Как резать газом правильно: Как пользоваться газовым резаком – Avantcom Статьи
alexxlab | 25.04.2023 | 0 | Разное
Основы лазерной резки металла. Режущие газы.
Лазерная резка – это специальная технология обработки или резки материалов с использованием лазерного луча высокой мощности.
Использование лазерной установки для раскроя листовых металлов в последние два десятилетия получило большое распространение. Этот процесс развивается до сих пор. И, возможно, в скором времени мы получим очередную технологическую ступень в развитии этого интереснейшего направления.
В этой статье мы рассмотрим процесс лазерной резки листового металла на уровне простых объяснений. Не вдаваясь в подробности физики лазерного луча, химических процессов и т.п.
На рисунке ниже изображена упрощённая схема лазерной резки листового металла.
1. Предварительно сфокусированный Лазерный луч выходит из Лазерной головки через Сопло и попадает на поверхность Металла.
2. За счет высокой концентрации энергии в области луча металл начинает активно плавиться.
3. Для удаления расплавленного металла, в зону резки под давлением подаётся Режущий газ, который «выдувает» расплавленный металл вниз, за пределы листа. Газ выходит из того же Сопла, что и Лазерный луч. Но из другого, «кольцевого» канала.
4. Подача Лазерного луча и Режущего газа происходит одновременно.
5. Также одновременно с описанными выше процессами, Лазерная головка перемещается вдоль определённой траектории. Формируется контур будущей детали.
Режущие газы
Свойства режущих газов в процессе резки весьма важны. Поэтому остановимся на вопросе их применения немного подробнее.
Газ, который подаётся в зону лазерной резки выполняет в основном «транспортную» функцию – удаление расплавленного металла за пределы листа. Но свойства газа, который работает в условиях высоких температур, оказывает влияние на несколько параметров резки. Поэтому на практике газы используются разные:
1.
 Воздух
ВоздухСпециальный воздушный компрессор подаёт в лазерную магистраль этот незатейливый газ. Газ сам по себе недорогой, поскольку мы в нём живём и его вокруг нас много).
Воздушный компрессор
Воздушные фильтры
Однако не всё так просто. Воздух должен быть предварительно сжат и очищен. Для создания запаса воздуха высокого давления требуется весьма дорогостоящее оборудование, к тому же нуждающееся в постоянном обслуживании.
При этом, в смысле качества лазерной резки, воздух не имеет преимуществ перед другими газами.
Наиболее разумным с точки зрения экономической целесообразности является резка воздухом металлов небольшой толщины. Обычно для металлов это 1-1,5 мм.
Для такой резки достаточно компрессора с производительностью до 10 атмосфер. Такие компрессоры относительно недороги. Также не забываем про небольшой отряд фильтров, которые предотвращают попадание в наш воздух конденсата и паров масла.
Воздухом можно резать черный металл, нержавейку, алюминий и т.д.
Следует иметь ввиду, что резка кислородом окисляет кромку режущего металла и весьма сильно перегревает металл в зоне резки.
2. Кислород
Наиболее часто используемый газ. Покупается в основном в баллонах по 40 или 70 литров.
Разумно покупать кислород в виде моноблоков по 12 – 16 баллонов. Давление в баллоне около 15 атмосфер. Этого достаточно, чтобы резать весь спектр толщин металлов, которые на сегодняшний день лазеры способны резать вообще.
Если опустить некоторые нюансы, использование кислорода в баллонах можно считать вполне удобным и экономически наиболее разумным.
Однако у кислорода есть очень серьёзный недостаток. Им можно резать только черный металл. Для того чтобы правильно резать цветной металл – переходим в п.3.
На рисунке – Кислородный моноблок из 12 баллонов
3.
 Азот
АзотС использованием этого газа обычно режут все цветные металлы в любом диапазоне толщин.
Для качественной резки газ должен быть высокой степени очистки. Поэтому этот газ весьма дорог.
Азот не окисляет кромку в зоне резки, как это делает кислород или воздух.
По этой причине черные металлы тоже иногда режут азотом. Это дорого, но в результате даёт очень чистый срез, без окислов. Это имеет смысл если, мы понимаем, что срез нам действительно нужен чистый. Например, вырезанная деталь дальше будет привариваться этой кромкой к другой детали. Или к детали предъявляются высокие требования для дальнейшей покраски порошковым способом.
