Как резать резаком газовым: Как пользоваться газовым резаком – Avantcom Статьи
alexxlab | 24.03.2023 | 0 | Разное
Резка алюминия газом: важные нюансы технологии
Вопросы, рассмотренные в материале:
- Суть процесса газовой резки
- 4 способа резки металла газом
- Технологию кислородно-флюсовой резки алюминия
- Не менее востребованные способы резки алюминия плазмой и лазером
- Газ для лазерной резки алюминия
- Газы для плазменной резки алюминия
Резка алюминия газом – достаточно сложный процесс, имеющий массу нюансов. Дело в том, что применять обычный для данного метода обработки металла кислород тут не представляется возможным, так как последний просто не выделяет нужного количества тепла.
Выход из ситуации был найден с появлением кислородно-флюсовой резки, подробнее о которой мы расскажем в нашей статье. Кроме того, не следует забывать, что методы лазерной и плазменной резки для обработки алюминия также предполагают использование специальных газов.
Суть процесса газовой резки
Резка алюминия газом происходит в результате сгорания металла в газовой среде. Операция выполняется с помощью резака, обеспечивающего подачу смеси с нужными пропорциями газа (паров жидкого топлива) и кислородных масс. Резак необходим также для воспламенения газовоздушной смеси и отдельной подачи кислорода в зону реза.
Резка алюминия газом – высокопроизводительный термический способ обработки, позволяющий работать с металлами любой толщины.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
С помощью ручного газокислородного оборудования можно выполнять резку различных металлов. Исключение составляют латунь, нержавеющая сталь, медь и алюминий.
4 способа резки металла газом
Существует несколько методов газовой резки металлов. Разница между ними состоит в используемых для работы газах. Выбор того или иного способа зависит от стоящей перед резчиком задачи. При наличии возможности подключения к питанию можно выбрать кислородно-электрическую дуговую резку.
На практике чаще всего применяются следующие виды резки:
- Воздушно-дуговая резка.
Суть высокоэффективной кислородно-электрической дуговой резки заключается в расплавлении металла электрической дугой с последующим удалением из зоны реза частиц расплавленного металла воздушной струей. Подача газа при этом способе обработки выполняется вдоль электрода. Минус способа заключается в небольшой глубине разреза, в то время как его ширина может быть любой.
- Резка пропаном.
Широко распространена резка металлов пропаном и кислородом, однако при использовании этих газов существует ограничение по видам обрабатываемых металлов. Способ подходит для титановых сплавов, низкоуглеродистых и низколегированных сталей. При содержании в сплаве свыше 1 % углерода или легирующих элементов пропановая резка не рекомендуется.
- Копьевая резка.
Кислородно-копьевым способом режут габаритные стальные массивы, технологические производственные отходы и аварийные скрапы. Резка характеризуется увеличенной скоростью обработки. При этом методе используется высокоэнергетичная струя, снижающая расход стальных копий. Высокая скорость процесса обусловлена полным и быстрым сгоранием металла.
- Кислородно-флюсовая резка.
Отличительная черта кислородно-флюсовой резки металлов состоит в подаче в зону реза дополнительного компонента – порошкообразного флюса. Он используется для обеспечения большей податливости обрабатываемого материала в процессе обработки.
Технология кислородно-флюсовой резки алюминия
Результативность кислородно-флюсовой резки металлов на 15–20 % выше за счет мощного пламени и отсутствия необходимости в дополнительном прогревании заготовок. Этот способ является намного более эффективным в сравнении с применяемыми ранее. Благодаря высокой скорости обработки получаются чистые высококачественные края среза. Используемый в процессе флюс обладает высокими термомеханическими или механическими свойствами.
Этот способ является намного более эффективным в сравнении с применяемыми ранее. Благодаря высокой скорости обработки получаются чистые высококачественные края среза. Используемый в процессе флюс обладает высокими термомеханическими или механическими свойствами.
Кислородно-флюсовая резка используется для работы с:
- высоколегированными сталями, содержащими хром и никель, частицы которых при сварке образуют тугоплавкие окислы, не удаляющиеся под воздействием кислородной струи;
- с чугуном и цветными металлами, чувствительным к перепадам температур.
