Как работает точечная сварка: необходимое оборудование, применяемые электроды, технология процесса
alexxlab | 24.01.1987 | 0 | Разное
необходимое оборудование, применяемые электроды, технология процесса
Точечная сварка – один из видов контактной сварки, представляющий собой термомеханический процесс. Принцип работы состоит в том, что электрический ток проходит между электродами через металл, разогревает его и доводит до плавления. В результате две металлические детали соединяются в конкретной точке. В точке сварки образуется маленькая круглая отметина – ядро сварной точки.
Содержание
- 1 Сферы применения
- 2 Режимы точечной сварки
- 3 Мягкий режим
- 4 Жесткий режим
- 5 Необходимое оборудование
- 6 Применяемые электроды
- 7 Технологический процесс
- 8 Преимущества и недостатки
Сферы применения
В производстве такая сварка применяется для соединения заготовок разной и одинаковой толщины: это могут быть пересекающиеся стержни, стальные листы, цветные сплавы, двутавры, уголки и иные профильные заготовки. Такой способ эффективен при сварке автомобильных и тракторных деталей и железнодорожных вагонов.
Нашлось применение точечной сварки и в домашних условиях. С помощью купленных или самодельных сварочных аппаратов проводят ремонт электрических кабелей, деталей микроэлектроники, бытовой техники и многого другого.
Режимы точечной сварки
Точечная сварки применяется в двух режимах: мягком и жёстком.
Мягкий режим
Мягкий режим проводится с применением умеренной силы тока (до 100 ампер), из-за этого место соединения деталей нагревается более плавно. Однако данный режим занимает больше времени по сравнению с жёстким.
Благодаря невысокой мощности сварочного аппарата, не возникает высокой нагрузки на электрическую сеть, а сам агрегат будет стоить не так дорого.
На этом режиме рекомендуется сваривать легированную сталь и сталь с высоким содержанием углерода.
Примерная стоимость аппаратов для точечной сварки на Яндекс.маркетЖесткий режим
Жёсткий режим осуществляется при помощи мощного оборудования и с применением сильного давления на электроды.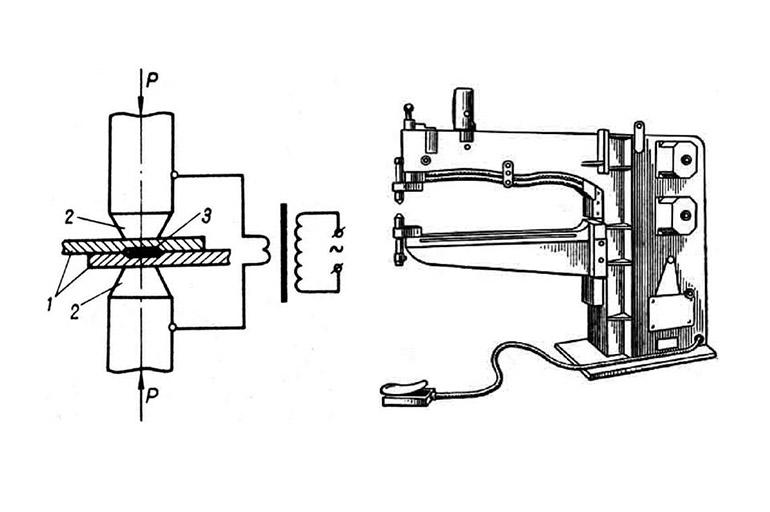 Это обеспечивает высокую скорость и производительность сварки.
Это обеспечивает высокую скорость и производительность сварки.
Однако для использования такого режима необходимо дорогое мощное оборудование, электрические сети подвергаются существенным нагрузкам.
Жёсткий режим применяется при сварке заготовок большой толщины, алюминиевых листов, медных сплавов и стойкими к коррозии сталями.
Необходимое оборудование
В зависимости от режима, в котором планируется вести работу, выбирается соответствующее оборудование. Сегодня в магазинах имеется большой ассортимент аппаратов для точечной сварки.
На крупных предприятиях устанавливаются дорогостоящие станки для данного типа сварки. Такой станок имеет высокую функциональность и может работать с самым разным металлом. Цена может меняться в зависимости от типа установленного на станке трансформатора.
Существуют легкие компактные аппараты для использования в быту. В их комплект входят трансформатор невысокой мощности, а также клещи.
Самым популярным аппаратом считается споттер. Он имеет самую низкую цену, но в комплекте отсутствуют специальные клещи. При этом ток передаётся через вывод, который присоединён к детали и электроду.
Он имеет самую низкую цену, но в комплекте отсутствуют специальные клещи. При этом ток передаётся через вывод, который присоединён к детали и электроду.
Споттер имеет достаточно простую схему работы, а качество работы соответствует всем требованиям.
Применяемые электроды
Выбор вида электродов имеет большое влияние на качество сварочного шва. Электроды являются сменными, поэтому необходимо подбирать наилучшее решение для каждого конкретного случая.
Важнейшими параметрами являются высокая тепло- и электропроводимость. Медные электроды полностью соответствую этим требованиям. Также часто применяются бронзовые сплавы. Иногда вместо электрода используется электролитическая медь.
Ещё одним важным параметром является толщина электрода. Нужно помнить, что диаметр электрода в 2-3 раза должен превышать толщину свариваемых изделий.
Примерная стоимость электродов на Яндекс.маркетТехнологический процесс
Процесс точечной сварки проводится по следующим этапам:
- Свариваемые элементы складываются внахлёст.

- В месте будущего соединения элементы зажимают между двумя электродами. Эти электроды, будучи подключёнными к трансформатору, проводят ток к месту сварки.
- С подачей тока происходит нагрев свариваемых деталей в точке, которая зажата между электродами.
- Необходимо подождать, пока внутренние слои металла достигнут пластичности.
- После выключения тока нужно некоторое время осуществлять давление на электроды. Это делается для того, чтобы расплавленный метал нормально кристаллизировался.
После проведения работы на месте сварки можно увидеть литую точку сварного соединения.
Преимущества и недостатки
Как и любой другой способ, точечная сварка имеет свои преимущества и недостатки.
Преимущества:
- Такой вид сварки позволяет достичь высокой скорости проведения работы. Благодаря высокой температуре нагрева, два куска металла соединяются быстро и равномерно. В результате удаётся избежать деформации соединяемых деталей. Поэтому такая разновидность сварки широко применяется в автомобилестроении.
- Скромные затраты на проведение такой работы позволяют применять эту технологию для массового производства. Также сварочный процесс можно автоматизировать.
- Точечная сварка позволяет значительно экономить электроэнергию по сравнению с другими, более энергоёмкими способами.
- Данный способ соединения металлов достаточно прост и известен очень давно. Технологический процесс подробно описан и широко применяется.
Недостатки:
- Точечный метод сварки не используется для соединения слишком толстых деталей. В противном случае, шов может получиться недостаточно крепким и детали можно будет легко разбить.

- Требуется достаточно большая площадь для места проведения сварочных работ.
- Внешний вид соединённых деталей не отличается особой привлекательностью. Зачастую точечную сварку применяют в тех местах, которые скрыты от человеческих глаз.
- Проведение такого вида сварки является очень опасным занятием. Необходимо соблюдать все меры предосторожности во избежание различного рода травм. Сварщику приходится работать с высоким напряжением тока, кроме того, необходима хорошая защита от искр и брызг металла.
Точечная сварка под микроскопом / Хабр
Хомяки приветствуют вас, друзья!
Сегодняшний пост будет посвящен аппарату для точечной контактной сварки аккумуляторов типа 18650 и прочих. В ходе соберем такое устройство, разберем основные принципы его работы и детально изучим сваренные места под микроскопом. Аккумуляторам сегодня придётся нелегко. Казалось бы сварочный аппарат, который в буквальном смысле состоит из одного трансформатора и контроллера, что тут может пойти не так?!
Представьте себе, что одним прекрасным утром у вас сдох шуруповёрт. Крутить шурупы отверткой не царское дело, потому нужно решать проблему. Виновниками этого происшествия стали никелевые аккумуляторы, которые преждевременно отправились в Вальхаллу пить вино и сражаться на мечах. На смену им пришли компактные, высокотоковые литий-ионные аккумуляторы, которые по характеристикам в разы превосходят своих предшественников.
Крутить шурупы отверткой не царское дело, потому нужно решать проблему. Виновниками этого происшествия стали никелевые аккумуляторы, которые преждевременно отправились в Вальхаллу пить вино и сражаться на мечах. На смену им пришли компактные, высокотоковые литий-ионные аккумуляторы, которые по характеристикам в разы превосходят своих предшественников.
На идею создания сварочного аппарата меня подтолкнул Витя. Человек который ремонтирует в буквальном смысле всё. Для перепаковки аккумуляторных батарей в различных устройствах он как раз применяет аппарат для точечной контактной сварки.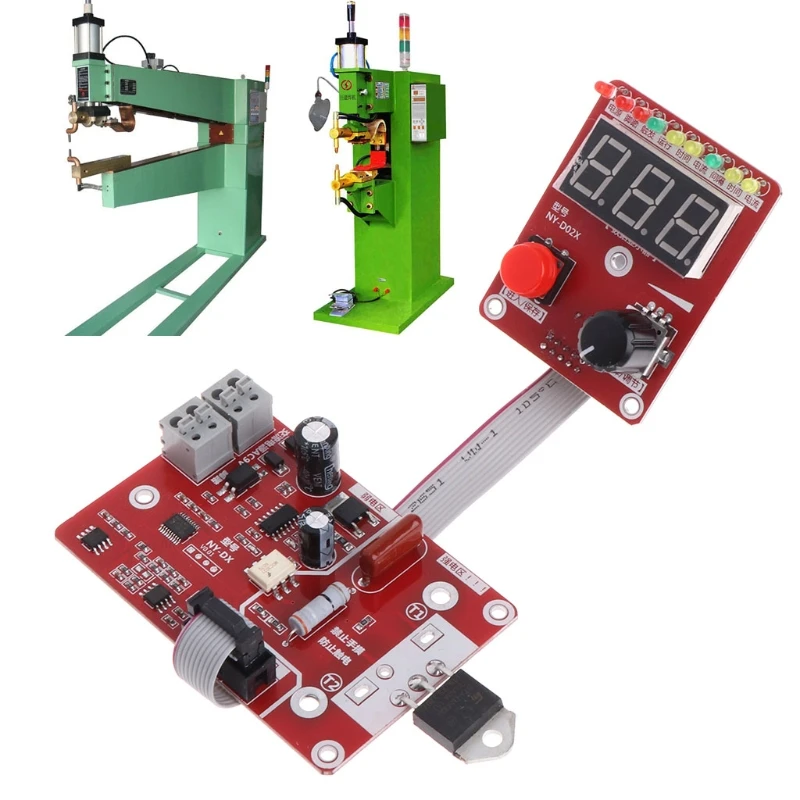 Соединение тут получается настолько прочным, что лента в буквальном смысле отрывается с потрохами. Меня впечатлил данный аппарат, и нужно было разобраться что и как в нем работает.
Соединение тут получается настолько прочным, что лента в буквальном смысле отрывается с потрохами. Меня впечатлил данный аппарат, и нужно было разобраться что и как в нем работает.
На самом деле тут все оказалось довольно просто.
Сердцем устройства выступает трансформатор от микроволновки с перемотанной вторичной обмоткой, и контроллер который обеспечивает подключение первичной обмотки МОТ-а к питающему напряжению сети на необходимое время для формирования сварочного импульса. Так же нам понадобиться блок питания для контроллера, пару медных кабельных наконечников, сетевой провод сечением в 1.5 кв. мм. и корпус, в котором разместиться все электроника. У меня давно валялся 700 Вт МОТ с отрезанной вторичной обмоткой, как раз появился повод куда-то его пристроить.Извлекаем магнитные шунты и аккуратно зачищаем отверстия куда будет вставляться толстый провод. Особое внимание уделяем краям, они довольно острые и легко могут повредить изоляцию кабеля.
Что касательно самого кабеля, тот тут лучше не экономить и взять вот этого товарища. РКГМ сечением 25 кв. мм. Производство Россия «Рыбинсккабель». Это хитрый многожильный провод с изоляцией из кремний-органической резины повышенной твердости, в оплетке из стекловолокна пропитанного эмалью или теплостойким лаком. Он очень тонкий и гибкий. Изоляция провода абсолютно равнодушна к повышенным температурам, пламя зажигалки едва способно вызвать хоть какое-то тление. Длина термостойкого змея 2.2 метра.
РКГМ сечением 25 кв. мм. Производство Россия «Рыбинсккабель». Это хитрый многожильный провод с изоляцией из кремний-органической резины повышенной твердости, в оплетке из стекловолокна пропитанного эмалью или теплостойким лаком. Он очень тонкий и гибкий. Изоляция провода абсолютно равнодушна к повышенным температурам, пламя зажигалки едва способно вызвать хоть какое-то тление. Длина термостойкого змея 2.2 метра.
Внутренние отверстия магнитопровода смажем вазелином. Ту же процедуру проводим с кабелем. Несмотря на то, что кабель достаточно тонкий по сравнению со своими более дешевыми собратьями, в трансформатор нужно попытаться вместить 4-5 витков. Но вот незадача. 700 Вт МОТ позволяет вместить в себя только 3 витка. Не беда! На помощь приходит система рычагов и отвёрток. В общем, включив смекалку и мотаем 4 витка в такой небольшой трансформатор.
Кабельные наконечники. Хорошие, медные, на 25 квадратов. По технологии их нужно обжать специальным гидравлическим прессом.
Теперь их необходимо соединить к медным шинам на ручке для контактной сварки. Болт тут диаметром 8 мм и длинной 20 мм. Обязательно устанавливаем шайбу Гровера, она обеспечит надежный прижим, если соединительный узел ослабится в процессе работы.
Самую простую ручку для контактной сварки можно заказать на алиэкспресс. Но мне приглянулся более продвинутый вариант созданный одним народным умельцем. Зовут его Генадий Збукер. Он сам собирает сварочные аппараты, дополняет их ручками которые сам проектирует и печатает на 3D принтере. Называется такая конструкция держатель электродов точечной сварки «ZBU 5.
Что касаемо ручки для контактной сварки. Выполнена она довольно качественно. Печать корпуса тут осуществляется ABS пластиком. Особенность версии «5.1» в том, что на борту есть два вентилятора, которые способны охлаждать медные шины в процессе непрерывной работы. Питаются они от 5 вольт через разъем micro USB. Ток потребления не более 300 мА.
Из практики скажу, что нагреть ручку за время всех экспериментов мне так и не удалось.
Электроды тут подпружиненные и имеют кнопку «концевик», которая при определенном усилии прижима срабатывает и дает команду на сварку. Это сжатие обеспечивает хороший электрический контакт со сварными поверхностями, гарантирует повторяемость качества сварных точек, устраняет образование искр и прожогов аккумуляторов. Именно из-за нагрева и одновременному сжатию заготовок такой способ сварки называли «электрической ковкой». При желании конструкцию электродов на ручке можно изменить для двухсторонней сварки.
Именно из-за нагрева и одновременному сжатию заготовок такой способ сварки называли «электрической ковкой». При желании конструкцию электродов на ручке можно изменить для двухсторонней сварки.Электроды выполнены из жаропрочной хромовой бронзы БрХЦр. Поскольку электроды при сварке быстро изнашиваются, к ним предъявляются требования по стойкости сохранения формы при нагреве до 600 градусов и ударных усилиях сжатия до 5 кг на квадратный миллиметр. В процессе работы такие электроды особо не прилипают и не обгорают. Импульс тока сварки аккумуляторов должен быть очень коротким, иначе есть шанс прожечь дыру в корпусе, что приведет к выходу его из строя.
Задача по управлению длительности импульса лежит на довольно простом контроллере, который был взят с одного сайта. Устройство собрано на базе Arduino NANO, с применением жидкокристаллического дисплея для вывода полезной информации. Управление по меню осуществляется с помощью энкодера. Элементарно и просто подумал я, и начал собирать устройство из имеющихся в хозяйстве модулей.
Функционал контроллера довольно простой. Он выдает два последовательных импульса с паузой между ними. Первый импульс называется «присадочным», а второй «основным». Он приваривает металл друг к другу. Все переменные времени импульса регулируются с помощью энкодера, включая паузу между ними. Управление силовым трансформатором осуществляется c помощью довольно мощного симистора на 40 А. Он устанавливается по входу первичной обмотки. Маркировка BTA41-600.
Для удобства пользования контроллером, все его модули можно разместить на одной плате. Это позволит не путаться в куче проводов идущих от ардуины. Травим плату и смотрим как все функционирует. Лампочка мигает, значит схема собрана правильно. Вид самодельных плат на сегодняшний день постепенно уходит в закат, потому что их производство выгодней заказывать в Китае. Цена правда от размеров во многом зависит, но это уже другой вопрос.
Размещаем модули контроллера для контактной сварки согласно своим указанным местам. Вы уже наверное обратили внимание, что контакты на плате позолоченные. Интересно было посмотреть как они себя покажут в процессе пайки. Особенность позолоченных контактов заключается в том, что они не подвержены различным видам окисления на поверхности металла, что позволяет хранить платы довольно длительное время. Это актуально для больших производств. Также припой растекается по таким контактам как масло по сковороде.
Вы уже наверное обратили внимание, что контакты на плате позолоченные. Интересно было посмотреть как они себя покажут в процессе пайки. Особенность позолоченных контактов заключается в том, что они не подвержены различным видам окисления на поверхности металла, что позволяет хранить платы довольно длительное время. Это актуально для больших производств. Также припой растекается по таким контактам как масло по сковороде.
После сборки устройства на плату ардуины нужно загрузить скетч. Делаем это через программу FL Prog буквально в несколько кликов. Программа за пару секунд заливается в мозг и на экране высвечивается все нужные настройки для дальнейшей сварки.
Теперь сделаем красивую панель управления. Для этого нужно разметить все необходимые окна и будущие отверстия на пластиковой панели. Окна аккуратно вырезаем бормашиной, а отверстия сверлим тем шуруповёртом, который мы отремонтировали в начале.
Размещаем внутри корпуса МОТ, импульсный блок питания на 12 вольт и запихиваем внутрь сетевой провод. Длина его полтора метра. Распределяем все необходим провода по своим разъемам, и в принципе все. С электроникой разобрались.
Длина его полтора метра. Распределяем все необходим провода по своим разъемам, и в принципе все. С электроникой разобрались.
В результате всех манипуляций у нас получился довольно красивый контроллер для точечной сварки. Силовые провода выводятся через отверстия в верхней крышке корпуса. Тут же разместился разъем для подключения кнопки «концевика». Все эстетично и просто. Вроде как показалось мне. Все подписчики канала знают, что ничего просто так не бывает. Что-то, да должно пойти не так. И это один из тех случаев! Пора проверить аппарат в деле.
Для сварки возьмем старый аккумулятор и никелевую ленту толщиной 0.15 мм. Установим время сварки 20 мс для каждого импульса. Это соответствует одному периоду переменного напряжения из сети. Если там 50 Гц, то это одна пятидесятая. В результате испытаний оказалось, что на самых коротких выдержках времени, ленту не то чтобы варит, а прожигает насквозь. Теперь это не аккумулятор, а сплошная вентиляция…
На других банках сварка проходила несколько иначе, прожиг был меньше, но зато лента между электродами разогревалась до красна.
Причиной прожига аккумуляторов стало время работы силового трансформатора, которое не соответствует установленным значениям. Проблема тут явно программная, так как скетч разработчика неоднократно загружался на другую ардуинку, но результата это не дало. Сейчас по нашим установленным параметрам сигнал на оптопаре должен быть 10 и 60 мс. А по факту это время в несколько раз затянуто, 80 и 125 мс. Естественно этого времени хватает чтобы перегреть никелевую пластину между электродами и в некоторых аккумуляторах прожечь дно.
Если среди вас есть программисты, у меня просьба, посмотрите код и исправьте там ошибку. Это хороший с точки зрения простоты и повторения проект, но он оказался с котом в мешке. Мы пытались разобраться в дебрях данного кода, но максимум на что хватило знаний так это на визуализацию картинки при загрузке программы. В общем далекий я в этих делах, да и ладно!
Это хороший с точки зрения простоты и повторения проект, но он оказался с котом в мешке. Мы пытались разобраться в дебрях данного кода, но максимум на что хватило знаний так это на визуализацию картинки при загрузке программы. В общем далекий я в этих делах, да и ладно!
Нужно выходить из ситуации.
В Китае есть готовые контроллеры для точечной сварки, заказываю и жду. Это одна из самых продвинутых версий плат. Модель NY-DO2X. Кроме того что она дает двойной импульс с паузой, так еще тут есть возможность регулировать мощность. Симистор тут установлен BTA100 рассчитанный на ток в 100 ампер. Рабочее напряжение 1200 В.
Размечаем и выпиливаем отверстия под новую панель управления. На этом этапе не торопимся чтобы не отрезать чего-нибудь криво. На плате видим несколько разъемов. На первый слева подается переменное напряжение номиналом в 9 вольт. На второй подключается кнопка от держателя электродов или внешняя педаль. Второй вариант хороший, если у вас ручка без кнопки, или же вам просто нравится работать с педалями. Трансформатор для питания платы можно выковырять из какого-нибудь старого блока питания от домашнего телефона. Тока в 300 мА хватит с головой.
Трансформатор для питания платы можно выковырять из какого-нибудь старого блока питания от домашнего телефона. Тока в 300 мА хватит с головой.
В общем пробуем варить ленту к аккумулятору. Нажимаем на ручку, идет импульс и что у нас тут. Проварка толком не произошла и лента прилипла к электродам. Такое чувство как будто у трансформатора на 700 Вт не хватает мощности для проварки ленты на коротких выдержках. Не вопрос, одеваюсь и еду на радиорынок за более мощными микроволновочным МОТ-ами.
Слева направо трансформаторы: 700 Вт, 800 Вт и 900 Вт. Чем больше магнитопровод, тем больше мощность. Тут видно на сколько 900 Вт вариант больше своего предшественника. Размеры: длина 106 мм, высота 89 мм, ширина 66 мм.
Более продвинутые сварочники можно делать на софМОТах от отечественных микроволновок, но во-первых для них нужен огромный корпус, во-вторых это вес, в-третьих рука на такой редкий артефакт не у каждого поднимется. Не будем злить бога, и пустим под нож трансформатор привезенный с радиорынка. Спиливать вторичную обмотку удобней всего ножовкой по металлу. Медь довольно мягкая, потому режется довольно быстро.
Спиливать вторичную обмотку удобней всего ножовкой по металлу. Медь довольно мягкая, потому режется довольно быстро.
Выбиваем провод из сердечника железным стержнем.В общей сложности данная операция занимает 20 минут. Медные косы не выбрасываем, а сдаем на металл и покупаем пиво. Обязательно извлекаем магнитные шунты, которые установлены для мягкой работы магнетрона и зачищаем края отверстий в магнитопроводе как это было показано ранее. В такой большой трансформатор без труда помещается 4 витка. При желании можно вместить и 5-тый, но я не стал переводить вазелин) Последовательно с мощным симистором припаиваем первичную обмотку только что перемотанного МОТ-а. Не жалеем припоя и делаем все как для себя.
Схема соединения просто элементарна. Справится даже ребенок. Пора испытать этот «второй» сварочный аппарат собранный в течение одного фильма. В одном из следующих выпусков будет вообще тройное фиаско политое сверху толстым слоем шоколада, там я еще на 600 баксов влетел, взяв поюзать чужую инфракрасную камеру. В общем канал это дорогое удовольствие. Впитывайте чужой опыт и чужие ошибки. В отличие от меня, вам за них платить не нужно. Все бесплатно.
В общем канал это дорогое удовольствие. Впитывайте чужой опыт и чужие ошибки. В отличие от меня, вам за них платить не нужно. Все бесплатно.
Краткое руководство по использованию китайского контроллера. Зажимаем и держим красную кнопку примерно 4 секунды. Устройство при этом зайдет в режим калибровки сетевого напряжения. Его нужно выставить согласно реальным показаниям мультиметра вставленного в розетку. Зачем нужна эта функция, непонятно, но установленные цифры будут меняться пропорционально напряжению в сети.
Что означают лампочки над цифрами? Первый светодиод говорит о наличии питания. Второй светодиод горит когда нажата кнопка на ручке. Третий загорается только в момент наличия импульса. В общем первые три красные светодиода чисто информационные. Четвертая зеленая лампочка — это счетчик наработки, суммирует каждое нажатие на педаль или «концевик» внутри сварочной кучки. Сбрасывается счетчик двойным нажатием на красную кнопку. Дальше оранжевый светодиод. Первый устанавливает длительность «первого импульса». Выбирается он в периодах. Установим один что будет ровняться 20 мс. Второй светодиод задает мощность импульса. Поставим скажем 35 процентов. Минимум 30 максимум 99.9%. Зеленый светодиод между оранжевыми определяет паузу между импульсами. Так же в периодах. Поставим 2. Последние два оранжевые светодиода так же определяют длительность и мощность, но уже «второго импульса». Поставим 2 периода и мощность выкрутим на 100 процентов. Собственно все, теперь можно потыкать в какую-нибудь ленту и посмотреть как происходит сварка, изучить точки, подобрать режимы на контроллере и прочее.
Первый устанавливает длительность «первого импульса». Выбирается он в периодах. Установим один что будет ровняться 20 мс. Второй светодиод задает мощность импульса. Поставим скажем 35 процентов. Минимум 30 максимум 99.9%. Зеленый светодиод между оранжевыми определяет паузу между импульсами. Так же в периодах. Поставим 2. Последние два оранжевые светодиода так же определяют длительность и мощность, но уже «второго импульса». Поставим 2 периода и мощность выкрутим на 100 процентов. Собственно все, теперь можно потыкать в какую-нибудь ленту и посмотреть как происходит сварка, изучить точки, подобрать режимы на контроллере и прочее.
Краткие характеристики получившегося аппарата для точечной сварки. Вес готового устройства вышел 5.7 кг. Переменное напряжение на вторичной обмотке МОТ-а составило 3.8 вольта. Максимальный ток зафиксированный при сварке показал 450 ампер. С этим связан один интересный эффект во время работы аппарата. Магнитное поле у проводов выходит настолько большим, что их разбрасывает друг от друга сантиметров на 20. Магнитопровод при этом довольно сильно притягивает любой рядом лежащий металл, потому тут не рекомендую использовать железный корпус для устройства, при сварке он будет издавать неприятные звуки.
Магнитопровод при этом довольно сильно притягивает любой рядом лежащий металл, потому тут не рекомендую использовать железный корпус для устройства, при сварке он будет издавать неприятные звуки.
