Как сделать флюс для пайки в домашних условиях: Страница не найдена – Svaring
alexxlab | 19.04.1988 | 0 | Разное
Флюс для bga пайки своими руками
Как легко и быстро сделать флюс гель. Мелочный ремонт! В этом видео я расскажу как сделать жидкую канифоль – хороший флюс для пайки. Емкость с кисточкой:ali. Самодельный флюс-гель по советско-японскому патенту Флюсы, припои, для пайки Роман Гребеников. Как сделать флюс своими руками.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Что такое припой с флюсом для пайки: особенности использования
- Топ 10: самые лучшие флюсы для пайки
- Как сделать флюс для пайки своими руками
- Паяльная паста своими руками
самодельный флюс для пайки - Пайка для начинающих от А до Я
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Учимся паять BGA феном
Что такое припой с флюсом для пайки: особенности использования
Флюс своими руками. Приготовление и тестирование флюса Fluxplus в домашних условиях. Рецепт самодельного флюса. DIY solder flux. Guest Login Sign Up Site settings. Go to:. Uploaded By: Myvideo. About Share Download Add to. Share with your friends. Custom size: button. Autoplay video Hide player controls Hide resume playing. Share this video. Copy Link:. Facebook Twitter Google Plus. Add to Playlist: Favorites. My Playlist. Watch Later. Add to. Similar Videos Comments. Watch Video 1 year ago.
Watch Video 2 years ago. Безвредный флюс своими руками в домашних условиях. ФПСМ-1 и Колхозник Watch Video 1 month ago. Watch Video 4 years ago. Каким флюсом паять BGA? Часть 1.
Watch Video 3 years ago. Какой флюс выбрать для пайки? Обзор флюсов моей мастерской. Watch Video 11 months ago. Паяльная паста. Своими руками. Быстро и дёшево. RMA отдыхает. Solder paste. ФЛЮС Что такое флюс, и как его изготовить дома.
Быстро и дёшево. RMA отдыхает. Solder paste. ФЛЮС Что такое флюс, и как его изготовить дома.
Такая разная канифоль. Тест активированной канифоли. Качественная паяльная паста своими руками subtitles available. Невероятный ЛТИ Провальный успех или знамение Апокалипсиса. Самодельный флюс Romorlux аналог Mechanic UV Как сделать флюс гель. Watch Video 5 years ago. Необходимая химия флюсы для пайки в домашних условиях и не только! Чем паяют китайцы. Несколько промышленных флюсов.
Топ 10: самые лучшие флюсы для пайки
Флюс обеспечивает стабильное горение дуги , способствует формированию надежного сварного соединения, выводит из сварочной зоны ненужные примеси и в целом улучшает качество работы. Флюс можно купить в магазине, современный производители предлагают большой ассортимент. Но мы предлагаем вам сделать флюс самому. Это не займет много времени, зато сэкономит ваши деньги. В основном, паяльный флюс используется для сварки проводов и мелких деталей. Содержание статьи. Прежде чем приступить к изготовлению флюса, нужно разобраться в его разновидностях и особенностях.
Прежде чем приступить к изготовлению флюса, нужно разобраться в его разновидностях и особенностях.
Для приготовления в домашних условиях и своими руками нам потребуются следующие индегриенты, спирт медицинский или технический для.
Как сделать флюс для пайки своими руками
Флюс — это легкоплавкий сплав металлов, посредством которого спаивают два материала. Флюс для пайки своими руками можно сделать, если знать особенности соединения разных материалов путем термической обработки. Как сделать топор своими руками. Изготовление паяльнго фена. Как насадить топор на топорище — читайте тут. Соединение двух материалов получается, если в зоне шва выдержать определенную температуру. Температура плавки припоя должна быть значительно выше температуры плавления обрабатываемого материала.
Паяльная паста своими руками
Mar Log in No account? Create an account. Remember me.
Пайка миниатюрных компонентов микросхем, в частности широко распространена среди любителей сборки электронных изделий и самодельных гаджетов, желающих изготовить их своими руками. Для приобретения навыков по формированию надёжного неразъёмного соединения по этому методу, прежде всего, потребуется освоить в полном объёме основные приёмы обращения с нагревательным пробором паяльником.
Для приобретения навыков по формированию надёжного неразъёмного соединения по этому методу, прежде всего, потребуется освоить в полном объёме основные приёмы обращения с нагревательным пробором паяльником.
самодельный флюс для пайки
Пайка паяльником, когда с соединяемых поверхностей снимается слой окислов травлёной цинком кислотой. На жало паяльника берётся капля припоя, обмакивается в канифоль, концы деталей лудятся, соединяются. Ещё капля припоя — и через минуту соединение готово и остыло. Но это только малая толика паяльных процессов для домашних мастеров и пайщиков в производственных цехах. Сбалансированный сплав на основе доминирующего металла для создания неразъёмных соединений металлических деталей методом внесения плавкого соединителя с местным нагревом — это припой.
Пайка для начинающих от А до Я
Флюс для пайки конечно можно сделать и самому. Для этого собранную в лесу с хвойных деревьев смолу необходимо растопить в жестяной банке на слабом огне, иногда помешивая, а потом просто разлить в емкости.
сколько и чего ложить в состав жидкого флюса? ЛТИ – активный флюс, предназначенный для пайки . а что ложат, америкосы в свои догогие флюсы для BGA? . ИК паяльная станция своими руками.
Меня периодически спрашивают, “Почему замена чипа на ноутбуке такая дорогая?! Периодически меня это напрягало, иногда до прогорания задницы, и я, наконец-то решил описать техпроцесс замены чипа, и объяснить, почему так дорого. Изначально я планировал опубликовать эту статейку на нашем сайте, но подумал, что и Вам будет интересно поглядеть
Изначально я планировал опубликовать эту статейку на нашем сайте, но подумал, что и Вам будет интересно поглядеть
Флюс обеспечивает стабильное горение дуги, способствует формированию надежного сварного соединения, выводит из сварочной зоны ненужные примеси и в целом улучшает качество работы. Флюс можно купить в магазине, современный производители предлагают большой ассортимент. Но мы предлагаем вам сделать флюс самому. Это не займет много времени, зато сэкономит ваши деньги.
Это статья для тех, кто хочет научиться пайке своими руками или только начинает паять.
Роман Гребеников. Флюсы и пайка. Видео о лучших флюсах, худших флюсах, токсичности флюсов. Тестирование флюсов для пайки. Обзор флюсов. Электроника для начинающих. Самодельные флюсы для пайки.
Войти через. На AliExpress мы предлагаем тысячи разновидностей продукции всех брендов и спецификаций, на любой вкус и размер. Если вы хотите купить diy паста nec и bga и подобные товары, мы предлагаем вам позиций на выбор, среди которых вы обязательно найдете варианты на свой вкус. Кроме того, если вы ищите diy паста nec и bga, мы также порекомендуем вам похожие товары, например распылитель краски своими руками , паяльный пинцет своими руками , чистящая паста своими руками , пва клей своими руками , абразивная паста своими руками , размягчитель кутикулы своими руками , полировочная паста своими руками , токопроводящая паста своими руками , клей пва своими руками.
Кроме того, если вы ищите diy паста nec и bga, мы также порекомендуем вам похожие товары, например распылитель краски своими руками , паяльный пинцет своими руками , чистящая паста своими руками , пва клей своими руками , абразивная паста своими руками , размягчитель кутикулы своими руками , полировочная паста своими руками , токопроводящая паста своими руками , клей пва своими руками.
Как сделать паяльную пасту для печатных плат своими руками
Я искал какой-нибудь способ подготовки моих самодельных печатных плат. Одно из решений, которое пришло мне в голову — это оплавление паяльной пастой. Другое очень крутое использование паяльной пасты — это ремонт латунных деталей — таких как трубы, тромбоны и тубы, потому что все, что нужно сделать, это разогреть соединение с намазанной пастой, и при правильной температуре оно склеивается.
Показать еще 11 изображений
Если вы искали паяльную пасту в интернете, то знаете, что она стоит очень немало. Мне было интересно, можно ли сделать паяльную пасту своими руками начального уровня в домашних условиях. Посмотрев несколько форумов, я нашел диалог, в котором кто-то использовал стружку из припоя смешанного с флюсом и у него получилось заменить припойную пасту.
Мне было интересно, можно ли сделать паяльную пасту своими руками начального уровня в домашних условиях. Посмотрев несколько форумов, я нашел диалог, в котором кто-то использовал стружку из припоя смешанного с флюсом и у него получилось заменить припойную пасту.
Я решил попробовать сделать состав, и в процессе выяснилось, что это намного проще, чем я думал. Вся суть в том, что работа с предварительно обработанными платами становится намного проще, и время пайки значительно сокращается.
Предупреждение: этот проект содержит работу со свинцовой стружкой. Работайте в хорошо вентилируемой зоне и надевайте маску и перчатки. Также убедитесь, что материалы не попадают в пищу.
Также прочтите эту статью: ссылка
Что вам понадобится:
- Твердый припой — 50-50 или 60-40. Вы можете использовать припой с флюсом, но не на кислотной основе, поскольку она будет разъедать ваши компоненты.
- Напильник — мелкий или средний. С более мелким придется потратить больше усилий, но паста будет качественнее.

- Флюс для припоя — также называется паяльной пастой, но не путайте с реальной паяльной пастой. Убедитесь, что основой пасты не является кислота! Недобросовестные магазины продают такие вещи.
- Печь, источник огня или духовка.
Эта инструкция включает в себя 12 шагов.
Шаг 1: Подготовьте куски припоя для плавки
- Разрежьте припой на полоски или кусочки
- Сделайте емкость для плавления из алюминиевой фольги. Сложите фольгу в несколько слоев, чтобы свинец не просочился и не испортил вашу печь.
- Сделайте «лодочку» или «миску»
Шаг 2: Подвергните припой температурной обработке
Вам нужно довести твердый кусок припоя до состояния большой капли. Я использовал печь на самом высоком уровне жара в течение 40 минут.
Вы можете также поместить алюминиевую лодочку на металлический противень поверх решетки. Предупреждение: не кладите емкость прямо на источник тепла, так как в алюминии появится дырка и свинец вытечет. После того как припой расплавится, выньте его и остудите. Форма на выходе не имеет значения.
Форма на выходе не имеет значения.
Шаг 3: Охлаждение и предварительная подготовка
Уберите алюминиевую фольгу.
Примечание: удостоверьтесь, что вы полностью удалили следы алюминия, чтобы он не попал в пасту для пайки оловом.
Шаг 4: Измельчение куска припоя
Это просто: при помощи напильника измельчите свинец в мелкий порошок. Обратите внимание, что если вы трете слишком сильно, песок будет слишком крупным и припой начнет нагреваться, поэтому время от времени припой нужно поворачивать.
Обязательно наденьте защитную маску и перчатки!
Шаг 5: Смешайте порошок с флюсом
На фотографии я добавил слишком много порошка во флюс. Мне нужно будет добавить еще флюса.
Шаг 6: Первый тест
После нескольких тестов на платах я решил попробовать смесь в реальном проекте. Для этой цели я взял классический базовый предусилитель и решил пересадить его в ленточный микрофон RCA Varacoustic; предусилитель улучшит звук микрофона, даст ему фантомное питание и его можно будет реально использовать.
Я спешил, чтобы похвастаться, поэтому, к несчастью, не очистил весь фоторезист (синий осадок на некоторых панелях и дорожках). В этих местах припой не сядет должным образом. В следующий раз я вымочу плату в пищевой соде, вместо того чтобы быстро очистить её.
Шаг 7: Добавляем тонкий слой пасты
Я покрыл плату, как мне казалось, тонким слоем пасты. Позже выяснится, что я должен был положить меньше пасты и размазать. Не так важно, где находится припой. Как только флюс и припой расплавятся, припой волшебным образом покроет медные дорожки.
Совет: для лучших результатов травления, экспонирования и лужения эффективно будет очистить плату при помощи кухонного чистящего средства типа Comet, это лучше, безопаснее и быстрее, чем использование ацетона.
Шаг 8: Нагреваем плату — часть 1
Для демонстрации я использовал паяльный фен. Если ваш фен нагревается до 260 градусов Вы можете использовать метод пайки-сварки с оплавлением.
Шаг 9: Нагреваем плату — часть 2
Здесь я сфотографировал процесс на полпути — просто чтобы показать, как паста течет по дорожкам.
Шаг 10: Почти готово
После того как припой полностью растекся по плате, сверху останется слой флюса, который нужно будет очистить используя Comet или мыло с водой. Вы можете использовать абразивы, чтобы избавиться от флюса.
Шаг 11: Финальная версия платы
Как вы видите, для первой попытки вышло неплохо — никаких перебоев в дорожках! Сборка платы становится очень простой. Вы можете таким же образом крепить SMD детали к плате (я попробовал, на плате есть несколько элементов SMD, которые легко прикрепились).
Шаг 12: Конечный результат
В результате вышел экономный и нетрудоемкий способ заменить канифоль, которой хватит надолго.
Как сделать флюс для пайки в домашних условиях
Флюс для пайки
Паяльный флюс
Чтобы приготовить паяльный флюс из мыла, нам понадобятся. Мыло “Дуру” на растительной основе, кислота (я использовал соляную, можно уксусную) и канифоль.
Если использовать мыло основанное на животных жирах, то при пайке, флюс будет очень неприятно пахнуть. Флюс для пайки, приготовленный из мыла на растительной основе, при пайке не пахнет. Пахнуть будет только ароматом используемого мыла и канифолью.
Флюс для пайки, приготовленный из мыла на растительной основе, при пайке не пахнет. Пахнуть будет только ароматом используемого мыла и канифолью.
Приготовление флюса для пайки
Данный рецепт паяльного флюса, вполне конкурентоспособный с продаваемыми флюсами. Но конечно же решать Вам, что лучше, купить или сделать самому.
Необходимые компоненты для паяльного флюса
Итак, начнем, нам нужно.
Получение стеарина
Взял 3 куска мыла (можете для пробы взять половинку или четвертинку куска мыла), натер его на крупной терке.
Далее добавил к мылу горячую (не важно) воду и поставил греться на плиту. По мере нагревания изредка помешивал. Как только мыло растворилось, выключил газовую плиту.
Чтобы не испортить кастрюлю соляной кислотой, перелил мыльный раствор в пластиковый таз (если будете использовать столовый уксус, то переливать не обязательно).
В горячий мыльный раствор, вылил примерно половину этого средства, содержащего соляную кислоту. Раствор начал сворачиваться, на поверхности стали плавать хлопья стеарина.
Раствор начал сворачиваться, на поверхности стали плавать хлопья стеарина.
На этом этапе нужно проверить наличие кислоты в растворе, для этого добавляем в емкость на кончике ножа, пищевую соду. Должна произойти реакция кислоты на соду в виде шипения. Если реакции нет, то нужно добавить еще кислоты. Запомните, это важно, содержание кислоты в растворе должно быть в избытке. Если шипеть не будет, то реакция пройдет не полностью и выход готового продукта будет не полным (сыпать соду нужно в сам раствор, освобождая путь к нему мешая палочкой, а не просто сверху, на стеарин, думаю тут понятно).
Дал раствору постоять 20 минут и поставил остужаться в воду (в ванну). Как только остыло до комнатной температуры, вынес на балкон, для удобства дальнейшего отделения раствора от полученного (на улице было +1 градус). В летнее время года, можно ограничится только охлаждением в холодной воде.
Настоятельно рекомендую при всех последующих операциях, держать под рукой бумажные салфетки или туалетную бумагу, чтобы вытирать руки, так полученный стеарин, жирный.

Очистка стеарина
Слил всю жидкость и промыл холодной (ледяной) водой. Собрал все в железную емкость.
Кстати, использованные емкости и принадлежности, хорошо отмываются в теплой воде со стиральным порошком (использовал Тайд).
Налил в емкость воду и поставил на медленный огонь. Нагрел до расплавления полученного стеарина. Довел раствор до кипения и варил минут 10 на медленном огне, постоянно помешивая. Затем снял с огня и поставил охлаждаться на воду.
Как только смесь остыла, подковырнул полученный стеарин, слил воду и снизу удалил рыхлый слой (выкинул его). Промыл кусок холодной (ледяной) водой, протер туалетной бумагой от остатков рыхлого слоя и воды.
Данная статья опубликована на сайте whoby.ru. Постоянная ссылка на эту статью находится по этому адресу http://whoby.ru/page/pajalnyj-fljus-iz-myla
Читайте статьи на сайте первоисточнике, не поддерживайте воров.
Смешиваем канифоль и стеарин
Отмыл железную емкость, положил туда кусок стеарина и поставил на медленный огонь. Как только стеарин растворился, то добавил туда канифоль. Канифоли взял столько же по объему, сколько получилось стеарина (важно – объем, а не вес, на фотке видно).
Помешивая, дождался растворения канифоли. Погрел еще 5 минут на медленном огне и выключил плиту. Тут самое главное не дать раствору закипеть. Просто если закипит, дыма будет много.
Разлил горячий флюс по пузырькам (не было большой емкости) и в шприц. Также на фото показано, как выгладит остывший до 20 градусов флюс (консистенция). В итоге получаем флюс для пайки Дуру.
Тест пайки флюсом
Тест пайки, паяет отлично. Пахнет только ароматам мыла и канифолью. Из трех кусков мыла по 125 грамм, получилось 400 мл. флюса.
Подводим итог
В заключении хотел сказать, что флюс для пайки не липнет, смывается водой с моющим средством, бензином и т. п. Флюс нейтральный, смывать его не обязательно, можно просто протереть салфеткой по плате, где доступно.
п. Флюс нейтральный, смывать его не обязательно, можно просто протереть салфеткой по плате, где доступно.
Также из этого флюса, можно сделать активный флюс, добавив в него нужные добавки. Например аммоний хлористый или лимонную кислоту или ацетилсалициловую кислоту или ортофосфорную кислоту. Паять платы активным флюсом не рекомендуется.
При использовании соляной кислоты, нужно брать стеклянные или пластиковые емкости, иначе она испортит посуду. При использовании 70% уксусной кислоты, можно использовать любую тару, главное не переборщить с кислотой, запах дома будет еще тот (от уксуса).
Как только кончится паяльный флюс в шприце, достаточно поставить пузырек на водяную баню. Как только флюс станет жидким, то набрать его в шприц. Или сразу расфасовать весь полученный флюс по шприцам, кому как удобнее.
Еще, не претендую на авторство данного метода, получение стеарина из мыла, довольно распространено расписано и давно. Здесь только конкретизируется получение стеарина из мыла, сделанного из растительных жиров.
Всем удачных плат.
Статью написал: Admin Whoby.Ru
Если вам понравилась статья, нажмите на кнопку нужной социальной сети расположенной ниже. Этим действием вы добавите анонс статьи к себе на страницу. Это очень поможет в развитии сайта.
Как сделать флюс для пайки в домашних условиях
Флюс – это вещество, как органическое так и неорганическое, которое обеспечивает удаление окислов спаиваемых проводников, уменьшает силу поверхностного натяжения, а также улучшает равномерность растекания расплавленного припоя. Кроме своего основного назначения флюс может защитить контакт от воздействия окружающей среды, но следует заметить что данным свойством владеют не все виды флюсов.
В зависимости от потребности, флюс может быть в виде жидкости, порошка или пасты.
Производятся также паяльные пасты, содержащие частицы припоя вместе с флюсом, а все современные припои представляют из себя трубку из припоя внутри которой находится флюс-заполнитель.
По температурному режиму и интервалу активности, флюсы можно разделить на низкотемпературные (до 450 градусов) и высокотемпературные (больше 450 градусов).
Кроме того флюс может быть водным и безводным.
По химическим свойствам все флюсы можно разделить на кислотные (активные) и бескислотные. Кроме того существуют еще активированные и с антикоррозийной защитой.
Активные флюсы в основном состоят из соляной кислоты и хлористых или фтористых металлов.
В качестве активного флюса давно применяется аптечный препарат – ацетилсалициловая кислота (аспирин).
Эти флюсы очень интенсивно растворяют окисленный слой на поверхности металла, и пайка сразу становится качественной и прочной, но остаток флюса после пайки вызывает интенсивную коррозию соединения и основного металла в будущем. Поэтому рекомендуется смывать все остатки флюса которые остались на месте пайки.
При пайке радиоэлектронных элементов применение активных флюсов не допустимо, так как с течением времени их остатки все равно разъедают место пайки тонких радио элементов.
Бескислотные флюсы, в основном это канифоль и флюсы, приготовленные на ее основе с добавлением спирта, скипидара или глицерина.
В процессе пайки канифоль очищает поверхность от окислов, а также защищает ее от окисления. При температуре 150 градусов канифоль растворяет окислы свинца, олова и меди, очищая их поверхность в процессе пайки и паяное соединение становится блестящим и красивым. Но самое главное, в отличии от активных флюсов, канифольные флюсы не вызивают коррозии и разъедания метала.
С помощью канифольных флюсов паяют медь, бронзу и латунь.
Активизированные флюсы, в главном кроме того, состоят из канифоли в которую прибавляют небольшое количество солянокислого либо фосфорнокислого анилина, салициловой кислоты либо солянокислого диэтиламина.
Данные флюсы используют при пайке основной массы металлов и сплавов (железо, сталь, нержавеющая высококачественная сталь, медь, бронза, цинк, нихром, никель, серебро), даже оксидированных элементов из медных сплавов в отсутствии подготовительной зачистки.
Активированными флюсами считаются флюсы ЛТИ, в состав которых входит этиловый спирт (66 – 73%), канифоль (20 – 25%), солянокислый анилин (3 – 7%), триэтаноламин (1 – 2%). Флюс ЛТИ дает отличные итоги при применении оловянистых припоев ПОС-5 и ПОС-10, обеспечивая завышенную крепкость спаянного соединения.
Антикорозийные флюсы используют для спаивания меди и медных сплавов, константана, серебра, платины и ее сплавов. Они содержат внутри себя фосфорную кислоту с прибавлением разных органических соединений и растворителей. В состав некоторых противокоррозийных флюсов входят органические кислоты. Остатки данных флюсов не вызывают коррозии.
ВТС-флюс, к примеру, состоит из 63% тех. вазелина, 6,3% триэтаноламина, 6,3% салициловой кислоты и этилового спирта. Остатки флюса убирают протиркой детали спиртом либо ацетоном.
Защитные флюсы защищают раньше очищенную плоскость металла от окисления не оказывают хим действия на сплав. К данной группе относятся неактивные мат-лы: воск, вазелин, оливковое масло, сладкая пудра и др.
Для пайки твердым припоем углеродистых сталей и чугуна используют буру (тетраборат натрия), которая выглядит как белый кристаллический порошок.
Плавится бура при температуре – 741° С.
Для пайки латунных деталей серебряными припоями в качестве флюса применяют смесь 50% хлористого натрия (поваренной соли) и 50% хлористого кальция. Температура плавления смеси составляет – 605° С.
Для пайки алюминия можна применять флюсы которые обычно содержат 30—50% хлористого калия.
Для пайки нержавеющей стали, твердых и жароупорных сплавов, медно-цинковыми и медно-никелевыми припоями используется смесь, состоящая из 50% буры и 50% борной кислоты, с прибавлением хлористого цинка.
Активные флюсы смывают при помощи волосяной щетки либо обыкновенной зубной, применяя тёплую воду либо спирт.
Для пайки медных проводников, а часто как раз такие используются в электрике и электронике, надежным средством в виде флюса станет работать “жидкая канифоль”.
Для тех кто не в курсе это сосновая смола – чистый экологический продукт.
Как самостоятельно приготовить жидкую канифоль?
1.Перебиваем кристалл канифоли в пыль с помощью толчена или завернув в ткань и постукав молотком. В больших масштабах некоторые умельцы умудряются применять советскую ручную мясорубку. Средства неважны, главное добиться однородной мелкой пыли из канифольных кристаллов.
2. Всю пыль надо залить спиртом с отношением 1:1.5 (канифоль: спирт).
Это удобно сделать пользуясь той же бутылочкой от спирта.
В аптеке можно купить спирт с салициловой кислотой, что сам по себе такой раствор может послужить флюсом, и хоть там процент салициловой кислоты очень малый но такой “спирт” будит оптимальным вариантом для усиления нужных свойств флюса.
Дальше в половинку бутылочки спирта высыпаем канифоль до тех пор пока не появится нужное отношение составляющих и смотрим чтоб примерно 1/5 бутылки осталась свободной!
3. Закрываем нашу бутылочку (или другую емкость) и ставим в емкость с теплой водой (60-80C) когда нагреется раствор начинаем интенсивно взбалтывать раствор, что бы он растворился в однородную массу. В горячей воде это получится гораздо лучше и быстрее.
В горячей воде это получится гораздо лучше и быстрее.
Дальше полученный флюс разливают по шприцам для удобства применения, ну или же в бутылочки с кисточкой, как из под лака для ногтей.
