.
Этот слой плавкого флюса становится проводящим в расплавленном состоянии, обеспечивая надежное электрическое соединение между металлом и электродом. Флюс также предотвращает брызги и искры. Кроме того, слой порошкообразного флюса подавляет испарения и ультрафиолетовое излучение.
Дуговая сварка шпилек («SW»)
Этот специальный процесс предназначен для приварки крепежных деталей («шпилек») на месте. Он использует специально разработанную застежку, которая также действует как электрод.
Шпилька помещается в специальный пистолет, который создает дугу у основания крепежа, а затем вдавливает шпильку в расплавленную ванну. В результате крепёж прочно приваривается к металлическому основанию.
Для применения может потребоваться защитный газ, а может и не потребоваться. Вокруг сварного шва размещается специальный наконечник для концентрации тепла и удерживания расплавленного металла. После того, как сварка завершена, феррула снимается и выбрасывается.
Электрошлаковая сварка («ЭШС»)
ЭШС используется только в вертикальных соединениях для сварки двух деталей толщиной не менее 1 дюйма. Зазор в деталях заполняется флюсом, а автоматически подаваемый проволочный электрод заливается флюсом внутри зазора.
Затем проходит ток и возникает дуга. Но как только флюс расплавится, электрическое сопротивление расплавляющего флюса выделяет тепло сварного шва, около 3500°F.
Но как только флюс расплавится, электрическое сопротивление расплавляющего флюса выделяет тепло сварного шва, около 3500°F.
Необходимость сначала заполнить стык флюсом и удерживать расплавленный флюс во время сварки является причиной того, что это приложение предназначено только для вертикального стыка. Вам также необходимо установить опору или стартовую пластину в нижней части соединения, чтобы удерживать флюс на месте до зажигания дуги.
Типы неплавящихся электродов
Неплавящиеся электроды сохраняют свою структуру и используются в сочетании с присадочным металлом или используют основной металл для сплавления соединения.
Сварка вольфрамовым электродом в среде инертного газа («TIG»)
Сварку TIG иногда называют дуговой сваркой вольфрамовым электродом («GTAW»). Используемый вольфрамовый электрод не расходуется при сварке. Таким образом, отдельная присадочная проволока должна подаваться второй рукой, что делает сварку TIG двуручным процессом.
Химический состав вольфрамового электрода или сплава зависит от того, что вы свариваете. Кроме того, этому процессу не так легко научиться, как некоторым другим формам сварки, и для его освоения требуется некоторая практика.
Плазменная дуговая сварка (PAW)
Внутри плазменной сварочной горелки электрод расположен внутри медного сопла с точечным отверстием на конце. Между неплавящимся вольфрамовым электродом и медным наконечником зажигается дежурная дуга. Это нагревает защитный газ до очень высоких температур, что создает плазму.
При сварке плазма выбрасывается через точечное отверстие и «выстреливает» в сварной шов. Плазма является электропроводной, и тогда между вольфрамовым электродом и металлической заготовкой образуется дуга.
Пропуская плазму через суженное отверстие, горелка обеспечивает высокую концентрацию тепла на небольшой площади. Благодаря высокопроизводительному сварочному оборудованию плазменный процесс обеспечивает исключительные сварные швы.
Поскольку электрод не расходуется, для достижения желаемых результатов может понадобиться дополнительный присадочный стержень.
Подведение итогов
Надеюсь, эта статья дала вам некоторое представление о том, что такое дуговая сварка, как она работает, а также о плюсах и минусах.
Для возбуждения дуги при дуговой сварке можно использовать переменный или постоянный ток. Каждый ток имеет свои преимущества, и пользователи должны знать, когда использовать каждый из них.
И последнее, но не менее важное: мы рассмотрели различные формы дуговой сварки и различия между этими процессами. В каждой форме дуговой сварки используются разные электроды, и выбор правильного электрода имеет важное значение для получения хороших результатов.
Как работает сварочный аппарат TIG? >> Для чего используется сварка TIG?
Вы когда-нибудь задумывались, как работает сварочный аппарат TIG? Что ж, если вы заинтересованы в сварке, один из вариантов, который вам придется сделать, — это тип сварки, который вы будете использовать.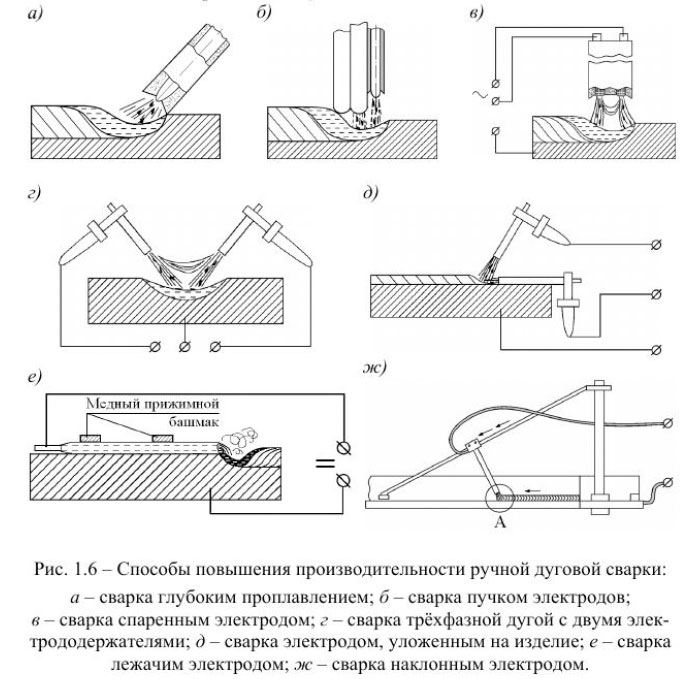 Существует множество способов сварки металла, и одним из них является сварка TIG.
Существует множество способов сварки металла, и одним из них является сварка TIG.
Как работает сварочный аппарат TIG? Сварочный аппарат TIG использует вольфрамовый электрод для подачи тока к свариваемым металлам. Электрический, а также присадочный стержень во время процесса защищены инертным газом.