Если накоротко закоротить вторичную обмотку, то даже 700 Вт МОТ способен нагрузить сеть до значений свыше 4 кВт. На сколько больше мне не известно, так как ваттметр уходит в защиту при достижении такой нагрузки. Ток вторичной обмотки при этом зашкаливает за 600 А, свыше предела измерения мультиметра. На входе первичной обмотки максимальный ток зафиксирован 21 ампер, при этом напряжение в сети проседает с 230 до 217 вольт.
При непрерывной работе сердечник у МОТ-а будет нагреваться, за 4 минуты его температура достигнет примерно 52 градуса. И это на холостом ходу без нагрузки. На практике при повышении температуры трансформатор начинает сильней варить, это может привести к прожигу аккумулятора. В этом случае справедливо обдувать трансформатор с помощью вентиляторов.
Переходим исключительно к сварке. Для начала посмотрим как должен выглядеть сигнал на осциллографе. Настройки: первый импульс один период 30 процентов, 2 периода отдыхаем, второй импульс два периода, мощность на всю катушку. Делаем сварную точку и записываем сигнал. Видим каким обрезанным выглядит период мощностью в 30 процентов. После него идет металл два периода отдыха, а затем идет мощный импульс с длительностью два периода и мощностью в сто процентов.
Для начала посмотрим как должен выглядеть сигнал на осциллографе. Настройки: первый импульс один период 30 процентов, 2 периода отдыхаем, второй импульс два периода, мощность на всю катушку. Делаем сварную точку и записываем сигнал. Видим каким обрезанным выглядит период мощностью в 30 процентов. После него идет металл два периода отдыха, а затем идет мощный импульс с длительностью два периода и мощностью в сто процентов.
Контроллер благодаря отслеживанию перехода фазы через ноль, открывает симистор на 100 процентах практически в нуле роста амплитуды напряжения. При этом видно что напряжение и ток идут с небольшой задержкой относительно друг друга. При 50 процентах контролер открывает симистор только на половине полупериодов сетевого напряжения. Этот метод аналогичен с Широтно-импульсной модуляцией. Такой режим используется в регуляторах освещенности – диммерах. Яркость свечения лампы накаливания будет напрямую зависеть от площади обрезанной синусоидой. В нашем случае это нужно для всяких деликатных сварок.
Теперь наша задача довольно проста. Нужно приварить ленту для точечной сварки к аккумулятору. Но тут возникает пару вопросов. Какую ленту будем варить и к какому аккумулятору? Помните момент когда у нас сварочник с 700 Вт трансформатором отказывался приваривать никелевую ленту? Идентичная ситуация происходит с новым 900 Вт МОТ-ом.
В начале долго не мог понять в чем причина, но тут оказалось два важных момента. Высокотоковый аккумулятор, в отличии от обычного, имеет несколько толще стенки корпуса. Возможно и металл корпуса отличается. Никелевая лента у нас тоже довольно хитрая. В сумме всех этих факторов даже мощная сварка не способна дать желаемый результат.
Решение проблемы — сменить никелевую ленту на стальную. Она сверху тоже вроде как никелированная, но дальше будем ее называть просто стальной. Сварка на тех же установках что и раньше, приварила стальную ленту просто на ура. Отодрать ее кусачками без разрушений не выходит. Собранный аппарат полностью удовлетворил поставленные задачи.
Теперь разберем основные требования при точечной сварке. Длительность и мощность импульсов нужно подбирать таким образом, чтобы свариваемые места имели как можно меньше перегрев. Он проявляется в цветах побежалости вокруг точек сварки. Это не очень хорошо, так как в этих местах частично выгорает металл, что может привести к ослаблению прочностных характеристик соединения. Идеальная сварка выглядит так. Тут нет перегрева, точки белые, лента отрывается от тела аккумулятора с кусками. Именно такого результат мы должны добиться.
Подводные камни. Их очень много, в первую очередь тут нужно понимать физику протекания тока в металле. Металл в месте соприкосновения с электродами представляет току наибольшее сопротивление и потому место будет сильно нагреваться. Наша задача разогреть металл до такой степени, чтобы создалось так называемое сварочное ядро. Нагрев в этом процессе должен происходить не под самими электродами, а между листами металла. Сварные ядра при этом необходимо делать как можно быстрей, очень мощным и коротким импульсом. Если греть место сварки медленно, тепло будет разбегаться по аккумулятору кто куда, без достижения нужного результата.
Если греть место сварки медленно, тепло будет разбегаться по аккумулятору кто куда, без достижения нужного результата.
Электроды, это вообще отдельный мир. Представьте вы долго варили сборку из аккумуляторов 18650 и в один момент решили их заточить. Концы вышли острые, красивые. Но при первых же сварных точках у нас выйдет пропаленный аккумулятор, так как электроды с большой вероятностью погрузятся в корпус банки. Некоторые такие аккумуляторы стоят целое состояние, и повредить один из них это недопустимо.
Что же происходит на самом деле? Дело в том, чем острей электрод, тем меньше его площадь контакта с металлом, в результате при одном и том же токе место у нас будет разогреваться быстрей. Сварное ядро образуется настолько быстро, что это приводит к расплавлению всего металла под электродом.
Еще один очень важный момент, электроды при сварке нужно держать строго перпендикулярно аккумулятору. Они не должны входить под углом. На контакте может образоваться небольшой скос, который рано или поздно приведет к прогару из-за неравномерного протеканию тока через электроды. На этом же примере становится понятно зачем необходим первый присадочный импульс на малой мощности.
На этом же примере становится понятно зачем необходим первый присадочный импульс на малой мощности.
На что влияет расстояние между электродами? В теории чем дальше они разнесены друг от друга, тем лучше. Меньше потерь будет на верхней шунтирующей заготовке. Но как показала практика тут можно играть с настройками, и какое бы расстояние не было, можно добиться хорошего качества сварных точек. Тут большую роль играет с какой шириной ленты вы работаете.
В общем настройки длительности и мощности импульсов решают все. У меня получалось приваривать 0.2 мм. ленту с такими прочностными характеристиками, что она отрывалась вместе с фрагментами корпуса аккумулятора. Все батареи в фильме были разряжены если что.
Рекомендации при выборе настроек сварки. В этом деле много факторов влияющих на конечный результат. К примеру: вы подобрали режим, который хорошо работает с одной и той же лентой и аккумуляторами. Но, если что-то одно поменяете, настройки тоже возможно придется менять. А теперь представьте что у вас кучка разношерстных аккумуляторов, как будете варить? Мощность и время сварки нужно настраивать от меньшего к большему. Поставили точку, лента оторвалась, ничего страшного, поднимаем мощность и смотрим. Теперь лента отрывается с потрохами. То что нужно. Ну что, вы все поняли?
А теперь представьте что у вас кучка разношерстных аккумуляторов, как будете варить? Мощность и время сварки нужно настраивать от меньшего к большему. Поставили точку, лента оторвалась, ничего страшного, поднимаем мощность и смотрим. Теперь лента отрывается с потрохами. То что нужно. Ну что, вы все поняли?
Думаю стоит еще раз перечислить все факторы, которые могут на влиять на конечный результат точечной сварки.
Электропроводка в квартире. Специально для фильма был сделан удлинитель с сечением провода в 2.5 квадрата. Даже смотря на это, слабенький 700 Вт МОТ умудрялся просаживать сеть под нагрузкой.
Основные сварочные характеристики зависят от мощности трансформатора, от сечения силового провода, его длинны, количества витков, качества соединительных узлов с контактной ручной.
Важную роль играет материала электродов, расстояние между ними, заточка и сила прижима. Много определяет материал ленты для контактной сварки, его толщина, ширина и форма. Тип аккумулятора и толщина его стенок. Даже температуру МОТа стоит брать во внимание.
Тип аккумулятора и толщина его стенок. Даже температуру МОТа стоит брать во внимание.
Исходя из всего вышеперечисленного, в каждом индивидуальном случае подбираются настройки для первого и второго импульса на контроллере для получения наилучших сварных ядер с наименьшими цветами побежалости.
Собранный аппарат для контактной сварки получился довольно компактным и универсальным. Он собирался только ради того, чтобы сварить аккумуляторы для шуруповёрта и паяльника с Китая, которому нужно питание 24 вольта. Часто при ремонтах не хватает портативного инструмента. Конструктор в виде ячеек под аккумуляторы 18650 мы печатали на 3D принтере, они упрощают задачу при формирования сборок с разными напряжениями и ёмкостями, позволяя складывать элементы в любой последовательности. Сборки соединяются между собой специальными пазами. Теперь самостоятельно перепаковать свой старый самокат не составит никакого труда.
Для справки. Съемка этого выпуска заняла чуть больше 2-х месяцев. Когда брался за изучение данной темы, даже подумать не мог что тут окажется так много нюансов. По стоимости бюджет фильма перевалил за предполагаемые границы, так как покупать запчастей пришлось практически на 2 сварочных аппарата. В общей сложности было израсходовано 3 метра никелевой ленты и испорчено 2 хороших аккумулятора. Пущено в расход два десятка плохих.
Когда брался за изучение данной темы, даже подумать не мог что тут окажется так много нюансов. По стоимости бюджет фильма перевалил за предполагаемые границы, так как покупать запчастей пришлось практически на 2 сварочных аппарата. В общей сложности было израсходовано 3 метра никелевой ленты и испорчено 2 хороших аккумулятора. Пущено в расход два десятка плохих.
Ну все, видео озвучил, теперь можно идти бухать и готовится к следующему выпуску.
Как сказал Мастер Йода:
Тебя послушать — так сложно все. Слышишь, что сказал я?
― Ты должен чувствовать силу, она между тобой, мной и камнем, везде…
― Да… нооо нет
Полное видео проекта на YouTube
Архив с полезностями
Наш Instagram
Как работают аппараты контактной точечной сварки
Как выбрать аппарат для контактной точечной сварки — советы на Яндекс.Маркете
Станок для точечной сварки представляет собой стационарную массивную установку высокой мощности, способную работать с толстыми стальными листами. Используется для точечной сварки в промышленных масштабах. На станке выполняют соединение заготовок в условиях серийного выпуска изделий.
Используется для точечной сварки в промышленных масштабах. На станке выполняют соединение заготовок в условиях серийного выпуска изделий.
В основном работают с деталями, которые помещаются в руках оператора, так как конвейерной подачи не предусмотрено. К примеру, это оборудование находит применение при производстве металлической посуды, стальных коробов и других изделий, стенки которых нужно соединять.
Среди станков для точечной сварки есть настольные и напольные модели.
Способ сварки
Односторонняя сварка используется в двух случаях: при присоединении элементов к металлическому основанию (например, при кузовном ремонте автомобилей и монтажных работах, когда нужно приварить шпильки, гайки и прочий крепеж к элементам конструкций) и при соединении деталей внахлест, когда затруднен двухсторонний доступ. Одностороннюю сварку обеспечивают переносные аппараты.
Двусторонняя сварка применяется для соединения стальных листов внахлест. При выборе оборудования для двухсторонней сварки учитывают длину или, как еще говорят, вылет консолей (кронштейнов). От нее зависит максимальное расстояние, на которое можно поместить электроды от края заготовки.
Максимальное значение по данному параметру составляет от 120 до 500 мм. Чем оно больше, тем функциональнее устройство. Консоли встречаются разных форм — это дает возможность подобрать оптимальную под характер предстоящих работ.
Обратите внимание
Этот распространенный способ сварки применяется при работе клещами, станками и переносными аппаратами.
Стоит отметить, что у некоторых профессиональных моделей переносных сварочных аппаратов предусмотрена возможность работы как односторонней, так и двухсторонней сваркой. Для этого устанавливается специальный инструмент — односторонний пистолет или клещи.
Максимальный сварочный ток
Этот параметр характеризует возможности оборудования и его назначение. Например, у ручных клещей точечной сварки он, как правило, достигает 6000 — 7000 А. При этих значениях можно работать с мягкой сталью толщиной не более 2 мм.
Среди переносных аппаратов и станков можно найти модели как с небольшим значением до 3000 А, чего вполне достаточно для тонколистовых материалов, так и с силой тока свыше 10 000 А — такой аппарат способен работать с заготовками толщиной в 3 мм и сталью с высоким пределом упругости.
Максимальная толщина свариваемых листов
Параметр указывается только для сварки внахлест. Как правило, это идеальное значение, которое может быть достигнуто только при соединении листов из одного металла одинаковой толщины.
Одни производители дают суммарное значение — например, «до 5 мм», которое указывает, что толщина каждого листа должна быть не более 2,5 мм. Другие предпочитают разграничивать значения и указывают их так: «1,5+1,5 мм», что в сумме составит 3 мм. Можно встретить и такое обозначение: «3+3+3 мм».
Это значит, что аппарат можно настроить на сварку внахлест трех заготовок, для чего предусмотрен особый режим.
Когда нужно соединить листы разной толщины, действуют экспериментально — подбирают подходящие настройки, сваривая сначала пробники (ненужные обрезки металла).
Напряжение
Все оборудование для точечной сварки делится на однофазное и трехфазное — оно подключается к электрической сети с напряжением в 220 и 380 В, соответственно.
Способ управления
При выборе аппарата для контактной точечной сварки нужно обратить внимание на способ управления и настройки, напрямую влияющие на удобство эксплуатации.
Самым простым вариантом является ручная настройка параметров, при которой пользователь выставляет расстояние между электродами, подбирает время воздействия, силу прижима и значение сварочного тока. Процесс настройки занимает много времени и требует большого опыта.
Но если предстоят серийные работы с одинаковыми деталями, настроив инструмент один раз, целую смену можно не возвращаться к этому этапу.
При микропроцессорном (синергетическом) управлении пользователь отталкивается не от характеристик аппарата, а от параметров деталей.
Важно
Он выставляет тип металла и толщину свариваемых заготовок, а все необходимые характеристики — силу тока, время воздействия, сжатие — микропроцессор подбирает автоматически и предлагает диапазоны значений.
Такой способ значительно сокращает время подготовительных работ и позволяет адаптировать оборудование под разные задачи.
Источник: https://market.yandex.ru/journal/story/kak-vybrat-apparat-dlja-kontaktnoj-tochechnoj-svarki
Что такое точечная сварка. Принцип работы и особенности
28.05.2018
Уже более 150 лет людям известен способ соединения металлов, называемый точечной сваркой.
Этот способ позволил автоматизировать и сделать массовым производство автомобилей, сельскохозяйственной техники, самолетов и тысяч наименований бытовой продукции.
Благодаря относительно простому принципу действия, точечная сварка приходит и в быт обычных мастеров-любителей, автослесарей, жестянщиков.
Принцип действия точечной сварки
Технология контактной сварки работает довольно просто — детали плотно сжимаются и через кратчайшее расстояние подается мощный электрический импульс. Металл разогревается, в точке соприкосновения образуется расплавленное ядро.
Так как детали сжаты, происходит диффузия металлов. Ток выключается, точка остывает, металл кристаллизуется. Сварная точка получается прочной, при попытке разорвать соединение лопается материал рядом с точкой.
Принцип работы аппаратов сварки — генерирование этого импульса и плотное сжатие деталей.
Чтобы импульс тока хорошо разогрел металл, он должен быть с большой силой и низким напряжением. Промышленные аппараты имеют характеристики: напряжение на контактах всего 1 — 3 Вольта, способны давать силу тока в 10 — 15 килоАмпер.
Устройство аппарата точечной сварки
Любой аппарат точечной сварки состоит из двух блоков:
- источник питания;
- зажимные клещи.
Чтобы получить мощный разряд при небольшом напряжении, потребуется трансформатор индукционного типа. Соотношение первичной и вторичной обмоток позволяет получить электрический импульс, достаточный для расплавления металла.
Зажимные клещи состоят из двух медных или графитовых контактов, расположенных на разных рычагах, и прижимного механизма. Прижимы бывают с разным приводом:
- Механические. Состоят из мощной пружины и рычага, сжатие металлов происходит за счет мускульной силы. Применяются в самодельных или бытовых аппаратах, не дают должного контроля за степенью сжатия, обладают малой производительностью.
- Пневматические. Наиболее популярны для переносных ручных аппаратов, легко регулируются при помощи изменения давления в воздушной магистрали. Недостаток — сравнительно медленные, не дают возможности изменения давления в процессе сваривания.
- Гидравлические. Не так популярны, гидравлический привод также медленный, но обладает большей широтой настроек, благодаря применению перепускных регулируемых клапанов.
- Электромагнитные. Самые «молниеносные», применяются как на ручных аппаратах, так и на больших стационарных. Позволяют регулировать сжатие металлов в процессе сварки, что позволяет добиться провара и отсутствия «выплесков» металла.

Клещи для точечной контактной сварки
Усложнение конструкции возможно при использовании контуров жидкостного охлаждения на нагруженных аппаратах, применении различных систем управления током и прижимом, роботизации перемещения электродов.
Где применяется
Точечную сварку применяют для соединения различных конструкционных металлов и сплавов. Особенности технологии — экологичность, скорость, надежность, легкость автоматизации — позволяют широко применять ее в:
- автомобилестроении для сборки кузовов;
- ювелирном деле для соединения деталей;
- микроэлектронике для спайки микросхем;
- производстве сварных арматурных каркасов для монолитных плит;
- производстве корпусов, деталей товаров народного потребления.
Источник: https://svarkaprosto.ru/tehnologii/chto-takoe-tochechnaya-svarka
Принцип контактной сварки
Одной из основных разновидностей сварки с использованием давления является контактная сварка, относимая к термомеханическому классу.
Процесс нагрева в ней осуществляется теплом, выделяемым от пропускания электрических токов через контактирующие части соединения.
Отличительным признаком контактной, как и всех прочих видов сварки под давлением, служит пластическое деформирование материала в зоне соприкосновения соединяемых заготовок.
В ходе контактной точечной сварки принудительное формирование межатомных связей в кристаллических решетках контактирующих металлов способствует образованию сварного шва.
Под действием тока с высокой плотностью в местах соприкосновения металлы заготовок нагреваются с переходом в термопластическую форму либо оплавление. От постоянного сдавливания разогретых изделий образуются дополнительные области контакта.
В ходе процесса их становится все больше до окончательного сближения, то есть сварки.
Принципиальной схемой контактной сварки предусмотрено осуществление операций в три стадии.
Совет
Они включают начало физического контактирования свариваемых деталей, образование химических связей в кристаллических решетках материалов и продолжение происходящих реакций на границах кромок до получения соединения.
Первая стадия работы машины контактной сварки способствует сближению атомов соединяемых поверхностей. При этом не только обеспечивается их физическое взаимодействие, но и удаляются с поверхностей пленки, сглаживаются шероховатости.
Одновременно начинается межатомное взаимодействие материалов. На второй ступени при соединении электронных оболочек создаются химические реакции, способствующие формированию сварного соединения.
В ходе третьей стадии сварки на контактирующих границах деталей происходит взаимное диффузное проникновение атомов.
Оно вместе с попутными реакциями, протекающими в зоне сварки, оказывает деформирующее действие на металл формируемого шва и прилегающие участки.
Оборудование для контактной сварки
Контактную сварку, цена которой сегодня доступна всем, производят с помощью специальных машин.
Механической составляющей этого оборудования служат узлы с механизмами, способствующие созданию требуемого давления для сжимания соединяемых изделий.
Электрическую часть данного оборудования составляют сварочный трансформатор, переключатель (регулятор) контактной сварки, прерыватель сварочного тока, токопроводящие элементы.
Машины разделяют по видам осуществляемых ими швов на стыковые, шовные либо точечные. По конструкциям аппараты контактной сварки схожи между собой.
Аппараты для выполнения шовных соединений добавочно снабжены приводом, вращающим электроды.
Оборудование, применяемое в стыковой сварке, имеет особый привод сближения заготовок с определенной скоростью: малой – для оплавки, большей – для осаждения.
Питают данные аппараты переменными трансформаторными токами. Первичная обмотка таких трансформаторов для контактной сварки подключается к электросетям 220-380 В.
Она состоит из секций, что требуется для переключения уровня мощности посредством корректировки количества работающих витков. Один-два витка с напряжением 1-12 В составляют вторичную обмотку трансформатора.
Один-два витка с напряжением 1-12 В составляют вторичную обмотку трансформатора.
Включение данных машин производится со стороны расположения первичной трансформаторной обмотки.
Необходимостью регулярных включений и отключений тока в ходе работ обусловлено применение специальных прерывателей. Они выполняются в виде электронной, электромагнитной аппаратуры либо традиционных механических контакторов. Последние чаще всего используют в аппаратах точечной либо стыковой контактной сварки невысокой мощности, с неавтоматическим действием.
Электромагнитного типа контакторы эффективны не только в точечной, стыковой, но и при шовной сварке со средней мощностью оборудования.
Обратите внимание
А электронные прерыватели, обеспечивающие синхронность включения (отключения) тока при определенной длительности пауз и импульсного действия, используются в различных машинах контактной точечной сварки автоматического принципа действия.
При сжатии деталей между электродами машины контактной сварки мт необходимы особые устройства давления. Сжиманию изделий в них способствуют приводы: электромеханический, пружинный, гидравлический, пневматический. Реже используется привод ручной, целесообразность его применения доказана для стыковых, точечных станков контактной сварки, имеющих небольшую мощность.
Сжиманию изделий в них способствуют приводы: электромеханический, пружинный, гидравлический, пневматический. Реже используется привод ручной, целесообразность его применения доказана для стыковых, точечных станков контактной сварки, имеющих небольшую мощность.
Аппараты точечной сварки эффективны для обработки заготовок малых толщин. Стыковые – активно применяются в автоматической сварке методом оплавления заготовок со значительным поперечным сечением. Отличаясь от них, аппараты для шовных соединений оснащены специальным скользящим токопроводом и механизмом привода роликовых электродов для контактной сварки.
м 1-12 В составляют вторичную обмотку трансформатора. Включение данных машин производится со стороны расположения первичной трансформаторной обмотки.
Из-за хорошей производительности, благодаря простоте выполнения все виды контактного оборудования получили широкое распространение в промышленном производстве, особенно в автомобилестроении. Этот способ сварки лежит в основе технологического процесса кузовных работ.
Эффективны как стационарные установки, особые стенды, так и подвесные клещи для контактной сварки.
Выбор машины зависит от характеристик металлов, сварных соединений, типов профилей обрабатываемых материалов, по ним практически нет ограничений, будь то контактная сварка арматуры, труб, цепей либо рельсов.
Проведение сварки контактным способом возможно как с помощью расплавления материала, так и без него. В последнем варианте соединение достигается деформацией материала с физическим взаимодействием свариваемых поверхностей, вследствие чего образуется их общая структура.
В другом случае происходит смешивание расплавов с пластической деформацией впоследствии кристаллизующегося металла. Аппарат контактной точечной сварки позволяет это делать на ограниченном участке, а стыковая сварка методом оплавления предполагает отчасти вытеснение расплава.
На характеристики металла швов и свойства сварных соединений оказывают существенное влияние скорости нагревания, пластического деформирования и охлаждения. С повышением скорости выше бывает прочность и твердость соединения.
С повышением скорости выше бывает прочность и твердость соединения.
Если последний показатель удовлетворителен, а первый недостаточен, изделие подвергают термообработке для достижения необходимых эксплуатационных свойств.
Важно
Местную термическую обработку участка соединения можно производить непосредственно в сварочном аппарате контактной сварки.
Источник: https://promplace.ru/svarka-metallov-staty/kontaknaya-svarka-1519.htm
Как выбрать аппарат для контактной точечной сварки — советы на Яндекс.Маркете
Технология контактной точечной сварки имеет массу достоинств. Это простой, безопасный и надежный метод соединения листовых металлов. Главное — правильно подобрать оборудование.
Клещи являются самым мобильным инструментом среди устройств для контактной точечной сварки. Вес клещей может достигать 10 кг, поэтому в условиях производства используют подвес, что заметно облегчает эксплуатацию инструмента.
Клещи отлично подходят для монтажных работ в местах, где нет возможности использовать габаритное оборудование — например, большое распространение этот инструмент получил в сборочных цехах на конвейерных линиях.
С его помощью удается добраться и до труднодоступных мест, например, при работе с внутренними элементами кузова автомобиля.
Переносной сварочный аппарат отличается компактными размерами (по сравнению со станком) и не уступает ему в рабочих характеристиках. Чаще всего находит применение на участках кузовного ремонта в автосервисах.
Переносной аппарат хорош тем, что его можно перемещать к месту проводимых работ, передвигаться с ним вдоль кузова автомобиля и маневрировать по цеху.
Многие производители поставляют в комплекте с ним тележку, на которую устанавливается не только сам аппарат, но также полка для разных принадлежностей и держатели для сварочных кабелей.
Совет
Станок для точечной сварки представляет собой стационарную массивную установку высокой мощности, способную работать с толстыми стальными листами. Используется для точечной сварки в промышленных масштабах. На станке выполняют соединение заготовок в условиях серийного выпуска изделий.
Используется для точечной сварки в промышленных масштабах. На станке выполняют соединение заготовок в условиях серийного выпуска изделий.
В основном работают с деталями, которые помещаются в руках оператора, так как конвейерной подачи не предусмотрено. К примеру, это оборудование находит применение при производстве металлической посуды, стальных коробов и других изделий, стенки которых нужно соединять.
Среди станков для точечной сварки есть настольные и напольные модели.
Односторонняя сварка используется в двух случаях: при присоединении элементов к металлическому основанию (например, при кузовном ремонте автомобилей и монтажных работах, когда нужно приварить шпильки, гайки и прочий крепеж к элементам конструкций) и при соединении деталей внахлест, когда затруднен двухсторонний доступ. Одностороннюю сварку обеспечивают переносные аппараты.
Двусторонняя сварка применяется для соединения стальных листов внахлест. При выборе оборудования для двухсторонней сварки учитывают длину или, как еще говорят, вылет консолей (кронштейнов).![]() От нее зависит максимальное расстояние, на которое можно поместить электроды от края заготовки.
От нее зависит максимальное расстояние, на которое можно поместить электроды от края заготовки.
Максимальное значение по данному параметру составляет от 120 до 500 мм. Чем оно больше, тем функциональнее устройство. Консоли встречаются разных форм — это дает возможность подобрать оптимальную под характер предстоящих работ.
Этот распространенный способ сварки применяется при работе клещами, станками и переносными аппаратами.
Стоит отметить, что у некоторых профессиональных моделей переносных сварочных аппаратов предусмотрена возможность работы как односторонней, так и двухсторонней сваркой. Для этого устанавливается специальный инструмент — односторонний пистолет или клещи.
Этот параметр характеризует возможности оборудования и его назначение. Например, у ручных клещей точечной сварки он, как правило, достигает 6000 — 7000 А. При этих значениях можно работать с мягкой сталью толщиной не более 2 мм.