Подручные средства в качестве флюса для пайки
Флюсами называют вещества органического или неорганического состава, используемые при пайке металлов. Их назначением является уменьшение сил поверхностного натяжения расплавленного припоя и обеспечение лучшего равномерного его растекание.
К тому же флюс защищает поверхность пайки от воздействия кислорода, и тем самым препятствует окислению. Во многих случаях самодельный флюс может заменить жидкость или порошок, приготовленный на производстве. Надо лишь знать, какие материалы для него использовать.
Основные виды
Флюсы бывают активными (кислотными) и пассивными (бескислотными).
Первые активно воздействуют на верхний слой металла в процессе пайки, частично изменяя его химическую структуру, вторые просто смывают с поверхности окислы и создают тонкую пленку, препятствующую доступу кислорода.
Активные флюсы после применения необходимо смывать с поверхностей спаянных деталей, так как остатки вещества могут вызвать коррозию. Смывать можно водой с небольшим добавлением щелочи.
В качестве флюсов используют паяльную кислоту, канифоль, паяльный жир, флюс-пасты. От вида материала и его характеристик зависит качество пайки различных металлов.
Ведь для каждого конкретного случая, в идеале, нужно подбирать наиболее подходящий состав.
Флюс может входить в состав паяльной пасты или быть запаянным в полую трубку из припоя, чтобы повысить удобство производства паяльных работ.
В продаже имеется множество готовых флюсов для пайки в твердом, жидком и гелеобразном состоянии. Если же понадобилось срочно выполнить паяльные работы, а расходных материалов под рукой не оказалось, можно приготовить такой состав самостоятельно, используя подручные средства.
Конечно же, самодельный, приготовленный на скорую руку флюс будет уступать по качеству и характеристикам произведенному в заводских условиях, но обеспечить качественное состояние пайки он сможет.
Аспирин и лимонная кислота
Для изготовления флюса можно использовать любые вещества, обладающие хорошими растворяющими и антиокислительными свойствами.
Это могут быть:
- спирты;
- кислоты;
- растительные и животные масла.
Простейший флюс готовят, растворив таблетку или порошок ацетилсалициловой кислоты в воде. Ацетилсалициловая кислота есть в аптечке почти в каждом доме (это самый обычный дешевый аспирина). Растворять таблетки или порошок необходимо до тех пор, пока не исчезнет осадок.
Применяют также порошок лимонной кислоты (белые гранулы).
Встречаются советы использовать лимонный сок, однако он довольно слаб, поэтому эффект от его использования будет малозаметным.
При пайке аспирином или лимонкой выделяется много газа, поэтому помещение, в котором с ними работают, должно быть оборудовано вытяжкой или хорошо проветриваться.
Спирт, глицерин, канифоль
Можно получить неплохой спиртоканифольный флюс растворением канифоли в этиловом спирте. Предварительно нужно канифоль растолочь в ступке как можно мельче.
Канифоль в спирте растворяется очень медленно, и от тщательного ее измельчения будет зависеть скорость приготовления флюса. После перемешивания спирта с канифолью, лучше оставить будущий флюс на несколько часов для завершения растворения.
Можно ускорить процесс, поместив раствор в стеклянную закрывающуюся тару и нагревая до 80 ℃ на водяной бане. Спиртоканифольный флюс совершенно нейтрален и после производства пайки даже не требует смывки.
Этиловый спирт можно с успехом заменить глицерином. Такой глицериновый флюс получится гуще, чем спиртоканифольный и пользоваться им будет удобнее. Растворение канифоли в этом случае замедлится.
Гораздо эффективнее будет вначале растворить ее в спирте, и после этого перемешать с глицерином. В этом случае значительно повысится активность состава, но придется обязательно смывать остатки с паяных заготовок.
Даже канифоль вполне реально приготовить самостоятельно, хотя это потребует времени. Надо собрать в теплую сухую погоду смолу-живицу со стволов сосен и переплавить ее.
Можно использовать при пайке в роли флюса или его компонента, канифоль для струнных смычковых инструментов. Она очень высокого качества и хорошо очищена. Но цена ее гораздо выше, чем у паяльной канифоли.
Соляная и фосфорная кислота
Очень эффективный флюс получается, если растворить в соляной кислоте гранулы цинка. Для этого концентрированную кислоту нужно разбавить в равных долях с водой и залить этим раствором гранулы, помещенные в стеклянную посуду. Для полного растворения потребуется цинк из расчета 412 г на 1 л соляной кислоты.
Процесс растворения будет сопровождаться бурным выделением водорода из кислоты, поэтому приготовлением лучше заниматься в помещениях с очень хорошей вентиляцией и вдали от открытого огня.
При помощи полученного из соляной кислоты флюса успешно паяют стальные заготовки. Если в раствор добавить нашатырь (столько же, сколько цинка), то использовать такой состав можно при пайке совершенно любых металлов и сплавов.
Хороший флюс – фосфорная кислота. Ее используют при пайке нихрома и нержавеющей стали.
Жидкие флюсы лучше всего наносить тонкой кистью, а хранить их надо в плотно закрывающейся стеклянной посуде с узким горлом.
Применение жира
Флюс для пайки можно сделать из жира с достаточно высокой температурой плавления. Тогда при комнатной температуре он не будет сам размягчаться, что облегчит работу с ним.
Чтобы получить такой флюс, жир необходимо перетопить и смешать с растолченной канифолью и нашатырем в определенной пропорции. На три части жира по объему понадобиться столько же нашатыря и одна часть канифоли.
Готовый флюс для удобства использования можно поместить в корпус медицинского одноразового шприца и при необходимости выдавливать нужное количество.
Если нет уверенности в том, подходит ли самодельный флюс для пайки детали, то можно провести маленькое исследование. Необходимо распределить приготовленное вещество по поверхности кусочка такого же металла, который предстоит паять.
Если при нагревании флюс равномерно распределился по поверхности, то он признается годным для пайки. Если же собирается шариками и стекает, то такой он сможет обеспечить удовлетворительную смачиваемость детали.
Свойство растворять оксидную пленку на поверхности металла проверяется смывкой нанесенного флюса. Если поверхность после смывки остается чистой, то флюс хорошо растворяет оксиды. Напротив, если остались следы окисной пленки или ржавчины, то пайку с этим флюсом производить нельзя.
Флюс для пайки
Паяльный флюс
Чтобы приготовить паяльный флюс из мыла, нам понадобятся. Мыло “Дуру” на растительной основе, кислота (я использовал соляную, можно уксусную) и канифоль.
Если использовать мыло основанное на животных жирах, то при пайке, флюс будет очень неприятно пахнуть. Флюс для пайки, приготовленный из мыла на растительной основе, при пайке не пахнет. Пахнуть будет только ароматом используемого мыла и канифолью.
Приготовление флюса для пайки
Данный рецепт паяльного флюса, вполне конкурентоспособный с продаваемыми флюсами. Но конечно же решать Вам, что лучше, купить или сделать самому.
Необходимые компоненты для паяльного флюса
Итак, начнем, нам нужно.
Получение стеарина
Взял 3 куска мыла (можете для пробы взять половинку или четвертинку куска мыла), натер его на крупной терке.
Далее добавил к мылу горячую (не важно) воду и поставил греться на плиту. По мере нагревания изредка помешивал. Как только мыло растворилось, выключил газовую плиту.
Чтобы не испортить кастрюлю соляной кислотой, перелил мыльный раствор в пластиковый таз (если будете использовать столовый уксус, то переливать не обязательно).
В горячий мыльный раствор, вылил примерно половину этого средства, содержащего соляную кислоту. Раствор начал сворачиваться, на поверхности стали плавать хлопья стеарина.
На этом этапе нужно проверить наличие кислоты в растворе, для этого добавляем в емкость на кончике ножа, пищевую соду. Должна произойти реакция кислоты на соду в виде шипения. Если реакции нет, то нужно добавить еще кислоты. Запомните, это важно, содержание кислоты в растворе должно быть в избытке. Если шипеть не будет, то реакция пройдет не полностью и выход готового продукта будет не полным (сыпать соду нужно в сам раствор, освобождая путь к нему мешая палочкой, а не просто сверху, на стеарин, думаю тут понятно).
Дал раствору постоять 20 минут и поставил остужаться в воду (в ванну). Как только остыло до комнатной температуры, вынес на балкон, для удобства дальнейшего отделения раствора от полученного (на улице было +1 градус). В летнее время года, можно ограничится только охлаждением в холодной воде.
Настоятельно рекомендую при всех последующих операциях, держать под рукой бумажные салфетки или туалетную бумагу, чтобы вытирать руки, так полученный стеарин, жирный.

Очистка стеарина
Слил всю жидкость и промыл холодной (ледяной) водой. Собрал все в железную емкость.
Кстати, использованные емкости и принадлежности, хорошо отмываются в теплой воде со стиральным порошком (использовал Тайд).
Налил в емкость воду и поставил на медленный огонь. Нагрел до расплавления полученного стеарина. Довел раствор до кипения и варил минут 10 на медленном огне, постоянно помешивая. Затем снял с огня и поставил охлаждаться на воду.
Как только смесь остыла, подковырнул полученный стеарин, слил воду и снизу удалил рыхлый слой (выкинул его). Промыл кусок холодной (ледяной) водой, протер туалетной бумагой от остатков рыхлого слоя и воды.
Данная статья опубликована на сайте whoby.ru. Постоянная ссылка на эту статью находится по этому адресу http://whoby.ru/page/pajalnyj-fljus-iz-myla
Читайте статьи на сайте первоисточнике, не поддерживайте воров.
Смешиваем канифоль и стеарин
Отмыл железную емкость, положил туда кусок стеарина и поставил на медленный огонь. Как только стеарин растворился, то добавил туда канифоль. Канифоли взял столько же по объему, сколько получилось стеарина (важно – объем, а не вес, на фотке видно).
Помешивая, дождался растворения канифоли. Погрел еще 5 минут на медленном огне и выключил плиту. Тут самое главное не дать раствору закипеть. Просто если закипит, дыма будет много.
Разлил горячий флюс по пузырькам (не было большой емкости) и в шприц. Также на фото показано, как выгладит остывший до 20 градусов флюс (консистенция). В итоге получаем флюс для пайки Дуру.
Тест пайки флюсом
Тест пайки, паяет отлично. Пахнет только ароматам мыла и канифолью. Из трех кусков мыла по 125 грамм, получилось 400 мл. флюса.
Подводим итог
В заключении хотел сказать, что флюс для пайки не липнет, смывается водой с моющим средством, бензином и т. п. Флюс нейтральный, смывать его не обязательно, можно просто протереть салфеткой по плате, где доступно.
п. Флюс нейтральный, смывать его не обязательно, можно просто протереть салфеткой по плате, где доступно.
Также из этого флюса, можно сделать активный флюс, добавив в него нужные добавки. Например аммоний хлористый или лимонную кислоту или ацетилсалициловую кислоту или ортофосфорную кислоту. Паять платы активным флюсом не рекомендуется.
При использовании соляной кислоты, нужно брать стеклянные или пластиковые емкости, иначе она испортит посуду. При использовании 70% уксусной кислоты, можно использовать любую тару, главное не переборщить с кислотой, запах дома будет еще тот (от уксуса).
Как только кончится паяльный флюс в шприце, достаточно поставить пузырек на водяную баню. Как только флюс станет жидким, то набрать его в шприц. Или сразу расфасовать весь полученный флюс по шприцам, кому как удобнее.
Еще, не претендую на авторство данного метода, получение стеарина из мыла, довольно распространено расписано и давно. Здесь только конкретизируется получение стеарина из мыла, сделанного из растительных жиров.
Всем удачных плат.
Статью написал: Admin Whoby.Ru
Если вам понравилась статья, нажмите на кнопку нужной социальной сети расположенной ниже. Этим действием вы добавите анонс статьи к себе на страницу. Это очень поможет в развитии сайта.
Сообщества › Электронные Поделки › Блог › Глицериново спирто канифольный флюс для пайки печатных плат .
Очень часто вижу вроде нормально вытравленную с ровными дорогами плату, но очень некрасиво запаянную и с множеством соплей . Спрашиваю у человека паявшего её : какой флюс юзал ? А он : та какую-то кислоту . Вот чтоб не юзали кислоту я и создал этот пост .
Смотрите также
Метки: радиолюбительские технологии, самодельный флюс .
Комментарии 86
Печатку рисую в ЛОУТЕ 6 потом на пленку на плату ультрофиолет промывка травление и выход на фотках как то вота так делал проводники 0,1мм и зазор промеж них тоже 0,1 подавал 220 не прошивает мне нравится ну очень нравится вот так Братва
Я пользую при пайке ЛТИ 120 а платы лужу сплавом РОЗЕ в водяной ванне с лимонной кислотой получаются как по серебреные и как на заводе им. ХРУНЕЧЕВА и паяю SMD и сот 23 и прочие просто красота
ХРУНЕЧЕВА и паяю SMD и сот 23 и прочие просто красота
Добрый день все понятно вот сколько спирта сколько глицерина мне не понятно отзовитесь с уважением Валерий (Anchutka 6531 )
Соотношение 1:1 . Допустим 100 мЛ медицинского (этилового) спирта у Вас, туда всыпаем канифоль истолчёную сколько сможет спирт растворить, когда канифоль растворится — добавляем к 100 мЛ глицерина и хорошо перемешиваем, всё готово .
Я Вам при много благодарен
Соотношение 1:1 . Допустим 100 мЛ медицинского (этилового) спирта у Вас, туда всыпаем канифоль истолчёную сколько сможет спирт растворить, когда канифоль растворится — добавляем к 100 мЛ глицерина и хорошо перемешиваем, всё готово .
Спасибочки все понятно
Соотношение 1:1 . Допустим 100 мЛ медицинского (этилового) спирта у Вас, туда всыпаем канифоль истолчёную сколько сможет спирт растворить, когда канифоль растворится — добавляем к 100 мЛ глицерина и хорошо перемешиваем, всё готово .
Приветик ребята я только какой глицерин я не применял и медицинский и и и все выпадает белым осадком видать в глицерине присутствует вода и не чего не могу поделать какие будут предложения приму для опыта любые с уважением Валерий Anchutka ( 6531 )
Как много слов, как мало дела. Все видео можно уложить было в пару минут или меньше.
Мозг закипел смотреть 18 минут.
Нужно сказать: Необходимо для флюса, канифоль столько то грамм растолочь в порошок. Спирт медицинский 96% столько то мл. Канифоль в бутылек, затем спирт и оставить до полного растворения. Для ускорения можно потрусить бутылек. После растворения добавить столько то мл. глицирина чистого медицинского. Все, флюс готов. И добавить замечание, что спирт должен быть обязательно 96% и глицерин чистый, потому как в этом составе чем меньше воды, тем качественнее флюс.
Припой ПОС-61, флюс ФСК (канифоль в спирту), паяльник ЭПСН-25 220 В, жало R-48SC:
Всё зависит от умения! Если не умеешь — то никакие супер навороченные паяльные станции и “особые” материалы не помогут. А если умеешь, то и топором запаяешь на коленке…
А если умеешь, то и топором запаяешь на коленке…
Кислотными флюсами электронику не паяют… Электронику паяют нейтральными флюсами.
Есть люди, которые с кислотой платы СМД паяют …
А потом темы здесь создают “Почему не работает”…
что это такое, зачем нужен, паста, гель, какой лучше, бура, виды, как сделать в домашних условиях своими руками, безотмывочный, активный – Оборудование для пайки на Svarka.guru
Главная / Расходные материалы
Назад
Время на чтение: 3 мин
0
389
Как профессионалы, так и любители часто в своей практике используют припои и флюсы для паяния. Добротные красивые швы – одно из главных преимуществ такой пайки.
Существует много видов этих материалов для качественной сварки дома и на производстве. В специализированных местах можно даже найти припой со встроенным внутрь флюсом.
Поэтому тем кто первый раз встречается с подобным видом пайки, бывает сложно выбрать нужные материалы. Чтобы вам помочь, мы расскажем о некоторых видах и как их использовать.
Чтобы вам помочь, мы расскажем о некоторых видах и как их использовать.
Какие отличия существуют у легкоплавких и тугоплавких припоев? Что мы знаем про слабоактивные и активные флюсы? Как работать с такими материалами? Ответы вы найдёте чуть ниже.
- Какие бывают припои Легкоплавкий
- Тугоплавкий
- Активные
Виды, составляющие
Сбалансированный сплав на основе доминирующего металла для создания неразъёмных соединений металлических деталей методом внесения плавкого соединителя с местным нагревом – это припой.
Способы пайки, ограничения воздействия температуры на детали, механическая прочность соединения, сопротивление влиянию коррозии обусловливают многообразие видов.
Технологические требования к заполнителю:
- Свободная текучесть после прохождения температуры ликвидуса.
- Смачивание поверхностей соединения.

- Механическая устойчивость, ограниченная усадка теплопереносимость, невосприимчивость к внешним воздействиям в твёрдом состоянии, электропроводность.
Мягкие легкоплавкие
Отечественные припои именуются в соответствии с ГОСТ. Маркировка соответствует наименованиям доминирующих химических элементов, определяющих свойства материала. Форма выпуска: проволока, прутки, фольга, порошки, комбинированные пасты, трубки с наполнением из канифоли.
Легкоплавкими припоями считаются сплавы с температурой плавления 60–4500 С. Низкотемпературные оловянно-свинцовые имеют низкую прочность. Применяются для соединения деталей, боящихся перегрева. Распространены составы ПОС.
Дешифровка аббревиатуры: «припой оловянно-свинцовый». Цифровая индикация указывает на процентное содержание олова. Распространённые химические элементы в составе припоев и тинолей помимо свинца: сурьма, медь, висмут, мышьяк, цинк.
Плавкость паяльных составов, область применения:
- Сплав Вуда – 600 С (лужение плат).

- Cплав д’Арсенваля – 790 С (радио аппаратура и электроника).
- Сплав Розе – 950 С – (температурные ограничения).
- ПОСВ 33 – 1300 С – (плавкие вставки предохранителей).
- ПОСК 50 – 1450 С (полупроводники, сплавы меди).
- ПОС 61 – 1900 С (требование повышенной электропроводности).
- ПОС 30 – 2600 С (пайка, лужение стали, меди).
- П 250 – 2800 С (алюминий и сплавы).
Тугоплавкие
Сфера применения – промышленная пайка чугунов, разнородных сталей, медесодержащих сплавов, томпака. Температура плавления в диапазоне 400–8000 С. Составляющие припоев: медь, серебро, никель, магний. Соединения отличаются прочностью.
В сокращении ПМЦ (припой медно-цинковый), цифра указывает на содержание меди. Всего используются 3 марки, утверждённые ГОСТ 1534—42 : ПМЦ-36, ПМЦ-48, ПМЦ-54. Помимо основного компонента присутствует цинк, 5–7% приходится на железо, олово, сурьму. Температура плавления 800–9000 С.
Существуют ограничения применения вследствие выгорания лигатур. Цинк выгорает при переходе из жидкой фазы, что становится причиной пористости. Разрушительные последствия грозят:
Цинк выгорает при переходе из жидкой фазы, что становится причиной пористости. Разрушительные последствия грозят:
- Изделиям, испытывающим внутреннее давление.
- Вибрацию и динамические нагрузки.
В этом случае ведётся пайка рафинированной медью при повышении температуры. Иной путь – использование низкотемпературных оловянистых лигатур, улучшающих жидкотекучесть. Или кремнистых присадок. Кремний препятствует испарению и окислению цинка.
ПМЦ выпускаются прутками, полосами, гранулами. Флюсы для пайки – бура.
ПСр (медно-серебряные) – дорогостоящие тугоплавкие присадки высокой прочности. Уникальность в сохранении гибкости соединения. Разбег рабочих температур между начальным в ряду ПСр-10 и серебряным на 92% ПСр-92 – 720–9500. ПСр 72–92 нашли применение в соединительных операциях на высокочастотных элементах.
Альтернатива серебру — фосфор. Пластичные медно-фосфорые припои при сохранении подобия свойств имеют плюсы:
- Дешевизна.

- Устойчивость к коррозии и агрессивным средам.
- Жидкотекучесть.
- Температура плавления 700–8500.
- Пригодны для соединения разнородных металлов, например, медь со сталью.
Пайка алюминия ведётся в узких температурных рамках под слоем масла, чтобы сдержать окисление, ультразвуковыми паяльниками. Применяются силумин, 34А, П590А, П 575. Легирующие элементы кремний, медь, цинк.
Марки припоя
Свинцово-оловянный припой — главный компонент при пайке электрическим паяльником. Он выпускается в виде проволоки или трубки разных диаметров (трубчатый внутри заполняется канифолью).
Как правило, в состав припоя входит олово (экологически чистый метал) с добавлением свинца (более дешевый компонент). Чем больше в составе свинца, тем темнее поверхность припоя.
В маркировке используются буквы и цифры. Например, обозначение ПОС-61 обозначает: П – припой, О – оловянный, С – свинцовый, 61 – % содержания олова. ПОС-61 является самым распространенным видом. Он незаменим для работы с элементами из меди, латуни и бронзы с герметичным швом. Подходит практически для всех случаев в быту и не является дорогим.
Он незаменим для работы с элементами из меди, латуни и бронзы с герметичным швом. Подходит практически для всех случаев в быту и не является дорогим.
Припои бывают мягкие и твердые. Температура плавления мягких — ниже 450˚С. Твердые плавятся при нагреве свыше 450˚С и для работы электрическим паяльником не используются.
Технические характеристики и классификация мягких припоев:
| Марка | Состав % от общей массы | Температура плавления ˚С | Прочность при растяжении кг/мм | Область применения |
| Сплав Вуда | Олово — 12,5 Свинец — 25 Висмут — 50 Кадмий — 12,5 | 68,5 | – | Для деталей, чувствительных к перегреву, для изготовления предохранителей, токсичен |
| Сплав д Арсе | Олово — 6,9 Свинец — 45,1 Висмут — 45,3 | 79 | – | Для деталей, чувствительных к перегреву, для изготовления предохранителей |
| ПОСВ-50 Сплав Розе | Олово — 25 Свинец — 25 Висмут — 50 | 94 | – | Для деталей, чувствительных к перегреву |
| ПОСВ-33 | Олово — 33,4 Свинец — 33,3 Висмут — 33,3 | 130 | – | Для деталей из меди, латуни, константана с герметичным швом |
| ПОС-61 (третник) | Олово — 61 Свинец — 39 | 190 | 4,3 | Для токоведущих частей из меди, латуни и бронзы с герметичным швом |
| ПОС-61М | Олово — 61 Свинец — 37 Медь — 2 | 192 | 4,5 | Для тонких медных проводов и печатных проводников |
| ПОС-90 | Олово — 90 Свинец — 10 | 220 | 4,9 | Для посуды и медицинских инструментов |
| ПОС-40 | Олово — 40 Свинец — 60 | 238 | 3,8 | Для контактных поверхностей в радиоаппаратуре и деталей из оцинкованной стали |
| ПОС-30 | Олово — 30 Свинец — 70 | 266 | 3,2 | Для деталей из меди, ее сплавов и стали |
| ПОС-10 | Олово — 10 Свинец — 90 | 299 | 3,2 | Для контактных поверхностей в радиоаппаратуре |
| Авиа — 1 | Олово — 55 Цинк — 25 Кадмий — 20 | 200 | – | Для тонкостенных деталей из алюминия и его сплавов, токсичен |
Припой проводит ток в десять раз хуже, чем медь или алюминий. Для сравнения:
Для сравнения:
- Удельное электрическое сопротивление оловянно-свинцового припоя (проводимость) составляет 0,1-0,2 Ом/метр.
- Проводимость алюминия 0,0271 Ом/метр.
- Проводимость меди 0,0175 Ом/метр.
Флюс в припое что это и зачем?
По аналогии со сварочной самозащитной проволокой выпускается офлюсованный припой. Нет нужды разделять операции по очистке обрабатываемой поверхности, улучшении адгезии.
Пример материала для бытового применения – 7-компонентная комбинация HTS2000 производства США для сращения широкого спектра алюминиевых сплавов.
Овальная трубка длиной 460 мм, Ø 2,1 мм плавится без внесения в зону пламени горелки, при касании разогретого металла. Температура плавления прутка 3900 подразумевает раздельное нагревание. Инструкция гласит, что плавление и заполнение шовного пространства происходит при натирании зоны нагрева присадочным прутком.
Для нагруженных швов не применяется. Технология раздельного нагрева усложнена и требует ювелирного владения горелкой. Чтобы не выжечь на протяженном участке ранее наложенный контактный слой, необходимы ухищрения по поддержанию равной температуры зоны обработки.
Чтобы не выжечь на протяженном участке ранее наложенный контактный слой, необходимы ухищрения по поддержанию равной температуры зоны обработки.
