Как rz перевести в ra: Перевод Шероховатости rz в ra Таблица • Шероховатость поверхности
alexxlab | 06.12.2022 | 0 | Разное
Документы
Цвет:
Ц
Ц
Шрифт:
A
A
A
Интервал:
строчный:
1.7
2
символьный:
1
2
Изображения:
ВКЛ
ВЫКЛ
Ч/Б
X
|
|
Шероховатость и волнистость поверхности — Студопедия
Поделись
Шероховатость поверхности – совокупность неровностей с относительно малыми шагами на базовой длине.
Волнистость поверхности – совокупность периодически чередующихся неровностей, у которых расстояние между смежными возвышенностями или впадинами превышает базовую длину (рис. 3).
Рис. 3. Схема, иллюстрирующая шероховатость и волнистость
поверхности
Шероховатость и волнистость взаимосвязаны с точностью размеров детали. Разграничением понятий шероховатости и волнистости является отношение шага к высоте неровностей:
для шероховатости L/H < 50;
для волнистости L/H = 50…1000.
Шероховатость поверхности бывает продольная, измеряемая в направлении вектора скорости резания, и поперечная, измеряемая в направлении подачи.
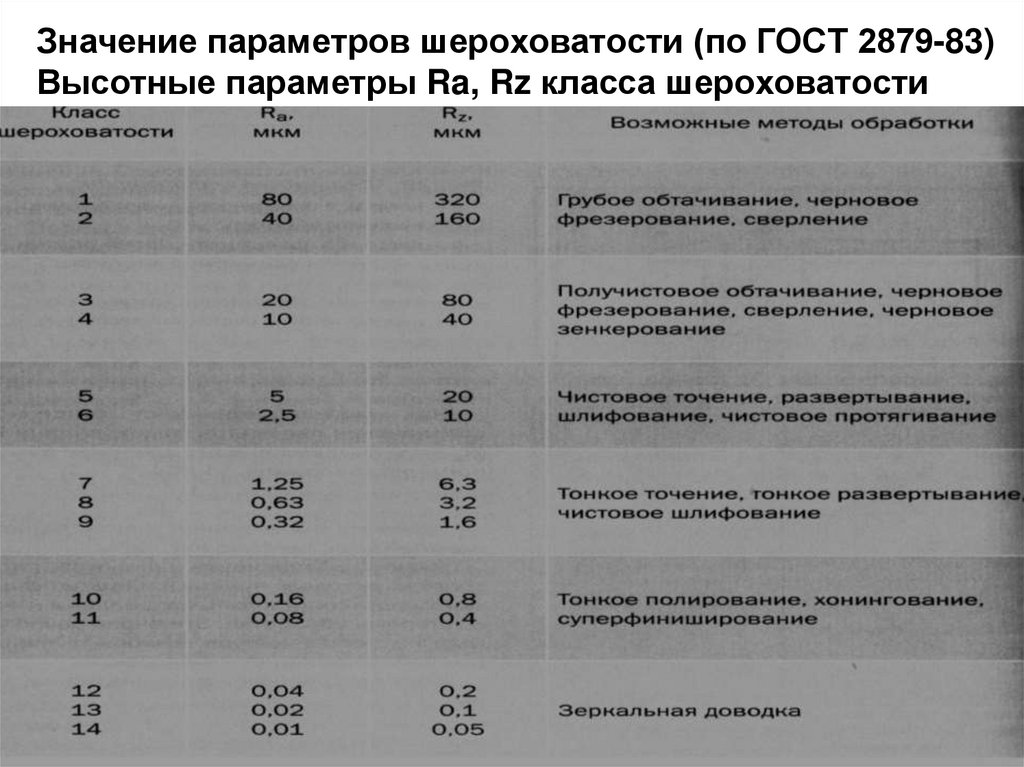
Согласно ГОСТ 2789-73 (СТ СЭВ 638-77), нормирование и количественная оценка шероховатости поверхности производятся с помощью трех высотных параметров Rа, Rz и Rmax, двух шаговых параметров Sm и S и параметра tР– относительной опорной длины профиля (рис.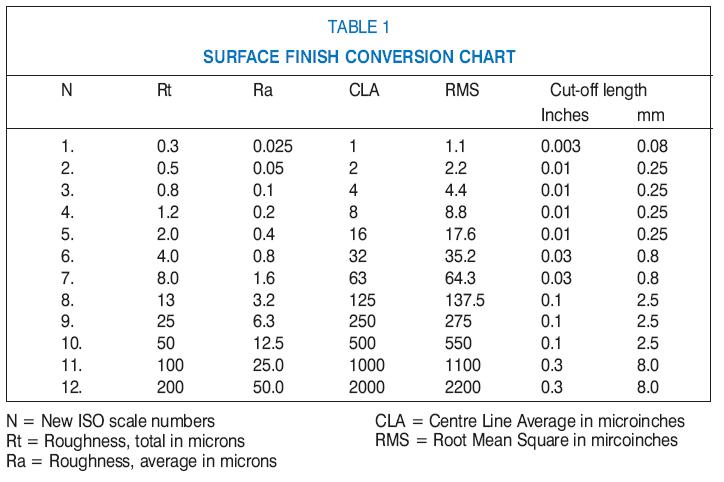 4).
4).
Среднее арифметическое отклонение профиля Ra – среднее арифметическое абсолютных значений отклонений профиля в пределах базовой длины
,
где n – число выбранных точек профиля на базовой длине.
Высота неровностей профиля по десяти точкам Rz – сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины
.
Рис. 4. Профилограмма поверхности для определения шероховатости
Наибольшая высота неровностей профиля Rmax – расстояние между линией выступов профиля и линией впадин профиля в пределах базовой длины
.
Средний шаг неровностей Sm – среднее значение шагов неровностей профиля в пределах базовой длины
,
где n – число шагов неровностей в пределах базовой длины; Smi – шаг неровностей профиля, равный длине отрезка средней линии профиля, ограничивающей неровность профиля.
