Как резать инверторной сваркой – Как резать металл сварочным инвертором
alexxlab | 03.01.2020 | 0 | Разное
Резка металла электродуговой сваркой, принципы и особенности
пер.Каштановый 8/14 51100 пгт.Магдалиновка
Nikolaenko Dmitrij
Резка металла электродуговой сваркой
 Резка металла электродуговой сваркой
Резка металла электродуговой сваркой
Металлы режутся самыми разными способами. Одни выполняют максимально точный рез, другие не очень, третьи только чтобы отрезать. Резка электродуговой сваркой вполне подходит для этого дела, но шов не будет красивый и линия реза точной, как например, если резать плазмой или лазером, но все же, этот метод очень широко распространен и популярен. Для резки электродуговой сваркой необходим сварочный аппарат и электрод. Разрезать можно как тонкий металл, так и толстый, только необходимо отрегулировать силу тока.
Резка металла электродуговой сваркой — принцип процесса

Резка металла электродуговой сваркой процесс не сложный:
- для начала выбираем режим тока на аппарате, который определяем в зависимости от толщины разрезаемого металла. Сила тока должна быть сильнее, чем при сварке на 30-40%. Например, разрезая лист 2мм., электрод будет тоже 2мм., сила тока 100А.;
- затем приставляем электрод к металлу и немного разогреваем его, постепенно вдавливая его в разрезаемый материал, делаем это в процессе резки все время, чтобы произошел прорез;
- когда разрезаем металлическую пластину, ее нужно поставить вертикально, чтобы окалина или «сопли» стекали вниз и не прилипали на изделие;
- выбрать специальный электрод для резки, так как они отличаются от сварочной.
Резка металла электродуговой сваркой выполняется режущим электродом, который отличается высокой мощностью дуги, высокой теплостойкостью покрытия, более быстрым процессом окисления жидкого металла. Электрод марки ОЗР-1 применяется для резки проплавки отверстий, удаления дефектов на изделии. Марку ОЗР-2 используют для разрезания арматуры до 40мм., для резки, строжки, прошивки отверстий, устранение дефектов сварки и других подобных работ. Резка производится на повышенных режимах возвратно-поступательными движениями. Угольный электрод является подходящим для разреза чугуна, цветных металлов. Он может резать большие толщины стали до 16мм., сила тока достигает 400А.
 Резка металла электродуговой сваркой замечательно выполняется сварочным аппаратом «RezonverHybrid», который соответствует всем европейским стандартам качества. Он очень компактный, легкий (3,5кг.), на 200А, при резке расходуется 30А, высокопроизводительный, 98%КПД, качество работы на 13% выше других аппаратов, надежно защищен от скачков напряжения и коротких замыканий. Его можно использовать при напряжении всего 160В. В режиме резки легко справляется с любой сталью, независимо от толщины, плотности. Способность резать цветные металлы достаточно быстро.
Резка металла электродуговой сваркой замечательно выполняется сварочным аппаратом «RezonverHybrid», который соответствует всем европейским стандартам качества. Он очень компактный, легкий (3,5кг.), на 200А, при резке расходуется 30А, высокопроизводительный, 98%КПД, качество работы на 13% выше других аппаратов, надежно защищен от скачков напряжения и коротких замыканий. Его можно использовать при напряжении всего 160В. В режиме резки легко справляется с любой сталью, независимо от толщины, плотности. Способность резать цветные металлы достаточно быстро.
Какие недостатки электродуговой резки:
- низкая производительность выполненной работы;
- низкое качество реза;
- образовавшиеся наплывы на детали;
Преимущества такой резки:
- высокая скорость выполненной работы, значительная экономия времени;
- способность работать с любым металлом, сплавом;
- способность выполнять рез любой формы разреза;
- не требуется сложное оборудование, специальное помещение, особые условия.
Все это говорит о том, что процесс резки электродуговым методом является практичным и распространенным.
1643
Опубликовано/отредактировано: 2018-01-21
metallsmaster.ru
Резка металла электросваркой: преимущества и недостатки
Электросварка предназначена не только для соединения поверхностей, но и для их разрезания. Процесс резки металла электросваркой производится тем же оборудованием, но отличается от создания сварного шва тем, что при резке металл проплавляется насквозь до разделения частей заготовки. Это происходит в результате применения большей силы тока, чем при сварке.
Применение электродуговой резки
Такая технология применяется при ремонтно-строительных работах для демонтажа металлоконструкций, разборки старых трубопроводов, грубой разделке металлолома. Её используют при необходимости прожигания отверстий или разрезания стальных, чугунных изделий, заготовок из цветного металла.
Электродуговая резка применяется в том случае, когда нет возможности осуществить газовую резку, а также при отсутствии необходимого оборудования для газовой резки металла.
Электродуговая резка металла — процесс
Необходимые инструменты и оборудование
В процессе выполнения работ потребуются:
- сварочный инвертор (трансформатор), который производит ток заданной силы, необходимой для создания сварочной дуги;
- молоток по металлу;
- щётка для зачистки;
- электрические провода с соединительными муфтами;
- электроды и держатели для них.