Поверхность нагрева в этот период беззащитна, окисляется. Присадочный стержень следует за щёткой, сцарапывающей окисную плёнку. Заполнение микропор при температуре, далёкой до разжижения основы безопасно: переход алюминия из твёрдого состояния в текучее трудно определить на глаз.
Отмечена невысокая герметичность за счёт образования пор на поверхности шва. Зато HTS2000 один из недорогих в своей нише. Обеспечивает достойную прочность сопряжения.
На сколько хороши разрекламированные патентованные средства и целесообразность применения, проверяем на форумах по отзывам специалистов.
Припой с флюсом HTS-528 с температурным порогом 7600 по этой же схеме применяется для чёрного металла с чугуном, сплавов меди, никеля. Изготовитель рекомендует ориентироваться по цвету нагретой детали, достигнута ли потребная температура.
Что такое флюс для пайки?
Качество пайки основывается на правильности подбора компонентов флюса и присадки. Функция флюса:
Функция флюса:
- Создание вокруг припоя, на поверхности металла легкоиспаряемой плёнку, растворяющую окислы в рабочей зоне.
- Создать условия для растекания припоя за счёт снижения поверхностного натяжения.
- Улучшить сцепление с основой, снизить воздействие окружающей среды.
- Испариться на пороге температуры плавления.
Разнообразие предложений с незамысловатыми и сложными составами жидкого вида, порошков и пастообразных делят на два технологически непохожих вида флюсов для пайки: пассивные и активные в химическом отношении. Продаются паяльные пасты, составленные из комбинации флюс-припой, альтернативные трубчатые припои с заполнением внутренней полости флюсом.
Химически активные
Преимущественно это кислотосодержащие реагенты. Оксидные плёнки, жирный налёт устраняются успешно. Но возникает вопрос по нейтрализации активности агрессивных веществ путём промывки: металл и текстолитовые платы разрушаются коррозией.
Доступны и активно используются ортофосфорная, соляная кислоты после протравки, бура, нашатырь. Воздействие паров на органы дыхания токсично, кожные покровы также уязвимы.
Воздействие паров на органы дыхания токсично, кожные покровы также уязвимы.
Паяльные кислоты применяются в пайке никеля, сталей. Легко удаляют продукты окисления. Требуют нейтрализации слабощелочными растворами с обязательной процедурой окунания в проточную воду. Температуры применения 250–3300 С.
Рабочее помещение при пользовании агрессивными средствами нуждается в вентиляции, минимальная мера – проветривание. Попадание на кожу рук требует смывания с моющими средствами без промедления.
Oрганические
Химически пассивные флюсы снимают жировые плёнки, отчасти нестойкие окислы. Эти органические некорродирующие вещества – защита против окисления. Канифоль сосновая, воск, стеарин и растворы спиртоканифоли не выделяют вредных для здоровья паров. Используются с легкоплавкими припоями в радиотехнике.
Проволока с канифолью
Совмещение двух расходных материалов в одном изделии существенно упрощает процедуру, улучшает эффективность и результативность работы.
 Если канифоль как флюс добавляют отдельно, велика вероятность прибавления лишнего количества.
Если канифоль как флюс добавляют отдельно, велика вероятность прибавления лишнего количества.В готовой проволоке с флюсом соотношение фиксировано, оговорено ГОСТом.
Чаще всего продукцию поставляют в бухте или катушке. Исполнение с упаковкой проволоки в бухты предназначено для постоянной работы в промышленных масштабах. В ассортименте присутствуют изделия самой разнообразной толщины.
Продукция в виде катушек применяется при несколько меньших масштабах использования.
Этот вариант пригоден как для отдельных мастеров, так и для ремонтных предприятий. Толщина проволоки, упакованной в катушки, варьируется от 0,8 мм до максимально возможных 2 мм.
Припойная составляющая представлена сплавом из 2/5 частей свинца и 3/5 частей олова. Каждая гранула припоя окружена канифолью, общая концентрация которой варьируется от 0,8 % до 1,2 %.
Удобство проволоки обусловлено ее гибкостью. При пайке такую смесь можно легко ввести в любой зазор, где она расплавится и обеспечит хорошее обволакивание деталей, образование прочного шва.
Неудобство заключается в низкой температуре плавления смеси. Детали, сделанные из тугоплавких сплавов, таким расходным материалом паять не удастся.
Работа с проволочным припоем, содержащим флюс из канифоли, аналогична стандартной пайке. Сначала детали нужно очистить, затем нагреть их до требуемой температуры и внести в рабочую зону расходный материал.
Наименования и применение
Канифоль сосновая – самый простой, дешевый и доступный вид флюса с низким током утечки. Относится к классу химически пассивных флюсов. На рынке она доступна в свободной продаже из-за популярности. Применяется практически широком спектре радиомотажных работ. Умеренно растворяется в спирте с добавлением глицерина, благодаря чему стали популярны среди радиолюбителей спирто-канифольные флюсы.
Паяльный жир – существует в двух видах: активный и нейтральный. Применяется для окисленных деталей, состоящих из черного или цветного металла. Активный паяльный жир в радиоконструировании не применяется. Нейтральный паяльный жир не содержит активных компонентов, поэтомуможет использоваться для пайки радиодеталей.
Нейтральный паяльный жир не содержит активных компонентов, поэтомуможет использоваться для пайки радиодеталей.
- Бура – необходима при высокотемпературной пайке высокоулеродитсых металлов: чугуна, меди, стали и т.д.
- ТАГС – флюс на глицериновой основе для радиомонтажа. Из-за остаточного сопротивления нуждается в отмывке спиртом.
- Флюсы ЗИЛ – хорошо подходят спаивания стали, латуни, меди легкоплавкими припоями на основе висмута.
- Ф-38Н ПЭТ – сильно химически активный флюс. Применяется для пайки быстро окисляемых на воздухе металлов при температуре выше 300 градусов. Им паяют нихром, манганин, бронзу. Обязательное применение при его использовании средств индивидуальной защиты. Промывка щелочью так же обязательна
- Активные флюсы ФИМ — пайка окисленного серебра, платины. Требует отмывки водном раствором с содержанием соды. В составе флюса фосфорная кислота.
- ФКДТ и ФКТ ПЭТ – популярный неактивный флюс широкого применения для лужения проводов и медных контактов в РЭА.

- ФТС – бесканифольный пассивный флюс без дыма. Предназначен для пайки радиодеталей.
- Паяльная паста «Тиноль» — специальный химический флюс для пайки SMD радиодеталей термофеном паяльной станции.
- Флюс-гель ТТ – флюс с индикатором химической активности красноватого оттенка для широкого спектра пайки. При воздействии температурой обесцвечивается, указывая на отсутствие активных компонентов. Не требует отмывки.
- СТ-61 – паяльная паста пассивная. А – температура плавления +200 градусов, В – для компьютерных и мобильных радио запчастей, С – канифоль.
Припои и флюсы для пайки паяльником.
При пайке паяльником применяют различные припои. А для равномерного растекания припоя по поверхности и снятия пленки окислов со спаиваемых поверхностей используют соответствующие обрабатываемым металлам флюсы. В зависимости от материала, температуры эксплуатации, прочности и герметичности подбирается соответствующий припой и флюс.
На Российском рынке представлены припои зарубежного и отечественного производства. С содержанием свинца и без, в зависимости от потребностей и поставленных задач. Для отечественных припоев маркировка состоит из букв и цифр. Например ПОС-61, что обозначает П – припой, О – оловянный, С – свинцовый, 61 – % содержания олова. ПОС-61 является самым распространенным, так как подходит для пайки в большинстве случаев. В народе ПОС-61 часто называют третник, так как в его составе третья часть свинца (Pb).
Популярные марки отечественных припоев.
| Марка припоя | Состав % от общей массы | Температура плавления ˚С | Область применения |
| Сплав Вуда | Олово — 12,5 Свинец — 25 Висмут — 50 Кадмий — 12,5 | 68,5 | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей, токсичен |
| Cплав д’Арсенваля | Олово — 6,9 Свинец — 45,1 Висмут — 45,3 | 79 | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей |
| ПОСВ-50 Сплав Розе | Олово — 25 Свинец — 25 Висмут — 50 | 94 | Для пайки и лужения деталей, чувствительных к перегреву |
| ПОСВ-33 | Олово — 33,4 Свинец — 33,3 Висмут — 33,3 | 130 | Для пайки деталей из меди, латуни, константана с герметичным швом |
| ПОС-61 | Олово — 61 Свинец — 39 | 190 | Для пайки и лужения токонесущих частей из меди, латуни и бронзы с герметичным швом |
| ПОС-61М | Олово — 61 Свинец — 37 Медь — 2 | 192 | Для лужения и пайки тонких медных проводов и печатных проводников |
| ПОС-90 | Олово — 90 Свинец — 10 | 220 | Для лужения и пайки посуды для пищи и медицинских инструментов |
| ПОС-50 | Олово — 50 Свинец — 50 | 222 | Для пайки и лужения токонесущих частей из меди, латуни и бронзы с герметичным швом. Когда допускается более высокий нагрев, чем при ПОС-61. Когда допускается более высокий нагрев, чем при ПОС-61. |
| ПОС-40 | Олово — 40 Свинец — 60 | 238 | Для лужения и пайки контактных поверхностей в радиоаппаратуре и деталей из оцинкованной стали |
| ПОС-30 | Олово — 30 Свинец — 70 | 266 | Для лужения и пайки деталей из меди, ее сплавов и стали |
| ПОС-18 | Олово — 18 Свинец — 82 | 277 | Лужение и пайка при пониженных требованиях к прочности шва, деталей не ответственного назначения из меди и её сплавов, оцинкованного железа. |
| ПОС-10 | Олово — 10 Свинец — 90 | 299 | Для лужения и пайки контактных поверхностей в радиоаппаратуре |
| ПОССу 4 — 6 | Олово — 4 Сурьма — 6 Свинец — 90 | 270 | Для пайки белой жести, для лужения и пайки деталей с закатанными и клепанными швами из латуни и меди, для шпатлевки кузовов автомобилей. Сплав сурьмянистый, обладает высокой смачиваемостью поверхностей |
| ПОСК 47-17 | Олово — 47 Свинец — 36 Кадмий — 17 | 180 | Пайка проводов и выводов элементов к слою серебра, нанесенного на керамику методом вжигания |
| ПОСК-50 | Олово — 50 Свинец — 32 Кадмий — 18 | 150 | Для пайки деталей, которые более чувствительны к перегреву. Ступенчатой пайки конденсаторов, металлизированной керамике, пайки алюминия, пайки и лужения никеля, меди, бронзы, посеребренных деталей Ступенчатой пайки конденсаторов, металлизированной керамике, пайки алюминия, пайки и лужения никеля, меди, бронзы, посеребренных деталей |
| Авиа — 1 | Олово — 55 Цинк — 25 Кадмий — 20 | 200 | Для пайки тонкостенных деталей из алюминия и его сплавов, токсичен |
| Авиа — 2 | Олово — 40 Цинк — 25 Кадмий — 20 Алюминий — 15 | 250 | Для пайки тонкостенных деталей из алюминия и его сплавов, токсичен |
Бессвинцовые припои.
В Европе и США с недавних времён, а точнее с июля 2006 года директивой RoHS принят запрет на использование свинецсодержащих припоев в производстве электроники. Под раздачу также попали такие химические элементы, как кадмий, ртуть, шестивалентный хром и некоторые другие. Их содержание в электронных компонентах строго нормировано.
| Марка припоя | Состав % от общей массы | Температура плавления ˚С | Область применения |
| Sn | Олово — 100 | 232 | Используют довольно редко, так как он имеет самую высокую температуру плавления |
| Sn99,3Cu0,7 | Олово — 99,3 Медь — 0,7 | 227 | Имеет низкую прочность пайки и довольно высокую температуру расплавления. |
| Sn96,5Ag3,5 | Олово — 96,5 Серебро — 3,5 | 221 | Имеет более высокие показатели надёжности по сравнению с аналогичными припоями обладая большей смачиваемостью |
| Sn96,5Ag3Cu0,5 | Олово — 96,5 Серебро — 3 Медь — 0,5 | 221 | Наиболее широко применяют для пайки из-за сбалансированного соотношения «цена/качество» |
| Sn95,5Ag3,8Cu0,7 | Олово — 95,5 Серебро — 3,8 Медь — 0,7 | 217 | Удачный для замены оловянно-свинцового припоя. Он применяется для пайки оплавлением при поверхностном монтаже элементов |
| Sn96,7Ag2Cu0,8Sb0,5 | Олово — 96,7 Серебро — 2 Медь — 0,8 Сурьма — 0,5 | 222 | Сплав SnAgCu с добавлением сурьмы (Sb) применяется в изготовлении особо ответственных узлов в оборонной технике и автономных устройствах |
| Sn42Bi58 | Олово — 42 Висмут — 58 | 140 | Используется в плавких предохранителях, а также при ступенчатой пайке и монтаже деталей и компонентов, чувствительных к высокой температуре |
| Sn93,5Ag3,5Bi3 | Олово — 93,5 Серебро — 3,5 Висмут — 3 | 213 | Сплав SnAgCu с добавлением висмута (Bi) |
| Sn90,5Ag2Bi7,5 | Олово — 90,5 Серебро — 2 Висмут — 7,5 | 212 | Сплав SnAgCu с добавлением висмута (Bi) |
| Sn89Bi3Zn8 | Олово — 89 Висмут — 3 Цинк — 8 | 199 | Припои с содержанием цинка заслужили не лучшую славу. Причина в том, что цинк придаёт сплаву повышенную химическую активность и низкую коррозийную стойкость Причина в том, что цинк придаёт сплаву повышенную химическую активность и низкую коррозийную стойкость |
| Sn70Bi20In10 | Олово — 70 Висмут — 20 Индий — 10 | 193 | Припои с содержанием висмута и индия обладают высокой стоимостью. На поставки этих металлов есть ограничения. Также их не рекомендуют применять в приборах с высокой температурой эксплуатацией |
| Bi67In33 | Висмут — 67 Индий — 33 | 112 | Низкотемпературный припой без содержания олова |
| Sn95Sb5 | Олово — 95 Сурьма — 5 | 240 | Высокотемпературные припои на основе сурьмы (Sb) |
| Sn20Au80 (Золотой припой) | Олово — 20 Золото — 80 | 280 | Широко используется в военной, аэрокосмической и медицинской отраслях |
Популярные флюсы для пайки электрическим паяльником
Флюс это вспомогательное вещество, используемое для очистки поверхностей спаиваемых деталей от окислов и лучшему распределению припоя по поверхности металла при пайке. Способствует возникновению поверхностного натяжения припоя, для формирования прочной, ровной, красивой пайки. Без применения флюса выполнить паяльником качественную пайку практически не возможно. Для приготовления наиболее популярных флюсов для пайки электрическим паяльником, применяется канифоль. Ее получают из древесины деревьев хвойных пород, в основном сосны. При температуре около 50°С канифоль размягчается, а при 250°С начинает кипеть.
Способствует возникновению поверхностного натяжения припоя, для формирования прочной, ровной, красивой пайки. Без применения флюса выполнить паяльником качественную пайку практически не возможно. Для приготовления наиболее популярных флюсов для пайки электрическим паяльником, применяется канифоль. Ее получают из древесины деревьев хвойных пород, в основном сосны. При температуре около 50°С канифоль размягчается, а при 250°С начинает кипеть.
Канифоль не устойчива к воздействию атмосферной влаги – гидролизуется. Она состоит на 85-90% из абиетиновой кислоты. Если не удалить остатки канифоли после пайки, то происходит окисление места пайки. Многие этого не знают и считают, что канифоль для металла безвредна. Кроме того, впитывая воду из атмосферы, канифоль увеличивает свою проводимость и может нарушать работу электронных устройств, особенно высоковольтных их цепей.
| Наименование флюса | Состав % от общего объема | Область применения флюса | Способ приготовления флюса | Удаление остатков флюса |
| Канифольные не активные флюсы | ||||
| Канифоль светлая | Канифоль светлая — 100 | Пайка меди и ее сплавов легкоплавкими припоями | Готов к использованию | Спиртом или ацетоном, кистью |
| Спирто — канифольный | Канифоль — 20 Спирт — 80 | Пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли | |
| Глицерино — канифольный | Канифоль — 6 Глицерин -14 Спирт — 80 | Герметичная пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли, затем добавить глицерин | |
| Канифольные активные флюсы | ||||
| Канифольный хлористо — цинковый | Канифоль — 24 Хлористый цинк — 1 Спирт — 75 | Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка | Ацетоном, кистью |
| Канифольный хлористо — цинковый (флюс паста) | Канифоль — 16 Хлористый цинк — 4 Вазелин — 80 | Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | |
Кислотные активные флюсы. | ||||
| Хлористо — цинковый | Хлористый цинк — 25 Соляная кислота — 1 Вода — 75 | Пайка деталей из чёрных и цветных металлов | Кислоту медленно вливают в посуду до ¾ ее высоты с кусочками цинка, когда перестанут выделения пузырьки водорода, флюс готов | Промывка водой или раствором питьевой соды в воде, кистью |
| Канифоль — 16 Хлористый цинк — 4 Вазелин — 80 | Флюс паста. Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | ||
| Канифоль — 24 Хлористый цинк — 1 Спирт — 75 | Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка | ||
| ФИМ | Ортофосфорная кислота (плотность 1,7) — 16 Спирит этиловый — 1,6 Вода — остальное | Пайка меди, серебра, константана, платины, нержавеющей стали, черных и других металлов | Кислоту медленно вливают в посуду и затем добавляют спирт | Промывка водой, кистью |
Заключение.
Опираясь на статью и придя в магазин радиотоваров, мы сможем подобрать оптимальные расходные материалы для пайки. Разумеется если известны спаиваемые материалы и требования.
Импортные
- IF 8001 Interflux – один из лучших флюсов для бессвинцовой пайки SMD компонентов, в том числе и работы с BGA чипами. Довольно дорогой. Не требует смывания.
- IF 8300 BGA Interflux (30cc) – для пайки корпусов BGA. Представляет собой гель. Без вредного галогена.
- IF 9007 Interflux BGA – паяльная безотмывочная паста для пайки свинцовым припоем. После работы оставляет едва заметный слой флюса с высоким удельным сопротивлением.
- FMKANC32-005 – крем слабоактивированный безотмывочный. Показывает хорошие результаты при пайке BGA чипов и работе с инфракрасными паяльными станциями.
Классификация
Нередко в маркировке импортных флюсов можно встретить маркировочные символы. Рассмотрим ниже их обозначение:
- «R» — канифоль, которая идет либо в чистом виде, либо в виде раствора (спирто-канифоль).
 Химически пассивный флюс, поэтому перед применением требует ручной зачистки поверхности спаиваемых компонентов от окислов. После окончания работ требует отмывки спиртом или ацетоном.
Химически пассивный флюс, поэтому перед применением требует ручной зачистки поверхности спаиваемых компонентов от окислов. После окончания работ требует отмывки спиртом или ацетоном. - «RMA» — флюс на основе канифоли с небольшим добавлением активаторов (органических кислот и их соединениями). При термической обработке кислотосодержащие активаторы испаряются. Для их применения необходима вытяжка. Оптимальная пайка достигается с использованием горячего воздуха.
- «RA» — активированная канифоль. По заверению производителей из-за низкой активности кислот не оказывает коррозийных процессов на место пайки, поэтому не требует отмывки. Мы бы все таки рекомендовали после работы с ним использовать слабый раствор щелочи или спирт для отмывки, если речь не идет о BGA пайке!
- «SRA» — кислотные флюсы активного действия для пайки нержавеющей стали, никеля. В электронике практически не используются из-за разрушающего действия кислот.
 После пайки таким флюсом изделие нуждается в тщательной отмывке спиртом или ацетоном.
После пайки таким флюсом изделие нуждается в тщательной отмывке спиртом или ацетоном.
Так же нередко к импортным флюсам к названию добавляют надпись «no clean», которая означает, что данный флюс не требует смывки. Такие флюсы нередко применяют при пайке радиокомпонентов, где очистка после пайки деталей затруднена физически. Например, при пайке BGA микросхем.
Марки флюса
Флюс — это вспомогательное вещество, необходимое для освобождения поверхностей спаиваемых деталей от окислов и способствующее лучшему растеканию припоя по поверхности металла при пайке.
При изготовлении наиболее распространенных флюсов , применяется канифоль. Ее получают из древесины хвойных пород (в основном — сосны). При температуре порядка 50°С канифоль размягчается, а при 250°С — начинает кипеть.
Канифоль не устойчива к воздействию атмосферной влаги. Она состоит на 85-90% из абиетиновой кислоты. Если не удалить ее остатки после работ, то происходит окисление места пайки. Данный факт не стоит оставлять без внимания. Ведь, кроме этого, впитывая воду из атмосферы, канифоль увеличивает свою проводимость и может нарушать работу электронных устройств, особенно высоковольтных цепей.
Данный факт не стоит оставлять без внимания. Ведь, кроме этого, впитывая воду из атмосферы, канифоль увеличивает свою проводимость и может нарушать работу электронных устройств, особенно высоковольтных цепей.
Флюсы для пайки — состав и область применения:
| Наименование | Состав % от общего объема | Область применения | Способ приготовления | Удаление остатков |
| Канифольные не активные флюсы | ||||
| Канифоль светлая | Канифоль светлая — 100 | Пайка меди и ее сплавов легкоплавкими припоями | Готов к использованию | Спиртом или ацетоном, кистью |
| Спирто-канифольный | Канифоль — 20 Спирт — 80 | Пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли | |
| Глицерино-канифольный | Канифоль — 6 Глицерин — 14 Спирт — 80 | Герметичная пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли, затем добавить глицерин | |
| Канифольные активные флюсы | ||||
| Канифольный хлористо-цинковый | Канифоль — 24 Хлористый цинк — 1 Спирт — 75 | Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка | Ацетоном, кистью |
| Канифольный хлористо-цинковый (флюс паста) | Канифоль — 16 Хлористый цинк — 4 Вазелин — 80 | Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | |
Кислотные активные флюсы. | ||||
| Хлористо-цинковый | Хлористый цинк — 25 Соляная кислота — 1 Вода — 75 | Пайка деталей из чёрных и цветных металлов | Кислоту медленно вливают в посуду до ¾ ее высоты с кусочками цинка, когда перестанут выделения пузырьки водорода, флюс готов | Промывка водой или раствором питьевой соды в воде, кистью |
| Канифоль — 16 Хлористый цинк — 4 Вазелин — 80 | Флюс паста. Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | ||
| Канифоль — 24 Хлористый цинк — 1 Спирт — 75 | Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка | ||
Флюс на основе спирта и растворителей требуется хранить в герметичной таре, иначе жидкость быстро испарится.
Для алюминия
Fontargen F 400 M порошковый для сплавов с незначительным процентом магния прутками для аргонной сварки. Обеспечивает герметичность. Требует обильной промывки – активно коррозирует.
Обеспечивает герметичность. Требует обильной промывки – активно коррозирует.
Castolyn FBK 192, припой с флюсовым сердечником. Рекомендован для тонкостенных конструкций с предварительным лужением и созданием зазора по периметру 0,2 мм. Состав оболочки Zn-98%, Al-2%. Преимущества материала:
- Нет остаточной коррозии;
- Устойчивость смачиваемости и текучести при t 4400;
- Ускорение кристаллизации;
- Надёжное сращение алюминия с нержавеющей сталью, гальванизированным чёрным металлом, медью.
Castolin 192 пригоден для восстановления внутренних резьб в корпусных деталях, ремонте и заделке поверхностных отверстий, в том числе без наложения заплат. Соединению внахлёст.
Для латуни и медных сплавов
Тугоплавкие коаксильные трубчатые флюсы для пайки – это медно-фосфорные и медно-фосфорные с добавлением серебра комплексы BrazeTec для газо-пламенного плавления. Температуры в пределах 645–8900 С. Соединение близкородственных металлов соседствует с пайкой латунь-сталь. Большой выбор паяльных паст комбинированного состава различного целевого назначения.
Соединение близкородственных металлов соседствует с пайкой латунь-сталь. Большой выбор паяльных паст комбинированного состава различного целевого назначения.
BrazeTec выбирают для особо ответственных работ, причины:
- Задекларированный состав не меняется в разных партиях.
- Сертификат качества гарантирует результативность работ.
Паяльная кислота ПЭТ – оптимальная температура процесса пайки с ее применением 150 – 320 градусов. Применяется при спаивании углеродистых сталей, латуни, меди, никеля.
Чем можно заменить припой для пайки – ▷ Как можно?
В обиходе жизни бывают случаи когда необходимо найти способ, чем заменить припой для пайки, поскольку обычной канифоли дома не оказалось. В домашних условиях можно использовать множество довольно актуальных вариантов, некоторые более доступны, другие наоборот найти будет сложнее. В данный статье мы рассмотрим несколько вариантов таких замен и постараемся дать пояснения по ним подробнее.
