Как резать металл сварочным инвертором: Как резать металл сварочным инвертором
alexxlab | 26.02.2023 | 0 | Разное
Секреты резки металла электросваркой (сварочным инвертором)
Содержание:
Секреты резки металла электросваркой (сварочным инвертором)При помощи сварочного инвертора можно не только соединять металл, но и резать его. Для этого понадобится всё тоже, что и для сварки, а именно: инвертор, электроды, а также щиток сварщика.
Как именно выглядит процесс резки металла электросваркой? Существуют ли какие-то секреты и тонкости данной работы? С чем придётся столкнуться во время резки металла инвертором? Попробуем ответить на все эти вопросы.
Можно ли резать металл электросваркой?
Металл широко используется на стройке, а также во время выполнения хозяйственных и ремонтных работ. Следовательно, возникает потребность не только в соединении металлических заготовок, но и их разрезании посредством электросварки.
Часто на сварочных форумах и сайтах задаётся один и тот же вопрос — как резать металл инвертором? Потянет ли обычный инвертор резку металла электродами?
Осуществлять резку металла электросваркой можно только в тех случаях, когда не предъявляется особых требований к качеству работ. Конечно же, при таком подходе не получится сделать идеально ровные края и рез, как это происходит в случае с болгаркой.
Конечно же, при таком подходе не получится сделать идеально ровные края и рез, как это происходит в случае с болгаркой.
Однако при наличии соответствующего опыта и знаний, можно всё-таки добиться плавных и ровных краёв реза. Для этого нужно придерживаться следующих правил.
Как резать металл сварочным инвертором
Для резки металла инвертором очень важно подобрать правильные значения тока. Подбираются они в зависимости от толщины металла и диаметра электродов, а также от вида разреза.
Разделительная резка металла инвертором — лист устанавливается вертикально или горизонтально, в такое положение, чтобы расплавленный металл беспрепятственно вытекал из места разреза. При вертикальной резке металла, сварку осуществляют электродом сверху вниз. Для этих целей используются электроды, которые толще металла. Их движение осуществляется строго перпендикулярно к поверхности.
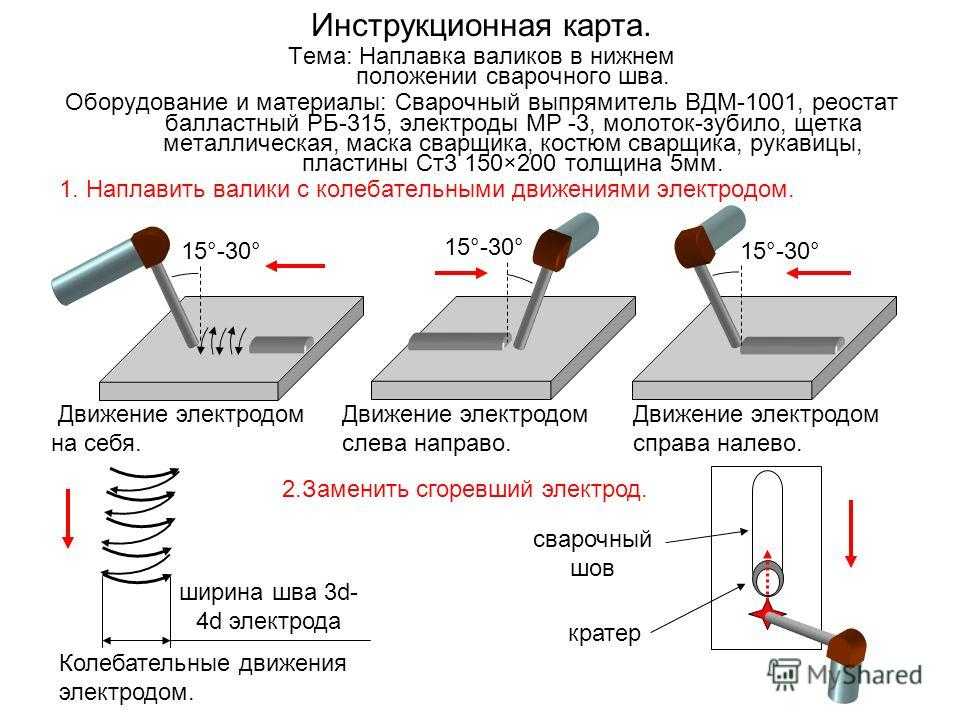
Поверхностная резка металла — используется преимущественно для устранения различных дефектов сварки. При этом электрод удерживается не перпендикулярно поверхности, а с небольшим уклоном к ней, всего около 5-10 градусов. Образовать широкую канавку можно небольшим раскачиванием электрода из стороны в сторону.