Для резки металла целесообразно применять электроды, которые обозначены маркировкой ОЗР. Они отличаются особым покрытием с определённой теплоустойчивостью, обеспечивающим высокую производительность и хорошее качество полосы разреза. При их использовании образуется устойчивая дуга, которая создаёт требуемое количество тепла. Специальные электроды ОЗР позволяют проводить резку постоянным или переменным током из любого пространственного положения.
Резка сваркой – это процесс повышенной опасности для человека. При несоблюдении техники безопасности и отсутствии необходимой экипировки можно получить поражение электрическим током. Видимые и ультрафиолетовые лучи негативно воздействуют на глаза. Выделяющие при резке вредные вещества влияют на функционирование дыхательных путей. Есть угроза получить ожоги поверхности кожи горячим металлом. Поэтому в процессе резки необходимо обеспечить:
- надёжную защиту металлического корпуса сварочного аппарата;
- наличие вытяжной вентиляции в помещении;
- специальную защитную одежду: брезентовую робу, рукавицы, защитную маску с тёмными стёклами, обувь на резиновой подошве, респиратор.

Резка металла сваркой — как это происходит
При резке металла в замкнутом пространстве желательно, чтобы снаружи за действиями работника наблюдал помощник, готовый прийти на помощь в экстремальной ситуации.
Технология резки металла электродуговой сваркой
Процесс резки металла проще сваривания, так как нет особых требований к качеству кромки. Поэтому такая технология оптимальна для обучения, осваивания принципов работы с инвертором.
Перед началом работы необходимо убедиться в исправности всех используемых электрических кабелей. Создание и удержание дуги не вызывает особых сложностей. Она зажигается в результате постукивания или чирканья электрода о металлическую заготовку. Величина тока на инверторе выставляется в зависимости от размеров электродов, толщины материала, вида требуемого разреза. Существуют три основные разновидности разрезов.
Разделительная резка
Материал устанавливается таким образом, чтобы обеспечивалось свободное вытекание расплавленного металла из линии разреза. При вертикальном расположении листа разделительная резка проводится сверху вниз. На горизонтальной поверхности рез выполняется от кромки материала. Если разрезается лист большого размера, начинать процесс можно с отверстия, выполненного в середине заготовки.
Разделительная резка металла — схема процесса
Поверхностная резка
Эта разновидность применяется для прокладывания канавок на поверхности материала, выравнивания наплывов и дефектов. В процессе работы электрод должен быть расположен с наклоном 5º-10º к поверхности. При поверхностной резке движение производится с небольшим погружением в создаваемую полость. Если требуется проложить широкую канавку, электродом следует выполнять поперечные движения заданного размера.

Резка отверстий
Эта операция выполняется путём постепенного расширения небольшого отверстия до требуемых размеров. При резке отверстий перпендикулярное расположение электрода допускает небольшие отклонения в сторону образующейся окружности.

Особенности применения разных видов электродов
Для процесса резки металлических поверхностей возможно применение различных электродов:
- металлических плавящихся;
- угольных;
- неплавящихся вольфрамовых.
Резка плавящимся электродом сопровождается выплавлением металла электрической дугой из зоны воздействия. Работа выполняется стальными электродами диаметром от 2,5 до 6 мм, которые отличаются большей тугоплавкостью, чем при сварке. Качественное покрытие (марганцевая руда, поташ) создаёт небольшой козырёк, закрывающий зону дуги, что способствует сосредоточенному нагреву материала.
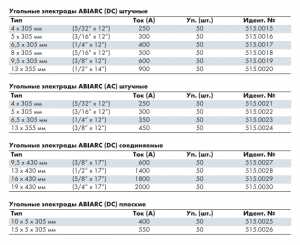
Спецификация угольных электродов ABIARC
Угольные электроды применяют в том случае, когда не требуется определённое качество и ширина полученного реза. При работе поверхность материала располагается с небольшим наклоном для облегчения вытекания металла. Таким образом можно обрабатывать заготовки из чугуна, стали, цветных металлов. Оптимальным будет использование электрода толщиной 10 мм.
Электродуговую резку изделий из цветных металлов, легированной стали можно производить неплавящимися вольфрамовыми электродами, которые применяются гораздо реже, чем металлические или угольные. В этом случае резка должна проводиться в защитной газовой среде.
В случае отсутствия специальных электродов, предназначенных для резки материала, могут применяться обычные сварочные. При этом следует выбрать подходящий диаметр: для тонкого металла применяются электроды диаметром 3 мм, для более толстого – от 4 до 6 мм.
Преимущества и недостатки электродуговой резки
Резка сваркой, как и любая технология, имеет свои достоинства и недостатки, учёт которых позволит сделать работу быстро и достичь ожидаемого результата. К основным недостаткам метода относятся:
- низкая производительность, которая обусловлена невысокой скоростью работы;
- плохое качество реза, получаемого в результате затвердевания натеканий с обратной стороны заготовки.
Перечисленные недостатки делают метод неприменимым в условиях, когда требуется выдерживать точную разметку при резке металла.

Главные преимущества, которые отличают этот метод:
- отсутствие необходимости приобретения специального дорогостоящего оборудования, инструментов;
- отсутствие особых требований к окружающим условиям;
- быстрое обучение приёмам работы и освоение оборудования;
- возможность работы с постоянным или переменным током.