Содержание
- 1 Припой в домашних условиях можно заменить
- 2 5 проверенных способов, чтобы паять без паяльника
- 2.1 Лужение без паяльника
- 2.2 Пайка проводов без использования паяльника
- 2.3 С использованием желобка
- 2.4 Пайка посуды или емкостей
- 2.5 Пайка с использованием пасты
- 2.6 Паяльная паста для пайки без паяльника особенности применения
- 2.7 Фольга как способ пайки
- 3 Подборка полезных приспособлений для пайки и ремонта электроники
- 4 Химия для пайки
- 4.1 Подручные средства для замены канифоли
- 4.2 Требования к материалам
- 4.3 Аспирин и электролит из батарейки
- 4.4 Жир, смола, янтарь
- 4.5 Нестандартные способы
- 4.6 Кислоты со стеарином
- 4.7 Припой с канифолью: несколько секретов пайки
- 4.8 Правильная работа с паяльником
- 4.9 Хитрости и секреты работы с паяльником
- 4.10 Как вычистить жало паяльника
- 4.11 Классы паяльных жал
- 4.
 12 Виды паяльных жал никелированных
12 Виды паяльных жал никелированных - 4.13 Как охладить место пайки
- 4.14 Секреты пайки паяльником
- 4.15 Виды флюсов
Припой в домашних условиях можно заменить
| Вариант припоя | Описание |
| Аспирин | Наверное, самый доступный вариант, поскольку его можно найти в каждой аптечке. Для проведения качественной пайки обязательно использовать только сильно концентрированный раствор. Также важно учитывать – пайка с ацетилсалициловой кислотой сопровождается неприятным запахом. Поэтому важно обеспечить хорошую вентиляцию, помещение должно хорошо проветриваться. |
| Жир | Доступное средство, имеющее низкую стоимость. Главные недостатки жира – его консистенция, неприятный запах. Однако, он легко плавится и распространяется по пайке. Рассматривая варианты, чем можно заменить припой для пайки, жир нельзя оставить без внимания. |
| Смола | Использовать лучше смолу деревьев, особенно хвойных. Представляет собой неагрессивное вещество, которое легко плавить и распределять по поверхности. Можно использовать для различных вариантов пайки, лужения. Представляет собой неагрессивное вещество, которое легко плавить и распределять по поверхности. Можно использовать для различных вариантов пайки, лужения. |
| Янтарь | Экзотический и дорогой вариант. Однако благодаря схожим с канифолью характеристикам, является лучшим вариантом для пайки в домашних условиях. Главный недостаток – это низкая доступность. Найти янтарь не так уж и просто. |
| Канифоль для инструментов | Применяется для натирания смычков музыкальных инструментов. Однако ее можно использовать для пайки, поскольку имеет схожие с обычной канифолью характеристики. |
5 проверенных способов, чтобы паять без паяльника
Современный мир насыщен большим количеством разнообразных электротехнических изделий, а также металлической продукцией. Поэтому умение, а также навыки пользоваться обыкновенным паяльником, пригодятся каждому человеку. Благодаря пайке, пользователь может самостоятельно, не пользуясь услугами специальных сервисных центров, ремонтировать разнообразную бытовую технику (телевизоры, мониторы, радиоприемники), а также восстанавливать различные предметы из домашней утвари, при изготовлении которых использовались такие материалы как серебро, медь либо латунь.
Не у каждого человека под рукой есть такой инструмент как электрический паяльник. Однако существует большое количество разнообразных способов, которые позволяют вполне успешно паять разные по своему размеру детали, механизмы, а также изделия, без использования электрических паяльников. Некоторые методы пайки, позволяют паять разнообразные детали, а также соединять между собой металлы, в том случае, когда в доме нет электроэнергии.
Лужение без паяльника
Во время соединения между собой разнообразных участков конструкций механизмов либо деталей, на их поверхность предварительно наносится небольшой слой специального припоя. Такая процедура называется лужением. Благодаря лужению можно существенно улучшить контакт между соединяемыми деталями, а также повысить качество пайки.
Такую процедуру как лужение можно вполне успешно выполнить без такого инструмента как паяльник. Чтобы нанести тонкий слой припоя на детали необходимо взять небольшую металлическую емкость (можно использовать металлическую крышку из-под банки кофе) и насыпать в нее чистого олова либо оловянно – свинцового припоя. Также в емкость следует добавить немного канифоли.
Также в емкость следует добавить немного канифоли.
Затем металлическую емкость нужно разогревать до тех пор, пока не начнет расплавляться помещенный в нее припой. Осуществлять нагрев можно благодаря простой свече, электрической либо газовой плите. Затем конец очищенного от изоляции провода необходимо поместить в канифоль, а потом в расплавленный припой приблизительно на 2 секунды. Затем провод следует извлечь из емкости с расплавленным припоем и при помощи обыкновенной тряпки потереть его. Это позволит устранить из поверхности провода лишние слои припоя.
Без применения пальника можно залудить небольшие участки плоских деталей. Для того на их поверхность необходимо поместить немного, заранее наструганного, припоя и канифоли. Затем деталь необходимо разогреть. Для этого нижнюю ее часть подносят к источнику огня. Разогревать деталь рекомендуется непосредственно в том месте, куда была насыпана канифоль вместе с припоем. После того, как припой полностью расплавится, его при помощи стального стержня, следует аккуратно, равномерно растереть по плоской поверхности детали.
Во время лужения деталей, изготовленных из стали, канифоль использовать не нужно. Однако участки и места стальных деталей, где будет производиться пайка или лужение, необходимо предварительно обработать, используя для этого специальную паяльную кислоту.
Пайка проводов без использования паяльника
Без применения паяльника можно быстро и легко спаять между собой медные провода. Для этого концы проводов подвергаются процессу лужения, а затем скручиваются друг с другом. Потом место пайки необходимо разогревать до тех пор, пока не начнет плавиться слой нанесенного припоя. В этом случае, в качестве элемента для разогрева следует использовать свечу, спички либо обыкновенную зажигалку. Это обусловлено тем, что в данном случае, для разогрева поверхности необходимо узконаправленное пламя.
Для пайки посуды либо домашней утвари, сделанной из алюминия, рекомендуется применять специальный припой, в состав которого входит свинец и олово. Чтобы соединить между собой провода большого диаметра, на место пайки, перед нагревом необходимо добавить немного измельченного припоя. Это обусловлено тем, что одного лужения, для надежного соединения между собой крупного провода может быть недостаточно. Таким образом, можно соединять между собой медные провода, диаметр которых не превышает отметки в 2 мм.
Это обусловлено тем, что одного лужения, для надежного соединения между собой крупного провода может быть недостаточно. Таким образом, можно соединять между собой медные провода, диаметр которых не превышает отметки в 2 мм.
Чтобы надежно припаять провода к деталям, на которых присутствует плоская поверхность необходимо подвергнуть их процессу лужения. Полудить нужно участок поверхности детали, где будет выполняться пайка и конец провода. Затем провод нужно прижать к плоской поверхности и насыпать на него немного припоя. После этого деталь следует разогреть, пока олово полностью не расплавится.
С использованием желобка
Для пайки проводов, диаметр которых составляет не более 3 мм, можно применять специальный желобок. Чтобы изготовить такой желобок можно воспользоваться обыкновенной алюминиевой фольгой, толщина которой составляет около 0,8 мм. Затем с концов провода рекомендуется удалить изоляцию длиной приблизительно в 3 см. Потом очищенные провода необходимо скрутить друг с другом или положить параллельно.
Фольгу следует отрезать в форме полоски, ширина которой должна быть равна участку пайки. Затем ее нужно согнуть в желобок таким образом, чтобы края полностью охватывали и покрывали соединенные участки проводов. Затем в желобок, предварительно загнув одну сторону фольги, насыпается немного канифоли и припоя. Потом фольга, для расплавления припоя, разогревается. После остывания олова, фольгу необходимо снять от спаянных проводов.
Пайка посуды или емкостей
Иногда возникают ситуации, когда нужно запаять небольшие отверстия, которые появились на поверхности такой домашней утвари как кастрюли либо ведра. Если диаметр появившегося отверстия не превышает отметки в 6 мм, тогда их можно быстро запаять, без применения такого инструмента как паяльник.
Для пайки посуды и разнообразных емкостей применяется специальный припой (ПОСво). Место, непосредственно возле отверстия нужно зачистить наждачкой. Зачищается отверстие во внутренней части емкости таким образом, чтобы в итоге оно приобрело форму конуса. Потом место пайки нужно обработать при помощи паяльной кислоты. В качестве альтернативы можно также вполне успешно использовать и соляную кислоту.
Потом место пайки нужно обработать при помощи паяльной кислоты. В качестве альтернативы можно также вполне успешно использовать и соляную кислоту.
В нижнюю часть отверстия нужно поместить небольшую, тонкую пластинку, которая не даст припою высыпаться наружу. В отверстие, с внутренней части емкости, необходимо положить небольшое количество припоя и канифоли. После этого при помощи направленного источника пламени припой нужно нагревать до тех пор, пока он не расплавится.
Для пайки посуды сделанной из алюминия, нужно пользоваться специальным припоем. Для его изготовления необходимо смешать олово вместе с цинком, в пропорции 4 к 1. Вместо цинка можно применять алюминий (в этом случае отношение олова к алюминию будет 99 к 1).
Пайка с использованием пасты
Соединить между собой провода либо разнообразные электронные, радиодетали можно без использования паяльника, при помощи специальной паяльной пасты. Такую пасту можно сделать самостоятельно, в домашних условиях. Для этого нужно взять эмалированную кастрюлю или ведро и налить в нее концентрированную соляную кислоту (32 мл). Затем в емкость необходимо добавить немного воды (12 мл). После этого, в раствор следует добавить цинк (8,1г), и олово (7,8г). Стоит отметить, что олово в емкость добавляется только после полного растворения в растворе ранее добавленного цинка.
Затем в емкость необходимо добавить немного воды (12 мл). После этого, в раствор следует добавить цинк (8,1г), и олово (7,8г). Стоит отметить, что олово в емкость добавляется только после полного растворения в растворе ранее добавленного цинка.
После того, как закончится действие химической реакции, из полученной смеси, путем выпаривания нужно удалить воду. После этого в емкости должна остаться пастообразная, по своей консистенции, смесь. Затем полученную пасту нужно положить в емкость, сделанную из фарфора и добавить в нее измельченный до порошкообразного состояния свинец (7,4г), олово (14,8г). Кроме того, в смесь, для получения пасты, необходимо добавить сухой нашатырь (7,5г), глицерин (10г), канифоль (9,4г), а также измельченный до консистенции пыли цинк (29,6г).
Чтобы спаять между собой провода или детали при помощи пасты нужно сначала зачистить районы, где будет производиться пайка. Затем, используя кисточку, на места пайки нужно нанести слой пасты и при помощи свечи либо огня спиртовки разогреть ее. После расплавления пасты, необходимо убрать источник пламени и подождать пока она полностью не застынет.
После расплавления пасты, необходимо убрать источник пламени и подождать пока она полностью не застынет.
Паяльная паста для пайки без паяльника особенности применения
В продаже встречается специальная паста, которая может применяться в качестве припоя. Кроме этого, ее можно изготовить своими руками. Среди особенностей проводимой работы отметим следующие моменты:
- Проводится зачистка обрабатываемого участка. С каждого провода удаляется изоляция. После этого нужно провести обезжиривание, так как на поверхности жил может остаться нагар.
- При помощи кисточки или другого подобного инструмента наносится паста. Стоит учитывать, что она должна быть распространена равномерно по всей поверхности соединения. Кисточка подбирается в зависимости от поперечного сечения провода.
- Участок, на который была нанесена паста, нагревается. Для разогрева припоя в качестве нагревателя может применяться строительный фен или самодельно жало, обычная зажигалка. Нужно следить за тем, чтобы вещество не закипало, так как это может привести к изменению его основных свойств.

Паста для пайки без паяльника
Состав создаваемой пасты своими руками может несколько изменяться в зависимости от области применения. После воздействия высокой температуры паста становится сплошным материалом, устойчивым к механическому и иному воздействию.
Фольга как способ пайки
Способ пайки с использованием фольги характеризуется практичностью. Как правило, для восстановления соединения требуется всего 5 минут. Фольга может применяться в качестве припоя, который разматывается по всей площади и разогревается до высокой температуры. За счет этого существенно повышается пластичность материала, после остывания он затвердевает.
Фольга может применяться в самых различных случаях. Примером можно назвать повреждение платы или соединения проводов. Среди особенностей проводимой работы отметим следующие моменты:
- Выполняется стандартная подготовка контактов.
- Концы скручиваются для формирования соединения. За счет этого существенно повышается надежность соединения.

- Отрезается требуемое количество фольги, место соединения оборачивается в несколько мотков.
После этого при помощи строительного фена или другого источника тепла проводится равномерный нагрев. Поверхность фольги при воздействии тепла быстро становится мягкой и пластичной, после прекращения нагрева быстро остывает и затвердевает, обеспечивая требуемую степень герметизации и прочность.
В заключение отметим, что без паяльника провести ювелирные работы, а также пайку плат практически невозможно. Это связано с отсутствием возможности направленного воздействия теплом. Однако, в некоторых случаях паяльник и другие инструменты не требуются.
Подборка полезных приспособлений для пайки и ремонта электроники
Инструментов и приспособлений в любом деле много не бывает. Если прежде во время пайки удавалось обходиться паяльником, пинцетом, припоем и канифолью, то сейчас паяльные работы больше напоминают работу хирурга и химика. Появились новые виды флюсов, а радиокомпоненты измельчали.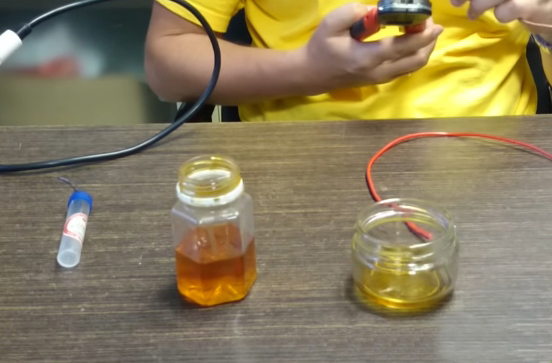 Для получения положительного результата теперь требуется специальный инструмент и оснастка. В новой подборке десяток полезных многим электронщикам-ремонтникам и просто радиолюбителям приспособлений.
Для получения положительного результата теперь требуется специальный инструмент и оснастка. В новой подборке десяток полезных многим электронщикам-ремонтникам и просто радиолюбителям приспособлений.
1. У любого, кто работает паяльником (и не паяет только ведра и тазики) обязательно есть пинцет или целый их набор. Однако большинство пинцетов фиксируют компоненты лишь, когда пинцет надежно зажат пальцами руки. Чуть ослабил хватку и какой-нибудь SMD резистор уже выпал и время уходит на его поиски. Избежать таких ситуаций можно используя пинцет с фиксацией. Длина пинцета 16,5 см, выполнен из нержавеющей стали и доступен в двух вариантах: прямой и изогнутый. Купить можно здесь.
2. Монтаж компонентов сейчас столь плотный, что извлечь их из платы порой бывает довольно проблематично. Не всегда выручают и пинцеты. Справиться с «мелюзгой» при плотном монтаже может помочь специальный компактный фиксатор. Длина фиксатора 120 мм, диаметр 10 мм, внешне напоминает отвертку, но при нажатии на шток-кнопку разжимаются четыре изогнутых щупа, компоненты можно фиксировать и вынимать из платы. Купить фиксатор можно тут.
Купить фиксатор можно тут.
Канифоль конечно флюс хороший, но в нынешних условиях уже далеко не всегда удобный. Сейчас гораздо удобнее пользоваться пастообразными флюсами. Их множество и фасуются они в шприцы, а это накладывает свои требования. Для выдавливания можно пользоваться поршнем от обычного медицинского шприца, но не всегда удается точно рассчитать усилие. В результате флюса выдавливается слишком много. Профессиональные приспособления стоят дорого, потому предлагаю Вашему вниманию пару дозаторов с куда более гуманными ценниками.
3. Первый из них это винтовой дозатор, который позволяет очень точно дозировать выход флюса или маски из шприца. Дозатор рассчитан на работу с шприцами 10 сс, т.е. 10 кубических сантиметров. Фиксируется на корпусе шприца, поршень закреплен на длинном винте, поворотом винта выдавливаем нужное количество флюса, маски и т.д. Просто и экономично.
4. Белее совершенный вариант дозатора, уже имеет более продвинутую форму. Стоит дороже, но зато позволяет обходиться одной рукой. Шприц вкладывается в дозатор, а нужное количество флюса выдавливается «спусковым крючком». По принципу действия напоминает клеевой пистолет. В комплекте десяток игл пяти диаметров.
Стоит дороже, но зато позволяет обходиться одной рукой. Шприц вкладывается в дозатор, а нужное количество флюса выдавливается «спусковым крючком». По принципу действия напоминает клеевой пистолет. В комплекте десяток игл пяти диаметров.
Довольно часто приходится во время пайки убирать лишний припой с полигонов и контактных площадок. Наиболее удобным, на мой взгляд, видится применение специальных приспособлений.
5. Очень хорошо себя зарекомендовала в деле удаления излишков расплавленного припоя медная оплетка, в виде лент разной ширины. В зависимости от ситуации применяется той или иной ширины. Флюс, как и в случае пайки, ускоряет процесс прогрева и улучшает эффективность удаления припоя. Длина оплетки 1,5 метра, ширина на иллюстрации ниже.
6. Когда требуется точечно удалить припой вокруг выводов компонентов медная оплетка помогает слабо. В таких ситуациях куда эффективнее будет использовать оловоотсос. Принцип работы очень простой — в цилиндре корпуса спрятан подпружиненный поршень. Шток поршня утапливается в корпус (тем самым взводится пружина), нагреваем контактную площадку с выводом компонента, прислоняем оловоотсос и кнопкой спускаем поршень. Он двигается вверх и благодаря создаваемому разряжению воздуха, расплавленный припой засасывается внутрь оловоотсоса. Доступны комплекты с расходниками — уплотнительными кольцами для поршня и насадками.
Шток поршня утапливается в корпус (тем самым взводится пружина), нагреваем контактную площадку с выводом компонента, прислоняем оловоотсос и кнопкой спускаем поршень. Он двигается вверх и благодаря создаваемому разряжению воздуха, расплавленный припой засасывается внутрь оловоотсоса. Доступны комплекты с расходниками — уплотнительными кольцами для поршня и насадками.
7. Следующая полезная мелочь — это мочалка для очистки жала паяльника. Очень хорошо очищает жало от окислов и нагара. Как альтернатива — специальная губка, или совсем по-нашему: мочалка для посуды из хозмага (работает, но выглядит не серьезно)).
8. Жала современных паяльников покрыты никилиевым сплавом и благодаря этому служат долго. Однако и они не вечные, никилиевое покрытие порой перестает смачиваться припоем и пайка превращается в увлекательное мероприятие. Можно жало заменить, а можно продлевать ему жизнь, используя восстановитель жал Mechanic MCN-8S. Очищаем жало от нагара, обрабатываем рабочую часть жала восстановителем, пользуемся дальше.
9. При нынешней сложности электроники паяльник вещь не универсальная. Выпаять и припаять SMD резисторы и прочую мелочь еще можно, а вот с чипами дело обстоит куда сложнее. Тут без термофена обойтись сложно. Сам пользуюсь YIHUA 8858-1, который не раз меня выручал. Для домашнего применения вполне и более чем. Мощность 650 Вт, температура регулируется от 100 до 480 градусов, можно изменять скорость воздушного потока (на максимуме 480 л/мин), есть функция калибровки температуры. В комплекте 9 насадок на любой случай. Запасные нагревательные элементы в свободной продаже,
10. И чтобы освободить руки от фена, и свободно заниматься платой электронного устройства наши друзья придумали штатив для термофена вышеуказанной и похожей на него модели. Схож с штативом настольной лампы, но вместо светильника оборудован зажимом для фена. Крепится к столу струбциной, по вертикали угол изменяется на 180 градусов, по горизонтали можно разворачивать на 360, т. е. без проблем можно приспособить под нужные задачи и условия.
е. без проблем можно приспособить под нужные задачи и условия.
Химия для пайки
Пайка — это соединение деталей между собой, для соединения этих деталей используется два основных компонента, это припой и флюс. Ни один процесс пайки не обходится без таких материалов как припой, флюс, канифоль, некоторые радиолюбители используют паяльные кислоты, различные смеси и прочее. В этой статье о них и поговорим.
Припой (олово)
Припой — это металл или сплав, применяется для соединения и пайки радиодеталей, имеет температуру плавления ниже, чем соединяемые металлы. Припой прочно соединяет радиодетали между собой, растекается по нему и заполняет зазоры или отверстия между соединяемыми деталями.
Припои бывают мягкие – температура плавления до 300°C и твёрдые – выше 300 °C. Мягкими припоями являются оловянно-свинцовые сплавы.
Продается они в катушках, тюбиках или же в виде прутков. Припои продаются даже с флюсом, такие легче плавятся и канифоль для пайки радиодеталей обычно не требуется. Радиолюбители часто применяют припой марки ПОС-61.
Радиолюбители часто применяют припой марки ПОС-61.
При использовании низкотемпературных припоев необходим специальный флюс, поскольку стандартный флюс при низких температурах малоактивен.
У бессвинцовых припоев температура плавления либо выше, либо ниже чем у свинцовооловянных видов припоя. Оловянно-свинцовые припои смачиваются лучше чем бессвинцовые, паять ими удобнее. Швы при использовании бессвинцовых припоев, возникающие при длительной эксплуатации также хуже, чем у припоев, содержащих свинец.
Канифоль
Канифоль бывает еловая или сосновая, применяют для пайки радиодеталей совместно с припоем, канифоль ускоряет пайку и способствует быстрому лужению радиодеталей. Канифоль помогает припою прилипнуть к поверхности и растекается по ней блестящей пленкой. После этого деталь очень легко припаивается.
Перед началом пайки разогретый паяльник сначала «макают» в канифоль, затем жалом паяльника дотрагиваются до припоя, после чего уже прикасаются к месту спаивания деталей. Количество канифоли здесь играет немаловажную роль и жалеть ее не надо Есть и другие способы нанесения канифоли, например, поднося кусочек к месту пайки, так например лудят вывода радиоэлементов или залуживают провода, всё зависит от конкретного случая.
Количество канифоли здесь играет немаловажную роль и жалеть ее не надо Есть и другие способы нанесения канифоли, например, поднося кусочек к месту пайки, так например лудят вывода радиоэлементов или залуживают провода, всё зависит от конкретного случая.
Флюс
Флюс предназначен для удаления окислов или жировых загрязнений с поверхности металла, улучшения растекания жидкого припоя и для смачивания места пайки.
С помощью флюса вывода радиодеталей залуживаются и паяются очень быстро. Флюсы бывают химически активными (кислотными) и пассивными (нейтральными). Активными флюсами называют те флюсы, в составе которых присутствуют вещества, способные вступать во взаимодействие с металлом, это кислоты, хлористый цинк. При использовании таких флюсов паяльные швы подвергаются коррозии, что конечно же является недостатком этих видов флюсов. Но это не означает что применять такие флюсы нельзя, можно, только после того как закончите работу, плату нужно очистить от этого флюса. Одним из таких флюсов является флюс ЛТИ-120.
Одним из таких флюсов является флюс ЛТИ-120.
Многие радиолюбители применяют нейтральный флюс СКФ, такой флюс состоит из: спирта
40% и абсолютно не вреден для печатных плат.
Такой флюс можно изготовить и самому в домашних условиях, для этого берется спирт (70-90%), можно приобрести например в аптеке, и канифоль, ее нужно измельчить. Затем наливаем спирт в небольшую емкость, например в тюбик, и туда насыпаем крошки канифоли, в процентном соотношении примерно 70% спирта и 30% канифоли, затем закрываем пробку и взбалтываем до тех пор, пока канифоль полностью не растворится.
Флюсы бывают для пайки алюминия, нержавеющей стали, латунных, медных и стальных изделий, в виде раствора или порошка. В обычных условиях алюминий с трудом поддается пайке, так как на его поверхности после очистки мгновенно снова образуется оксидная пленка. Поэтому после зачистки место будущего спая на алюминии или его сплавах немедленно заливают заранее расплавленной канифолью. Пайку ведут мощным (не менее 100 Вт) паяльником, используя припой, состоящий из 80% олова и 20% цинка или 95% олова и 5% висмута. Припой набирают на паяльник и переносят на защищенную канифолью поверхность спая. Залуженный таким образом алюминий сравнительно легко поддается спаиванию. К его луженой поверхности можно припаять, например, медные провода.
