Как самому сделать трубогиб в домашних условиях: Трубогиб своими руками – чертежи, видео и фото самодельного гибочного устройства
alexxlab | 23.04.2023 | 0 | Разное
Как сделать самодельный трубогиб в домашних условиях, какой домкрат использовать, чертёж и конструкция
Гнутые трубы применяются при разводке сантехнических и отопительных систем, в качестве несущих конструкций парников, теплиц, малых архитектурных форм на участках. Работы производятся специальным инструментом – трубогибом. Его можно приобрести в магазине, однако экономически покупка не всегда оправдана. Для нужд домашних хозяйств и небольших мастерских целесообразнее изготовить самодельный трубогиб.
Назначение и типы конструкций
Трубы загибают в тех случаях, когда применение заводских фитингов и отводов при проведении работ с инженерными сетями не представляется возможным. С помощью трубогиба можно:
- задать нестандартный угол поворота;
- задать нестандартный радиус изгиба;
- избежать использования сварки, резьбовых соединений.
Главным критерием, по которому устройства различаются между собой, является способ воздействия на деформируемую трубу. К таковым относят обкатку, намотку, давление штока, а также прокатку. Станки производят на основе ручного, гидравлического, электрического, электрогидравлического привода. Они могут быть стационарными, мобильными (на колёсной базе), переносными.
К таковым относят обкатку, намотку, давление штока, а также прокатку. Станки производят на основе ручного, гидравлического, электрического, электрогидравлического привода. Они могут быть стационарными, мобильными (на колёсной базе), переносными.
Обкатка производится с использованием неподвижного шаблона, вокруг которого вращают прижимной ролик. Профиль элементов подбирается по форме сечения трубы, фиксируемой между шаблоном и роликом с помощью дополнительного крепежа. Шаблон для намотки вращается вокруг своей оси вместе с деформируемой трубой, фиксируемой фрикционом и прижимными роликами.
Принцип давления штока применяется в трубогибах арбалетного типа. Трубу опирают на ролики, устанавливаемые на необходимом расстоянии друг от друга. В качестве активного элемента используют домкрат, на нём закрепляют башмак (пуансон), давящий на сгибаемый элемент посередине. Поскольку давление прикладывается на ограниченный участок изделия, возникает риск утончения стенок трубы в месте контакта с башмаком.
Поэтому арбалетные трубогибы не рекомендуется применять для тонкостенных конструкций.
Трубогибочные станки для прокатки (вальцовки) состоят из трёх роликов: двух опорных и одного центрального. Центральный ролик осуществляет давление, задаёт радиус кривизны изделия. Для прокатных станков не требуется специальных шаблонов, их можно использовать для труб из различных профилей, материалов (в том числе из нержавеющей стали) и разной толщины. Минимально возможные радиусы изгиба приведены в таблице.
Если требуемый радиус изгиба меньше минимально допустимого, используют дорновый трубогиб. Он позволяет проводить изгиб в зонах пластической деформации при всестороннем неравномерном сжатии. Внутрь трубы вводят стержень с закреплённым дорном – оправкой из стали с шарнирно соединёнными кольцами на конце. Создать такой прибор в домашних условиях довольно сложно, часто конструкцию упрощают в ущерб качеству готовой продукции.
Инструмент для обкатки
Такое устройство подойдёт для труб небольшого сечения. Обкатка проводится с использованием мускульной силы оператора. В качестве рабочих элементов применяют как деревянные (в том числе фанерные), так и металлические детали. Деревянные шаблоны и обжимные диски не вызывают локальной деформации металла трубы и считаются оптимальными. В качестве металлических обжимных дисков допускается использовать бывшие в употреблении роликовые подшипники.
Можно сделать трубогиб своими руками. В массивном основании просверливается отверстие, на которое устанавливают диск шаблона и п-образную рамку с прижимными роликами. Шаблон должен свободно вращаться вокруг своей оси, п-образная рамка вращается вокруг шаблона. Ролики плотно фиксируют к трубе при помощи болта.