Флюсы могут быть следующих видов:
- алюминиевыми и железными порошками;
- кварцевым песком;
- керамическими (силикокальцием и ферросилицием) для работы с низколегированными сталями;
- феррофосфором, подходящим для резки заготовок из цветных металлов.
Кислородно-флюсовая резка алюминия и других металлов возможна как вручную, так и при помощи специального оборудования. Конструкция последнего состоит из резака, флюсопитателя, передатчика, подающего флюс в резак.
Конструкция последнего состоит из резака, флюсопитателя, передатчика, подающего флюс в резак.
В устройствах для кислородно-флюсовой резки используется металлорежущий инструмент большего диаметра, чем в оборудовании для раскроя с помощью одного кислорода. Газовая среда образуется окислителями, пропаном, азотом, флюсонесущими газами, углекислым газом. Для ручной резки используется специальное устройство – копьедержатель. Машинная обработка выполняется при помощи портальных автоматических устройств и установок. Устройства для ручной и автоматической резки подходят для работы со сталями, чугуном, бетоном, алюминием, различными сплавами цветных металлов.
При работе кислородно-флюсовым способом необходимо рассчитать флюсовый состав для резки заготовки из определенного металла по диаграмме состояния, получения шлакового состава, имеющего минимальную температуру плавления и вязкость. Резаки, используемые при этом способе, отличаются от приспособлений для кислородной резки каналами для подачи газа, имеющими меньший диаметр. Техника раскроя аналогична кислородному способу, но с более мощным пламенем (15–20 %), позволяющим флюсу нагреться до возгорания.
Техника раскроя аналогична кислородному способу, но с более мощным пламенем (15–20 %), позволяющим флюсу нагреться до возгорания.
Высокая теплопроводность цветных металлов (латуни, бронзы, медных сплавов) затрудняет работу с ними. Тепла, выделяемого кислородом, недостаточно для резки деталей из цветмета. Для работы с ними к кислороду и флюсовому порошку добавляют дополнительное вещество – феррофосфор. Прежде чем приступить к резке заготовки, ее нагревают до температуры +300…+400 °С. При работе необходимо пользоваться респираторными масками, поскольку выделяемые в процессе раскроя пары вредны для здоровья.
Не менее востребованные способы резки алюминия плазмой и лазером
- Лазерная резка.
Для этого типа резки необходим лазерный резонатор, возбуждающий узконаправленный луч с волной необходимой длины. Луч направляется на обозначенную линию реза и расплавляет металл заготовки за счет сконцентрированной в нем энергии.
Достоинства резки алюминия лазером заключаются в:
- высокой производительности;
- возможности получать детали необходимого размера и конфигурации без дальнейшей доработки;
- отсутствии деформаций кромок среза;
- возможности создавать изделия различной, в том числе сложной, конфигурации.
К такому способу прибегают при необходимости выполнения в заготовках отверстий сложной формы, соблюдения точных размеров допуска и посадки. Благодаря отсутствию контакта с обрабатываемым металлом не происходит его деформация в процессе резки. Суть обработки состоит в передаче импульсного лазерного излучения, возбуждаемого при помощи волоконной, газовой или углекислотной лазерной установки.
- Плазменная резка.
Для создания плазменного потока используется ионизация электрической дугой поступающего под давлением газа. Ионизированный газ (водород, азот, аргон) нагревается до нескольких тысяч градусов по Цельсию.
Достоинства плазменной резки алюминия заключаются в:
- экономичности;
- возможности резать металлы толщиной 200 и более миллиметров;
- высокой производительности;
- широком спектре подвергаемых обработке металлов и сплавов;
- отличном качестве изделий;
- возможности получения изделий сложной конфигурации – как при серийном производстве, так и по индивидуальным чертежам.
При резке газом алюминия и других металлов выбор газа осуществляется исходя из толщины разрезаемой заготовки: менее 20 мм – используется азот, менее 100 мм –смесь азота с водородом, более 100 мм – смесь аргона и водорода.
Газ для лазерной резки алюминия
При лазерной обработке металлов используют 4 вида вспомогательных газов:
- кислород, являющийся активным газом;
- азот, относящийся к условно инертным;
- аргон и гелий – настоящие инертные;
- атмосферный воздух.
