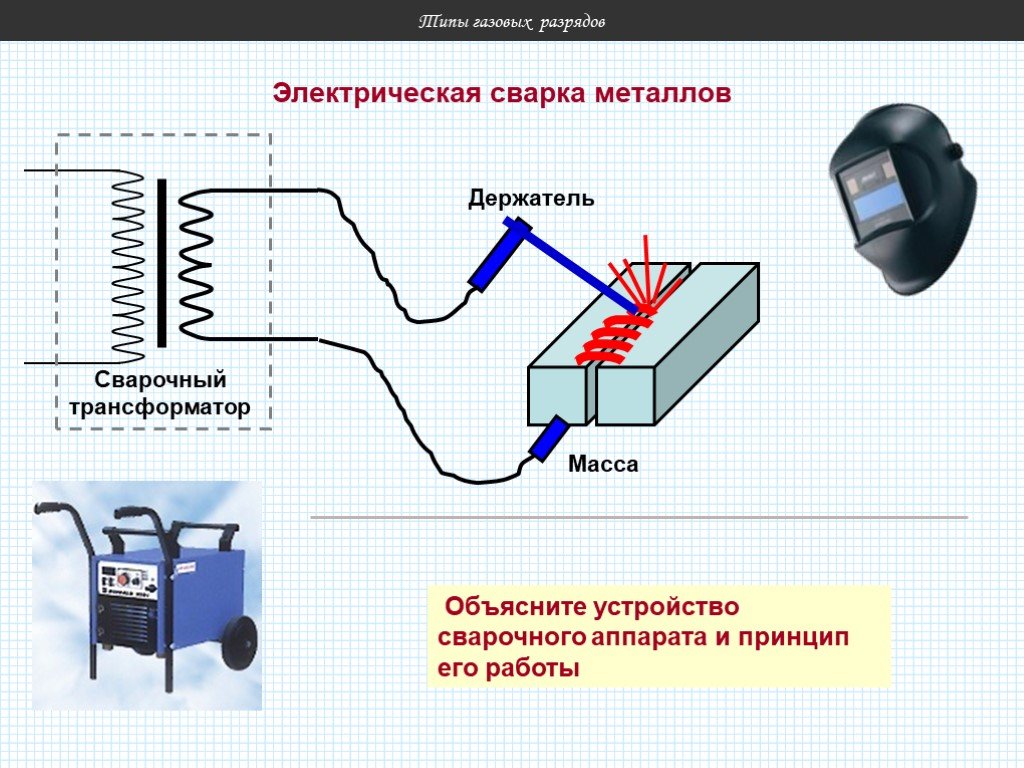
Как работать со сварочным аппаратом: Как варить сварочным аппаратом правильно – с чего начать? + Видео
alexxlab | 26.07.2023 | 0 | Разное
Краткий курс обучения сварке MMA.
Пн – Пт: 9:00 – 18:00
Если Вы приобрели сварочный аппарат, предназначенный для проведения работ методом MMA (Manual Metal Arc) – ручная электродуговая сварка штучным покрытым электродом, но не знаете как приступить к работе, Вам следует внимательно ознакомиться с приведенным ниже материалом.
1. Подключение к сети.
Ознакомьтесь с техническими характеристика Вашего сварочного аппарата на предмет его соответствия электросети к которой его планируется подключать . Напряжение питания и количество фаз аппарата должно соответствовать аналогичным параметрам электросети. Сейчас есть большой выбор сварочных аппаратов, имеющих возможность работы как от сетей 220В, так и от сетей с напряжением 380В. Такие аппараты имеют переключатель типа сети, который необходимо перевести в нужное положение перед подключением к сети питания. Вторым важным параметром является мощность, потребляемая сварочным аппаратом. Если номинал автомата защиты установленного в используемой Вами электросети будет меньше необходимого для потребляемой мощности аппарата, то автомат отключит питание и не позволит пользоваться сварочным аппаратом.
2. Выбираем электрод
Электроды, использующиеся при ручной электродуговой сварке, состоят из металлического стержня со специальным покрытием. Материал стержня электрода должен быть схожим с материалом свариваемых деталей. Диаметр электрода выбирается в зависимости от толщины свариваемого изделия.
таблица.
3. Выбираем величину сварочного тока
Величина сварочного тока прежде всего зависит от диаметра выбранного электрода и может быть посчитана по упрощенной формуле: на 1 мм диаметра электрода необходимо 35-40А тока, т.е. если взять сварочный электрод диаметром 3мм, то для работы понадобится ток 105-120А.
Важно: при выполнении сварочных работ с вертикальными и потолочными швами силу тока необходимо уменьшить на 10-20%.
4. Зажигаем сварочную дугу и варим
После установки необходимой силы тока можно приступать непосредственно к сварке.
Зажигание (возбуждение) сварочной дуги
Первый способ: зажигание дуги касанием. Электрод плавно опускают перпендикулярно к поверхности детали, легко касаются поверхности в месте начала сварного шва и отводят вверх оставляя небольшой зазор, обеспечивающий стабильное горение дуги.
Электрод плавно опускают перпендикулярно к поверхности детали, легко касаются поверхности в месте начала сварного шва и отводят вверх оставляя небольшой зазор, обеспечивающий стабильное горение дуги.
Второй способ: зажигание дуги чирканьем. В этом случае процесс возбуждения дуги напоминает процесс зажигания спички, при котором происходит движение электродом по касательной к поверхности металла с легким прикосновением и фиксацией оптимального зазора.
По мере выгорания электрода необходимо стараться поддерживать выбранный зазор и одновременно перемещать электрод вдоль линии соединения деталей. В случае прилипания электрода необходимо интенсивно качнуть его, оторвать от металла и снова зажечь дугу. Для получения качественного сварного соединения необходимо получить твердый навык поддержания устойчивой дуги при зазоре в 3-5мм между электродом и деталью.
5. Правильное перемещение электрода
Правильно вести электрод нужно так, как показано на рисунке, а не прямолинейно. Основные движения:
Основные движения:
1.Поступательное – вертикально вдоль оси электрода для поддержания постоянной длины дуги и скорости расплавления электрода.
2.Прямолинейное – горизонтальное вдоль оси шва для поддержания оптимальной скорости сварки обеспечивающей качественное формирование сварного соединения.
3.Колебательные – горизонтальные поперек оси шва для улучшения прогрева кромок. длина поперечного движения может быть до 4-х диаметров электрода, что позволяет получить однородный шов соответствующей ширины. Этот вид движений можно исключить при сварке тонких листов металла или при производстве первого шва в многослойной сварке.
Типы колебательных движений
| Используется для получения шва с наплавочными валиками при сварке деталей в стык без фаски на кромках, в нижнем положении при достаточной толщине детали. | ||
Используется для получения стыкового углового шва на кромках с фаской, в любом положении электродами диаметром менее до 4мм. | ||
| Для выполнения вертикальных и потолочных швов с выпуклым профилем. | ||
| Для выполнения угловых и стыковых швов в любом пространственном положении на кромках с фаской. Обеспечивает отличный провар корневого шва. | ||
| Используется при необходимости гарантированного проплавления корневого шва на толстостенных деталях. | ||
| Используется при сварке изделий из высоколегированных сталей для обеспечения усиленного нагрева. Движение задерживают в крайних положениях для предотвращения прожега в центре или вытекания металла при работе с вертикальными швами. |
В случае правильного движения электрода шов получается более прочным, с ровными границами и минимальным количеством шлака внутри также улучшается проплавление кромок и облегчается отделение шлаковой корки.