Конструкцию можно упростить при работе с трубами небольших сечений. Например, совместить станину и шаблон, прорезав в толстом листе фанеры канавку под профиль изгибаемого изделия. К шаблону прикручивают п-образную рамку с прижимным роликом и рычаг. Получится компактный инструмент, способный согнуть алюминиевые и медные трубы.
Частным случаем такого приспособления является ручной рычажный трубогиб. Он состоит из двух рычагов, соединённых шарнирно. Ему не требуется база, он портативен и прост в использовании. С помощью насечки на центральной части можно задать необходимый угол поворота.
Намоточные станки
Чтобы сделать самодельный трубогиб, работающий по принципу намотки, к неподвижной станине крепится массивный металлический поворотный диск, к которому зажимом или струбциной фиксируется труба. Прижимной ролик допускает только вращение вокруг своей оси. Поворотный диск приводится в движение домкратом (гидравлическим, электрогидравлическим, реечным), воздействие которого передаётся через шток, подводимый к шаблону через рычаг. Рычаг свободно вращается вокруг шаблона. Для передачи усилия используются фиксаторы, устанавливаемые в отверстия по окружности шаблона.
Модели на основе редуктора имеют иную конструкцию. В столешнице высверливают отверстие, через которое соединяют вращающийся шаблон и вывод редуктора. На входе редуктора устанавливают рукоять для самостоятельного вращения или электродвигатель. Пару двигатель/редуктор подбирают индивидуально в каждом случае. Рядом с шаблоном размещают упоры прижимных дисков. Данная конструкция позволяет легко менять шаблоны в зависимости от требуемого радиуса изгиба и сечения трубы.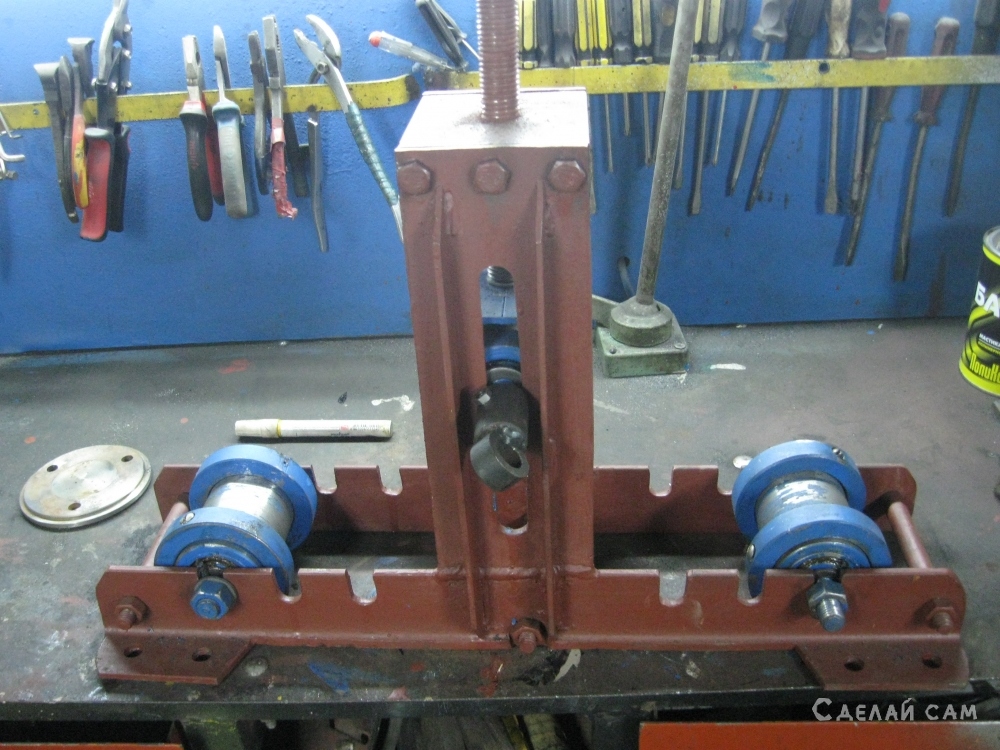 Электродвигатель в разы ускоряет рабочий процесс.