Многие организации строительной, ремонтной, автомобильной сферы, а также домашние умельцы успешно применяют резку электросваркой, так как этот метод предназначен для несложной, недорогой резки различных металлических поверхностей.
Видео по теме: Резка металла сваркой
promzn.ru
Резка металла сварочным инвертором
Резка металла сварочным инвертором

Дуговая резка металлов является начальным этапом развития технологии. Практическое применение таковой, несмотря на популяризацию и целесообразность использования плазменной резки, и по сегодняшний день распространено, как в бытовых условиях, так и промышленных масштабах. В процессе дуговой резки металлов используют: металлические плавящиеся электроды, угольные электроды, не плавящиеся вольфрамовые электроды.
Эта технология носит несколько схожий характер со сваркой металла. Единственным исключением является необходимость воздействия на металл большей силы тока. Резка металла требует подбора силы тока на 30%, а в некоторых случаях и 40% больше от того, что использовался при сварке того же металла. Под воздействием более мощной дуги тока, металл начинает проплавляться. Где зажигают электрическую дугу? В качестве такого места принято использовать начало реза на внешней (верхней) кромке.
Козырек покрытия электрода: предназначение
Козырек покрытия электрода несет не только техническое значение, но и практическое. Что касается практического? В данном случае он используется в качестве выталкивающего элемента расплавленного металла. Что до технического, то именно козырек покрытия электрода является изолятором.
Режимы резки плавящимся электродом
В качестве материала может выступать низкоуглеродистая сталь толщиной в 6 мм, 12 мм, 25 мм, отталкиваясь от толщины которой, мы определяем диаметр электрода и режим резки. Используя электрод толщиной в 2,5 мм, режим резки устанавливаем в 140 Ампер и скорость работы – 12,3м/ч, 7,2м/ч и 2,1м/ч соответственно. По мере использования более толстого электрода, например 3 мм и 4 мм, увеличивается необходимая сила тока, а также скорость работы относительно обрабатываемого металла.
Резка угольным электродом
Данный вид резки является востребованным и целесообразным в тех случаях, когда не берутся во внимание качество и ширина образовавшегося реза. Посредством угольного электрода можно обрабатывать чугун, а также цветные металлы. С помощью угольного электрода можно резать сталь толщиной в 6 мм, 10 мм и 16 мм. Во всех случаях используется электрод толщиной в 10 мм, а сила тока – 400 Ампер.
Недостатки дуговой резки металлов перед плазменной резкой
Самый основной недостаток – низкая производительность относительно выполненных работ. Скорость резки металлическим электродом оставляет желать лучшего. Вторым и не менее весомым недостатком является низкое качество реза, что делает данный метод практически неприменимым там, где нужно точно выдерживать разметку. Высокая сила тока дуги обязательно оставит на заготовке видимые неровности, а также затвердевшие натекания с обратной стороны. Если же говорить об основных преимуществах плазменной резки, то целесообразность ее использования выходит на первый план в процессе создания точных пропорциональных металлоконструкций. Основные ее преимущества заключаются в следующем:
- скорости выполнения работ;
- возможности обработки любого металла или же сплава;
- просто в необходимости придания определенной формы или фигуры на основании обрабатываемого металла или вне его;
- высокой чистоте реза;
- отсутствии натеканий.
- актическая реализация вышеупомянутых преимуществ напрямую зависит от правильности выбранного режима, а точнее соответствия выполняемых работ относительно обрабатываемого металла. Сюда можно отнести:
- свойства металла;
- его толщину;
- скорость и температуру на момент разреза;
- скорость практической реализации разреза.
Соблюдение вышеперечисленного позволит добиться точного и качественного результата с учетом самых кратчайших сроков выполнения работ.
«Rezonver Hybrid». Функционал, преимущества
Сварочный аппарат «Rezonver Hybrid» – искусство ручной дугой сварки и воздушно-плазменной резки под европейские стандарты качества в компактном корпусе. Именно габариты и вес сварочного аппарата являются первым преимуществом, которое выводит «Rezonver Hybrid» на одну из первых конкурирующих позиций. Только представьте! Вес всего в 3,5 кг, что поистине в 10 раз легче, чем два отдельных аппарата MMA и CUT.
Стоит отметить, что данный инверторный сварочный аппарат 200 ампер использует для сварки металла, а 30 Ампер – резки металла. Сварочный аппарат «Rezonver Hybrid» готов предоставить своему владельцу 98% КПД, а также в процессе использования показать производительность на 13% выше, чем у других аппаратов. Согласитесь! Показатели заставляют задуматься над покупкой.
Все преимущества данного сварочного аппарата заключаются в его качестве. Сама же силовая группа «Rezonver Hybrid» не снашивается с течением времени и объемом выполненных работ. Таким образом, резка металла сварочным инвертором имеет наивысшую целесообразность.
Аппарат полностью защищен от скачков напряжения и возможных коротких замыканий. Использовать таковой можно даже при низком напряжении в 160 В. Практическая реализация инновационных технологий в компактном корпусе исключает образование электромагнитных помех. Результатом достижения такового стало применение резонансного высокочастотного инвертора нового поколения. Никакие другие бытовые сварочные аппараты инверторного типа не имеют такового резонансного контура. Собственно его интеграция в цепь позволяет добиться практически идеального результата в самые кратчайшие сроки, не смотря на плотность обрабатываемого металла.