Однако лазерная резка именно алюминия выполняется с помощью условно инертного азота, который участвует в химических реакциях, но не является окислителем. А при работе с большинством металлов специалисты стараются не допускать реакций окисления и горения.
Помимо того, что азот не вступает в реакции окисления в области разреза, он вытесняет из нее содержащий кислород атмосферный воздух. Таким образом, О2 также не вызывает окисления краев разреза.
Кислород при резке алюминия газом отрицательно влияет на качество обработки, не позволяя получить чистые и ровные кромки разреза. Выполняя раскрой алюминия с помощью О2, можно получить неровные края с множеством заусенцев. Некоторое время назад он использовался для резки алюминия, так как не существовало более мощного оборудования.Затем неровные кромки изделий обрабатывали механически, повышая их качество. Однако дополнительная механическая обработка увеличивала затрачиваемое на производство время и, соответственно, повышала стоимость готовой продукции.
В настоящее время используется более мощное оборудование, применение азота позволяет сразу получить разрез высокого качества, не требующий дальнейшей обработки кромок. Этот газ подходит для резки алюминия, нержавеющих, высоколегированных сталей, никеля.
Газы для плазменной резки алюминия
Качественный раскрой цветных металлов получается в результате именно плазменной резки. Плазма, с помощью которой выполняют обработку алюминия и его сплавов, образуется за счет использования неактивных газов: водорода, аргона или азота.
Активные газы, например, воздух и кислород, используются для работы с черными металлами.
Резка алюминия газом с использованием плазмореза возможна при толщине заготовок не более 70 мм.
Не подходят для работы с алюминием газовые смеси, в состав которых входят азот и аргон, поскольку они предназначены для обработки высоколегированных сталей толщиной 50 мм.
Резка алюминия чистым азотом возможна, если речь идет о раскрое деталей, толщина которых не превышает 20 мм.
Использование азота и водорода позволяет осуществлять раскрой алюминия и его сплавов при толщине заготовок 100 мм.
Смесь аргона с водородом используется для раскроя заготовок из алюминия толщиной более 100 мм. Содержание водорода в составе должно быть максимум 20 %, в этом случае он обеспечит стабильную горящую дугу.
Качественная серийная резка алюминия газом выполняется с помощью станков с ЧПУ.
Алюминий обладает специфическими характеристиками, что обуславливает необходимость использования иной технологии обработки, чем при раскрое стали. Мастеру необходимо правильно подобрать способ резки, верно выставить исходные параметры (если раскрой осуществляется с помощью автоматизированного оборудования), проконтролировать процесс. Пластичность и вязкость этого металла не позволяют ошибаться в расчетах.
Газовая резка металла | в компании «Стальной выбор»
Газовая резка — наиболее популярный сейчас вид «раскройки» металлических изделий.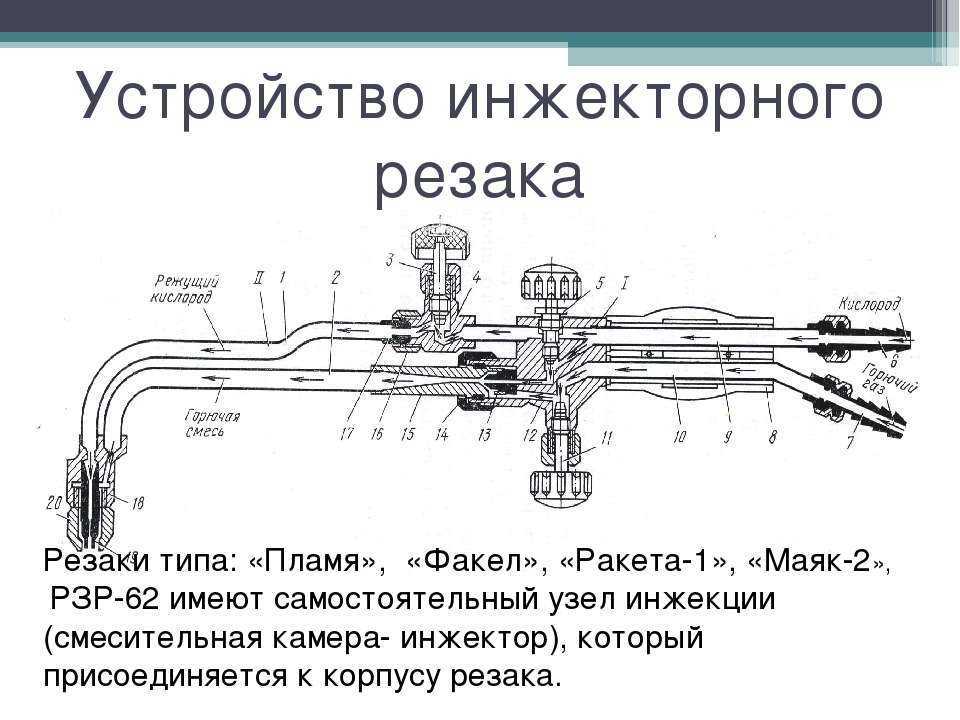
Во-первых — это наименее дорогой способ резки металла.