Средний шаг местных выступов профиля S – среднее значение шагов местных выступов профиля, находящихся в пределах базовой длины:
.
Относительная опорная длина профиля tР – отношение опорной длины профиля к базовой длине
,
где – опорная длина профиля; l – базовая длина.
Опорная длина профиля – сумма длин отрезков, отсекаемых на заданном уровне р, в материале профиля линией, параллельной средней линии, в пределах базовой длины.
Числовые значения уровня сечения р указываются в % от Rmax.
Диапазоны колебаний параметров:
l – от 0,01 до 25 мм; Ra – от 0,008 до 100 мкм; Rz и Rmax – от 0,25 до 1600 мкм; Sm и S – от 0,002 до 12,5 мкм, tР – от 10 до 90%.
Параметр Ra является предпочтительным, так как при определении параметра Rz в зависимости от формы профиля в некоторых случаях возникают проблемы в связи с тем, что имеется меньше пяти выступов или впадин профиля на базовой длине. Кроме того, параметр Rа более точно определяет шероховатость, так как является интегральным.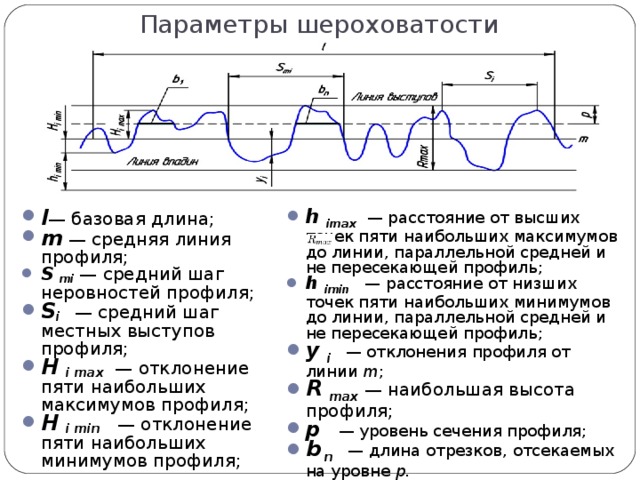 Шероховатость поверхности чаще всего оценивают параметром Rа.
Шероховатость поверхности чаще всего оценивают параметром Rа.
Величины Sm и tР характеризуют форму микронеровностей и предопределяют износостойкость и контактную деформацию сопряженных деталей. При выборе значений tРследует учитывать, что с его возрастанием требуются все более трудоемкие процессы обработки; например, при tР = 25 % можно применить чистовое точение, а при tР = 40 % необходимо хонингование.
Существует корреляционная связь высотных параметров шероховатости Ra, Rz, Rmax. Для плосковершинной и отделочно-упрочняющей обработки в среднем
Rmax = 5,0 Ra, Rz= 4,0 Ra;
для точения, строгания и фрезерования
Rmax = 6,0 Ra, Rz = 5,0 Ra;
для остальных методов обработки
Rmax = 7,0 Ra, Rz = 5,5 Ra.
Основной смысл введения шести параметров для оценки шероховатости поверхности состоит в том, что с их помощью можно регулировать шероховатость в зависимости от служебного назначения и условий эксплуатации деталей (изнашивание, контактная жесткость, выносливость и др.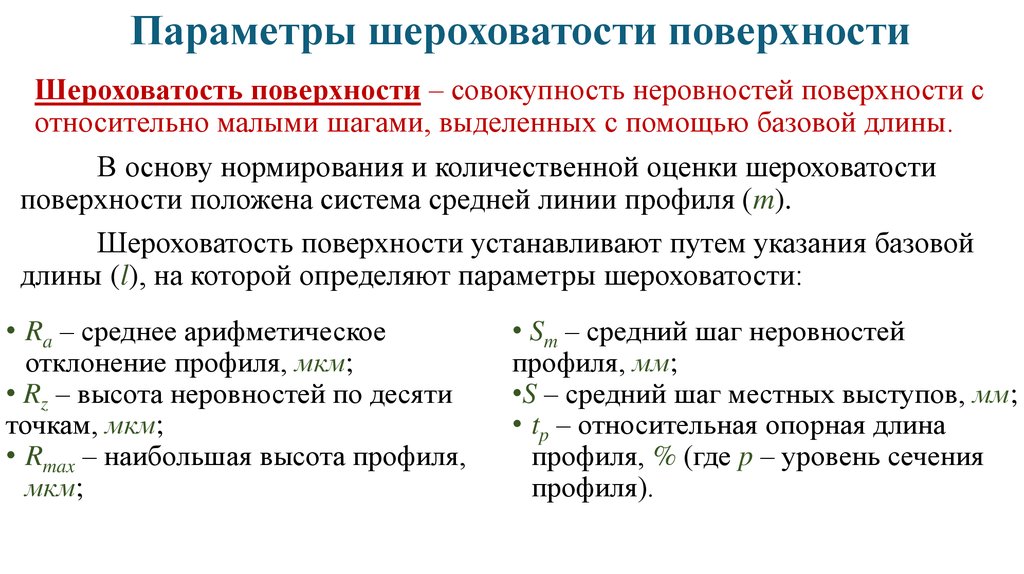 ).
).
Шероховатость поверхности на чертежах указывает с помощью условных обозначений (рис. 5, а). На месте рамки 1 в определенной последовательности указывают параметры шероховатости (пример с цифровыми обозначениями показан на рис. 5, б), на месте рамки 2 в случае необходимости – вид обработки и другие дополнительные данные, на месте рамки 3 – базовую длину, взятую из стандарта, а на месте рамки 4 – условное обозначение направления штрихов обработки. Обозначение t5080 (рис. 5, б) расшифровывается как относительная опорная длина 80 % при уровне сечения профиля р = 50 %.