Данный аппарат (в режиме резки) легко справляется с любым видом стали, невзирая на ее состав, плотность или же толщину. К таковым можно отнести высокоуглеродистые и легированные стали. Резка алюминия и меди выполняется в считанные минуты.
Аппарат «Rezonver Hybrid» нашел свое активное, и более того оправданное применение, в бытовых условиях, а также промышленных масштабах, о чем свидетельствует высококачественная силовая группа.
rezonver.com
Резка металла электродами.

В наше время становятся все популярнее строительства домов и подсобных помещений способом сваривания металлического каркаса и его обшивкой разными материалами. Однако для сварки металлических частей нужно резать металл и нужно не просто резать, а много резать. Может быть нужно, резать болгаркой? А что делать, если нужно перерезать очень мощный металлический элемент? Болгарка такой уже не потянет. Вот здесь как раз на помощь приходят электроды для резки металла. В этой статье мы поговорим об их особенностях и преимуществах.
На открытых площадках лучше и быстрее всего резать металл сваркой. Резка металла осуществляется с помощью сварочного инвертора и электродов со специальным покрытием. Для такой резки металла не требуется специализированное оборудование, ацетилен, кислород или сжатый воздух и рабочей квалификации. Да, действительно, резать металл специальными электродами для сварки может даже новичок.
До недавнего времени для резки металла применялись только сварочные электроды, однако на данный момент уже существуют специальные электроды для резки металла. Электроды общего назначение, то есть для сварки не давали должного результата резки, а только наоборот понижали производительность резки и, работа выполнялась не качественно. Для того чтобы резка осуществлялась качественно и быстро нужны электроды которые будут давать стабильную дугу и выделать большое количество тепла. Покрытие таких электродов обладает высокой теплоустойчивостью и позволяет окислять жидкий металл для того чтобы убрать его с места резки.
Если Вы будете использовать все электроды по своему назначению, то Ваша работа будет продвигаться хорошими темпами. Выполняя резку металла специальными электродами для резки, Вы будете выполнять свою работу быстро и качественно, что немаловажно в наше время. Примечательно, что по подсчетам профессионалов резка металла специальными электродами проходит качественней и в 1,5-2 раза быстрее, чем обычными электродами для сварки.
Также использование специальных электродов поможет Вам сократить время для сварки отрезанной части, потому что после разрезания металла специальными электродами на материале не остается частиц расплавленного
www.samsvar.ru
марки, особенности, применение, использование с инвертором
 Резка — технологический процесс, цель которого разделение различных металлов на заготовки необходимого размера и формы.
Резка — технологический процесс, цель которого разделение различных металлов на заготовки необходимого размера и формы.
Для выполнения данной процедуры используются ручные и автоматические инструменты и оборудование. Однако, не всегда исполнитель располагает необходимым оснащением. В подобных случаях подходящим вариантом станут электроды. Для резки исполнителю, кроме электродов, будет нужен только инвертор или иной источник сварочного тока. Таким образом, ручная дуговая резка с помощью данных материалов и оборудования является распространенным видом работ среди профессиональных и начинающих исполнителей.
Резка металла применяется при строительно-монтажных работах на объектах различного назначения.
Из-за большой популярности обработки также востребованными являются электроды для резки металла инвертором (см. марки ниже).
Резка электродами: плюсы и минусы
Каждый из способов обработки материалов с помощью электродов характеризуется собственными преимуществами и недостатками.
 Преимущества резки:
Преимущества резки:
- удобство и простота процесса даже для начинающего исполнителя, не обладающего специальной квалификацией;
- не требуется никакого специализированного оборудования;
- безопасность процесса для исполнителя.
Недостатки резки:
- скорость резки зависит от толщины обрабатываемого металла;
- при увеличении толщины скорость значительно уменьшается;
- плохое качество получаемого реза, он отличается неровностями и натеканиями;
- низкая производительность.
Виды резки металла
В зависимости от вида реза выделяют следующие типы резки:
- Разделительный метод подразумевает использование электрода, диаметр которого больше толщины основного изделия. Пруток следует располагать перпендикулярно рабочей поверхности и перемещать вдоль линии будущего разреза;
- Поверхностная резка(строжка) менее востребована, используется для изготовления канавок на поверхности и для удаления дефектов. Электрод необходимо наклонять на 5-10° к поверхности. Его перемещение выполняется с частичным погружением стержня в полость, образующуюся в процессе резки. Для получения широкой канавки, исполнителю нужно производить колебательные движения электродом.
- Резка отверстий отличается
 простотой процесса: в металле выполняется небольшое отверстие, которое потом постепенно расширяется до необходимых размеров. Электрод при этом располагается практически перпендикулярно поверхности, допускаются лишь небольшие отклонения.
простотой процесса: в металле выполняется небольшое отверстие, которое потом постепенно расширяется до необходимых размеров. Электрод при этом располагается практически перпендикулярно поверхности, допускаются лишь небольшие отклонения.
 простотой процесса: в металле выполняется небольшое отверстие, которое потом постепенно расширяется до необходимых размеров. Электрод при этом располагается практически перпендикулярно поверхности, допускаются лишь небольшие отклонения.