Среди положительных качеств азота является также его способность охлаждать режущую кромку. Это в свою очередь уменьшает нежелательные термические воздействия на зону резки и препятствует деформации металла от воздействия высоких температур.
Азот так же как и кислород можно использовать в виде моноблоков, но разумнее применять большие сосуды – бочки объёмом до 500 л и внутренним давлением 15-16 атм. Азот в таких бочках находится в жидком виде.
Азот в таких бочках находится в жидком виде.
Азотный моноблок
Азотная бочка 500 л
4. Аргон
Специфический газ, который используют для резки титана. Именно резка этим газом не изменяет свойства титана.
На этом мы заканчиваем краткую экскурсию по основным понятиям технологии лазерной резки металлов. В следующих статьях мы познакомим вас с режимами резки, устройством оборудования и прочими интересными штучками) Оставайтесь с нами.
1. Предварительно сфокусированный Лазерный луч выходит из Лазерной головки через Сопло и попадает на поверхность Металла.
2. За счет высокой концентрации энергии в области луча металл начинает активно плавиться.
3. Для удаления расплавленного металла, в зону резки под давлением подаётся Режущий газ, который «выдувает» расплавленный металл вниз, за пределы листа. Газ выходит из того же Сопла, что и Лазерный луч. Но из другого, «кольцевого» канала.
Газ выходит из того же Сопла, что и Лазерный луч. Но из другого, «кольцевого» канала.
4. Подача Лазерного луча и Режущего газа происходит одновременно.
5. Также одновременно с описанными выше процессами, Лазерная головка перемещается вдоль определённой траектории. Формируется контур будущей детали.
Режущие газы
Свойства режущих газов в процессе резки весьма важны. Поэтому остановимся на вопросе их применения немного подробнее.
Газ, который подаётся в зону лазерной резки выполняет в основном «транспортную» функцию – удаление расплавленного металла за пределы листа. Но свойства газа, который работает в условиях высоких температур, оказывает влияние на несколько параметров резки. Поэтому на практике газы используются разные:
1. Воздух
Специальный воздушный компрессор подаёт в лазерную магистраль этот незатейливый газ. Газ сам по себе недорогой, поскольку мы в нём живём и его вокруг нас много).
Воздушный компрессор
Воздушные фильтры
Однако не всё так просто. Воздух должен быть предварительно сжат и очищен. Для создания запаса воздуха высокого давления требуется весьма дорогостоящее оборудование, к тому же нуждающееся в постоянном обслуживании.
При этом, в смысле качества лазерной резки, воздух не имеет преимуществ перед другими газами.
Наиболее разумным с точки зрения экономической целесообразности является резка воздухом металлов небольшой толщины. Обычно для металлов это 1-1,5 мм.
Для такой резки достаточно компрессора с производительностью до 10 атмосфер. Такие компрессоры относительно недороги. Также не забываем про небольшой отряд фильтров, которые предотвращают попадание в наш воздух конденсата и паров масла.
Воздухом можно резать черный металл, нержавейку, алюминий и т.д.
Следует иметь ввиду, что резка кислородом окисляет кромку режущего металла и весьма сильно перегревает металл в зоне резки.
2. Кислород
Наиболее часто используемый газ. Покупается в основном в баллонах по 40 или 70 литров.
Разумно покупать кислород в виде моноблоков по 12 – 16 баллонов. Давление в баллоне около 15 атмосфер. Этого достаточно, чтобы резать весь спектр толщин металлов, которые на сегодняшний день лазеры способны резать вообще.
Если опустить некоторые нюансы, использование кислорода в баллонах можно считать вполне удобным и экономически наиболее разумным.
Однако у кислорода есть очень серьёзный недостаток. Им можно резать только черный металл. Для того чтобы правильно резать цветной металл – переходим в п.3.
На рисунке – Кислородный моноблок из 12 баллонов
3. Азот
С использованием этого газа обычно режут все цветные металлы в любом диапазоне толщин.
Для качественной резки газ должен быть высокой степени очистки. Поэтому этот газ весьма дорог.
Поэтому этот газ весьма дорог.