Припой набирают на паяльник и переносят на защищенную канифолью поверхность спая. Залуженный таким образом алюминий сравнительно легко поддается спаиванию. К его луженой поверхности можно припаять, например, медные провода.
Паяльная паста
Паяльная паста представляет собой пастообразное вещество, состоит из мельчайших шариков припоя, флюса и различных добавок. Паяльные пасты бывают безотмывочные и водосмываемые, последние содержат активные вещества, частицы которых могут стать причиной коррозии, если не удалить их с поверхности печатной платы.
Паяльная паста в основном применяется для поверхностного монтажа, для чип (SMD) радиодеталей и особенно удобны для пайки в труднодоступных местах. Пайка радиодеталей такой пастой осуществляется с помощью паяльной (фен) или ИК станции. Если вкратце, то технология следующая, сначала наносят капли пасты на места будущего спая, располагают радиодетали и нагревают.
Последовательность действий при пайке следующая:
1. Сначала поверхность платы нужно очистить, обезжирить и высушить. Для ускорения сушки можно воспользоваться феном.
Сначала поверхность платы нужно очистить, обезжирить и высушить. Для ускорения сушки можно воспользоваться феном.
2. Печатную плату необходимо надежно зафиксировать в горизонтальном положении, чтобы компоненты не слетели.
3. Паяльную пасту нужно наносить на печатную плату в местах будущей спайки, добиться чтобы вся паяемая поверхность была смочена пастой.
4. На плату устанавливаются детали: чип резисторы, конденсаторы, микросхемы и пр…
Постарайтесь добиться точного совмещения ножек микросхем и компонентов на печатной плате.
5. В идеале плату нужно подогревать еще и снизу, через пару минут фен устанавливается на температуру 150*C и несильной струей воздуха чтобы не сдуть детали, прогревается паяемая верхняя сторона платы вместе с установленными деталями. Прогрев продолжается до тех пор, пока флюс из паяльной пасты не испарится. Далее фен устанавливается на температуру около 240*C (температура плавления оловянно-свинцовой паяльной пасты около 200*C), и поверхность платы снова прогревается, при этом частицы припоя в пасте должны оплавиться и сформировать аккуратную пайку.
6. После окончания пайки плате нужно дать время остыть, затем можно ее промыть
Паяльный жир и паяльная кислота
Паяльный жир (бывает активным и нейтральным) нужен для тех же целей, что и канифоль, снимать невидимую оболочку-окисел с металла и улучшать пайку. Но если канифоль не справляется с этой задачей и эту оболочку со стали снять не может, то паяльный жир — пожалуйста!
Если металл не хочет лудиться, применяют паяльную кислоту. Преимущества кислоты в том, что она быстрее и качественнее обезжиривает детали для пайки, чем канифоль и жир паяльный.
Недостаток ее в том, что после пайки она еще долго реагирует с металлом, а также является очень неплохим проводником электрического тока, поэтому ее никогда уважающие себя электрики и электронщики не используют, им ни к чему посторонние пути прохождения тока.
Медь, бронзу, латунь можно паять канифолью или флюсом, свинец канифолью не будет паяться, нужно паять паяльным жиром. Если никель, сталь или железо то применяют паяльную кислоту, после пайки остатки кислоты нужно смыть водой. Если есть вариант выбора, то стоит выбирать все таки паяльный жир, т.к. он совмещает в себе преимущества и кислоты и жидкой канифоли (флюса).
Если есть вариант выбора, то стоит выбирать все таки паяльный жир, т.к. он совмещает в себе преимущества и кислоты и жидкой канифоли (флюса).
Бура
Это высокотемпературный флюс (700-900*С), буру используют как флюс для пайки сталей, чугуна, меди и её сплавов среднеплавкими медными, латунными, золотыми и серебряными припоями. Расплавленная бура растворяет окислы металлов и очищает поверхность спаиваемых деталей. После применения буры при пайке необходимо удалять оставшиеся соли, применяя механическую зачистку.
Бура с борной кислотой при смешивании по весу один к одному образует борный флюс. Нужно перемешать составляющие, тщательно растереть в фарфоровой ступке, нагревая растворить в дистиллированной воде и выпаривать до твёрдого остатка. Для повышения активности флюса в смесь добавляют фтористые и хлористые соли.
Оксидал
Применяется для очистки жал паяльников или для пайки окисленных выводов радиодеталей. Для лучшего действия оксидала паяльник должен быть не менее 40 ватт. Продается оксидал в виде порошка, при работе с ним он выделяет неприятный запах и место около пайки покрывается «инеем». После пайки оксидалом остатки удаляются механическим путем.
Продается оксидал в виде порошка, при работе с ним он выделяет неприятный запах и место около пайки покрывается «инеем». После пайки оксидалом остатки удаляются механическим путем.
Цапонлак
Цапонлак применяют для покрытия печатных дорожек с целью защиты их от внешних воздействий, например для защиты от влаги. Со временем на местах спайки радиодеталей могут появляться микротрещины, а проникновение в трещину паров воды со временем вызывает образование не проводящих тока оксидов. Цапонлак, нанесенный на точку пайки, образует прочную поверхностную упругую пленку и защищает это место от влаги.
Цапонлак бывает разных цветов: зеленого, красного, синего… Наносить его на плату лучше кисточкой или мягкой губкой. Покрывать цапонлаком (и вообще любыми ацетоносодержащими веществами) печатные платы целиком не рекомендую. Для этих целей продаются специальные бесцветные лаки.
Плата, покрытая цапонлаком:
Цапонлак удобно применять для фиксации резьбовых соединений, например чтобы не развинчивалась гайка.
Подручные средства для замены канифоли
Любая пайка может быть успешной только при соблюдении всех требований к выполнению процедуры. Одним из главных условий является использования многокомпонентного флюса или обычной канифоли.
В продаже имеется достаточное количество готовых средств. Самым доступным, популярным признана канифоль. Случается так, что материала нет под руками, а припаять что-то нужно срочно.
Приходится соображать, чем можно заменить канифоль без ущерба для результата работы. Благо, выпускается большое количество специальных флюсов, а помимо них, можно использовать подручные средства.
Требования к материалам
Любой флюс предназначен для удаления оксидного налета на металлических деталях, предотвращения окисления при пайке, улучшения распределения припойной массы в рабочей зоне.
Канифоль благополучно справляется с задачей. Соединения получаются качественными и долговечными.
Размышляя над тем, чем заменить канифоль в домашних условиях, следует помнить о необходимости выполнения припоем всех функций.
Замена должна соответствовать ряду следующих требований:
- иметь невысокую температуру плавления и небольшую плотность;
- хорошо расплавляться паяльником;
- не растекаться вне рабочей зоны;
- эффективно растворять оксиды;
- равномерно распределяться по поверхности;
- не вступать в реакции с металлом деталей и припоем;
- подлежать легкому удалению по окончании работы.
Продукты разложения флюса вместе с растворенными оксидами должны легко выталкиваться расплавом припоя из зоны формирования шва.
Натуральная светло-желтая канифоль, похожая на стеклообразную массу, — идеальный вариант. Чем ее можно заменить – подсказывают опытные умельцы.
Аспирин и электролит из батарейки
Многие мастера считают самым доступным вариантом – применение аптечного аспирина.
Обращаем внимание на то, что заменить канифоль шипучими таблетками не удастся. Они содержат наполнители (соединения натрия), которые при пайке не нужны. Поэтому применяют самый обычный простой аспирин.
Поэтому применяют самый обычный простой аспирин.
Таблетки следует растолочь до порошкообразного состояния и растворить в воде или обычном винно-водочном спирте. Можно взять одеколон в качестве растворителя.
Растворяется ацетилсалициловая кислота хорошо. Ее свойств бывает достаточно для очистки поверхности, удаления грязи. Она может заменить канифоль без труда.
Неудобство состоит в необходимости проведения работы под вентиляционной вытяжкой или в проветриваемом месте. Припои без канифоли с аспирином при нагревании выделяет резко пахнущие вредные газы. Дышать ими не нужно и невозможно.
Если аспирина рядом нет, заменить канифоль рекомендуют электролитом от использованной солевой батарейки. Важно, чтобы она не была щелочной.
Жир, смола, янтарь
Хорошо расплавляется, распределяется на поверхности животный жир. Подойдет любой жир как пищевой, так и технический.
Запахи при работе исходят неприятные, но переносить их некоторое время можно без вентиляции.
Многие умельцы, особенно живущие в окружении лесов, применяют обычную смолу деревьев. Она легко плавится, хорошо растекается по поверхности рабочей зоны.
Есть положительные отзывы об использовании смолы елей, сосен. Ее собирают в обычной банки из жести, измельчают, насколько это возможно, а затем потихоньку растапливают на водяной бане.
Расплав нужно постоянно помешивать, убирая из него иголки и древесные частицы. Этот материал по составу максимально приближен к канифоли. Поэтому заменить ее таким способом можно без проблем.
Для пайки железа древесную смолу советуют растворить в пищевом уксусе. Обращаем внимание на то, что применять эссенцию или концентрированную уксусную кислоту нельзя.
Очень подходит для применения в качестве флюса янтарь. Совет приемлем для жителей регионов, в которых янтарь добывают. Всем остальным заменить канифоль янтарем сложно. Цена слишком высока.
Нестандартные способы
Если нет рядом канифоли для пайки, можно использовать материал для натирания смычков. Он лучше очищен. Все свойства сохранены. Стоимость замены будет ощутимой.
Он лучше очищен. Все свойства сохранены. Стоимость замены будет ощутимой.
Сообразительные мастера, у которых есть припои с флюсом, предлагают замочить его в спирте, дождаться пока канифоль вся растворится. Времени это занимает немного.
Говорят, что таким спиртовым экстрактом заменить канифоль удается с успехом. Спиртовая составляющая постепенно улетучится. Твердый компонент соответствует требованиям, предъявляемым к флюсам.
При работе со старой аппаратурой заменить канифоль можно остатками в местах старой пайки. Нужно прикоснуться туда проводком и паяльником, сделать соединение. Этот метод приемлем для экстремальных ситуаций при не очень высоких требованиях к швам.
Кислоты со стеарином
Случается так, что рядом не оказывается ничего подходящего для замены. Тогда для удаления оксидов подойдет любая кислота, кроме концентрированной серной и азотной.
Для предотвращения окисления металла можно тщательно зачистить его и припой, затем покрыть их стеарином. Стеарин (парафин) можно взять из свечек.
Стеарин (парафин) можно взять из свечек.
Перед нанесением защитного слоя на металл стеарин нужно расплавить, не перегревая. Защитный слой исключит контакт с кислородом. Пайку следует проводить под стеариновым слоем.
Некоторые мастера, чтобы заменить канифоль, на зачищенную поверхность металла намазывают всем известный клей БФ-6. Паять при этом нужно, сильно прижимая паяльник.
Приведенные способы – это «скорая помощь» паяльщика. При неожиданных ситуациях выход всегда можно найти с помощью простых и доступных средств. Но все же для качества пайки лучше использовать специальные средства.
Припой с канифолью: несколько секретов пайки
Каждый радиолюбитель или мастер, занимающийся ремонтом самостоятельно, рано или поздно вынужден будет взять в руки паяльник и попробовать. Качество выполненных работ и даже работоспособность изделия будут напрямую зависеть от множества факторов, знать о которых обязательно нужно, прежде чем начинать работу.
Правильная работа с паяльником
Несмотря на кажущуюся простоту работы паяльником, очень желательно иметь начальные навыки качественной работы и уметь правильно использовать припой с канифолью.
Паяние производится с помощью разнообразных припоев. Так называемый припой в катушке с канифолью, пожалуй, самый популярный. При выполнении работ, связанных с пайкой, применяют припой. Количество содержащегося в нем олова и свинца — 60 и 40 % соответственно. Этот сплав плавится при 180 гр.
Что необходимо для работы с паяльником:
Нагретый припой создает достаточное внутреннее соединение с такими металлами, как медь, латунь, серебро и т. д., если выполнить следующие условия:
- Поверхности деталей должны быть зачищены от окислов.
- Деталь в месте пайки прогревают сильнее температуры плавления самого припоя.
- Во время работы место пайки требуется защитить от воздействия кислорода, для этого применяются различные флюсы. Они создают защитную пленку непосредственно над местом пайки.
Книгу о том, как паять, можно прочитать и понять, но навыки пайки можно получить только на практике.
Хитрости и секреты работы с паяльником
После того, как припой начал плавиться, им уже можно паять. Для этого нужно покрыть жало паяльника нетолстым слоем припоя, а затем хорошенько вытереть его о влажную губку. Так удаляют оставшийся от работы припой с канифолью. Не будет лишним взять в привычку протирать жало о мокрую губку каждый раз после пайки.
Для этого нужно покрыть жало паяльника нетолстым слоем припоя, а затем хорошенько вытереть его о влажную губку. Так удаляют оставшийся от работы припой с канифолью. Не будет лишним взять в привычку протирать жало о мокрую губку каждый раз после пайки.
Перед тем как начать паять радиодеталь, ее нужно подготовить. Следует согнуть ее выводы таким образом, чтобы деталь свободно входила в предназначенные для нее отверстия.
Новички без опыта работы часто касаются места пайки кончиком жала паяльника. А нужно держать паяльник так, чтобы между ним и местом пайки площадь контакта была как можно больше, иначе то место, в котором нужно произвести пайку, нагревается недостаточно для скрепления деталей.
Как вычистить жало паяльника
При паянии часто на паяльнике появляется нагар. Его можно убрать простой водой. Если провести паяльником по влажной ткани, то окалина останется на ней, а жало станет снова чистым. Периодически нужно это проделывать во время работы с паяльником. Если ткань не помогает, можно использовать жесткую губку.
Если ткань не помогает, можно использовать жесткую губку.
Классы паяльных жал
- Жала съемные с покрытием из никеля.
- Жала медные.
Паяльные жала первого класса обычно используют в сложных паяльниках, в которых есть возможность регулировать температуру.
Жала второго — самые распространенные.
Виды паяльных жал никелированных
- Жало в форме иглы — им паяют очень маленькие радиодетали, такие как SMD. При осуществлении ремонта телефонов такое жало незаменимо. Оно применяется на платах с высокой плотностью монтируемых деталей.
- Жало-лопаточка — применяется для осуществления выпаивания и в случаях монтажа крупных радиодеталей. Им работают с многовыводными микросхемами.
- Жало в форме капли — им удобно переносить припой с канифолью к месту паяния, что приводит к повышению качества работы.
- Жало с изогнутой формой — чаще всего им отпаивают радиодетали, находящиеся в медной оболочке, чтобы на плате не оставался лишний припой.
 Оно может применяться и для обычной пайки. Паяльник нагревается до температуры 290-300 С.
Оно может применяться и для обычной пайки. Паяльник нагревается до температуры 290-300 С.
Работая с паяльником, необходимо всегда содержать его в идеальной чистоте. Новые паяльные жала обычно обрабатывают с помощью молотка, чтобы на его поверхности образовались мелкие зазубрины. Впоследствии их аккуратно подравнивают напильником, чтобы придать жалу наиболее правильную форму.
Затем жало следует залудить, используя припой с канифолью. То есть покрыть тонким слоем припоя, обмакнув его в канифоль.
Как охладить место пайки
Пинцет из металла, которым придерживают радиодеталь, в процессе пайки работает еще и как теплоотвод. Можно для этой цели использовать и специальный зажим «крокодил».
Секреты пайки паяльником
Для получения хорошего результата при пайке обязательно нужно правильно применять припой с канифолью и флюсом. Это легкоплавкий сплав особого металла, которым спаивают выводы деталей и провода.
- Лучший припой — это олово в чистом виде.
 Но такой металл стоит слишком дорого, чтобы использовать его при паянии. Поэтому при работе с радиодеталями применяют так называемые свинцово-оловянные припои.
Но такой металл стоит слишком дорого, чтобы использовать его при паянии. Поэтому при работе с радиодеталями применяют так называемые свинцово-оловянные припои. - Свинец с оловом. По прочности пайки эти припои не хуже чистого олова. Плавятся они при температуре 170-190 градусов. Принято обозначать такие припои аббревиатурой «ПОС» — припой оловянно-свинцовый. Стоящая после этих букв в обозначении цифра значит долю олова, выраженную в процентах. Лучше пользоваться припоем «ПОС-6О».
- Флюсы — это вещества, которые обладают противоокислительными свойствами. Их применяют для предотвращения окисления места пайки. Если не применять флюс, то припой просто не прилипнет к поверхности металла.
Виды флюсов
При работе с радиодеталями применяют флюсы, в которых не содержится кислота. Например, канифоль. В магазинах продается и смычковая канифоль для смазки музыкальных инструментов. Ее вполне можно использовать и для пайки. А вот металлическую посуду паяют, используя припой без канифоли. Для ее ремонта потребуется «паяльная кислота». Это растворенный в соляной кислоте цинк. Радиодетали паять таким припоем тоже нельзя, поскольку со временем он разрушит пайку.
Для ее ремонта потребуется «паяльная кислота». Это растворенный в соляной кислоте цинк. Радиодетали паять таким припоем тоже нельзя, поскольку со временем он разрушит пайку.
Если требуется произвести пайку в труднодоступных местах, то нужно иметь жидкий флюс. Его можно изготовить самостоятельно. Канифоль измельчается в порошок, всыпается в ацетон или этиловых спирт. Перемешав раствор, нужно подсыпать еще канифоль до получения густой кашицеобразной массы. На места пайки такую жидкую канифоль следует наносить кисточкой или палочкой. При этом есть нюанс — для работы с печатными платами флюс должен быть более жидким. Для труднодоступных мест можно также применять припой проволочный с канифолью, что намного удобней.
При работе с различными флюсами необходимо учитывать, что те, которые имеют в своем составе ацетон, — очень токсичны. Поэтому, работая с ними, необходимо избегать попадания паров в дыхательные пути. Паять лучше около окна, если лето, а зимой почаще проветривать помещение, в котором проводится работа. По окончании работы обязательно нужно вымыть руки с мылом в теплой воде.
По окончании работы обязательно нужно вымыть руки с мылом в теплой воде.
формула приготовления с применением соляной кислоты и хлорида цинка
При проведении пайки для предварительной обработки поверхности деталей во многих случаях используют флюсы кислотного характера. Степень активности материала подбирают в зависимости от типа металла и меры его загрязнения.
В продаже есть различные средства, состав которых подобран с учетом специфики предстоящей работы. Можно сделать паяльную кислоту в домашних условиях самостоятельно.
Для этого потребуется определенные знания, элементарное умение делать химические составы и небольшая сумма денег для приобретения компонентов.
Альтернатива паяльной кислоте
Необходимо спаять стальные контакты. За паяльной кислотой идти не охото, больно далеко магазин.. Есть дома концентрированная уксусная Не подойдет? Или как нибудь аспирин задействовать в этом деле
 icio.us
icio.usда любая пойдет, хоть серная хоть фосфорная (только не сильно разведенная водой) — ее цель снять окислы. посмотри у мамы СОЛИТА для чистки унитазов, или санитарный(но он хуже намного), или купи сходи в хозяйственный
- Поделиться этим сообщением через
- Digg
- Del.icio.us
- Technorati
- Разместить в ВКонтакте
- Разместить в Facebook
- Разместить в MySpace
- Разместить в Twitter
- Разместить в ЖЖ
- Разместить в Google
- Разместить в Yahoo
- Разместить в Яндекс.Закладках
- Разместить в Ссылки@Mail.Ru
- Reddit!
Аспирин не пойдет.
Кислота здесь ни причем. Сталь крепко не спаять без флюса или «паяльной кислоты». На самом деле это не кислота , раствор хлористого цинка. Изготавливается так наз «травлением» : берется крепкая соляная кислота и кладется туда цинк.При этом выделяются пузырьки газа водорода / ??/ — процесс «травления».Цинк добавлют понемногу до тех пор пока не прекратится выделение газа Но полностью «протравить» кислоту ,чтоб получить чистый раствор хлористого цинка в домашних условиях трудно.Поэтому всегда в хлористом цинке присутствует небольшой процент соляной кислоты.И этот остаток кислоты, в дальнейшем может разъесть пайку,если тщательно не промыть изделие водой.
Опытные мастера – электронщики и домашние радиолюбители знают, что для качественного соединения понадобится не только паяльник, но и дополнительные аксессуары. Для пайки используется флюс и припой, последний выполнен на основе свинца и олова, зачастую предлагается в виде проволоки. Характеристики соотношения проволоки, флюса могут отличаться по параметрам, зависимым от типа изделия.
Читать также: Оборудование для производства пеллет в домашних условиях
В качестве второго компонента выступает флюс, распространенная форма применяется в виде канифоли. Она помогает качественно, быстро спаять детали медного состава, провода и другие материалы. Паяльной кислотой возможно работать с материалами латуни, никеля, нержавейки и т.д.
Применение олова для пайки
Для пайки металлов могут использоваться разные материалы, но проводить соединение элементов оловом намного проще и удобнее.
Оловом можно соединять детали из нержавейки, алюминия, меди, а также ее сплавов.
Олово расплавляют при температуре 2500, с этой целью могут применяться разные нагревательные приборы:
Паяльник – устройство с металлической рабочей частью и пластмассовой ручкой, может иметь разнообразные жала-наконечники.
Разогревается газовой горелкой.
Электрический паяльник – в комплекте имеет сменные жала различных размеров и форм. Конструкция собрана из паяльного стержня и нагревательной спирали, которая может иметь разную мощность нагрева.
Конструкция собрана из паяльного стержня и нагревательной спирали, которая может иметь разную мощность нагрева.
ВАЖНО ЗНАТЬ: Советы по сварке алюминия электродами
Газовая горелка – переносная конструкция представляет собой емкость с ручкой и соплом для образования огня разной интенсивности.
Как правильно паять оловом нержавейку?
Для пайки элементов из нержавейки рекомендуется применять активную паяльную кислоту, например, хлорид цинка или ортофосфорную.
Флюс наносится на поверхность нержавейки прямо перед началом пайки. Расплавленным оловом облуживают наконечник паяльника и начинают хорошо прогревать поверхность нержавейки.
Процедуру повторяют до тех пор, пока покрытие не станет равномерным. В процессе пайки можно использовать канифоль, которая позволит сделать поверхность гладкой, путем удаления с припоя окиси.
Видео:
После того как пайка нержавейки завершена, изделие отмывают от остатков кислоты мыльной водой. Излишки канифоли легко удаляются в холодной воде.
Здесь стоит отметить, что качественно выполненная пайка будет иметь равномерную и гладкую поверхность.
Как правильно паять оловом алюминий?
Прежде чем паять алюминий, проводят зачистку поверхности с помощью наждачной шкурки, затем рабочую область обезжиривают органическим растворителем.
Для спаивания алюминия понадобиться паяльник с мощность 100 Вт, а также припой из олова – 95% и висмута – 5%. В качестве флюса можно применить стеариновую кислоту.
Так как изделия из алюминия плохо поддаются пайке по причине быстрого образования оксидного слоя после зачистки, необходимо соединяемую поверхность залить горячей канифолью.
Видео:
Затем жалом паяльника берут припой и переносят его на рабочую часть, обработанную канифолью.
Выполнив, таким образом, лужение алюминия, спаивать поверхность станет легче, к ней при необходимости можно будет припаять даже провода меди.
Особенности применения и пайки с паяльной кислотой
Категория, к которой попадает паяльная кислота отличается на фоне других реагентов, обладает рядом положительных свойств. В качестве флюса изделие распространяется только в жидком виде, некоторые составы возможно разбавлять для снижения концентрации при взаимодействии с металлом. Перед тем, как использовать элемент, стоит разобраться, для чего нужна паяльная кислота.
В качестве флюса изделие распространяется только в жидком виде, некоторые составы возможно разбавлять для снижения концентрации при взаимодействии с металлом. Перед тем, как использовать элемент, стоит разобраться, для чего нужна паяльная кислота.
Перед спайкой металлов необходимо подготовить области к применению. При длительной эксплуатации металлы имеют свойство окисляться, на них ложится слой грязи, пыли. Если с грязью возможно справиться механическим способом, при помощи шкурки или напильника, то окислы устраняются только с применением химических растворов. Паяльная кислота помогает предотвратить появление новой пленки, удалить присутствующие отложения.
Чистка металла паяльной кислотой
Основные металлы, которые возможно обработать паяльной кислотой:
- сплавы меди любыми пропорциями;
- железные изделия;
- никель;
- всевозможные сплавы цветных металлов;
- сталь.
Латунные, медные сплавы возможно пропаять с помощью буры. Алюминиевые или стальные изделия никак не соединится без паяльной кислоты. Перед тем, как паять кислотой, деталь обрабатывается от твердых отложений, после пайки смывают водой с малым щелочным содержанием. Разновидности паяльной продукции производятся по стандартам ГОСТ 23178-78, обладают текучестью, пониженной вязкостью.