Обратите внимание
Среди переносных аппаратов и станков можно найти модели как с небольшим значением до 3000 А, чего вполне достаточно для тонколистовых материалов, так и с силой тока свыше 10 000 А — такой аппарат способен работать с заготовками толщиной в 3 мм и сталью с высоким пределом упругости.
Параметр указывается только для сварки внахлест. Как правило, это идеальное значение, которое может быть достигнуто только при соединении листов из одного металла одинаковой толщины.
Одни производители дают суммарное значение — например, «до 5 мм», которое указывает, что толщина каждого листа должна быть не более 2,5 мм. Другие предпочитают разграничивать значения и указывают их так: «1,5+1,5 мм», что в сумме составит 3 мм. Можно встретить и такое обозначение: «3+3+3 мм».
Это значит, что аппарат можно настроить на сварку внахлест трех заготовок, для чего предусмотрен особый режим.
Когда нужно соединить листы разной толщины, действуют экспериментально — подбирают подходящие настройки, сваривая сначала пробники (ненужные обрезки металла).
Все оборудование для точечной сварки делится на однофазное и трехфазное — оно подключается к электрической сети с напряжением в 220 и 380 В, соответственно.
При выборе аппарата для контактной точечной сварки нужно обратить внимание на способ управления и настройки, напрямую влияющие на удобство эксплуатации.
Самым простым вариантом является ручная настройка параметров, при которой пользователь выставляет расстояние между электродами, подбирает время воздействия, силу прижима и значение сварочного тока. Процесс настройки занимает много времени и требует большого опыта.
Но если предстоят серийные работы с одинаковыми деталями, настроив инструмент один раз, целую смену можно не возвращаться к этому этапу.
Важно
При микропроцессорном (синергетическом) управлении пользователь отталкивается не от характеристик аппарата, а от параметров деталей.
Он выставляет тип металла и толщину свариваемых заготовок, а все необходимые характеристики — силу тока, время воздействия, сжатие — микропроцессор подбирает автоматически и предлагает диапазоны значений.
Такой способ значительно сокращает время подготовительных работ и позволяет адаптировать оборудование под разные задачи.
Для продолжительных работ необходима система охлаждения, которая может быть воздушной или жидкостной. Охлаждается как сам аппарат, так и консоли, что продлевает срок службы всех деталей оборудования — от электронных компонентов до электродов. В ряде случаев модуль охлаждения приобретают отдельно, но оптимальным вариантом будет его покупка в комплекте с оборудованием.
Охлаждается как сам аппарат, так и консоли, что продлевает срок службы всех деталей оборудования — от электронных компонентов до электродов. В ряде случаев модуль охлаждения приобретают отдельно, но оптимальным вариантом будет его покупка в комплекте с оборудованием.
С аппаратами для соединения металлических заготовок должны поставляться кабели, клещи и электроды. В комплекте со споттером для кузовных работ должны быть обратный молоток, сварочный пистолет и электроды для приваривания шайб. Полезным дополнением будет тележка и подставка под рабочий инструмент.
Справочная статья, основанная на экспертном мнении автора.
Источник: https://market.yandex.kz/articles/kak-vybrat-apparat-dlja-kontaktnoj-tochechnoj-svarki
Контактная сварка
Сварочные работы – это на сегодняшний день самый распространённый способ соединения и резки металлов. Способы проведения сварочных работ бывают различными, как и оборудование, которое при этом применяется. Для работы с более мелкими деталями и изделиями ещё в XIX веке был разработан метод контактной сварки.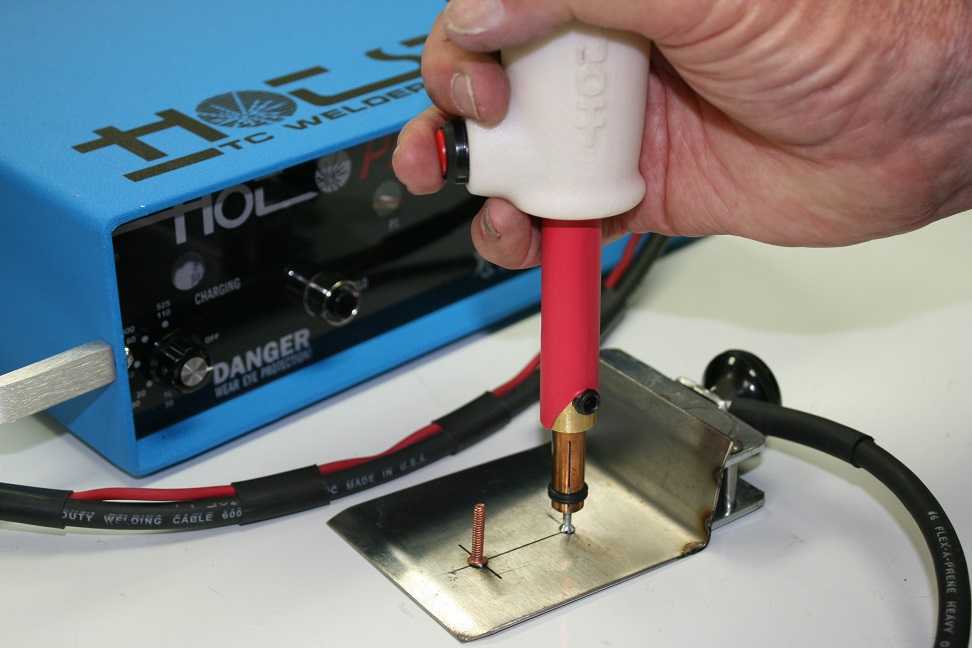
Суть этого метода заключается в том, что изделия соединяются между собой при нагреве металла электрическим током, проходящим через него в определённой сварочной зоне.
Качество места сваривания зависит от качества подготовленной поверхности, силы тока сварки, длительности электрического импульса, прикладываемого к месту сварки и силы сжатия свариваемых деталей.
Главный показатель качества контактной сварки – размер ядра точки сваривания. Так как контактная сварка в основном применяется для соединения листового материала, то размер ядра сварки определяется, как три толщины самого тонкого свариваемого листа.
Толщина свариваемых таким способом изделий может изменяться в диапазоне от 0,002 мкм в электронном приборостроении до 20 мм при возведении металлических конструкций в машиностроении, кораблестроении, и других областях промышленности, а также при возведении и ремонте сооружений и зданий бытового и промышленного назначения.
При контактной сварке результат работы обычно контролируется визуально или методом разрушения. Преимущества контактной сварки очевидны:
Преимущества контактной сварки очевидны:
- 1. Скорость работ (производительность) – одна сварная точечная операция длится 0,02-1,0 сек.
- 2. Небольшой расход материалов.
- 3. Надёжность соединения и высокое качество при малом количестве контролируемых процессов.
- 4. Экологичность сварных работ.
Любая контактная сварка по способу производства работ может разделяться на стыковую сварку, шовную и точечную сварку изделий. Современный аппарат контактной сварки представляет собой передвижное, стационарное или подвесное устройство. Рабочий ток в таком оборудовании может быть переменным или постоянным.
Используемые электроды для контактной сварки служат для того, чтобы вторичный контур, образующийся из свариваемых деталей, замкнулся, и образовалось ядро свариваемой точки. Дополнительные функции электродов при шовной сварке – перемещение и удерживание свариваемых деталей в процессе сварки.
Электроды для точечной контактной сварки – инструмент быстроизнашивающийся. Для производства таких электродов применяется медь и медные сплавы.
Для производства таких электродов применяется медь и медные сплавы.
Совет
Это может быть бронза с включением хромоциркония, кадмиевая бронза, бронза хромистая, бронза, легированная добавлением никеля, титана и бериллия или кремний-никелевая бронза.
Один из видов контактной сварки — точечная сварка. При такой сварке детали соединяются между собой по ограниченным местам касания. Детали зажимаются между электродами, соединёнными с источником импульсного тока.
Для зажима деталей применяются клещи для контактной сварки, которые являются переносным приспособлением. Переносные устройства для контактной точечной сварки называются по разному — скобы, клещи, пистолеты для точечной сварки и т.д.
В основном это переносные сварочные клещи с пневматическим давлением, но для более тонких работ (например, в автомобилестроении) используются специальные пистолеты.
Как работает аппарат точечной сварки?
Для этого способа сварки характерен нагрев места стыка деталей электрическим током, проходящим через них. Обязательно усилие сжатия свариваемых деталей. Детали соединяются и удерживаются клещами или прижимаются друг к другу пистолетом.
Обязательно усилие сжатия свариваемых деталей. Детали соединяются и удерживаются клещами или прижимаются друг к другу пистолетом.
И клещи, и пистолет соединяются со сварочным аппаратом шлангами, что позволяет передвигаться вдоль свариваемой конструкции во время работы. Под воздействием электрического тока в месте контакта деталей металл плавится и образуется ядро сварной точки диаметром до 20 мм – в зависимости от проводимых работ.
Использование специальной аппаратуры позволяет создавать до 600 точечных соединений в минуту.
Аппарат контактной сварки
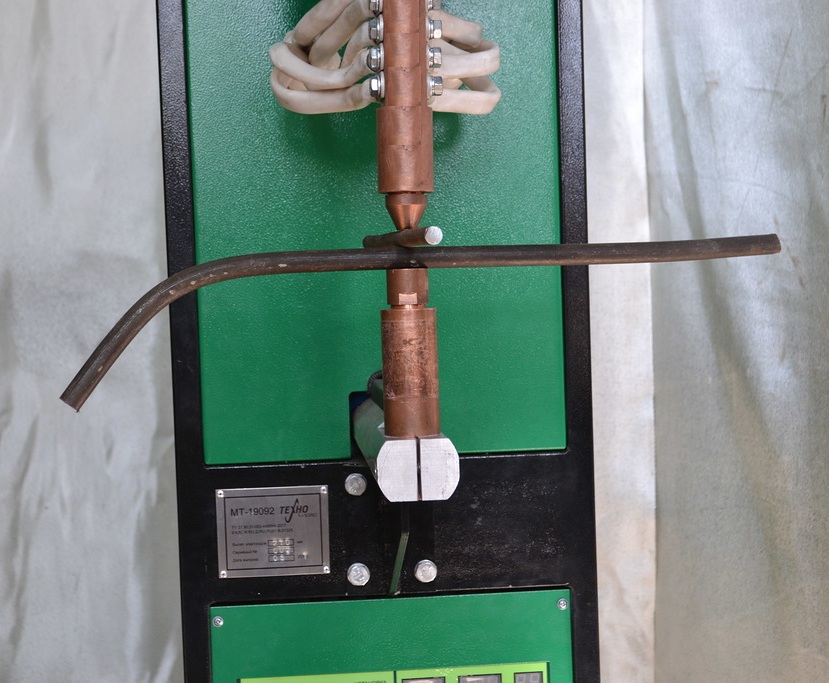
Машины и аппараты для контактной сварки служат для сваривания арматурной и проволочной сетки, металлических шкафов, стальной трубы и других изделий из тонких листов металла и проволоки. Аппарат контактной сварки способен выполнять точечную, а также многоточечную сварку металла, стыковую и тавровую сварку трубы и прутка.
Что это
Аппарат точечной контактной сварки пользуется особенной востребованностью в массовом изготовлении стандартизированных штампосварных деталей. Такое оборудование является незаменимым при изготовлении изделий, конструкция которых предусматривает использование арматуры и прутков, проволоки и сетки из проволоки.
Такое оборудование является незаменимым при изготовлении изделий, конструкция которых предусматривает использование арматуры и прутков, проволоки и сетки из проволоки.
Аппарат стыковой сварки осуществляет выполнение сварных соединений деталей по площади соприкосновения. Наиболее распространено сваривание оплавлением. Применяются установки для сварных стыковых соединений проволоки, профиля, прутка, труб разного диаметра и формы.
Разделы: Сварочные работы — виды
Источник: https://kovka-svarka.net/o-svarke/kontaktnaia/
особенности, технология проведения и возможные дефекты
Содержание:
- Общая информация
- Принцип проведения работ
- Фазы процесса
- Достоинства и недостатки
- Технология точечной сварки
- Дефекты и причины их появления
- Покупать или сделать своими руками
- Интересное видео
Точечная сварка – популярный способ сваривания различных металлических конструкций. При помощи него можно быстро и качественно соединить различные тонкие металлы. По этой причине этот вид сварки часто применяются при изготовлении электротехнических приборов, а также при соединении листовой стали с толщиной не больше 2 мм.
При помощи него можно быстро и качественно соединить различные тонкие металлы. По этой причине этот вид сварки часто применяются при изготовлении электротехнических приборов, а также при соединении листовой стали с толщиной не больше 2 мм.
Благодаря тому, что точечная технология достаточно простая, ее часто применяют в домашних условиях и на производстве. Но все же чтобы во время ее проведения не возникло проблем стоит изучить главные особенности и нюансы.
Общая информация
Что такое точечная сварка и для чего она используется? Этот вопрос интересует начинающих специалистов, которые занимаются изготовление конструкций из металлов. Это распространенный метод сваривания, который относится к подвиду контактной сварки. Во время процесса металлические элементы привариваются друг к другу в одной или в нескольких точках.
Прочность сварного шва может зависеть от структуры и параметров точек. Кроме этого на показатели прочности соединения оказывают влияние другие не маловажные факторы:
- свойства используемых электродов;
- сварочный ток;
- период протекания тока через свариваемые элементы;
- степень усилия сжатия;
- поверхность компонентов, которые используются для сваривания.
Контактная точечная сварка является востребованным методом сваривания металлических изделий. Он обладает высокой производительностью, а также имеет широкую область использования. Его применяют в разных сферах производства:
- для сваривания тонких деталей при изготовлении электротехнических приборов;
- в автомобилестроении, особенно, когда требуется сварить тонкие стальные листы с толщиной от 2 до 20 мм;
- в самолетостроении;
- в судостроении;
- в машиностроении и других областях.
Рассматривая, где применяется точечная сварка, стоит обратить внимание не то, что этот метод используют при прокладке нефтепроводов и газопроводов.
Принцип проведения работ
Технология контактной точечной сварки обладает характерными особенностями, которые необходимо учитывать при ее проведении. Во время процесса используется тепло, которое проявляется при пропускании тока по электродам через соединяемые внахлест металлические элементы в зоне их плотного сжатия. Именно оно и производит нагревание металлического сплава и его последующее расплавление.
Именно оно и производит нагревание металлического сплава и его последующее расплавление.
Вместе с пропусканием электрического тока выполняется сжатие металлических частей электродами. Во время тесного контакта расплавленных областей возникает их постепенное сплавление, которое усиливается точечным диффузным проникновением, проявляющееся во время сжатия частей металла.
В отличие от других методов сваривания точечная TIG сварка имеет следующие свойства:
- Быстро соединяет металлические элементы (всего за несколько секунд).
- Во время нее используются большие значения электрического тока (свыше 100 Ампер).
- Наблюдается небольшое напряжение в рабочей зоне (от 1 до 10 В).
- Использование сжимающего сдавливания в точке сваривания (от 10 до 100 кг и выше).
- Точечная область плавления.
Фазы процесса
Чтобы понять, как работает точечная сварка, стоит рассмотреть основные фазы процесса, а всего их три. Каждая имеет характерные особенности, которые оказывают влияние на итоговые результаты. В первой фазе производится сжатие металлических компонентов. Это вызывает появление пластичной деформации в области контакта. Для этих целей сварочное оборудование дополнено специальными клещами.
В первой фазе производится сжатие металлических компонентов. Это вызывает появление пластичной деформации в области контакта. Для этих целей сварочное оборудование дополнено специальными клещами.
При проведении второй фазы подается ток к зоне контакта. Это вызывает расплавление металла в точке сваривания и образование расплавленного ядра. Пока проходит ток, наблюдается расширение ядра до максимальных показателей. Сжимание свариваемых компонентов вызывает образование пояса с плотной структурой вокруг жидкого ядра, именно он предотвращает выход расплавленного металла за пределы сварочной зоны.
Во время третьей фазы сварочный ток выключается, а металл в это время остывает и кристаллизуется. При охлаждении прижимное состояние элементов сохраняется некоторый период, это снимает напряжение.
Стоит отметить! Все важные требования и правила проведения работ указываются в ГОСТах и документации. А подробная схема точечной сварки с указателями поможет понять, как должен правильно проводиться процесс сваривания.
Достоинства и недостатки
Точечная сварка проволоки имеет положительные и отрицательные качества, которые обязательно нужно рассмотреть, перед тем как приступать к работам. От них будут зависеть прочностные характеристики сварного соединения.
К преимуществам сварочной технологии можно отнести:
- Для проведения работ не потребуется применять электроды, проволоку и флюсы. Это сэкономит не только время, но и деньги.
- Сварной шов получается ровным и прочным.
- Деформация незначительная, она может наблюдаться только в местах точек.
- Простое и легкое проведение. Контактная точечная сварка может с легкостью проводиться своими руками.
- При помощи данного метода сваривания можно соединять как толстые, та и ультратонкие детали.
- Возможность автоматизации и роботизации сварочного процесса.
- Высокая культура производства.
- При проведении сварочных работ наблюдается высокая экологичность. Это значит, что данная технология не оказывает негативного влияния на состояние здоровья.
- Высокая производительность. Точечная технология способна выполнять большой объем работ, за минуту она формирует до нескольких сотен сварных точек.
Автоматическая и ручная точечная сварка имеет негативные качества, но по сравнению с достоинствами их не так много и они незначительные. К недостаткам данной технологии можно отнести:
- точечное сваривание подходит только для соединения внахлест тонких листовых стальных изделий и стержневых материалов;
- готовые соединения имеют низкую герметичность в отличие от швов, которые производятся при помощи сварки с использованием электродов;
- сложное диагностирование сварного соединения;
- высокие требования к чистоте металла при сварке;
- для работы с оборудованием необходимо иметь опыт, требуется уметь правильно его настраивать.
Технология точечной сварки
Многие интересуются, как сделать точечную сварку в домашних условиях? Но перед тем как начинать ее самостоятельное изготовление стоит изучить особенности проведения сварочного процесса. Технология состоит из нескольких этапов, каждый из которых осуществляется с соблюдением важных требований и правил.
Технология состоит из нескольких этапов, каждый из которых осуществляется с соблюдением важных требований и правил.
Точечная контактная сварка проволоки и других металлических изделий проводится в несколько этапов:
- На начальном этапе требуется провести подготовку металлических поверхностей. Свариваемые элементы требуется очистить от лакокрасочных покрытий, а также материалов, которые могут затруднять проведение тока. После очистки материалы должны без напряжения плотно прижиматься друг к другу.
- Сжимание свариваемых элементов. При помощи привода клещей необходимо плотно сжать поверхности, произойдет их частичное деформирование. Это обязательное условие, он требуется для улучшения проводимости тока между контактами клещей.
- Нагревание свариваемых металлических элементов электрическим импульсом. Чем толще элементы, тем дольше требуется удерживать нагревание. Для работ может использоваться импульс с постоянной и с регулируемой (переменной) силой тока.

- В оборудовании с автоматическим управлением присутствует этап ослабления давления на детали – это необходимо для предотвращения выдавливания металла из расплавленного ядра. Если для сварки применяются ручные клещи с механическим управлением, то этот этап пропускается.
- Далее происходит отключение тока. Визуально момент отключения можно выявить по степени нагрева зоны между электродами. После того как металлическая структура становится красного цвета, необходимо отпустить ток.
- Прижим и проковка в период остывания металла. Данные действия требуются для формирования прочной структуры сварочной точки.
Важно! Настройки оборудования, которое используется для сварки, зависят от вида металла. На качество сварного шва влияют разные факторы – технология сварочного процесса, тип импульса, режимы сжатия элементов.
Дефекты и причины их появления
Многоточечная сварка востребованный метод, который используется на производствах и в домашних условиях. При помощи него можно произвести соединение тонких металлических изделий, а сам шов выходит прочным и качественным. Однако даже во время данного способа сварки могут возникать некоторые дефекты, которые могут негативно влиять на качество результата.
При помощи него можно произвести соединение тонких металлических изделий, а сам шов выходит прочным и качественным. Однако даже во время данного способа сварки могут возникать некоторые дефекты, которые могут негативно влиять на качество результата.
Среди основных дефектов можно выделить:
- Прожог. Этот дефект имеет вид отверстия, которое возникает в обеих деталях. Сплавленные края с легкостью отрываются. Перегревание и стекание металла может возникнуть из-за нескольких условий – применение высокой силы тока, большая длительность импульса, избыточная сила сжатия. Чтобы предотвратить прожог рекомендуется снизить силу тока и прижимания.
- Выплескивание и растекание металла. При сильном сжимании или при использовании долговременного слабого импульса металл может выйти из ядра, а на его области появляются пустоты. Во время рабочего процесса выплескивание металла имеет вид искр, которые вылетают из точек. До определенного предела выплескивание не наносит особый вред качеству шва, но все же наличие этого факторы снижает прочность сварного соединения.

- Непровар. Не прогревание ядра может проявляться по ряду причин – слабая степень подаваемого импульса, оказание недостаточной силы сжатия, ослабление клещей. Непровар может возникнуть в случаях, когда сварные точки находятся рядом – соседняя точка выступает шунтом, через который может проходить часть объема электрической энергии. Это значит, что она не будет применяться для расплавления металла.
- Уменьшение показателей диаметра сварки. Недостаточная площадь расплава может появляться в случаях, когда подается слишком короткий импульс или наблюдается не слишком плотное прилегание свариваемых элементов. В данных ситуациях в одной точке может быть один или несколько микросплавов, в сумме они значительно слабее цельной точки.
Как исправить дефекты
Контактная или бесконтактная точечная сварка должна выполняться в соответствии с определенной технологией. Но все же этот метод обладает некоторые сложностями, которые могут привести к появлению разных дефектов. А тяжелая и неточная диагностика не дает точной картины о качестве и виде полученного сварного соединения.
А тяжелая и неточная диагностика не дает точной картины о качестве и виде полученного сварного соединения.
Если после проведения сварки будут выявлены вышеперечисленные дефекты, то для их устранения можно воспользоваться следующими рекомендациями:
- провести повторное проваривание точки;
- высверливание и последующая сварка при помощи полуавтомата;
- если отмечаются наружные выплески металла, то их можно аккуратно зачистить;
- проковка горячей точки;
- установка сварной или вытяжной заклепки.
Покупать или сделать своими руками
Самодельная точечная сварка для сварки авто и других изделий позволяет существенно сэкономить деньги на покупку оборудования. Профессиональные приборы стоят достаточно дорого, по этой причине они в основном применяются на производствах, где объем работ с лихвой перекрывает затраты на закупку сварочного оборудования.
Но вот как самому сделать точечную сварку? Конечно, для этого могут потребоваться определенные знания, опыт.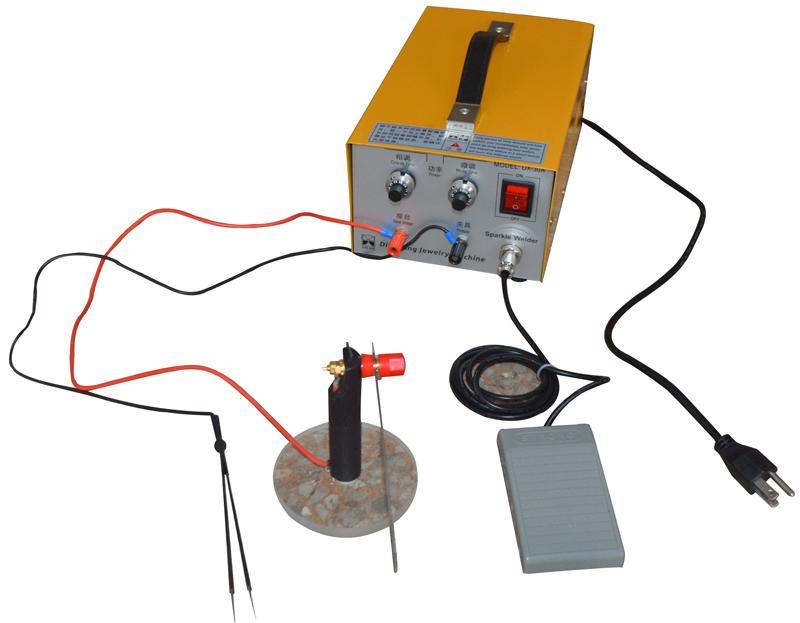 Дополнительно можно изучить специальную литературу, инструкции с процессом сооружения домашнего сварочного аппарата. Для облегчения процесса может применяться специальная схема точечной сварки своими руками.
Дополнительно можно изучить специальную литературу, инструкции с процессом сооружения домашнего сварочного аппарата. Для облегчения процесса может применяться специальная схема точечной сварки своими руками.
Самодельная точечная сварка может использоваться для кузовных работ, для ювелирного дела, для изготовления, ремонта различных радиоприборов. Оборудование всегда пригодится для работ в гараже. При работе с ним не будет возникать особых сложностей, а если соблюдать все правила технологии, то можно будет получить прочные и качественные сварные швы.
Точечная сварная технология является универсальный методом соединения металлических конструкций, который может использоваться на производстве и в домашних условиях. Но все же чтобы получить прочный и качественный шов необходимо знать важные нюансы, правила и принципа проведения работ. Не стоит забывать про возможные дефекты, которые могут негативно отразиться на структуре соединения изделий.
Интересное видео
как работает, как варить, аппарат, работа
На чтение 3 мин Просмотров 117 Опубликовано
Мы подобрали для Вас полезные видео о контактной точечной сварке. Из них Вы узнаете, что это такое, какое используется оборудование и где применятся данный метод.
Содержание
- Процесс
- Оборудование
- Пистолет
- Зажим заземления
- Рабочий зажим
- Параметры
- Преимущества
- Недостатки
Процесс
Через металл проходит ток, и сопротивление металла создает тепло. Это тепло плавит металл, и две части сплавляются вместе.
Тепло передается двумя электродами, которые прижимаются к соединяемым деталям. Размер и форма шва зависят от размера и формы электродов, а также от применяемого тока и напряжения.
Размер и форма шва зависят от размера и формы электродов, а также от применяемого тока и напряжения.
Процесс часто используется в автомобильной и обрабатывающей промышленности, для ремонта небольших участков на объектах, где традиционная сварка невозможна или приводит к дефектам.
Подробно о процессе смотрите на видео.
Следующие шаги помогут вам правильно подготовиться к выполнению процесса:
- Очистите поверхность свариваемого металла проволочной щеткой. Это поможет удалить любую грязь или жир, которые могут помешать правильному соединению сварного шва.
- Нанесите тонкий слой флюса на поверхность металла. Это поможет защитить металл от окисления и улучшит процесс.
- Совместите медные электроды с желаемыми точками, убедившись, что они соприкасаются с металлическими поверхностями.