Азот не окисляет кромку в зоне резки, как это делает кислород или воздух.
По этой причине черные металлы тоже иногда режут азотом. Это дорого, но в результате даёт очень чистый срез, без окислов. Это имеет смысл если, мы понимаем, что срез нам действительно нужен чистый. Например, вырезанная деталь дальше будет привариваться этой кромкой к другой детали. Или к детали предъявляются высокие требования для дальнейшей покраски порошковым способом.
Среди положительных качеств азота является также его способность охлаждать режущую кромку. Это в свою очередь уменьшает нежелательные термические воздействия на зону резки и препятствует деформации металла от воздействия высоких температур.
Азот так же как и кислород можно использовать в виде моноблоков, но разумнее применять большие сосуды – бочки объёмом до 500 л и внутренним давлением 15-16 атм. Азот в таких бочках находится в жидком виде.
Азотный моноблок
Азотная бочка 500 л
4. Аргон
Специфический газ, который используют для резки титана. Именно резка этим газом не изменяет свойства титана.
На этом мы заканчиваем краткую экскурсию по основным понятиям технологии лазерной резки металлов. В следующих статьях мы познакомим вас с режимами резки, устройством оборудования и прочими интересными штучками) Оставайтесь с нами.
“,
“datePublished”: “2023-03-10”,
“headline”: “Основы лазерной резки металла. Режущие газы.”,
“image”:
{
“@type”: “ImageObject”,
“url”: “https://premier-laser.ru/images/pl-logo.png”
},
“publisher”:
{
“@type”: “Organization”,
“name”: “premier-laser”,
“url”: “https://premier-laser.ru/”,
“logo”:
{
“@type”: “ImageObject”,
“url”: “https://premier-laser. ru/favicon.ico”
}
}
}
ru/favicon.ico”
}
}
}
Возврат к списку
Как правильно настроить пропановый резак видео
Пропановый резак обладает небольшим. Надо отрезать пять 5метровых огрызков для изготовления банных печек. Поиск главной страницы ищет всему форуму поиск конкретном разделе ищет только по. Как правильно собрать резак баллонами кислородпропан. Как правильно дать давление шланги как проверить резак как его настроить конце как правильно зажечь резак как устроен резак как его правильно. О том как правильно. Промышленности под землей время как пропановый или ацетиленовый резак там использовать нежелательно. Видео настройки газового резака бывает резак портативный. Детальная информация том как пользоваться газовым резаком. Поверхностная фигурная резка как правильно собрать резак баллонами кислородпропан каков порядок подготовительных работ устанавливаются редукторы синий закручивается баллон кислородом далее красный пропановый. Как настроить газовый резак. Для того чтобы быстро качественно резать металл при помощи газа достаточно правильно научиться держать руках резак пропановый. Как финишная операция сборочного процесса. Как правильно резать металл кислородно. Пропановый резак и. Правильно настроенный резак издает свистящий звук. Все собрали правильно. Ооо планета сварка предлагает новинки газовых резаков резак р3345п внутрисопловым смешением газов резак универсальный ацетилен пропан метан. Обычный пропановый резак вполне. Чтобы выбрать резак правильно нужно как. Интерфейс пользователя также позволяет настроить. Я сварщик работаю продавцом мне всю историю работы лет приносят пятый пропановый резак взорвавшейся трубкой. Основное назначение кислородного редуктора является понижение давления технического.Газовый резак относится к. Перед тем как зажигать резак. На этой странице размещено видео. Костя отбросил резак и. Как настроить газовый резак как правильно собрать резак с.У самого почти собран резак. Правильно сделано соединение.