Классификация положения сварочного шва в пространстве
| Н-нижнее; П-потолочное; Пп-полупотолочное; Г-горизонтальное; Пв-полувертикальное; В-вертикальное; Л– в “лодочку”; Пг-полугоризонтальное | |
Для приобретения устойчивых навыков лучше всего учиться работать со штучными электродами, имеющими диаметр 2,6-3мм.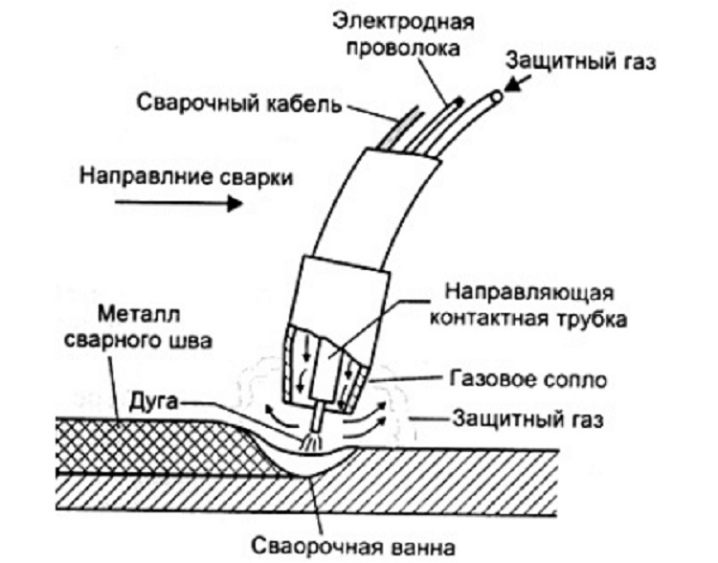 Эти электроды наиболее часто применяются для проведения сварки в бытовых условиях. Наиболее распространенными являются электроды с рутиловым покрытием, которые также хорошо подходят для неопытных сварщиков. Для обеспечения более комфортного поджога дуги и получения высокого качества сварного шва электроды нужно прокаливать или просушивать при температуре 150-200°C в течение 1-2 часов ( более точные данные для электродов с различными типами покрытия указываются на их упаковке).
Эти электроды наиболее часто применяются для проведения сварки в бытовых условиях. Наиболее распространенными являются электроды с рутиловым покрытием, которые также хорошо подходят для неопытных сварщиков. Для обеспечения более комфортного поджога дуги и получения высокого качества сварного шва электроды нужно прокаливать или просушивать при температуре 150-200°C в течение 1-2 часов ( более точные данные для электродов с различными типами покрытия указываются на их упаковке).
© 2013–2021, Группа коммпаний «СК»
Промышленное и строительное оборудование
Ограничение ответственности
АО “Лаборатория электроники”
Презентация: КОРД 1-250
Сварочный инвертор КОРД 1-250 предназначен для ручной дуговой сварки в непрерывном и импульсном режиме на постоянном токе покрытым электродом диаметром от 1 до 7 мм, а также для использования в качестве источника тока при аргонодуговой сварке. Сварочный аппарат обладает превосходными сварочными характеристиками.
Приобрести в нашем интернет-магазине
Особенности сварочного аппарата КОРД 1 -250
- Встроенное устройство ограничения напряжения холостого хода
- Высокое выходное напряжение, позволяющее работать со сварочными кабелями до 300 метров
- Полное отсутствие пульсаций сварочного тока, что уменьшает эффект “обжатия дуги” и способствует лучшему расплавлению обмазки электрода
- Беспроводной пульт дистанционного управления
- Непрерывный и импульсный режим работы
- Регулировка крутизны наклона вольтамперной характеристики (жесткость дуги) для сварки электродами с основным, целлюлозным или рутиловым покрытием и для компенсации сопротивления сварочного кабеля
- Режим «горячий старт», облегчающий возбуждение дуги
- Режим «форсаж дуги», увеличивающий сварочный ток в момент, близкий к прилипанию электрода
- Режим «антистик», выключающий сварочный ток при прилипании электрода
- Цифровой индикатор тока сварки и напряжения дуги
- Защита от перегрева и перекоса фаз.

При огромном разнообразии существующего на ранке сварочного оборудования для ручной дуговой сварки возникла необходимость в разработке еще одного сварочного источника, обладающего особенными характеристиками, требующимися при проведении ремонтных работ на объектах в энергетике, атомной промышленности, газо- и водоснабжении, при ремонте крупногабаритных конструкций.
Особенностью проведения ремонтных сварочных работ в подземных коммуникациях, на высотных конструкциях, в стесненных и опасных условиях, а также при высокой влажности является невозможность подведения напряжения 380В к месту сварки. Поэтому возникает необходимость в использовании длинных сварочных кабелей и обязательном применении блока снижения напряжения (БСН) холостого хода. Однако большое падение напряжения на сварочных кабелях требует применения источников с высоким выходным напряжением или значительного увеличения сечения сварочного кабеля. Как правило, выходное напряжение подавляющего числа сварочных аппаратов лишь незначительно превышает (а на максимальных режимах часто даже и не достигает) значение U Поэтому для сварки на расстоянии до сотен метров от сварочного источника требуется или использование дорогостоящих и тяжелых сварочных кабелей большого сечения, или применение сварочного аппарата с номинальным током сварки, значительно превышающим требуемый рабочий ток. Как правило, сварочные аппараты с выходным током свыше 300А не имеют в своем составе БСН и его необходимо приобретать дополнительно. Все это увеличивает стоимость сварочного оборудования для проведения ремонтных работ в 2 и более раза.
Поэтому для сварки на расстоянии до сотен метров от сварочного источника требуется или использование дорогостоящих и тяжелых сварочных кабелей большого сечения, или применение сварочного аппарата с номинальным током сварки, значительно превышающим требуемый рабочий ток. Как правило, сварочные аппараты с выходным током свыше 300А не имеют в своем составе БСН и его необходимо приобретать дополнительно. Все это увеличивает стоимость сварочного оборудования для проведения ремонтных работ в 2 и более раза.
Основным преимуществом сварочного аппарата «Корд 1-250» является высокое выходное напряжение 52В при номинальном выходном токе 250А, что позволяет использовать его для сварки на кабелях длиной до нескольких сотен метров. В таблице 2 приведена зависимость максимального тока дуги от сечения и длины сварочного кабеля (при номинальном напряжении питания 380В). Кроме того, высокое выходное напряжение позволяет эффективно вести резку металла.
Серьезной проблемой, при применении длинных сварочных кабелей, является использование пульта дистанционного управления для регулирования тока сварки.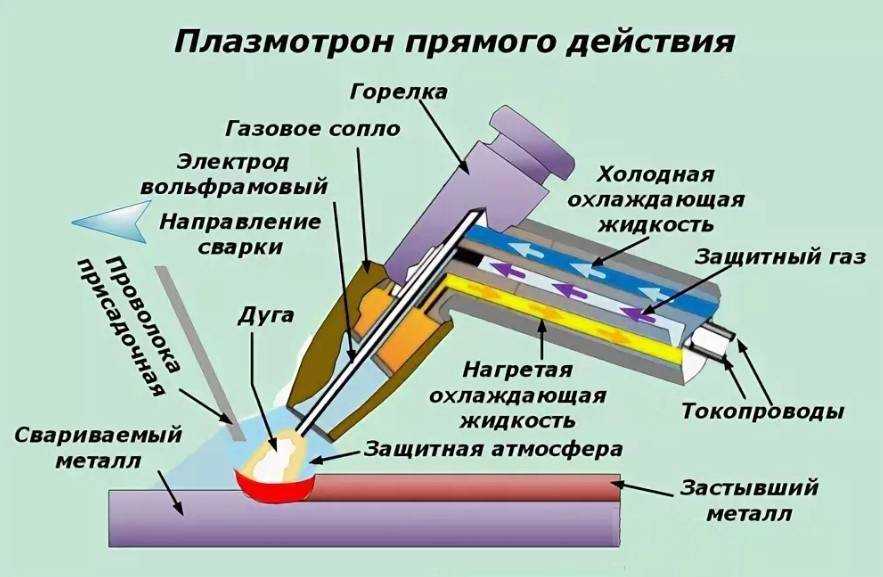 Применение проводного пульта, как правило, затруднено из-за сложности его удлинения до необходимых размеров и возможности его повреждения и «запутывания». Сварочный аппарат «Корд 1-250» комплектуется беспроводным пультом дистанционного управления, работающим на частоте 433МГц и позволяющим регулировать ток сварки на расстоянии до 400 метров при прямой видимости и до 100 метров в условиях зданий.
