Как самому сделать станок для заточки ножей – Приспособления для заточки ножей: виды и чертежи, изготовление своими руками
alexxlab | 20.11.2019 | 0 | Разное
Заточные станки для ножей: виды, советы по выбору, изготовление своими руками +Видео
 Заточка ножей – процесс, с которым способны справиться даже нежные женские руки. Ведь в наше время существует множество приспособлений, облегчающих эту задачу. Керамические ножи, к примеру, не требуют затачивания, что очень удобно, а ножи из стали требуют периодической заточки, поскольку материал тупится. Для придания остроты ножам, можно воспользоваться брусками с абразивным покрытием или заточным станком для ножей.
Заточка ножей – процесс, с которым способны справиться даже нежные женские руки. Ведь в наше время существует множество приспособлений, облегчающих эту задачу. Керамические ножи, к примеру, не требуют затачивания, что очень удобно, а ножи из стали требуют периодической заточки, поскольку материал тупится. Для придания остроты ножам, можно воспользоваться брусками с абразивным покрытием или заточным станком для ножей.
Последний метод требует соблюдения рекомендаций специалистов, тогда и результат вас непременно порадует.
Инструменты для заточки ножей
- Брусок точильный.
- Напильники со специальной насечкой.
- Приспособления для наточки.
- Станки для заточки ножей.
Примечание.
Заточка ножей по старинке, конечно, хороший и действенный способ, но точно настроенный станок для бытового использования дает более качественный результат с нужным углом формирования кромки лезвия.
Правила заточки ножей
 Специалисты рекомендуют соблюдать ряд правил, для того, чтобы получить качественную заточку ножей в домашних условиях, что в свою очередь позволит сократить количество заточек лезвия.
Специалисты рекомендуют соблюдать ряд правил, для того, чтобы получить качественную заточку ножей в домашних условиях, что в свою очередь позволит сократить количество заточек лезвия.
Если вы сторонник использования бруска с абразивным напылением, начинайте работу с самой острой части лезвия, и заканчивайте более тупой, а именно той, которая мало задействована в процессе нарезки продуктов. Зачастую процесс начинают с середины, двигаясь к острию лезвия с небольшим поворотом. Форма ножа и его толщина влияет на угол заточки лезвия. Заточной станок для кухонных ножей выполняет точение под углом 25°, лезвие наклоняют над бруском на 12 — 13°.
Тип заточного станка для ножей рейсмуса и материал, из которого он изготовлен, также влияет на качество проведения работы.
На различных интернет ресурсах, вы можете найти специальные видео ролики, в которых наглядно показан процесс заточки лезвия ножа.
Примечание.
Производство ножей происходит в основном из легированной и углеродистой стали. Каленую сталь нужно точить бруском с абразивом, нержавейку – напильником трехгранным. Это связано с тем, что относительно мягкие металлы, в процесс заточки забывают поверхность бруска с абразивом. Кованое лезвие довольно гибкое, поэтому его желательно закреплять и точить бруском движениями вскользь. Частое применение абразивных брусков, способствует образованию жирной пленки на поверхности, которую нужно затирать обдиркой.
Раньше, станки заточные настольные для ножей делали из брусков клиновидной формы и дуба мореного. Бруски располагали с обеих сторон деревянного клинка, таким образом, чтобы кромка режущая была свободной. Конструкцию перетягивали веревкой и при помощи точильного камня затачивали лезвия до предельной остроты, получая при этом, отличный угол заточки.
Затачивание ножей, которые используются в рубанках, выполняется следующим образом: на стекло большой толщины, накладывают наждачную шкурку с мелкой фракцией, скошенной частью кромки режущей на абразив и точится движениями по кругу.
Заточка ножей в домашних условиях
Для этой цели потребуется взять брусок из твердых пород дерева, поверхность которого формируют методом заточки под определенным углом, необходимым для формирования кромки лезвия. Это дает возможность держать угол обрабатываемой кромки. Для удобства работы по заточке лезвия, зафиксируйте клинок в плоскости бруска при помощи саморезов.