- Запустить процесс, осуществив сдавливание электродов.
- Держите кончики электродов в контакте с металлическими поверхностями до завершения сварки.
Оборудование
Видео по настройке и работе с контактной машиной точечной сварки.
Оборудование, необходимое для выполнения процесса, включает:
Пистолет
Это устройство подает ток на соединяемые заготовки. У него есть наконечник, контактирующий с металлом, и ручка, которую держит сварщик.
Зажим заземления
Этот зажим крепится к одному из изделий и обеспечивает заземление пистолета.
Рабочий зажим
Этот зажим крепится к другой заготовке и помогает удерживать его на месте.
Видео аппарата ручной точечной сварки
Параметры
Выставление правильных значений параметров важны для получения высокого качества. Настройку и режимов смотрите на видео ниже.
Настройку и режимов смотрите на видео ниже.
Размер заготовок, сила тока и время являются важными факторами, влияющими на сварной шов. Слишком большой ток вызывает чрезмерный нагрев и плавление соединения, а слишком маленький ток не создаст прочного сварного шва.
Время процесса также влияет на качество готового изделия; если он слишком короткий, соединение будет иметь недостаточную прочность, но, если он слишком длинный, тепло может повредить материал заготовки.
Преимущества
Преимущества точечной сварки перед другими способами:
- Это очень быстрый процесс, что делает его идеальным для крупносерийного производства.
- Он производит прочные соединения, устойчивые к усталости.

- Оборудование относительно простое и недорогое в эксплуатации.
Данный метод широко используется в производстве, поскольку это быстрый и эффективный способ соединения металлических деталей.
Видео работы с точечной сваркой при ремонте автомобилей
Способ имеет много преимуществ перед другими способами. Им быстро и эффективно можно производить высококачественные соединения. Однако есть и недостатки.
Одним из недостатков является то, что его можно использовать только для соединения черных металлов (металлов, содержащих железо). Еще одним недостатком является то, что он может вызвать деформацию заготовок и привести к ослаблению шва.
Оцените автора
( 1 оценка, среднее 5 из 5 )
Что такое аппарат точечной сварки и чем он отличается?
Главная / Техника сварки
Назад
Время на чтение: 2 мин
0
1004
Начинающие сварщики имеют приблизительное представление о разнообразии сварочных аппаратов. Они считают, что инверторы небольшие, их легко самостоятельно перевозить с места на место.
Они считают, что инверторы небольшие, их легко самостоятельно перевозить с места на место.
Но сейчас выбор устройств большой. Кроме дуговой и полуавтоматической сварки есть еще точечная.
Чтобы практиковать такой вид сварки, надо знать, где она востребована, какой аппарат для этого нужен (с его плюсами и минусами) и можно ли его создать самостоятельно.
- Особенности технологии
- Разновидности сварочных аппаратов
- Плюсы и минусы точечной сварки
- Когда следует прибегать к точечной сварке
Описание технологии точечной сварки
Техника соединения деталей различается в зависимости от вида металла, толщины заготовок, но общий порядок выполнения работ одинаковый.
Основные этапы сварочного процесса:
- Подготовительные мероприятия. Поверхности соединяемых элементов конструкции очищаются от лакокрасочных покрытий, которые не пропускают ток.
- Сжимание деталей. Поверхности соединяемых заготовок берут клещами для образования участков проведения тока непосредственно между контактами.

- Прогрев заготовок электрическим импульсом (постоянным или переменным). Дольше нагреваются более толстые элементы.
- Ослабление давления на соединяемые детали (для автоматических сварочных агрегатов). Эта процедура предупреждает выдавливание расплавленного материала.
- Отключение тока при покраснении материала на участке размещения электродов.
- Завершающий этап – проковка (прижим) деталей в период остывания материала. Эта процедура выполняется для создания прочного шва.
Настройка оборудования осуществляется в зависимости от типа металла. Качество соединения деталей зависит от применяемой сварочной технологии, импульса и режимов сжимания элементов конструкции.
Методы и способы
В основе данного типа сварки лежит уже давно известный и достаточно часто практикуемый метод контактной сварки.
В данном случае сварное соединение на поверхности стали, меди, нержавейки либо каких-то других металлов получается за счет определенного нагрева заготовок.
Это происходит за счет того, что через трансформатор ток поступает на поверхность металла и далее на свариваемую поверхность, в результате чего металл пластически деформируется и под определенным сжимающим усилием прочно фиксируется, образуя однородную структуру.
Получаемый таким образом сварной шов должен обязательно соответствовать ГОСТ и обеспечивать прочность соединения на должном уровне.
ВАЖНО ЗНАТЬ: Технология сварки полуавтоматом своими руками
В данном типе сварки электроды не только подают ток на поверхность металлов, но и обеспечивают необходимое сжатие, как клещи. В зависимости от металла подбираются электроды, которые могут иметь самый разный состав.
В зависимости от металла подбираются электроды, которые могут иметь самый разный состав.
Их размер и диаметр регламентирует ГОСТ. Следует отметить, что точечная сварка алюминия производится электродами с наконечниками, так как плоские могут привести к образованию вмятин.
В любом случае, клещи должны обеспечивать эффективное прижимное усилие, которое обеспечит качественное сжатие поверхностей. Для более точной работы используется конденсаторная сварка.
Конденсаторная сварка является полным аналогом точечной и обеспечивает скрепление мелких деталей. Используется конденсаторная сварка там, где нужна точность — чаще всего в ремонте техники.
При необходимости на металлическую поверхность наложить заплатку, лучше всего воспользоваться сварочным полуавтоматом. Полуавтоматом можно нанести на металл несколько разновидностей швов.
Данное устройство достаточно часто используют для данного типа сварки в автомастерских или в домашних условиях.
Следует отметить, что сварным полуавтоматом можно получить сварной шов точечного типа и о том, как это сделать, рассказывает видео, размещенное ниже. В данном случае в процесс сварки клещи не участвуют, кроме этого, используются обыкновенные электроды.
Видео:
В любом случае получаемое соединение должно обязательно соответствовать ГОСТ и иметь необходимую прочность. Очень часто для сварки стали, меди, нержавейки или алюминия используется лазерная сварка.
В этом случае металл достигает необходимой температуры не через клещи, а посредством специального излучения — именно так происходит лазерная сварка.
Лазерная сварка характеризуется такими параметрами, как мощность излучения, фокусирующим пятном, а также скоростью подачи металлических листов. Следует отметить, что лазерная сварка имеет свой ГОСТ, который и определяет ее режимы работы.
Схема точечной сварки, а также тип точечного соединения и его принцип во многом зависит от используемого оборудования.
Точечная сварка характеризуется крепким швом, который иногда приходится убирать путем высверливания. Сверло применяется обычно в случае ремонта автомобиля. Именно там приходится высверлить шов.
Сверло применяется обычно в случае ремонта автомобиля. Именно там приходится высверлить шов.
Нужно отметить, что существует специальное сверло для быстрого высверливания точечной сварки. Сверло лучше купить, а не использовать какое-то подходящее на ваш взгляд сверло. Цена на такое сверло невысока.
Работа высверливания должна быть проделана достаточно аккуратно, чтобы можно было в дальнейшем отремонтировать кузов.
Обозначения по ГОСТу на чертежах
Порядок выполнения работ устанавливается технической документацией. Контактно точечная сварка на чертежах имеет свои обозначения с буквенным кодом. С лицевой стороны наносятся контуры области спайки, крестами обозначаются точки, к которым подводят стрелки с описанием, например ГОСТ 15878-79-Кт-5. Соединения в разрезе выглядят, как заштрихованные плоскости.
Что такое точечная сварка? | Ваше полное руководство по точечной сварке и определения
Точечная сварка — это тип сварки сопротивлением, при котором сопротивление используется для сварки двух или более металлических листов вместе с помощью давления и тепла на свариваемую деталь.
В процессе точечной сварки используются два электрода из медного сплава, чтобы сосредоточить сварочный ток на небольшой площади и скрепить листы. Этот процесс включает в себя давление и электрический ток, который создает тепло через канал тока через резистивные материалы, такие как низкоуглеродистые стали.
Содержание
- 1 Как работает точечная сварка?
- 2 Материалы, подходящие для точечной сварки
- 3 Где используется точечная сварка?
Как работает точечная сварка?
Точечная сварка представляет собой тип сварки сопротивлением и является одним из старейших сварочных процессов, при котором два или более листа металла соединяются вместе без каких-либо присадочных материалов.
Точечная сварка с приложением давления и тепла к зоне сварки с использованием электродов из медного сплава. Эти электроды проводят электрический ток через сегменты сварки. По мере плавления материала детали сплавляются. В этот момент ток отключают и поддерживают давление от электродов. Это позволяет расплавленному «самородку» затвердеть и создать соединение.
Это позволяет расплавленному «самородку» затвердеть и создать соединение.
Электрический ток использует электроды из медного сплава для передачи тепла заготовке, создающей сварной шов. Причина, по которой медь используется для электродов, заключается в том, что она может поддерживать высокую теплопроводность и имеет низкое электрическое сопротивление по сравнению с большинством других металлов. Это гарантирует, что тепло создается в заготовках, а не в электродах.
Степень нагрева зависит от трех факторов:
- теплопроводность
- электрическое сопротивление металла
- время подачи тока
Формула, используемая для выражения тепла:
Q=I 2 Rt
Q = тепловая энергия
I = ток
R = электрическое сопротивление
токt = время, в течение которого применяется 1 Материалы, подходящие для точечной сварки
Точечная сварка характеризуется более низкой теплопроводностью и более высоким электрическим сопротивлением. Из-за этого сталь является легким материалом для точечной сварки, а низкоуглеродистая сталь — лучшим материалом для точечной сварки. С другой стороны, высокоуглеродистые стали не являются идеальными материалами для точечной сварки, потому что они часто разрушаются или трескаются в сварных швах, и образуются твердые или хрупкие микроструктуры.
Из-за этого сталь является легким материалом для точечной сварки, а низкоуглеродистая сталь — лучшим материалом для точечной сварки. С другой стороны, высокоуглеродистые стали не являются идеальными материалами для точечной сварки, потому что они часто разрушаются или трескаются в сварных швах, и образуются твердые или хрупкие микроструктуры.
Оцинкованная сталь с цинковым покрытием требует для сварки более высоких сварочных токов, чем сталь без покрытия. К сожалению, в случае цинковых сплавов медные электроды быстро повреждают поверхность, что приводит к ухудшению качества сварки. Точечная сварка оцинкованных сталей требует частой замены электродов или необходимости «зачистки» поверхности электрода. .
Другие материалы, обычно используемые для точечной сварки:
- Нержавеющая сталь (аустенитные и ферритные сорта)
- Никелевые сплавы
- Титан
Температура плавления алюминия низкая, несмотря на то, что алюминий имеет такие же теплопроводность и электрическое сопротивление, как медь. Эта низкая точка сварки делает сварку возможной. Поскольку алюминий имеет низкое сопротивление, для сварки материала требуется очень высокий уровень тока. Например, алюминий потребляет в два-три раза больший ток, чем сталь той же толщины.
Эта низкая точка сварки делает сварку возможной. Поскольку алюминий имеет низкое сопротивление, для сварки материала требуется очень высокий уровень тока. Например, алюминий потребляет в два-три раза больший ток, чем сталь той же толщины.
Всего после пары сварок алюминий повреждает поверхность медных электродов. Это означает, что стабильно качественной сварки добиться крайне сложно. В результате этой трудности в торговле встречаются только специальные применения алюминия. К счастью, развиваются новые технологические разработки, которые помогают обеспечить стабильную высококачественную точечную сварку алюминия.
Другим материалом, который можно соединять контактной точечной сваркой, является медь и ее сплавы. Однако точечная сварка меди не может быть просто выполнена с помощью традиционного электрода для точечной сварки из медного сплава, потому что тепло, создаваемое электродами и обрабатываемой деталью, слишком похоже.
Для сварки меди лучше всего использовать электрод из сплава с повышенным электрическим сопротивлением и температурой плавления, намного превышающей температуру плавления меди. Например, намного выше, чем 1976 градусов по Фаренгейту.
Например, намного выше, чем 1976 градусов по Фаренгейту.
Электродные материалы, обычно используемые для точечной сварки меди:
- Молибден
- Вольфрам
Где используется точечная сварка?
Отрасли, в которых используется точечная сварка:
- Автомобильный
- Аэрокосмическая промышленность
- Строительство и строительство
- Медицинские здания и сооружения
- Металлическая мебель
- Рельс
- Бытовая техника
- Электроника
Точечная сварка может быть легко автоматизирована при использовании роботов и манипуляционных систем. Это делает его идеальным для процесса соединения в производственных линиях большого объема. В течение последних 100 лет точечная сварка была основным способом соединения стальных автомобилей.
Что такое точечная сварка? Тщательное понимание
Последнее обновление
Точечная сварка, также известная как сварка электрическим сопротивлением, считается одной из старейших форм сварки. Сварщики считают этот метод наиболее эффективным при соединении двух или более металлических листов. Этот метод включает применение огромного давления, тепла и электрического тока через металлические листы. Делая это, вы устраните сопротивление металлических листов, что приведет к плавлению.
Точечная сварка на протяжении многих лет используется в различных отраслях народного хозяйства. Такие предприятия, как разработка автомобилей в обрабатывающей промышленности, используют точечную сварку листового металла. По завершении листового проката полученный сварной шов используется для изготовления кузовов транспортных средств.
Как работает точечная сварка?
Во-первых, давайте разберемся с этапами процесса точечной сварки. Вот обзор.
1. Выравнивание заготовок и металлических листов
Перед началом сварки все заготовки и металлические листы выравниваются соответствующим образом.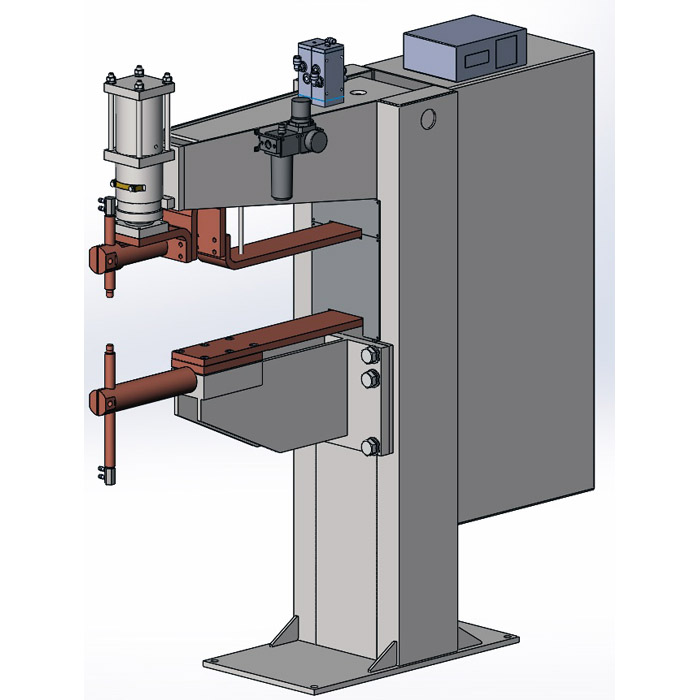 Это действие имеет решающее значение, поскольку после того, как листы будут сварены вместе, их отсоединение будет невозможно. Если вы не выровняете свои заготовки правильно, вам может потребоваться повторить процедуру заново, используя новые металлические листы.
Это действие имеет решающее значение, поскольку после того, как листы будут сварены вместе, их отсоединение будет невозможно. Если вы не выровняете свои заготовки правильно, вам может потребоваться повторить процедуру заново, используя новые металлические листы.
2. Прижимные электроды
Процесс прохождения электродов включает в себя выбор подходящих электродов для сварки ваших заготовок. Большинство сварщиков предпочитают использовать электроды из чистой тугоплавкой меди из-за их повышенной способности сопротивляться окислению и удерживать тепло. Эти электроды также идеальны, так как они содержат части молибдена (Mo). Известно, что МО имеет высокую температуру плавления, достаточную для предотвращения расслаивания.
3. Обеспечение протекания тока через электроды
В этом процессе вам необходимо расположить электроды в правильно отведенных для них местах. Наступите на правую кнопку на вашем сварочном аппарате, чтобы произвести необходимый электрический ток. Ступенька будет генерировать электрический ток высокого напряжения. Затем ток течет через электроды и металлические стержни в металлические листы. В результате сопротивления металла электрическому току выделяется тепло для расплавления металлического листа и образования сварного шва.
Ступенька будет генерировать электрический ток высокого напряжения. Затем ток течет через электроды и металлические стержни в металлические листы. В результате сопротивления металла электрическому току выделяется тепло для расплавления металлического листа и образования сварного шва.
Вырабатываемое тепло будет ограничено только площадью контакта между электродом и сварным швом. Прижимайте электроды к металлическим листам с разумной силой, чтобы получить качественный выход. На этапе выдержки выключите ток, поддерживая давление, чтобы сваренный самородок остыл.
Тип деталей, с которыми вы будете работать во время точечной сварки, будет определять тип и величину используемого тока. Например, количество времени, в течение которого протекает ток, определяется толщиной заготовки. Как только все ваши листы будут точно сварены, снимите и переместите электроды, чтобы подготовиться к новому сеансу сварки.
Материалы, используемые при точечной сварке
Существуют различные виды сырья для точечной сварки. Помимо металлических, вы можете использовать сталь, никелевые сплавы, титан и проволочную сетку. Сталь широко используется в автомобильной промышленности из-за ее высокого электрического сопротивления и плохой проводимости. Автомеханики предпочитают низкоуглеродистую сталь высокоуглеродистой стали, потому что она не трескается.
Помимо металлических, вы можете использовать сталь, никелевые сплавы, титан и проволочную сетку. Сталь широко используется в автомобильной промышленности из-за ее высокого электрического сопротивления и плохой проводимости. Автомеханики предпочитают низкоуглеродистую сталь высокоуглеродистой стали, потому что она не трескается.
Точечная сварка также может быть затруднена из-за различных факторов. Самые распространенные из них включают использование оцинкованной стали и алюминия. Эти материалы требуют высокого уровня электрического тока для сварки и более длительного времени сварки, в отличие от сварки стали.
Другим фактором является неподходящая толщина сварочных материалов. Точечная сварка требует использования материалов толщиной близкой к 3 мм. Если вы используете листы разных размеров, всегда соблюдайте соотношение 3:1, чтобы получить качественные сварные швы.
Авторы и права: Fusionstudio, Shutterstock
Параметры точечной сварки
1. Сила электродов
Сила электродов относится к количеству энергии, необходимой для слияния или сплавления металлических листов. Чем выше количество энергии, тем больше тепла будет выработано. В этом случае инженеры должны быть предельно осторожны, чтобы не поставить под угрозу качество сварного шва.
Чем выше количество энергии, тем больше тепла будет выработано. В этом случае инженеры должны быть предельно осторожны, чтобы не поставить под угрозу качество сварного шва.
Иногда требуется увеличить сварочный ток, чтобы увеличить усилие сварки. Убедитесь, что увеличение находится на умеренном уровне, чтобы уменьшить образование брызг между листами и электродами. В случае образования брызг электроды прилипнут к металлическим листам и испортят окончательный шов.
Точечная сварка также требует приложения минимального давления. Минимальное давление помогает сохранить электрический ток и тепло, выделяемое металлическими листами и электродами. Приложение большого давления создает маленькое пятно, которое снижает проварную способность сварного шва.
2. Время сжатия
Время сжатия, также называемое запрограммированным временем сжатия, представляет собой разницу между начальным усилием электрода и начальным током на заготовке. Этот параметр действует путем стабилизации сварочного наконечника перед подачей на него электрического тока.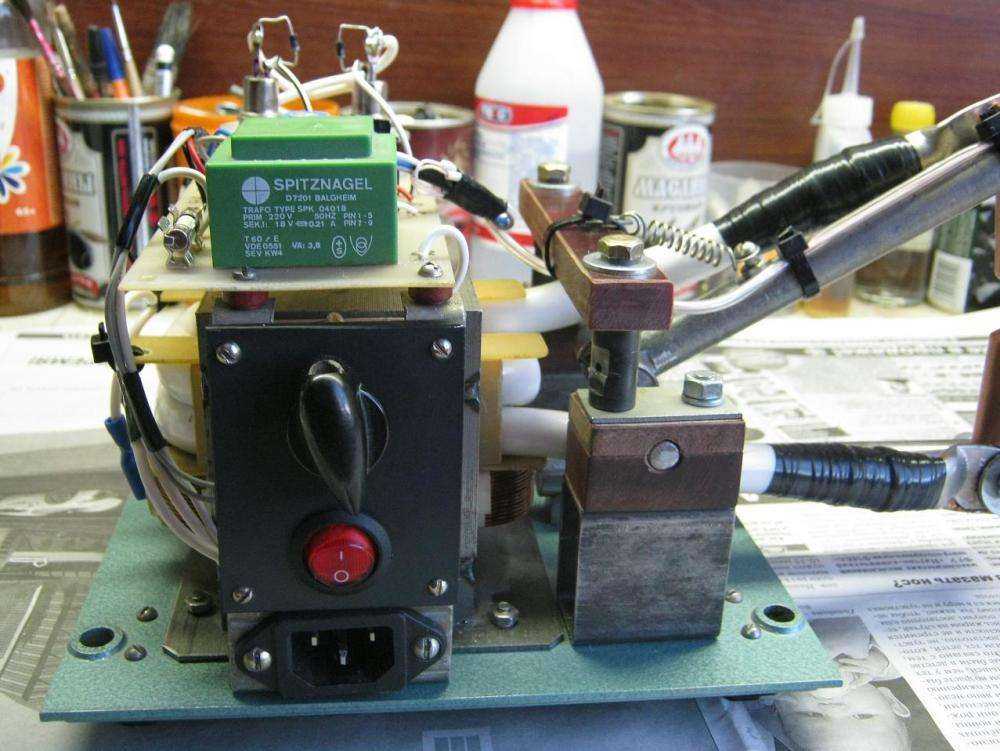 Пропуск этого шага может привести к искривлению, преждевременному износу электрода или межфазному выталкиванию.
Пропуск этого шага может привести к искривлению, преждевременному износу электрода или межфазному выталкиванию.
Увеличение продолжительности обжатия необходимо для получения качественных сварных швов. С другой стороны, это расширение также может привести к увеличению эксплуатационных расходов и уменьшению количества сварных швов за сеанс. Ограничение времени обжатия может привести к выбросу металла или получению некачественных сварных швов. Убедитесь, что вы заранее запрограммировали время сжатия перед началом сварки. Программирование осуществляется от источника питания, чтобы обеспечить эффективную стабилизацию силы электрода.
3. Время сварки
Время сварки – это продолжительность подачи электрического тока на заготовки или металлические листы. Это время обычно рассчитывается с использованием циклов линейного напряжения. Однако точно рассчитать время сварки сложно. Он в значительной степени зависит от активности, проводимой вокруг места сварки.
При определении времени сварки необходимо учитывать следующие факторы:
- Тип и сила тока должны обеспечивать качественный сварной шов
- Убедитесь, что время сварки очень короткое
- При сварке толстых листов время сварки необходимо для получения крупки большого диаметра
- Выберите параметры, снижающие вероятность износа электродов
- Изменить продолжительность сварки во время автоматической зачистки наконечника и сохранить постоянное значение контактной поверхности электрода
4.
 Время выдержки
Время выдержкиВремя выдержки — это период после сеанса сварки. В это время электроды остаются прикрепленными к металлическому листу для постепенного охлаждения зоны сварки. После того, как расплавленная масса затвердеет, перед началом нового сеанса снимите свариваемые детали с поверхности сварки.
Превышение времени выдержки приведет к ненужному распространению тепла по сварному шву. Это распространение тепла может привести к нагреву электродов и их износу. Высокоуглеродистые материалы требуют небольшого времени выдержки. Такие материалы начинают трескаться и становятся хрупкими при длительных сеансах выдержки. Удаление электродов до затвердевания зерен может привести к разрыву сварных швов или к получению непрочных сварных швов.
Авторы и права: Прафан Джампала, Shutterstock
Применение точечной сварки
1. Производство электроники
Точечная сварка широко используется для изготовления таких изделий, как газовые датчики, солнечные батареи, переключатели, высоковольтные кабели и печатные платы.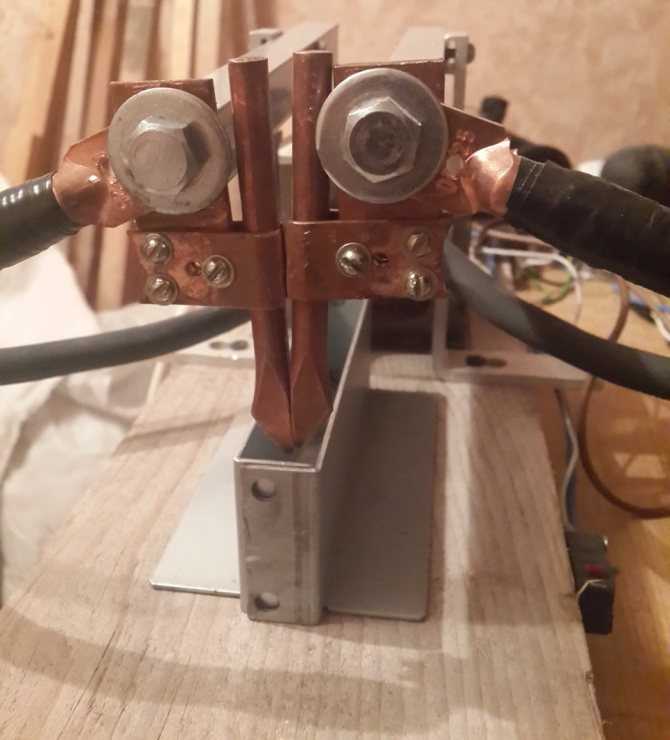 Известно, что этот метод обладает высоким электрическим сопротивлением, что делает его идеальным для изготовления сложных и чувствительных электронных изделий.
Известно, что этот метод обладает высоким электрическим сопротивлением, что делает его идеальным для изготовления сложных и чувствительных электронных изделий.
2. Наплавление гвоздей
Значительная часть населения не осведомлена о том, что точечная сварка является одним из способов соединения рулонов гвоздей. Приварка стальной проволоки к гвоздям обычно выполняется на высоких скоростях с использованием пневматических магазинов для гвоздезабивных пистолетов. Чтобы увеличить количество производимых гвоздей, сварщики могут использовать круги для шовной сварки. Использование этих колес гарантирует производительность около 1200 гвоздей в минуту.