простотой процесса: в металле выполняется небольшое отверстие, которое потом постепенно расширяется до необходимых размеров. Электрод при этом располагается практически перпендикулярно поверхности, допускаются лишь небольшие отклонения.Электроды для резки металлов: виды, достоинства и недостатки
1. Металлические электроды для ручной дуговой резки металла со специальным покрытием. Данные материалы улучшают качество реза. Состав покрытия позволяет сделать комфортным рабочий процесс, а также:
- предотвратить переход дуги на боковые поверхности реза;
- обеспечить стабильность горения дуги и исключить возможность ее гашения;
- способствовать окислению металла в месте реза и создавать давление газа в месте плавления.
К сведению! Процесс резки выполняется на повышенных величинах тока, вид напряжения зависит от марки используемых электродов.
Отличия электродов для резки от обычных для сварки: высокая тепловая мощность дуги; высокая теплостойкость обмазки; интенсивная окисляемость жидкого металла.
Металлические расходники целесообразно применять для удаления дефектных швов, прихваток, заклепок, болтов, разделки трещин.
Рекомендуется выполнять прокалку сварочных материалов в течение 1 часа при температуре 170°С, если на упаковке не указано иначе
Также стоит отметить, что для ручной дуговой резки металла подойдут и обычные сварочные электроды. Для проведения работ необходимо только увеличить показатель тока на 30-40%, вид напряжения зависит от марки применяемых расходников.
Однако, существует несколько недостатков использования обычных прутков:
- увеличение расхода электродов и электроэнергии;
- обмазка некоторых стержней не предназначена для работы в подобных режимах, происходит плавление покрытия и его стекание в рабочую зону. Из-за этого становится затруднительным получить качественный рез.
Поэтому рекомендуется использовать специализированные электроды для резки.
Предлагаем посмотреть ролик, где известный в Ютубе сварщик дядя Гена тестирует марку Zeller 880AS:
2. Рабочий процесс с применением угольных (графитовых) электродов практически не отличается от резки с помощью металлических прутков. Электрическая дуга полностью проплавляет металл и он стекает вниз, под действием гравитации. Однако, есть некоторые отличия: угольные расходники не расплавляются, а постепенно сгорают. Это уменьшает количество расплавленного металла и шлака. Т.е. срез получается более чистым.
Еще одно преимущество угольных расходников — они способны
разогреться до высоких температурных величинах при небольших значениях силы тока. При этом, температура плавления прутков достаточно высока и превышает 3800°С, что обеспечивает долговечность и экономичность применения данных материалов.
Угольные (графитовые) электроды используются для ручной дуговой и кислородно-дуговой резки.
Резка осуществляется на постоянном токе прямой полярности, «сверху-вниз». Возможно применение и переменного тока.
3. Трубчатые электроды предназначены для кислородно-дуговой резки. Основное отличие данных материалов — в качестве плавящего элемента выступает не сварочная проволока, а полая толстостенная трубка. Суть процесса включает несколько этапов:
- дуга возбуждается между электродом и обрабатываемым изделием;
- металл плавится под воздействием электрической дуги;
- кислород, поступающий из трубки, окисляет металл по всей толщине и выдувает его.
Основной недостаток такого вида процедуры — поток кислорода отрицательно влияет на стабильность горения дуги.

4. Вольфрамовые неплавящиеся электроды используются для проведения дуговой резки в защитной среде и плазменно-дуговой резки.
Сущность первого метода заключается в том, что для резки устанавливается повышенная величина тока (примерно на 20-30% больше, чем при сварке) и металл проплавляется по всей толщине.
Плазменно-дуговая резка подразумевает возбуждение дуги между обрабатываемым металлом и вольфрамовым электродом.
Процесс резки металла с помощью электродов
Так как ручной дуговой способ резки металлов с помощью специальных электродов и инвертора является наиболее востребованным, рассмотрим основные этапы данного рабочего процесса:
- предварительная подготовка включает проверку исправности использующихся кабелей;
- зажигание дуги осуществляется постукиванием или чирканьем электрода о поверхность металла;
- ток на инверторе устанавливается исходя из диаметра электрода, толщины разрезаемого металла и вида реза:
- тонкий металл следует разрезать стержнем диаметром 3 мм.;
- для металла большей толщины — 4 или 5 мм.
Важно! При резке тонкого металла, следует увеличить показатель тока (можно вплоть до в два раза выше обычного).
Видео
Очень хороший ролик, где наглядно можно посмотреть и научиться этой простой операции.
Следуя данным рекомендациям и правильно устанавливая важные параметры резки, можно быстро и без проблем освоить технику обработки металлов.
Ниже представлены марки специальных электродов для резки и строжки металлов.
weldelec.com
инстуркции и советы для новичков
Среди поисковых запросов очень часто встречается один и тот же вопрос – «как варить инверторной сваркой?». Разобраться в тонкостях работы со сварочным инвертором несложно, инструкции по эксплуатации этого аппарата доступны даже начинающим сварщикам.
Благодаря появлению сварочных инверторов процесс сварки стал гораздо проще и для профессионалов в этом деле, и для новичков. Эти устройства позволили осуществить переход к более качественному и быстрому свариванию металлических конструкций. В настоящий момент технология сварки металла инвертором сумела распространиться настолько, что она уже сумела отодвинуть на второй план сварочные работы с помощью классических трансформаторов, выпрямителей и генераторов.