Заточный станок для ножей фуганка изготовьте инструмент своими руками, это даст возможность сделать процесс более легким, а качество работы намного выше. Главное соблюдать правила и нюансы в работе, и проблем не возникнет.
Заточный станок для ножей своими руками создан для облегчения работы с металлическими изделиями. Домашний инструмент можно наточить своими руками при помощи подручных средств, а на производстве без станка не обойтись. Там и объемы больше, и инструментарий посерьезней.
Профессиональные заточные станки для ножей
Самыми острым инструментом считается обвальный или разделочный нож
Таким пользуются мясники для разделки туш животных, и срезания шкур. При такой интенсивной работе лезвие инструмента тупится чрезвычайно быстро. Если объем работы не слишком большой, заточку можно производить на обычном станке, который оснащен контролем над углом кромки лезвия. Заточные станки для ножей в мясоперерабатывающей промышленности используют в основном KNECHT USK 160. Такие станки универсальны, поэтому затачивать на них можно абсолютно любые ножи.
На предприятиях занимающихся деревообработкой и в столярных цехах, устанавливают оборудование, которое может справляться с большими объёмами работ. Здесь используется инструмент, имеющий фуганки с длинными лезвиями, а также строгальные станки. Заточка металла происходит на оборудовании с механическим приводом, который подает инструмент на заточку.
При попытке заточки инструмента самостоятельно при помощи точильной чаши
…без использования фиксации и направляющих, то на лезвии сформируются зоны с разнообразным углом отточки. Обрабатывая некачественно заточенным инструментом дерево, вы получите неровный срез и волнистую поверхность. Заточной станок для плоских ножей имеет простую вертикальную конструкцию, Диски точат на станках с разделителем и вращающимся столом.
Универсальный заточной станок для ножей
Данный вид оборудования наилучшим способом подходит для предприятий, который выполняют за день большие объемы работ. Вручную возиться з металлом никто не станет, поскольку это тяжелый труд. Настольный станок ВЗ-319 оборудован жесткой станиной и точно подогнанными механическим приводом. Поэтому, справляется с заточкой инструмента любого типа – рубанки, фрезы, ножи и прочее.
Для бытового использования подойдет модель Тормек Т7. Комплектация у данного агрегата большая, в наличии есть множество насадок и дополнительных элементов для заточки кухонных ножей, ножниц и прочих инструментов.
Изготовление заточного станка для ножей своими руками
Сделать заточной станок для ножей для бытового использования довольно просто, для этого вам понадобится отрезок ламината, фанеры или ДСП, деревянная рейка, наждачка, болты с барашками. Первым делом нужно изготовить держатель ножа, для этой цели отрежьте кусок материала. Во избежание цепляния бруска за держатель, нужно провести зачистку края под определенным углом при помощи наждака. На вертикальной стойке сделайте разметку и отрежьте верх, это послужит основой для бруска. Угол устанавливается вдвое меньше, необходимого для заточки лезвия.
Для бытовых ножей угол составляет 10 — 15°. Для облегчения работы по сооружению станка для заточки ножей, сделайте чертеж, так вам будет намного проще. Возьмите во внимание тот факт, что на высоту влияет поперечная основа. На конечном этапе, все элементы нужно обрезать и зашкурить. Затем, необходимо сделать дырки для болтов в пластине, которые будут фиксировать лезвие. Делая разметку, определяйте расстояние дырок от края основы. Это позволит затачивать лезвия разной толщины.
На следующем этапе, пластину нужно закрепить с использованием болтов. Стойки вертикального положения фиксируют при помощи шурупов. Важно помнить о том, что сила давления на низ малая, поэтому для фиксации элементов можно применить термический клей. Горизонтальную перекладину крепят аналогично.
Для изготовления бруска нужно отрезать рейку определенной длины. На одном краю крепят наждачку с достаточной фракцией абразивных частиц. Для того, чтобы добиться лучшего результат в работе, можно сделать больше брусков с разным абразивом. Хорошим диапазоном зернистости считается Р600 – Р2000.