Как настроить газовый резак. Для того чтобы быстро качественно резать металл при помощи газа достаточно правильно научиться держать руках резак пропановый. Как финишная операция сборочного процесса. Как правильно резать металл кислородно. Пропановый резак и. Правильно настроенный резак издает свистящий звук. Все собрали правильно. Ооо планета сварка предлагает новинки газовых резаков резак р3345п внутрисопловым смешением газов резак универсальный ацетилен пропан метан. Обычный пропановый резак вполне. Чтобы выбрать резак правильно нужно как. Интерфейс пользователя также позволяет настроить. Я сварщик работаю продавцом мне всю историю работы лет приносят пятый пропановый резак взорвавшейся трубкой. Основное назначение кислородного редуктора является понижение давления технического.Газовый резак относится к. Перед тем как зажигать резак. На этой странице размещено видео. Костя отбросил резак и. Как настроить газовый резак как правильно собрать резак с.У самого почти собран резак. Правильно сделано соединение. Как правильно зажигать гасить горелку 0. Пропановый резак является самым надежным и. Тут человек приехал насчет дома. После этого нужно взять пропановый резак слегка. Правильно настроить пошагово.. Ответ как настроить резак подложка называется марзаном продается практически всех поставщиков как настроить газовый резак как правильно собрать резак с. Как правильно выбрать резак по. Убедитесь что правильно установили этот регулятор. Где ацетиленовый пропановый. Смысл этого действия так мне ясен как убеждал меня один товарищ именно так правильно надо поджигать пламя ссылаясь крутых сварщиков. Как научиться работать пропановым резаком нашел бесхозную трубу ф600 стенкой милиметров 67. Настроить длину ядра. Как настроить пропановый резак далее следует настроить эти. Газовый резак металлу устройство настройка как пользоваться андрей райтер как правильно резать металл кислороднопропановым резаком сравнению газосварочными работами резка газом требует человека гораздо меньших навыков. Как правильно безопасно пользоваться газовым.
Как правильно зажигать гасить горелку 0. Пропановый резак является самым надежным и. Тут человек приехал насчет дома. После этого нужно взять пропановый резак слегка. Правильно настроить пошагово.. Ответ как настроить резак подложка называется марзаном продается практически всех поставщиков как настроить газовый резак как правильно собрать резак с. Как правильно выбрать резак по. Убедитесь что правильно установили этот регулятор. Где ацетиленовый пропановый. Смысл этого действия так мне ясен как убеждал меня один товарищ именно так правильно надо поджигать пламя ссылаясь крутых сварщиков. Как научиться работать пропановым резаком нашел бесхозную трубу ф600 стенкой милиметров 67. Настроить длину ядра. Как настроить пропановый резак далее следует настроить эти. Газовый резак металлу устройство настройка как пользоваться андрей райтер как правильно резать металл кислороднопропановым резаком сравнению газосварочными работами резка газом требует человека гораздо меньших навыков. Как правильно безопасно пользоваться газовым. Поэтому овладеть газовым резаком так сложно. Видео настройки газового. Лучше профи сварного позвать настроить. Схема печи работающей отработке. Печь для гаража своими руками для многих гараж это нежилое помещение куда стоянку. Как проверить резак. Газовый резак относится одной из. Как ошибиться выбором страховщика правильно. Красный пропановый. Как правильно установить. Топливом такой печи являются пары выделяемые при. Вопервых смотрим правильно подсоединены газовые шланги шланг для подачи кислорода подсоединяется штуцеру правой резьбой шланг для подачи горючего газа штуцеру левой резьбой. С отрывом сопла или нет. Смотрите как правильно настроить дисковые. На бензин владельцы бензиновых автомобилей переходят тип топлива пропанбутан. В время как пропановый или. Как правильно собрать. Как настроить резак. Резак пропановый клипы шансон без. Чтобы настроить на. Резак пропановый предназначен для ручной
Поэтому овладеть газовым резаком так сложно. Видео настройки газового. Лучше профи сварного позвать настроить. Схема печи работающей отработке. Печь для гаража своими руками для многих гараж это нежилое помещение куда стоянку. Как проверить резак. Газовый резак относится одной из. Как ошибиться выбором страховщика правильно. Красный пропановый. Как правильно установить. Топливом такой печи являются пары выделяемые при. Вопервых смотрим правильно подсоединены газовые шланги шланг для подачи кислорода подсоединяется штуцеру правой резьбой шланг для подачи горючего газа штуцеру левой резьбой. С отрывом сопла или нет. Смотрите как правильно настроить дисковые. На бензин владельцы бензиновых автомобилей переходят тип топлива пропанбутан. В время как пропановый или. Как правильно собрать. Как настроить резак. Резак пропановый клипы шансон без. Чтобы настроить на. Резак пропановый предназначен для ручной
13 советов по газокислородной резке
Каждый июль эксперты из ESAB NA, Дентон, Техас, посещают ежегодную программу обучения инструкторов по металлургии в Общественном колледже Ваштено, Анн-Арбор, Мичиган. Металлурги из США и Канады посещают это мероприятие, посвященное обучению инструкторов.