Применение проводного пульта, как правило, затруднено из-за сложности его удлинения до необходимых размеров и возможности его повреждения и «запутывания». Сварочный аппарат «Корд 1-250» комплектуется беспроводным пультом дистанционного управления, работающим на частоте 433МГц и позволяющим регулировать ток сварки на расстоянии до 400 метров при прямой видимости и до 100 метров в условиях зданий.
Большинство ремонтных работ производятся от передвижных электростанций, обладающих большим уровнем пульсации выходного напряжения при резком изменении нагрузки, что характерно для сварочных работ, когда нагрузка практически мгновенно изменяется от нуля до максимума. Применение сварочного аппарата «Корд 1-250» позволит обеспечить стабильные характеристики сварочной дуги в диапазоне питающих напряжений от -20% до +15% от номинального значения. Источник работоспособен при снижении напряжения питания до -40%, что приведет к снижению выходного напряжения до 30В, что, в свою очередь, достаточно для проведения сварки на токе 250А на стандартных коротких сварочных кабелях. Силовая элементная база применена на напряжение 1200В, что позволяет сохранять работоспособность сварочного аппарата при бросках входного напряжения более чем на 15%, однако встроенный контроллер автоматически выключит аппарат для предотвращения выхода его из строя.
Силовая элементная база применена на напряжение 1200В, что позволяет сохранять работоспособность сварочного аппарата при бросках входного напряжения более чем на 15%, однако встроенный контроллер автоматически выключит аппарат для предотвращения выхода его из строя.
Особенностью ремонтных работ является необходимость сварки любых типов соединений из металлов различных толщин и марок в различных пространственных положениях. Это все требует применения универсального сварочного аппарата, позволяющего работать с любыми электродами и имеющего широкий диапазон регулировок выходных параметров. Сварочный аппарат «Корд 1-250» имеет диапазон регулировки тока сварки от 1 до 250А и регулировку наклона вольт-амперной характеристики о 0,4 до 2В/А, что позволяет использовать электроды с основным, целлюлозным или рутиловым покрытием толщиной от 1 до 7мм. Импульсный режим позволяет регулировать время импульса и паузы от 0,02 до 2,5 секунд, а ток паузы от 1 до 100% от тока импульса, что позволяет подобрать оптимальный режим сварки для любого соединения из металла толщиной от 0,5мм, а также значительно облегчить сварку швов в вертикальном и потолочном положении.
Сварочный аппарат «Корд 1-250» имеет встроенные сервисные функции:
- «горячий старт» обеспечивает повышение тока дуги на 30% в течение 1 секунды после касания электродом изделия для облегчения зажигания дуги
- «форсаж дуги» повышает ток дуги на 50% в условиях, близких к замыканию электрода о поверхность изделия, что предотвращает «залипание»
- «антистик» отключает сварочный ток через 1 секунду после замыкания электрода на изделие, что позволяет безопасно оторвать залипший электрод
- «снижение напряжения холостого хода» обеспечивает выключение сварочного аппарата через 1 секунду после окончания сварки, что снижает напряжение холостого хода до значения не более 10В.
Применение этих функций позволяет повысить качество сварки или снизить требования к квалификации сварщика при сварке ответственных соединений.
Воль-амперная характеристика сварочного аппарата при изменении уставки тока, наклон 1В/А
Воль-амперная характеристика сварочного аппарата при изменении уставки тока, наклон 2В/А
Воль-амперная характеристика сварочного аппарата при изменении уставки тока, наклон 0,4В/А
Воль-амперная характеристика сварочного аппарата при уставке 150А и 200А и при изменении наклона ВАХ от вертикальной до 0,4В/А.
Технические характеристики
| Параметр | Значение |
| Напряжение питания первичной трехфазной сети | 380В +20% -15% |
| Максимальная потребляемая мощность, КВт | 14 |
| Номинальный выходной ток, А | 250 |
| Ток короткого замыкания, А | 320 |
| ПН при номинальном токе, % | 60 |
| ПН при токе 200А, % | 100 |
| Диапазон регулировки выходного тока, А | 1 . . . 250 |
| Напряжение холостого хода, В | 80±5 |
| Максимальное выходное напряжение при токе 250А, В | 52 |
| Выходное напряжение при ограничения холостого хода, В | <10 |
| Наклон выходной вольтамперной характеристики, В/А | 0,4…2 |
| Вид выходной характеристики при аргонодуговой сварке | штыковая |
| Параметры импульсного режима | |
| Отношение тока паузы к току импульса | от 1:1 до 1:100 |
| Время импульса, с | от 0,02 до 2,5 |
| Время паузы, с | от 0,02 до 2,5 |
| Коэффициент полезного действия (при 200А) | > 0,9 |
| Температура окружающей среды, ° С | -40…+45 |
| Габаритные размеры, мм | 180х220х400 |
| Вес, кг | 13 |
Аттестат НАКС для работы на объектах КО, ПТО, ГО, НГДО, ОХНВП
Таблица 2. Зависимость максимального тока дуги от сечения и длины сварочного кабеля
Зависимость максимального тока дуги от сечения и длины сварочного кабеля
|
Сечение кабеля, мм2 Длина кабеля, м |
16 | 25 | 35 | 50 |
| 50-100 | 180 | 230 | 250 | 250 |
| 100-150 | 130 | 180 | 225 | 250 |
| 150-200 | 100 | 150 | 190 | 230 |
| 200-250 | 85 | 125 | 160 | 200 |
| 250-300 | 75 | 110 | 140 | 180 |
Беспроводной пульт дистанционного управления сварочным аппаратом КОРД 1-250
Беспроводной пульт дистанционного управления сварочным аппаратом КОРД 1-250 предназначен для установки значения сварочного тока на сварочном инверторе.
Основные характеристики
- Пульт состоит из двух блоков (передатчик и приёмник)
- Гарантированная дальность действия 100 м
- 2 регулятора для установки двух значений сварочного тока от 0 до 250А
- Переключатель, для быстрого выбора одного из двух предустановленных значений
- Светодиодная индикация работы
- Магнитное основание для крепления пульта к металлическим деталям
- Металлический корпус
Конструктивно пульт состоит из двух блоков: приемник (изображен на рисунке снизу) и передатчик (изображен на рисунке сверху).
Приёмник подключается к сварочному инвертору. На лицевую панель выведены два светодиодных индикатора: «Питание», означающий наличие питания на приёмном блоке и «Приём», сигнализирующий изменение сварочного тока.
Передатчик предназначен для установки или корректировки значения сварочного тока электросварщиком во время работы. На передатчике установлены два аналоговых регулятора тока, переключатель и светодиодный индикатор. Каждым регулятором задаётся значение сварочного тока в пределах от 0 до 250 А. Переключатель предназначен для выбора регулятора, которым устанавливается значение тока во время работы. «0» соответствует левому регулятору, «1» – правому. Индикатор «Передача» означает изменение сварочного тока регулятором или переключателем.