Как работает сварочный инвертор?
 Инверторный сварочный аппарат работает от переменного тока. Его частота обязательно должна равняться 50 герцам. Переменный ток в инвертор поступает от потребительской сети и подаётся на выпрямитель.
Инверторный сварочный аппарат работает от переменного тока. Его частота обязательно должна равняться 50 герцам. Переменный ток в инвертор поступает от потребительской сети и подаётся на выпрямитель.
Полученный электроток преобразуется внутри инвертора. Это происходит за счёт работы специальных транзисторов. Они увеличивают частоту коммутаций тока, который потом и используется для сварки. После преобразования его частотный уровень достигает 20-50 килогерц.
Повышенная частота электрического тока – это главная техническая особенность работы сварочного инвертора. Она позволяет добиться высокой производительности в эксплуатации прибора и уменьшить время, затрачиваемое на сваривание металлов. Эта особенность даёт преимущество инвертору при сравнении со сварочными аппаратами других типов.
После преобразования частоты тока в устройстве проводится изменение его напряжения. Оно понижается до тех пор, пока не достигнет показателей в пределах 70-90 вольт. В то же время сила тока поднимается до 100-200 амперов. Несмотря на высокую мощность вырабатываемого тока, габариты инвертора невелики. Это достигается за счёт того, что в его конструкции отсутствуют громоздкие катушки индукции.
к содержанию ↑ Первая рекомендация для начинающих в сварке тонкого металла инвертором – это правильная настройка полярности. Она переключается на самом приборе. Этот параметр определяет направленность передвижения электронов и зависит от подключения кобелей к аппаратным разъёмам.
Первая рекомендация для начинающих в сварке тонкого металла инвертором – это правильная настройка полярности. Она переключается на самом приборе. Этот параметр определяет направленность передвижения электронов и зависит от подключения кобелей к аппаратным разъёмам.
При сварке тонкого металла инвертором полярность обязательно должна быть обратной. В таком случае электроны будут передвигаться от металлической конструкции к электродам. При обратной полярности электродные элементы будут нагреваться значительно сильнее. Благодаря этому риск прожигания металла снижается в разы.
Также существует ещё три совета новичкам в инверторной сварке металла.
к содержанию ↑СОВЕТ 1: посмотрите несколько видео о том, как правильно производить инверторную сварку металла. В них содержатся полезные советы от профессионалов в сварочных работах. Также видео помогут увидеть правильную технологию сваривания.
СОВЕТ 2: освойте правильную технику зажигания. Зажечь дугу в сварочном аппарате можно двумя способами – постукиванием или чирканьем об обрабатываемый металл.
СОВЕТ 3: научитесь правильно удерживать сварочный аппарат. Инвертор лучше всего держать над свариваемым металлом под углом 90 градусов. В этом случае сварочный шов получится более качественным.
 Техника сварки тонкого металла инвертором предполагает под собой тщательной выбор параметров работы и отдельных компонентов сварочного устройства. В первую очередь необходимо установить силу тока, вырабатываемого аппаратом. Чем толще обрабатываемая конструкция, тем сильнее должен быть электроток.
Техника сварки тонкого металла инвертором предполагает под собой тщательной выбор параметров работы и отдельных компонентов сварочного устройства. В первую очередь необходимо установить силу тока, вырабатываемого аппаратом. Чем толще обрабатываемая конструкция, тем сильнее должен быть электроток.
Далее выберите подходящие для сварки электроды. Их диаметр должен быть таким же, как и у свариваемых конструкций. К примеру, если сварку необходимо провести на листе металла толщиной 2 миллиметра, то этот же параметр у электродов должен быть идентичен. При этом сила тока должна быть установлена в пределах 35 амперов.
Перед тем, как варить тонкий металл инверторной сваркой, необходимо проверить работу сварочного аппарата на какой-либо ненужной детали. Рекомендуется убедиться, что металл не прожигается и оставляет ровный шов. Если сварка проходит качественно, то это значит, что сила тока и толщина электродов были подобраны правильно.
После проверки можно приступать к свариванию тонкого металла. Двигать инвертор необходимо прерывистыми движениями. Это поможет создать более плотный шов, который будет надёжно противостоять внешнему механическому воздействию и возможным деформациям.
к содержанию ↑ Основная проблема при сварке инвертором тонкого металла к толстому состоит в том, что детали разной толщины требуют различной полярности при сваривании. Если детали потоньше свариваются при установленной обратной полярности, то с изделиями толще 3 миллиметров необходимы другие параметры.
Основная проблема при сварке инвертором тонкого металла к толстому состоит в том, что детали разной толщины требуют различной полярности при сваривании. Если детали потоньше свариваются при установленной обратной полярности, то с изделиями толще 3 миллиметров необходимы другие параметры.
Всё дело в том, что толстые металлы подлежат сварке с высокой температурой. В противном случае, детали не прогреются до необходимого уровня и сварочный шов получится недостаточно качественным. Решить проблему с прогреванием помогает прямая поляризация. Она направляет электроны от электрода к металлу, что помогает нагреть его до приемлемой температуры. Благодаря этому толстые металлы становятся готовыми к сварке.