При этом электрод удерживается не перпендикулярно поверхности, а с небольшим уклоном к ней, всего около 5-10 градусов. Образовать широкую канавку можно небольшим раскачиванием электрода из стороны в сторону.
Резка отверстий электросваркой — с помощью инвертора можно не только резать металл, но и проплавлять отверстия в нем нужного диаметра. Для этого сначала нужно прожечь небольшую дырку в металле, а уже затем, расширить её до требуемых размеров. При этом важно удерживать электрод как можно ровней под прямым углом, поскольку даже незначительные отклонения сделают края отверстия неровными.
Как видно, инвертором можно не только резать металл, но и делать отверстия в нем. Однако стоит понимать, что подобная технология не позволит осуществить аккуратное разрезание, например, как болгаркой или плазменной резкой.
Для резки металла сварочным аппаратом нужна большая сила тока, чем при сварке. В идеале, резка должна осуществляться специальными электродами, хотя можно использовать и обычные электроды, главное подходящего диаметра.
Тонкий металл режется электродами 3 мм. То есть, металл до 3 мм толщиной, а все что больше, электродами, диаметр которых составляет 4 и 5 мм.
Резка металла электродуговой сваркой, принципы и особенности
Металлы режутся самыми разными способами. Одни выполняют максимально точный рез, другие не очень, третьи только чтобы отрезать. Резка электродуговой сваркой вполне подходит для этого дела, но шов не будет красивый и линия реза точной, как например, если резать плазмой или лазером, но все же, этот метод очень широко распространен и популярен. Для резки электродуговой сваркой необходим сварочный аппарат и электрод. Разрезать можно как тонкий металл, так и толстый, только необходимо отрегулировать силу тока.
Резка металла электродуговой сваркой процесс не сложный:
- для начала выбираем режим тока на аппарате, который определяем в зависимости от толщины разрезаемого металла. Сила тока должна быть сильнее, чем при сварке на 30-40%.
 Например, разрезая лист 2мм., электрод будет тоже 2мм., сила тока 100А.;
Например, разрезая лист 2мм., электрод будет тоже 2мм., сила тока 100А.; - затем приставляем электрод к металлу и немного разогреваем его, постепенно вдавливая его в разрезаемый материал, делаем это в процессе резки все время, чтобы произошел прорез;
- когда разрезаем металлическую пластину, ее нужно поставить вертикально, чтобы окалина или «сопли» стекали вниз и не прилипали на изделие;
- выбрать специальный электрод для резки, так как они отличаются от сварочной.
 Например, разрезая лист 2мм., электрод будет тоже 2мм., сила тока 100А.;
Например, разрезая лист 2мм., электрод будет тоже 2мм., сила тока 100А.;Резка металла электродуговой сваркой выполняется режущим электродом, который отличается высокой мощностью дуги, высокой теплостойкостью покрытия, более быстрым процессом окисления жидкого металла. Электрод марки ОЗР-1 применяется для резки проплавки отверстий, удаления дефектов на изделии. Марку ОЗР-2 используют для разрезания арматуры до 40мм., для резки, строжки, прошивки отверстий, устранение дефектов сварки и других подобных работ. Резка производится на повышенных режимах возвратно-поступательными движениями.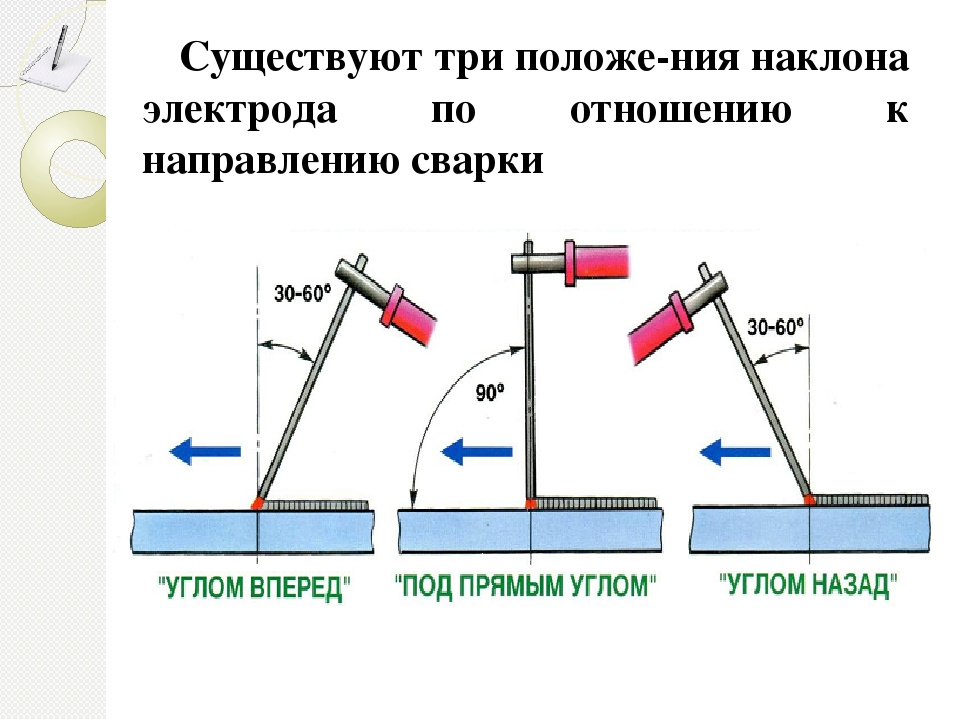
Резка металла электродуговой сваркой замечательно выполняется сварочным аппаратом «RezonverHybrid», который соответствует всем европейским стандартам качества. Он очень компактный, легкий (3,5кг.), на 200А, при резке расходуется 30А, высокопроизводительный, 98%КПД, качество работы на 13% выше других аппаратов, надежно защищен от скачков напряжения и коротких замыканий. Его можно использовать при напряжении всего 160В. В режиме резки легко справляется с любой сталью, независимо от толщины, плотности. Способность резать цветные металлы достаточно быстро.