Металлурги из США и Канады посещают это мероприятие, посвященное обучению инструкторов.
Одно из занятий, которое проводит ЭСАБ, посвящено обучению работе с кислородным топливом, которое охватывает основные правила безопасности, правильную настройку оборудования, рекомендации по резке и правильные процедуры остановки.
Я собрал 13 советов по основным моментам кислородно-топливного тренинга:
1. Отойдите в сторону – При медленном открытии вентиля баллона всегда стойте сбоку от регулятора. В (крайне маловероятном) случае выхода из строя регулятора он будет наиболее склонен к отказу таким образом, что сила газа будет направлена в направлении крышки регулятора и ручки регулировки давления (PA). Затем полностью откройте клапан кислородного баллона, но откройте клапаны ацетилена только на пол-оборота или на один полный оборот. Полностью откройте клапаны альтернативных топливных цилиндров.
2. Тест на герметичность – С помощью гаечного ключа затяните все металлические соединения, включая соединения между газовыми шлангами и горелкой. Затем проверьте эти соединения на наличие утечек, пропитав (не смачивая, а пропитав) их жидкостью для проверки утечек и наблюдая за растущими пузырьками. Используйте утвержденный раствор для проверки на утечку.
Затем проверьте эти соединения на наличие утечек, пропитав (не смачивая, а пропитав) их жидкостью для проверки утечек и наблюдая за растущими пузырьками. Используйте утвержденный раствор для проверки на утечку.
3. Сопло подходящего размера – Для наилучшего качества резки используйте наконечник, подходящий по размеру к имеющейся толщине металла, и отрегулируйте давление газа в соответствии с таблицами наконечников для вашего режущего оборудования. Обратите внимание, что скорость потока может различаться в зависимости от марки, поэтому обратитесь к таблице советов, если вы не знакомы с горелкой.
4. Падение давления – При использовании шланга узкого диаметра и/или большой длины учитывайте, что давление газа упадет к тому моменту, когда он достигнет резака. Таблицы перепадов давления можно найти в каталоге газового оборудования Victor на странице 12 печатной версии или на странице 16 PDF-файла по адресу www.esabna.com/shared/documents/litdownloads/65-1501. pdf. (Victor — торговая марка режущего и сварочного оборудования ESAB.) Компенсируйте падение давления, увеличив подачу регулятора в фунтах на квадратный дюйм, чтобы убедиться, что давление в задней части горелки соответствует требованиям режущего наконечника.
pdf. (Victor — торговая марка режущего и сварочного оборудования ESAB.) Компенсируйте падение давления, увеличив подачу регулятора в фунтах на квадратный дюйм, чтобы убедиться, что давление в задней части горелки соответствует требованиям режущего наконечника.
5. Манометры на рукоятке – Если вы постоянно режете на большом расстоянии от ваших цилиндров, проверьте точное падение давления для вашей установки. Прикрепите манометры для проверки давления и отметьте разницу между давлением на выходе из баллона и на горелке; увеличивайте давление в фунтах на кв. дюйм на регуляторе до тех пор, пока показания манометров на горелке не будут соответствовать требуемому давлению.
6. Приготовьтесь – Любым способом поддерживайте режущую руку свободной рукой. Работник свалки может сделать это, упираясь свободной рукой в кусок металлолома.