Между квалитетами точности обработки и шероховатостью обработанных поверхностей деталей существует взаимосвязь. Высокой точности обработки всегда отвечает малая шероховатость поверхности. Это соответствие обусловлено не только условиями работы детали, но и также необходимостью результатов измерения показателей ее точности. Высота неровности Ra не должна превышать 0,02…0,05 допуска на размер.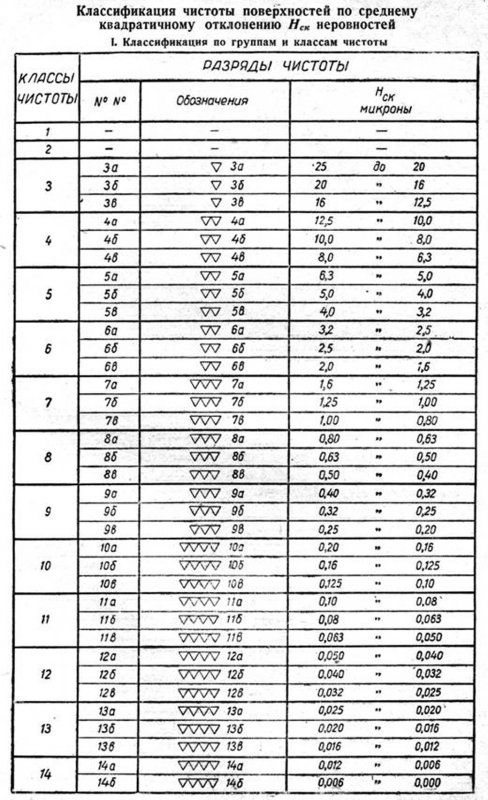 Точность и шероховатость, полученные на разных операциях, приведены в табл. 1.
Точность и шероховатость, полученные на разных операциях, приведены в табл. 1.
Рис. 5. Структура обозначения шероховатости поверхности (а) и
пример расположения параметров шероховатости (б)
Контроль параметров шероховатости может осуществляться прямыми и косвенными методами. Для косвенной оценки используют эталоны шероховатости и интегральные методы. Оценка по эталонам имеет субъективный характер. Интегральные методы позволяют оценить шероховатость поверхности по расходу воздуха, проходящего между соплом пневматической измерительной головки и измеряемой поверхностью. При этом настройка приборов производится по поверхностям эталонных деталей. При прямом методе применяют щуповые или оптические приборы. Числовые значения параметров шероховатости определяются по шкале приборов (профилометров) или по увеличенному изображению записанной профилограммы (на профилографе). Основные характеристики приборов приведены в табл. 2.
Количественная оценка волнистости производится следующими параметрами: высотой волнистости hW, наибольшей высотой волнистости hWmax и средним шагом волнистости SW.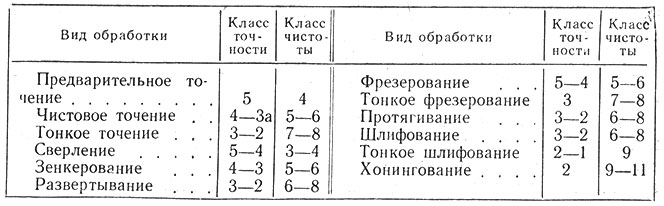
Высота волнистости hW – среднее арифметическое из пяти ее значений (hW1…hW5), определенных на длине участка измерения LW, равной не менее пяти действительным наибольшим шагам Sw волнистости, как вертикальные расстояния между линиями, эквидистантными средней линии, которые проведены по наивысшим и наинизшим точкам профиля одной полной волны (рис. 6)
.
Таблица 1
Экономически целесообразные точность и шероховатость
поверхности при различных видах обработки
| Вид обработки | Квалитеты точности обработки | Шероховатость поверхности Ra, мкм |
| Обтачивание: черновое получистовое чистовое тонкое | 14…12 13…11 10…8 8…6 | 50…25 25…12,5 12,5…6,3 1,25…0,63 |
| Растачивание: черновое чистовое тонкое | 13…11 10…8 8…6 | 25…12,5 12,5…6,3 1,25…0,63 |
| Фрезерование: черновое чистовое | 13…11 10…8 | 25…12,5 6,3…1,25 |
| Сверление | 13…11 | 25…12,5 |
| Зенкерование | 11…10 | 25…6,3 |
| Развертывание: черновое чистовое | 10…8 8…7 | 3,2…1,6 1,25…0,63 |
| Протягивание: черновое чистовое | 11…10 9…7 | 3,2…1,6 1,25…0,63 |
| Шлифование: черновое чистовое | 10…8 8…6 | 2,5…1,25 1,25…0,63 |
| Хонингование: черновое чистовое | 9…7 7…6 | 2,5…0,63 0,63…0,08 |
| Суперфиниширование | 6…5 | 0,63…0,16 |
| Притирка | 7…5 | 0,63…0,04 |
| Полирование | 7…5 | 0,63…0,02 |
| Обкатывание, алмазное выглаживание | 9…6 | 1,25…0,16 |
Таблица 2
Приборы для измерения параметров шероховатости поверхности
| Тип прибора | Измеряемый параметр шероховатости поверхности | Предел измерения, мкм | Базовая длина, мм |
| Профилограф-профилометр: профилограф профилометр | Ra Pz; Rmax Si; Sm lP Ra | 0,008…20 0,025…100 0,003…12,5 10…90 % 0,02…8 | 0,080; 0,250 0,800; 2500 8,000 |
| Профилометр 253 | Ra | 0,04…2,500 | 0,250; 0,800; 2,500 |
| Профилограф-профилометр 252: профилограф профилометр | Ra Rz; Rmax Si; Sm lP Ra | 0,050…60 0,020…250 0,003…12,5 10…90 % 0,020…100 | 0,080; 0,250 0,80; 2,50 8,00 0,080; 0,250 |
| Прибор светового свечения: ПСС-2 ОРИМ-1 ПТС-1 | Rz; Rmax Si; Sm Rz; Rmax Si; Sm Rz; Rmax Si; Sm | 0,800…40 0,002…2,500 0,400…40 0,020…2,500 40…320 0,020…6,300 | 0,001 0,030 0,080; 0,250 0,800; 2,500 0,250; 0,080 2,500; 8,000 |
| Микроинтерферометр МИИ-4 | Rz; Rmax Si; Sm | 0,100…0,800 0,020…0,250 | 0,010; 0,030 0,080; 0,250 |
Предельные числовые значения hW выбирают из ряда: 0,1; 0,2; 0,4; 0,8; 1,6; 3,2; 6,3; 12,5; 25, 50; 100; 200 мкм.