Электродвигатель в разы ускоряет рабочий процесс.
Как и в предыдущем варианте, для труб из мягкого металла допускается применять деревянные диски. При этом необязательно прибегать к использованию домкратов, для работы достаточно мускульной силы оператора. Но вот совместить шаблон и базу здесь не выйдет.
Оборудование арбалетного типа
Самодельный трубогиб из домкрата проще всего выполнить по арбалетной схеме. Она подходит для гибки труб круглого сечения значительных диаметров. Инструмент базируется на сварной раме, на которую устанавливается гидравлический домкрат мощностью 5 – 12 тонн. Домкрат должен быть надёжно закреплён на постаменте, на его шток устанавливается пуансон из половинки предварительно согнутой трубы или из вырезанного сегмента шкива. При необходимости изготавливают несколько башмаков различных размеров и радиусов скругления, на раме предусматривают несколько положений упоров.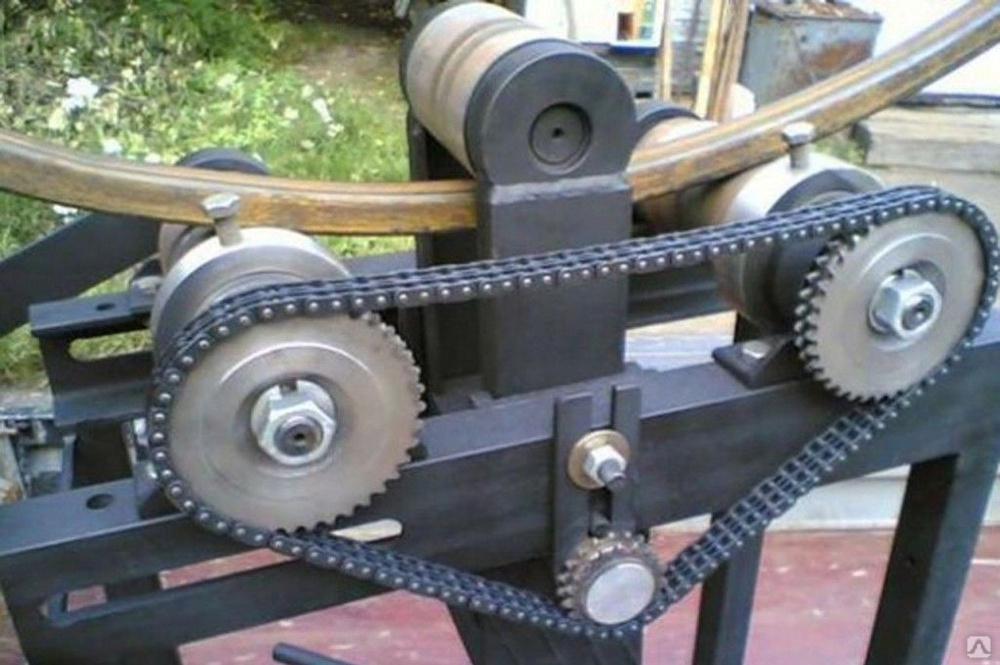
Как сделать вальцовочный станок
Основным преимуществом такой схемы является плавное увеличение нагрузки для более точной регулировки радиуса изгиба. Давление на центральный ролик плавно подаётся винтовым, гидравлическим или реечным домкратом. Ведущими могут быть как опорные, так и центральный ролик.
Возможно использование ручного либо механического привода.