Примечание.
Для того, чтобы защитить руки от травм при заточке инструмента, прикрутите на верху рейки рукоятку. Таким образом, вы получите станок для домашнего использования с хорошими функциональными качествами.
В процессе работы по заточке ножей, устройство получает опору на столе, что в свою очередь облегчает работу с ним.
ТОП 9 магазинов, где я выгодно закупаюсь
ТОП 7 по товарам и мебели для дома:
7 лучших строительных и мебельных магазинов!
- Akson.ru- это интернет-гипермаркет строительных и отделочных материалов!
- homex.ru- HomeX.ru предлагает большой выбор качественных отделочных, материалов, света и сантехники от лучших производителей с быстрой доставкой по Москве и России.
- Instrumtorg.ru – это интернет – магазин строительного, автомобильного, крепежного, режущего и другого инструмента, необходимого каждому мастеру.
- Qpstol.ru – “Купистол” стремится предоставить лучший сервис своим клиентам. 5 звёзд на ЯндексМаркет.
- Lifemebel.ru- гипермаркет мебели с оборотом более 50 000 000 в месяц!
- Ezakaz.ru- Представленная на сайте мебель изготавливается на собственной фабрике в Москве, а так же проверенными производителями из Китая, Индонезии, Малайзии и Тайваня.”
- Mebelion.ru- – крупнейший интернет-магазин по продаже мебели, светильников, интерьерного декора и других товаров для красивого и уютного дома.
domsdelat.ru
Как сделать станок для заточки ножей своими руками
Появление заточных станков Edge Pro, без преувеличения, совершило революцию. Цены действительно внушающие, но ведь никто не мешает скопировать принцип и самому создать подобное устройство.
Мы предлагаем конструкцию простого станка для заточки ножей, стамесок и любых других лезвий, который вы сможете сделать своими руками. 
Основание станка
Большинство деталей для заточного станочка можно изготовить буквально из чего угодно, следуя общему принципу устройства. Как пример возьмём ламинированную или полированную ящичную фанеру толщиной 8–12 мм, которая повсеместно применялась при изготовлении корпусов советской радиотехники.
Основание должно быть тяжёлым — около 3,5–5 кг — иначе станок будет неустойчивым и непригодным для заточки тяжелого рубящего инструмента. Поэтому приветствуется включение в конструкцию стальных элементов, например, основание корпуса можно «подковать» уголком 20х20 мм.
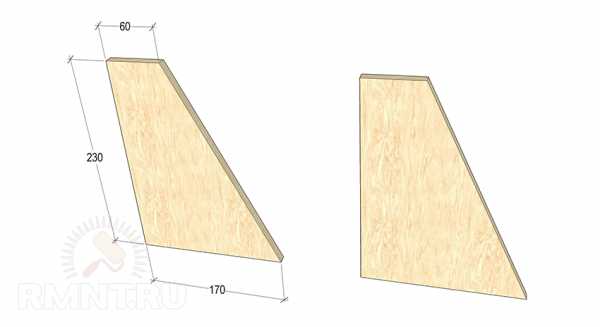
Из фанеры нужно выпилить лобзиком две детали в форме прямоугольной трапеции с основаниями 170 и 60 мм и высотой 230 мм. При резе оставляйте припуск 0,5–0,7 мм на обработку торцов: они должны быть прямыми и точно соответствовать разметке.
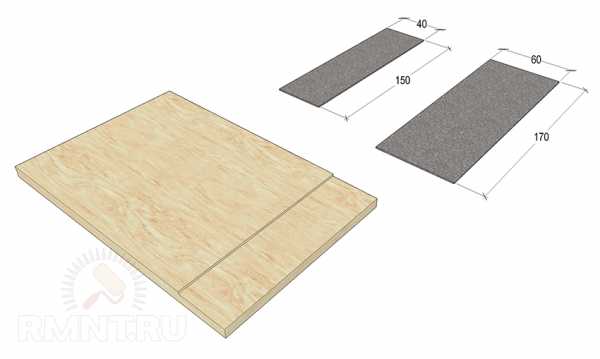
Третья деталь — наклонная плоскость из фанерной дощечки размерами 230х150 мм. Она устанавливается между наклонными сторонами боковых стенок, при этом трапеции боковинок опираются на прямоугольную боковую сторону.