Наибольшая высота волнистости hWmax – расстояние между наивысшей и наинизшей точками измеренного профиля в пределах Lw, измеренное на одной полной волне.
Средний шаг волнистости SW– среднее арифметическое значение длин отрезков SWiсредней линии, ограниченных точками их пересечения с соседними участками профиля волнистости
.
Базой для измерения волнистости служит средняя линия профиля волнистости mW.
В табл. 3 приведены параметры волнистости для различных видов механической обработки.
Рис. 6. Профилограмма поверхности для определения
волнистости
Таблица 3
Параметры волнистости при некоторых видах
механической обработки
| Вид механической обработки | Высота волны, мкм | Шаг волны, мм |
| Плоское шлифование | 1,1…3,8 | 1,1…4,8 |
| Строгание | 1,0…2,5 | 1,3…4,0 |
| Точение | 1,0…10,7 | 1,4…9,0 |
| Скоростное фрезерование | 1,4…6,0 | 1,6…5,2 |
| Притирка | 0,75…2,0 | 0,8…4,0 |
Волнистость оказывает большое влияние на качественные показатели изделий.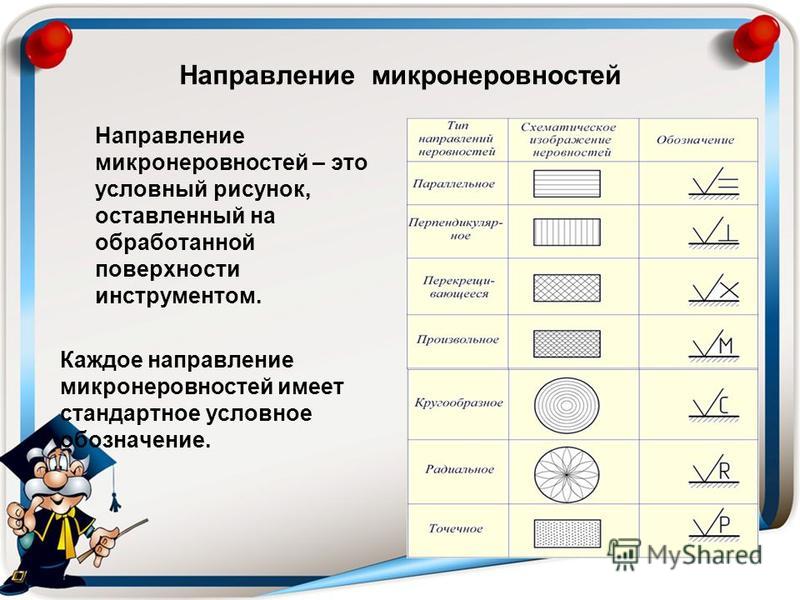 Поэтому вопросы нормирования и контроля волнистости имеют важное практическое значение.
Поэтому вопросы нормирования и контроля волнистости имеют важное практическое значение.
Измерение и проверка чистоты поверхности, Ra, Rz
Джон Йи
Джон Йи
Умные замки, система управления недвижимостью
Опубликовано 7 октября 2019 г.
+ Подписаться
Существует ряд различных характеристик, которые мы можем измерить в отношении шероховатости поверхности. Двумя наиболее важными из них являются высота пиков шероховатости и их разделение, часто обозначаемое как «Ra» и «D»:
Ra — средняя шероховатость
Ra также известна как среднее арифметическое (AA) или среднее по центральной линии. (ЦЛА). Это средняя шероховатость в области между профилем шероховатости и его средней линией. Графически Ra представляет собой площадь между профилем шероховатости и его центральной линией, деленную на расчетную длину. Длина оценки обычно составляет пять длин выборки, где каждая длина выборки равна одной длине отсечки.
(ЦЛА). Это средняя шероховатость в области между профилем шероховатости и его средней линией. Графически Ra представляет собой площадь между профилем шероховатости и его центральной линией, деленную на расчетную длину. Длина оценки обычно составляет пять длин выборки, где каждая длина выборки равна одной длине отсечки.
Ra — наиболее часто используемый параметр шероховатости поверхности. Одна из причин, по которой это так распространено, заключается в том, что довольно легко взять абсолютное значение сигнала и интегрировать сигнал с помощью аналоговой электроники, поэтому Ra можно измерить приборами, не содержащими цифровых схем.