Какие недостатки электродуговой резки:
- низкая производительность выполненной работы;
- низкое качество реза;
- образовавшиеся наплывы на детали;
Преимущества такой резки:
- высокая скорость выполненной работы, значительная экономия времени;
- способность работать с любым металлом, сплавом;
- способность выполнять рез любой формы разреза;
- не требуется сложное оборудование, специальное помещение, особые условия.
Все это говорит о том, что процесс резки электродуговым методом является практичным и распространенным.
Что такое дуговая резка при сварке?
Welding Tech
Дуговая резка — это процесс термической резки, при котором металл отделяется или удаляется путем плавления под действием тепла дуги между электродом и заготовкой.
Что такое дуговая резка?
Этот процесс можно использовать для резки всех типов металлов, включая углеродистую сталь, нержавеющую сталь, алюминий, чугун и никелевые сплавы.
Существует 2 основных типа процессов дуговой резки:
- Газокислородная резка использует топливный газ (обычно ацетилен, пропан или природный газ) и кислород для создания дуги. Тепло дуги плавит металл, а кислород вступает в реакцию с металлом, образуя оксиды, которые уносятся горючим газом.
- Плазменная резка использует электропроводный газ для создания дуги. Газ ионизируется теплом дуги, и эта плазма используется для разрезания металла.

Дуговая резка может использоваться для резки металла различными способами, в том числе:
- прямые резы,
- косые резы,
- и контурные резы.
Этот процесс также можно использовать для создания отверстий в металле.
Каковы преимущества дуговой резки?
Дуговая резка имеет ряд преимуществ по сравнению с другими процессами термической резки, в том числе:
- более высокая скорость резки,
- меньшая зона термического влияния,
- более узкая ширина пропила,
- и возможность резать более толстые материалы.
Каковы недостатки дуговой резки?
У дуговой резки также есть некоторые недостатки, в том числе:
- более высокая стоимость оборудования и расходных материалов,
- потребность в обученных операторах,
- и потенциальная опасность вспышки дуги.
Что такое дуговая сварка и резка?
- Дуговая сварка — это процесс, в котором используется электрическая дуга для нагрева металла и создания сварного шва.
- Резка дуговой сваркой похожа на газокислородную резку, но дуговую сварку можно использовать для резки более толстых кусков металла.
Что такое дуговая резка металла?
Дуговая резка металлом — это процесс, в котором используется электрическая дуга для нагрева металла и создания разреза.
Станок для дуговой резки
Станок для дуговой резки — это машина, в которой для резки металла используется электрическая дуга. Аппарат может представлять собой плазменный резак, газокислородный резак или аппарат для дуговой сварки.
Заключение
Дуговая резка является универсальным и широко используемым процессом сварки. Его можно использовать для резки всех типов металлов, а также для создания различных разрезов. Если вам нужно резать металл, дуговая резка — отличный вариант для рассмотрения.
Ссылки по теме
Воздушно-дуговая резка
Воздушно-дуговая резка: основы, промышленное применение и преимущества Дуговая строжка
Подробнее
Дуговая воздушная резка
Подробнее
Основы дуговой строжки (часть 1): настройка машины
Подробнее
Резка металла с помощью сварочного аппарата
Подробнее
Что такое плазменная резка и строжка
Подробнее
Аппарат для сварки TIG AC/DC и плазменной резки NewYork 2500 | VECTOR WELDING
Артикул: K1055VW
АППАРАТ ДЛЯ СВАРКИ TIG AC/DC + ПЛАЗМЕННЫЙ РЕЗАК New York 2500
Аппарат NEW YORK 2500 компании Vector Welding представляет собой комбинированный аппарат для сварки и плазменной резки.