Каждым регулятором задаётся значение сварочного тока в пределах от 0 до 250 А. Переключатель предназначен для выбора регулятора, которым устанавливается значение тока во время работы. «0» соответствует левому регулятору, «1» – правому. Индикатор «Передача» означает изменение сварочного тока регулятором или переключателем.
Для установки сварочного тока беспроводным дистанционным пультом необходимо:
- Подключить приёмный блок к сварочному инвертору (допускается подключение во время работы инвертора).
- Выбрать переключателем регулятор тока.
- Установить значение сварочного тока, согласно шкале, нанесенной на лицевую панель.
- При необходимости, выбрать переключателем другой регулятор и установить новое значение тока, аналогично п. 3.
Для задания значение сварочного тока, установленного первым регулятором, достаточно выбрать его переключателем. Таким образом, обеспечивается быстрое переключение между двумя предустановленными значениями тока.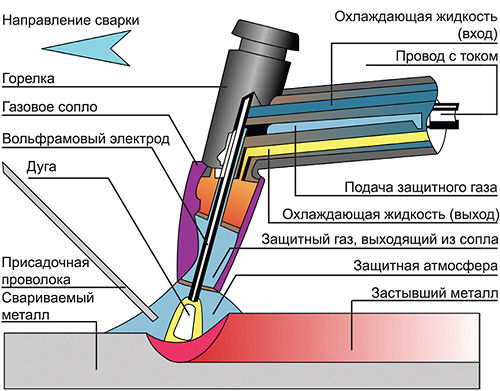
Как работает сварочный аппарат? Все, что вам нужно знать
Если вы новичок в мире сварки или вам просто нужна дополнительная информация о том, как работает дуговая сварка, вы попали по адресу. В этом блоге от Vern Lewis Welding Supply мы обсудим основы дуговой сварки и принцип работы сварочного аппарата, чтобы вы могли понять основы процесса. Читайте дальше и узнайте все, что вам нужно знать о современных технологиях сварки.
Понимание основ дуговой сваркиДуговая сварка — не единственный вид сварки. Например, при сварке горелкой мощная горелка используется для расплавления заготовки и металлического сварочного стержня для соединения металлов. Но это относительно редкий тип технологии сварки сегодня.
Однако дуговая сварка на сегодняшний день является наиболее распространенным видом сварки, поэтому именно о ней мы и поговорим в данном руководстве. Основы просты. Технология дуговой сварки использует мощную электрическую «дугу» для расплавления металлической заготовки, заземленной на сварочном аппарате, и электрода, который также прикреплен к сварочному аппарату.
Электрическая дуга возникает, когда электрический ток «скачет» и течет по воздуху между двумя проводниками. В данном случае это металлическая заготовка и электрод, на которые через сварочный аппарат подается сильный электрический ток.
Эта дуга нагревает металл до очень высокой температуры, расплавляя как электрод, так и металл, с которым он соприкасается, создавая сварочную ванну, позволяющую соединить два металла. Давайте подробнее рассмотрим этот процесс и то, как теперь работает аппарат для дуговой сварки.
Как работает аппарат для дуговой сварки. Пошаговое описаниеГотовы углубиться в детали? Вот пошаговое руководство о том, как работает аппарат для дуговой сварки.
1. Настройка аппарата – Для начала необходимо настроить сварочный аппарат. Различные элементы управления могут использоваться для изменения мощности машины и ее работы. Важно внимательно прочитать руководство, предоставленное производителем, чтобы правильно настроить дуговой сварочный аппарат.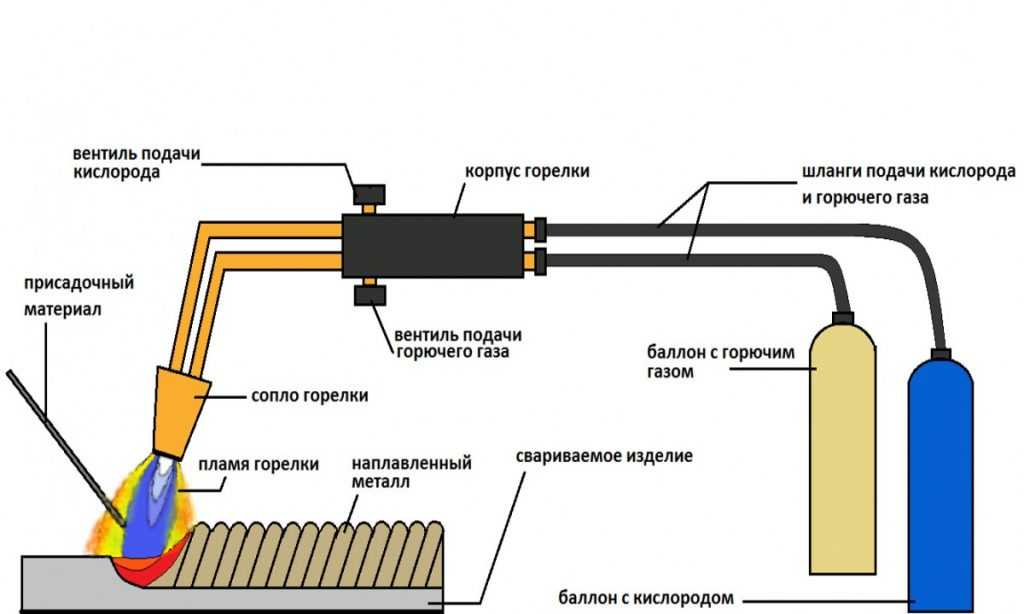
2. Заземление сварочного материала — Как только сварщик будет готов начать процесс сварки, он прикрепит заземляющий зажим к металлической заготовке. Он крепится непосредственно к сварочному аппарату. Это важно, потому что помогает замкнуть электрическую цепь, которая создаст дугу, которая используется для соединения двух кусков металла вместе.
3. Размещение провода электрода на сварочном материале — Когда сварщик будет готов начать процесс сварки, он поместит электрод с высокой проводимостью на сварочный материал и активирует аппарат для подачи электрического тока через заготовку. Электрод может представлять собой стержневой электрод или кусок проволоки, пропущенный через сварочный «пистолет», в зависимости от типа выполняемой дуговой сварки.
4. Формирование электрической дуги — Когда электрод слегка отводится от металлической заготовки, обычно примерно на 2–4 миллиметра, образуется электрическая дуга в виде электрических скачков между металлом и электродом.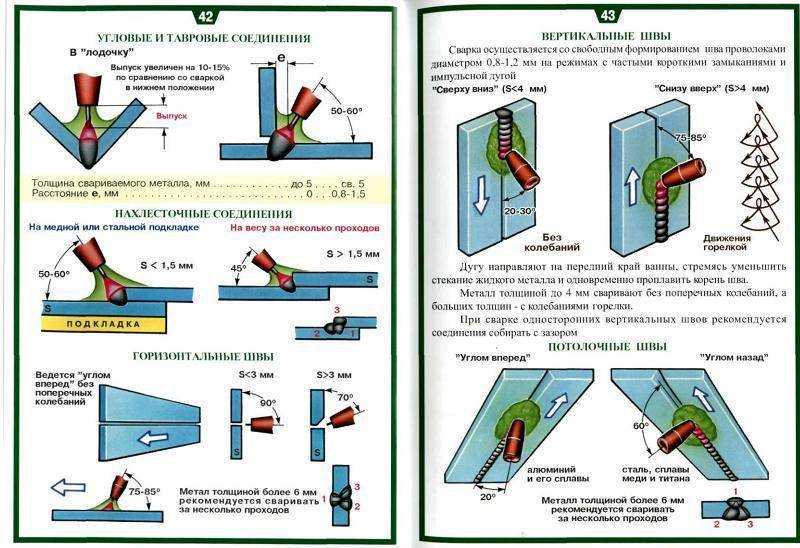 Эта чрезвычайно горячая дуга почти сразу начинает плавить металлическую заготовку и электрод.