Сварка ВИГ имеет свои преимущества и недостатки. Как правило, это не для новичков, но может дать фантастические результаты для конкретных проектов. Независимо от того, заинтересованы ли вы в использовании этого конкретного типа сварочного аппарата, изучение этого процесса стоит вашего времени.
Содержание
Как работает сварочный аппарат TIG?
Во-первых, вы должны знать, что TIG означает «вольфрамовый инертный газ». Процесс сварки включает в себя приложение большого количества тепла в виде электрической дуги к металлическим поверхностям, чтобы расплавить их, а затем сплавить, и сварка TIG делает это особым образом.
При сварке TIG используется электрическая горелка с вольфрамовым электродом, направляющая ток на сварочную дугу. Сварщик будет держать горелку в одной руке, а аппарат с присадочной проволокой в другой.
Сварщик будет держать горелку в одной руке, а аппарат с присадочной проволокой в другой.
Присадочный стержень попадает в сварочную ванну (лужу расплавленного металла) и расходуется в процессе, становясь частью конечного продукта.
Существует несколько типов вольфрамовых электродов, которые можно использовать в зависимости от ваших целей. Тип электрода, который вы выберете, зависит от того, используете ли вы постоянный или переменный ток, сколько денег вы должны потратить и как долго вам нужны электроды.
Этот электрод не изнашивается, как присадочный стержень, хотя со временем он изнашивается и в конечном итоге его необходимо заменить. Есть керамическая чашка, из которой выступает вольфрамовая проволока. Вольфрамовая проволока находится в медной цанге, которую вы можете отрегулировать, чтобы вольфрам выходил дальше от чашки или ближе к ней.
Узнайте больше о сварке TIG — Здесь вы можете найти статью с нашего веб-сайта о : Для чего используется сварка TIG? Почему стоит выбрать сварку TIG?
Присадочный стержень и вольфрамовый электрод охлаждаются и защищаются инертным газом, обычно аргоном. Многие сварщики будут использовать чистый аргон, так как он совместим с любым типом металла, который вы будете сваривать, и будет действовать как эффективная защита. Однако также часто используется аргон, смешанный с водородом или гелием, так как это увеличивает температуру и силу тока сварного шва.
Многие сварщики будут использовать чистый аргон, так как он совместим с любым типом металла, который вы будете сваривать, и будет действовать как эффективная защита. Однако также часто используется аргон, смешанный с водородом или гелием, так как это увеличивает температуру и силу тока сварного шва.
Множество отверстий внутри медной цанги позволяют передавать инертный газ, окружающий вольфрам в процессе сварки. Этот газ не вступает в реакцию с окружающей средой и защищает электрод от любых загрязняющих частиц, которые могут разрушить сварной шов.
Вы можете установить максимальную силу тока на машине перед началом сварочного проекта. Затем, пока вы хотите, вы можете изменять силу тока с помощью педали, которой вы управляете ногой.
Это делает сварку TIG уникальной, поскольку вы можете медленно увеличивать и уменьшать нагрев по мере необходимости. Возможность контролировать температуру таким образом позволяет вам работать с металлами, чувствительными к тепловому удару , поскольку постепенные изменения позволят вам избежать температурного шока металлов
Знаете ли вы: «Газ Дуговая сварка вольфрамовым электродом (GTAW) или сварка TIG была изобретена в 1941 году Расселом Мередитом из Northrop Aircraft Corporation как способ сварки алюминия и магния для соединения легких сплавов, используемых в авиастроении».
О чем следует помнить во время сварки TIG?
Есть несколько вещей, которые вам нужно помнить, когда вы участвуете в этом процессе сварки.
- Загрязнение. Убедитесь, что вольфрамовый электрод не соприкасается со свариваемым металлом. Если это произойдет, вольфрам будет загрязнен . В этом случае вам нужно будет заменить его, прежде чем продолжить процесс сварки.
- Безопасность. Вам также необходимо помнить о безопасности. Сварка ВИГ может быть довольно опасной, особенно для новичков . В первую очередь это связано с воздействием большого количества тепла и инертных газов. Из-за этого вам необходимо помнить обо всех надлежащих протоколах безопасности, когда вы занимаетесь сваркой TIG.
Связанная статья: Средства индивидуальной защиты для сварщиков – СИЗ | Список и требования
- Вентиляция.
 Вы должны выполнять сварку TIG в хорошо проветриваемом помещении. Если вы подвергаетесь воздействию большого количества свежего воздуха, вы не будете подвергаться воздействию высоких концентраций токсичных паров. Убедитесь, что вы носите все необходимое защитное снаряжение, чтобы защитить лицо и тело от ожогов. Ваше сварочное оборудование также должно быть должным образом заземлено, а рабочее место должно быть сухим, чтобы избежать риска поражения электрическим током.
Вы должны выполнять сварку TIG в хорошо проветриваемом помещении. Если вы подвергаетесь воздействию большого количества свежего воздуха, вы не будете подвергаться воздействию высоких концентраций токсичных паров. Убедитесь, что вы носите все необходимое защитное снаряжение, чтобы защитить лицо и тело от ожогов. Ваше сварочное оборудование также должно быть должным образом заземлено, а рабочее место должно быть сухим, чтобы избежать риска поражения электрическим током.
Статья по теме: Сварка вызывает рак? | Как защитить себя при сварке
- Чистота. Вы также должны убедиться, что металлические поверхности, которые вы свариваете, чистые. Любые загрязнения или примеси в металле или на нем повлияют на качество готовой продукции.
- Текущий. Убедитесь, что вы не используете неправильный ток. Тип и сила тока, который вы используете (переменный или постоянный), также зависят от типа используемого металла .
 Было бы неплохо сначала потренироваться на обрезках металла, которые вы планируете использовать, чтобы убедиться, что вы можете делать то, что хотите, с выбранным типом тока.
Было бы неплохо сначала потренироваться на обрезках металла, которые вы планируете использовать, чтобы убедиться, что вы можете делать то, что хотите, с выбранным типом тока.
Чем отличается сварка TIG?
При изучении сварки TIG полезно сравнить ее с другим распространенным типом сварки, сваркой MIG. MIG означает «металлический инертный газ». Оба типа сварки используют электрическую дугу. Однако при сварке MIG используется подающая проволока, которая постоянно движется, , а В сварке TIG используются длинные металлические стержни, которые используются для сплавления двух металлов.