Во-вторых — оборудование, применяемое при газовой резке является относительно неприхотливым, не требует оборудования рабочей площадки специальными коммуникациями и может легко транспортироваться.
В-третьих — специальное оборудование на рабочей площадке позволяет производить резку металлов с высоким качеством.
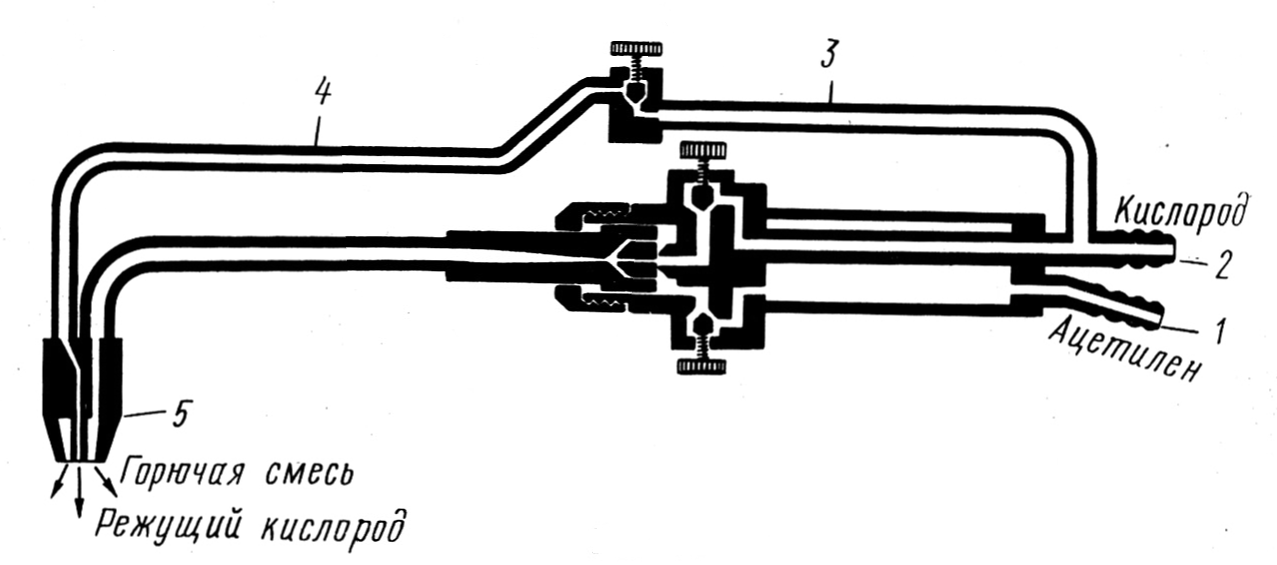
При работе газовый резак использует два газа – «нагреватель»(в этом качестве обычно используется пропан или ацетилен) и кислород, при помощи которого и производится резка металла.
Газ-«нагреватель» раскаляет поверхность металла до температуры в 1000-1200 градусов, при которой железо начинает гореть при соприкосновении с кислородом. В результате образуется горящая струя, которая легко режет железо и сталь. При этом поток кислорода и газа-«нагревателя», подающийся к шву под давлением 12 атмосфер удаляет и большую часть образующихся окислов.
Обычно кислородная резка стали производится при помощи ручного резака Р1-01П, который отлично подходит для кройки закаленной и углеродистой стали чугуна. Его удобно использовать, если заказчику работ не требуется высокая точность «кройки» и идеально ровные края.