Из металлических профилей сваривается надёжная платформа, на которой сразу можно предусмотреть крепления для станины. К платформе приваривают раму – несущую конструкцию для центрального ролика и домкрата. Выбирают домкрат с максимально плавным ходом штока.
Если же изгиб трубы регулируется положением крайних роликов (а ведущим при этом является центральный), то несущую конструкцию можно выполнять из дерева. Однако часть деталей всё равно будет из металла:
- оси роликов;
- шток;
- крепёж;
- ручка для прокручивания роликов.

Далее на платформе устанавливают опорные ролики, подводят механизм привода. В отдельных случаях предусматривают регулируемое расстояние между упорами: в основании просверливают сквозные бороздки, хомуты плотно прижимают болтами с шайбами.
Дорновый трубогиб
Своими руками дорновый трубогиб собрать довольно сложно. Самодельный станок не обеспечит качество готового изделия, сравнимое с заводским. Его не рекомендуется применять при гибке труб для несущих конструкций. Помимо массивной рамы, мастеру необходимо будет изготовить следующие детали:
- роликовую матрицу под несколько рабочих диаметров;
- передний прижим под гибочную матрицу;
- направляющую;
- оправку для дорна в виде прутка из качественной стали;
- зажим (цанговый) для фиксации оправки.
Возможен как ручной рычажный привод, так и гидравлический цилиндр. Особые требования применяются к качеству сборки рамы и дорна для трубогиба.
Чертёж опорной рамы обычно предусматривает конструкцию из швеллеров.
Originally posted 2018-04-18 12:23:40.
Как сгибать трубу с помощью оправки
Оправки — это инструмент, обычно используемый при гибке труб и труб. При правильном использовании оправки могут помочь предотвратить некоторые из наиболее распространенных проблем и проблем, с которыми вы можете столкнуться при гибке труб.
Однако при неправильном расположении оправки сами по себе могут вызвать проблемы. Крайне важно, чтобы вы поняли, как сгибать трубу на оправке, прежде чем приступить к гибке.
Прежде всего, однако, важно понять, почему мы используем оправку при гибке трубы.
Почему мы используем оправку? Основной причиной использования оправки при гибке трубы является поддержка. Оправка обеспечивает поддержку по всему радиусу изгиба и надежно удерживает трубу в канавке матрицы для изгиба.
Оправка обеспечивает поддержку по всему радиусу изгиба и надежно удерживает трубу в канавке матрицы для изгиба.
Одной из наиболее важных проблем, которую предотвращает использование оправки, является возврат пружины. Спрингбок, или склонность металла возвращаться к своей первоначальной форме, может стать серьезной проблемой при изгибе трубы. Оправка – это самый простой способ предотвратить пружинение.
Как согнуть трубу на оправкеПервый шаг в гибке на оправке такой же, как и при любом изгибе, вы должны установить свой инструмент. Правильная настройка инструмента необходима для правильного выполнения изгиба. Неправильно установленный инструмент может привести к складкам, перегибам, короблению, вздутию и разрушению трубы. Фактически, первым шагом в устранении любой проблемы с изгибом трубы должна быть проверка настройки инструмента.
Как только ваш станок и набор инструментов будут готовы, вы можете начать. При использовании оправки трубу сначала натягивают на оправку, которая удерживается в фиксированном положении. Однако эта позиция очень важна.
Однако эта позиция очень важна.
Например, когда оправку помещают слишком далеко назад в трубу, ее недостаточно далеко вперед, чтобы создать необходимое давление на внутренней стороне изгиба для сжатия материала. Ваш изгиб может начаться достаточно хорошо, но как только изгиб превысит 20 градусов или около того, материал начнет отталкиваться. Это, в свою очередь, образует рябь или волну.
Рябь формируется и постоянно сглаживается между оправкой и гибочным штампом. Когда труба будет снята с гибочного штампа, вы увидите большую выпуклость (точка А на диаграмме ниже).