Статья по теме: В чем разница между сваркой TIG и MIG? Какой из них лучше?
Сварка ВИГ является отличным выбором для большинства типов металлов, хотя она не так эффективна, когда вы работаете с очень толстыми кусками металла. Кроме того, она больше сосредоточена на деталях и поэтому занимает больше времени, чем сварка MIG. Обеспечивает самые точные сварные швы любой техники, а также самую гладкую поверхность . Вы также можете использовать его для сварки нескольких различных металлов, включая цветные, такие как магний, алюминий и медь.
Обеспечивает самые точные сварные швы любой техники, а также самую гладкую поверхность . Вы также можете использовать его для сварки нескольких различных металлов, включая цветные, такие как магний, алюминий и медь.
Сварка MIG, вероятно, лучший выбор для начинающих сварщиков, так как это более простой процесс . Для работы с пистолетом требуется только одна рука, в то время как для сварки TIG требуется использовать обе руки и одну ногу. Однако, если сварка TIG является лучшим выбором для вашей работы, вы можете научиться правильно использовать одну из этих машин.
Заключительные мысли
Будете ли вы использовать сварку TIG или нет, зависит от нескольких различных факторов. Вы должны учитывать свой уровень знаний. Несмотря на то, что в некоторых отношениях сварка TIG может дать вам наилучшие возможные результаты, она будет работать правильно только в том случае, если сварщик может правильно использовать аппарат. Поэтому было бы неплохо начать со сварки MIG, а затем продолжить или попрактиковаться в сварке TIG.
Поэтому было бы неплохо начать со сварки MIG, а затем продолжить или попрактиковаться в сварке TIG.
Кроме того, помните, что при сварке в любом случае используются опасные механизмы. Конечно, вы захотите уделить первоочередное внимание сварке самых качественных проектов, но вам также необходимо уделять первоочередное внимание безопасности всех участников.
Вот почему было бы неплохо обратиться за помощью к более опытному специалисту, прежде чем приступать к сварке TIG. Однако, как только вы приложите усилия, чтобы изучить ремесло и методы, вы сможете добиться многого с этими машинами.
Рекомендуемая литература
Сколько времени нужно, чтобы научиться сварке?
Как стать сварщиком в Техасе и сколько времени это займет?
Преимущества работы сварщиком >>Зарплата, рабочее время | Worklife Balance
Что такое сварка TIG? (GTAW) >> Видео
Что такое сварка MIG и как она работает
Сварка металлов в среде инертного газа (сварка МИГ) — это один из нескольких методов сварки, в которых используется электричество для плавления и соединения металлических деталей. С момента своего изобретения в начале двадцатого века привлекательность сварки МИГ благодаря ее скорости и простоте использования феноменально возросла даже среди новичков в сварке. Читайте дальше, чтобы узнать больше…
Сварка MIG является подтипом дуговой сварки металлическим электродом в среде защитного газа (GMAW), процесса, который широко используется с 1948 года. дуговая сварка металлическим электродом, дуговая сварка струей, дуговая сварка с флюсовой проволокой и сварка коротким замыканием) общие принципы остаются теми же.
Подробнее см. в Руководстве R-Tech по сварочному оборудованию для сварки MIG
в Руководстве R-Tech по сварочному оборудованию для сварки MIG
Свариваете ли вы в своем садовом сарае, в мастерской команды Формулы-1 или используете производственных роботов на огромном заводе, сварка MIG работает по следующему принципу. Используя большое количество электричества, электрическая дуга (короткое замыкание) создается между электродной проволокой (положительный анод) и свариваемым основным металлом (отрицательный катод). Дуга плавит электродную проволоку, которая затем осаждается для создания сварного шва. Когда тепло отводится, сварочная ванна остывает, затвердевает и образует новый кусок расплавленного металла — сварной шов выполнен.
При использовании современного сварочного аппарата MIG, такого как наш, электродная проволока с катушки подается через механизм натяжения в коаксиальную линию подачи. Это приводит к ручному сварочному пистолету MIG — сварочной горелке MIG или «пистолету».
Одновременно к пистолету по той же линии подачи подается защитный газ (обычно аргон, двуокись углерода или их смесь). Газ защищает сварочную ванну от атмосферных газов, которые в противном случае ослабили бы сварной шов.
Газ защищает сварочную ванну от атмосферных газов, которые в противном случае ослабили бы сварной шов.
Роберт Уайт, управляющий директор R-Tech, говорит: «Опыт показывает, что большинство проблем, с которыми вы столкнетесь при сварке MIG, сводятся к одной из четырех причин. Это неполное проникновение, чрезмерное проникновение, неполное слияние и усы. В каждом случае решение довольно простое. Чтобы решить проблему неполного проплавления, увеличьте подачу проволоки и уменьшите величину выступа проволоки из горелки MIG. Чтобы исправить чрезмерное проникновение, уменьшите размер зазора, который вы пытаетесь заполнить. Обычно вы можете исправить неполное сплавление, не позволяя электродной проволоке попасть перед сварочной ванной. Что касается этих усов? Держите проволоку перед сварным швом, уменьшите сварочную ванну и отрегулируйте проволоку так, чтобы она меньше торчала из горелки MIG. Конечно, наша команда всегда к вашим услугам для получения более полезных советов по сварке MIG».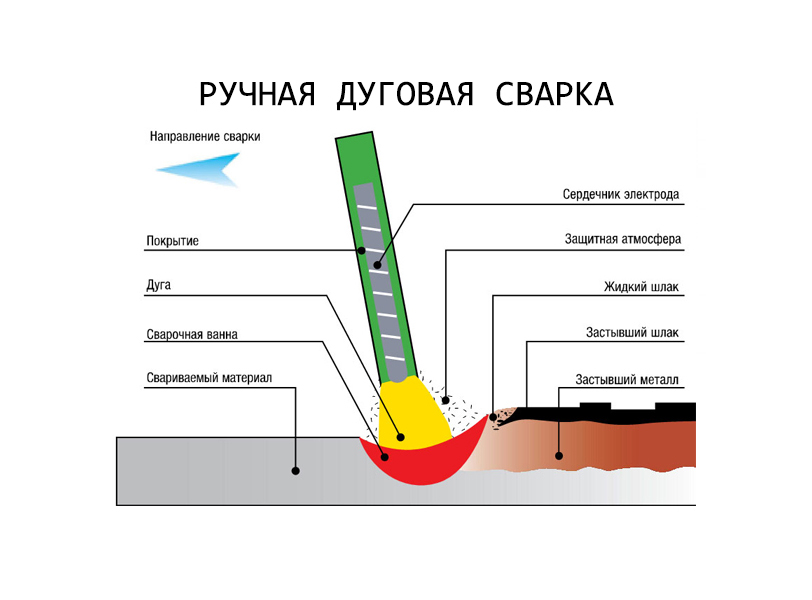
Сварка МИГ особенно универсальна, поскольку ее можно использовать для сварки различных металлов. К ним относятся углеродистая сталь, нержавеющая сталь, алюминий, магний, медь, никель, кремнистая бронза и другие сплавы.