Алюминиевые или стальные изделия никак не соединится без паяльной кислоты. Перед тем, как паять кислотой, деталь обрабатывается от твердых отложений, после пайки смывают водой с малым щелочным содержанием. Разновидности паяльной продукции производятся по стандартам ГОСТ 23178-78, обладают текучестью, пониженной вязкостью.
Пайка в домашних условиях
Одним из старейших и достаточно простых способов надёжного соединения металлических деталей является так называемая пайка, используемая при изготовлении какой-либо продукции с помощью поверхностной диффузии, а также при расплавлении посреднического металла.
Широкое распространение этот способ получает, как правило, в случае необходимости ремонта технических устройств, предметов хозяйственного обихода. Электро- и радиотехника является наиболее распространённой сферой применения пайки.Положительные моменты пайки заключаются в их простоте и всеобщей доступности, несложности ремонта, демонтажа, а также водоустойчивости.
Отрицательными сторонами пайки выступает относительно невысокая прочность пайки, невозможность применения к некоторым металлам, относительная нетерпимость к холоду и теплу (от -25 до +200 градусов).
Виды припоев для пайки
Для пайки, как правило, используется так называемый припой — легкоплавкий сплав из металла. Центральной разновидностью припоя выступает оловянно-свинцовый сплав.
С учетом наличия определённого элемента припои подразделяются по различным температурам плавления, а в последующем это обстоятельство определяет преимущественную сферу их применения. Обширное распространение получили припои с температурой около 200 градусов.
Как правило, на верхней части деталей, которые спаиваются, используется флюс, разрушающий окислы. Эффективность пайки без использования флюса равна нулю. Характерной особенностью флюса выступает то, что для пайки определённых металлов используются различные его модификации.
Виды паяльных кислот и особенности применения
Паяльная кислота подразделяется на два основных вида, вне зависимости от сферы применения, ортофосфорный и соляной тип. Вне зависимости от состава, назначением является удаление окислов, загрязнений с областей пайки. Качественный, аккуратный шов может быть исполнен только при соблюдении условий подготовки металлов. Долговечность материалов повышается за счет образования защитной пленки от окисления на поверхности соединения.
Качественный, аккуратный шов может быть исполнен только при соблюдении условий подготовки металлов. Долговечность материалов повышается за счет образования защитной пленки от окисления на поверхности соединения.
Важно знать, что использовать флюс при работе с электронными платами категорически запрещается. Тонкие и хрупкие элементы могут быть стерты с конструкции платы, кислота для пайки производит токопроводящие соединения. Все эти факторы могут плачевно повлиять на работоспособность узла, конструкции общим состоянием.
Хлорцинковый флюс
Раствор хлористого цинка применяется для пайки соединений железа. Составом является цинк, растворенный соляной кислотой. Производится раствор следующим образом:
- подготавливается гранулированный цинк;
- в зависимости от технического задания, добавляют раствор, либо концентрат;
- после химической реакции цинка, возможно использовать смесь.
Пропорциональные части берутся на примере 1 литр соляного раствора на 400 грамм гранулированного цинка. По окончании работ следует обработать поверхность для прекращения реакции, для этого отлично подходит мыльный раствор. Перед изготовлением самостоятельно, следует помнить, что важно соблюдать последовательность. Кислоту разбавляют цинком, при этом образуются газы, получается достаточно взрывоопасная смесь. Все действия производятся на проветриваемом месте.
По окончании работ следует обработать поверхность для прекращения реакции, для этого отлично подходит мыльный раствор. Перед изготовлением самостоятельно, следует помнить, что важно соблюдать последовательность. Кислоту разбавляют цинком, при этом образуются газы, получается достаточно взрывоопасная смесь. Все действия производятся на проветриваемом месте.
Читать также: Трубогиб арбалетный для медных труб
Олеиновая кислота
Для пайки алюминиевых сплавов прекрасно подходит олеин. Не применяется чистым видом, доступен только в техническом состоянии. Стабильное состояние достигается путем смешивания олеина с различными жирными кислотами. Далее вступает в реакцию йодид лития, который заканчивает смешивание массы для пайки алюминия.
Пайка олеиновой кислотой позволяет производить стыковку материалов из медных и алюминиевых сплавов, без образования химической пленки и окисления.
Олеиновая кислота Б-115
Флюс используется для защиты от процессов коррозии на стыке, при механическом воздействии, образуется новая пленка, что позволяет не беспокоится о надежности соединения.
Взамен паяльной кислоты, другие флюсы не имеют схожих свойств, возможно применение машинного масла с растертыми опилками, процесс пайки происходит втирание состава при стыковке. При нагревании олеиновый тип паяльной кислоты испаряется, но место пайки залужено, о качественном соединении бессмысленно беспокоится.
Ортофосфорная кислота
При обработке металлов ортофосфорным раствором происходит построение защитной пленки, препятствующей образованию окислов, химических реакций металла. Характеристики раствора состоят в бесцветной субстанции, неорганического рода. Гигроскопичная структура в виде пастообразной структуры взаимодействует при нагревании и растворяется в жидкий состав. Обладает хорошими свойствами текучести, легко убирается водой после работы.
Пайка ортофосфорной кислотой
Применяется ортофосфорная кислота при пайке углеродистых, легированных сталей. Также к работе подходят сплавы меди и никеля, рабочая температура при паяльных работах начинается от 350 градусов. Кислотная пленка разрыхляется, отводится на поверхность путем растворения слоя оксидов. Надежная спайка достигается путем образованной оксидной пленки ортофосфорной кислотой.
Кислотная пленка разрыхляется, отводится на поверхность путем растворения слоя оксидов. Надежная спайка достигается путем образованной оксидной пленки ортофосфорной кислотой.
Флюс ВТС
Салициловая основа, распространенная составом аспирина, применяется как составляющая часть флюса для пайки. Наиболее широко применяется к работе с драгоценными металлами, ввиду слабого взаимодействия с частицами изделия.
Основное преимущество, это защита от окисления места пайки, нет необходимости удалять флюс, если только не предъявляются дополнительные требования.
Универсальность применения, дешевое изготовление позволяют применять паяльную кислоту на основе салициловых соединений. Едкие выделения предполагают рабочую вытяжку при выполнении паяльных действий, также отрицательной стороной является плохое взаимодействие с алюминием.
Возможно использовать подручные средства, достаточно растереть таблетку аспирина или другой препарат, содержащий салициловую кислоту. Наносится порошок на место пайки, при работе с проводами пайку возможно производить прямо на таблетке. Более удобная смесь изготавливается совместно с вазелином, пропорциями 1 к 2, пасту легко наносить на место пайки тампоном, удалять по окончанию работ.
Более удобная смесь изготавливается совместно с вазелином, пропорциями 1 к 2, пасту легко наносить на место пайки тампоном, удалять по окончанию работ.
Ортофосфорная кислота
Еще одной разновидностью средства для пайки является ортофосфорная кислота. Она имеет формулу h4PO4. Она применяется для сплавки хрома и никеля. Однако ее используют не в чистом виде. В составе раствора кислота занимает всего 32%. Еще 6% отводится канифоли.
Иногда ортофосфорная паяльная кислота, состав которой разводится с хлористым цинком, может иметь массовое содержание последнего от 50% до 0,005%. Массовая доля нерастворимого остатка составляет 0,001%, а аммиака – не более 0,5%. Максимальный уровень рН для такого раствора составляет 2,9%.
При обычных условиях вещество выглядит как бесцветные кристаллы, имеющие гигроскопические характеристики. Оно хорошо растворяется в воде. Поэтому при случайном попадании ее в глаза следует промывать слизистые в течение 10 минут проточной водой.
Преимущества кислоты
Каждый состав имеет определенные преимущества, паяльные аксессуары не исключение.
Пайка алюминия кислотой
Основные положительные стороны:
- Удобство процесса, пайка позволяет обработать контакт в труднодоступном месте, за счет свойств текучести.
- Повышенная агрессивность позволяет разрушать оксидные пленки, отложения ржавчины. Обычно оксидные пленки не видны глазу, поэтому соединение обрабатывается обязательным порядком.
- О последующем образовании оксидной пленки можно не беспокоится, паяльная кислота противодействует этому, даже механических воздействиях.
- Разнообразие металлов, с которыми возможно производить действия, позволяет использовать раствор при каждой работе.
Общие сведения о кислоте
При выборе паяльного флюса, качество состава должно быть в приоритете независимо от вида выполняемых работ. Как правило, раствор состоит непосредственно из самого вещества и того растворителя, в котором оно развалено. Это обусловлено тем, что использование 100% концентрата не всегда является допустимым, поскольку кислотный раствор является довольно агрессивной средой и может испортить материал, на который он наносится.
Особенно это относится к радиосхемам, поскольку элементы мелких контактов и прилегающих ведущих частей могут повредиться и раствориться. В связи с этим для пайки подобных устройств специалисты пользуются сосновой канифолью.
Кроме порчи мелких деталей, негативное воздействие паяльная кислота может оказывать на здоровье человека. В основном раствор поставляется в небольших емкостях, объемом от 10 до 20 мл. Для редких работ такого объема будет достаточно. Приобретать большие объемы вещества для периодической пайки не стоит, так как без своевременного использования может закончится срок его действия. Для промышленных масштабов целесообразно применение объемных емкостей. Однако, независимо от количества используемого вещества, важно обеспечить правильное хранение при заданной температуре, чтобы избежать его порчу раньше, чем истечет срок действия.
Благодаря агрессивной среде вещества устраняются оксидные пленки и прочие виды налета, образующиеся на металлической поверхности. Определенные разновидности флюса могут использоваться в качестве раствора для очистки материала от ржавчины. Раствор, попавший на металлическую поверхность, воздействует на все вещества, которые там присутствуют. Так происходит разрушение окисей. В процессе очистки образовывается защитный слой, который предотвращает металл от последующего появления оксидной пленки. Процесс правильного производства выполняется с учетом ГОСТа 23178-78.
Определенные разновидности флюса могут использоваться в качестве раствора для очистки материала от ржавчины. Раствор, попавший на металлическую поверхность, воздействует на все вещества, которые там присутствуют. Так происходит разрушение окисей. В процессе очистки образовывается защитный слой, который предотвращает металл от последующего появления оксидной пленки. Процесс правильного производства выполняется с учетом ГОСТа 23178-78.
Недостатки
Кроме положительных сторон, имеются и некоторые недостатки, способные ограничить использование химического элемента:
- Категорически запрещается использовать кислоты при работе с радиосхемами, мелкой электроникой. Свойства некоторых составов таковы, что происходит разрушение дорожек при обработке и нарастании новых токопроводных элементов.
- Срок хранения занижен, по причинам летучести газов, поэтому приобрести с запасом данные флюсы не получится. К условиям хранения также поставлены требования, не соблюдение которых может привести к порче материала;
- Состав вреден для человека при вдыхании, попадании на кожу.
 Рекомендуется использовать средства индивидуальной защиты при массовых работах, пайку производить в хорошо проветриваемом помещении.
Рекомендуется использовать средства индивидуальной защиты при массовых работах, пайку производить в хорошо проветриваемом помещении.
Читать также: Можно ли подключить видеокамеру к компьютеру
Состав и физико-химические свойства
Ортофосфорная кислота имеет формулу Н3РО4, которая состоит из самого фосфора и диэтиламида. Пропорции могут быть различными от требуемой концентрации, в большинстве случаев используется соотношение 1 к 4. Существует разновидность кислоты с примесями цинка соотношениями 1 к 2 частям раствора.
Формула ортофосфорной кислоты
Основные свойства материала подразумевают агрессивность. Активное взаимодействие происходит с любым материалом, этот факт требует бережного отношения к соединениям. Во время работы необходимо придерживаться особых правил, т.к. может произойти положительный либо отрицательный вариант. Жидкая форма позволяет проникать составу в труднодоступные места, достигать высокой прочности спаивания. Основными видами паяльной кислоты являются растворы, так как 100% концентрация не позволит производить работы с большинством металлов.
Что можно использовать вместо кислоты для пайки?
[Кислота для проведения пайки необходима], если применение канифоли не позволяет качественно спаять между собой нужные элементы.
Использование паяльной кислоты для пайки способствует снятию оксидного пленочного слоя со спаиваемых поверхностей и дает возможность надлежаще подготовить их к соединению.
Особенности выбора
Подбор состава паяльной кислоты происходит в соответствие с рабочей поверхностью материала. Основным критерием должно быть качество раствора, т.к. неправильную концентрацию всегда можно понизить ее в домашних условиях. Не допустимо к применению составов с наличием осадка или помутнения емкости.
Важно помнить, что жидкие флюсы, одни из немногих паяльных принадлежностей, имеющих срок годности, на который необходимо обращать внимание перед применением.
Сложный выбор всегда не дает покоя при покупке. Составы разные, на рынке существует большое количество производителей. Необходимо определить, какой тип работ будет производиться, для этого изучается предназначение состава паяльной кислоты. Ортофосфорные составы наиболее распространены, хорошо борются с окислами и не столь агрессивны. Соляная более универсальна, т.к. применяется к множеству металлов. Серная наиболее активный вариант, используется при пайке толстых изделий.
Необходимо определить, какой тип работ будет производиться, для этого изучается предназначение состава паяльной кислоты. Ортофосфорные составы наиболее распространены, хорошо борются с окислами и не столь агрессивны. Соляная более универсальна, т.к. применяется к множеству металлов. Серная наиболее активный вариант, используется при пайке толстых изделий.
Изготовление своими руками
При наличии некоторых знаний и подручных материалов, возможно изготовить паяльную кислоту в домашних условиях. Набор ингредиентов не велик, их можно приобрести в хозяйственном магазине:
- соляная кислота в чистом виде;
- кусковой цинк, который реализуется отделом химических реактивов, если не представляется возможности приобрести, аккуратно раскрывается пальчиковая батарея;
- емкость из стекла или керамического материала.
Паяльная кислота изготавливается своими руками определенной последовательностью. Необходимо заполнить емкость кусками цинка, затем заполнить соляным раствором. Действия производятся в хорошо проветриваемом помещении, при попадании раствора на кожу, необходимо сразу же промыть проточной водой. После, изготовления масса, переливается в герметичную емкость для правильного хранения.
Действия производятся в хорошо проветриваемом помещении, при попадании раствора на кожу, необходимо сразу же промыть проточной водой. После, изготовления масса, переливается в герметичную емкость для правильного хранения.
Зачем нужен кислотный флюс
К металлам относятся вещества большой активности. Многие из них легко и быстро окисляются в присутствии воздуха. Образующиеся оксиды под действием атмосферной влаги превращаются в гидроксиды.
Смесь продуктов окисления хорошо заметна на железных изделиях после хранения на воздухе. Называется она ржавчиной. Другие металлы также покрываются оксидным слоем, который не позволяет ничего припаять к изделию.
Справиться с проблемой помогают кислотные флюсы, самым простым их которых является паяльная кислота. Под этим названием собраны несколько разных однокомпонентных или сложных составов, многие из которых можно приготовить своими руками.
Меры предосторожности
Агрессивные свойства требуют особого подхода к технике безопасности. Хранение производится заводской упаковкой, огражденном месте от прямых солнечных лучей.
Хранение производится заводской упаковкой, огражденном месте от прямых солнечных лучей.
Производить работы лучше при хорошем проветривании, используя необходимые средства защиты.
Кожные покровы на агрессивные вещества реагируют отрицательно. При попадании на руки, необходимо сразу промыть водой, хозяйственным мылом. Вдыхание может привести к раздражению ротовой полости, а при попадании в глаза необходимо обратится за помощью к специалистам.
Особенности пайки металлов
Для качественного соединения важно придерживаться определенных инструкций, работа отличается от спаивания обычным припоем.
Паяльная кислота используется во многих случаях, перед работами важно следовать шагам:
- Грубые загрязнения, окисления металла очищаются наждачной бумагой или напильником.
- Аккуратно наносится флюс с помощью кисточки или специального дозатора, раствор находится в жидком состоянии, поэтому легко растекается по поверхности.
- Лужение происходит с нанесением припоя, изделия скрепляются между собой.

После окончания процесса необходимо удалить остатки раствора. Сделать это можно обычной мыльной водой или раствором соды.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
SMD. | diyAudio
edbarx
Участник
#1
- #1
Какой флюс для пайки/демонтажа SMD вы используете и предлагаете? Я смотрел на YouTube видеоролики Луи Россмана, выполняющего буквально почти невозможные работы по распайке/пайке SMD, но я понятия не имею, какой флюс используется. Помню, несколько лет назад я пытался отремонтировать плату SMD и с треском провалился. FLUX, кажется, имеет первостепенное значение, а Интернет — это гнездо змей, готовых кусать невинных. Флюс, который я заказал в Интернете, был поддельным. Это было похоже на воск, используемый для фиксации компонентов в старых радиоприемниках, а не на флюс SMD!
Помню, несколько лет назад я пытался отремонтировать плату SMD и с треском провалился. FLUX, кажется, имеет первостепенное значение, а Интернет — это гнездо змей, готовых кусать невинных. Флюс, который я заказал в Интернете, был поддельным. Это было похоже на воск, используемый для фиксации компонентов в старых радиоприемниках, а не на флюс SMD!
Пайка SMD была бы подвигом, но одна мысль меня пугает!
райма
Участник
#2
- #2
Оставайтесь с крупными производителями, такими как Кестер. Вы можете купить флюс в малых или больших количествах. Используйте его свободно.
Вы можете купить флюс в малых или больших количествах. Используйте его свободно.
Флюс для припоя и ручки для флюса для припоя | Техник-Инструмент, ООО
Дж. М. Фейи
Участник
#3
- #3
Я всегда использую простой самодельный флюс, просто «камешок» простой сосновой канифоли, купленный в хозяйственном магазине на углу, в старой банке из-под варенья и покрытый спиртом, который растворяет его за несколько дней.
Я купил 1 кг около 10 лет назад, должно быть более 900 грамм осталось.
Работает как шарм, *ярко блестит* паяные соединения каждый раз.
ДжонСнелл Электроник
Участник
#4
- #4
Amtech NC-559, безусловно, лучший. Небольшой остаток беспорядка и легко взбивается изопропанолом.
Я налил немного из 100-граммовой упаковки в маленький шприц для точного нанесения.
Крис719
Участник
#5
- #5
Я согласен с рекомендацией использовать липкий флюс в шприцах, хотя я думаю, что у меня есть некоторые материалы марки ChipQuik.
Марк Тиллотсон
Участник
#6
- #6
У меня есть 20 г “Термопасты”, польский бренд, поставляется в маленькой жестяной баночке в виде твердой смолы,
, поэтому для поверхностного монтажа я иногда соскребаю порошок с поверхности. Но большая часть моей SMT-работы
связана с оплавлением печатных плат в тостерной печи, для чего я использую бессвинцовую паяльную пасту ChipQuik без очистки SMD291SNL10, которая поставляется в удобном шприце объемом 35 мл.
Найджелрайт7557
Участник
#7
- #7
Я считаю, что “воск” хорошо подходит для приклеивания штифтов, а также для флюса.
Иногда я наношу мазок за корпус микросхемы, чтобы прикрепить его к печатной плате.
Попытка спаять блуждающую микросхему не очень интересна!
Я припаял контакты с шагом 0,5 мм, но это требует осторожности, терпения и внимательного отношения к шортам/перемычкам.
Для QFP я нанес флюс на все контактные площадки и немного позади корпуса, чтобы всосать его.
Затем я очень аккуратно припаиваю пару контактов.
Затем я проверяю, выровнено ли оно, и исправляю, если нет.
Затем я могу припаять другие выводы.
Наконец, нанесите припой на оригинальные контакты, которые были припаяны.
Далее хороший визуальный осмотр на наличие шорт.
Я обнаруживаю, что при неподатливых коротких замыканиях я добавляю немного флюса, удаляю весь припой с железа и стаскиваю железо со штифта, и это обычно исправляет ситуацию.
Чем больше вы это делаете, тем лучше у вас получается.
Но используйте припой хорошего качества, а не дешевый хлам, который просто кляксы.
Н713
Участник
#8
- #8
Я давно пользуюсь Kester 186, и он работает нормально, но с очисткой бардак.
FWIW, Луис Россманн всегда рекомендует Amtech NC-559-V2-ТФ. Я могу попробовать это в какой-то момент, так как Kester 186 невероятно липкий и его трудно чистить.
Я могу попробовать это в какой-то момент, так как Kester 186 невероятно липкий и его трудно чистить.
Самый мощный флюс, который я когда-либо использовал, это Kester 2222. Это просто фантастика. Однако вам нужно очистить его, но он растворяется в воде. К сожалению, я не знаю, где купить его в небольших количествах.
уиметник
Участник
#9
- #9
Я использую Kester 186 на работе и ненавижу его. Он работает хорошо, но, как вы сказали, он очень липкий и раздражает чистить. Он хорошо очищается ацетоном, но мы должны использовать продукт под названием «Flux Off», он немного пахнет денатуратом и требует небольшой очистки.
Он работает хорошо, но, как вы сказали, он очень липкий и раздражает чистить. Он хорошо очищается ацетоном, но мы должны использовать продукт под названием «Flux Off», он немного пахнет денатуратом и требует небольшой очистки.
сузый
Участник
#10
- #10
Я сам делаю. Это очень легко. Смешайте сосновую канифоль, вазелин, немного изопропилового спирта и немного нагрейте. Вы можете выбрать любую желаемую консистенцию. Именно сосновая канифоль делает всю тяжелую работу во время флюса. Все остальное только для изменения его консистенции и липкости.
Вы можете выбрать любую желаемую консистенцию. Именно сосновая канифоль делает всю тяжелую работу во время флюса. Все остальное только для изменения его консистенции и липкости.
См. Блог Сюзи: Super Rosin Paste Flux от Suzy.
Последнее редактирование:
Дж. М. Фейи
Участник
#11
- #11
То же, но только сосновая канифоль и этиловый спирт.
Я оставляю его жидким, как эмаль для ногтей, и наношу его маленькой кистью, для меня это удобнее, чем любая паста, которая заставит меня нанести слишком много.
Легко чистится спиртом и, в худшем случае, зубной щеткой.
сузый
Участник
#12
- #12
У меня тоже есть банка канифоли/спирта. Отлично подходит для расчесывания.
Я использую много флюса. Это действительно секретный соус для хороших соединений.
русский
Участник
№13
- №13
Если вы чувствуете запах сосны, вы подвергаете опасности ткани своего носа.
Никогда не было проблем с обычными пастообразными флюсами, но я купил чистый канифольный флюс
(думая, что это обычный флюс), и меня госпитализировали с сильным кровотечением из носа. Не тот опыт, через который я хотел бы пройти снова.
Не тот опыт, через который я хотел бы пройти снова.
сузый
Участник
№14
- №14
Канифоль – наименее вредный паяльный флюс. Это обычный флюс для пайки, и он использовался с тех пор, как люди занимаются пайкой. Если вы чувствительны к канифоли, будьте осторожны, так как она используется во всех продуктах. Или, может быть, ваш флюс был активированным? На самом деле это одна из причин, по которой я начал делать свои собственные. Я точно знаю, что в нем, потому что положил его туда.
Я точно знаю, что в нем, потому что положил его туда.
Последнее редактирование:
кованаудио
Участник
№15
- №15
Я согласен с Сюзи в том, что флюс на основе неактивированной канифоли является наиболее безопасным из доступных флюсов как для вас самих, так и для электроники, над которой вы работаете. Этот флюс обязателен в моей отрасли (аэрокосмической) на протяжении многих десятилетий. Я лично использую его почти ежедневно в течение> 30 лет. Я также использую много флюса, но намеренно не вдыхаю паяльные пары.
Этот флюс обязателен в моей отрасли (аэрокосмической) на протяжении многих десятилетий. Я лично использую его почти ежедневно в течение> 30 лет. Я также использую много флюса, но намеренно не вдыхаю паяльные пары.
русский
Участник
№16
- №16
Да, вредным флюсом была активированная канифоль.
У меня никогда не было проблем с обычным флюсом на основе канифоли.
Изготовление собственного флюса – Обсуждение украшений
dollm8kr2002
#1
Можно ли изготовить собственный флюс? И будет ли он реагировать так же, как
, как пастообразный флюс? Я оставил свой в студии колледжа. Спасибо Бренда
Robert_Meixner
#2
Бура и вода подойдут. Роб
Роб Мейкснер
Роб Мейкснер – Ювелирные изделия
Роб Мейкснер – Ювелирные изделия
Драгоценный металл и гранильное искусство
ДонМейкснер
#3
Привет, Бренда,
Как говорит Роб, бура и вода прекрасно подойдут. Мне также нравится использовать
буру и спирт, но это немного опасно, поэтому требуется некоторая очевидная осторожность.
