Как сделать хон в цилиндрах: Хонингование цилиндров своими руками
alexxlab | 08.11.1984 | 0 | Разное
Хонингование цилиндров своими руками
Самым завершающим этапом при капитальном ремонте любого двигателя является хонингование. В этой статье вы подробно узнаете о том, что такое хонингование блока цилиндров, зачем оно производится и как осуществить его своими руками.
Что такое хонингование
Хонингование выполняется для уменьшения шероховатости поверхности цилиндров, чтобы обеспечить минимальное трение между поршнем и рабочей частью цилиндра. Данная процедура выполняется при помощи режущей обработки. Хонинговальные бруски устанавливаются в специальные хонинговальные головки, которые устанавливаются как радиально, так и плоскопараллельно через конусные механизмы или зубчатые рейки. Таким образом, достигается крестовая шлифовка поверхности и соответствующая сетка штрихов. В связи с этим, хонингование получило второе название – перекрестная шлифовка. Смазка и охлаждение обрабатываемого материала обеспечивается с помощью специального хонинговального масла, которое подается на всем протяжении обработки.
Для чего необходимо хонингование цилиндров
В процессе эксплуатации, двигатель поддается как термическим, так и механическим воздействиям, которые непременно меняют форму цилиндров. Цилиндр должен иметь строго определенную высоту и диаметр, который не должен меняться на всем протяжении стенок. Тем не менее, длительная эксплуатация и износ делают свое дело – цилиндры меняют свою форму на бочкообразную, конусообразную или седлообразную. Данные изменения невидимы не вооруженным глазом, тем не менее, довести форму цилиндра до ума просто необходимо. Именно для этого и применяется хонингование, которое может расточить цилиндр до самых номинальных размеров с точностью до миллиметра.
Если цилиндры не обрабатывают и оставляют все, как есть, то можно получить, примерно, следующую картину:
- Снижение давления в цилиндрах (компрессии), потеря мощности. Данный параметр напрямую зависит от формы цилиндра.
- Повышения расхода смазывающего материала и топлива.
 Сквозь промежутки, которые могут возникнуть между поршнем и стенками цилиндра, масло будет подниматься в камеру сгорания, прогорать и уходить в выхлопную систему.
Сквозь промежутки, которые могут возникнуть между поршнем и стенками цилиндра, масло будет подниматься в камеру сгорания, прогорать и уходить в выхлопную систему.
Хорошо, если дело обойдется только расточкой цилиндров. Однако, бывают случаи, когда капитальный ремонт становился слишком затратным. Многие водители умудрились довести мотор до такого состояния, что потребовалась замена всего кривошипно-шатунного механизма.
Требования к инструменту и материалам
Как вы уже догадались, применение обычного расточного станка при хонинговании блока цилиндров недопустимо. Для этого используется только специальное оборудование, которое позволяет добиться самых точных результатов. Ведь такой параметр, как размер, в блоке цилиндров играет очень важную роль.
Обработка блока цилиндра, изготовленного из алюминия должна выполняться с помощью специальных брусков. Для достижения более точной геометрии элемента их количество должно составлять от 5 до 8. Расположение брусков выполняется по всему периметру обрабатываемой поверхности. Монтаж инструмента осуществляется с помощью гидравлического или электромеханического привода, который позволяет изменить их положение в соответствии с требуемым размером. Такой подход, в отличии от ручной настройки, позволяет обеспечить точное регулирование брусков, в соответствии с требуемыми нормами. Именно поэтому, применение обычного станка, с малым количеством брусков и регулировкой механическими рейками недопустимо.
Расположение брусков выполняется по всему периметру обрабатываемой поверхности. Монтаж инструмента осуществляется с помощью гидравлического или электромеханического привода, который позволяет изменить их положение в соответствии с требуемым размером. Такой подход, в отличии от ручной настройки, позволяет обеспечить точное регулирование брусков, в соответствии с требуемыми нормами. Именно поэтому, применение обычного станка, с малым количеством брусков и регулировкой механическими рейками недопустимо.