Перед тем, как начать процесс сплавления гвоздей, убедитесь, что подается точный электрический ток. Фокус вашего электрического тока должен быть в основном в точке, где гвоздь находится под сварочным кругом. Пристальное внимание к электрическому току приведет к точной фиксации гвоздей в готовности к сплавлению.
3.
 Автомобильная промышленность
Автомобильная промышленностьТочечная сварка широко известна в автомобилестроении, так как ее стоимость является доступной и доступной. Этот метод также является быстрым и обеспечивает эффективный и простой способ сварки листового металла для производства автомобилей. Производители также могут извлечь выгоду из небольшого времени, затрачиваемого на использование этого метода, и разработать больше автомобилей за смену, что приведет к максимизации прибыли.
Точечная сварка не требует особых навыков. Этот метод может эффективно использоваться даже обученным персоналом или запрограммированными роботами, что обеспечивает бесперебойную работу производственного процесса.
4. Лечение зубов
Точечная сварка применяется в зуботехнических лабораториях для нескольких видов лечения. Этот метод используется для нагрева или ремонта ортодонтических материалов с помощью электропайки. Ортодонт может использовать аппарат для точечной сварки для отжига проволоки, используемой для крепления зубных имплантатов.
5. Производство аккумуляторов
Электрическое сопротивление используется для точечной сварки полос с никель-металлогидридными, литий-ионными аккумуляторами или никель-кадмиевыми элементами при производстве аккумуляторов. Точечная сварка приваривает тонкие никелевые полоски к клеммам аккумулятора. Этот метод широко предпочтительнее обычного процесса пайки, поскольку он предотвращает частый нагрев батареи.
Преимущества использования точечной сварки
- Быстрый метод
Известно, что точечная сварка дает результаты за короткое время. При точечной сварке выделяемого тепла достаточно для равномерного и быстрого последовательного соединения двух металлических листов. Несмотря на быстроту метода, заготовки никогда не деформируются.
- Легко понять
Точечная сварка является одним из старейших и известных видов сварки. Этот метод хорошо определен и легко применим для сварки различных тонких металлов, таких как никель и нержавеющая сталь. Поскольку этот метод прост для понимания и применения, он широко используется в нескольких секторах, таких как авиация, автомобилестроение, строительство и строительство.
Поскольку этот метод прост для понимания и применения, он широко используется в нескольких секторах, таких как авиация, автомобилестроение, строительство и строительство.
- Доказано и протестировано
Точечная сварка отличается высокой совместимостью, эффективностью и однородностью. По сей день все заинтересованные стороны в области точечной сварки проделали большую работу, чтобы проверить и доказать, что этот метод является лучшим.
- Энергоэффективность
Сварка методом электрического сопротивления требует минимального количества энергии и электроэнергии. Этот метод обеспечивает гораздо более эффективное использование электричества и энергии, чем другие методы сварки, такие как MIG и TIG.
- Экономичный
Точечная сварка снижает производственные затраты инженеров, поскольку она относительно дешева в эксплуатации. Этот процесс также позволяет вам включать роботов, которые увеличивают производственные мощности. По этой причине точечная сварка легко сочетается с другими сложными методами производства, особенно в таких областях, как сборочная линия производства.
По этой причине точечная сварка легко сочетается с другими сложными методами производства, особенно в таких областях, как сборочная линия производства.
Недостатки сварки трением
- Требуется большая рабочая зона
Точечная сварка не может выполняться в небольшом или ограниченном рабочем пространстве. Метод предполагает использование большого количества тепла и вредных газов. Таким образом, этот метод требует, чтобы у вас была большая и хорошо вентилируемая рабочая зона.
- Может быть опасным
Сварочные пистолеты, используемые для точечной сварки, тяжелые и требуют большой силы при их использовании. Такие характеристики делают метод очень опасным, особенно для пожилых сварщиков. Большое количество тепла, выделяемое во время сварки, может вызвать серьезные ожоги при попадании на кожу сварщика.
Сварщики также всегда находятся рядом с опасными дымами и искрами, которые представляют значительный риск для их здоровья. К другим рискам для сварщиков относятся аварии и травмы, особенно рук и пальцев.
К другим рискам для сварщиков относятся аварии и травмы, особенно рук и пальцев.
- Точечная сварка может быть слабой
Точечная сварка не подходит для сварки более толстых материалов. Окончательный сварной шов будет низкого качества, так как точечный сварной шов не проварится должным образом. Из-за этой слабости проекты, выполненные с использованием точечной сварки, легко ломаются, что требует регулярного ремонта.
Часто задаваемые вопросы
1. Возможна ли точечная сварка толстых материалов?
Точечная сварка в основном используется для соединения тонких материалов толщиной около 3 миллиметров. При сварке компонентов разных размеров следите за тем, чтобы соотношение толщин не превышало 3:1. Прочность окончательного сварного шва будет зависеть от количества и размера каждого материала. Конечный продукт должен иметь диаметр точечной сварки от 3 мм до 12,5 мм.
2. Можно ли точечной сваркой алюминия?
С годами сварочная промышленность постепенно перешла от использования стали к использованию алюминия. Эта замена произошла во многих приложениях, таких как производство автомобилей, где вес является важным компонентом. Большинство сварщиков предпочитают использовать трехфазную электроэнергию для точечной сварки и изготовления легких алюминиевых изделий.
Эта замена произошла во многих приложениях, таких как производство автомобилей, где вес является важным компонентом. Большинство сварщиков предпочитают использовать трехфазную электроэнергию для точечной сварки и изготовления легких алюминиевых изделий.
Большое количество электроэнергии, необходимой для такой сварки, делает точечную сварку наиболее подходящим методом. Время оборота, в течение которого точечная сварка подает электрический ток, составляет 0,1 секунды или меньше.
3. Как работает аппарат для точечной сварки?
Сварка сопротивлением связана с сопротивлением материала протеканию тока. В этом процессе окончательный сварной шов формируется путем сочетания давления, времени и тепла. Сопротивление материала приведет к образованию локализованного тепла для плавления материалов. Свариваемые детали обычно удерживаются давлением, оказываемым наконечниками электродов и щипцами.
Наконечники электродов и щипцы также служат проводниками, по которым протекает электрический ток во время цикла сварки. Несколько факторов обычно определяют продолжительность сварки. К этим факторам относятся:
Несколько факторов обычно определяют продолжительность сварки. К этим факторам относятся:
- Толщина материала
- Площадь поперечного сечения контактных поверхностей сварочного наконечника
- Тип и величина тока
Заключение: точечная сварка
Точечная сварка лучше всего применяется, когда вам нужны сварные швы с малым поперечным сечением. Сварщики также могут повторять метод столько раз, сколько пожелают. Им нужно только проверить размер заготовки. Повторяющаяся точечная сварка укрепит прочность сварного шва и продлит его срок службы. Армирование гарантировано благодаря высокой степени стабильности метода. Сварщики также могут повысить качество сварки, установив условия разбрызгивания, близкие к параметрам сварки.
Авторы избранных изображений: Nordroden, Shutterstock
- Как работает точечная сварка?
- 1. Выравнивание заготовок и металлических листов
- 2. Прижимные электроды
- 3.
 Прохождение тока через электроды
Прохождение тока через электроды
- Материалы, используемые при точечной сварке
- Электроды
- 2. Время сжатия
- 3. Время сварки
- 4. Время удержания
- 1. Производственная электроника
- 2. Область гвоздей
- 3. Автомобильная промышленность
- 4. Обработка зубов
- 5. Производство батарей
- 1. Возможна ли точечная сварка толстых материалов?
- 2. Можно ли точечной сваркой алюминия?
- 3. Как работает аппарат для точечной сварки?
Точечная сварка сопротивлением: принципы и ее применение
- Авторская панель Войти
Что такое открытый доступ?
Открытый доступ — это инициатива, направленная на то, чтобы сделать научные исследования бесплатными для всех. На сегодняшний день наше сообщество сделало более 100 миллионов загрузок. Он основан на принципах сотрудничества, беспрепятственного открытия и, самое главное, научного прогресса. Будучи аспирантами, нам было трудно получить доступ к нужным нам исследованиям, поэтому мы решили создать новое издательство с открытым доступом, которое уравняет правила игры для ученых со всего мира. Как? Упрощая доступ к исследованиям и ставя академические потребности исследователей выше деловых интересов издателей.
На сегодняшний день наше сообщество сделало более 100 миллионов загрузок. Он основан на принципах сотрудничества, беспрепятственного открытия и, самое главное, научного прогресса. Будучи аспирантами, нам было трудно получить доступ к нужным нам исследованиям, поэтому мы решили создать новое издательство с открытым доступом, которое уравняет правила игры для ученых со всего мира. Как? Упрощая доступ к исследованиям и ставя академические потребности исследователей выше деловых интересов издателей.
Наши авторы и редакторы
Мы являемся сообществом, состоящим из более чем 103 000 авторов и редакторов из 3 291 учреждения в 160 странах, включая лауреатов Нобелевской премии и самых цитируемых исследователей мира. Публикация на IntechOpen позволяет авторам получать цитирование и находить новых соавторов, а это означает, что больше людей увидят вашу работу не только из вашей собственной области исследования, но и из других смежных областей.
Оповещения о содержимом
Краткое введение в этот раздел, описывающий открытый доступ, особенно с точки зрения IntechOpen
Как это работаетУправление предпочтениями
Контакты
Хотите связаться? Свяжитесь с нашим головным офисом в Лондоне или командой по работе со СМИ здесь
Карьера
Наша команда постоянно растет, поэтому мы всегда ищем умных людей, которые хотят помочь нам изменить мир научных публикаций.
Рецензируемая глава в открытом доступе
Написано
Das Tanmoy
Представлено: 23 января 2022 г. Рецензировано: 10 февраля 2022 г. Опубликовано: 23 июня 2022 г.
DOI: 10.5772/intechopen.103174
СКАЧАТЬ БЕСПЛАТНОИз отредактированного тома
Под редакцией Кавиана Омара Кука и Роналдо Камара Козза 22 Загрузка глав
Просмотреть полные показатели
СКАЧАТЬ БЕСПЛАТНОРекламное объявление
Abstract
Точечная сварка сопротивлением является одним из основных методов сварки, широко используемых в автомобильной и авиационной промышленности. В одном кузове автомобилей, которые сегодня управляются цифровым управлением, делается около 2000–3000 пятен. Точечная сварка сопротивлением работает по закону нагревания Джоуля, согласно которому выделяемое тепло прямо пропорционально квадрату сварочного тока. Этот метод сварки обычно используется для соединения тонких листов стали, титана, алюминия, магния и т. д. Сварка цветных металлов, таких как алюминий и магний, довольно утомительна из-за их высокой теплопроводности и образования оксида на их поверхности. Поэтому перед сваркой требуется тщательная подготовка поверхности. Этот метод сварки также имеет многочисленные ограничения, в том числе низкую прочность соединений и ограничения по толщине.
В одном кузове автомобилей, которые сегодня управляются цифровым управлением, делается около 2000–3000 пятен. Точечная сварка сопротивлением работает по закону нагревания Джоуля, согласно которому выделяемое тепло прямо пропорционально квадрату сварочного тока. Этот метод сварки обычно используется для соединения тонких листов стали, титана, алюминия, магния и т. д. Сварка цветных металлов, таких как алюминий и магний, довольно утомительна из-за их высокой теплопроводности и образования оксида на их поверхности. Поэтому перед сваркой требуется тщательная подготовка поверхности. Этот метод сварки также имеет многочисленные ограничения, в том числе низкую прочность соединений и ограничения по толщине.
Ключевые слова
- точечная сварка сопротивлением
- сварочный ток
- время сварки
- автомобиль
- закон Джоуля
.
 Этот тип сварки использует огромное количество тока и очень низкое напряжение. Многочисленные типы металлов, такие как различные марки стали, алюминий (Al), магний (Mg), титан (Ti), медь (Cu) и их сплавы. Как правило, тонкие листы из одинаковых или разнородных металлов соединяются с помощью RSW внахлестку. RSW также страдает от нескольких ограничений, таких как ликвационное растрескивание, пустоты, смещение, износ электрода и т. Д. Более толстые листы металлов, как правило, трудно сваривать RSW, потому что тепло очень легко переходит в окружающий металл.
Этот тип сварки использует огромное количество тока и очень низкое напряжение. Многочисленные типы металлов, такие как различные марки стали, алюминий (Al), магний (Mg), титан (Ti), медь (Cu) и их сплавы. Как правило, тонкие листы из одинаковых или разнородных металлов соединяются с помощью RSW внахлестку. RSW также страдает от нескольких ограничений, таких как ликвационное растрескивание, пустоты, смещение, износ электрода и т. Д. Более толстые листы металлов, как правило, трудно сваривать RSW, потому что тепло очень легко переходит в окружающий металл.Реклама
2. Принципы контактной точечной сварки
2.1 Теория
Контактная точечная сварка представляет собой процесс сварки плавлением, работающий по принципу нагревания Джоуля, который гласит: Q = I 2 Rt , где « Q » — количество тепла, выделяемого при РСВ, « I » — используемый сварочный ток, « R » — установка сопротивления на границе раздела металлических листов, а « t » – затраченное время сварки. В технологии RSW используются два электрода из медного сплава в форме усеченного конуса/купола, чтобы сконцентрировать сварочный ток в фиксированной небольшой точке и одновременно сжать листы вместе без какого-либо смещения. Тонкие листы металлов, используемые в качестве заготовок, удерживаются вместе под давлением электродов. Толщина металлических листов обычно варьируется от 0,5 до 3 мм. Подача большого количества тока через пятно расплавит металл и сформирует сварной шов. RSW позволяет распределять большое количество энергии в определенное место за короткий период (примерно 10–100 миллисекунд). Это позволяет проводить сварку без перегрева остального металлического листа.
В технологии RSW используются два электрода из медного сплава в форме усеченного конуса/купола, чтобы сконцентрировать сварочный ток в фиксированной небольшой точке и одновременно сжать листы вместе без какого-либо смещения. Тонкие листы металлов, используемые в качестве заготовок, удерживаются вместе под давлением электродов. Толщина металлических листов обычно варьируется от 0,5 до 3 мм. Подача большого количества тока через пятно расплавит металл и сформирует сварной шов. RSW позволяет распределять большое количество энергии в определенное место за короткий период (примерно 10–100 миллисекунд). Это позволяет проводить сварку без перегрева остального металлического листа.
Сопротивление между электродами и между электродами и металлическими листами, а также амплитуда и продолжительность сварочного тока регулируют количество тепловой энергии, передаваемой на создаваемое пятно. Количество энергии выбирается в соответствии со свойствами материала листов, такими как теплопроводность, коэффициент теплового расширения, электропроводность и т. д. Применение слишком малой энергии не приведет к расплавлению локализованной области, и не будет достигнута достаточная прочность. Принимая во внимание, что применение слишком большого количества энергии приведет к расплавлению слишком большого количества металла, выбросу расплавленного материала и образованию пустоты, а не пятна [1]. На рис. 1 представлена схема процесса контактной точечной сварки.
д. Применение слишком малой энергии не приведет к расплавлению локализованной области, и не будет достигнута достаточная прочность. Принимая во внимание, что применение слишком большого количества энергии приведет к расплавлению слишком большого количества металла, выбросу расплавленного материала и образованию пустоты, а не пятна [1]. На рис. 1 представлена схема процесса контактной точечной сварки.
Рис. 1.
Схема контактной точечной сварки.
2.2 Используемая техника и оборудование
Как правило, процесс контактной сварки состоит из трех стадий: (a) электроды подносят к поверхности свариваемых металлических листов и прикладывают небольшое давление и (b) сварочный ток от электродов затем подается на очень короткое время, после чего ток отключается, но электроды поддерживают давление, позволяющее металлу сварного шва остыть и затвердеть. Применяемое время сварки обычно составляет от 0,01 до 0,8 с в зависимости от толщины металла, силы электрода и диаметра кончика электрода [2, 3].
Применяемое время сварки обычно составляет от 0,01 до 0,8 с в зависимости от толщины металла, силы электрода и диаметра кончика электрода [2, 3].
Установка для контактной точечной сварки в основном состоит из держателей инструментов и электродов из медного сплава. Держатели инструментов действуют как механизм, надежно удерживающий электроды на месте, а также поддерживающий шланги охлаждающей воды, которые используются для охлаждения электродов. Методы удержания инструмента, как правило, включают лопастные легкие, универсальные и обычные смещения. Электроды изготовлены из металлов с низким сопротивлением и высокой проводимостью, таких как медь, и изготавливаются в различных формах, таких как усеченный конус, купол, плоские формы, в зависимости от необходимого применения.
Металлические листы, подлежащие сварке, известны как заготовки и должны быть хорошим проводником электричества. Ширина металлических листов ограничена длиной горловины сварочного оборудования и обычно составляет от 5 до 50 дюймов (13–130 см). Толщина может варьироваться от 0,20 до 3 мм.
Толщина может варьироваться от 0,20 до 3 мм.
В случае RSW есть два критических компонента системы инструментов, характеристики которых оказывают существенное влияние на весь процесс: пистолет и его тип, а также размер и форма электрода. Пистолет типа C обычно используется в тех случаях, когда конструкция пистолета должна быть максимально жесткой из-за больших приложенных усилий. Эта конструкция обеспечивает большую жесткость и гибкость инструмента, а также коллинеарное движение электрода. Расположение X-типа, как и C-типа, обеспечивает минимальную жесткость, хотя доступное рабочее пространство значительно больше, чем у C-типа. В результате эта архитектура очень часто используется там, где обрабатываются оловянные и плоские объекты. Однако с точки зрения оснастки обеспечивается низкая гибкость, поскольку траектории движущихся электродов не коллинеарны, поэтому следует использовать наконечник электрода в форме купола.
Электроды, используемые при точечной сварке, также различаются по назначению. Для высокотемпературных применений используются электроды радиального типа, электроды с усеченным наконечником используются для высокого давления, электроды с эксцентриком для сварки углов, смещенные эксцентриковые наконечники для доступа к углам и узким местам и, наконец, усеченные со смещением в саму заготовку.
Для высокотемпературных применений используются электроды радиального типа, электроды с усеченным наконечником используются для высокого давления, электроды с эксцентриком для сварки углов, смещенные эксцентриковые наконечники для доступа к углам и узким местам и, наконец, усеченные со смещением в саму заготовку.
2.3 Особенности контактной точечной сварки
Контактная точечная сварка имеет тенденцию упрочнять материал во время приложения силы электрода, вызывая его деформацию. Это явление приводит к снижению усталостной прочности материалов и может привести к растяжению материала, а также к его отжигу. Различные дефекты точечной сварки включают внутреннее растрескивание, ликвационное растрескивание на внутренней части сварного шва и плохой внешний вид. Затронутые химические свойства включают внутреннее сопротивление металла и его коррозионные свойства.
Используемое время сварки очень короткое, что может привести к износу электродов — они не могут двигаться достаточно быстро, чтобы удерживать материал в зажатом состоянии. Во время первого импульса контакт электрода может не обеспечить хорошего сварного шва. Первый импульс размягчит металл. В промежутке между двумя импульсами электроды сблизятся и улучшат контакт. Кроме того, более высокий сварочный ток создает огромное магнитное поле, а при пересечении электрического тока и магнитного поля создается сильное магнитное силовое поле, которое заставляет расплавленный металл двигаться очень быстро, до 0,5 м/с. В результате быстрое движение расплавленного металла могло существенно изменить распределение тепловой энергии при точечной сварке. Для наблюдения за быстрым движением точечной сварки можно использовать высокоскоростную камеру [4, 5, 6].
Во время первого импульса контакт электрода может не обеспечить хорошего сварного шва. Первый импульс размягчит металл. В промежутке между двумя импульсами электроды сблизятся и улучшат контакт. Кроме того, более высокий сварочный ток создает огромное магнитное поле, а при пересечении электрического тока и магнитного поля создается сильное магнитное силовое поле, которое заставляет расплавленный металл двигаться очень быстро, до 0,5 м/с. В результате быстрое движение расплавленного металла могло существенно изменить распределение тепловой энергии при точечной сварке. Для наблюдения за быстрым движением точечной сварки можно использовать высокоскоростную камеру [4, 5, 6].
2.4 Источник питания
Базовая установка для точечной сварки состоит из источника питания, накопителя энергии (например, батареи конденсаторов), выключателя, сварочного трансформатора и сварочных электродов. Батарея конденсаторов действует как источник высоких уровней мгновенной мощности. Накопленная энергия сбрасывается в сварочный трансформатор при нажатии переключателя.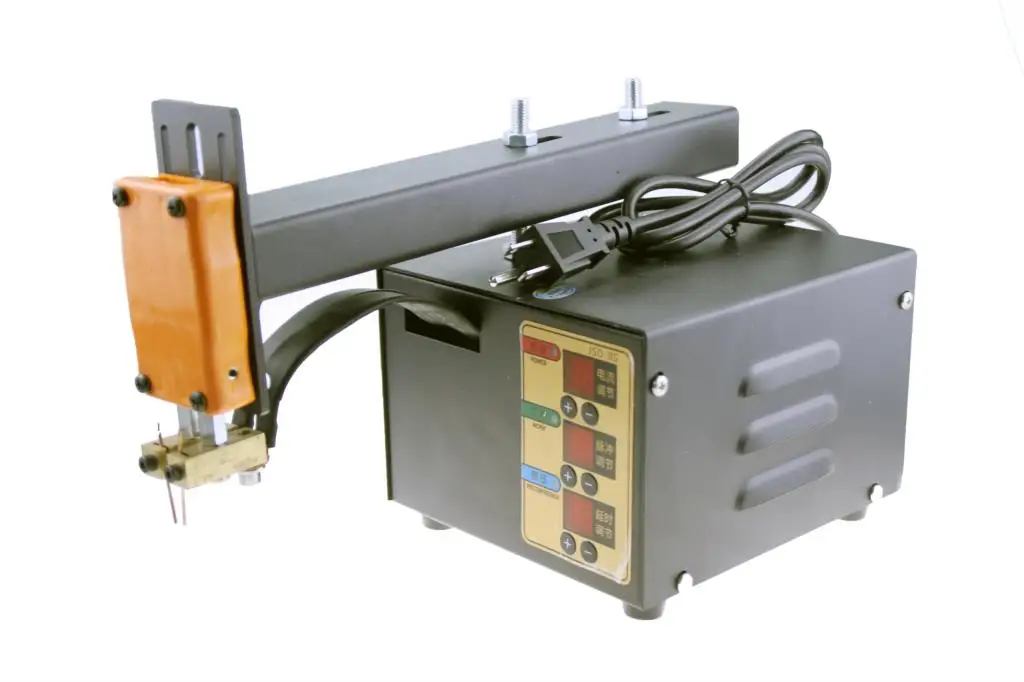 Затем этот трансформатор снижает напряжение при увеличении тока. Основная особенность трансформатора заключается в том, что он снижает количество электричества, которое может выдержать выключатель. Вторичная цепь трансформатора включает сварочный электрод. Также присутствует блок управления, который управляет переключателем, а также может контролировать напряжение или ток сварочного электрода.
Затем этот трансформатор снижает напряжение при увеличении тока. Основная особенность трансформатора заключается в том, что он снижает количество электричества, которое может выдержать выключатель. Вторичная цепь трансформатора включает сварочный электрод. Также присутствует блок управления, который управляет переключателем, а также может контролировать напряжение или ток сварочного электрода.
Большое количество сопротивлений создается в разных регионах, что делает сопротивление довольно сложным. Вторичная обмотка, кабели и сварочные электроды имеют свое сопротивление. Контактное сопротивление между сварочными электродами и заготовкой также имеет значение. Есть также сопротивление заготовок и сопротивление контакта заготовок. Поскольку поначалу контактные сопротивления обычно высоки, большая часть энергии тратится впустую. Тепло, создаваемое усилием зажима, смягчает и разглаживает материал на поверхности раздела электрод-материал, что приводит к лучшему контакту и снижению контактного сопротивления.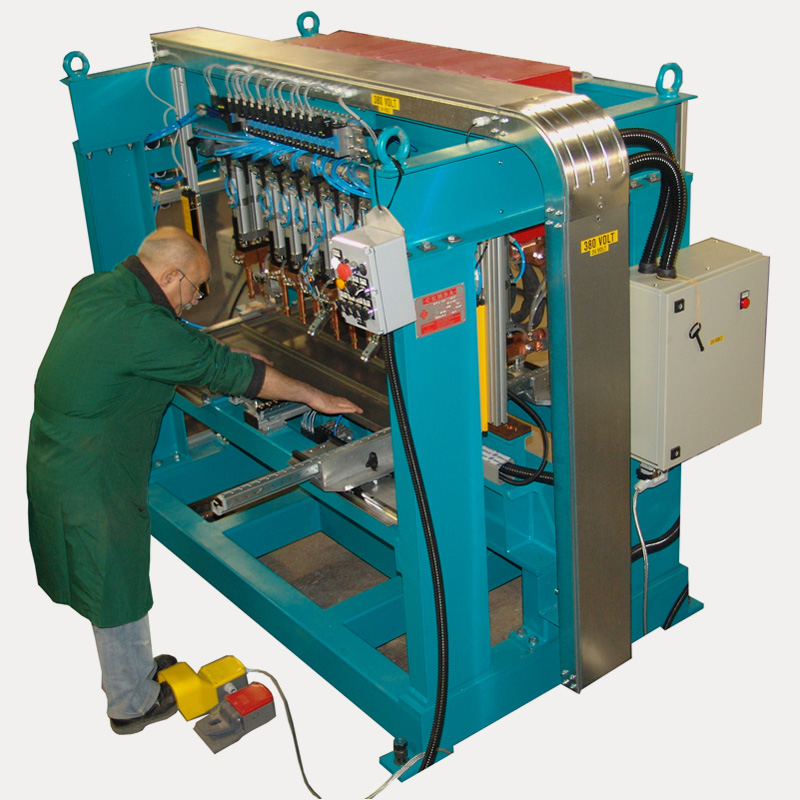 В результате в заготовку будет передаваться больше электрической энергии, а сопротивление перехода между двумя заготовками увеличится. Электроды и заготовка отводят тепло, поскольку электрическая энергия подается на сварной шов, и температура повышается. Наиболее важной потребностью является обеспечение достаточного количества энергии, чтобы расплавить часть материала в пятне, не расплавляя все пятно. Периметр пятна будет отводить значительное количество тепла и поддерживать более низкую температуру периметра из-за теплопроводности. Поскольку изнутри пятна отводится меньше тепла, оно плавится первым. При использовании значительного сварочного тока происходит расплавление всего пятна, материал выливается, а вместо сварного шва образуется отверстие.