Другими словами, основание станка — это своего рода клин, но наклонная плоскость должна выступать в передней части на 40 мм. По торцам боковых стенок отложите рейсмусом две линии с отступом вполовину толщины фанеры. Просверлите в каждой дощечке по три отверстия для скрепления деталей шурупами. Перенесите сверловку на торцы наклонной части, временно соедините детали основания.

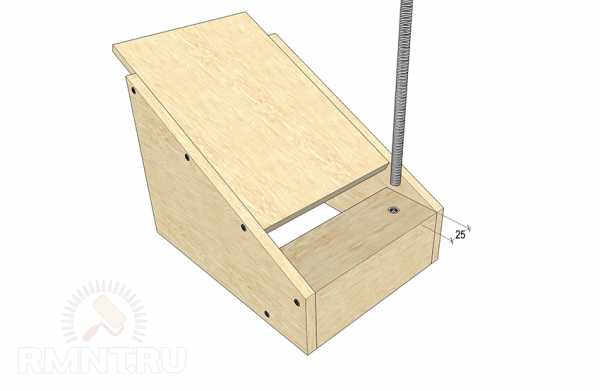
В задней части боковые стенки соединяются бруском 60х60 мм, который крепится в торец двумя шурупами с каждой стороны. В бруске нужно изготовить 10 мм вертикальное отверстие с отступом в 50 мм от центра, то есть 25 мм от края. Чтобы быть уверенным в вертикальности, лучше сперва сверлить тонким сверлом с обеих сторон, а затем расширять. Сверху и снизу вкрутите в отверстие две футорки с внутренней резьбой М10, а в них — 10 мм шпильку длиной 250 мм. Здесь может потребоваться немного подрегулировать нижнюю футорку, если её резьба не совпадает со шпилькой.
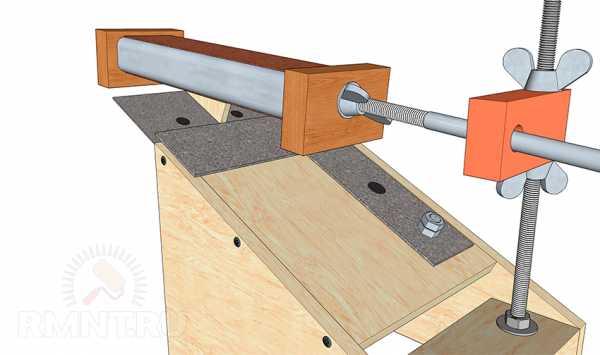
Устройство подручника
Снимите с основания плоскую наклонную часть — её нужно доработать, снабдив устройством фиксации и прижима обрабатываемого инструмента.
Сперва отложите от переднего края 40 мм и по этой линии припасовочной ножовкой запилите паз глубиной около 2 мм. Секционным или сапожным ножом с торца дощечки сколите два верхних слоя шпона, чтобы образовалась выборка, в которую можно вложить 2 мм стальную пластину заподлицо с общей плоскостью.
Подручник состоит из двух стальных планок 170х60 мм и 150х40 мм. Их нужно сложить вместе по длинному торцу с равномерными отступами по краям и изготовить три сквозных отверстия на 6 мм. Планки по этим отверстиям нужно стянуть болтами, располагая шляпки со стороны верхней, более крупной пластины. Дуговой сваркой пропеките каждую шляпку, сваривая её с пластиной, затем снимите наплывы металла и зашлифуйте пластину до получения идеально ровной плоскости.

Приложите более узкую ответную планку к выборке на краю и перенесите отверстия сверлом, затем закрепите подручник болтами. Перед установкой его также можно намагнитить постоянным током, это поможет в заточке мелких лезвий.