При расточке блока цилиндров применяются специальные бруски с алмазными зернами. Крепление зерен обеспечивается с помощью пластмассовой связки. Данный материал применим для обработки блока цилиндров, изготовленного из алюминия. Конструкция брусков позволяет добиться самозатачивания алмазов. Это означает, что связывающая пластмасса очень прочна, что немало важно при удержании алмазов в процессе обработки, и достаточно мягкая, чтобы удержать алмазы, концы которых уже затупились.
Как правильно делается хонингование цилиндров двигателя
Капитальный ремонт блока делится на несколько этапов. Вначале происходит расточка цилиндра до ремонтного размера. Обязательным условием является оставление припуска в 0,1-0,15 миллиметров. Данный размер позволяет вначале придать форму будущему цилиндру, а затем провести обработку шероховатой поверхности, чтобы сделать ее максимально гладкой.
После того, как второй этап будет завершен, необходимо выполнить промывку двигателя. Дело в том, что при обработке появляется большое количество металлической стружки, которая сразу может быть и незаметна. Однако, ее присутствие на стенках гильз совсем не желательно и может привести к повторному износу блока, поэтому ее необходимо удалить.
Внимание! Чтобы бруски не замазались и не переломились, необходимо через определенные промежутки времени прерывать хонингование, примерно, на 30 секунд.
При этом, касание инструмента стенкам цилиндра должен быть прекращен. За это время обрабатываемую поверхность и бруски нужно промыть и обработать новой порцией хонинговального масла. После этого, можно снова продолжать обработку.
Чтобы бруски изнашивались равномерно, рекомендуется постоянно менять направление вращения головки. Данное требование позволяет не только ровно обработать деталь, но и добиться повышенной экономии материала, что не маловажно при проведении работ любого вида.
На этом хонингование блока цилиндров завершено. Как видно, на теории в этом нет ничего сложного. Однако на практике многие водители могут столкнуться с различными трудностями, например, отсутствие необходимого оборудования или специальных навыков, нужных при обработке блока цилиндров. Именно поэтому, такую работу лучше доверить профессионалу, который за относительно небольшие деньги выполнит точную и качественную шлифовку цилиндров.
Хонингование цилиндров: что это такое?
Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Рекомендуем также прочитать статью о том, как правильно подбирать поршневые кольца. Из этой статьи вы узнаете об особенностях подбора ремонтных поршневых колец по размеру и другим параметрам.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
Содержание статьи
- Что лучше, хонингование или шлифовка цилиндров мотора
- Как правильно наносить хон на стенки цилиндров
- Что в итоге: зеркало или хон
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Так называемая «капиталка» (капремонт) двигателя зачастую предполагает замену поршней и поршневых колец на ремонтные, восстановительные работы или замену коленвала, а также расточку цилиндров двигателя в ремонтный размер. Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование.
Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование.
Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности. Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях. Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона. Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец. Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т. д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
Как правильно наносить хон на стенки цилиндров
Начнем с того, что процесс правильного хонингования в заводских условиях является достаточно сложным. Об этом мы поговорим немного позже. Что касается ремонта ДВС в автосервисах или специализированных мастерских, хонинговка цилиндров происходит в два основных этапа:
- начальная обработка при помощи закрепленных на хонголовке брусков с крупным абразивом;
- финальное хонингование, которое предполагает финишную обработку цилиндра мелкозернистым абразивом. Такой абразив позволяет добиться высокоточной обработки поверхностей;
Завершением процесса хонинговки цилиндров можно считать финишную чистку поверхностей при помощи специальной абразивной пасты. Данная процедура позволяет удалить острые углы, переходы, впадины и другие микродефекты. Результатом становится ровная и равномерно нанесенная хонинговальная сетка на стенках цилиндров двигателя. Отметим, что в ряде случаев применение абразивных паст для тонкой обработки опускают, выполняя только два основных этапа по нанесению хона.
Данная процедура позволяет удалить острые углы, переходы, впадины и другие микродефекты. Результатом становится ровная и равномерно нанесенная хонинговальная сетка на стенках цилиндров двигателя. Отметим, что в ряде случаев применение абразивных паст для тонкой обработки опускают, выполняя только два основных этапа по нанесению хона.