Его удобно использовать, если заказчику работ не требуется высокая точность «кройки» и идеально ровные края.
Но кроме ручных есть еще и стационарные резаки, в которых газ-«нагреватель» и кислород подаются под еще большим давлением — и при использовании специальных станин обеспечивают ровную и чистую кромку даже при резке толстых слоев высокопрочных металлов.
Цена услуги по газовой резке будет складываться из следующих показателей:
- вида металла или сорта стали, с которым необходимо будет работать,
- толщина стального листа, предложенного к резке,
- вида используемого резака,
- требований клиента к качеству резки и состоянию среза.
Заказать
- Сравнение стальной и композитной арматуры
С появлением более современных синтетических материалов металлическ…
ЧИТАТЬ ДАЛЕЕ
- Сортамент гладкой арматуры и ее применение
Сталь…
ЧИТАТЬ ДАЛЕЕ
- Выбор профнастила для кровли
В одной из предыдущих публикации мы детально рассказали о том, как .
 ..
..ЧИТАТЬ ДАЛЕЕ
- Виды и использование сварной сетки
Сварная сетка – это «полотно», сформированное из …
ЧИТАТЬ ДАЛЕЕ
- Расчет веса стального шестигранника
Стальной шестигранник – одна из разновидностей сортового прок…
ЧИТАТЬ ДАЛЕЕ
- Виды труб для водопровода. Какие выбрать? Что учесть при монтаже?
Широкий ассортимент – палка о двух концах. С одной стороны он…
ЧИТАТЬ ДАЛЕЕ
- Сталь профнастила и варианты защитных покрытий
Профнастил, он же профлист, пользуется достаточно высоким спросом в…
ЧИТАТЬ ДАЛЕЕ
- Правильное крепление профлиста на крышу
Профлист, он же профилированный лист или профнастил, в последние го…
ЧИТАТЬ ДАЛЕЕ
- Что лучше, швеллер или двутавр? Какой прокат прочнее?
Двутавр и швеллер можно считать одними из самых популярных разновид…
ЧИТАТЬ ДАЛЕЕ
- Метизы на все случаи жизни
Строго говоря, термин «метизы» (аббревиатура от «.
 ..
..ЧИТАТЬ ДАЛЕЕ
- Стальная полоса как элемент заземляющего контура
С ростом количества разнообразной потребительской электроники в каж…
ЧИТАТЬ ДАЛЕЕ
- Расчет веса вязальной проволоки
Расчет веса проволоки, в основном, может потребоваться в двух ситуа…
ЧИТАТЬ ДАЛЕЕ
- Проверка качества и герметичности сварного шва труб и конструкций
К монтажу металлопроката предъявляются достаточно жесткие требовани…
ЧИТАТЬ ДАЛЕЕ
- Особенности использования швеллера при обвязке фундамента
Швеллер – это одна из разновидностей фасонного проката, отлич…
ЧИТАТЬ ДАЛЕЕ
- Коррозия металла
Коррозия металла, в простонародье называемая ржавчиной, – это распа…
ЧИТАТЬ ДАЛЕЕ
- Гнутый стальной уголок: ГОСТ, виды, применение
Гнутый стальной уголок – не самый популярный, но все же доста…
ЧИТАТЬ ДАЛЕЕ
- Доставка, приемка и правильное хранение арматуры
Стальная арматура является незаменимым атрибутом практически любого.
 ..
..ЧИТАТЬ ДАЛЕЕ
- Профнастил для всех
Профнастил…
ЧИТАТЬ ДАЛЕЕ
- Когда и зачем нужно использовать металлические трубы для прокладки кабелей и проводов
Трубный прокат имеет достаточно обширное применение, в том числе ис…
ЧИТАТЬ ДАЛЕЕ
- Колючая проволока для войны и мира
Для современного человека колючая проволока — предмет накрепко ассо…
ЧИТАТЬ ДАЛЕЕ
- Технология резки металла лазером
…
ЧИТАТЬ ДАЛЕЕ
- Инструкция о порядке приемки продукции по количеству П-6
Утверждена постановлением Госарбитража при Совете Министров СССР от…
ЧИТАТЬ ДАЛЕЕ
- Металлоконструкции
Современный индустриальный пейзаж нево…
ЧИТАТЬ ДАЛЕЕ
- Стальной рифленый лист: стандарты, виды, размеры, вес, использование
Рифленый лист – разновидность листового металлопроката, отлич…
ЧИТАТЬ ДАЛЕЕ
- Бесшовные трубы – производство и применение
.