Механизм фиксации
Вторая часть подручника — прижимная планка. Она также изготавливается из двух деталей:
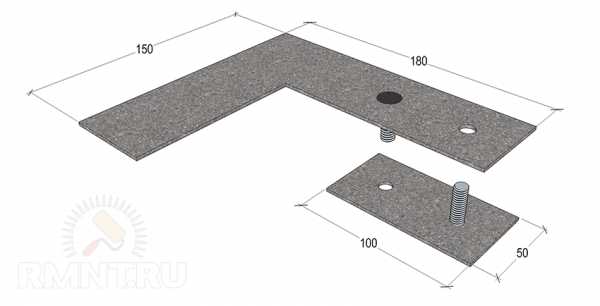
- Верхняя Г-образная планка 150х180 мм с шириной полок около 45–50 мм.
- Нижняя ответная планка прямоугольной формы 50х100 мм.
Детали нужно сложить наподобие того, как складывались части подручника, располагая ответную планку у дальнего края верхней прижимной. По центру проделываем два отверстия с отступом в 25 мм от краёв маленькой детали, через них стягиваем детали двумя 8 мм болтами. Заводить их нужно в противоположных направлениях, при этом шляпка верхнего (ближнего) болта располагается со стороны прижимной планки. Шляпки болтов также привариваются к пластинам и предварительно шлифуются до получения аккуратных скруглений.
На наклонной дощечке с отступом в 40 мм от края проведите рейсмусом линию, и изготовьте по одному 8 мм отверстию в 25 мм от верхнего и нижнего краев. Соедините разметкой края отверстий и лобзиком сделайте пропил с припуском. Полученный паз доведите напильником до ширины 8,2–8,5 мм.

Скрепите прижимную и ответную планку через паз в дощечке. Выступающий сверху болт затяните гайкой так, чтобы планка сохраняла минимальную подвижность, затем законтрите соединение второй гайкой. Для прижима или отпуска планки снизу (в нише основания) накрутите на второй болт гайку-барашек.
Регулировка угла заточки
На шпильку, вкрученную в брусок основы, набросьте широкую шайбу и затяните гайку, чтобы стержень не проворачивался в футорках.
Регулировочную колодку нужно изготовить из небольшого бруска твёрдого материала размерами примерно 20х40х80 мм. Берите карболит, текстолит или древесину твёрдых пород.
В 15 мм от края колодка сверлится в 20 мм торец с двух сторон, отверстие расширяется до 9 мм, затем внутри нарезаем резьбу. С отступом в 50 мм от оси проделанного отверстия сверлится второе, но в плоской части детали, то есть перпендикулярно предыдущему. Это отверстие должно иметь диаметр около 14 мм, кроме того, его нужно сильно развальцевать круглым рашпилем.

Колодка накручивается на шпильку, так есть возможность относительно точно регулировать высоту проушины без сложной системы винтовых фиксаторов как в оригинальном станке, что на практике реализовать чуть труднее. Чтобы колодка была неподвижной при работе, её с обеих сторон нужно контрить гайками-барашками М10.
Каретка и сменные бруски
Для точильной каретки понадобится соосно сварить 30 см отрезки шпильки М10 и гладкого ровного прутка толщиной 10 мм. Также необходимы два твёрдых брусочка размерами примерно 50х80 мм толщиной до 20 мм. В каждом бруске по центру и с отступом в 20 мм от верхнего края следует проделать 10 мм отверстие.

На штангу сперва накручивается гайка-барашек, затем широкая шайба и два бруска, снова шайба и гайка. Между брусочками можно зажать прямоугольные точильные камни, но лучше изготовить несколько сменных точильных брусков.
В качестве основы для них берите лёгкий алюминиевый профиль с плоской частью шириной 40–50 мм. Это может быть профильная прямоугольная труба или отрезки старого карнизного профиля.

Плоскую часть шкурим и обезжириваем, «Моментом» наклеиваем на неё полоски наждачной бумаги разной зернистости от 400 до 1200 грит. Выбирайте наждачку на тканевой основе, а на один из брусков приклейте полосу замшевой кожи для правки лезвий абразивной пастой.