По этой причине перед свариванием конструкций разной толщины рекомендуется прогреть утолщённые детали. Это позволит эффективно обрабатывать их и плотно приваривать к тонким металлам. Для сварки металлических изделий различной толщины лучше всего установить на инверторе обратную полярность. Сила тока при этом должна колебаться в пределах 30-50 амперов.
к содержанию ↑ С помощью инверторной сварки можно разрезать металл любой толщины. Для этого необходимо увеличить силу тока, вырабатываемого устройством. Для качественного разрезания металлических изделий подойдёт электроток, чей силовой показатель будет равняться 140-160 амперам. Также необходимо правильно выставить поляризацию аппарата. При резке металла потребуется активировать прямую полярность инвертора.
С помощью инверторной сварки можно разрезать металл любой толщины. Для этого необходимо увеличить силу тока, вырабатываемого устройством. Для качественного разрезания металлических изделий подойдёт электроток, чей силовой показатель будет равняться 140-160 амперам. Также необходимо правильно выставить поляризацию аппарата. При резке металла потребуется активировать прямую полярность инвертора.
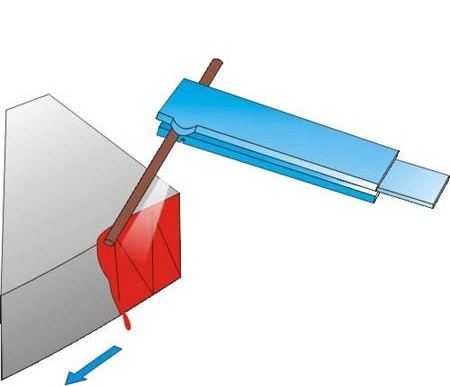
Техника инверторного разрезания металлических деталей заключается в том, что электрод вдавливается в обрабатываемую поверхность до тех пор, пока он не образует в ней сквозное отверстие. После того, как оно появилось, инвертор передвигается, и процесс образования новых брешей проходит в том же ключе. Перед началом резки металл рекомендуется прогреть. Разрезать его лучше в вертикальном положении – так капли расплавленного материала будут стекать на рабочую поверхность.
к содержанию ↑Положительные и отрицательные моменты в использовании инвертора
 В заключении ко всему вышесказанному необходимо отметить преимущества и недостатки сварочного инвертора. Главный положительный момент в использовании этого устройства – его небольшой вес. Это помогает в разы увеличить производительность сварки.
В заключении ко всему вышесказанному необходимо отметить преимущества и недостатки сварочного инвертора. Главный положительный момент в использовании этого устройства – его небольшой вес. Это помогает в разы увеличить производительность сварки.
Другое наиболее важное преимущество инвертора заключается в возможности широкой регулировки силы сварочного тока. Это позволяет использовать для сварки аргон в качестве инертного газа и неплавящиеся электроды. Также в инверторах присутствует опция прекращения подачи тока при возникновении короткого замыкания.
Самый существенный недостаток инверторов – его высокая стоимость. Эти устройства стоят в два-три раза дороже обычных сварочных аппаратов. При этом они не обладают более серьёзной защитой от пыли и частиц грязи.
Очень часто начинающие сварщики задаются вопросом о том, как сваривать металл инверторной сваркой при минусовой температуре. Увы, но такой способ сварочных работ не годится для использования при холоде. Зачастую обработка металла инвертором проводится при температуре не ниже 15 градусов по Цельсию. При более сильном холоде устройство не сможет обеспечить качественную сварку.
Несмотря на указанные минусы, инвертор можно назвать надёжным и высокопроизводительным прибором. Проведённые им сварочные работы дают качественный и долговечный результат. По этой причине сваривание инвертором подходит для качественной обработки металлических конструкций. Несмотря на это, новичкам все жё рекомендуется заранее ознакомиться с тем, как сваривать металл инверторной сваркой.
solidiron.ru
Резка металла электросваркой
Каждый начинающий, да и опытный сварщик во время сварки прожигал металл. Это происходит или из-за большого тока, или из-за очень тонкого листа, или из-за того и другого. Резка металла осуществляется с применением этого свойства. Удобнее всего разрезать лист или изделие, используя ручную дуговую сварку, то есть электрод.
Электросваркой, конечно же, так не разрежешь металл, как плазмой, лазером или болгаркой, но всё же такая резка существует и применяется достаточно широко. В основном она применяется там, где не требуется слишком точная резка металла. Отрезать, например, лишний кусок арматуры или нержавейку. Для такой резки, кроме электродов и сварочного аппарата, ничего не нужно. Резать можно очень тонкий и толстый материал, толщина разрезаемого металла зависит от силы тока. При наличии мощного аппарата и неслабой электропроводки резать можно до расплавления электрода в держаке.