Итак, процесс сварки MIG — не лучший выбор для всех сварочных работ. Но для широкого спектра профессиональной и любительской сварки MIG — лучшее решение. Давайте обсудим вашу задачу по сварке MIG
Напишите нам сейчас или позвоните по телефону 01452 733933, чтобы получить помощь и консультацию по всем аспектам сварки MIG
Как и любой другой промышленный процесс, сварка MIG имеет свои преимущества и недостатки. Хорошая новость, как уже известно миллионам сварщиков-любителей и профессионалов, заключается в том, что для широкого круга сварочных задач преимущества перевешивают недостатки. Вот некоторые из основных:
Преимущества сварки МИГ- Сварка МИГ выполняется быстро.
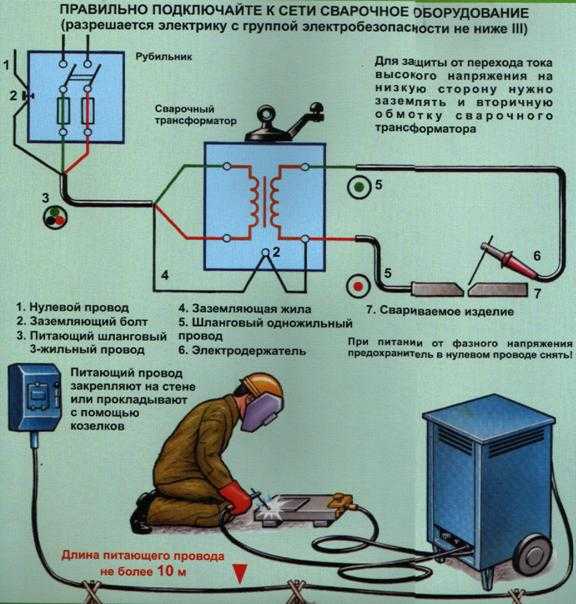 Это в основном связано с непрерывной подачей электродной проволоки и тем, как она снижает количество остановок и пусков во время сварочных работ.
Это в основном связано с непрерывной подачей электродной проволоки и тем, как она снижает количество остановок и пусков во время сварочных работ. - Подходит для соединения различных металлов и металлов разной толщины. Характерно хороший наплавленный валик и возможность варьировать проплавление путем изменения силы тока, что делает получение прочных и гладких сварных швов чрезвычайно простым.
- Возможность сварки во всех положениях: сварка MIG уверенно справляется с горизонтальной, вертикальной или плоской сваркой.
- Требуется минимальная очистка. Только сварка TIG чище; по сравнению с традиционной электродуговой сваркой, MIG не использует флюс и не создает обширных беспорядочных сварочных брызг и шлака.
- Сварка MIG с высоким наплавлением обеспечивает «длинные сварочные проходы», поэтому вы можете наплавлять больше металла с каждым проходом и использовать меньше проходов для сварки большого соединения. Результат? Более быстрая сварка и повышенная производительность.

- Предотвращение отходов: в отличие от сварки электродом, при которой часть каждого электрода обычно расходуется (потеря стержня электрода), непрерывная подача проволоки означает, что во время сварки MIG вы используете все электроды. Сварка MIG
- проста в освоении, в основном благодаря тому, что некоторые части процесса автоматизированы.
- Сварка MIG требует немного больше первоначальных инвестиций в оборудование по сравнению с традиционной сваркой электродом. Тем не менее, характеристики, возможности и надежность лучших на сегодняшний день аппаратов для сварки MIG впечатляют. Для серьезных профессиональных сварщиков или сварщиков-любителей современные машины предлагают отличное соотношение цены и качества.
- Повышенное техническое обслуживание сварочного оборудования MIG? С современными, надежными машинами (и нашими бесплатными машинами взаймы) этот аргумент не применим. Сварку MIG
- можно использовать только для тонких и средних металлов (обычно от 0,6 мм до 14 мм).

- Существует мнение, что сварка MIG менее портативна, чем другие сварочные процессы, не требующие внешнего источника газа. Иногда это может быть правдой, но компактные современные сварочные аппараты MIG часто восстанавливают баланс. Для многих профессиональных и любительских сварщиков MIG является предпочтительным методом .
- По сравнению со сваркой вольфрамовым электродом в среде инертного газа (TIG), сварка MIG в некоторых случаях может давать менее контролируемые сварные швы.
- Сварка MIG на открытом воздухе может быть более сложной из-за влияния ветра на защитный газ. С другой стороны, эту проблему часто можно решить с помощью более высокого давления газа, переносных ветрозащитных экранов или даже безгазовой проволоки…
Итак, основные плюсы и минусы сварки MIG. Как видите, современное оборудование для сварки MIG и продуманная система обслуживания клиентов (например, бесплатное предоставление аппаратов в аренду) делают некоторые традиционные «недостатки» гораздо менее важными…
R-Tech Pro Tip — Майк из R-tech напоминает нам, что, хотя сварка MIG настолько проста и чиста, вы всегда должны носить соответствующее защитное оборудование…
Сварочное оборудование MIG — путь R-Tech наш сервис для профессионалов и любителей MIG-сварки по поставке надежного и качественного оборудования. Все наши машины просты в использовании, проверены в самых сложных сварочных условиях и предлагают исключительную ценность — просто прочитайте отзывы клиентов. Кроме того, есть уверенность в нашей прямой поддержке клиентов. Он начинается с вашего первого запроса или запроса информации и продолжается по мере того, как вы выбираете, используете и добавляете оборудование для сварки MIG.