Благодаря регулируемому режиму AC/DC (переменный ток / постоянный ток) его можно использовать для всех свариваемых металлов, включая алюминий. С 10-200A в режиме TIG , 10-170A в режиме MMA/электрод и плазменная резка с 10-50A Устройство хорошо подходит для установки, ремонта, обслуживания и самостоятельной работы.
Модель NEW YORK 2500 предлагает все необходимое для сварки и резки металлов.
NEW YORK ОСОБЕННОСТИ И ПРЕИМУЩЕСТВА:
- Комбинированное устройство 3 в 1 : AC/DC TIG, MMA/STICK, плазма резка
- Сварка ВИГ переменным/постоянным током : Обработка всех свариваемых металлов, в том числе алюминий
- Регулируемая выходная частота переменного тока позволяет оператору сфокусировать дугу, сводя к минимуму зону термического влияния.
- Расширенный контроль баланса переменного тока помогает поддерживать острая вольфрамовая игла для точного контроля дуги в сварном шве соединение.
- Импульсная функция : во время импульсной сварки сварочный ток переключается между выходным и пиковым током на желаемой частоте. Чем длиннее интервалы, тем меньше энергии и тепла поступает к заготовка
- ВЧ-зажигание (TIG)
- 2 Т/4 Т
- MMA/STICK/E-HAND : электроды с покрытием используются – в
В этом процессе электроды являются носителем дуги и присадочным металлом в
один.
- Hot Start : каждый раз, когда сварочный аппарат после перезапуска обеспечивается перегрузка по току для поддержки воспламенения дуга.
- Arc-Force : расплавленный материал легче переносится в заготовка. Предотвращает гашение дуги, если этот материал вызывает контакт между электродом и расплавленным бассейн.
- Anti-Stick : автоматически отключает сварку генератор, если электрод прилипает к заготовке и должен быть удален вручную, не повредив зажим электрода.
- Плазменный резак : Функция РЕЗКИ с использованием генерируемого плазменного луча электричеством. Это расплавляет материал и удаляет его сжатым воздух – производится точный рез. С помощью этого метода все проводящие металлы можно резать (например, сталь, нержавеющая сталь, алюминий, медь, и др.)
- Толщина реза : максимум 16 мм (с ручным управлением), качественная резка 10 мм (с ручным управлением) современный IGBT (биполярный транзистор с изолированным затвором) позволяет быстро переключать электрические токи с малыми потерями
- Современный IGBT (биполярный транзистор с изолированным затвором) позволяет быстрое переключение электрических токов с малыми потерями
- Память заданий : O251 имеет 9 ячеек памяти ячеек

НЬЮ-ЙОРК 2500 ХАРАКТЕРИСТИКИ:
NEW YORK 2500 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
| Диапазон регулировки сварочного тока (TIG) | 10–200 А |
| Диапазон регулировки сварочного тока (MMA/
Электрод ) | 10 -170 А |
| Диапазон настройки сварочного тока (режим CUT) | 20–50 А |
| Рабочий цикл (ED) ВИГ 40°C | 200 А при 18 В 40 % |
| Рабочий цикл (ED) MMA/STICK 40°C | 170 А при 26,8 В 25 % |
| Рабочий цикл (ED) Плазменная резка 40°C | 50 А при 100 В 40 % |
| Входное напряжение | 1 х 230 В |
| Частота сети | 50–60 Гц |
| Класс защиты | IP23 |
| Размеры в мм (Д х Ш х В) | 380 х 160 х 360 |
| Вес (кг) | 11,5 |
| Стандарты | ЭН60974-1 / ЭК60974-1 |
| Максимальная режущая способность (с ручным управлением) | 13 мм |
| Качественная режущая способность (ручное управление) | 8 мм |
УПРАВЛЕНИЕ СИСТЕМОЙ НЬЮ-ЙОРК 2500:
1. Дисплей Дисплей | 5. Вкл./выкл. | 9. Клавиша выбора |
| 2. Функция ИМПУЛЬС | 6. Индикатор перегрева | 10. Горячий пуск/форсирование дуги/антиприлипание |
| 3. 2 T/4 T | 7. РАБОТА и СОХРАНЕНИЕ | 11. Настройки параметров |
| 4. Режим (MMA/TIG/CUT) | 8. Режим переменного/постоянного тока | |
| 1. Газфорлауф | 5. Секундярстром | 9. Окончательный ток |
| 2. Пусковой ток | 6. Импульсвейт (%) | 10. Газовый выхлоп |
3. |