В результате в заготовку будет передаваться больше электрической энергии, а сопротивление перехода между двумя заготовками увеличится. Электроды и заготовка отводят тепло, поскольку электрическая энергия подается на сварной шов, и температура повышается. Наиболее важной потребностью является обеспечение достаточного количества энергии, чтобы расплавить часть материала в пятне, не расплавляя все пятно. Периметр пятна будет отводить значительное количество тепла и поддерживать более низкую температуру периметра из-за теплопроводности. Поскольку изнутри пятна отводится меньше тепла, оно плавится первым. При использовании значительного сварочного тока происходит расплавление всего пятна, материал выливается, а вместо сварного шва образуется отверстие.
Рабочее напряжение, необходимое для сварки, зависит от сопротивления свариваемого материала, толщины листа и желаемого размера самородка. При сварке соединения внахлест толщиной 2 мм напряжение между электродами составляет всего около 1,5 В в начале сварки, но может упасть до 1 В в конце сварки.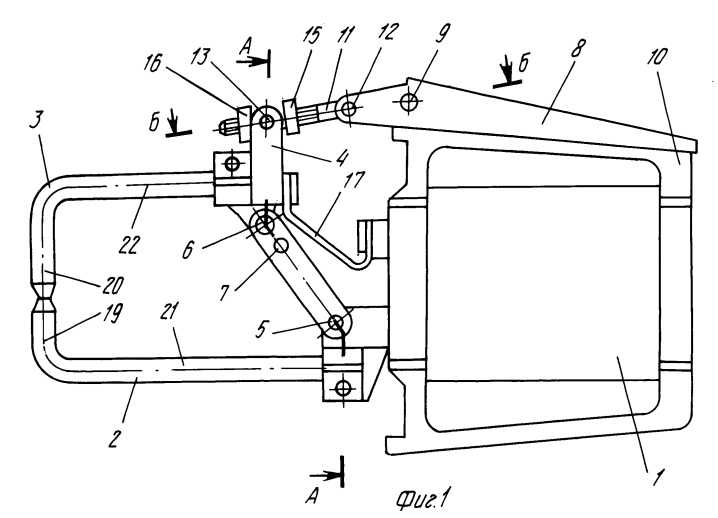 Это снижение напряжения связано с уменьшением сопротивления из-за плавления заготовки. Напряжение холостого хода от трансформатора выше, чем обычно, и составляет от 5 до 22 В.
Это снижение напряжения связано с уменьшением сопротивления из-за плавления заготовки. Напряжение холостого хода от трансформатора выше, чем обычно, и составляет от 5 до 22 В.
Реклама
3. Обзор литературы
3.1 Точечная сварка сопротивлением аналогичных и разнородных усовершенствованных высокопрочных сталей (AHSS)
Усовершенствованные высокопрочные стали (AHSS) обычно используются в конструкциях автомобильных кузовов в автомобильной промышленности из-за снижение массы автомобиля, высокие требования безопасности по прочности, хорошая коррозионная стойкость, повышенная ударопрочность [7, 8, 9, 10]. Многочисленные рассматриваемые AHSS представляют собой двухфазные (DP) стали, стали с пластичностью, вызванной превращением, стали с комплексной фазой и мартенситные стали. Пуранвари [11] исследовал переход режима разрушения от межфазного режима к режиму отрыва стали DP600 и низкоуглеродистой стали в условиях как растяжения-сдвига, так и поперечного растяжения. Они сообщили, что увеличение углеродного эквивалента снижает коэффициент пластичности. Ван и др. В работе [12] исследовано влияние объемной доли и морфологии мартенсита на динамические механические свойства трех листов из стали ДП (ДП600, ДП800 и ДП1000) и одного листа из стали МС (М1200). Они установили, что прирост предела прочности уменьшается с увеличением объемной доли мартенсита. В режиме разрушения преобладала ферритная пластическая деформация. На рис. 2 представлены полученные деформированные микроструктуры и отверстия на различных расстояниях от поверхности подложки при скоростях деформации 10 −3 с −1 и 10 3 с −1 .
Они сообщили, что увеличение углеродного эквивалента снижает коэффициент пластичности. Ван и др. В работе [12] исследовано влияние объемной доли и морфологии мартенсита на динамические механические свойства трех листов из стали ДП (ДП600, ДП800 и ДП1000) и одного листа из стали МС (М1200). Они установили, что прирост предела прочности уменьшается с увеличением объемной доли мартенсита. В режиме разрушения преобладала ферритная пластическая деформация. На рис. 2 представлены полученные деформированные микроструктуры и отверстия на различных расстояниях от поверхности подложки при скоростях деформации 10 −3 с −1 и 10 3 с −1 .
Рис. 2.
Деформированная микроструктура и отверстия на различных расстояниях от поверхности М1200 при скоростях деформации 10 −3 с −1 и 10 3 с −1 . (а) 0,1 мм (10 -3 с -1 ). (б) 0,3 мм (10 -3 с -1 ). (в) 0,5 мм (10 -3 с -1 ). (г) 0,1 мм (10 3 с −1 ). (д) 0,3 мм (10 3 с −1 ). (е) 0,5 мм (10 3 s −1 ) [12].
(а) 0,1 мм (10 -3 с -1 ). (б) 0,3 мм (10 -3 с -1 ). (в) 0,5 мм (10 -3 с -1 ). (г) 0,1 мм (10 3 с −1 ). (д) 0,3 мм (10 3 с −1 ). (е) 0,5 мм (10 3 s −1 ) [12].
Hayat и Sevim [13] провели точечную сварку соединений оцинкованной стали DP600 и обнаружили, что вязкость разрушения сварного соединения зависит от сварочного тока и времени сварки. Кроме того, вязкость разрушения при точечной сварке зависит не только от диаметра наггетсов, но и от толщины листа, разрывной силы растяжения, времени сварки и силы тока. Пал и Бховмик [14] исследовали характеристики RSW стали DP780 и обнаружили, что на максимальную несущую способность влияет характер разрушения, то есть межфазное разрушение характеризуется более низкой несущей способностью по сравнению с разрушением типа пробки и отверстия. Чжао и др. [15] выполнили RSW аналогичных соединений DP600 и пришли к выводу, что сила электрода оказывает очевидное влияние на размер сварного шва сварного соединения. И существует критическое электродное усилие, при котором размер очага сварного шва достигает своего максимального значения. Механические свойства улучшаются с увеличением сварочного тока и времени. Изменение влияния силы электрода на диаметр и скорость проникновения самородка, а также взаимосвязь между растягивающей сдвиговой нагрузкой и поглощенной энергией в зависимости от диаметра самородка показаны на рис. 3а и б.
И существует критическое электродное усилие, при котором размер очага сварного шва достигает своего максимального значения. Механические свойства улучшаются с увеличением сварочного тока и времени. Изменение влияния силы электрода на диаметр и скорость проникновения самородка, а также взаимосвязь между растягивающей сдвиговой нагрузкой и поглощенной энергией в зависимости от диаметра самородка показаны на рис. 3а и б.
Рис. 3.
(а) Влияние силы электрода на диаметр и скорость проникновения и (б) взаимосвязь между растягивающей сдвиговой нагрузкой, энергией и диаметром зерна [15].
Банерджи и др. [16] оценили усталостные характеристики стальных листов DP590, сваренных контактной точечной сваркой, и сообщили, что усталостная долговечность соединений зависит от размера наггетсов, чувствительности к надрезам, режима нагрузки и связанных с ними условий сдвига и номинального напряжения. В режимах высокой и средней нагрузки усталостные характеристики могут быть соотнесены с диаметром стержня, при этом более крупные стержни демонстрируют лучшие характеристики. Мэтлок и др. [17] изучили последние разработки в области AHSS для автомобильных применений. Ранние исследования двухфазной стали и стали TRIP в конце 1970-е и начало 1980-х превратились в основные идеи для этих прорывов. Контроль стабильности и объемной доли аустенита для производства высокопластичных сталей TRIP был отмечен как важный фактор в разработке нового AHSS третьего поколения. Хан и др. [18] провели исследование пригодности для контактной точечной сварки AHSS, таких как DP600, DP780, TRIP780 и 590R. В ходе исследования они обнаружили, что типичная микроструктура межкритической зоны термического влияния (ICHAZ) состоит из нерастворенного феррита и рассеянных мартенситных островков. Сталь TRIP показала некоторое количество остаточного аустенита в пределах ICHAZ. Кроме того, AHSS обеспечивает превосходную разрушающую нагрузку при растяжении по сравнению с HSLA.
В режимах высокой и средней нагрузки усталостные характеристики могут быть соотнесены с диаметром стержня, при этом более крупные стержни демонстрируют лучшие характеристики. Мэтлок и др. [17] изучили последние разработки в области AHSS для автомобильных применений. Ранние исследования двухфазной стали и стали TRIP в конце 1970-е и начало 1980-х превратились в основные идеи для этих прорывов. Контроль стабильности и объемной доли аустенита для производства высокопластичных сталей TRIP был отмечен как важный фактор в разработке нового AHSS третьего поколения. Хан и др. [18] провели исследование пригодности для контактной точечной сварки AHSS, таких как DP600, DP780, TRIP780 и 590R. В ходе исследования они обнаружили, что типичная микроструктура межкритической зоны термического влияния (ICHAZ) состоит из нерастворенного феррита и рассеянных мартенситных островков. Сталь TRIP показала некоторое количество остаточного аустенита в пределах ICHAZ. Кроме того, AHSS обеспечивает превосходную разрушающую нагрузку при растяжении по сравнению с HSLA. Во время испытаний на растяжение DP600 наблюдалось межфазное разрушение, в то время как для HSLA 59 возникали режимы отказа при вытягивании кнопки.0R, DP780 и TRIP780. Шоджаи и др. [19] исследовали механические свойства и поведение при разрушении соединений RSW в листах стали 980 и 1180 третьего поколения. Они пришли к выводу, что результаты испытаний на сдвиг при растяжении (TSS) показали, что сварные швы могут показывать режим IF и обладать высокой несущей способностью. Это говорит о том, что использование режима разрушения в качестве основного критерия для оценки испытаний на TSS является неточным и что несущая способность является лучшим показателем характеристик сварного соединения при сдвигающих нагрузках. На рис. 4 показаны карты микротвердости по Виккерсу по поперечному сечению сварного шва (а) 3G-9.Сталь 80, сваренная при 9,3 кА, и сталь 3Г-1180, сваренная при 9,1 кА. На рис. 4с показаны профили твердости, извлеченные из карт.
Во время испытаний на растяжение DP600 наблюдалось межфазное разрушение, в то время как для HSLA 59 возникали режимы отказа при вытягивании кнопки.0R, DP780 и TRIP780. Шоджаи и др. [19] исследовали механические свойства и поведение при разрушении соединений RSW в листах стали 980 и 1180 третьего поколения. Они пришли к выводу, что результаты испытаний на сдвиг при растяжении (TSS) показали, что сварные швы могут показывать режим IF и обладать высокой несущей способностью. Это говорит о том, что использование режима разрушения в качестве основного критерия для оценки испытаний на TSS является неточным и что несущая способность является лучшим показателем характеристик сварного соединения при сдвигающих нагрузках. На рис. 4 показаны карты микротвердости по Виккерсу по поперечному сечению сварного шва (а) 3G-9.Сталь 80, сваренная при 9,3 кА, и сталь 3Г-1180, сваренная при 9,1 кА. На рис. 4с показаны профили твердости, извлеченные из карт.
Рис. 4.
 org/1998/Math/MathML” xmlns:xlink=”http://www.w3.org/1999/xlink” xmlns:xsi=”http://www.w3.org/2001/XMLSchema-instance”> (а) Карты микротвердости по Виккерсу в поперечном сечении (а) 3G-980, сваренного при 9,3 кА, и (б) 3G-1180, сваренного при 9,1 кА. (в) Профили твердости, извлеченные из карт [19].
org/1998/Math/MathML” xmlns:xlink=”http://www.w3.org/1999/xlink” xmlns:xsi=”http://www.w3.org/2001/XMLSchema-instance”> (а) Карты микротвердости по Виккерсу в поперечном сечении (а) 3G-980, сваренного при 9,3 кА, и (б) 3G-1180, сваренного при 9,1 кА. (в) Профили твердости, извлеченные из карт [19].
3.2 Методы улучшения соединений RSW
Были разработаны многочисленные методы повышения прочности соединений точечной сваркой как однородных, так и разнородных металлов. Методы перечислены ниже:
3.2.1 Использование двойного импульсного тока
Soomro и Pedapati [20] изучили влияние второго импульсного тока на микроструктуру и механическое поведение стали RSW HSLA350 и пришли к выводу, что введение второго импульсного тока увеличивает способность поглощения энергии. и предел прочности при сдвиге сварного шва. Кроме того, наблюдались углубления сдвига с малой долей микротрещин по сравнению с гребнями разрыва с высокой долей микротрещин, наблюдаемыми в сварном шве с одним импульсом. Соомро и др. [21] выполняли как одноимпульсную, так и двухимпульсную сварку ДП59.0 и наблюдали максимальное улучшение пиковой нагрузки растяжения на 62% и энергии разрушения на 62,3% при сварке двойным импульсом по сравнению со сваркой одиночным импульсом. Кроме того, в размере сварного шва наблюдалось увеличение на 3,7 % при подводимой теплоте ( Q ) = 0,25 и на 13,8 % при Q = 1. Джахандиде и др. [22] исследовали влияние времени догрева и тока догрева на качество сварного шва стали САП50 и пришли к выводу, что время догрева снижает межфазные трещины, но с меньшей скоростью. Стадия догрева не оказывает существенного влияния на прочность сварных соединений при растяжении при сдвиге и характер разрушения при испытаниях внахлест при растяжении при сдвиге. На рис. 5а показаны твердость гранул и режимы разрушения при различных параметрах сварки, а на рис. 5б и с — типичные режимы разрушения.
Соомро и др. [21] выполняли как одноимпульсную, так и двухимпульсную сварку ДП59.0 и наблюдали максимальное улучшение пиковой нагрузки растяжения на 62% и энергии разрушения на 62,3% при сварке двойным импульсом по сравнению со сваркой одиночным импульсом. Кроме того, в размере сварного шва наблюдалось увеличение на 3,7 % при подводимой теплоте ( Q ) = 0,25 и на 13,8 % при Q = 1. Джахандиде и др. [22] исследовали влияние времени догрева и тока догрева на качество сварного шва стали САП50 и пришли к выводу, что время догрева снижает межфазные трещины, но с меньшей скоростью. Стадия догрева не оказывает существенного влияния на прочность сварных соединений при растяжении при сдвиге и характер разрушения при испытаниях внахлест при растяжении при сдвиге. На рис. 5а показаны твердость гранул и режимы разрушения при различных параметрах сварки, а на рис. 5б и с — типичные режимы разрушения.
Рис. 5.
 w3.org/1999/xlink” xmlns:xsi=”http://www.w3.org/2001/XMLSchema-instance”> (а) Твердость ядра и вид разрушения при различных послесварочных токах и временах, (б) типичный межфазный излом и (в) типичный излом при отрыве [22].
w3.org/1999/xlink” xmlns:xsi=”http://www.w3.org/2001/XMLSchema-instance”> (а) Твердость ядра и вид разрушения при различных послесварочных токах и временах, (б) типичный межфазный излом и (в) типичный излом при отрыве [22].
Эфтехаримилани и др. [23] исследовали влияние одиночного и двойного импульса УВР на микроструктуры AHSS. По словам исследователей, элементное распределение фосфора на кромке первичного сварного шва двойных импульсных сварных швов является более равномерным. Когда область нагревается до более высокой температуры, распределение улучшается (т.е. второй импульс тока равен первому по величине). Механические свойства также улучшились за счет двойного импульсного воздействия, а сварные швы, подвергнутые воздействию двух одинаковых импульсов тока, демонстрируют наивысшую максимальную прочность на поперечное растяжение и сопротивление сдвигу при растяжении, а также благоприятную вероятность разрушения пробки. Лю и др. [24] изучали влияние двухимпульсной УВР на механические свойства и процесс разрушения Q&P9. 80 стали. Они заметили, что мартенсит был преобладающей микроструктурой в сварном шве, и эта сталь была подвержена образованию ликвационных трещин. Кроме того, применение более высокого вторичного тока улучшило прочность на растяжение при сдвиге и режим разрушения, в то время как среднее значение увеличило прочность на поперечное растяжение и коэффициент пластичности. На Рисунке 6 показаны типичные формы разрушения в испытаниях TSS и соответствующие им поверхности разрушения и поперечные сечения.
80 стали. Они заметили, что мартенсит был преобладающей микроструктурой в сварном шве, и эта сталь была подвержена образованию ликвационных трещин. Кроме того, применение более высокого вторичного тока улучшило прочность на растяжение при сдвиге и режим разрушения, в то время как среднее значение увеличило прочность на поперечное растяжение и коэффициент пластичности. На Рисунке 6 показаны типичные формы разрушения в испытаниях TSS и соответствующие им поверхности разрушения и поперечные сечения.
Рис. 6.
Типичные виды разрушения при испытаниях на TSS: (а)–(е) – поверхности разрушения и сечения; (g)–(p) – увеличенные изображения, расположенные в точках (g)–(p) соответственно [24].
3.2.2 Использование промежуточных слоев
Ibrahim et al. [25] исследовали свариваемость листа A6061-T6 с SS304 с использованием сплава Al-Mg в качестве промежуточного слоя. Они пришли к выводу, что разнородные сварные швы Al/сталь с промежуточным слоем демонстрируют более высокое усилие сдвига при растяжении, чем швы без промежуточного слоя. Предел прочности при сдвиге и усталостная прочность разнородных сварных швов RSW Al/сталь были выше, чем у сварных швов FSSW, выполненных с использованием инструмента со спиральными канавками без зонда. Пробка, сдвиг и разрушение верхнего алюминиевого листа преобладали при высоких, средних и низких уровнях нагрузки соответственно. Чжан и др. В работе [26] проведена термокомпенсированная РУО сплава АА5052-х22 Al и сплава АЗ31Б Mg с использованием Zn в качестве прослойки. Добавление промежуточного слоя Zn между листами не влияет на свойства растяжения разнородных соединений Mg/Al, а растягивающее усилие сдвига сварного соединения было улучшено до 219N методом термокомпенсации, тогда как пиковая нагрузка соединений RSW из Mg/Al и межслойных соединений RSW из Mg/Al с Zn составляла всего 33 и 727 Н соответственно. Дас и др.
Они пришли к выводу, что разнородные сварные швы Al/сталь с промежуточным слоем демонстрируют более высокое усилие сдвига при растяжении, чем швы без промежуточного слоя. Предел прочности при сдвиге и усталостная прочность разнородных сварных швов RSW Al/сталь были выше, чем у сварных швов FSSW, выполненных с использованием инструмента со спиральными канавками без зонда. Пробка, сдвиг и разрушение верхнего алюминиевого листа преобладали при высоких, средних и низких уровнях нагрузки соответственно. Чжан и др. В работе [26] проведена термокомпенсированная РУО сплава АА5052-х22 Al и сплава АЗ31Б Mg с использованием Zn в качестве прослойки. Добавление промежуточного слоя Zn между листами не влияет на свойства растяжения разнородных соединений Mg/Al, а растягивающее усилие сдвига сварного соединения было улучшено до 219N методом термокомпенсации, тогда как пиковая нагрузка соединений RSW из Mg/Al и межслойных соединений RSW из Mg/Al с Zn составляла всего 33 и 727 Н соответственно. Дас и др. В работе [27] проведен РИО стали AISI-1008 на сплав Al-1100 с использованием покрытия из графеновых нанопластинок (ЗНЧ) в качестве прослойки. Они сообщили об увеличении прочности сварного шва примерно на 124% по одному из параметров сварки. Также наблюдалось увеличение твердости за счет взаимодействия различных механизмов упрочнения. Интерметаллические соединения (ИМС) Al-Fe, такие как FeAl 3 , Fe 2 Al 5 и Fe 4 Al 13 образовались в межфазной области Al/Fe, которые были хрупкими. На рис. 7a–d представлены графики зависимости нагрузки от смещения образцов без покрытия и образцов с покрытием GNP, а также процентное увеличение за счет добавления GNP.
В работе [27] проведен РИО стали AISI-1008 на сплав Al-1100 с использованием покрытия из графеновых нанопластинок (ЗНЧ) в качестве прослойки. Они сообщили об увеличении прочности сварного шва примерно на 124% по одному из параметров сварки. Также наблюдалось увеличение твердости за счет взаимодействия различных механизмов упрочнения. Интерметаллические соединения (ИМС) Al-Fe, такие как FeAl 3 , Fe 2 Al 5 и Fe 4 Al 13 образовались в межфазной области Al/Fe, которые были хрупкими. На рис. 7a–d представлены графики зависимости нагрузки от смещения образцов без покрытия и образцов с покрытием GNP, а также процентное увеличение за счет добавления GNP.
Рис. 7.
Графики зависимости нагрузки от растяжения (а) образцов без покрытия, (б) образцов с графеновым покрытием, обработанных при наилучших параметрах сварки, (в) энергии разрушения образцов и (г) процентного увеличения пиковая нагрузка при добавлении графена по сравнению с голыми образцами [27].
Пеннер и др. [28] исследовали влияние промежуточного слоя никеля с золотым покрытием на механическое и микроструктурное поведение разнородных точечных сварных швов сопротивлением Al-Mg. Они сообщили, что не было выполнено никаких соединений с использованием промежуточного слоя без покрытия Ni. Сварные швы, выполненные током 24 кА, имели среднюю пиковую нагрузку 4,69 кН, что составляло 88% от оптимизированных аналогичных сварных швов AZ31B. А образование ИМС Al-Mg было полностью подавлено с помощью промежуточного слоя никеля с золотым покрытием. Таким образом, никель с золотым покрытием представлял собой многообещающий подход в разнородных RSW. Сан и др. [29] проведены разнородные РИО сплавов АА5052 и АЗ31 с прослойкой из стали с оловянным покрытием. Они сообщили, что с помощью промежуточного слоя были достигнуты прочные соединения, и он достиг 88% от максимального значения аналогичных соединений AZ31 RSW. Толщина Al-Mg IMC уменьшилась, а также пустоты уменьшились из-за длительного времени спада и, возможно, также из-за высокой температуры кипения Sn. Дас и др. В работах [30, 31] изучалось влияние многостенных углеродных нанотрубок (МУНТ) на УРО соединений из стали AISI-1008. Они пришли к выводу, что увеличение прочности соединения примерно на 45% наблюдалось благодаря включению промежуточного слоя МУНТ. Энергия разрушения также увеличивается при увеличении сварочного тока и при использовании прослойки. Сан и др. В работе [32] проведен РВ разнородного сплава AZ31 Mg на алюминий АА5754 с технически чистым Ni в качестве прослойки. Они подытожили, что увеличение сварочного тока увеличило диаметр заготовки и, следовательно, прочность соединения увеличилась до 36 кА. Но дефекты, такие как трещины и пористость, образовавшиеся в межфазной области Mg/Ni, были чрезмерно высокими при 42 кА. Это привело к раннему разрушению на границе раздела Mg/Ni и снижению прочности соединения. На рис. 8a–e представлена схема образца при растяжении при сдвиге и поверхности разрушения, четко изображающая межфазный характер разрушения и выброса металла.
Дас и др. В работах [30, 31] изучалось влияние многостенных углеродных нанотрубок (МУНТ) на УРО соединений из стали AISI-1008. Они пришли к выводу, что увеличение прочности соединения примерно на 45% наблюдалось благодаря включению промежуточного слоя МУНТ. Энергия разрушения также увеличивается при увеличении сварочного тока и при использовании прослойки. Сан и др. В работе [32] проведен РВ разнородного сплава AZ31 Mg на алюминий АА5754 с технически чистым Ni в качестве прослойки. Они подытожили, что увеличение сварочного тока увеличило диаметр заготовки и, следовательно, прочность соединения увеличилась до 36 кА. Но дефекты, такие как трещины и пористость, образовавшиеся в межфазной области Mg/Ni, были чрезмерно высокими при 42 кА. Это привело к раннему разрушению на границе раздела Mg/Ni и снижению прочности соединения. На рис. 8a–e представлена схема образца при растяжении при сдвиге и поверхности разрушения, четко изображающая межфазный характер разрушения и выброса металла.
Рис.
 8.
8.(а) схема образца при сдвиге при растяжении и поверхности разрушения; поверхность разрушения самородка со стороны Ni (Al) и Mg при сварочном токе 32 кА (б) и (в) и 42 кА (г) и (д) [32].
Дас и др. [33] исследовали влияние нанопластинок графена на RSW аналогичных соединений из стали AISI-1008 и пришли к выводу, что наблюдалось повышение ~ 63% при параметре сварки. Исследования микротвердости также показали увеличение твердости при включении прослойки ЗНЧ, а также при увеличении сварочного тока.
Advertisement
4. Применение контактной точечной сварки
Контактная точечная сварка обычно используется при соединении определенных типов листового металла, сварной или неизолированной проволочной сетки. Более толстые листы труднее точечной сварки из-за более легкого отвода тепла в окружающий металл. Точечная сварка возможна с алюминиевыми сплавами, но их более высокая тепло- и электропроводность требуют больших сварочных токов. Это требует использования более крупных, мощных и более дорогих сварочных трансформаторов.
Точечная сварка возможна с алюминиевыми сплавами, но их более высокая тепло- и электропроводность требуют больших сварочных токов. Это требует использования более крупных, мощных и более дорогих сварочных трансформаторов.
Точечная сварка чаще всего используется в автомобилестроении, где она почти всегда используется для соединения листового металла автомобильных рам. Сварочные аппараты для точечной сварки также могут быть полностью автоматизированы, и многие промышленные роботы, установленные на сборочных линиях, являются аппаратами для точечной сварки.
Точечная сварка также используется в ортодонтических клиниках для изменения размера металлических «моляров», используемых в ортодонтии, с помощью небольшого оборудования для точечной сварки.
Для создания аккумуляторов точечная сварка также используется для присоединения ремешков к никель-кадмиевым, никель-металлогидридным или литий-ионным аккумуляторным элементам. Точечная сварка тонких никелевых полосок с клеммами аккумулятора соединяет элементы. Этот метод предотвращает перегрев батареи, который мог бы произойти, если бы использовалась традиционная пайка.
Этот метод предотвращает перегрев батареи, который мог бы произойти, если бы использовалась традиционная пайка.
Для точечной сварки необходимо соблюдать некоторые правила проектирования, например, соединительные поверхности должны быть свободны от загрязняющих веществ, таких как окалина, масло и грязь, чтобы обеспечить качество сварных швов.