 ..
..ЧИТАТЬ ДАЛЕЕ
- Металлопрокат – материалы и технологии
Металлопрокат — это строго говоря, тот самый материал который опред…
ЧИТАТЬ ДАЛЕЕ
- Характеристики и применение просечно-вытяжного листа
Ассортимент производимых металлоизделий, даже без учета типоразмеро…
ЧИТАТЬ ДАЛЕЕ
- Порошковая окраска металлических изделий
Окраска для металлических изделий — процедура совершенно необходима…
ЧИТАТЬ ДАЛЕЕ
- Проволока гост 3282-74
Стальная проволока – самое простое и широко известное изделие из м…
ЧИТАТЬ ДАЛЕЕ
- Спецсталь: состав, изготовление, обработка
Новые отрасли промышленности, бурно развившиеся во второй половине …
ЧИТАТЬ ДАЛЕЕ
- Пробивка отверстий в металле: особенности технологии
Пробивка отверстий в металле является одним из методов перфорации. …
ЧИТАТЬ ДАЛЕЕ
- Сварочные электроды УОНИ: особенности, характеристики, использование
Современный рынок предлагает широкий выбор различной продукции для .
 ..
..ЧИТАТЬ ДАЛЕЕ
- Рубка металла: от зубила до станка
Рубка металла – один из основных способов металлообработки, п…
ЧИТАТЬ ДАЛЕЕ
- Металлическая сетка – виды и производство
Металлические сетки — один из наиболее востребованных видов стальны…
ЧИТАТЬ ДАЛЕЕ
- Соединение швеллеров: способы и методика
За счет своей формы, имеющей перпендикулярные ребра жесткости, швел…
ЧИТАТЬ ДАЛЕЕ
- Монтаж профильной трубы: способы и необходимые принадлежности
Профильная труба – один из самых удобных вариантов металлоп…
ЧИТАТЬ ДАЛЕЕ
- Инструкция о порядке приемки продукции по качеству П-7
Утверждена постановлением Госарбитража при Совете Министров СССР от…
ЧИТАТЬ ДАЛЕЕ
- Зачем нужна стальная двутавровая балка?
…
ЧИТАТЬ ДАЛЕЕ
- Как марка стали бесшовных труб влияет на их применение
Использование любой разновидности металлоизделий зависит сразу от н.
 ..
..ЧИТАТЬ ДАЛЕЕ
- Катанка и проволока — производство и использование
Проволока — один из самых востребованных видов изделий из металла. …
ЧИТАТЬ ДАЛЕЕ
- Что такое сортовой металл, и чем он отличается от других
Всю массу выпускаемого производителями металлопроката можно раздели…
ЧИТАТЬ ДАЛЕЕ
- Профильная труба – материалы, производство, применение
Трубный металлопрокат предназначен не только для создания трубопров…
ЧИТАТЬ ДАЛЕЕ
- Технология соединения двутавров
Двутавр, он же …
ЧИТАТЬ ДАЛЕЕ
- Производство и характеристики двутавровой балки
…
ЧИТАТЬ ДАЛЕЕ
- Типы и марки сварочных электродов
Сварка металлов при помощи вольтовой дуги появилась в XIX веке и ст…
ЧИТАТЬ ДАЛЕЕ
- Способы цинкования металла
Железо и сталь — это материал из которого изготовлен скелет совреме…
ЧИТАТЬ ДАЛЕЕ
- Сварные трубы – технология, применение, достоинства
ХХI век – это век трубопроводов.
 Труб для нефте- и газотранспортных…
Труб для нефте- и газотранспортных…ЧИТАТЬ ДАЛЕЕ
- Сортамент металлопроката: основные виды, определения и ГОСТы
Сортамент металлопроката, выпускаемого современной промышленностью …
ЧИТАТЬ ДАЛЕЕ
- Швеллер — использование и нагрузка
Швеллер — это один из видов фасонного стального проката. В поперечн…
ЧИТАТЬ ДАЛЕЕ
Спасибо за обращение! Заявка отправлена.