Полным окончанием процесса хонингования цилиндров является мойка блока цилиндров (БЦ) для удаления металлической стружки, а также остатков полировочных паст. Далее в процессе сборки двигателя можно рассчитывать на правильную посадку поршневых колец, быструю притирку и качественную герметизацию камеры сгорания. Добавим, что абразив для хонингования цилиндров представляет собой как керамические, так и алмазные бруски. Керамический брусок имеет определенные преимущества перед алмазными абразивами, так как так4ой хонбрусок более долговечен, что в итоге определяет меньшую стоимость керамического хонингования по сравнению с алмазными решениями.
Теперь поговорим о профессиональном хонинговании, которое предполагает наличие дорогостоящего сложного оборудования.
Специнструмент для хонинговки обеспечивает точное, а не хаотичное нанесение указанных рисок при помощи хонинговальной головки, на которую монтируются хонбруски. Как уже было сказано, инструмент совершает не только вращение, но и возвратно-поступательные движения. Благодаря этому в процессе нанесения хона удается выдержать заданный угол, под которым происходит пересечение рисок на поверхности стенок цилиндра.
Такой угол называется углом хонингования. Также имеется зависимость от типа абразива и его зернистости, что влияет на финальное качество и структуру хона. От вида хонбруска зависит степень шероховатости поверхности, глубина и сами размеры наносимых рисок. Весь процесс нанесения хонинговки разделяется на начальный и финишный. На каждом этапе используются разные бруски. Точный контроль шероховатости поверхности становится возможным благодаря последующей визуализации диаграмм микропрофиля хона. Угол хонингования задается посредством использования специальных шаблонов-пленок.
- Для формирования поверхности на начальном этапе хонингования, которая достаточно грубая, имеет глубокие риски и повышенную шероховатость, потребуется использование абразива с крупным зерном. Для этого применяются алмазные хонбруски, которые выполнены на медной основе. Весь процесс чернового хонингования сопровождается обильной подачей смазочно-охлаждающей жидкости. Это необходимо для эффективного удаления из области нанесения хона механических частиц, остатков абразива и т.
 д.
д. - После алмазного хонингования грубая поверхность не позволяет сразу начать монтаж остальных элементов ДВС, так как кольца и поршень в таком цилиндре работать не смогут. Иногда алмазное хонингование является альтернативным силовым способом расточки цилиндров двигателя. Затем грубая поверхность снова проходит обработку абразивом с меньшим зерном. Такая обработка позволяет добиться формирования нового микропрофиля на стенках цилиндров. Завершающим этапом процесса хонингования является повторная обработка мелкозернистым абразивом, что позволяет добиться планового ремонтного размера цилиндра.
- По окончании завершения формирования «чистовой» поверхности дополнительно проводится так называемое дополнительное хонинговое крацевание. Данная процедура не направлена на дальнейшую расточку цилиндра, главной задачей является очистка полученного ранее микропрофиля от остатков хонинговальных абразивов. Также крацевание чугунного цилиндра позволяет открыть графитовые зерна. Применительно к чугуну это позволяет дополнительно снизить трение и уменьшить механические потери, а также замедлить износ.
 Для крацевания применяются щётки, в основе которых лежат нейлоновые нити, а также присутствуют кремниевые кристаллы.
Для крацевания применяются щётки, в основе которых лежат нейлоновые нити, а также присутствуют кремниевые кристаллы.
Добавим, что хонингование также допускает нанесение дополнительного слоя специальных антифрикционных покрытий. Хонинговать можно как чугунные блоки цилиндров, так и некоторые БЦ, выполненные из сплавов алюминия. Большой популярностью сегодня пользуется плосковершинное хонингование, которое фактически аналогично классическому методу. Отличия плосковершинной хонинговки от обычного метода нанесения хона состоят в материалах и брусках, которые используются при обработке плосковершинным способом.
Что в итоге: зеркало или хон
С учетом вышесказанного справедливо утверждение о том, что лучшее удержание моторного масла способна обеспечить только стенка с шероховатой поверхностью. Что касается идеально гладкой стенки (зеркала) цилиндра, такая поверхность не может обеспечить должное удержание смазки в количестве, которого будет достаточно для эффективного смазывания поршневых колец.
На зеркальной отшлифованной поверхности цилиндра моторное масло снимается практически полностью, остатки будут расходоваться на угар, а забора нового масла происходить не будет. В подобном случае можно говорить о частичном или полностью сухом трении, в результате чего возникает ускоренный износ колец и стенок цилиндра.