Объявление
5. Модификации контактной точечной сварки
Разработан модифицированный вариант контактной точечной сварки, известный как рельефная сварка. Сварка локализуется при рельефной сварке с использованием выступов или выступов на одном или обоих соединяемых металлических листах. Тепло концентрируется на этих выступах, что позволяет сваривать более тяжелые детали или уменьшать расстояние между сварными швами. Выступы также можно использовать для позиционирования заготовок таким образом, чтобы они были сбалансированы. Шпильки, гайки и другие детали машин с резьбой часто приваривают к металлической пластине методом рельефной сварки. К нему обычно присоединяют перекрещенные провода и стержни. С помощью этой высокопроизводительной техники можно выполнить несколько выступающих швов путем соответствующего планирования и отсадки [34].
К нему обычно присоединяют перекрещенные провода и стержни. С помощью этой высокопроизводительной техники можно выполнить несколько выступающих швов путем соответствующего планирования и отсадки [34].
Реклама
6. Выводы
В этой главе речь шла о методе контактной точечной сварки, его различных принципах работы и применениях. Точечная контактная сварка применяется в основном для соединения тонких металлических листов и их сплавов. Также обсуждались трудности, связанные с соединением металлов с высокой теплопроводностью, таких как алюминий и магний. Используемый блок питания также обсуждался. Исследователи также обнаружили различные методы повышения прочности сварных соединений. Методы включали использование двухимпульсного сварочного тока и различных металлических или неметаллических прослоек. Кроме того, в этой главе была упомянута широкая область применения точечной сварки сопротивлением, а также модифицированный метод RSW, который представляет собой выступающую сварку.
Appendices and nomenclature
RSWresistance spot welding
GNPsgraphene nanoplatelets
MWCNTsmulti-walled carbon nanotubes
IMCsintermetallic compounds
AHSSadvanced high strength steels
DPdual-phase
HSLAhigh strength low alloy
TRIPПластичность, вызванная превращением
Q&PЗакалка и разделение
ICHAZМежкритическая зона термического влияния
Ссылки
- 1. Шумахер Б.В., Дилай В. Выборочное управление сваркой с адаптивным графиком. 1984
- 2. Пуранвари М., Хоррамифар М., Мараши С.П.Х. Точечная сварка ферритно-аустенитных нержавеющих сталей с разным сопротивлением: металлургические характеристики и характеристики разрушения. Наука и техника сварки и соединения. 2016;21:438-445. DOI: 10.1080/13621718.2015.1124491
- 3. Larsson H, Chamberlain A, Walin S, Schouri S, Nilsson L, Myrsell E, et al.
 Методы сварки электрических соединений в аккумуляторных системах. 2019
Методы сварки электрических соединений в аккумуляторных системах. 2019 - 4. Ли Ю.Б., Линь З.К., Шен К., Лай С.М. Численный анализ транспортных явлений в процессе контактной точечной сварки. Журнал производственных наук и инженерных транзакций ASME. 2011;133:1-8. DOI: 10.1115/1.4004319
- 5. Li YB, Lin ZQ, Hu SJ, Chen GL. Численный анализ динамики магнитной жидкости при контактной точечной сварке. Журнал прикладной физики. 2007; 101:053506-1 по 053506-10. DOI: 10.1063/1.2472279
- 6. Li Y, Wei Z, Li Y, Shen Q, Lin Z. Влияние угла конусности усеченного электрода на тепломассоперенос при контактной точечной сварке. Международный журнал тепло- и массообмена. 2013;65:400-408. DOI: 10.1016/j.ijheatmasstransfer.2013.06.012
- 7. Кляйнер М., Чатти С., Клаус А. Методы обработки металлов давлением для легких конструкций. Журнал технологии обработки материалов. 2006;177:2-7. DOI: 10.1016/j.
 jmatprotec.2006.04.085
jmatprotec.2006.04.085 - 8. Zhang XQ, Chen GL, Zhang YS. Особенности износа электродов при контактной точечной сварке двухфазных сталей. Материалы и дизайн. 2008;29:279-283. DOI: 10.1016/j.matdes.2006.10.025
- 9. Озтюрк Ф., Торос С., Килич С. Поведение при растяжении и пружинении усовершенствованной высокопрочной стали DP600 при высоких температурах. Журнал международных исследований железа и стали. 2009 г.;16:41-46. DOI: 10.1016/S1006-706X(10)60025-8
- 10. Ma C, Chen DL, Bhole SD, Boudreau G, Lee A, Biro E. Микроструктура и характеристики разрушения стали DP600, сваренной точечной сваркой. Материаловедение и инженерия А. 2008;485:334-346. DOI: 10.1016/j.msea.2007.08.010
- 11. Пуранвари М. Восприимчивость к межфазному разрушению в точечных швах с одинаковым и разным сопротивлением двухфазной стали DP600 и низкоуглеродистой стали в условиях поперечного растяжения и растяжения-сдвига.
 Материаловедение и инженерия А. 2012; 546:129-138. DOI: 10.1016/j.msea.2012.03.040
Материаловедение и инженерия А. 2012; 546:129-138. DOI: 10.1016/j.msea.2012.03.040 - 12. Wang W, Li M, He C, Wei X, Wang D, Du H. Экспериментальное исследование поведения при высокой скорости деформации высокопрочных двухфазных сталей 600–1000 МПа и Полностью мартенситные стали 1200 МПа. Материалы и дизайн. 2013;47:510-521. DOI: 10.1016/j.matdes.2012.12.068
- 13. Hayat F, Sevim I. Влияние параметров сварки на вязкость разрушения оцинкованных листов автомобильной стали DP600, сваренных контактной точечной сваркой. Международный журнал передовых производственных технологий. 2012;58:1043-1050. DOI: 10.1007/s00170-011-3428-x
- 14. Пал Т.К., Бхоумик К. Характеристики контактной точечной сварки и многоцикловая усталостная характеристика стального листа DP 780. Журнал материаловедения и производительности. 2012;21:280-285. DOI: 10.1007/s11665-011-9850-2
- 15. Zhao DW, Wang YX, Zhang L, Zhang P.
 Влияние силы электрода на микроструктуру и механическое поведение сварного соединения DP600 методом контактной точечной сварки. Материалы и дизайн. 2013;50:72-77. DOI: 10.1016/j.matdes.2013.02.016
Влияние силы электрода на микроструктуру и механическое поведение сварного соединения DP600 методом контактной точечной сварки. Материалы и дизайн. 2013;50:72-77. DOI: 10.1016/j.matdes.2013.02.016 - 16. Banerjee P, Sarkar R, Pal TK, Shome M. Влияние размера наггетсов и геометрии надреза на характеристики многоцикловой усталости точечной сварки сопротивлением DP590 стальных листов. Журнал технологии обработки материалов. 2016; 238:226-243. DOI: 10.1016/j.jmatprotec.2016.07.023
- 17. Мэтлок Д., Спир Дж., Де Мур Э., Гиббс П. Последние разработки в области передовых высокопрочных листовых сталей для автомобильных применений: обзор. Журнал инженерных наук и технологий. 2012;15:1-12
- 18. Хан М.И., Кунц М.Л., Биро Э., Чжоу Ю. Микроструктура и механические свойства усовершенствованных высокопрочных сталей, сваренных контактной точечной сваркой. Сделки с материалами. 2008;49: 1629-1637. DOI: 10.2320/matertrans.
 MRA2008031
MRA2008031 - 19. Shojaee M, Midawi ARH, Barber B, Ghassemi-Armaki H, Worswick M, Biro E. Механические свойства и поведение при разрушении усовершенствованных высокопрочных сталей третьего поколения, сваренных контактной точечной сваркой. Журнал производственных процессов. 2021;65:364-372. DOI: 10.1016/j.jmapro.2021.03.047
- 20. Soomro IA, Pedapati SR. Применение термообработки после сварки на месте с использованием технологии двойного импульса и ее влияние на микроструктуру и механические характеристики стали HSLA350, сваренной контактной точечной сваркой. Международный журнал передовых производственных технологий. 2019;105:3249-3260. DOI: 10.1007/s00170-019-04569-2
- 21. Soomro IA, Pedapati SR, Awang M. Оптимизация параметров импульса послесварочного отпуска для максимальной несущей способности и поглощения энергии разрушения в двухфазной (DP590) точечной сварке сопротивления стали. Материаловедение и инженерия А.
 2021;803:140713. DOI: 10.1016/j.msea.2020.140713
2021;803:140713. DOI: 10.1016/j.msea.2020.140713 - 22. Джахандиде А., Хамеди М., Мансурзаде С.А., Рахи А. Экспериментальное исследование влияния параметров последующего нагрева на контактную точечную сварку стали SAPh540. Наука и техника сварки и соединения. 2011;16:669-675. DOI: 10.1179/1362171811Y.0000000053
- 23. Eftekharimilani P, van der Aa EM, Hermans MJM, Richardson IM. Микроструктурная характеристика усовершенствованной высокопрочной стали, сваренной точечной сваркой двойным импульсным сопротивлением. Наука и техника сварки и соединения. 2017;22:545-554. DOI: 10.1080/13621718.2016.1274848
- 24. Liu XD, Xu YB, Misra RDK, Peng F, Wang Y, Du YB. Механические свойства при точечной сварке двойным импульсом сопротивления стали Q&P 980. Журнал технологии обработки материалов. 2019;263:186-197. DOI: 10.1016/j.jmatprotec.2018.08.018
- 25. Ibrahim I, Ito R, Kakiuchi T, Uematsu Y, Yun K, Matsuda C.
 Усталостное поведение точечных сварных швов с разным сопротивлением Al/сталь, изготовленных с использованием промежуточного слоя Al-Mg. Наука и техника сварки и соединения. 2016;21:223-233. DOI: 10.1179/1362171815Y.0000000086
Усталостное поведение точечных сварных швов с разным сопротивлением Al/сталь, изготовленных с использованием промежуточного слоя Al-Mg. Наука и техника сварки и соединения. 2016;21:223-233. DOI: 10.1179/1362171815Y.0000000086 - 26. Zhang Y, Luo Z, Li Y, Liu Z, Huang Z. Характеристика микроструктуры и свойства при растяжении разнородных соединений Mg/Al, изготовленных методом термокомпенсированной контактной точечной сварки с промежуточным слоем Zn. Материалы и дизайн. 2015;75:166-173. DOI: 10.1016/j.matdes.2015.03.030
- 27. Дас Т., Дас Р., Пол Дж. Точечная контактная сварка разнородных соединений внахлестку стали AISI-1008/сплава Al-1100 с промежуточным слоем графена. Журнал производственных процессов. 2020;53:260-274. DOI: 10.1016/j.jmapro.2020.02.032
- 28. Penner P, Liu L, Gerlich A, Zhou Y. Исследование возможности контактной точечной сварки разнородных комбинаций Al/Mg с промежуточными слоями на основе Ni.
 Наука и техника сварки и соединения. 2013;18:541-550. DOI: 10.1179/1362171813Y.0000000129
Наука и техника сварки и соединения. 2013;18:541-550. DOI: 10.1179/1362171813Y.0000000129 - 29. Сунь М., Никнежад С.Т., Гао Х., Ву Л., Чжоу Ю. Механические свойства точечных сварных швов с разным сопротивлением алюминия и магния с прослойкой из стали с оловянным покрытием. Материалы и дизайн. 2016;91:331-339. DOI: 10.1016/j.matdes.2015.11.121
- 30. Das T, Rawal S, Panda SK, Paul J. Точечная контактная сварка соединений стали AISI-1008 с промежуточным слоем покрытия MWCNT. Материалы и производственные процессы. 2021;36:448-456. DOI: 10.1080/10426914.2020.1843667
- 31. Das T, Panda SK, Paul J. Микроструктура и механические свойства соединений внахлестку, сваренных контактной точечной сваркой из стали AISI-1008 с использованием многостенных углеродных нанотрубок в качестве прослойки. Журнал материаловедения и производительности. 2021;30:3333-3341. DOI: 10.1007/s11665-021-05687-3
- 32.
 Sun M, Niknejad ST, Zhang G, Lee MK, Wu L, Zhou Y. Микроструктура и механические свойства точечной сварки сопротивлением AZ31/AA5754 с использованием промежуточного слоя никеля. Материалы и дизайн. 2015;87:905-913. DOI: 10.1016/j.matdes.2015.08.097
Sun M, Niknejad ST, Zhang G, Lee MK, Wu L, Zhou Y. Микроструктура и механические свойства точечной сварки сопротивлением AZ31/AA5754 с использованием промежуточного слоя никеля. Материалы и дизайн. 2015;87:905-913. DOI: 10.1016/j.matdes.2015.08.097 - 33. Das T, Sahoo B, Kumar P, Paul J. Влияние промежуточного слоя графена на сварные соединения стали AISI-1008 методом контактной точечной сварки. Материаловедение Экспресс. 2019;6:0865c3
- 34. Zhang X, Yao F, Ren Z, Yu H. Влияние сварочного тока на формирование шва, микроструктуру и механические свойства при контактной точечной сварке CR59Двухфазная оцинкованная сталь 0T/340Y. Материалы (Базель). 2018;11:2310. Doi: 10.3390/ma11112310
Разделы
Информация о авторе
- 1. Введение
- 2. ПРИНЦИПЛИ ПРОТИВОЙ СВОБОДА
- 3.
 Литературная обзор
Литературная обзор - 4.Pplations of Spotding
- 3. Литературная обзора
- 4.Pplations of Spotding
- 3. Литература
- 4. точечная сварка
- 6.Выводы
Ссылки
Реклама
Автор
Das Tanmoy
Опубликовано: 23 января 2022 г. Пересмотрено: 10 февраля 2022 г. Опубликовано: 23 июня 2022 г.
СКАЧАТЬ БЕСПЛАТНО © 2022 Автор(ы). Лицензиат IntechOpen. Эта глава распространяется в соответствии с условиями лицензии Creative Commons Attribution 3.0, которая разрешает неограниченное использование, распространение и воспроизведение на любом носителе при условии надлежащего цитирования оригинальной работы.
Что такое точечная сварка? – Определение, как это работает
Что такое точечная сварка?Точечная сварка (также известная как контактная точечная сварка) — это процесс контактной сварки. Этот процесс сварки используется в основном для сварки двух или более металлических листов вместе путем приложения давления и тепла от электрического тока к области сварки.
Он работает путем контакта электродов из медного сплава с поверхностями листа, при этом применяется давление и электрический ток, а тепло генерируется за счет прохождения тока через резистивные материалы, такие как низкоуглеродистая сталь.
Как работает точечная сварка?Форма контактной сварки, точечная сварка — один из старейших сварочных процессов, при котором два или более листа металла свариваются вместе без использования какого-либо присадочного материала.
Процесс включает приложение давления и тепла к зоне сварки с использованием формованных электродов из сплава меди, которые пропускают электрический ток через свариваемые детали. Материал плавится, сплавляя части вместе, после чего ток отключается, поддерживается давление электродов, и расплавленный «самородок» затвердевает, образуя соединение.
Материал плавится, сплавляя части вместе, после чего ток отключается, поддерживается давление электродов, и расплавленный «самородок» затвердевает, образуя соединение.
Сварочное тепло генерируется электрическим током, который передается на заготовку через электроды из медного сплава. Медь используется для электродов, так как она имеет высокую теплопроводность и низкое электрическое сопротивление по сравнению с большинством других металлов, что обеспечивает выделение тепла преимущественно в заготовках, а не в электродах.
Количество тепла зависит от теплопроводности и электрического сопротивления металла, а также от времени подачи тока. Это тепло может быть выражено уравнением:
Q = I2Rt
В этом уравнении «Q» — тепловая энергия, «I» — ток, «R» — электрическое сопротивление, а «t» — время, в течение которого подается ток.
Точечная сварка Материалы, подходящие для точечной сварки Благодаря более низкой теплопроводности и более высокому электрическому сопротивлению сталь сравнительно легко поддается точечной сварке, при этом низкоуглеродистая сталь больше всего подходит для точечной сварки. Однако стали с высоким содержанием углерода (углеродный эквивалент > 0,4 мас.%) склонны к плохой вязкости разрушения или растрескиванию в сварных швах, поскольку они имеют тенденцию образовывать твердые и хрупкие микроструктуры.
Однако стали с высоким содержанием углерода (углеродный эквивалент > 0,4 мас.%) склонны к плохой вязкости разрушения или растрескиванию в сварных швах, поскольку они имеют тенденцию образовывать твердые и хрупкие микроструктуры.
Для сварки оцинкованной стали (оцинкованной) требуется немного более высокий сварочный ток, чем для стали без покрытия. Кроме того, при использовании цинковых сплавов медные электроды быстро портят поверхность и приводят к ухудшению качества сварного шва. При точечной сварке оцинкованных сталей необходимо либо часто менять электроды, либо «зачищать» поверхность кончика электрода, когда резак удаляет загрязненный материал, обнажая чистую медную поверхность, и изменяет форму электрода.
Другие материалы, обычно свариваемые точечной сваркой, включают нержавеющие стали (в частности, аустенитные и ферритные марки), никелевые сплавы и титан.
Хотя алюминий имеет теплопроводность и электрическое сопротивление, близкие к медным, температура плавления алюминия ниже, что означает возможность сварки. Однако из-за его низкого сопротивления при сварке алюминия необходимо использовать очень высокие уровни тока (порядка в два-три раза выше, чем для стали эквивалентной толщины).
Однако из-за его низкого сопротивления при сварке алюминия необходимо использовать очень высокие уровни тока (порядка в два-три раза выше, чем для стали эквивалентной толщины).
Кроме того, алюминий разрушает поверхность медных электродов в пределах очень небольшого количества сварных швов, что означает, что добиться стабильной высококачественной сварки очень сложно. По этой причине в настоящее время в промышленности встречаются только специальные области применения точечной сварки алюминия. Появляются различные новые технологические разработки, помогающие обеспечить стабильную высококачественную точечную сварку алюминия.
Медь и ее сплавы также могут быть соединены контактной точечной сваркой, хотя точечная сварка меди не может быть легко достигнута с помощью обычных электродов для точечной сварки из медного сплава, поскольку выделение тепла электродами и заготовкой очень похоже.
Решение проблемы сварки меди состоит в использовании электрода из сплава с высоким электрическим сопротивлением и температурой плавления, значительно превышающей температуру плавления меди (намного выше 1080°C). Электродные материалы, обычно используемые для точечной сварки меди, включают молибден и вольфрам.
Электродные материалы, обычно используемые для точечной сварки меди, включают молибден и вольфрам.
Точечная сварка применяется в ряде отраслей, включая автомобильную, аэрокосмическую, железнодорожную, бытовую технику, металлическую мебель, электронику, медицинское строительство и строительство.
Учитывая легкость автоматизации точечной сварки в сочетании с роботами и манипуляционными системами, это наиболее распространенный процесс соединения на производственных линиях большого объема и, в частности, был основным процессом соединения при изготовлении стальных вагонов на протяжении более 100 лет. годы.
Часто задаваемые вопросы.
Что такое точечная сварка?
Точечная сварка представляет собой тип контактной сварки электрическим током, при котором сопротивление используется для сварки двух или более металлических листов вместе с использованием давления и тепла на свариваемую деталь. В процессе точечной сварки используются два электрода из медного сплава, чтобы сосредоточить сварочный ток на небольшой площади и скрепить листы.
В процессе точечной сварки используются два электрода из медного сплава, чтобы сосредоточить сварочный ток на небольшой площади и скрепить листы.
Для чего используется точечная сварка?
Точечная сварка (также известная как контактная точечная сварка) представляет собой процесс контактной сварки. Этот процесс сварки используется в основном для сварки двух или более металлических листов вместе путем приложения давления и тепла от электрического тока к области сварки.
Легко ли точечная сварка?
Точечная сварка является одной из самых ранних процедур сварки, она очень хорошо известна и проста в выполнении даже для начинающих сварщиков. Процедура полностью определена и легко применима к большому количеству тонких металлов, таких как нержавеющая сталь, никелевые сплавы и титан.
Насколько прочна точечная сварка?
Этот сварной шов имеет прочность на сдвиг 1100 фунтов. (499,5 кг) меньше, чем у сварного шва с полным проплавлением. Для точечной сварки с полным проплавлением на листе данной толщины площадь поверхности раздела будет в значительной степени зависеть от защитного газа и напряжения дуги.![]()
Какой толщины можно выполнять точечную сварку?
Точечная сварка в основном используется для соединения деталей толщиной до 3 мм. Толщина свариваемых деталей должна быть одинаковой или соотношение толщин должно быть менее 3:1. Прочность соединения зависит от количества и размеров сварных швов. Диаметр точечной сварки варьируется от 3 мм до 12,5 мм.
Аппараты для точечной сварки используют переменный или постоянный ток?
AC более надежен, имеет более длительный срок службы и лучше знаком со многими объектами. Если вы используете прессовые сварочные аппараты, мощность не является проблемой, и работа с обычными стандартами качества переменного тока является хорошим выбором.
Можно ли выполнять точечную сварку с помощью MIG?
Использование комплекта для точечной сварки MIG от Eastwood — это лучший способ выполнить сварку точечной сваркой в заводских условиях в домашних условиях, используя только сварочный аппарат MIG. Этот комплект сэкономит вам время и деньги, позволяя завершить этот проект в дороге.
Каковы недостатки точечной сварки?
Недостатки точечной сварки:
- Точно и эффективно можно сваривать только тонкие металлы.
- Стоимость рассрочки больше.
- Этот тип сварки деформируется.
- Изменения в электропитании приводят к слабой сварке.
Что такое сварочный аппарат TAC?
Прихваточные швы используются для удержания двух металлических деталей на месте, готовых к окончательной сварке, так же, как портной может использовать булавки, чтобы скрепить два куска материала перед сшиванием. Эти сварные швы обеспечивают правильное и жесткое выравнивание заготовок, усиливая или даже исключая использование приспособлений.
Какие металлы нельзя точечной сварке?
Большинство обычных металлов легко поддаются точечной сварке. Основными исключениями являются серебро, медь, свинец и цинк.
В чем разница между дуговой сваркой и точечной сваркой?
При дуговой сварке используется искра для расплавления основного металла и присадочного стержня, а при точечной сварке используется электрическое сопротивление основного металла для нагрева и сплавления деталей. Дуговые сварщики проникают глубоко, а точечные сварщики лучше всего использовать для тонких листов металла.
Дуговые сварщики проникают глубоко, а точечные сварщики лучше всего использовать для тонких листов металла.
Насколько сильно нагревается аппарат для точечной сварки?
Сварочный ток и время используются для доведения металла до температуры сварки (2550 градусов по Фаренгейту).
Как выполнить точечную сварку с помощью сварочного аппарата?
Можно ли точечной сваркой алюминия со сталью?
Алюминиевые сплавы относительно легко соединяются со сталью с использованием таких методов, как склеивание, механические крепления или пайка, но когда требуется превосходная структурная целостность, предпочтение отдается сварке. Однако сварка алюминиевых сплавов со сталью затруднена.
Какой самый толстый металл можно точечной сваркой?
Для сварки этих материалов требуется высокий уровень электрического тока и более длительное время сварки, в отличие от сварки стали. Другим фактором является неподходящая толщина сварочных материалов. Точечная сварка требует использования материалов толщиной близкой к 3 мм.
Сколько вольт необходимо для точечной сварки?
Напряжение холостого хода от трансформатора выше, чем это, обычно в диапазоне от 5 до 22 вольт. Сопротивление места сварки изменяется по мере его течения и разжижения. Современное сварочное оборудование может контролировать и корректировать сварку в режиме реального времени, чтобы обеспечить стабильное качество сварки.
Какой вид тока используется при точечной сварке?
Точечная сварка широко используется в автомобильной промышленности для эффективного соединения металлических листов (35). Классифицируемая как сварка сопротивлением, точечная сварка действует путем выделения тепла с использованием сильного тока, примерно 1000–100 000 А.
Почему при точечной сварке используется переменный ток?
Переменный ток оказался наиболее подходящим для контактной сварки, так как он может обеспечить любую желаемую комбинацию тока и напряжения с помощью подходящего трансформатора. Во избежание деформации поверхности нельзя допускать перегрева участка металла, примыкающего к сварному шву или стыку.
В чем разница между сваркой электрозаклепкой и точечной сваркой?
Настоящая точечная сварка — это когда две панели скрепляются вместе и соединяются с помощью электрического тока, чтобы сплавить их вместе. Розеточный или пробковый шов — это когда вы просверливаете отверстие в верхнем слое, сжимаете две панели вместе и заполняете отверстие; соединение двух панелей вместе.
Как получить хороший точечный шов?
Каковы два практических преимущества точечной сварки?
Точечная сварка выполняется быстро и легко. Нет необходимости использовать какие-либо флюсы или присадочный металл для создания соединения точечной сваркой, а также отсутствует опасное открытое пламя. Точечная сварка может быть выполнена без каких-либо специальных навыков. Автоматизированные машины могут выполнять точечную сварку на заводах, чтобы ускорить производство.
Что такое щелевой шов?
Щелевой сварной шов соединяет поверхность куска материала с другим куском через продолговатое отверстие. Отверстие может быть открытым с одной стороны и может быть частично или полностью заполнено сварочным материалом.
Что такое сварка внахлестку?
Сварка внахлестку представляет собой модифицированную версию стыкового соединения. Они образуются, когда два куска металла помещаются внахлест друг на друга. Чаще всего они используются для соединения двух деталей разной толщины. Сварные швы могут быть выполнены с одной или с двух сторон.
Могу ли я использовать дуговую сварку в качестве точечной сварки?
Основные металлы различных размеров могут быть соединены дуговой сваркой. Точечная сварка может использоваться только для сварки листового металла толщиной менее или около 3 мм. Соединение металлов с помощью дуговой сварки – трудоемкий процесс. Точечная сварка сопротивлением может быть выполнена в течение нескольких минут.
Как изобразить на чертеже точечную сварку?
Символ точечной сварки представляет собой просто круг, который может располагаться выше, ниже или по центру контрольной линии. Когда символ находится в центре опорной линии, это указывает на отсутствие побочного значения.
Сколько существует видов точечной сварки?
Типы: 1. Аппарат «пьедестал» 2. Стыковая сварка сопротивлением или сварка с осадкой 3. Стыковая сварка оплавлением
В чем разница между MIG и точечной сваркой?
При сварке MIG используется отдельный кусок присадочного металла, который подается в сварной шов. Этот наполнитель расплавляется электрической дугой, которая затем соединяется с основным металлом, образуя сварной шов. При точечной сварке в качестве присадочного металла используется сам материал. Два куска металла нагреваются, а затем прижимаются друг к другу, образуя сварной шов.
Металл какой толщины может сваривать точечная сварка?
Почти все спортивные сварщики используют медные электроды из-за естественной электропроводности меди. Этот процесс можно использовать для большинства типов металла, и единственным реальным ограничением является толщина области, где вам нужно выполнить сварку, поскольку она может составлять от 0,02 дюйма до 0,118 дюйма.