Koike Aronson – Автоматический газовый резак Handy Auto
Описание
Автоматический газовый резак Handy Auto может выполнять резку по прямой, скошенной, круговой и фигурной резки, просто вращая колесо, расположенное сбоку резака. Этот удобный фонарь с легким корпусом настолько прост в использовании, что вам понадобится такой фонарик на каждом рабочем месте.
Особенности:
- Всепозиционные приводы — позволяет выполнять резку из всех положений
- Высокая эффективность – Переключатель привода Handy Auto связан с клапаном резки кислорода, что обеспечивает одновременную работу резки кислорода и мощности привода.

- Быстрая смена насадок – Для всех типов работ
- Простота использования
- Высочайшее качество резки – Безопасный и долговечный Насадки Koike серии 100 поставляются с каждым Handy Auto. Превосходный дизайн и качественные наконечники Koike обеспечивают быстрый и гладкий срез. Можно использовать все топливные газы
Включает: IK-12 Beetle S-100 с одной горелкой, одной гусеницей 72 дюйма, тремя режущими наконечниками серии 102
Технические характеристики
- – 30 мм)
- Скорость резания: 8 – 28 “/мин
- Управление скоростью: управление транзистором
- Колесный привод: ДРУГА : 120 В перем. тока: 220 В перем. тока, 12 В пост. тока
- Длина станка: 16-15/16 дюймов (430 мм)
- Вес: 5,9 фунта (2,7 кг) 10
- Серия Koike 10 0 Резка для ацетилена
Способы доставки: 1. UPS (United Parcel Service)
UPS (United Parcel Service)
2. USPS (United States Postal Service)
3. Common Carrier / Freight Truck
1. UPS Shipping: Все заказы могут быть выполнены Ограничения по весу/объему и пунктам назначения UPS отправляются через UPS.По умолчанию в континентальных Соединенных Штатах используется стандартный наземный метод.Для заказов в западных регионах доставка UPS наземным транспортом бесплатна.Для отправки на Гавайи и Аляску выберите между Next Day Air и 2nd Day Air , Вы можете изменить способ доставки UPS на 3-Day Select, 2nd Day Air или Next Day Air для тех товаров в вашем заказе, которые могут быть отправлены через UPS.0003
Ограничения UPS: Любой предмет весом более 150 фунтов. или превышение максимального размера упаковки UPS в 130 дюймов (длина + обхват, где обхват равен 2 x ширина плюс 2 x высота) не могут быть отправлены через UPS. UPS также требует фактического адреса улицы. UPS не обслуживает почтовые ящики или адреса военной почты APO/FPO.
2. Отправка USPS: Как упоминалось выше, UPS не предлагает услуги на почтовые ящики или адреса военной почты APO/FPO. В этих случаях мы отправим ваш заказ через систему доставки Почтовой службы США. (Почтовые посылки)
3. Общий перевозчик / грузовой автомобиль: Плата за доставку грузовым автомобилем указана только за доставку в пределах 48 смежных штатов. Уточните, пожалуйста, нужен ли грузовик с подъемными воротами для размещения груза на земле. Исключение: Аляска или Гавайи: за доставку на Аляску и Гавайи взимается дополнительная плата. Пожалуйста, свяжитесь с нами, чтобы узнать о фактической стоимости и способах доставки. Бесплатный номер: 1-800-374-9353 с понедельника по пятницу с 7:00 до 17:00 по тихоокеанскому времени. Факс 1-559-432-9355. Электронная почта: [email protected]
Время доставки: Стандартное время доставки UPS наземным транспортом в Западный регион составляет от 1 до 3 дней. Стандартный срок доставки в Восточный регион составляет от 3 до 8 дней. Доставка обычным перевозчиком может занять до 10 рабочих дней в Восточном регионе. Если требуется более быстрая доставка, свяжитесь с нами (бесплатный номер: 1-800-374-9353, с понедельника по пятницу: с 7:00 до 17:00 по тихоокеанскому времени). Мы можем принять другие меры для удовлетворения ваших требований.