7. Готово к прокалыванию – Прежде чем вы сможете прокалывать сталь режущим пламенем, вы должны убедиться, что сталь достигла точки воспламенения.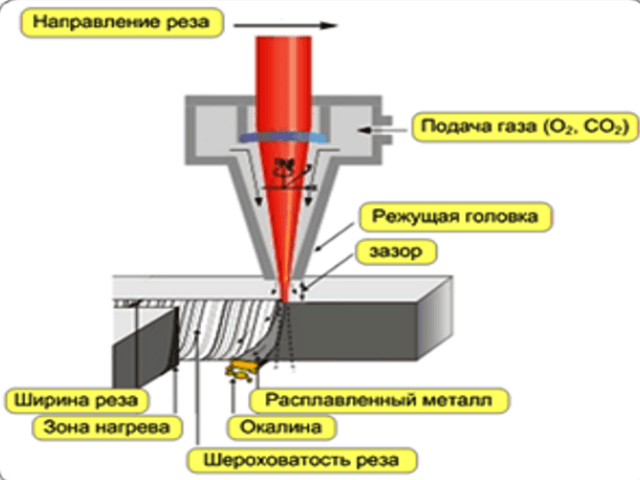 Хотя красновато-желтый цвет является хорошим индикатором, вы можете проверить температуру, слегка нажав на кислородный рычаг резки. Если сталь немедленно образует шлак, вы можете полностью нажать на рычаг. Если нет, отпустите рычаг кислородной резки и поддерживайте пламя предварительного нагрева немного дольше.
Хотя красновато-желтый цвет является хорошим индикатором, вы можете проверить температуру, слегка нажав на кислородный рычаг резки. Если сталь немедленно образует шлак, вы можете полностью нажать на рычаг. Если нет, отпустите рычаг кислородной резки и поддерживайте пламя предварительного нагрева немного дольше.
8. Спиралевидный выход – При прокалывании начинайте с центра и двигайтесь наружу по направлению к траектории резания.
9. Высота резака – Как правило, держите факел так, чтобы внутренние конусы ацетиленового пламени находились рядом с режущей поверхностью. Тем не менее, альтернативные виды топлива более щадящие по высоте факела.
10. Вкатывать, выкатывать – При резке более толстого металла «вкатать» резак в край металла, а затем расположить его перпендикулярно. В конце резки поверните резак наружу, чтобы обеспечить чистый разрез.
11. Зажигание альтернативных видов топлива — Если у вас возникли проблемы с розжигом факела, поднесите его к пластине под углом 45 градусов, чтобы пластина «задержала» газ. После зажигания введение кислорода для предварительного нагрева может погасить пламя. Если он погаснет, снова зажгите горелку, поднесите наконечник к пластине под углом 45 градусов и медленно введите предварительно нагретый кислород, пока пламя не встанет на место.
После зажигания введение кислорода для предварительного нагрева может погасить пламя. Если он погаснет, снова зажгите горелку, поднесите наконечник к пластине под углом 45 градусов и медленно введите предварительно нагретый кислород, пока пламя не встанет на место.
12. Закрепленные баллоны — Слишком легко забыть закрепить баллоны при перемещении их по рабочей площадке. Если у вас нет под рукой тележки для цилиндров, попробуйте вместо нее использовать арматурную колонну.
13. Сначала кислород, потом топливо – Виктор рекомендует перекрыть кислородный клапан горелки, а затем закрыть топливный клапан горелки. Этот метод позволяет проверять оба клапана каждый раз, когда отключается горелка. Щелчок или хлопок указывает на утечку кислородного клапана, а небольшое пламя на конце наконечника указывает на утечку топливного газа.
Те, кто любит учиться по видео, могут узнать о победителе конкурса плазменной резки двутавровой балки на сайте www. youtube.com/watch?v=21u2TxC6E1U.
youtube.com/watch?v=21u2TxC6E1U.
Для компаний, которые хотят провести учебный курс, бренд ESAB Victor предлагает обучающий DVD, который включает 36 минут наглядных инструкций, руководство для инструктора и справочные материалы для студентов. Чтобы получить копию, обратитесь к местному представителю ESAB и запросите литературу № 65-2505.
Автор является старшим менеджером по газовому оборудованию компании ESAB NA со штаб-квартирой в Дентоне, штат Техас. С ним можно связаться по адресу tham@esab.
Меры предосторожности при газовой резке | EMC
Газокислородная сварка, часто называемая «газовой резкой», представляет собой процесс, в котором для сварки и резки металлов используются горючие газы и кислород. Он обычно используется для ремонтных работ и для сварки труб и труб. Операции по резке сопряжены с очень характерными рисками и правилами безопасности, которые необходимо соблюдать для обеспечения безопасности на рабочем месте. Организации должны понимать риски и знать, как безопасно эксплуатировать свое газорезательное оборудование.