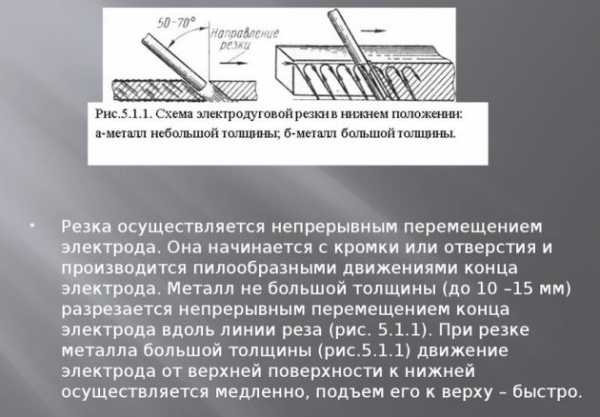
Резка тонкого и толстого листа происходит немного по-разному. При резке тонкого металла прибавляется ток, больше примерно в два раза обычного. Электрод должен быть поближе к заготовке и углубляться в разрез. Происходит как бы сдувка лишнего металла сваркой. Такое получится у каждого. Но для того, чтобы края реза были относительно ровными, необходима практика. Почти также режется толстый лист. Ток прибавляется в зависимости от толщины, которую вы хотите прорезать. При резке вам необходимо будет продувать большую толщину. Для этого вам будет необходимо углублять электрод в расплавленный металл, выталкивая его наружу до тех пор, пока не будет видно, что он разрезан насквозь.
При резке металла электросваркой обычно применяют старые, не нужные электроды необходимого диаметра. Если вы режете тонкий металл, то вам вполне подойдёт электрод диаметром 3 мм или тройка, а для более толстого листа требуется четвёрка или пятёрка.
Большой популярностью пользуются услуги плазменной резки различных металлов, а также их сплавов. Плазменный раскрой предоставляет возможность легко справляться с нержавеющей, углеродистой и высоколегированной сталью. Также часто принимаются заказы на плазменную резку титана, алюминия, латуни, меди, бронзы, чугуна и изделий, которые сочетают несколько видов сплавов. Превосходное качество и быстрое выполнение заказа гарантируется многими компаниями, осуществляющие подобные услуги. Также оказываются услуги по металлообработке, и по чертежам заказчика производится широкий спектр металлических изделий при наличии необходимого оборудования и штата мастеров, квалификация которых в сжатые сроки позволяет выполнять заказы на самом высоком уровне качества.
www.tdm.ru
Резка металла сваркой – Справочник сварщика
Сваркой можно не только соединять металлы, но и резать их. Ничего удивительного: стоит разогреть металл до плавления, а потом не добавлять в сварочную ванну металл, а, наоборот, удалять его, и получится сквозное отверстие. Если при этом пламя не держать на одном месте, а вести по металлу, то получится не дыра, а разрез. Да, можно резать металл и болгаркой, и ножовкой, но не всегда они есть под рукой. А пока будешь ожидать их доставку, сваркой можно разрезать всё необходимое. Резать можно электрической дугой, газовым резаком и плазменной сваркой.
Для дуговой резки обычно используют инвертор. Если вдобавок к этому есть ещё и специальные электроды, предназначенные для резки, то хоть и не аккуратно, но разрезать металл сможет любой. Но даже если вы не новичок, рез получается неровным и с наплывами. А другого результата трудно добиться: электрод, расплавив металл, углубляется в сварочную ванну и как бы выдувает оттуда расплавленный металл. Вот почему, хотя дуговую резку применяют очень часто, применяется она там, где точность резки не важна. Если резка нужна для того, чтобы переварить, исправить неправильное соединение, то место разреза надо будет механически обработать, иначе новое соединение будет довольно корявым.
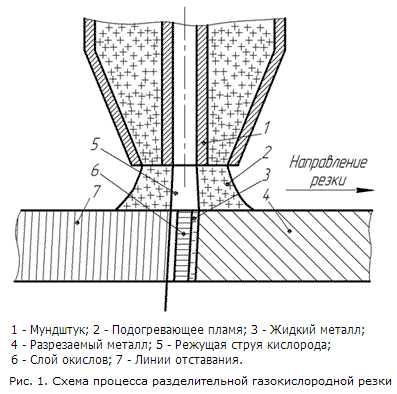
Самой популярной является газовая резка. Если для газовой сварки ацетилен нужен был для создания шва, а кислород для того, чтобы ацетилен мог сгорать, то здесь принцип обратный: ацетилен является подогревателем металла, причём разогревает его до такой степени, что металл начинает гореть в кислороде. То есть, далее ацетилен практически не нужен, разве только для того, чтобы снова начинать процесс после остановки. Тонкая струя кислорода, поданная под давлением до 12 атм., формирует аккуратный рез с ровными кромками. Кислородная резка не применяется для раскроя нержавейки и алюминия.
Но самый безукоризненный рез получают при плазменной резке. Причём не имеет значения, что надо резать: чугун, сталь, титан, алюминий, медь и её сплавы. Металл толщиной 20 см не является для этой резки камнем преткновения. Чтобы получить плазму, между неплавящимся вольфрамо-лантановым электродом и металлом создаётся дуга, одновременно сюда же подаётся газ. Дуга преобразовывает газ в плазму. А теперь внимание! Если температура при резке дуговой сваркой колеблется 2500-5000°С, при кислородной резке ― 1500-2000°С, то температура плазменного потока ― 5000-30000°С при скорости 1500 м/сек ( в четыре с половиной раза выше скорости звука в воздухе). Плазменная струя входит в металл, как нож в масло, оставляя ровные и аккуратные кромки разреза.
www.vse-o-svarke.org