Доставка обычным перевозчиком может занять до 10 рабочих дней в Восточном регионе. Если требуется более быстрая доставка, свяжитесь с нами (бесплатный номер: 1-800-374-9353, с понедельника по пятницу: с 7:00 до 17:00 по тихоокеанскому времени). Мы можем принять другие меры для удовлетворения ваших требований.
Стоимость упаковки: Ко всем заказам добавлена плата за упаковку в размере 2,00 долларов США.
Плата за обработку: Плата за обработку в размере 5 долларов США добавляется ко всем заказам на сумму менее 50 долларов США.
Западные штаты региона: Следующие штаты считаются западными штатами для целей доставки: AZ, CA, CO, ID, KS, MT, NE, ND, NM, NV, OK, OR, SD, TX, UT, WA , & ВЯ. Почта APO Armed Forces Pacific Mail (AP), отправляемая через Сан-Франциско, Калифорния, также считается пунктом назначения в западных штатах.
Каковы этапы операции газовой резки
Газовая резка в основном включает несколько операций, таких как подготовка перед газовой резкой, регулировка пламени, газовая резка и очистка после газовой резки. Производитель газорезательной машины объясняет содержание работы и рабочие моменты каждого шага использования газорезательной машины.
Производитель газорезательной машины объясняет содержание работы и рабочие моменты каждого шага использования газорезательной машины.
1. Подготовка перед газовой резкой
Очистите поверхность заготовки от масляных пятен и ржавчины и подложите заготовку на определенную высоту, оставив определенный зазор под заготовкой для облегчения выдувания шлака. В соответствии с требованиями размера и формы чертежа используйте инструмент для разметки, чтобы нарисовать линию вырубки на обрабатываемой стальной пластине.
2. Регулировка пламени
При регулировке пламени сначала откройте на небольшое количество кислородный клапан газорезательного станка , а затем на небольшое количество откройте ацетиленовый клапан для распыления горючей газовой смеси из резак. Затем держите резак за середину левой рукой, направляйте режущее сопло к телу человека и зажигайте резак правой рукой. Затем держите резак правой рукой и отрегулируйте кислородный и ацетиленовый клапаны, чтобы пламя предварительного нагрева нейтральное пламя.
После того, как пламя предварительного нагрева настроено на нейтральное пламя, кислород для резки можно повторно протестировать, а регулирующий клапан смешанного газа можно отрегулировать, чтобы убедиться, что пламя кислородно-ацетиленового газа также может поддерживаться как нейтральное пламя во время процесса резки. При этом, наблюдая за формой режущего воздушного потока (в просторечии называемой ветровой линией) с разных сторон, требуется, чтобы она была однородной и четкой цилиндрической формы. В противном случае следует отключить подачу ацетилена и кислорода и прочистить режущее сопло сквозной иглой до получения стандартного потока режущего воздуха.
3. Газовая резка
После зажигания резака и регулировки пламени можно приступать к резке. Присядьте с одной стороны заготовки, поставив ноги в форме восьмерки, положив правую руку на правое колено, а левую руку между ног, чтобы вы могли двигаться во время газовой резки. В положении стоя или на корточках необходимо добиться стабильного центра тяжести, расслабить мышцы рук, дышать естественно и выровнять резак. Руки должны двигаться медленно или вместе с телом в зависимости от скорости резания. Основной корпус резака должен находиться на одной линии с объектом, который необходимо разрезать. Верхняя плоскость параллельна.
Руки должны двигаться медленно или вместе с телом в зависимости от скорости резания. Основной корпус резака должен находиться на одной линии с объектом, который необходимо разрезать. Верхняя плоскость параллельна.
Держите ручку горелки правой рукой, а большим и указательным пальцами правой руки держите регулирующий клапан кислорода предварительного нагрева (удобно регулировать скорость энергии пламени предварительного нагрева, и это может вовремя отключить кислород предварительного нагрева когда возникает обратный огонь), большой и указательный палец левой руки держите регулирующий клапан кислорода для резки (для облегчения регулировки кислорода для резки), а оставшиеся три пальца левой руки устойчиво держите стреляющую соломинку, чтобы удерживать резак. вертикально к заготовке.
4. Очистка после газовой резки
После завершения резки закройте кислородный клапан резки и одновременно поднимите резак. Если вам не нужно продолжать его использование, сначала закройте ацетиленовый клапан, а затем закройте регулирующий клапан смешанного газа.