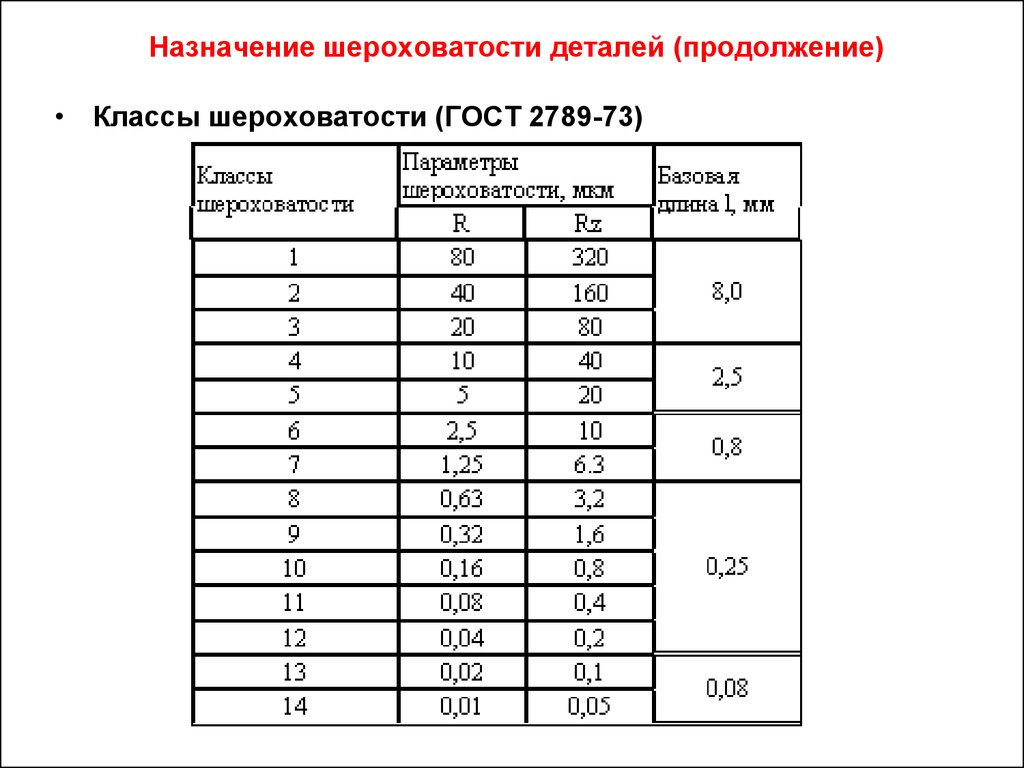
Вот таблица, показывающая, как номера классов шероховатости преобразуются в номера Ra:
надеюсь, что это поможет~~
обработка качи, профессиональная обработка с ЧПУ
Думайте о частном
16 января 2020 г.

Концентричность
25 окт. 2019 г.
Рецессия для малого и среднего бизнеса, это правда, но…
23 сент. 2019 г.
3, 4, 5-осевая обработка, в чем разница
16 сент. 2019 г.
Алюминий 6061 Т6
9 сент.
2019 г.Если вы можете сбросить, что вы будете делать на своей текущей работе
26 авг. 2019 г.
Наш первый влог
7 августа 2019 г.
Производитель датчиков
3 апр. 2019 г.
Мы нанимаем
20 августа 2018 г.
Барометрические датчики для мобильных устройств
23 августа 2017 г.

 2019 г.
2019 г.
Обработка поверхности при обработке с ЧПУ с символами, диаграммами, пояснениями RZ, RA, стандартами шероховатости. – Мехутопия
Введение
В 1930-х годах можно было определить, насколько шероховатая металлическая поверхность, взглянув на нее или прикоснувшись к ней. Если бы поверхность отражала много света, ее считали бы гладкой. Такая оценка длилась недолго. Поверхность металла теперь оценивается без учета внимания человека. Сегодня у нас есть высокотехнологичные портативные машины, которые могут сказать нам точное значение качества поверхности. Поэтому, когда мы измеряем его, мы получаем некоторые значения, такие как RA, Rz, Rt.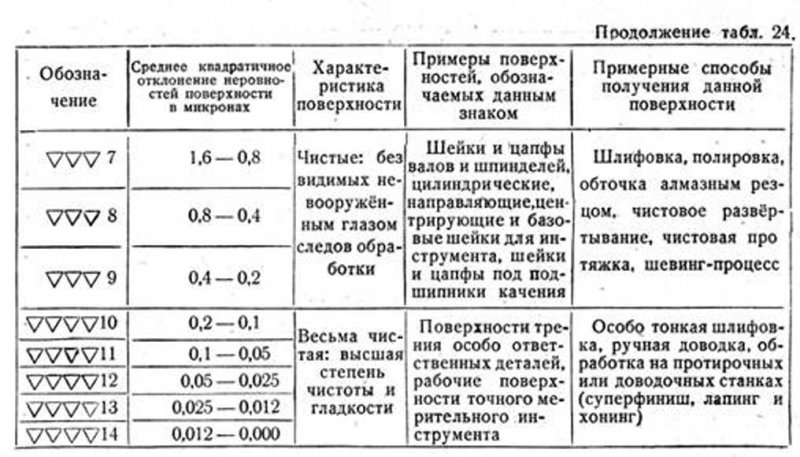 Эти стандартные значения многое говорят нам о качестве поверхности.
Эти стандартные значения многое говорят нам о качестве поверхности.
Когда мы проверяем качество поверхности, мы следуем концепции, и эта концепция дает нам структуру поверхности. Эта структурная концепция определяет измерение микроскопических волн, холмов и впадин на поверхности детали.
Средняя высота шероховатости является одним из важнейших нормативных показателей структуры поверхности. Но недостаточно убедиться, что поверхность не слишком шероховатая. Прежде чем вы сможете измерить свойства поверхности, вам нужно знать, что означают термины «структура поверхности» и «шероховатость поверхности».
Что подразумевается под термином “обработка поверхности”?
Шероховатость обработки поверхности определяет, как будут выглядеть линии поверхности и качество поверхности детали после ее механической обработки. Значения ra помогают нам понять шероховатость поверхности.
Большинство дефектов поверхности вызваны следующими причинами:
Структура поверхности детали.
Структура поверхности лучше описывается следующими терминами.
Направление укладки: длинные линии на поверхности.
Кратер: Небольшие отверстия на поверхности
Расстояние между волнами: Полноценная группа линий на поверхности.
Трещина: Трещина на поверхности, проходящая под поверхностью.
На этой диаграмме показано, как волнистость, укладка и шероховатость связаны друг с другом:
Понимание неровностей поверхности
Неровности поверхности являются причиной необходимости измерения шероховатости поверхности. Они могут быть созданы очень многими эффектами во время обработки. Некоторые причины нарушений перечислены ниже.
- Следы движения режущего инструмента
- Следы вибрации на заготовке, вызванные вибрациями при механической обработке
- Поверхностные дефекты, вызванные разрывом материала заготовки при резке металла
- Изменения поверхности, вызванные деформацией заготовки из-за сил резания
- Неровность станка из-за того, что ползуны/зазоры недостаточно плоские
Это часть текстуры поверхности и часто сокращается до «шероховатости». Он измеряется тем, насколько его вектор нормали отклоняется от формы идеальной поверхности. Если эти перепады велики, то поверхность шероховатая, а если малы, то гладкая.