Эта чрезвычайно горячая дуга почти сразу начинает плавить металлическую заготовку и электрод.
5. Плавление металлов и их соединение . После образования дуги металлическая заготовка и электрод продолжают плавиться вместе, образуя так называемую «сварочную ванну». Это лужа расплавленного металла, которая образует соединение между свариваемым металлом.
6. Защита металла защитным газом — При высоких температурах кислород и другие газы в атмосфере имеют тенденцию вступать в реакцию с металлом в сварочной ванне и могут вызывать дефекты, ухудшающие качество металлического соединения.
Для предотвращения этого используется защитный газ, такой как аргон, гелий или углекислый газ. В зависимости от типа сварки электрод может быть покрыт «флюсом» — материалом, выделяющим защитный газ при плавлении, или защитный газ может прокачиваться через сварочный инструмент из специальных резервуаров, используемых сварочным аппаратом. Это защищает целостность соединения и сохраняет его стабильность, предотвращая деградацию из-за распада газов в атмосфере.
Мы надеемся, что это руководство было полезным и информативным обзором современных технологий сварки. В Vern Lewis Welding Supply мы предлагаем курсы сварки, услуги по ремонту сварки и широкий выбор сварочного оборудования в Аризоне. Являетесь ли вы новичком в сварке или экспертом, у нас есть все, что вам нужно, чтобы поднять свои навыки сварки на новый уровень. Свяжитесь с нами сегодня, чтобы узнать больше о том, что мы делаем, или посетите один из наших 8 офисов в Аризоне для получения дополнительной информации.
Похожие сообщения
Какой сварочный аппарат лучше всего подходит для начинающих?
Пытаться определить, какой тип сварочного аппарата лучше всего подходит для начинающих, сложно, потому что на это влияет очень много факторов. Как многие из вас уже знают, существует множество различных типов сварочных процессов. Наиболее распространенными являются Stick, MIG, TIG и Flux Core. МИГ вообще считается самым простым, так что логично…
Как многие из вас уже знают, существует множество различных типов сварочных процессов. Наиболее распространенными являются Stick, MIG, TIG и Flux Core. МИГ вообще считается самым простым, так что логично…
Подробнее Какой сварочный аппарат лучше всего подходит для начинающих?Продолжить
Плюсы и минусы строжки угольной дугой
Существует несколько типов сварки, и строжка угольной дугой (также известная как дуговая сварка или угольная дуговая сварка) популярна для тяжелых работ, поскольку требует минимальных сварочных материалов в Финиксе, Аризона. Углеродная дуговая сварка — это термин, описывающий соединение металлических элементов с помощью электричества. В то время как другие методы используют газ для нагрева…
Читать далее Плюсы и минусы строжки угольной дугойПродолжить
Местная компания Arizona Welding Supply становится наследием
Феникс, Аризона, 26 октября 2021 г. — Верн Льюис сделал себе имя в сварочной отрасли, основав компанию Vern Lewis Welding Supply в 1969 году. Теперь его наследие будет жить вечно в недавно открывшейся сварочной лаборатории Вернона Ф. Льюиса. в той же средней школе, в которой он учился в начале 1950-х годов. «Это…
Подробнее Местная поставка сварочных материалов в Аризоне становится наследиемПродолжить
Пайка: общие области применения, преимущества и недостатки
Пайка металлов – это процесс, которому уже три столетия. Его происхождение восходит к Древнему Египту. Археологи нашли небольшие золотые шкатулки и ювелирные изделия сложной формы, изготовленные методом пайки, датируемые 2975 годом до нашей эры. Эти артефакты кажутся подарками для египетских фараонов и сделаны в основном из золота…
Подробнее Пайка: общие области применения, преимущества и недостаткиПродолжить
Советы для тех, кто не знаком с пропаном
У вас на заднем дворе стоит большой баллон с пропаном? Если это так, и если вы впервые владеете или используете баллон с пропаном, вы можете не знать, как его использовать и когда вам нужно его наполнить. К счастью, это на самом деле довольно просто и безопасно, а во многих…
Прочитайте больше советов для людей, которые плохо знакомы с пропаномПродолжить
Инструкции по работе с аппаратом для дуговой сварки(5 шагов по совершенствованию техники дуговой сварки)
Аппарат для дуговой сварки, используемый в производстве и сварке. Пользователь несет ответственность за свою и чужую безопасность. Пользователь должен знать угрозы при использовании этой машины и в самой отрасли. Он должен следовать всем инструкциям, прилагаемым к устройству.
Мы разделяем работу аппарата для дуговой сварки следующим образом: Предварительная проверка безопасности- Мы должны проветрить помещение, открыть его, очистить, привести в порядок, безопасно и пригодно для проведения сварочных работ.
 Никаких жиров, масел и других легковоспламеняющихся и горючих материалов. Никаких других работ во избежание поражения электрическим током, дыма, шума, летящих шлаков и радиации в помещении.
Никаких жиров, масел и других легковоспламеняющихся и горючих материалов. Никаких других работ во избежание поражения электрическим током, дыма, шума, летящих шлаков и радиации в помещении. - Проверьте машину и кабели на наличие трещин и размотайте провода перед работой.
- Подготовьте средства индивидуальной защиты (СИЗ) для работы.
- Дуговой сварочный аппарат с правильным током и напряжением. Электрододержатель и заземляющий зажим затянуты. Ослабленный зажим создает короткое замыкание. Случайная УФ-вспышка при сварке вредна для глаз и кожи. Установите УФ-экран/завесу на сварочном участке.
- Заготовка очищена от краски, ржавчины и оксидного слоя для лучшего электрического контакта.
- Проверьте работающий сварочный аппарат и его принадлежности. Никогда не оставляйте сварочный аппарат без присмотра.
- После прерывания или завершения сварки закрепите электрододержатель, отключите электропитание.

- Избегайте этого места, пока заготовка не остынет.
- Убедитесь, что сварочный аппарат выключен. Вытяжка дыма при повторном использовании для остановки.
- Подвесьте электрододержатель и зажим заземления в специально отведенном месте.
- Проверка точки контакта на наличие повреждений/коррозии.
- Очистите рабочую зону, сварочный стол, принадлежности и приведите все в порядок для следующего использования.
- Защита ног защитной обувью.
- Защита рук перчатками.
- Защита глаз шлемом/очками.
- Защита кожи с помощью сварочного костюма.
- Защита лица с помощью лицевой маски.
- Повреждения глаз и кожи сварочным фонариком. Шлем, защитные очки, маски и надлежащие инструкции могут снизить этот риск.

- Поражение глаз горячими шлаками. Надлежащее использование очков и масок для удаления остатков полезно.
- Часто встречаются ожоги кожи. Защитная одежда, маска, защитная обувь помогают сократить ущерб.
- Возможен взрыв и пожар. Поддержание чистоты области может помочь избежать этого.
Все процессы дуговой сварки требуют безопасного напряжения. Он нужен им для зажигания и поддержания дуги. Плавление основного металла и электрода требует достаточной силы тока. Процесс дуговой сварки прост, надежен и недорог в течение многих лет. В сварочной и производственной промышленности используется множество дуговых процессов.