Работа точечной сварки | Его преимущества и недостатки
Что такое точечная сварка?Точечная сварка может называться Точечная сварка сопротивлением; это тип сварки сопротивлением, который используется для соединения тонколистового металла. В отличие от дуговой сварки, для ее работы не используются дуга, металлический электрод и электрододержатель; вместо этого он будет работать исключительно на , давлении и , электричестве .
Как следует из названия, контактная точечная сварка будет использоваться для соединения листового металла в небольших точках (или сварных швах). применения точечной сварки являются крупными и важными в тяжелом производстве.
Наряду с точечной сваркой необходимо прочитать о контактной сварке. Итак, про контактную сварку читайте здесь .
Содержание
Детали точечной сварки: Точечная сварка сопротивлением работает с использованием электричества, поэтому она состоит из электрических частей и механических частей. Части точечной сварки следующие.
- Медные электроды: Медные электроды используются для сварки листового металла, они действуют как проводники тока.
- Понижающий трансформатор: Понижающий трансформатор помогает питать машину контактной точечной сварки.
- Ручная педаль: Для этой сварки необходимо приложить давление к листовым металлам, поэтому ручная педаль будет соединена с электродами каким-либо механизмом.
- Охлаждающая жидкость: Охлаждающая жидкость, такая как вода, используется для охлаждения нагретых электродов после операции сварки.
Шаг 1: Поскольку удельное сопротивление меди меньше, а проводимость больше, медные электроды выбираются для сварки заготовки. Ток пропускают через два медных электрода, а заготовку помещают между ними.
Шаг 2: Педаль используется для приведения двух электродов в контакт, тогда как; заготовка находится между обоими электродами, сила прикладывается к заготовке электродами.
Шаг 3: Приложенное давление и ток, протекающий по проводникам, ослабят пятно и соединят две заготовки.
После завершения операции электроды для контактной точечной сварки охлаждаются охлаждающей жидкостью, такой как вода.
Материалы, используемые для контактной точечной сварки:Поскольку процесс зависит от сопротивления тока, контактная точечная сварка ограничивается несколькими металлами. Они следующие.
- Сталь или нержавеющая сталь и несколько ее типов
- Алюминий
- Цинк
Мы можем сваривать сплавы вышеуказанных металлов, тогда как; он также может соединяться с разнородными металлами . Преимущества точечной сварки0026 и газы для соединения металлических деталей.
Недостатки этого типа контактной сварки следующие:
- Точечная сварка сопротивлением не может использоваться для сварки деталей толщиной .
- Мы не можем использовать охлаждающие жидкости в других процессах сварки, как мы делаем в этом типе сварки.
- Сварной шов будет нарушен или не , если не будет достигнуто допустимое давление на заготовку.
- Если давление или ток превышены , то место сварки будет выглядеть черным и некрасивым.

Применение точечной сварки
- Точечная сварка сопротивлением Точечная сварка сопротивлением используется для соединения тонких металлических листов , поэтому применение этого типа сварки является основным 9048 котел, резервуары производственные поля.
- Применение этого типа сварки можно увидеть в Automotive Industries .
- Точечная сварка сопротивлением также используется в Aerospace Industries .
- Мы даже можем найти применение процесса точечной сварки в области Ортодонтия (область стоматологии или изучение зубов).
Листовой металл тонкий и не обладает такой прочностью, как чугун и сталь, дуговая и газовая сварка не подходят для сварки листового металла. В этом сценарии точечная сварка вышла на поле и показала свою значимость.
Точечная сварка сопротивлением представляет собой неразъемный процесс соединения и не требует использования каких-либо специальных электродов или присадочных металлов для соединения заготовок, именно это делает точечную сварку сопротивлением уникальной по сравнению с другими. Мы не можем сравнивать точечную сварку с другими видами сварки (такими как дуговая сварка, газовая сварка), потому что каждый вид имеет свое значение и роль по-своему.
Дуговая сварка и точечная сварка: в чем разница?
Все мы слышали о сварке — так люди склеивают куски металла. Существует множество технических названий для различных видов сварки; они имеют тенденцию работать вместе. Двумя наиболее обсуждаемыми стилями сварки являются дуговая сварка и точечная сварка. Какая разница между двумя? Дуговая и точечная сварка так сильно отличаются?
В чем разница между дуговой сваркой и точечной сваркой? Дуговая сварка использует электрическую дугу — большую искру — для нагрева и сплавления металла, включая присадочный металл. Точечная сварка использует электрическое сопротивление — протекание тока — для соединения деталей без наполнителя.
Иными словами, дуговая сварка подобна молнии, а точечная сварка подобна электрической плитке. Различные способы нагрева металла дают каждому процессу сильные и слабые стороны, которые подходят для разных ситуаций. Давайте более подробно рассмотрим каждый процесс сварки, чтобы понять, как он работает, что он может, а что нет.
СОДЕРЖАНИЕ СОДЕРЖАНИЕ
Два типа сварки
Вот сводка из двух типов сварки:
| Элемент | ARC WELDIN | Электричество – сопротивление |
|---|---|---|
| Присадочный стержень | Соответствует основному металлу | Нет |
| Требуется экранирование? | Да, флюс или газ | № |
| Длина сварного шва | определено пользователем | Маленькие пятна |
| Толщина металла | . среднее | |
| Время сварки | Определяется пользователем и мощностью машины | Менее одной секунды |
| Лучшее для | Изготовление оборудования вручную | Быстрые, воспроизводимые сварные швы листового металла |
| Защитное оборудование | Сварочная маска, сварочные перчатки, огнеупорная одежда | Базовая безопасность в цеху – защитные очки и (возможно) перчатки |
Что такое сварка?
Сварка — это процесс соединения металлических деталей путем плавления их под действием тепла. Сварщики плавят металл, в результате чего два куска сплавляются вместе. Это все равно, что положить пару частично растаявших кубиков льда в чашке обратно в морозильник.
Через пару часов у вас будет один кусок кускового льда вместо двух. Дуговая и точечная сварка используют электричество для нагрева металла, в результате чего часть двух частей плавится, сливается и сплавляется.
На протяжении многих лет люди использовали различные методы нагрева металла для сварки. Сварочные процессы с использованием электричества стали популярными, поскольку они безопасны, эффективны и просты в использовании.
Электрические розетки есть почти везде, и электричество не грозит сжечь ваш магазин, если вы им неправильно воспользуетесь. Дуговая и точечная сварка используют электричество; это практически единственное их сходство.
Связанное чтение: Сварщики хорошо зарабатывают? | Самые высокооплачиваемые сварочные работы
Дуговая сварка
При дуговой сварке электрический ток проходит через электрод, по воздуху в виде искры, через металлическую заготовку и обратно к сварочному аппарату.
Искра создает невероятное тепло, которое плавит как основной металл проекта, так и присадочный стержень . Расплавленный металл из заготовок и присадочной проволоки смешивается, охлаждается и затвердевает в единое целое.
Сильный нагрев дуги может вызвать вредные химические реакции в металле. Газы в воздухе, особенно кислород и водород в воде, вступают в реакцию с горячей сварочной ванной, в результате чего сварной шов становится хрупким или даже растрескивается.
Чтобы предотвратить это, в процессах дуговой сварки используется некоторая форма экрана, который защищает сварной шов, пока он находится в расплавленном состоянии. Самая большая разница между процессами дуговой сварки заключается в способе защиты сварного шва.
Связанное чтение: 5 основных преимуществ дуговой сварки по сравнению с газовой сваркой
Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
Примечание. Мы начинаем эти разделы с официального названия, присвоенного методу сварки Американским обществом сварщиков. Это группа, которая устанавливает стандарты и спецификации для профессионалов в области сварки. После того, как формальное имя убрано, мы используем наиболее распространенное имя для процесса.
SMAW — это тип сварки, с которым вы, вероятно, знакомы лучше всего. Ее также называют «сварка стержнем» и «дуговая сварка». Эти сварщики используют полоску присадочного металла, покрытую флюсом. Флюс представляет собой комбинацию химических веществ, которые сгорают при зажигании дуги, образуя газы, защищающие сварной шов.
Пример электродуговой сварки защитным металлом SMAWНекоторые типы электродов также образуют шлак – твердое покрытие на сварном шве, защищающее валик. После завершения сварки шлак должен быть сколот. Это не имеет большого значения для небольших проектов, но может стать проблемой, если вы свариваете часами.
Аппараты для сварки электродом недороги, универсальны и работают на открытом воздухе так же, как и в помещении. Сварочные аппараты также справляются со ржавчиной, коррозией и грязным металлом лучше, чем другие сварочные аппараты . Это делает сварку стержнем любимцем фермеров, механиков и других людей, занимающихся ремонтом старых машин.
Сварка SMAW имеет некоторые недостатки. Научиться этому может быть сложно — сварщики шутят, что это называется сварка «стержнем» из-за того, как часто электрод приваривается к заготовке.
Сварные швы имеют тенденцию быть менее привлекательными, чем другие методы. Наконец, сварка SMAW лучше всего работает с железом и сталью. Возможность сварки алюминия, нержавеющей стали и более экзотических металлов ограничена аппаратами для сварки электродом.
Дуговая сварка металлическим газом (GMAW)
Дуговая сварка металлическим газом чаще всего называется сваркой металлов в среде инертного газа или MIG. Сварщики MIG обдувают сварной шов постоянным током защитного газа. Они используют ручной пистолет, который обеспечивает непрерывную подачу тонкой проволоки для присадочного металла, одновременно обдувая валик защитным газом.
Наиболее распространенными защитными газами являются двуокись углерода, аргон и смеси этих двух газов. Аргон обеспечивает более чистый сварной шов, более глубокое проплавление и позволяет работать при более низких напряжениях, что отлично подходит для очень тонкого металла. Углекислый газ дешевле, а баллон служит дольше. Правильный выбор газа зависит от целей проекта и вашего бюджета.
Сварка MIG популярна, потому что это самый простой процесс сварки, который позволяет вам работать быстрее. Непрерывная подача проволоки означает, что вам не нужно останавливать сварку, чтобы взять новый присадочный стержень каждый раз, когда вы наложили шесть дюймов валика.
Вам также не нужно снимать шлак с борта. Вы можете поддерживать дугу, пока вы и рабочий цикл вашего сварочного аппарата держитесь.
Пример газометаллической дуговой сварки GMAW Из-за механизма подачи проволоки и оборудования для подачи газа, Установки MIG, как правило, дороже, чем сварочные аппараты . Есть гораздо больше движущихся частей и гораздо больше расходных материалов, которые нужно покупать и отслеживать. Машины также немного сложнее настроить, потому что вы должны правильно настроить поток газа в дополнение к настройке дуги.
Сварочные аппараты MIG также плохо работают на открытом воздухе, поскольку защитный газ сдувается ветром. Если вы хотите сваривать MIG снаружи, необходимо установить какое-нибудь ветровое стекло, чтобы вы могли работать в месте с неподвижным воздухом. Это не невозможно, но усложняет работу.
Дуговая сварка с флюсовой проволокой (FCAW)
Сварочные аппараты с флюсовой проволокой представляют собой нечто среднее между аппаратами для сварки MIG и электродуговой сварки. Они используют устройство подачи проволоки сварочного аппарата MIG, но проволока содержит флюс, как стержневой электрод. Эти сварочные аппараты сочетают в себе скорость и точность сварочного аппарата MIG с простым защитным механизмом аппаратов для сварки электродом. Многие аппараты MIG также позволяют выполнять сварку под флюсом.
FCAW — полезный процесс для сварки на открытом воздухе, но для смены типа электрода требуется больше времени. Это лучше всего подходит для выполнения повторных сварных швов одного и того же типа на открытом воздухе.
Дуговая сварка вольфрамовым электродом (GTAW)
Дуговая сварка вольфрамовым электродом обычно называется сваркой вольфрамовым электродом в среде инертного газа или TIG. Сварка ВИГ является наиболее гибким процессом дуговой сварки; он предлагает полный контроль над каждой переменной в процессе сварки. Сварщики TIG требуют тщательной очистки сварного шва. Это также самый медленный процесс и самый сложный в освоении. Если все сделано правильно, получится красивая бусина, похожая на стопку десятицентовиков. Сделано неправильно, это делает беспорядок.
Пример дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW)При сварке TIG используется неплавящийся вольфрамовый электрод для создания дуги. Наконечник, удерживающий электрод, также подает инертный газ на сварной шов.
Аргон и гелий являются наиболее популярными защитными газами. При сварке TIG оператор зажигает дугу, удерживая электрод в одной руке, а затем наносит присадочный металл палочкой, которую держит в другой руке.
Как и при сварке MIG, сварочные аппараты TIG не подходят для работы на открытом воздухе, поскольку защитный газ выдувается. Лучшая установка для сварки TIG включает в себя верстак и табурет.
Сварка TIG двумя руками делает поддержку и комфорт незаменимыми. Нельзя опираться на одну руку и сваривать другой — оба все время в работе.
Сварочные аппараты TIG прекрасно подходят для сварки простого железа и стали, но они отлично подходят для сварки более экзотических металлов. Вольфрамовый электрод производит самую горячую дугу из всех сварочных процессов, что помогает сварному шву проникать в алюминий, медь и другие трудно свариваемые металлы.
Безопасность дуговой сварки
Интенсивное тепло и свет от дуговой сварки могут быть опасны. Всякий раз, когда вы выполняете дуговую сварку, вы должны носить надлежащее защитное оборудование. Дуговые сварщики — это не шутки — они могут нанести серьезный ущерб, если вы не подойдете.
- Сварочные маски защищают ваши глаза и лицо во время сварки. Сварочные маски настолько темные, что через них ничего не видно, если только вы не сварите. Солнцезащитные очки или темные очки здесь не подойдут — необходимо иметь сварочную маску. Маски лучше, чем очки, потому что они также защищают вашу кожу. Сварочная дуга может дать вам солнечный ожог, если вы не будете осторожны.
- Сварочные перчатки представляют собой тяжелые кожаные перчатки с подкладкой из ткани. Они как прихватки на стероидах. Свежесваренная сталь слишком горячая, чтобы с ней можно было работать в простых перчатках — вам нужна дополнительная прокладка, чтобы сделать горячую сталь терпимой. Даже в сварочных перчатках ваши руки могут нагреться. Без них вы бы сожгли пальцы дотла.
- Также необходима огнеупорная одежда . Дуговая сварка выбрасывает искры, которые могут вызвать пожар. Как минимум, вам понадобится тяжелая хлопковая одежда, например, джинсовая или хлопковая. Профессиональные сварщики носят одежду из кожи или хлопка, обработанных для повышения огнестойкости. Избегайте синтетических волокон — они пластиковые, и искры сварки проплавят в них дыры.
- Кожаные сапоги также необходимы сварщикам. Профессионалы предпочитают ковбойские сапоги шнуровке, потому что шнурки рано или поздно перегорают. Если вы должны носить шнурки, выбирайте кожу — она огнестойкая. Кроссовки и походные ботинки не подходят для сварки, потому что они имеют вставки из синтетического волокна, которые могут расплавиться.
- Сварочная шапочка или повязка на голову не требуются, но хорошо иметь что-то, чтобы пот не стекал по лицу. Сварка — горячая работа, и в маске и перчатках нельзя вытирать лицо.
Дополнительная литература : Средства индивидуальной защиты для сварщиков – СИЗ | Список и требования
Проекты дуговой сварки
Сварочные аппараты для дуговой сварки лучше всего работают на кромках металла. При дуговой сварке используются пять стандартных соединений; каждый включает по крайней мере одно ребро.
- Стыковые соединения состоят из двух кусков металла, соединенных встык или встык. В результате получается единая плоская поверхность. Сварной шов следует вдоль шва, где соединяются две детали. Сварка может быть выполнена с одной стороны или с обеих сторон.
- Угловые соединения состоят из двух частей, соединенных на концах с помощью уголка. Кончик цельного упирается в плоскую сторону другого, но одним концом. В результате получается угол, отсюда и название соединения.
- Т-образные соединения аналогичны угловым соединениям, за исключением того, что они находятся в середине одной детали. Результат выглядит как буква Т, конец одной части которой соединен с плоской стороной другой. Тройниковые соединения обычно свариваются с обеих сторон соединения, если только металл не очень тонкий.
- Краевые соединения включают два куска металла, которые плотно прилегают друг к другу с выровненными краями. Бусина проходит по краю, чтобы соединить две части в одну.
- Соединение внахлестку представляет собой нечто среднее между стыковым и краевым соединением. Две соединяемые детали слегка перекрывают друг друга. Делаются два сварных шва, по одному с каждой стороны. Каждая бисеринка проходит по краю одной детали, сливаясь с плоской стороной другой детали.
Дуговая сварка отлично подходит для соединения больших кусков металла. Трубы, конструкционный металл и листовой металл соединяются, как во сне, при дуговой сварке. Вы можете работать с любым материалом от шестнадцатого калибра до такой толщины, с которой справится ваш сварщик. Где дуговая сварка борется, так это при сварке тонких листов металла.
Сварочные аппараты MIG лучше всего подходят для дуговой сварки листового металла калибра двадцать четыре или меньше, но тепло от любой дуги вызывает проблемы с листовым металлом.
Пример кромочного соединения Тепло, необходимое для создания дуги – любой дуги – проникает в листовой металл достаточно глубоко, чтобы расплавить отверстие в листе. Скопление тепла вокруг стыка также вредно для листового металла, вызывая его деформацию и обесцвечивание. Если вы соединяете большое количество листового металла, необходим другой процесс. Войдите в контактную сварку.
Сварка сопротивлением
Когда вы пропускаете электрический ток через любой кусок металла, он нагревается. Это основная предпосылка электрических плит и духовок, обогревателей и некоторых обогревателей HVAC. Что означает «достаточно», зависит от типа металла и толщины детали. Если вы пустите ток, тепло может расплавить металл.
Сварщики сопротивлением используют это явление для соединения металлических деталей. Сварщики точечной сварки сжимают две металлические детали вместе, а затем пропускают электрический ток через металл, в результате чего листы нагреваются и плавятся. Точечная сварка чаще всего используется в производстве изделий, требующих большого количества листового металла, таких как панели кузова автомобиля и блоки HVAC.
Точечная сварка лучше всего подходит для очень тонких листов. Более толстые куски металла нагреваются дольше. Тепло, необходимое для плавления толстого металла, также рассеивается по металлу при нагревании, вызывая его деформацию. Тонкие листы будут нагреваться, плавиться и сплавляться до того, как нагреется остальная часть изделия.
В отличие от дуговой сварки, при точечной сварке не используются присадочные стержни; стык — это просто два листа, слитых вместе. Поскольку тепло проходит через листы от плоскости к плоскости, точечная сварка работает на внутренних стыках — вы можете соединить середину с серединой. Предел того, насколько глубоко может работать аппарат для точечной сварки, — это длина двух рычагов сварочного аппарата. Если руки могут дотянуться, точечный сварщик сделает соединение.
Безопасность при точечной сварке
Приборы для точечной сварки также безопаснее, чем при дуговой сварке. Вы все равно должны носить защитные очки, хотя стандартные магазинные очки подойдут. Сварщики точечной сварки могут выбрасывать искры, но не производят такого интенсивного света, как дуговая сварка. Также вам понадобятся перчатки. Свежие сварные швы горячие и могут гореть, но тепло меньше, чем у дуговой сварки. Также хорошо иметь перчатки при работе с листовым металлом, потому что он может порезаться, если вы не будете осторожны.
Другие процессы сварки
Существует несколько других способов сварки, с которыми вы можете столкнуться. Некоторые из этих методов не используют электричество, что делает их подходящими для удаленных мест. Другие находятся на переднем крае сварочных технологий. У них обычно есть другие недостатки, которые делают их специализированными методами, а не процедурами общего использования, такими как дуговая и точечная сварка.
Газовая сварка
Этот процесс, также называемый газокислородной или кислородно-ацетиленовой сваркой, использует горящие газы для нагревания металла. Оксиацетилен является наиболее распространенным соединением кислорода с ацетиленом. В нем используются те же резервуары и регулятор, что и в резаке, но с другой головкой. Сварщик нагревает куски металла до тех пор, пока они не расплавятся и не сольются вместе без наполнителя.
Газовая сварка хороша для ремонта, когда у вас нет доступа к электричеству, но сварные швы обычно выглядят непривлекательно. Соединения часто содержат внутренние напряжения, из-за чего они слабее, чем другие сварные соединения. Тем не менее, это отлично подходит для фермеров, лесозаготовителей и других людей, которые работают с тяжелой техникой на улице.
Как вы могли догадаться, кислородно-ацетиленовая сварка может быть опасной — вы размахиваете горелкой, достаточно горячей, чтобы резать сталь. Вы можете легко разжечь огонь ацетиленовой горелкой. Этот процесс сварки также приводит к образованию дыма, поэтому важно проводить сварку в хорошо проветриваемом помещении.
Сварка энергетическим лучом
Эти сварочные аппараты используют для сварки высокоэнергетический лазер или электронные лучи. Необходимое оборудование стоит дорого, поэтому эти процессы обычно ограничиваются заводскими средами с большими объемами. У большинства обычных сварщиков никогда не будет возможности использовать эти космические аппараты.
Плазменная сварка
Плазменная сварка похожа на сварку ВИГ, но использует вольфрамовый электрод и защитный газ. Аппараты плазменной сварки перегревают защитный газ, в результате чего дуга становится более горячей и сфокусированной. Плазменные сварочные аппараты обеспечивают глубокое проплавление и очень узкий валик. Они отлично подходят для точной сварки, но это оборудование дорогое и более сложное в использовании, чем сварка TIG.
Кузнечная сварка
Самый старый процесс сварки называется кузнечной сваркой. Вы берете два куска металла, покрываете стык флюсом, снова нагреваете куски и сбиваете их вместе. Кузнецы кузнечно сваривают металл столько же, сколько люди работают с железом. Это низкотехнологично, трудоемко и сложно, но это работает. Сегодня кузнечная сварка обычно ограничивается изготовлением заготовок из дамасской стали для ножей.
Какой сварочный аппарат вам подходит?
У каждого процесса сварки есть сильные и слабые стороны. Есть работы, где блестит, и есть работы, где воняет. Подумайте о проектах, над которыми вы хотите работать больше всего, и найдите сварщика, который подходит для этого. Вот несколько сценариев, которые вы можете увидеть:
- Ремонтные работы на ржавом, грязном, окрашенном или другом труднодоступном оборудовании. Сварочные аппараты отлично подходят для ремонтных работ; Ваш выбор электрода может помочь проникнуть в мусор и добраться до хорошего металла. Если вы выполняете много ремонтных работ снаружи, кислородно-ацетиленовая установка будет намного дешевле, чем полноценный аппарат для дуговой сварки на газе.
- Сборочные работы на более толстых стальных трубах, уголках и трубах квадратного сечения. Если вы строите что-то с нуля, обратите внимание на машину MIG. Они просты в эксплуатации, обеспечивают хорошие сварные швы и хорошо соединяют конструкционную сталь. Лучше всего они работают в магазине. Если вы строите снаружи, вероятно, лучше использовать сварочный аппарат.
- Мебель и декоративные элементы требуют хорошо выглядящих сварных швов. Вот где блестят сварщики TIG. Для освоения требуется некоторая работа, но вы получите наиболее привлекательные сварные швы при установке TIG. Сварочные аппараты MIG также могут быть хороши для мебели, но TIG здесь является королем.
- Сварка алюминия, нержавеющей стали и экзотических металлов лучше всего подходит для установки TIG. Высокая температура и гибкое использование присадочных стержней делают TIG единственным способом, если большая часть вашей работы связана с металлом, отличным от обычного железа и стали.
- Листовой металл лучше всего подходит для точечной сварки. Вы не получите сверхпрочной прочности дуговой сварки, но в любом случае листовой металл не так прочен, как конструкционная сталь. Сварочные аппараты для точечной сварки недороги в покупке, настройке и эксплуатации.
comУстановка цеха
Мы все хотели бы иметь цех, представляющий собой стальное здание размером 30×36 с множеством розеток на 110 и 220 вольт. Если это то, что у вас есть, купите любой сварочный аппарат, который вы хотите. Если ваше пространство ограничено, вам придется подумать о том, какой сварочный аппарат вам подойдет.
Оба аппарата для дуговой и точечной сварки доступны в моделях на 110 и 220 В . Сварочные аппараты на 220 вольт могут работать с более толстым металлом и имеют более длительные рабочие циклы. Использование только сварочных аппаратов на 110 вольт ограничивает размер проекта, которым вы можете управлять.
Если вы ограничены в пространстве, лучшим выбором может стать точечная сварка. Они более компактны и ограничены небольшими проектами.
Обратите внимание на вентиляцию . Сварочные аппараты для точечной сварки не выделяют дыма при их использовании. Дуговая сварка может выделять дым, особенно если вы свариваете окрашенный или грязный металл. Если в вашем магазине ограниченная вентиляция, используйте точечный сварочный аппарат.
Похожие чтения: Респираторы для сварки оцинкованной стали | Опасности при сварке Защита органов дыхания
Заключение
Дуговая сварка и точечная сварка имеют сходства и различия. Оба используют электричество для нагрева и соединения металла. Дуговые сварщики используют искры для расплавления основного металла и присадочного стержня, а точечные сварщики используют электрическое сопротивление основного металла для нагрева и сплавления деталей.
Сварочные аппараты для дуговой сварки проникают глубоко, а точечные сварщики лучше всего подходят для тонких листов металла . Для дуговой сварки требуется кромка для создания сварного шва, в то время как точечная сварка отлично работает в середине детали. Сварочные аппараты точечной сварки работают как есть, в любых условиях. Для дуговой сварки требуются присадочные стержни и (возможно) защитные газы. Некоторые виды дуговой сварки требуют, чтобы вы находились внутри для достижения наилучших результатов.
Если вы заинтересованы в работе с листовым металлом или ваша мастерская сильно ограничена, обратите внимание на точечные сварочные аппараты. Они просты в использовании и хорошо работают в тесных помещениях. Если вы заинтересованы в более крупных проектах и у вас есть место в магазине, дуговые сварочные аппараты являются универсальным инструментом.
Какой бы вид сварки вас ни интересовал, всегда найдется аппарат на любой бюджет. Сварочные аппараты для точечной и дуговой сварки начального уровня можно приобрести чуть более чем за сотню долларов. С другой стороны, есть сварочные аппараты, которые стоят столько же, сколько подержанный автомобиль.
Если у вас есть сварочный аппарат, вы удивитесь, как раньше обходились без него. Они просты в использовании и открывают ряд проектов, которые большинство людей никогда бы не рассмотрели.
Вот некоторые из моих любимых инструментов и оборудования
Спасибо, что прочитали эту статью.