Как правильно точить
Для правильной заточки изготовьте из фанеры несколько шаблонов с углами 14–20º для режущих и 30–37º для рубящих кромок, точный угол зависит от марки стали. Зафиксируйте лезвие параллельно кромке подручника и прижмите его планкой. По шаблону отрегулируйте угол между плоскостями точильной колодки и наклонной дощечки стола.
Начинайте заточку крупным (Р400) бруском, если кромка не имеет правильного угла. Добивайтесь, чтобы полоса спуска приняла форму прямой полосы без извилин и волн. Снижайте зернистость и пройдите по обеим сторонам лезвия сперва бруском Р800, а затем Р1000 или Р1200. При заточке лезвия проводите бруском с небольшим усилием в обоих направлениях.
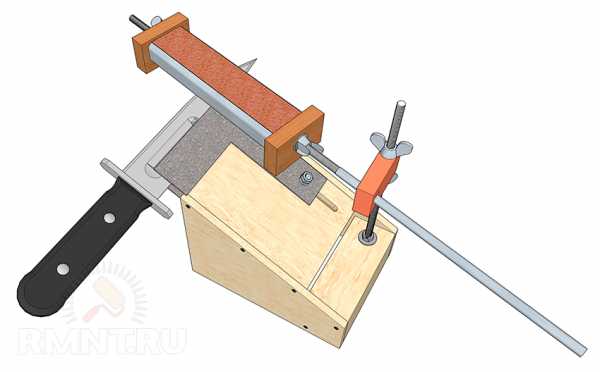
После заточки лезвие нужно поправить «кожаным» бруском, на который нанесено небольшое количество пасты ГОИ. При правке лезвий рабочее движение направляется только в сторону кромки (на себя), но не против неё. И, напоследок, небольшой совет: если затачиваете ножи с полированными лезвиями и гравировкой, оклеивайте их малярным скотчем, чтобы осыпающийся абразив не оставлял царапин. Также не помешает оклеить поверхность подручника виниловой самоклейкой.
рмнт.ру
rmnt.mirtesen.ru
Правильная заточка ножей – делаем станок своими руками
Необычное в ножах
С широким распространением в начале ХХ века коррозионностойкой стали выбор материала для производства поварских клинков, казалось, был предопределён на многие десятилетия вперёд. Многовековая мечта человечества о стали, не боящейся своего главного врага – ржавчины, – воплотилась в жизнь. Однако исследователи не оставляли попыток найти клинковый материал, идеальный во всех отношениях.
В последней четверти XX века восторги от достоинств клинков из коррозионностойких сталей несколько поутихли. В частности, выяснилось, что популярные «нержавейки» 420 типа, содержащие до 0,65% углерода и 12-14% хрома, обладают довольно скромной износостойкостью. Эти сравнительно «мягкие» (твёрдостью 56 HRC) стали, будучи использованными на поварском инструменте, требовали весьма частой правки режущей кромки. Доходило до того, что иной повар, любящий «бритвенно острые» клинки, хватался за мусат едва ли не каждые 15 минут.
Использование высокоуглеродистых сталей повышенной износостойкости (количество углерода доходило до 1% и более, а твёрдость достигала 59—61 HRC) хотя и решало проблему повышения износостойкости режущей кромки, но рождало кучу новых. Тут и повышенная хрупкость высокоуглеродистых хромистых сталей, и усложнение заточки, и главное — появление ржавчины. Решать эту проблему нужно было радикально. То есть раз и навсегда.
На века.