Я кипятлю около 4 унций воды и добавляю порошкообразную буру из
Walgreens до тех пор, пока вода не перестанет превращаться в суспензию. Храню
в баночке из-под киселя с хорошей крышкой. Я хорошо встряхиваю
, прежде чем я его использую.
Я считаю, что для моих применений он является отличным барьером от накипи, как и
, а также хорошим флюсом.
Дон Мейкснер
Джбин
#4
Как говорит Роб, бура и вода вполне подойдут.Я также люблю используйте буру и спирт, но это немного опасно, поэтому некоторые очевидные требуется уход.
Бура не растворяется в спирте, в отличие от борной кислоты. Вы можете захотеть
, чтобы получить лучшие результаты в алкогольной смеси.
Джеймс Биннион
2 лайка
Ричардхопкинс4
#5
Привет всем
Я использовал firescoff для предотвращения образования накипи. Теперь я использую огненную шкалу Argentium №
.
И очень медленно тускнеет.
всего наилучшего
Ричард
Вернон_Уилсон
#6
Я смешиваю спирт и воду с бурой, и она отлично работает без пламени
от горящего спирта.
Номан
#7
Как говорит Роб, бура и вода вполне подойдут. я также люблю использовать буры и спирта, но это немного опасно, так что некоторые очевидные меры предосторожности требуется.
Бура не растворяется в спирте, в отличие от борной кислоты. Вы можете захотеть переключитесь, чтобы получить лучшие результаты в алкогольной смеси.
Я использую денатурат и борную кислоту. Я бы предостерег всех, кто будет пробовать
, НЕ трясти его после того, как вы его сделаете.
(Также не нужно ничего кипятить)
Я делаю перенасыщенный раствор, затем отфильтровываю оставшуюся
борную кислоту с помощью воронки Бюхнера и вакуумной бутылки, таким образом, мне
не нужно беспокоиться, если мой раствор будет перемешиваться или потрясен.
Паф Дворжак
ДонМейкснер
#8
Бура не растворяется в спирте, в отличие от борной кислоты. Вы можете захотеть переключитесь, чтобы получить лучшие результаты в алкогольной смеси.
Вы правы, Мой мозг иногда знает одно, а констатирует другое. Борная кислота это. Еще от Walgreen’s.
Дон «Часто сбитый с толку» Мейкснер
1 Нравится
4 декабря 2014 г., 3:38
#9
Где-то в архивах есть рецепт флюса Приппса, который
отлично подходит. Гораздо лучше, чем одна бура.
Джанет Кофоед
Ребекка Пёрселл
#10
Использую денатурат и борную кислоту. Я бы предостерег всех, кто постараюсь НЕ трясти его после того, как вы это сделаете.
Интересно, а что плохого в взбалтывании смеси денатурата
и борной кислоты?
-Бекки
Питерроу
#11
Можно ли сделать флюс своими руками? И будет ли он реагировать так же как вставить флюс?
Обычные белые пастообразные флюсы, продаваемые для ювелирных изделий (или для промышленной пайки
), представляют собой гораздо более сложные формулы, чем вы, вероятно, сделаете
себя. Очень активный материал, но обычно требует большего внимания к хорошей вентиляции
, чтобы потоки вы могли перепутать сами. Эти
Эти
обычно содержат фторсодержащие компоненты, хотя некоторые из них в форме
, где свободные фторидные газы не так сильно выделяются при нагревании
(по крайней мере, так они заявляют на этикетках «без фтора»).
Эти флюсы отлично подходят для металлов, которые очень легко окисляются,
различных сплавов на основе меди и т.п. Если вы работаете с
серебро или золото, в то время как эти флюсы полезны для сложных соединений
(обычно это означает плохую посадку, или у вас есть существующие оксиды на металле
, затрудняющие течение припоя, или тому подобное), вам обычно не нужны такие агрессивные флюсы для
. Недостатком этих агрессивных флюсов
(в основном флюсов с белой пастой) является то, что они истощаются или
выгорают при более длительном нагреве, а иногда, способствуя текучести припоя
, могут фактически не предотвратить возгорание накипи или пятен от огня.
Как уже отмечалось, простая борная кислота или бура являются достаточно хорошими флюсами.
Долговечный, дешевый и т. д. Но иногда, если ваша цель состоит в том, чтобы предотвратить появление огненных пятен
на стандартном серебре (это не проблема с Argentium или
Sterlium + silvers), вам может оказаться трудно достать простую буру или борную кислоту
. хорошее покрытие. (Для золота вам не потребуется больше, чем простая
борная кислота в спирте, хотя большинство из них также добавляют специальный флюс для пайки
)
Для этого можно легко смешать флюс, состоящий из трех частей борной кислоты
и по две части буры и тринатрийфосфата (продаются как TSP).
TSP иногда трудно найти в наши дни. Раньше его обычно можно было найти в хозяйственных магазинах как довольно агрессивный и щелочной чистящий материал
, обычно используемый для очистки стен перед покраской. Но
это материал с высоким содержанием фосфатов, и стоки могут способствовать загрязнению воды
в реках и озерах (способствует росту водорослей и т.п.),
поэтому в настоящее время настоящий TSP не так широко используется. Вместо этого можно найти 9Альтернативные чистящие средства 0059 иногда обозначаются буквами TSP как часть этикетки
Вместо этого можно найти 9Альтернативные чистящие средства 0059 иногда обозначаются буквами TSP как часть этикетки
, поэтому внимательно прочитайте содержимое. Если вы не можете найти
фактический TSP, альтернативный похожий по звучанию материал НЕ будет работать. Если
вы можете найти порошок для мытья посуды Cascade (используется в автоматических посудомоечных машинах
), тип в знакомой зеленой коробке, это часто
, основанный в основном на TSP, и если это так, он работает так же, а иногда даже лучше
, чем прямое ТСП. Но опять же правила по ограничению воды 9Загрязнение 0059 может затруднить его поиск. Cascade должен быть помечен
, чтобы показать, что он не свободен от фосфатов, и я не совсем понимаю, как указать
разницу между старыми (работающими) версиями и более новыми версиями
без фосфатов, которые требуются в некоторых штатах.
Но тем не менее. Смесь имеет соотношение 3:2:2, причем борная кислота является более крупным компонентом
. Обычно я смешиваю около 60 граммов борной кислоты и по 40 граммов
Обычно я смешиваю около 60 граммов борной кислоты и по 40 граммов
буры и TSP на кварту (или литр) воды. Вскипятите воду
до полного растворения. Если не все растворится, добавьте еще воды. Более разбавленный
просто отлично.
Эта смесь называется флюсом «Prips» и названа в честь Джона Припа, давнего преподавателя
кузнечного дела и серебра, который впервые представил смесь
своим ученикам в 1060-х годах. Я выучил его на второкурснике Фреда Фенстера по металлам в Висконсинском университете в 1972 году.
Пользуюсь им с тех пор. №
Флюс Prips лучше всего не наносить кистью. Поскольку целью
является общая защита металла, а не только пайка, вам нужно покрыть весь кусок металла
. Так что лучше наносить распылителем.
Наиболее эффективны простые маленькие “две трубки с шарниром между ними”.
Форсунки с выдуванием через рот, используемые керамистами для распыления жидкой глазури.
Некоторые распылители духов работают таким же образом. Также некоторые аэрографы. маленькое отверстие, чтобы закупорить высохшим флюсом
Также некоторые аэрографы. маленькое отверстие, чтобы закупорить высохшим флюсом
, и тонким равномерным распылением. Вы нагреваете металл достаточно, чтобы легкий спрей флюса
высыхал при контакте с белой пленкой, слегка покрытой коркой.
Покройте металл достаточным количеством, чтобы скрыть металлический блеск , Еще
чем то не нужен. Приступайте к пайке или отжигу.
Если это звучит как суета, что ж, это может быть так, но как только вы
поймете это и привыкнете к этому, огненная накипь и огненное пятно больше не будут
проблемами. Конечно, вы также можете просто переключиться на более дорогие
противопожарные весы и устойчивые к огню серебро, такие как Argentium
и Sterlium plus.
Флюс Prips не так активен, как белые пастообразные флюсы, поэтому хорошая посадка
и чистый металл еще важнее, но это стандарт
в любом случае хорошая практика пайки. И хотя это может показаться лишней суетой,
сырье для флюса действительно дешевое. Я смешиваю Prips flux
Я смешиваю Prips flux
литрами примерно раз в год или два, и коробки с химикатами, которые я купил (бура в прачечной бакалейной лавки, TSP в
Home Depot и борная кислота в другом хозяйственном магазине, в качестве инсектицида
для уничтожения тараканов…) прослужили мне уже добрых десять лет.
Гораздо дешевле, чем Handy Flux или Dandix или им подобные…
Если вы поищите в архивах Orchid флюс «Prips» (или флюс «Pripps»
, опечатка, которая, кажется, иногда распространяется. Правильное написание
— одна буква p в конце). Вы найдете другие статьи, очень похожие на
. это, сделанное мной или другими людьми за эти годы, у которых может быть больше деталей, чем
, которые я упустил.
Питер Роу
1 Нравится
5 декабря 2014 г., 3:23
#12
Питер, хороший обзор потоков,… особенно для тех, кто начинает
.
Однако, когда вы упомянули…» Но иногда, если ваша цель состоит в том, чтобы
предотвратить появление пятен от огня на стандартном серебре (это не проблема с Argentium или
Sterlium + silvers), я бы предупредил всех, что это все еще очень хорошая идея. использовать Prip’s flux при работе со Sterlium. Я много работаю с ним
и постоянно использую Prip’s на своем листе. Stuller, который
поставляет Sterlium, также рекомендует использовать его. Я работаю не часто
с Argentium и не могу авторитетно говорить об этом, но, см.
, в этом нет ничего плохого. Просто в качестве меры предосторожности. Приветствую
от Дона в SOFL в The Charles Belle Studio.
бальзамировщик
№13
Использую денатурат и борную кислоту.Я бы предостерег всех, кто постараюсь НЕ трясти его после того, как вы это сделаете.
Теперь, конечно, всем придется качать, лишь бы узнать
что происходит
Эл Бальмер
1 Нравится
Питерроу
№14
Но иногда, если ваша цель состоит в том, чтобы предотвратить появление пятен от огня на стандартном серебро (не проблема с Argentium или Sterlium + серебро), я бы Предупредите всех, что использование Припа по-прежнему является хорошей идеей. флюс при работе со Sterlium.
Спасибо, Дон.
Я плохо сформулировал свой комментарий по этому поводу. С Argentium и Sterlium вы
не получаете пятна от огня, результат проникновения оксидов меди
за пределы поверхности на некоторую глубину в металл. Для тех, кто использует новое серебро
Для тех, кто использует новое серебро
, пятно от огня отличается от окалины, которая представляет собой черный оксид на поверхности
, который образуется и легко виден при нагревании. Он
отделяется в рассоле, оставляя характерный приятный матово-белый цвет
, который может дать только серебро. Огненное пятно, с другой стороны, имеет 9 баллов.Проблема подповерхностного слоя 0059, вызванная поглощением кислорода поверхностью металла
и взаимодействием с медью, находящейся под поверхностью
. Часто это не проявляется, пока вы не сделаете последнюю полировку
, когда появляется эта раздражающая пятнистость чистого серебра и немного другого цвета
, почти розовато-кремового цвета, который не так хорошо полирует
. Поскольку он проникает через поверхность, для его удаления могут быть предприняты довольно агрессивные меры. Таким образом, желание предотвратить
это формирование со стандартным фунтом стерлингов. Но только потому, что Argentium и
Sterlium не образуют этого огненного пятна (у них нет для этого необходимой меди
), они тем не менее выигрывают от защиты
от окисления поверхности во время пайки, да и сами припои
, очень нужна защита флюсами при пайке.
Даже если в этих сплавах нет меди, само серебро может
окисляться или образовывать черные сульфиды, а добавки германия тоже могут
0059 подвергаться воздействию кислорода. Таким образом, работать чисто и избегать чрезмерного и ненужного воздействия воздуха/кислорода при нагревании полезно, так же как
это может быть даже с высококаратным золотом.
Питер Роу
албальзамер
№15
Но только потому, что Argentium и Sterlium не образуют этого огненного пятна (у них нет необходимой меди для этого)
Насколько я понял, Argentium все еще содержит медь, но
германий окисляется преимущественно, и оксид прозрачен.
То же с оксидированием поверхности – слой прозрачного оксида германия
защищает серебро.
Аль Балмер
ложка леди
№16
Работаю в Sterlium последние 2 года и дорос до
это очень много. Я использую Dandix или Grifflux, потому что это то, что носит Stuller
. Я считаю, что он работает так же хорошо, но тогда моя работа требует интенсивной пайки
.
Радость
Номан
# 17
Теперь, конечно, всем придется качать, лишь бы узнать что случается :-)
Я могу вам сказать. Борная кислота, не находящаяся в растворе, частично расплавится
и придерживайтесь своего. Ваша пайка может сработать, а может и не сработать, но
Ваша пайка может сработать, а может и не сработать, но
вы будете вымачивать этот кусок в рассоле, пока коровы не вернутся домой, чтобы
снять эти маленькие прозрачные шарики борной кислоты с вашего куска (и
закончит тем, что воспользуетесь ногтем большого пальца и, возможно, кусок дерева (я использую бамбуковые шампуры
для многих задач в магазине: это был бы один), чтобы
физически удалить застрявший БА.
8 декабря 2014 г., 3:39
# 18
Но только потому, что Argentium и Sterlium не образуют этого огненного пятна (у них нет необходимой меди для этого)
Насколько я понял, Argentium все еще содержит медь, но германий окисляется преимущественно, а оксид прозрачный.
наверное надо было сказать “достаточно нужной меди” или что-то вроде
. Честно говоря, точных деталей этих сплавов у меня нет под рукой,
, но суть в том, что они не образуют этого огненного пятна. В случае
Sterlium plus он легирован 4% меди и 3% цинка, а не
, а не германием в Argentium. Я предполагаю, что происходит примерно то же самое,
с цинком также предотвращает окисление меди.
Какими бы ни были детали, важным моментом является отсутствие пятен от огня g d d mn!.
Пока это работает, я счастлив.
Роберт_Мейкснер
# 19
Я всегда беру несколько дополнительных деревянных мешалок для кофе и держу их около
по многим причинам. В частности, я складываю их в стопку и
использую в качестве шаблона, когда я грубо обрезаю зубцы в больших зубцах.
Я также использую старые игральные карты в качестве меры, добавляя или удаляя карты, чтобы
поднять или опустить чашку безеля или какой-либо другой объект, на котором я хочу провести
линию уровня. Вам не обязательно покупать все свои инструменты у 9каталог 0059. Спасибо. Роб
Роб Мейкснер
Роб Мейкснер – Ювелирные изделия
Роб Мейкснер – Ювелирные изделия
Драгоценные металлы и гранильное искусство
бальзамировщик
#20
Sterlium plus, легированный 4% меди и 3% цинка,
Не видела раньше состав Sterlium, но интересно.
У меня есть кольцо, закрепка с насечками с надписью «Ster», не менее 40 лет
старый, без намека на потускнение. Он довольно ломкий – я сломал зубец
, пытаясь установить камень, и отложил его в сторону. Ювелир, которого я
знал, предположил, что он может быть сплавлен с цинком.
Al Balmer
Следующая страница →
Продукты паяла: часто задаваемые вопросы
Хранение и обработка
Процесс и осмотр
Хранение и обработка
9096 DO Paste Contain. ?
Да. Шприцы и картриджи следует хранить в вертикальном положении наконечниками вниз. При хранении на боку поршень может двигаться, вводя воздух в пасту. Банки следует хранить правильной стороной вверх.
Требуется ли охлаждение паяльной пасты?
Рекомендуемая температура хранения паяльной пасты составляет от 40°F до 50°F (от 4°C до 10°C). Хранение при температуре выше нуля снижает срок годности и аннулирует гарантию.
Каков срок годности паяльной пасты?
Минимум девять месяцев для дозирующей пасты SolderPlus, двенадцать месяцев для Паста для печати PrintPlus и двенадцать месяцев для флюса для пасты FluxPlus при хранении как рекомендовано. Более теплые условия сократят срок годности и/или вызовут флюс разделение паяльной пастой. Конечный пользователь должен определить фактическую полку срок службы при хранении вне рекомендаций. В этом случае замена гарантия недействительна.
Что делать, если температура пасты превышает рекомендуемую температуру хранения во время доставки?
Наши значения срока годности были разработаны с учетом ожидаемого воздействия тепла
при нормальных условиях транспортировки, которые могут превышать условия охлаждения
температуры. Если возникла проблема с доставкой и паста была
при длительном воздействии температуры выше 27°C паста должна
быть протестированы перед использованием.
Что происходит с паяльной пастой или флюсом, если они замерзают?
Во многих случаях ничего не происходит. Однако некоторые пасты чувствительны к повреждения, снижающие производительность. Как следствие, мы рекомендуем не замораживание любой из наших паяльных паст или пастообразных флюсов. Если вы «заморозите» некоторые пасты, проверьте ее работоспособность перед использованием на живом продукте.
Срок годности паяльной пасты или флюса превышает указанный срок годности?
Nordson EFD гарантирует, что при правильном хранении паста прослужит не менее
срок годности, указанный на этикетке продукта, или материал будет заменен бесплатно.
Срок службы многих наших паяльных паст и пастообразных флюсов превышает гарантийный срок.
период. Клиенты, желающие использовать пасту с истекшим сроком годности, должны пройти повторную квалификацию. материал путем запуска тестовых плат или деталей на протяжении всего производства
процесс для подтверждения хороших результатов пайки. Nordson EFD не «расширяет
срок годности» продукта в письменной форме после истечения срока годности, указанного на
этикетка продукта.
Имеются ли явные признаки неправильного хранения и/или обращения?
Помимо плохой работы, другим важным признаком неправильного обращения с припоем паста – разделение частиц флюса и сплава. Паяльная паста должна быть однородный по цвету и консистенции.
Следует ли использовать паяльную пасту непосредственно из холодильника?
Нет. Паяльную пасту следует использовать при «комнатной температуре». Это обеспечит предполагаемой вязкости и предотвращения потенциальной конденсации. Рекомендуемая разминка время четыре часа. Шприцы могут нагреваться менее чем за четыре часы. Это время должно быть подтверждено каждым клиентом.
Может ли паяльная паста нагреваться быстрее рекомендованного 4 часы?
Не рекомендуется. Однако при необходимости можно ускорить прогрев.
достигается путем помещения запечатанного контейнера в водяную баню или аналогичное оборудование.
при температуре окружающей среды или близкой к ней. Шприцы требуют около пятнадцати
минут, в то время как банки и картриджи могут занять до 45 минут. НЕ нагревать
пасты в духовке или другой среде, установленной выше «комнатной температуры». Сухой
всю упаковку полностью перед использованием, чтобы предотвратить попадание воды на
паяльная паста.
Следует ли повторно охлаждать паяльную пасту?
Обычно нет. Паяльную пасту следует использовать по мере необходимости. Материал следует оставить
при приемлемой комнатной температуре после извлечения из холодильника. в
случае, если контейнер с паяльной пастой останется неиспользованным после извлечения из
охлаждения, а температура окружающей среды превышает 75°F (25°C) в течение длительного времени.
время перед использованием его следует вернуть в прохладное место для хранения.
Можно ли повторно использовать излишки трафаретной паяльной пасты?
Как правило, мы не рекомендуем повторно использовать паяльную пасту, оставшуюся на трафарет. Однако, если паста относительно свежая, ее можно положить в банку и хранить для повторного использования. Никогда не кладите использованную пасту обратно в тот же контейнер, что и новую пасту! Это загрязнит неиспользованную пасту и ухудшит ее характеристики.
Процесс и проверка
На боковых сторонах моих микросхем появляются шарики припоя. Как заставить их уйти?
Шарики припоя на сторонах компонентов микросхем обычно называются «бусины припоя» из-за их большого размера. Возможны два изменения процесса минимизировать или устранить проблему.
- Уменьшение апертуры, предназначенное для уменьшения количества захваченной пасты
между деталью и маской припоя платы. Наиболее эффективная форма – это
треугольной формы, снятой с внутреннего края каждого отверстия, часто
называется обратной домашней пластиной.
 Два других используемых варианта – это домашняя тарелка.
форма и простое уменьшение апертуры на внутренних краях. Позвоните в службу технической поддержки
Сервис для уточнения.
Два других используемых варианта – это домашняя тарелка.
форма и простое уменьшение апертуры на внутренних краях. Позвоните в службу технической поддержки
Сервис для уточнения. - Точность размещения компонента относительно пасты имеет решающее значение. Скидки все сами по себе не гарантируют устранение шариков припоя, если подобрать и точность места недостаточна. Настройте свое оборудование, чтобы оптимизировать зрение точность распознавания и размещения компонентов вашего чипа.
Как азотная атмосфера влияет на оплавление паяльной пасты?
Четыре эффекта более значимы, чем другие.
- Повышенное поверхностное натяжение расплавленного припоя изменяет форму галтелей, улучшает центрирование деталей и может увеличить надгробную плиту.
- Низкое содержание кислорода замедляет окисление, что позволяет дольше и горячее профили.
- Азот лучше передает тепло, чем воздух, поэтому уставки могут быть ниже.
- Увеличивается испарение многих компонентов потока жидкости, что снижает количество остатка флюса.
Как должен выглядеть мой неочищенный осадок?
Остатки, не подлежащие очистке, должны быть бесцветными или почти бесцветными, чтобы облегчить визуальный контроль. осмотр. Они должны быть нелипкими и достаточно ломкими, чтобы их можно было легко проникновение испытательных щупов без засорения.
Понимание пайки. Часть 2: Разница между флюсом и припоем
Я в восторге от хорошего магического шоу, но я читал, что в представлении помощник фокусника выполняет большую часть работы. Хотя фокусник кажется источником иллюзии, чаще он является шоуменом, привлекающим внимание публики. Это позволяет ассистенту заставить работать механику иллюзии, щелкая выключателем, складываясь в коробку или открывая люк, в то время как внимание аудитории сосредоточено на фокуснике. Помощники фокусника обычно не получают никаких счетов, но на самом деле являются высококвалифицированными актерами, танцорами и помощниками на сцене. Без них шоу не могло бы продолжаться, но они редко получают признание, которого заслуживают.
Когда дело доходит до пайки печатной платы, отношения между припоем и флюсом очень похожи на отношения фокусника и его помощника. Мы говорим о пайке наших печатных плат с использованием волновой пайки, пайки оплавлением припоя, селективной пайки и даже старой доброй ручной пайки. Но во всех этих фразах вы ни разу не услышите слова «флюс», хотя он так же важен, как и припой для крепления компонента к печатной плате. Однако, как и в случае с магическим шоу, без флюса припой не мог продолжаться. Давайте подробнее рассмотрим, что представляют собой эти два материала, а также разницу между флюсом и припоем.
Что такое флюс и в чем разница между флюсом и припоем?
В то время как припой используется для сборки компонентов на вашей печатной плате, флюс используется перед сборкой для подготовки и помощи вашей плате в процессе пайки. Незащищенный металл на вашей печатной плате может быть загрязнен примесями в результате манипуляций, а также оксидами, которые образуются из-за воздействия на металл воздуха. Это загрязнение может помешать процессу пайки создать прочные соединения между металлом печатной платы и выводами компонентов, которые к ней прикрепляются. Чтобы удалить это загрязнение, очень важно, чтобы плата перед пайкой была очищена флюсом. Флюс для припоя не только удаляет эти различные загрязнения, но также способствует смачиванию расплавленного припоя между металлами и защищает поверхности от повторного окисления во время пайки.
Существует три различных категории флюсов, используемых для пайки электроники в соответствии с IPC J-STD-004B: канифоль и заменители канифоли, растворимые в воде и не требующие очистки. После процесса пайки канифоль и водорастворимые флюсы необходимо химически очистить, чтобы удалить оставшиеся излишки флюса. Эти остатки, если их не удалить, продолжат свою активность и вызовут коррозию платы во время ее эксплуатации. Не требующие очистки флюсы не нуждаются в какой-либо специальной очистке для повышения производительности, а любой видимый остаток можно очистить по желанию.
Флюс доступен в жидкой, пастообразной и твердой формах, и существуют различные факторы, влияющие на решение о том, какой тип флюса следует использовать. Эти факторы включают:
- Тип собираемой печатной платы.
- Плотность размещения компонентов на плате.
- Какой процесс пайки будет использоваться для сборки печатной платы.
- Паяемость соединяемых металлов.
Теперь, когда мы познакомили вас с флюсом и его важностью для процесса, давайте посмотрим на сам припой для печатной платы.