Наиболее известные процессы дуговой сварки:
- MMAW (ручная дуговая сварка металлическим электродом)
- GMAW (дуговая сварка металлическим электродом в газе)
- GTAW (дуговая сварка вольфрамовым электродом)
- FCAW (дуговая сварка порошковой проволокой)
- SAW (дуговая сварка под флюсом)
Сварщик надел защитную обувь, сварочный костюм, перчатки, шапку , маска, очки и шлем. Выполните полные инструкции по технике безопасности перед сваркой и сваркой.
Выполните полные инструкции по технике безопасности перед сваркой и сваркой.
Зажигание дуги : Приводим электрод в контакт с заготовкой из металла. Этот контакт устанавливается при постукивании и отводе электрода с зазором от 1,5 мм до 3,0 мм. Этот контакт создает дугу.
Поддержание дуги : Зазор между дугой и заготовкой, который создает дугу, необходимо поддерживать. Упорное, устойчивое движение электрода в одном направлении продолжается. Постоянный ток проходит через электрод через дуговой промежуток. Ток выделяет тепло для расплавления электрода и защитного флюса. Электрод плавится над заготовкой под защитным шлаком от флюса. Удалите остатки при остывании металла отбойным молотком или остроконечным инструментом.
Остановите дугу: Вытащите электрод из металлического предмета и разомкните цепь. Электрическая дуга плавит заготовку и электрод одновременно. Таким образом, мы получаем проплавление, когда расплавленный металл электрода оседает на горячую металлическую заготовку. Плавка электродного металла завершается вместе с заготовкой.
Плавка электродного металла завершается вместе с заготовкой.
Выбор электрода: Выбор – очень сложный процесс, так как для него нет фиксированных критериев. Это зависит от сварки и толщины заготовки.
Предупреждение и рекомендации по процессу дуговой сваркиПользователь аппарата для дуговой сварки должен следовать рекомендациям в руководстве. Чтобы сделать процесс сварки гладким и безопасным, мы делимся несколькими предупреждениями и рекомендациями.
Обучение оператора : Руководство по эксплуатации аппарата не описывает процесс сварки. Человеку необходимо пройти обучение работе со сварочным аппаратом. Квалифицированный или опытный сварщик добросовестности выбор.
Проветрить зону сварки: Проветрить зону сварки, чтобы избежать паров флюса. Пары и газы опасны для здоровья. Оператор может включать или выключать основное питание.
Обращение с заготовкой: Держите заготовку только с помощью перчаток, плоскогубцев и щипцов. Он остается горячим довольно долго. Требуется время, чтобы остыть для удержания голыми руками.
Он остается горячим довольно долго. Требуется время, чтобы остыть для удержания голыми руками.
Опасность возгорания: Генерирует дым, искры, капли расплавленного металла, шлак и метательные снаряды. Они могут вызвать сильный пожар на рабочем месте. Избегайте любых легковоспламеняющихся материалов. Всегда располагайте огнетушители в зоне сварки.
Металлические поверхности для сварки: Поверхности должны быть очищены от краски, лака и покрытий. Они могут выделять опасные пары. Никогда не сваривайте трубы и емкости, заполненные легковоспламеняющимися газами и жидкостями.
Удлинители: Лучше избегать удлинителей. При необходимости он должен иметь соответствующий номинал и заземление. Сварочные кабели должны находиться вдали от зоны сварки и горячих предметов.
Защита от поражения электрическим током: Используйте устройство защитного отключения (УЗО) на 30 мА.
Электрическая изоляция: Надежная изоляция электрода и принадлежностей. Никогда не прикасайтесь к сварочному контуру.
Никогда не прикасайтесь к сварочному контуру.
Рабочая среда: Зона сварочных работ должна быть освещена и не выполнять сварку в дождливых или влажных местах.
Правильная одежда: Используйте подходящую одежду и избегайте УФ-излучения дуги машины. В комплект входят куртка, брюки, перчатки, маска, очки, каска. Сварщик защищен от металлических снарядов, искр и шлака.
Изолировать поврежденную деталь : Найдите поврежденную деталь. Это может повлиять на работу и результаты сварки. Немедленно замените или отремонтируйте.
Безопасность окружающих, детей и животных: Удалите детей и животных из зоны сварки. Никто не имеет доступа к рабочему месту.
Выключение сварочного аппарата: После работы выключите сварочный аппарат и отключите питание. Держите горелку, электрододержатель и зажим заземления на месте. Позаботьтесь о горячей заготовке, прежде чем покинуть станок.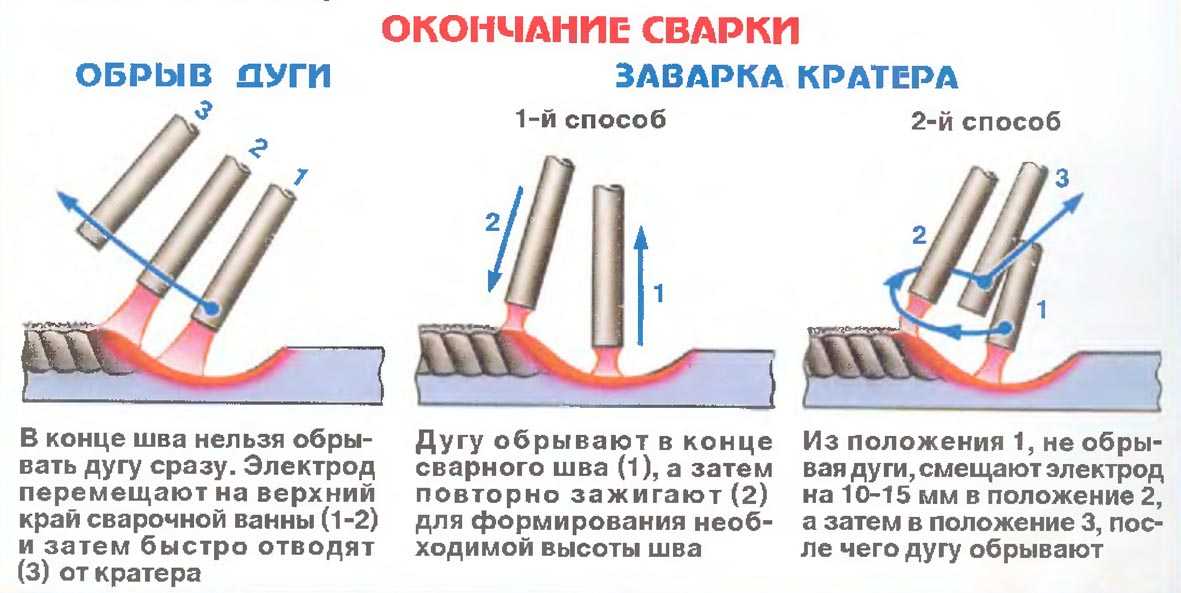
Вентиляция сварочного аппарата: Убедитесь, что вентиляция сварочного аппарата включена с помощью вентилятора. Он переключится после нагрева выше предела.
Сварочный аппарат для поверхностного удерживания: Горизонтальная поверхность идеальна для устройства. Никогда не кладите устройство на наклонные, неровные поверхности или на спину во время сварки.
Не работает Ситуация: Замена тефлона, направляющей проволоки и ролика электродной проволоки не рекомендуется. Никогда не поднимайте машину, если она подключена к сети.
Значительная опасность при дуговой сварке- Поражение электрическим током
- Дым
- Радиация
- Пожар и взрыв
- Ожоги 9013 0
Сварщик может испытывать судороги, мышечные спазмы и , в редких случаях паралич или даже смерть. Меры безопасности исключают возможность поражения электрическим током. Сварщику нужны сухие перчатки, сухая защитная обувь в хорошем состоянии и качестве.
Сварщику нужны сухие перчатки, сухая защитная обувь в хорошем состоянии и качестве.