Он измеряется тем, насколько его вектор нормали отклоняется от формы идеальной поверхности. Если эти перепады велики, то поверхность шероховатая, а если малы, то гладкая.
Линии на поверхности имеют короткие неравномерные длины волн, и когда инструмент перемещается от одного конца поверхности к другому, он оставляет множество царапин. При измерении поверхностных царапин в нормальном и поперечном направлениях длины волн различаются (пунктирная линия под углом).
ВолнистостьЭто способ измерения той части текстуры поверхности, которая находится дальше друг от друга. Это более широкий взгляд на шероховатость, потому что, более конкретно, ее можно определить как «неровности, интервалы которых превышают длину выборки шероховатости».
Поверхность перегружена, если шероховатость распределена по разным длинам. Такая форма называется «рябь». Изменения могут произойти во время плоского шлифования, если части шлифовального круга отсутствуют, если шарнирный колодец обрабатывающего инструмента вибрирует или если проводится термообработка.
Направление рисунка поверхности обычно определяется используемым методом производства.
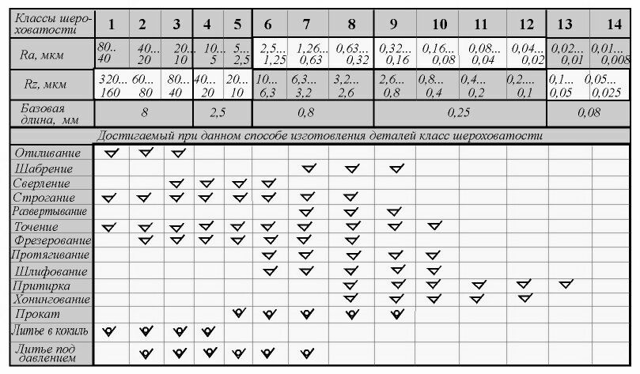
Шаблоны отделки поверхности. Таблица ориентировочных сравнений шероховатости поверхностиЭта таблица поможет вам понять влияние процесса обработки на чистоту поверхности.
Ориентировочное сравнение шероховатости поверхности.Параметры состояния поверхности
Состояние поверхности деталей машин влияет как на качество работы, так и на ее стоимость. Когда вы смотрите на поверхность детали машины в микроскоп, вы можете увидеть, что на ней есть углубления и выступы. Он показывает профиль, который получается при совмещении реальной поверхности и заданной плоскости. Форма инструмента, используемая охлаждающая жидкость, глубина резания и скорость подачи влияют на профиль поверхности. Итак, при измерении значений шероховатости поверхностей были найдены три параметра состояния поверхности: параметры профиля, параметры мотива и параметры кривой вероятности материала.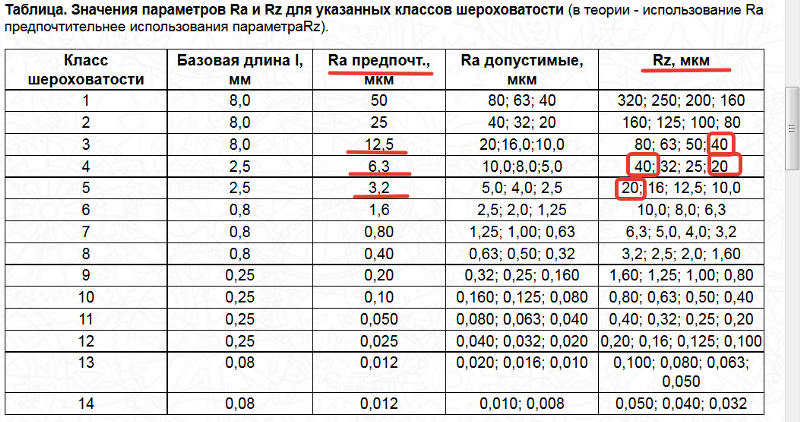
Существует 3 типа профилей поверхности:
- R-профили
- W-профили
- P-профили
Для каждого из них поясняются параметры профиля. Профиль шероховатости поверхности используется для определения параметра R-профиля, профиль волнистости используется для определения параметра W-профиля, а основной профиль используется для определения параметра P-профиля ( TS EN ISO 4287, TS EN ISO 12085, TS ЕН ИСО 13565-2, ТУ ЕН ИСО 13565-3 ).
Максимальная высота профиля (Pz, Rz, Wz)Это сумма максимальной высоты пика профиля Zp и глубины самой низкой точки Zv профиля в пределах длины выборки.
Наибольшая высота профиля. Среднее арифметическое отклонение оцениваемого профиля (Pa, Ra, Wa)Среднее арифметическое абсолютных значений ординат в пределах длины образца, Z(x)
Формула. Параметры мотива Это часть основного профиля между двумя самыми высокими точками, которые не обязательно должны быть рядом друг с другом.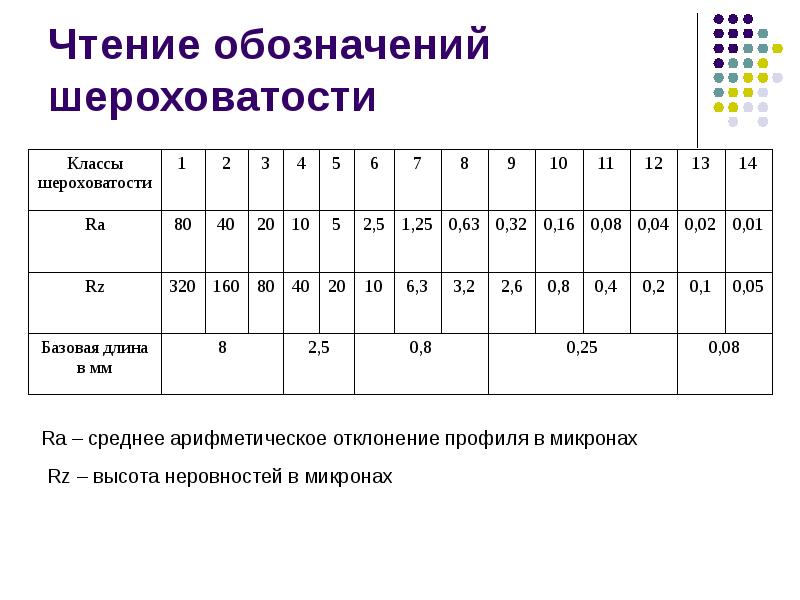 Объяснены профили шероховатости и волнистости. Это вещи, которые составляют мотив. Длина ARi или AWi измеряется параллельно основному направлению профиля. Две глубины (Hj и Hj+1 или Hwj и Hwj+1) измеряются перпендикулярно основному направлению профиля. Функция T — это наименьшая глубина между двумя глубинами.