Все наши машины просты в использовании, проверены в самых сложных сварочных условиях и предлагают исключительную ценность — просто прочитайте отзывы клиентов. Кроме того, есть уверенность в нашей прямой поддержке клиентов. Он начинается с вашего первого запроса или запроса информации и продолжается по мере того, как вы выбираете, используете и добавляете оборудование для сварки MIG.Забудьте о неудобствах и задержках, связанных с обращением к дистрибьюторам, которые сами не производят и не обслуживают сварочное оборудование. С R-Tech вы имеете дело напрямую с производителем.
Создан на векаВсе наши сварочные аппараты MIG имеют прочный металлический корпус. И все они используют новейшие сверхнадежные инверторные силовые компоненты американских и немецких компаний. К ним относятся лучшие в своем классе IGBT Siemens, а не устаревшая электроника MOSFET.
Чтобы максимально снизить стоимость владения сварщиками в течение всего срока службы, мы проектируем и производим наши сварочные аппараты MIG на модульной основе. Это означает, что их можно обслуживать и ремонтировать на уровне компонентов. Мы также снабжаем их сварочными горелками MIG европейского стандарта, поэтому вам не придется заменять весь сварочный аппарат в (маловероятном) случае возникновения проблемы с горелкой.
Это означает, что их можно обслуживать и ремонтировать на уровне компонентов. Мы также снабжаем их сварочными горелками MIG европейского стандарта, поэтому вам не придется заменять весь сварочный аппарат в (маловероятном) случае возникновения проблемы с горелкой.
Наконец, мы предоставляем на каждый сварочный аппарат R-Tech беспрекословную трехлетнюю гарантию «забери и верни» и обнадеживающую 10-летнюю обязанность по уходу. Все это способствует минимизации долгосрочных эксплуатационных расходов вашего сварочного аппарата R-Tech MIG, пока вы продолжаете сварку.
Кстати, если вашему портативному сварочному аппарату MIG когда-нибудь понадобится посетить наш (не очень загруженный) ремонтный отдел, мы предоставим вам еще один аппарат бесплатно, чтобы вы могли продолжать зарабатывать деньги или наслаждаться своим хобби.
‘Одна из лучших компаний, у которых я покупал, их сварочные аппараты являются лучшими на рынке по соотношению цены и качества, а обслуживание клиентов/полная двухлетняя гарантия просто превосходны. Топовая компания. Обязательно куплю у них еще раз».
Топовая компания. Обязательно куплю у них еще раз».
– Джастин Джайлс в Google Reviews0028 Мы здесь, чтобы помочь
Независимо от того, являетесь ли вы новичком или профессиональным сварщиком, работающим в гигантской инфраструктурной компании, такой как Network Rail, мы здесь, чтобы помочь во всех аспектах сварки MIG. Наша признанная поддержка начинается в тот момент, когда вы отправляете нам электронное письмо или звоните нам. Поговорим о сварке!
Свяжитесь с нами по электронной почте или позвоните по номеру 01452 733933, чтобы получить помощь и совет по поводу сварки MIG
Меню
- Видеоролики по сварке и резке
- TIG Widing Videos
- MIG сварки видео
- Плазменные видеореагирование
- Forches & Охлаждающие видео
- TIG WELDIN разница между сваркой МИГ и ТИГ?
- Вытяжки сварочного дыма LEV и RPE
- Сварка алюминия (MIG и TIG)
- Сварка чугуна
- Сварка нержавеющей стали
- MIG Welding Guide
- Mig Welding FAQs
- MIG welding tips and tricks
- MIG Welding advice by expert Mike Gadsby
- MIG Welding Advantages and Disadvantages
- What is MIG Welding Used For?
- Что такое сварка MIG – процесс сварки MIG
- Лучшие вытяжки сварочного дыма LEV и RPE
- В чем разница между сваркой MIG и TIG?
- Сварка алюминия (MIG и TIG)
- Сварка чугуна
- Сварка нержавеющей стали
- Направляющая для плазменной резки
- Часто задаваемые вопросы по плазменной резке
- Часто задаваемые вопросы по плазменной резке с ЧПУ
- 0?
- Часто задаваемые вопросы по дуговой сварке MMA
- Лучшие вытяжки LEV и RPE
- Сварка чугуна
- Сварка нержавеющей стали
Как работает сварка? | Карьера
Фото Роба Ламберта на Unsplash Вне зависимости от того, интересуетесь ли вы сваркой TIG или MIG, эта статья раскрывает основы сварки. Сварка — это увлекательный процесс, в котором используются тонны науки и техники для реализации практических подходов, без которых мы, как общество, не смогли бы функционировать. Будь то профессионал или любитель, изучение науки, лежащей в основе сварки, всегда является захватывающим опытом. Пожалуйста, продолжайте читать, чтобы узнать о назначении сварки, сварочных принадлежностях, их основах и наиболее распространенных типах сварки.
Сварка — это увлекательный процесс, в котором используются тонны науки и техники для реализации практических подходов, без которых мы, как общество, не смогли бы функционировать. Будь то профессионал или любитель, изучение науки, лежащей в основе сварки, всегда является захватывающим опытом. Пожалуйста, продолжайте читать, чтобы узнать о назначении сварки, сварочных принадлежностях, их основах и наиболее распространенных типах сварки.
Для чего нужна сварка?
Целью сварки является соединение двух элементов прочным соединением. Для выполнения этого соединения сварщики обычно используют термопласт или металл. Эти материалы обеспечивают отличную связь, и эти связи могут создавать здания, автомобили, корабли, самолеты и многое другое. Строители использовали другие формы соединения металла для строительства. Такие процессы, как пайка, пайка твердым припоем и клепка, являются жизнеспособными альтернативами сварке. Теперь сварка более универсальна, чем когда-либо.