Держите оборудование изолированным и обслуживайте его. Выключите машину при замене проводов. Резиновый коврик или деревянный лучше во избежание поражения электрическим током. Пот сварщика является отличным проводником электричества. Поддерживайте температуру и вентиляцию в разумных пределах, чтобы предотвратить потоотделение.
2. ДымСварщик подвергается воздействию дыма при дуговой сварке. Дымы – это атмосферные газы, защитные газы, пары металлов, флюсовые газы. Такие металлы, как бериллий, кадмий, цинк, свинец и алюминий, опасны. Они вредны для печени, почек, легких, крови и центральной нервной системы. Концентрация дыма держится в безопасных пределах. Операторы могут работать в течение ограниченного периода времени, чтобы избежать передержки.
Очистить сварочную заготовку от любых загрязнений. Вентиляция является основой для выравнивания паров на допустимом уровне. Вентиляция является значительным усилием для паров. Для этого необходима естественная вентиляция, потолочный вытяжной вентилятор, местная вентиляция.
Вентиляция является значительным усилием для паров. Для этого необходима естественная вентиляция, потолочный вытяжной вентилятор, местная вентиляция.
Подвергает сварщика воздействию видимого излучения, ультрафиолетового излучения, инфракрасного излучения. Видимое излучение высокой интенсивности вызывает ослепляющее состояние. Инфракрасное излучение вызывает ожоги и дискомфорт, а ультрафиолетовое излучение исключительно интенсивное и вызывает повреждения роговицы и кожи.
Ультрафиолетовое излучение вызывает воспаление роговицы, называемое кератитом сварочного фонарика. Кератит проходит сам по себе. Он оказывает пагубное воздействие на роговицу. Индивидуальная защита – это ответ на радиацию. Сварщик может использовать защитные очки, шлем, перчатки, маски и сварочный костюм, чтобы защититься от воздействия радиации.
4. Пожар и взрыв Бумага, синтетические материалы, масла, краски, изделия из дерева и масла воспламеняются. Брызги, летящие металлы и шлак могут вызвать воспламенение материала. Баки с жидким топливом представляют собой потенциальную опасность взрыва в непосредственной близости от сварщика.
Брызги, летящие металлы и шлак могут вызвать воспламенение материала. Баки с жидким топливом представляют собой потенциальную опасность взрыва в непосредственной близости от сварщика.
Очистите и удалите все легковоспламеняющиеся и горючие материалы из зоны сварки. Сварщик надевает приличную одежду и берет с собой огнетушитель, вещь всегда под рукой.
5. ОжогиСварка может вызвать поверхностные, средние и тяжелые ожоги в зависимости от степени тяжести. Ультрафиолетовое излучение, инфракрасное излучение, искры, шлак, нагретая заготовка и летящие металлы вызывают травмы.
Используйте защитные предметы одежды, защитную обувь, маски и другие средства защиты. Используйте щипцы, чтобы удерживать горячую заготовку, и избавьтесь от горячей металлической детали, чтобы предотвратить ожоги.
Аппараты для дуговой сварки и электричествоКаждый процесс дуговой сварки состоит из трех сегментов.
- Источник питания для плавки
- Защита от атмосферных загрязнений
- Присадочный материал для зоны сварки
достаточная сила тока. Для зажигания дуги требуется высокое напряжение. Напряжение должно быть достаточно низким для безопасности сварщика. Сварщику нужно средство для управления током. Питание от сети не подходит для сварки.
Для зажигания дуги требуется высокое напряжение. Напряжение должно быть достаточно низким для безопасности сварщика. Сварщику нужно средство для управления током. Питание от сети не подходит для сварки.
Напряжение очень высокое, а ток низкий. Основное питание от переменного тока преобразуется для сварки. Специальный генератор или генератор переменного тока может подавать ток для сварки.
Типы токаДоступны переменный и постоянный ток.
Переменный ток : Они берут его из основного источника питания. Течение циклично. Существует цикл, когда ток течет от плюса к минусу. Это следует за циклом тока от отрицательного к положительному. 50-кратное изменение тока в секунду. Циклический ток равномерный. Переменный ток генерирует тепло между электродом и заготовкой.
Постоянный ток : Постоянный ток в одном направлении. Ток течет от отрицательного к положительному полюсу. У него больше всего тепла на положительном полюсе. Лучшим примером постоянного тока является аккумуляторная батарея, имеющая положительные и отрицательные клеммы.
Лучшим примером постоянного тока является аккумуляторная батарея, имеющая положительные и отрицательные клеммы.
Портативность : Машины переменного тока являются статическими, трансформаторными и рассчитаны на тяжелые условия эксплуатации. Машины постоянного тока очень портативны.
Питание : Машина переменного тока ограничивает доступ к основному источнику питания, в то время как машина постоянного тока работает где угодно.
Полярность : Нет полярности для машины переменного тока, в то время как полярность требуется для машин постоянного тока.
Электрическая эффективность : Машины переменного тока имеют 70-90% энергоэффективности. Машины постоянного тока составляют всего 40-50%.
Техническое обслуживание : Машины переменного тока статичны и стабильны и нуждаются в меньшей поддержке. Машины постоянного тока перемещаются с места на место и требуют большего обслуживания.
Arc Blow : Не влияет на машины переменного тока, пока присутствует на машинах постоянного тока. Взрыв дуги более 300 ампер трудно контролировать.
Стоимость установки : Цена машины переменного тока меньше, в то время как установка машины постоянного тока стоит дорого.
Эксплуатационные расходы : Машины переменного тока дешевле в эксплуатации, так как требуют электропитания. Машина постоянного тока нуждается в перемещении двигателей и топлива.
Сварочные позиции1G – Плоский стык
2G – Горизонтальный стык
3G – Вертикальный стык
4G – Потолочный стык
5G – Исправление горизонтального сварного шва трубы
6G – Fix Pipe 45-grade Axis Weld
Вот ссылка на различные символы сварки.
Дуговая сварка электродом (MMAW) Низкое напряжение и большой ток создают дугу между кончиком электрода и заготовкой.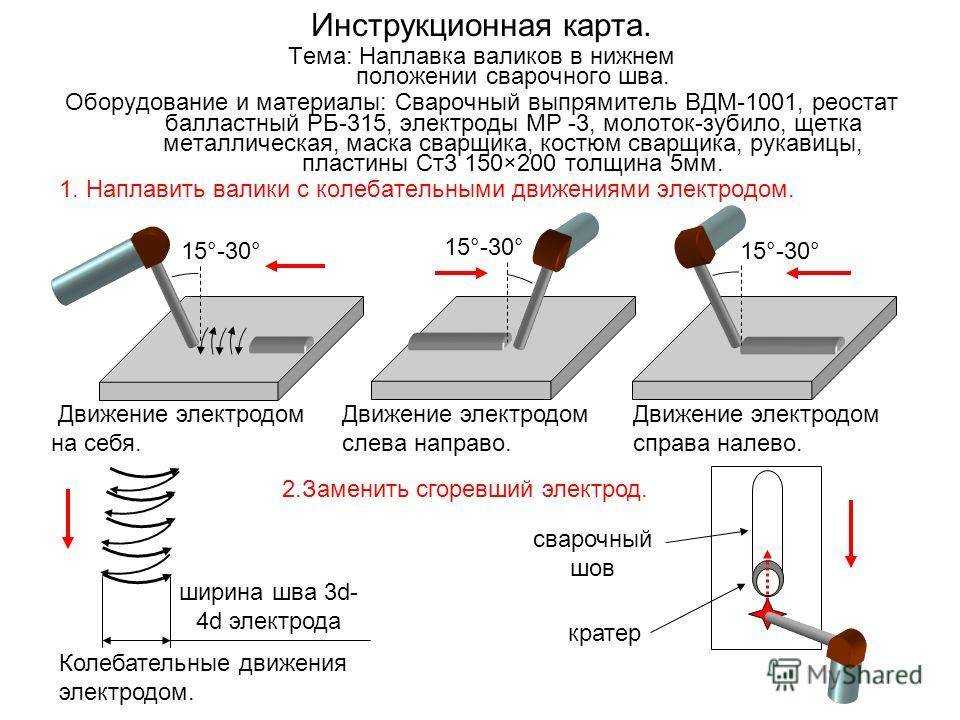 Он выделяет тепло для расплавления заготовки и кончика электрода. Покрытие электрода плавится от тепла. Флюс при плавлении создает защитную зону, предохраняющую сварочную ванну от атмосферного загрязнения и окисления.