Объяснены профили шероховатости и волнистости. Это вещи, которые составляют мотив. Длина ARi или AWi измеряется параллельно основному направлению профиля. Две глубины (Hj и Hj+1 или Hwj и Hwj+1) измеряются перпендикулярно основному направлению профиля. Функция T — это наименьшая глубина между двумя глубинами.
T= наименьший (Hj; Hj+1) здесь T= Hj+1
Профиль волнистости.T= наименьший (Hj; Hj+1) здесь T= Hj+1
Здесь можно увидеть среднее арифметическое отклонений профиля
| Среднее арифметическое отклонений профиля (Ra мкм) | 90770,008 | |||
|---|---|---|---|---|
| 0,010 | ||||
| (0,012) | 0,125 | 1,25 | (12,5) | 125 |
| 0,016 | 0,160 | (1,60) | 16,0 | 160 |
| 0,020 | (0,20) | 2,0 | 20 | (200) |
| (0,025) | 0,25 | 2,5 | (25) | 250 |
| 0,032 | 0,32 | (3,2) | 32 | 320 |
| 0,040 | (0,40) | 4,0 | 40 | 400 |
| (0,050) | 0,50 | 5,0 | (50) | |
| 0,063 | 0,63 | (6,3 ) | 63 | |
| 0,080 | (0,80) | 8,0 | 80 | |
| (0,100) | 1,00 | 10,0 | (100) | |
Примечание.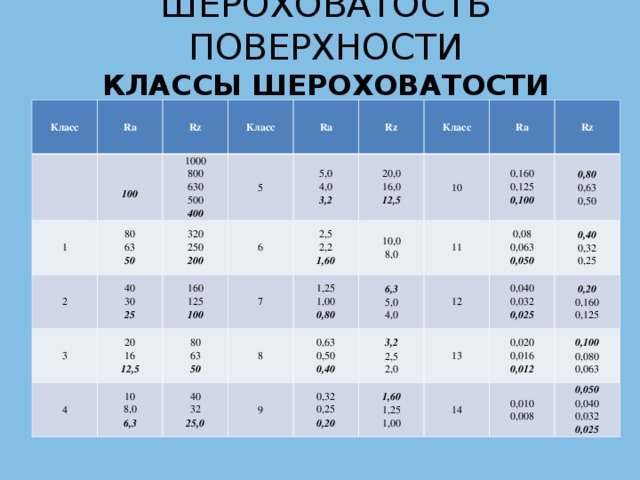 Предпочтительнее значения в скобках. Предпочтительнее значения в скобках. | ||||
You can see here largest Profile Height
| The Largest Profile Height (Rz µm) | |||||
|---|---|---|---|---|---|
| 0,125 | 1,25 | (12,5) | 125 | 1250 | |
| 0,160 | (1,60) | 16,0 | 160 | (1600) | |
| (0,20) | 2,0 | 20 | (200) | ||
| (0,025) | 0,25 | 2,5 | (25) | 250 | |
| 0,032 | 0,32 | (3,2) | 32 | 320 | |
| 0,040 | (0,40) | 4,0 | 40 | (400) | |
| (0,050) | 0,50 | 5,0 | (50) | 500 | |
| 0,063 | 0,63 | (6,3) | 63 | 630 | |
| 0,080 | (0,80) | 8,0 | 80 | (800) | |
| (0,100) | 1,00 | 10,0 | (100) | 1000 | |
Примечание. Предпочтительны значения в скобках. Предпочтительны значения в скобках. | |||||
Это было сделано ясно для R-профиля. Он используется для оценки профиля шероховатости поверхности на основе линейной кривой вероятности материала с удалением точек питтинга. Rk (глубина шероховатости поверхности среднего слоя), Rvk (средняя глубина проекции точек впадины профиля, проходящих через него), Rpk (средняя глубина выступающих на нем пиков профиля шероховатости поверхности среднего слоя).
Параметры Rk, Rpk и Rvk, относящиеся к кривой соотношения материалов. Показана кривая вероятности материала, соответствующая профилю шероховатости, и области, используемые при определении параметров Rpk, Rvq и Rmq.Подробное описание единиц отделки поверхности от RA до RZ.
Ra – Средняя шероховатость Шероховатость поверхности Ra – это среднее арифметическое изменений профиля от центра материала наружу.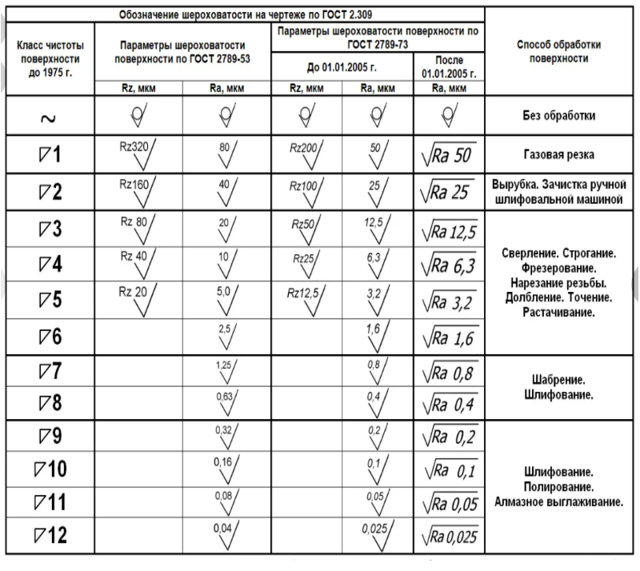 Это наиболее распространенный способ измерения гладкости поверхности. Хотя мы знаем, какова средняя шероховатость поверхности для Ra, мы не можем сказать, в чем разница между пиками и впадинами. Одно и то же значение Ra может быть присвоено профилям, сильно отличающимся друг от друга. Ra может не дать реального значения профиля материала. Когда мы измеряем профиль пика или профиль впадины, мы можем получить одно и то же значение Ra. Но то, что эти две поверхности имеют одинаковое значение Ra, не означает, что свойства их поверхности одинаковы.