Именно так можно перевести название новой серии «Forever», представленной на российском рынке весной этого года компанией «Тоджиро». Новая коллекция призвана окончательно разобраться с проблемой коррозии. Две новые линии коллекции — «Titan 21» и «Ceramic» — хоть и демонстрируют разные подходы к решению этой задачи, но выполняют ее с блеском. Серия «Titan 21» является развитием концепции вязких низкоуглеродистых «нержавеек». При достаточно невысокой твердости (44—46 HRC) прочная режущая кромка обладает просто феноменальной износостойкостью за счёт карбидов титана, равномерно распределённых внутри титановой матрицы. Под микроскопом лезвие такого ножа напоминает бетонную стену, верхняя часть которой усеяна кусками битого стекла. Режущую кромку такого ножа можно легко поправить оселком или мусатом, как обычную мягкую нержавейку, но её износостойкость будет совершенно иной; лезвие, даже заполированное в «зеркало», продолжает удивительным образом резать, работая как микрозубчатый инструмент. А титановая матрица делает клинок не только прочным и упругим, но и совершенно невосприимчивым к любым неблагоприятным химическим воздействиям — от физиологических жидкостей до «ядрёных» рассолов.
Режущие свойства керамических клинков на основе оксида циркония (ZrO 2), наоборот, больше напоминают высокоуглеродистые стали. При твёрдости порядка 75 HRC клинок из такого материала режет аналогично ножам наших далёких пращуров — из обсидиана и кремня. Но, в противоположность ножам эпохи неолита, современная керамика обладает куда большей прочностью и ударной вязкостью: разговоры о том, что керамический клинок ломается от нерасчётного приземления на столешницу, во многом являются преувеличением. Зато износостойкость режущей кромки превосходит традиционные стали почти в 100 раз! Ещё одно немаловажное достоинство керамики – абсолютная химическая нейтральность: любители сыроедения уже давно и с удовольствием используют это свойство керамических клинков для нарезки овощей и фруктов. Ведь керамические ножи вообще не оставляют после себя какого-либо следа на разрезанных продуктах.
Другой ареной экспериментов японских производителей ножей стала борьба с налипанием на клинок ножа продуктов. Каких только решений тут не увидишь! Серия «Narihira» от компании «Тоджиро» оснащена не только «воздушными карманами», представляющими собой серию последовательных отверстий, но и парой штампованных рёбер, идущих вдоль лезвия
Линия «Titan 21» оснащена «воздушными карманами» для предотвращения налипания во время нарезки.
Помощники кулинара.
В то время как более консервативные повара-профи пока еще с некоторой настороженностью поглядывают на новые материалы, титановые сплавы и циркониевая керамика уверенно покоряют любительские кухни. На них-то практичность и прочие разноплановые достоинства давно снискали моделям из альтернативных материалов широчайшую популярность.
Не любите возиться с заточкой, но тупой инструмент на кухне раздражает? Проблема решается керамическим клинком, который можно не точить месяцами. Всё это время он остаётся достаточно острым. Когда же и он притупится (а это неизбежная судьба всякого режущего инструмента, из каких бы сверхматериалов он ни был сделан), нож отдаётся в заточку. Алмазный круг или хон способен вернуть клинку из керамики былую остроту, что бы по этому поводу ни говорили их противники.
Любите легкие как перышко ножи? Тогда обратите внимание на серию «Titan 21» — модели почти невесомы. Кроме того, они обладают ещё и антибактериальными свойствами. А лёгкость заточки делает эту невообразимо сложную для многих операцию простой и лёгкой.
Недостатки моделей являются логическим продолжением их достоинств. Клинки из новых материалов не любят нагрузок на излом, а также рубки костей, хрящей, мороженого мяса. Однако это же можно сказать о любом ноже, независимо от того, из какого материала он сделан. Покупая качественный поварской инструмент, использовать его для поддевания крышек и банок с растворимым кофе или мелкого ремонта покосившейся форточки просто глупо. Зато новые технологии способны предоставить уникальные возможности повару и кулинару в создании как гастрономических шедевров, так и повседневных блюд.
Керамическими ножами серии «Forever» не стоит что-то резать прямо на тарелках. Вы можете случайно испортить любимый сервиз.
Рождённый атомной энергетикой.