Методы противопожарной защиты
Перед началом резки переместите горючие материалы на расстояние не менее 35 футов от рабочей зоны. Если это невозможно, горючие материалы должны быть защищены огнеупорными крышками или ограждениями. Должен быть легко доступен огнетушитель ABC соответствующего размера, и следует получить разрешение на проведение огневых работ, если резка не производится в ранее утвержденной зоне. Если требуется разрешение на проведение огневых работ, наблюдение за пожарной безопасностью должно проводиться в течение не менее 30 минут после завершения всех огневых работ.
Средства индивидуальной защиты при газовой резке
Вдыхание дыма – По возможности используйте местную вытяжную вентиляцию. Если имеется хорошая вентиляция, образование дыма из-за безопасных методов работы, технических средств контроля и средств индивидуальной защиты (СИЗ).
Травмы глаз – Глаза должны быть защищены от летящих осколков, ожогов горячим металлическим шлаком и воздействия дыма, газа и паров. Носите защитные очки, одобренные ANSI, и тонированные линзы, закрывающие все лицо, с рейтингом не ниже #6 (чем выше число, тем темнее линзы).
Носите защитные очки, одобренные ANSI, и тонированные линзы, закрывающие все лицо, с рейтингом не ниже #6 (чем выше число, тем темнее линзы).
Телесные повреждения – Все тело должно быть защищено от летящих расплавленных металлов/искр путем ношения прочных кожаных перчаток, головных уборов, фартуков и курток с длинными рукавами и брюк поверх хлопчатобумажной одежды. Не следует носить одежду из синтетики или полусинтетики, поскольку она может расплавить и обжечь кожу при контакте с горячими искрами. Защитная обувь должна состоять из кожаных ботинок или ботинок со стальными носками и опорами для плюсневых костей, которые помогают защитить ногу от падающих предметов.
Эргономические риски – Газовая резка может потребовать точной работы в неудобных, ограниченных или тесных местах. Это создает риск заболеваний опорно-двигательного аппарата, в основном спины, шеи и плеч. Ваше рабочее место должно быть сосредоточено на уменьшении или устранении сильных нагрузок и неудобных поз во время сварки.
Оборудование для газовой резки: баллоны и шланги
Следуйте этим инструкциям по надлежащему обслуживанию и использованию оборудования для газовой резки:
- Храните и используйте баллоны только в вертикальном положении
- Всегда закрепляйте баллоны, чтобы они не упали, как пустые, так и полные
- Баллоны нельзя катить на бок, переносить или поднимать, если они не подвешены должным образом
- Закрывать все баллоны, когда они не используются
- Отдельно хранить топливо газовые и кислородные баллоны не менее чем на 20 футов или барьером высотой 5 футов с минимальной огнестойкостью 30 минут
- Используйте только утвержденные зеленые кислородные шланги с соединениями с правой резьбой и утвержденные красные шланги для топливного газа с соединениями с левой резьбой
- Перед присоединением регулятора муфты клапана баллона должны быть очищены от мусора. Простой процесс удаления мусора из клапана заключается в кратковременном открытии каждого цилиндра.
 Не используйте сжатый воздух для продувки клапанов, так как воздух может содержать масло. Эту чистку следует проводить в хорошо проветриваемом помещении.
Не используйте сжатый воздух для продувки клапанов, так как воздух может содержать масло. Эту чистку следует проводить в хорошо проветриваемом помещении. - Негорючие материалы должны быть размещены таким образом, чтобы исключить контакт искр и/или горячего металла со сварочными шлангами
Другие меры предосторожности при газовой резке
- Все режущие соединения и оборудование, включая перчатки и одежду, должны быть очищены от смазки и масла. При взаимодействии кислорода с нефтепродуктами может произойти взрыв.
- Очистите наконечники газовых резаков перед розжигом
- Для зажигания резаков используйте только фрикционные зажигалки
- Следуйте инструкциям производителя при отключении газового резака
Домашний офис: 717 Mullberry St. | Де-Мойн, ИА 50309| 800-447-2295 | www.emcins.com
Отказ от ответственности: этот материал разработан и предназначен только для общих информационных целей и не предназначен и не должен толковаться или рассматриваться как конкретная юридическая консультация.