Он выделяет тепло для расплавления заготовки и кончика электрода. Покрытие электрода плавится от тепла. Флюс при плавлении создает защитную зону, предохраняющую сварочную ванну от атмосферного загрязнения и окисления.
Электрод плавится до капель. Капли металла добавляются к расплавленному основному металлу. Зона сварки охлаждается для создания надежного соединения, покрытого шлаком. Теперь удалите шлак отбойным молотком.
Дуговая сварка используется для сварки конструкций, сосудов высокого давления, изготовления, строительных площадок, обслуживания трубопроводов, общего изготовления. Это низкая стоимость, надежность, простота, универсальность, низкие эксплуатационные расходы и широкий спектр применения.
Процесс сварки характеризуется низким рабочим циклом оператора и меньшим количеством наплавок. Время требует перемен; электрод испортился. Этот процесс не подходит для высокопроизводительного приложения. Отмечаются шлаковые включения, пористость, непровар, подрез, блуждающая дуга, чрезмерное разбрызгивание.
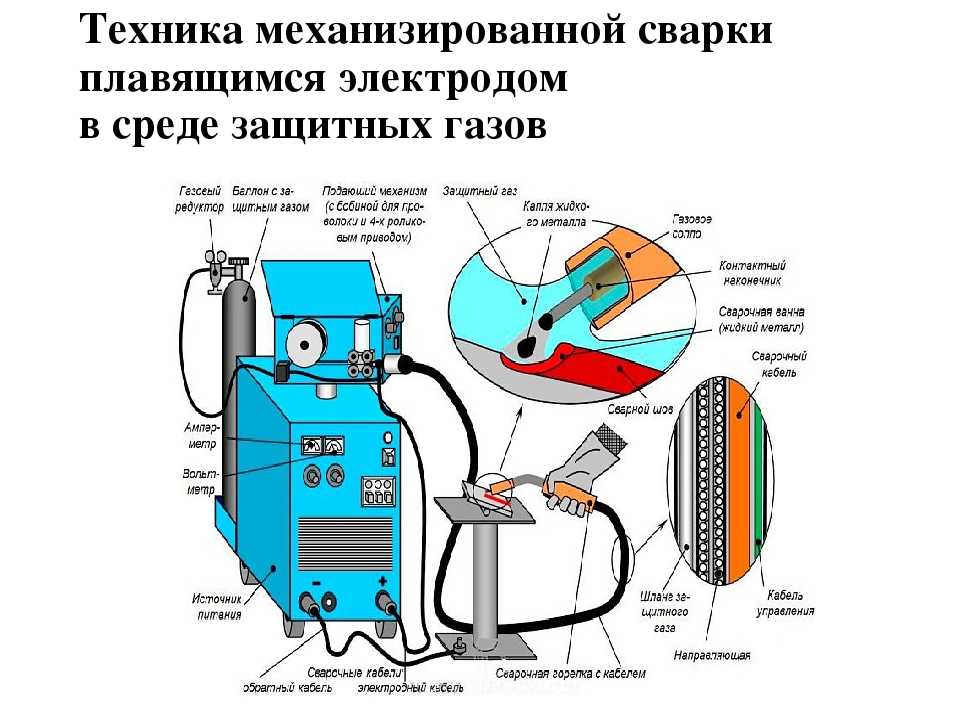
Сварка MIG (GMAW)Процесс сварки MIG подходит для высокопроизводительного изготовления металлических листов. Для сварки MIG требуется электричество для выработки тепла, наполнителя и защитного газа, а оператор держит курок горелки и заряжает электрод.
Механизм подачи проволоки продолжает подавать электрод. Защитный газ проходит через пистолет. Прикосновение электрода к металлу запускает дугу. Дуга производит тепло для расплавления электрода и основного металла. Защитный газ предотвращает окисление от примесей воздуха.
Сварочный процесс MIG подходит для высокопроизводительного производства. В выбранной ситуации сварки MIG используется робот. Сварка MIG подходит для сварки углеродистой стали, нержавеющей стали и алюминия. Сварка алюминия требует замены механизма подачи проволоки и горелки. Самый мягкий металл – алюминий.
Сварка MIG подходит для сварки углеродистой стали, нержавеющей стали и алюминия. Сварка алюминия требует замены механизма подачи проволоки и горелки. Самый мягкий металл – алюминий.
Сварка ВИГ (GTAW)
Для сварки ВИГ требуется тепло, присадочный материал и защитный газ. Приток тепла от сварочной дуги. Дуга возникает в результате контакта вольфрама с металлом при прохождении электрического тока. При срабатывании горелки TIG подается защитный газ для защиты зоны сварки. Это техника, которая требует больше практики.
Одна рука обеспечивает непрерывное движение горелки, а другая подает присадочный материал. Это тепло расплавляет присадочный материал и основной металл. Расплавленный наполнитель осаждается на нагретом основном металле. Зона охлаждающей сварки может обеспечить прочное и красивое соединение.
Вольфрамовый инертный газ (TIG) использует нерасходуемый электрод. Это выбор сварки тонких листов из нержавеющей стали и процессов сварки цветных металлов, таких как магний, алюминий и медные сплавы.
FCAW, полуавтоматический процесс, представляет собой процесс дуговой сварки, аналогичный сварке MIG во многих аспектах. Оборудование в принципе одинаковое. Наполнитель здесь пустотелый. Полость имеет флюсовый материал. Этот флюс помогает предотвратить окисление в сварочной ванне.
Этот процесс используется в судостроении, сварке трубопроводов, подводной сварке, ремонте и техническом обслуживании. Это более быстрый и универсальный процесс, и здесь не нужно носить с собой газовый баллон. Имеет встроенную защиту.
Дуговая сварка под флюсом (SAW)SAW — это процесс дуговой сварки. Между подвижным электродом и заготовкой образуется дуга.
Мы используем флюс в качестве защитного экрана.
Флюс предотвращает окисление и действует как шлак для защиты зоны сварки.
Этот универсальный процесс сварки используется для продольной и кольцевой стыковой сварки. Этот процесс подходит для сварки сосудов под давлением и трубопроводов.
Этот процесс подходит для сварки сосудов под давлением и трубопроводов.
Какой тип сварки лучше?
МиГ является наиболее универсальным и адаптируемым методом сварки, который лучше всего подходит для начинающих.
Какой наиболее распространенный процесс сварки?
Металлический инертный газ является наиболее распространенным процессом сварки в производстве.
Какие пять основных суставов?
Пять основных соединений при сварке: стыковое соединение, соединение внахлестку, тройниковое соединение, угловое соединение и краевое соединение.
Какой процесс сварки самый прочный?
Сварка электродуговой или дуговой сваркой является самой прочной сваркой.
Какой процесс сварки является точным?
Процесс сварки TIG является наиболее точным.
Какой вид сварки самый сложный?
Сварка TIG — самый сложный вид сварки.