Что такое основы сварки?
Сварка – это процесс соединения двух материалов без разделяемого связующего материала. При пайке и пайке используется связующее вещество с более низкой температурой плавления, а при сварке это связующее не используется, что делает этот метод соединения более прочным и долговечным.
При пайке и пайке используется связующее вещество с более низкой температурой плавления, а при сварке это связующее не используется, что делает этот метод соединения более прочным и долговечным.
Соединение металлов
В отличие от пайки твердым припоем или пайкой, сварка расплавляет основной материал и может иметь дополнительный присадочный материал. Тепло вызывает сварку расплавленного металла, который охлаждает и прилегает к двум частям. Этот новый материал может быть прочнее, чем два старых материала. Наряду с теплом можно также использовать давление.
Соединение пластмасс
Сварка пластмасс также использует тепло для соединения материалов в три этапа.
- Подготовка поверхностей.
- Применяется тепло.
- Материалы охлаждаются, и происходит сплавление.
Методы соединения пластмасс можно разделить на методы внешнего или внутреннего нагрева в зависимости от процесса.
Соединение древесины
Сварка древесины использует тепло, выделяемое трением, для соединения материалов. Эти материалы подвергаются большому давлению, прежде чем фрикционное движение создаст тепло, чтобы связать их вместе. Быстрый процесс позволяет дереву входить без клея или гвоздей.
Эти материалы подвергаются большому давлению, прежде чем фрикционное движение создаст тепло, чтобы связать их вместе. Быстрый процесс позволяет дереву входить без клея или гвоздей.
Распространенные виды сварки
Существует довольно много методов сварки, и понимание важности каждого важно, чтобы вы могли понять, когда лучше всего использовать каждый из них. Наиболее распространенными видами сварки являются газовая, дуговая и лазерная сварка, и каждый из них имеет практическое применение.
Дуговая сварка использует электрическую дугу для расплавления рабочего материала. Сначала сварщик прикрепляет к материалу электрический провод. Затем сварщик прикладывает провод электрода к рабочему материалу. Это создает электрическую дугу, также известную как непрерывный плазменный разряд. Сварочные аппараты для дуговой сварки используют мощность переменного или постоянного тока и могут создавать концентрированную стреловидную точку сварки.
Газовая сварка — еще один распространенный вид сварки.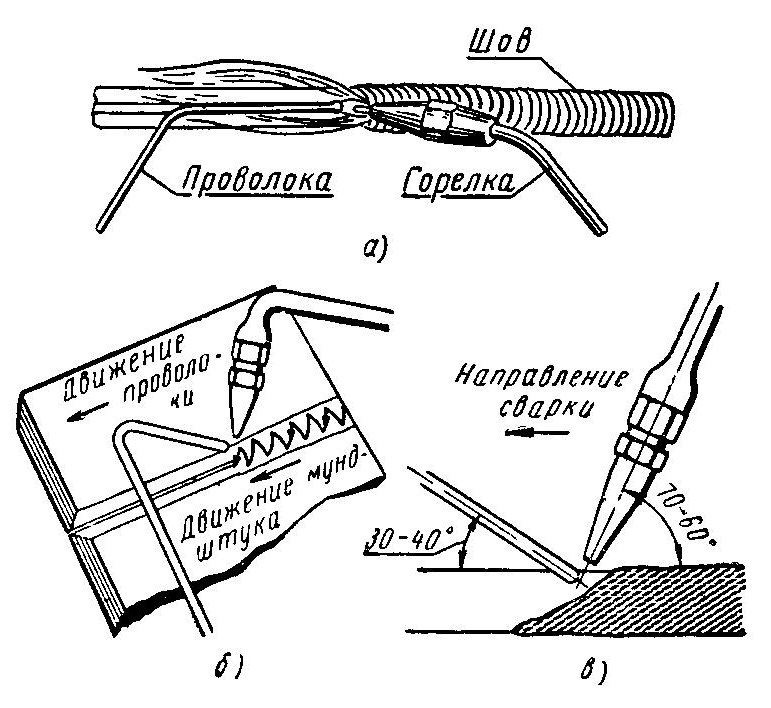 Он также известен как кислородно-топливная сварка, более старый и распространенный вариант. Он также известен как кислородно-топливная сварка, более совершенный вариант сварки, чем дуговая сварка. При газовой сварке газ направляется в сварочную палку или точку фокусировки, создавая высокотемпературное пламя. Этот вид сварки лучше всего подходит для высоколегированных сталей. В этом случае точка сварки менее концентрированная, чем при электросварке, более горячая и лучше подходит для более высоких сплавов.
Он также известен как кислородно-топливная сварка, более старый и распространенный вариант. Он также известен как кислородно-топливная сварка, более совершенный вариант сварки, чем дуговая сварка. При газовой сварке газ направляется в сварочную палку или точку фокусировки, создавая высокотемпературное пламя. Этот вид сварки лучше всего подходит для высоколегированных сталей. В этом случае точка сварки менее концентрированная, чем при электросварке, более горячая и лучше подходит для более высоких сплавов.
Лазерная сварка — это последняя инновация в технологии сварки, и она используется только в крупных промышленных приложениях. Лазерные сварщики используют высокоэнергетические лучи для плавления материалов. Однако лазерная сварка является более дорогостоящей, чем другие виды сварки, и требует опыта и мастерства.
Преимущества сварки
По сравнению с другими методами соединения сварка имеет ряд преимуществ. Ниже перечислены лишь некоторые из причин, по которым сварка может быть полезной:
- Прочное соединение
- Безупречный шов
- Более высокая температура плавления.