Это наиболее распространенный способ измерения гладкости поверхности. Хотя мы знаем, какова средняя шероховатость поверхности для Ra, мы не можем сказать, в чем разница между пиками и впадинами. Одно и то же значение Ra может быть присвоено профилям, сильно отличающимся друг от друга. Ra может не дать реального значения профиля материала. Когда мы измеряем профиль пика или профиль впадины, мы можем получить одно и то же значение Ra. Но то, что эти две поверхности имеют одинаковое значение Ra, не означает, что свойства их поверхности одинаковы.
Вот 6 поверхностей с одинаковым Ra, но очень разными по форме.
Несмотря на то, что все шесть поверхностей имеют одинаковую Ra, их формы сильно различаются. Rmax – самый высокий пик ВысотаМаксимальное значение шероховатости, Rmax , является наибольшим из значений, последовательно измеренных на протяжении оцениваемой длины.
Rz Длина десяти неправильных точек, Rz(ISO), представляет собой фактическую высоту пяти самых высоких пиков профиля в оценочной длине и среднее значение истинной глубины пяти самых глубоких впадин.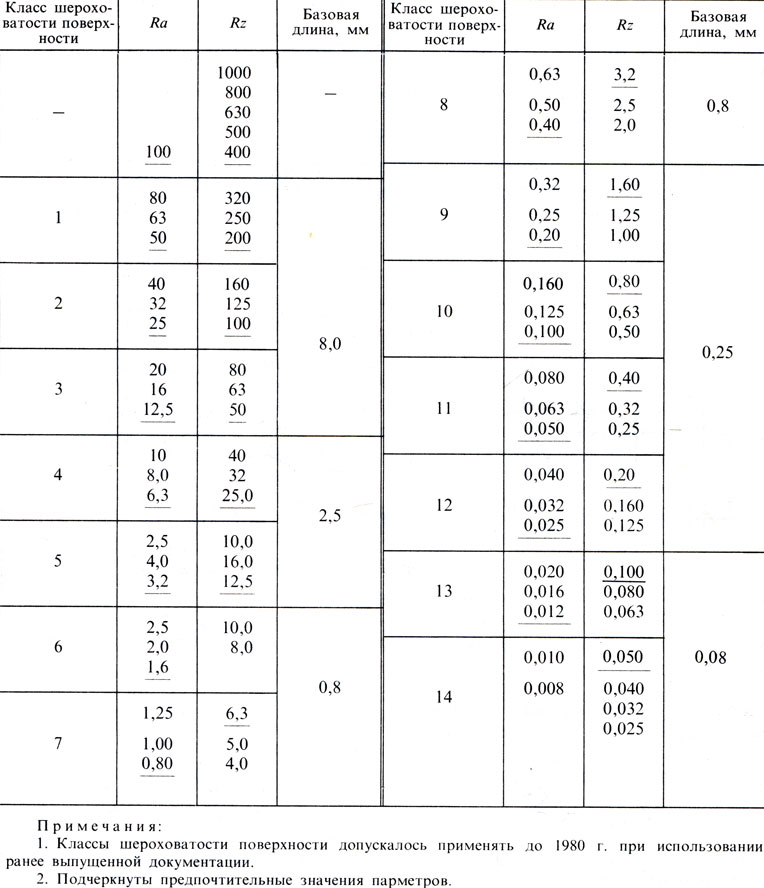
Ниже приведена таблица, в которой показано, как преобразовать числа классов шероховатости в числа Ra. Значения шероховатости поверхности, указанные в микродюймах, в 40 раз превышают значение в микрометрах.
Классы шероховатости и меры Ra. Примечания. Насколько грубы абразивные частицы и наждачная бумага на поверхностиВы можете использовать абразив или отшлифовать поверхность, чтобы закончить ее. На этой диаграмме показано, как перейти от абразивного зерна к значениям Ra для чистоты поверхности.
| Abrasive Grit To Surface Finish | |||
|---|---|---|---|
| US Grit | UK Grit | RA µm | Ra µinches |
| 120 | 3 | 125 | |
| 180 | 2 | 85 | |
| 80 | 1,65 | 70 | |
| 240 | 1,5 | 50 | |
| 320 | 0,75 | 30 | |
| 180 | 0,62 | 25 | |
| 240 | 0,45 | 18 | |
| 500 | 0,4 | 15 | |
| 320 | 0,25 | 10 | |
Все символы отделки поверхности, обозначения, стандарты.
 Символы и выноски для обработки поверхности ISO Символы и выноски для обработки поверхности ISO. Обработка поверхности ANSI и выноски Символы текстуры поверхности. Примеры использования обозначений шероховатости поверхности Символы шероховатости поверхности и пример выноски.
Символы и выноски для обработки поверхности ISO Символы и выноски для обработки поверхности ISO. Обработка поверхности ANSI и выноски Символы текстуры поверхности. Примеры использования обозначений шероховатости поверхности Символы шероховатости поверхности и пример выноски. Памятка по обработке поверхности
Памятка по обработке поверхности.Таблицы преобразования шероховатости поверхности в метрические и британские единицы0745 (µm)
(µinches)