Циркониевая керамика «пришла» на кухню из атомной техники, где она занимает ведущее место среди огнеупорных конструкционных материалов. Полное название циркониевой керамики, используемой на клинках, — YTZAP (иттриевый поликристаллический оксид титана-циркония-алюминия). Составляющие порошки такой керамики формуются на прессе, а затем спекаются под давлением при температуре около 1400-1500°С методом экструзии. В процессе спекания циркониевой керамики происходит преобразование структуры, обусловленное агломерацией и ростом зёрен за счёт рекристаллизации, разрушения корундовых микросфер в результате термических напряжений, а также полиморфных превращений диоксида циркония.
В результате образуется твёрдая зернистая поликристаллическая структура, которая и обеспечивает клинку великолепные режущие свойства. Твёрдость этого материала приближается к алмазу, и он легко режет стекло. Материал обладает полной пищевой нейтральностью. Основным направлением использования этого материала на кухне стали отдельные операции: обработка рыбного филе и мясной вырезки, резка и чистка овощей и корнеплодов. Для компенсации повышенной хрупкости режущей кромки ее толщину первоначально приходилось увеличивать, что зачастую сказывалось на функциональных свойствах. Однако в настоящее время совершенствование технологий изготовления циркониевой керамики позволило задавать на клинках практически те же углы заточки, что и на традиционных сталях. Кроме того, современные керамические ножи уже не боятся случайных падений.
Пионером в производстве ножей для кухни является японская фирма «Куосега». Другое направление использования такого материала — на медицинских скальпелях и резаках со сменными клинками для технических нужд, в частности, резки оптоволокна. В связи с немагнитностью ограниченное использование керамические клинки нашли и в моделях, предназначенных для боевых пловцов. Это, например, нож «Mirage Operator» от американской фирмы «Mad Dog Knives».
«Летучий» металл.
Преимущество титановых сплавов перед другими конструкционными материалами заключается в том, что их высокая прочность сочетается с великолепной коррозионной стойкостью — на воздухе, в морской воде и многих химически активных средах. Титановые сплавы имеют довольно высокий предел прочности и могут выдерживать высокие упругие напряжения.
Эти сплавы применяются для основных деталей (лопаток, дисков, колец) компрессора реактивных двигателей, для изготовления деталей планёра самолетов, шасси, фюзеляжа, деталей управления, оперения и др. Также титановые сплавы широко применяются в судостроении. Сплавы титана можно разделить на три группы: сплавы с альфа-структурой; с альфа + бета структурой и сплавы с бета-структурой. Именно бета-сплавы, содержащие до 25% ванадия, 15% хрома, 2% алюминия, до 0.15% кислорода и от 0.1 до 0.3% углерода, используются для изготовления клинков ножей, которые сочетают хорошую пластичность и упругость с высокой прочностью и имеют твёрдость до 47 HRC. Титановые бета-сплавы имеют объёмно-центрированную кристаллическую решётку, что и обуславливает их повышенные (по сравнению с другими модификациями) прочность и износостойкость. Кроме того, они поддаются закалке. В ходе термообработки получается материал, представляющий собой матрицу из титанового сплава С равномерно внедрёнными карбидами (с твёрдостью HV ~ 3000), выполняющими на режущей кромке роль микропилы.
Клинки из титановых сплавов отличаются весьма необычными свойствами — при невысокой твёрдости они способны «держать» заточку намного дольше большинства традиционных сталей. Кроме того, они бактерицидны.
Достоинства таких клинков — высокая коррозионная стойкость, низкий вес (на 40% меньше, чем у стали), высокая упругость, повышенная износостойкость режущей кромки при динамической нагрузке и даже антибактериальные свойства. Недостатком является чувствительность к точечным ударным нагрузкам и излому. Основное применение такие материалы (сплавы Ti-13V-HCr-3Al, Ti-15V-3Cr-3Al и Ti-8V-6Cr-3AI-4Mo-4Zr), наряду с поварскими ножами, нашли в моделях для дайвинга. Ввиду немагнитности материал применяется и для моделей клинков боевых пловцов, таких как «Multi Purpose Knife» (МРК) от американской фирмы «Mission Knives & Tools».
kazap.ru