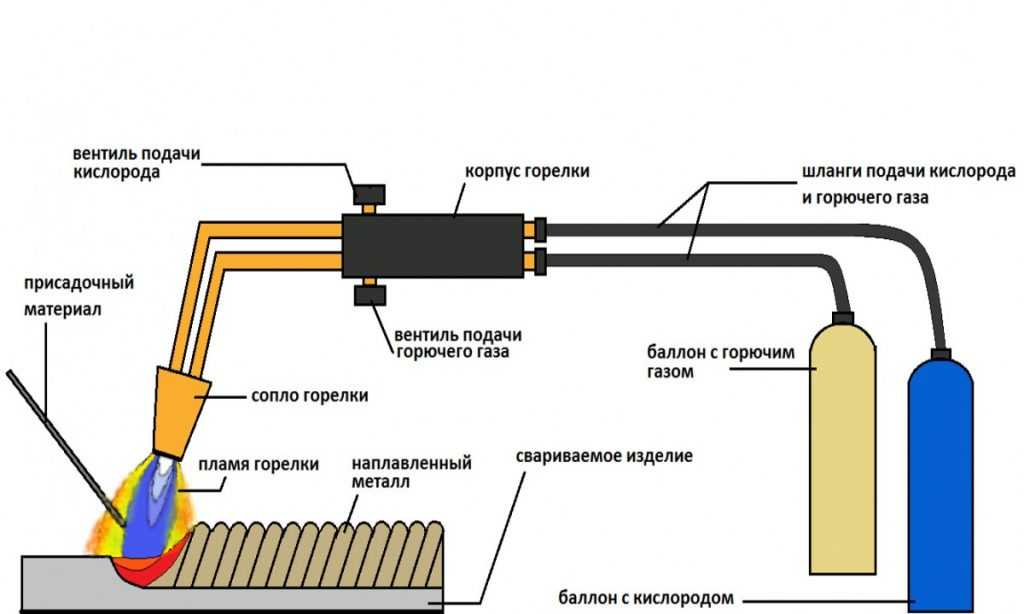
- Эффективное и универсальное применение.
Эти преимущества делают сварку одним из самых востребованных навыков для автомобильных, строительных и промышленных компаний. Если вам нравится работать руками или в быстро меняющейся среде, карьера сварщика может быть лучшим решением для вас.
Что такое инструменты сварщика?
Чтобы выполнить основные требования к снаряжению, чтобы стать сварщиком, вы должны сосредоточиться на защитном снаряжении и местоположении. Потому что при сварке выделяется тепло при очень высоких температурах, в результате чего образуются искры, тепло и металлический шлак. Защитное снаряжение защитит вас от любого мусора, который образуется при сварке, а экстремальные температуры также могут создавать яркий свет, который может повредить глаза.
Однако из-за того, что доступно так много инструментов для сварки, может быть сложно понять, какие из них необходимы. Вы должны тщательно сравнить их для вашего желаемого приложения, чтобы решить, какой тип оборудования будет лучше для вас. Если вы обучаетесь сварщику, вам следует спросить своего инструктора, какое оборудование лучше всего подходит для ваших конкретных потребностей в сварке.
Если вы обучаетесь сварщику, вам следует спросить своего инструктора, какое оборудование лучше всего подходит для ваших конкретных потребностей в сварке.
Ниже перечислены некоторые виды сварки, для которых вам потребуется различное оборудование:
• Дуговая сварка металлическим электродом в среде защитного газа (SMAW) или сварка электродом
• Дуговая сварка металлическим электродом в среде защитного газа (GMAW) или сварка MIG
• Дуговая сварка под флюсом (SAW)
• Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) или сварка TIG
Ваш металл и тип сварки, которую вы хотите получить, будут определять оборудование, которое вы используете.
Если вы ищете сварщика, тип металла и объем вашей работы определят лучшего сварщика для вашей работы. Некоторые сварщики лучше подходят для больших структурных сварных швов, в то время как другие лучше всего подходят для детальных поверхностных сварных швов.
Как стать сварщиком
Если вы готовы стать сварщиком, вам нужно больше узнать об эффективной и безопасной сварке стали. Вам нужно приобрести много технических навыков, чтобы стать социальным работником, и может быть сложно пробиться в отрасли в одиночку. Если вы серьезно относитесь к сварке, вам следует подумать о присоединении к программе.
Вам нужно приобрести много технических навыков, чтобы стать социальным работником, и может быть сложно пробиться в отрасли в одиночку. Если вы серьезно относитесь к сварке, вам следует подумать о присоединении к программе.
Заключение: Как работает сварка?
Сварка — один из самых полезных технических навыков, которым можно овладеть в наши дни. Из-за множества применений, таких как промышленное, коммерческое и специализированное применение, овладение сваркой может продвинуть вас далеко в вашей карьере. Однако, даже если вы хотите использовать сварку в качестве хобби, изучение науки, лежащей в основе сварки, может доставлять удовольствие.