Припой для печатных плат и как он работает вместе с флюсом
Припой — это клейкий материал, используемый, когда необходимо соединить два металла, например выводы компонентов и соответствующие им контактные площадки или отверстия на печатной плате. Припой используется в качестве металлического наполнителя между соединяемыми металлами и нагревается до расплавления. Поскольку расплавленный припой имеет более низкую температуру плавления металлов, которые он соединяет, он обеспечивает прочное соединение металла с металлом, не причиняя никакого вреда плате или компонентам после охлаждения. Припой, который используется для сборки печатной платы, должен соответствовать стандартам, установленным в IPC J-STD-006, и доступен в различных формах в зависимости от того, как он будет использоваться. Сплошные стержни используются для приложений, требующих большого резервуара расплавленного припоя, а паяльный порошок и паста используются для оплавления под выводами для поверхностного монтажа. Специалисты по ручной пайке обычно используют для работы проволоку или ленту припоя.
Как мы уже говорили ранее, полный процесс пайки включает в себя как припой, так и флюс для создания хороших прочных паяных соединений. Задача флюса состоит в том, чтобы подготовить поверхности к пайке, а затем защитить эти поверхности во время пайки. Таким образом, флюс является неотъемлемой частью пайки, и его применение считается частью всего процесса. Вот как применяется флюс для различных процессов пайки:
Процесс пайки | Применение флюса | |
| Пайка волной припоя | Печатная плата проходит над расплавленной волной припоя, которая впитывается в отверстия, припаивая выводы компонентов в этих отверстиях. | Наносится распылением перед пайкой. |
| Оплавление припоя | Паяльная паста наносится на контактные площадки печатной платы с помощью струйного нанесения или трафарета. Эта паста удерживает выводы компонентов на месте, а затем оплавляется при прохождении через инфракрасную печь, которая нагревает их, создавая прочное соединение. | Густой химический флюс в сочетании с порошком припоя образует паяльную пасту. |
| Селективный припой | Это автоматизированная система, которая наносит припой на отдельные отверстия или контактные площадки на плате. Система либо наносит расплавленный припой через сопло, либо использует лазер для расплавления твердого припоя, который подается в соединение. | Распыляется или наносится отдельными каплями на поверхности, предназначенные для пайки. |
| Ручная пайка | Техник с помощью паяльника плавит твердый припой, подаваемый на соединение. | Сплошной сердечник в сплошной проволоке для пайки, используемой техниками. |
DFM для печатных плат HDI
Загрузить сейчас
Как получить наилучшее качество паяных соединений на сборке печатной платы
Следующим шагом является обеспечение максимально прочных паяных соединений на печатной плате. плату, которую вы проектируете. Лучший способ сделать это — создать шаблоны посадочных мест для компонентов печатной платы до нужного размера и следовать правилам хорошего проектирования для технологичности (DFM), указанным производителем. Продолжая работу над дизайном, не забывайте также постоянно проверять его, чтобы убедиться, что к вам не подкрались какие-либо нарушения DFM.
В Tempo Automation мы готовы работать с вами над тем, как наилучшим образом спроектировать ваши платы для необходимых вам процессов сборки и пайки. У нас есть огромный опыт работы с такими инженерами, как вы, которым требуется наилучшее качество изготовления для своих проектов.
Наши рекомендуемые 12 лучших обзоров флюсов для пайки 2022 — BNB
Устали видеть эти функции, плюсы и минусы в руководствах по обзору? Наверное да, и мы знаем почему! Они создают атмосферу стереотипов и недостаточно глубоки или убедительны, чтобы повлиять на ваше решение о покупке лучшего флюса для пайки. Но, будучи потребителем, вы хотите знать реальный пользовательский опыт продукта и, вероятно, хотите пережить его, прочитав обзор.
Хороший обзор может содержать более важные факторы, такие как ценность бренда, потому что вы ожидаете хороших продуктов от хороших брендов. Вы можете даже захотеть больше обсудить гарантию или послепродажное обслуживание, поскольку они считаются признаком доверия. Сравнение стоимости и другие важные факторы, такие как удобство настройки, использования и обслуживания, также могут подтолкнуть вас к решению о покупке.
Поскольку вы здесь, чтобы найти лучший флюс для пайки, наши критерии, описанные выше, должны заставить вас почувствовать, что обзорное руководство не является стереотипным и достаточно заслуживающим доверия, чтобы помочь вам купить то, что вам нужно!
Следуйте этой таблице, чтобы быстро выбрать лучший продукт
Как партнер Amazon, мы зарабатываем на соответствующих покупках. Подробнее читайте здесь.
| 1 | SRA Паяльные продукты Канифольная паста Flux In по СРА | 9,3 | ||
| 2 | MG Chemicals – – ML Без очистки по мг | 9,8 | ||
| 3 | Chip Quik CQ LF-жидкий флюс без очистки по Чип | 9. | ||
| 4 | Jar Solder Flux Флюс для пайки канифоли по Банка | 9.1 | ||
| 5 | Thermaltronics TMT-FP- Rosin Flux Paste oz g по Термотроника | 9,7 | ||
| 6 | Chip Quik CQ LF Liquid Flux No-Clean по Чип | 9,6 | ||
| 7 | Набор флюса для паяльной проволоки и канифольной пасты по припой | 9,5 | ||
| 8 | жидкий цинковый флюс для витража по унция | 9 | ||
| 9 | Chip Quik NC Smooth Flow Tack Flux по Чип | 9,6 | ||
| 10 | набор инструментов для сварки жало паяльника по -в- | 9,8 |
Наши 12 лучших флюсов для пайки
Показатель популярности 9
Показатель качества 8. 9
Показатель доверия 9
Оценка редакции
9.0
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- Содержит 2 унции в банке «хоккейная шайба»
- Разработан для использования с оловянно-свинцовыми и бессвинцовыми сплавами
- Идеальный флюс для ремонта электрических и электронных устройств
- Размеры: 2,5″ диаметр X 1″ высота X 25,5 мм)
Дополнительная информация:
| Марка | СРА |
| Цвет | Неизвестно |
| Артикул Размеры | |
| Высота | 18 |
| Ширина | 36 |
| Длина | 22 |
| Вес | 81,79 |
Показатель популярности 9,3
Показатель качества 9
Показатель тональности 8. 9
Оценка редакции
9.1
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- Остаток канифоли после пайки не вызывает коррозии, не проводит ток, влагоустойчив и устойчив к грибкам
- Совместим с бессвинцовыми и этилированными припоями
- Превосходная способность к флюсу
- Мгновенное смачивание
- Тиксотропная паста; Соответствует RoHS
Дополнительная информация:
| Марка | мг |
| Цвет | Неизвестно |
| Артикул Размеры | |
| Высота | 12 |
| Ширина | 21 |
| Длина | 31 |
| Вес | 71,45 |
Показатель популярности 9. 4
Показатель качества 9.1
Показатель тональности 9.2
Оценка редакции
9.2
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- Флюс для припоя
Дополнительная информация:
| Марка | Чип |
| Цвет | Черный |
| Артикул Размеры | |
| Высота | 12 |
| Ширина | 40 |
| Длина | 41 |
| Вес | 86,83 |
Рейтинг популярности 9,4
Показатель качества 8,9
Показатель тональности 8,9
Оценка редакции
9.1
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- ЧТО ВЫ ПОЛУЧАЕТЕ: Паяльная паста с канифолью * 2, наше дружелюбное обслуживание клиентов 7/24 для душевного спокойствия.
- НЕКОРРОЗИОННЫЙ: Канифоль не проводит ток в сухих условиях и обладает хорошей изоляцией. Не вызывает коррозии металлических материалов, таких как печатные платы.
- СТОЙКОСТЬ К ОКИСЛЕНИЮ: Антиокислительный эффект на головке паяльника из сплава золота и меди. Флюс припоя для полутвердых, не легко сбрасывать.
- СИЛЬНАЯ ПРИМЕНИМОСТЬ: Флюс подходит для сварочных инструментов, золота, меди, олова, железа и других металлов. Идеально подходит для электронной сварки, ремонта и переделки.
- ДОСТАТОЧНОЕ КОЛИЧЕСТВО: В комплект входят 2 банки паяльного флюса. Всего 70 гр. Достаточное количество для вашего использования.
Дополнительная информация:
| Марка | Банка |
| Цвет | Серый |
| Артикул Размеры | |
| Высота | 18 |
| Ширина | 37 |
| Длина | 23 |
| Вес | 81,97 |
Рейтинг популярности 9,2
Показатель качества 9,6
Показатель тональности 9,5
Оценка редакции
9. 4
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- Содержит 2 унции в банке диаметром 3 дюйма и высотой 0,62 дюйма
- Соответствует RoHS отчету SGS
- Идеально подходит для пайки, ремонта и переделки электронных устройств
- Без чистого флюса
- Для применения со свинцом и без свинца
Дополнительная информация:
| Марка | Термотроник |
| Цвет | Белый |
| Артикул Размеры | |
| Высота | 14 |
| Ширина | 34 |
| Длина | 28 |
| Масса | 26,67 |
Показатель популярности 9.6
Показатель качества 9.2
Показатель тональности 8.9
Оценка редакции
9. 2
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- Не содержит свинца / соответствует требованиям RoHS
Дополнительная информация:
| Марка | Чип |
| Цвет | Белый |
| Артикул Размеры | |
| Высота | 18 |
| Ширина | 30 |
| Длина | 40 |
| Вес | 10,65 |
Рейтинг популярности 9.5
Показатель качества 9.2
Показатель тональности 9.6
Оценка редакции
9.4
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- Флюс канифольной пасты: Эта высококачественная паяльная паста с канифольным флюсом облегчает протекание припоя, повышая тем самым эффективность процесса пайки, и идеально подходит для небольших проектов по пайке своими руками.
- Припойная проволока: в комплект входит высококачественная 50-граммовая оловянно-свинцовая проволока 60-40 (Sn/Pb) со свинцово-канифольным сердечником диаметром 0,6 мм и содержанием флюса 1,6%, обычно используемая для электроустановок, проектов «сделай сам», 3D принтеры и другие электронные проекты или пайка и ремонт электрических и электронных устройств
- БОНУС Предметы: Помимо проволоки для припоя и канифольной пасты, этот набор также включает 2 мини-отвертки и две луженые медные ПВХ-оболочки 22 AWG Wire, отличное дополнение к очень простому и недорогой набор для пайки.
- Гарантия качества: На набор для припоя и пасты распространяется 30-дневная гарантия возврата денег и пожизненная поддержка клиентов, что обеспечивает высокий уровень удовлетворенности клиентов.
- Прочная картонная коробка: все предметы аккуратно упакованы в прочную картонную коробку, чтобы обеспечить их порядок, безопасность и удобство переноски и транспортировки в любом месте.
Дополнительная информация:
| Марка | Припой |
| Цвет | Неизвестно |
| Артикул Размеры | |
| Высота | 7 |
| Ширина | 37 |
| Длина | 32 |
| Вес | 89,15 |
Показатель популярности 9,7
Показатель качества 9. 1
Показатель тональности 9.2
Оценка редакции
9.3
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- Универсальный флюс, специально разработанный для витражей
- Сделано в США
- Полностью водорастворимый, что упрощает и ускоряет очистку
- Включает кисточку для нанесения! Идет легко, не будучи жидким или неряшливым.
- Может использоваться с цинковой, свинцовой и медной фольгой. Стирать всю работу в течение 6-8 часов.
Дополнительная информация:
| Марка | унций |
| Цвет | Серебро |
| Артикул Размеры | |
| Высота | 10 |
| Ширина | 44 |
| Длина | 45 |
| Вес | 93,69 |
Показатель популярности 9
Показатель качества 9. 5
Показатель тональности 9.5
Оценка редакции
9.3
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- Безгалогеновый
- Флюс Smooth Flow
Дополнительная информация:
| Марка | Чип |
| Цвет | Черный |
| Артикул Размеры | |
| Высота | 13 |
| Ширина | 40 |
| Длина | 27 |
| Вес | 70,54 |
Показатель популярности 9.4
Показатель качества 9.7
Показатель тональности 9.2
Оценка редакции
9.4
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- Очиститель жала паяльника – лучший Очиститель жала паяльника и основа, без воды, не снижает температуру жала. Изготовлен из латунной проволоки, он чище, чем традиционные губки. Безопасный и чистый в использовании.
- Набор Welded 4-в-1 —- содержит 4 необходимых продукта для сварки, что экономит ваше время на покупку нескольких товаров.
- Канифоль – вес 0,35 унции/10 г. Увеличьте расход припоя, улучшите эффективность процесса сварки, позвольте припою образовывать твердое тело, меньше остатков, не нужно очищать, прочные механические и электрические соединения.
- Проволока для припоя – вес 1,76 унции / 50 г. Хорошая текучесть, равномерный нагрев, равномерные паяные соединения, чистота способствуют быстрому завершению сварки.
- Сердечник для демонтажа без очистки – шириной 2,0 мм и длиной 29,5 дюймов, изготовлен из чистой бескислородной медной проволоки, обладает сильной способностью поглощать олово. Нет очистки, низкий остаток. Удаляет больше припоя, чем традиционные фитили, что упрощает исправление ошибок на небольших печатных платах.
Дополнительная информация:
| Марка | -в- |
| Цвет | Черный |
| Артикул Размеры | |
| Высота | 8 |
| Ширина | 41 |
| Длина | 37 |
| Вес | 66. 06 |
Показатель популярности 9.7
Показатель качества 9.1
Показатель тональности 9.7
Оценка редакции
9,5
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
Дополнительная информация:
| Марка | № |
| Цвет | Серый |
| Артикул Размеры | |
| Высота | 20 |
| Ширина | 21 |
| Длина | 28 |
| Вес | 72,51 |
Показатель популярности 9.6
Показатель качества 9
Показатель тональности 9.3
Оценка редакции
9. 3
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- 🌟1 фитиль, не требующий очистки, каждый фитиль имеет длину около 10 футов и ширину 0,1 дюйма, достаточное количество и длину для повседневных нужд
- 🌟Плетеные фитили подходят для лабораторных, домашних и промышленных сварочных работ, являются практичными инструментами для удаления припоя и исправления ошибок на небольших печатных платах, что делает вашу работу очень удобной
- 🌟Демонтажные фитили изготовлены из медных хорошее качество, точная конструкция плетения может улучшить капиллярный эффект и способность избыточного поглощения припоя, повышая вашу эффективность
- 🌟Фитили для припоя можно использовать для исправления ошибок с небольшими платами на печатных платах, удаления реле и других компонентов с печатных плат, -пайка механических переключателей клавиатуры, отпайка старых проводов от устройств, отпайка компьютерных деталей, таких как материнская плата, чистый сплав на компонентах smd и многое другое
- 🌟Этот фитиль для демонтажа имеет геометрически точное переплетение с медью и канифолью, работает с кончика фитиля для демонтажа припоя, после нагревания фитиля для демонтажа припоя и припоя оплетка быстро впитывает расплавленный припой и оставляет чистую рабочую зону .
Дополнительная информация:
| Марка | Лесноу |
| Цвет | Серебро |
| Артикул Размеры | |
| Высота | 9 |
| Ширина | 45 |
| Длина | 45 |
| Вес | 99,41 |
На что обратить внимание перед покупкой флюса для пайки
Пришло время для самого долгожданного руководства по покупке, с которым вам обязательно нужно ознакомиться перед покупкой. Есть несколько факторов, которые большинство из нас упускают из виду, когда покупают флюс для пайки, и поэтому сожалеют о его приобретении. Давайте проверим их!
Размер
Первое и главное, о чем мы будем говорить, это желаемый размер. Учитывая его размер, очень важно, чтобы вы хранили его в первую очередь. Таким образом, вам нужно убедиться, что у вас есть ровно столько места, сколько вы собираетесь купить.
Вы можете использовать измерительную ленту и измерить размер, который вам нужен, и тот, который является элементом. Если желаемый продукт не соответствует вашим размерам, несмотря на его изысканные функциональные возможности, то лучше двигаться дальше.
Персонализация
Хотя вам может показаться, что вам не нужно менять основной вид, но вы достигнете точки, в которой вам этого хотелось бы. В результате всегда лучше, если у вас есть хотя бы возможность изменить внешний вид, когда захотите.
Возможность измениться намного важнее, чем вы думаете. Вы можете настроить его в соответствии со своим настроением и почувствовать, что он создает ту же атмосферу, что и вы. Кроме того, иметь настраиваемую вещь — это удовольствие, которого не могут дать ненастраиваемые.
Экологичность
Если вы пытаетесь внести свой вклад в развитие общества, то нет ничего лучше, чем иметь экологически чистый продукт. Убедитесь, что товар не наносит вреда окружающей среде, проверив зеленый сертификат. Это гарантирует минимальную деградацию окружающей среды. Это дополняет ответственность гражданина Земли.
Кроме того, целью здесь являются продукты, изготовленные из переработанных материалов. Покупка переработанных вещей — отличный способ помочь производителям уменьшить свой углеродный след, а также ваш. Следовательно, вы создаете лучшее будущее для следующего поколения.
Безопасность
Еще одним важным аспектом, который следует учитывать перед покупкой желаемого товара, является безопасность. Ваша безопасность — самая важная вещь в мире, и самое разумное соображение — убедиться, что вы не получаете какие-то медицинские счета вместо самого продукта.
Таким образом, вы можете проверить, соответствует ли он протоколам безопасности или нет. Однако единственное, на что здесь можно рассчитывать, — это отзывы покупателей. Никто не скажет вам, что продукт недостаточно безопасен и опасен. Тем не менее, благодаря разделу отзывов клиентов, где вы можете легко узнать, не прошел ли продукт тест на безопасность или нет.
Часто задаваемые вопросы
Вы все еще не понимаете основы работы с флюсом для пайки? Ну, вы не единственный, кто не понимает, что происходит внутри. Таким образом, раздел часто задаваемых вопросов, где мы собираем все ваши важные вопросы, которые остались нерешенными и нуждаются в разъяснениях. Да, их понимание имеет решающее значение, поскольку знание основы чего-либо является ключом к пониманию самой технологии.
Как я могу доверять производителю флюса для пайки?
Как только вы определитесь с продуктом, который хотите купить, погуглите название производителя. Вы получите все подробности о производителе на некоторых популярных сайтах.
Стоит ли покупать флюс для пайки?
Заслуживает ли он ваших с трудом заработанных денег или нет, зависит только от вас. Кроме того, как вы собираетесь его использовать.
Где я могу найти оригинальные продукты Soldering Flux?
Если вы не купите его на сомнительном веб-сайте, о котором вы не слышали, вы можете получить подлинные продукты в любом месте в Интернете. Тем не менее, вы должны покупать на сайтах, которые вы знаете, поскольку они являются лучшими в этом и имеют политику удовлетворенности клиентов.
Final Word
Мы надеемся, что наш лучший обзор флюса для пайки и руководство по покупке помогли вам найти правильный продукт для ваших нужд. Надеюсь, это помогло вам, и теперь вы вооружены всей информацией, необходимой для принятия обоснованного решения.
Пожалуйста, найдите минутку, чтобы прочитать наше руководство покупателя, если у вас есть какие-либо другие вопросы или проблемы. Наконец, мы хотели бы напомнить вам, что обзоры продуктов основаны на личном опыте и мнениях, поэтому, пожалуйста, используйте их в качестве руководства, но не воспринимайте как истину.
Флюс для припоя – Henkel Adhesives
Компания Henkel разработала ряд жидких флюсов для облегчения процессов бессвинцовой и оловянно-свинцовой пайки волной припоя, селективной пайки, доработок и лазерной пайки. Жидкие флюсы Henkel экологически безопасны и соответствуют принципам устойчивого производства.
Жидкие флюсовые материалы от Henkel обладают выдающимися характеристиками, обеспечивая эффективный поток припоя, а также свойства очистки и очистки. Дополнительные преимущества:
- Исключительные характеристики пайки
- Электробезопасность, высокое сопротивление поверхностной изоляции (SIR)
- Минимальный остаток
- Подходит для широкого спектра применений и металлических подложек
- Для автоматизированного процесса волновой и селективной пайки
При любом применении пайки перед производителем могут возникнуть различные проблемы в зависимости от конкретного применения. Очистка и очистка соединений является одним из важнейших факторов обеспечения точности электроники в товарах народного потребления. Кроме того, флюсы для пайки также помогают обеспечить высокую механическую прочность соединений, что также может быть важно в автомобильных приложениях, где требуется устойчивость к вибрации и ударам.
Henkel помогает производителям решать эти задачи с помощью ряда высококачественных флюсовых материалов, подходящих для любого применения в любой отрасли. При использовании бессвинцового припоя или припоя на основе свинца наш флюс для пайки обеспечивает исключительную работоспособность как в ручных, так и в автоматизированных процессах.
Свяжитесь с членом нашей команды, чтобы узнать больше о наших продуктах и обсудить ваши конкретные требования.
Жидкий флюс, не требующий очистки Не содержащий свинца флюс, не требующий отмывки, обеспечивает крайне малое количество остаточного материала в тех случаях, когда окончательная очистка печатных плат или компонентов не требуется. Идеально подходящий для производственных процессов с высокой производительностью и низкой сложностью продукта, жидкий не требующий очистки флюс снижает производственные затраты и сокращает время производства. Во многих случаях, когда используется неочищенный флюс, любые остатки флюса являются безопасными и не влияют на функциональность печатной платы или компонентов. Не требующий отмывки жидкий флюс для пайки используется в ручных и автоматизированных процессах, где твердый флюс не подходит.
Многие обычные флюсы содержат галогены для облегчения удаления оксидов. Однако опасения по поводу их токсичности заставили производителей искать флюсы, не содержащие галогенов, как потенциально более безопасную альтернативу как для человека, так и для окружающей среды. Флюс, не содержащий галогенов, также известный как флюс, не содержащий галогенов, позволяет производителям выполнять все более строгие экологические нормы по утилизации продуктов по окончании срока службы.
Свободный флюс ЛОСЭтот тип флюса также был разработан в ответ на призывы к повышению экологической безопасности при использовании в бытовой электронике и автомобилях. Флюс без летучих органических соединений заменяет летучие органические соединения, такие как растворители и другие спирты, в химии на водной основе. Кроме того, флюсы VOC не воспламеняются, что повышает безопасность потребителей.
Водорастворимый флюс Водорастворимый флюс обеспечивает высокую надежность при длительном применении, а также безопасный химический состав как для потребителей, так и для окружающей среды. Традиционно используемый в сантехнике, водорастворимый флюс теперь был разработан для использования в электронике, предлагая более эффективное применение припоя и легко очищаемые составы после фиксации печатных плат и компонентов.
Используется в крупномасштабном процессе пайки, когда компоненты припаиваются к печатным платам, пайка волной припоя автоматизирует сборку электроники в самых разных отраслях промышленности. Чтобы эти процессы работали эффективно и результативно, высококачественный флюс для пайки волной припоя должен дозироваться автоматически, сначала очищая компоненты и удаляя любые отложения оксида, а затем припаивая компоненты к плате. Флюс для пайки волной припоя доступен как в коррозионной (высокой кислотности), так и в неагрессивной (низкой кислотности) формулах в зависимости от применения.
Свяжитесь с нами сегодня, чтобы узнать больше о различных типах доступных флюсов, которые подходят для существующих процессов пайки.
Сборка электроники и применение в автомобилестроении – это две отрасли, в которых высок спрос на процессы пайки и, следовательно, на высококачественный флюс для пайки. Кроме того, другие отрасли промышленности могут извлечь выгоду из отдельных методов пайки или пайки волной припоя, поскольку эти процессы имеют определенные преимущества.
Автомобильная промышленностьВ дополнение к эффективному соединению и высококачественной электрической работе паяные соединения в автомобильной промышленности также требуют высокой механической прочности. Необходимо учитывать вибрацию, удары и другие воздействия окружающей среды, а с увеличением количества электронных компонентов, встроенных в автомобили, надежная электроника становится важнее, чем когда-либо прежде.
Флюсовые материалы Henkel позволяют производителям автомобильной промышленности создавать прочные электрические соединения с использованием как ручных, так и автоматизированных процессов, обеспечивая эффективность и высокий уровень надежности во всех областях применения в автомобильной промышленности, что сводит к минимуму риск электрохимической миграции.
Электронная промышленность включает производство широкого спектра устройств и компонентов, от промышленных до потребительских. Каждое устройство или компонент сталкивается со своим собственным набором конкретных задач, и Henkel предлагает производителям гибкость благодаря нашему выбору жидких флюсов для электроники.
Независимо от того, требуется ли высокая механическая прочность для больших деталей или требуется точная электронная пайка для крошечных печатных плат, наш жидкий флюс для электроники обеспечивает превосходные характеристики в различных областях применения. Эти флюсы идеально подходят как для ручных, так и для автоматизированных процессов.
Селективная пайка и пайка волной припоя Используемые в автомобильной и электронной промышленности процессы как волновой, так и селективной пайки имеют свои плюсы и минусы. Для крупномасштабной обработки серийно выпускаемых компонентов и плат требуются высококачественные флюсы для пайки волной припоя, обеспечивающие очистку и соединение.