Например, если оправка расположена слишком далеко назад в трубе, она недостаточно далеко впереди, чтобы создать необходимое давление на внутренней стороне изгиба для сжатия материала.
Ваш изгиб может начаться достаточно хорошо, но как только изгиб превысит 20 градусов или около того, материал начнет отталкиваться. Это, в свою очередь, образует рябь или волну.
Рябь формируется и постоянно сглаживается между оправкой и гибочным штампом. Когда труба будет снята с гибочного штампа, вы увидите большую выпуклость (точка А на диаграмме ниже).
Когда труба будет снята с гибочного штампа, вы увидите большую выпуклость (точка А на диаграмме ниже).
Перемещение оправки слишком далеко вперед также может привести к серьезным проблемам с изгибом. В основном, когда оправка выдвинута слишком далеко вперед, это может привести к образованию выпуклости в конце изгиба.
Эти типы проблем могут усугубиться при выполнении тугих изгибов или при изгибе тонкостенных трубок. Важно, чтобы оправка, а также другие инструменты были установлены правильно.
Узнать большеНажмите здесь или перейдите по ссылке ниже, чтобы загрузить бесплатное введение в гибку труб, чтобы узнать больше, или свяжитесь с нами в любое время, если у вас возникнут вопросы или комментарии.
Вам могут пригодиться следующие статьи о гибке труб на оправке:
- 8 причин образования складок на трубах при использовании трубогибочного станка на оправке
- Решения 2 распространенных проблем с трубогибом на оправке
- Гибка труб на оправке
Опубликовано 13:00 28 июля 2022 г.
Трубогибочный станок
Трубогибочный станокТрубогиб
Этот трубогиб и трубогиб был разработан Винсом Джинджери. Он был разработан для гибки труб, труб и стержней на угол до 180°. Новшество заключалось в том, что для создания формующих роликов в нем использовалось дерево, что означало, что большие куски металла не требовались. | |||||||
|
|
|
|
|
|
|
|
На этой фотографии показана готовая рама. Первоначальные размеры были довольно большими, поэтому эта рама была сделана в размере 4/5 размера, чтобы использовать 40-миллиметровый стальной стержень, который был доступен. |
| ||||||
|
|
|
|
|
|
|
|
| Для изготовления рамы использовалась дуговая сварка . Это дало прочные, но не особенно «красивые» сварные швы. | Типовой сварной шов | ||||||
|
|
|
|
|
|
|
|
Изготовление штампа на токарном станке | На этом изображении показан один из штампов, обрабатываемых на лицевой панели токарного станка. 2 штампа были изготовлены с разными радиусами, чтобы можно было сделать 2 радиуса изгиба без изготовления дополнительных штампов. Одна матрица имела диаметр 75 дюймов, а другая — 50 мм. | ||||||
Кусок изгибаемой трубы использовали в качестве направляющей для обработки формообразующего углубления. Труба имела диаметр 14 мм и толщину стенки 1 мм. | |||||||
|
|
|
|
|
|
|
|
На этой фотографии показаны 2 штампа, собранные в гибочной раме, с участком трубы, используемым для проверки посадки. | |||||||
|
|
|
|
|
|
|
|
Готовый гибочный станок был помещен в “напарник” для проверки. Сработало хорошо, хотя для изгиба выбранной трубы требовалось значительное усилие. Было бы проще, если бы он был прикреплен к скамейке или с напарником, прикрученным к полу. Короткая ручка определенно не нужна. Отжиг трубы не помог смягчить эту трубу из холоднокатаной стали. На финальном изгибе появились некоторые признаки «скручивания», что разочаровало. | |||||||


 Было важно, чтобы штампы располагались как можно ближе друг к другу, чтобы свести к минимуму вероятность перекручивания трубы.
Было важно, чтобы штампы располагались как можно ближе друг к другу, чтобы свести к минимуму вероятность перекручивания трубы.