Как работает дуговая сварка стальным экранированным металлом
Одним из наиболее распространенных процессов в мире металла и стали является сварка, и существует множество различных форматов сварки, которые можно использовать в зависимости от потребностей данного проекта. Одна из старейших форм сварки и один из нескольких различных процессов, подпадающих под категорию дуговой сварки плавлением, известна как дуговая сварка защитным металлом, или сокращенно SMAW.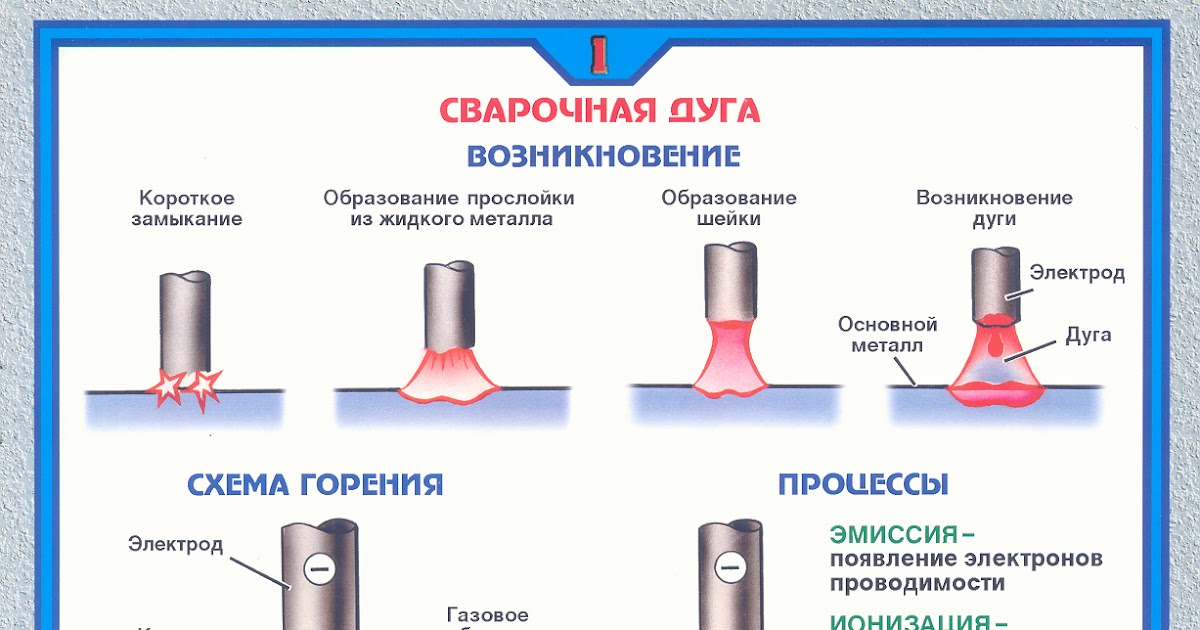
В Wasatch Steel мы будем рады обсудить сварочные свойства и любые другие важные характеристики любого из наших стальных листов, стальных стержней, стальных листов и других стальных изделий с любым из наших клиентов. Мы с радостью порекомендуем вам, какие из наших стальных изделий лучше всего подходят для дуговой сварки защищенным металлом — процесса, который обычно используется для нескольких различных видов стали. Что именно представляет собой процесс SMAW, как он выполняется и какие его преимущества и недостатки следует учитывать для любой работы, в которой вы думаете заказать этот процесс? Вот некоторые основные переменные, о которых следует знать.
Основы дуговой сварки защитным металлом и определение
Как мы отмечали выше, дуговая сварка защитным металлом относится к категории процесса дуговой сварки плавлением, что означает, что она выполняется для соединения двух или более металлов вместе как часть процесса. Это слияние создает металлургические связи, которые необходимы для образования прочного сварного шва.
Как правило, в процессе SMAW используется электрическая дуга для нагрева металла до температуры, значительно превышающей его температуру плавления – это то, что создает необходимую коалесценцию. Здесь будет использоваться электродный стержень, который иногда называют «стержневым электродом» — по этой причине SMAW в некоторых кругах часто называют электродуговой сваркой.
Кроме того, как видно из названия, этот процесс экранирован. Это означает, что сварочная ванна блокируется от атмосферы с помощью флюса, который наносится прямо на расходуемый электрод, что немного отличается от некоторых других процессов сварки.
Как выполняется дуговая сварка защищенным металлом
Ниже приведены основные этапы выполнения дуговой сварки защищенным металлом:
- Шаг 1: Источник питания сварки SMAW должен быть включен, создавая достаточно энергии для создания электрического тока. дуга, чтобы расплавить металл, о котором идет речь. К этому источнику питания присоединены электрододержатель и рабочий зажим, причем зажим также соединен с проводящей поверхностью, удерживающей заготовку.
 Отсюда стержневой электрод помещается в держатель.
Отсюда стержневой электрод помещается в держатель. - Шаг 2: Стержень слегка царапается по поверхности желаемой зоны сварки, чтобы инициировать электрическую дугу. По мере нарастания дуга начинает плавить и стержень, и заготовку, а стержень по мере плавления становится формой дополнительного сварочного металла. Кроме того, флюс на стержне также начинает плавиться, выделяя газы, жидкости и твердые вещества вокруг сварочной ванны, что предотвращает любой риск окисления или пористости.
- Шаг 3: Как только сварка будет завершена и начнет остывать, сверху на электроде образуется шлаковая пленка из флюса. Этот шлак должен быть удален перед любыми дополнительными проходами сварки, и особенно перед любыми процессами нанесения покрытия.
Обычные металлы
Как мы уже отмечали выше, сталь является распространенным металлом, который применяется в процессе дуговой сварки защищенным металлом, но некоторые другие металлы здесь не подходят. В частности, для цветных металлов этот процесс обычно не выполняется; алюминий может иметь ограниченное применение для этого метода, но обычно он включает в себя другой тип сварки.
Однако сталь часто хорошо подходит для проектов SMAW. В частности, углеродистая и инструментальная сталь легко и обычно свариваются с использованием дуговой сварки с защитным металлом, а нержавеющая сталь также относительно хорошо справляется со сваркой. Другие металлы, которые часто используются для этого процесса, включают чугун, медь и никель.
Если вам интересно, подходит ли данная сталь для этого процесса, свяжитесь с нашей командой. У нас есть опыт работы с различными сварочными процессами, которые лучше всего подходят для нашей стальной продукции, и будем рады направить вас в правильном направлении.
Преимущества дуговой сварки металлическим электродом в среде защитного газа
Существует несколько основных причин, по которым дуговая сварка металлическим электродом в среде защитного газа используется в различных областях и для различных металлов. Вот некоторые из ключевых преимуществ этого процесса:
- Низкая стоимость: по сравнению с другими процессами сварки дуговая сварка в среде защитного металла имеет относительно низкую цену и проста в выполнении, что позволяет снизить затраты на рабочую силу, если вы также привлекаете аутсорсинг.

- Более грязные металлы: хотя вы, конечно, должны выполнять как можно большую очистку любого металла, который вы будете сваривать, известно, что дуговая сварка в среде защитного металла хорошо справляется с «более грязными» металлами, которые могут достичь только определенного уровня чистоты.
- Области применения: По вышеуказанным причинам дуговая сварка защищенным металлом часто используется для сварки на открытом воздухе и в полевых условиях.
Недостатки дуговой сварки в защитном металле
В то же время существуют определенные недостатки дуговой сварки в защитном металле в зависимости от ваших потребностей. К ним относятся:
- Медленный процесс: несмотря на простоту и доступность процесса, метод SMAW требует значительного времени по сравнению с другими процессами.
- Неэффективно: поскольку заглушки необходимо выбрасывать после каждого сварного шва, использование расходуемого стержня для этого метода неэффективно по сравнению с другими методами.