На хонингованной поверхности, которая отличается шероховатостью, масло задерживается намного лучше, что позволяет выдерживать повышенные механические нагрузки. Добавим, что недостаточная шероховатость хона автоматически означает худшее удержание смазки на стенках. Также обратим внимание на угол хонингования. Такой угол оказывает влияние на показатели расхода масла на угар. Чем больше угол, тем шероховатее поверхность, но поверхность цилиндра становится более волнистой и двигатель интенсивнее расходует масло на угар. Уменьшение угла хона снижает расход масла, при этом параллельно ухудшается шероховатость стенок. С учетом данных закономерностей при хонинговании цилиндров необходимо тщательно подбирать определенные режимы нанесения хона и абразивы применительно к материалам изготовления того или иного БЦ. Такой подход позволяет достичь наилучших результатов.
Такой подход позволяет достичь наилучших результатов.
Хонингование цилиндров – обзор методик, обработка своими силами Видео
Содержание
Хонингование цилиндров – это абразивная обработка внутренней поверхности цилиндра с помощью специальных материалов (хонов). Этот процесс позволяет обеспечить необходимый микропрофиль стенок цилиндра, который нужен для эксплуатации двигателя.
1 Хонингование цилиндров – повышение ресурсов двигателя
Блок цилиндров на двигателе внутреннего сгорания представляет собой основной связующий элемент между коробкой передач, поршневой группой и ГБЦ. В процессе эксплуатации цилиндры испытывают огромную нагрузку, что со временем приводит к деформации их внутренней поверхности, на которой могут образовываться различные повреждения и царапины. От этого страдают такие эксплуатационные характеристики, как расход масла, расход топлива, компрессия, мощность, ресурс двигателя.
Чтобы восстановить микропрофиль внутренней поверхности цилиндра, выполняют хонингование этой детали и других цилиндрических отверстий в двигателе (отверстия нижней и верхней головки шатуна, втулки клапанного механизма, гильз). С его помощью устраняются царапины и другие виды деформации, и придается необходимая шероховатость поверхности. Шероховатость и количество рисок на стенках цилиндра зависят от типа применяемого абразивного материала (брусков). Хонингование обязательно проводится как при сборке двигателя, так и при капитальном ремонте.
В первом случае процедура позволяет правильно посадить поршневые кольца и обеспечить герметичность камеры сгорания. При капитальном ремонте расточка, полировка и хонингование позволяют вернуть цилиндрам форму, максимально приближенную к заводским показателям и создать точное число штрихов на поверхности для удержания масла, которое необходимо для постоянной смазки поршневых колец. В отличие от полировки или притирки, хонингование – более эффективный и глубокий процесс. Можно повысить устойчивость детали, ресурс двигателя и эффективность его работы.
Можно повысить устойчивость детали, ресурс двигателя и эффективность его работы.
2 Основные этапы и инструменты для обработки поверхности
Как правило, хонингование блока цилиндров подручными инструментами или автоматизированным способом проходит в два этапа. Первый этап представляет собой черновую обработку, используется крупнозернистый абразив на основе алмазной крошки и меди. При работе понадобится большое количество смазывающей и охлаждающей жидкости. При черновой обработке получаем ровную поверхность с глубокими рисками, и механизм приобретает первоначальную форму.
Процесс чернового хонингования во многом аналогичен процессу силовой расточки цилиндров, однако хонинговка позволяет добиться большей производительности детали.
Далее приступаем к чистовой обработке поверхности для достижения окончательных и оптимальных показателей. Она проводится мелкозернистым абразивным материалом, чаще всего рабочим элементом выступает алмазный брус, который закрепляется на специальной хонинговальной головке. Размер абразивных зерен не должен превышать 1/150 мм.
Размер абразивных зерен не должен превышать 1/150 мм.
На этом этапе формируется новый профиль детали и исправляется шероховатость. После начинается финишный этап обработки и полировки поверхности, который называется суперфиниширование. Он заключается в удалении остатков металла и абразивной крошки с помощью мыльного раствора и специальной нейлоновой щетки с мелкими кремниевыми кристаллами, которая одновременно полирует стенки.
3 Как выполнить хонингование своими руками, и что вам в этом поможет?
При наличии определенного набора инструментов и знании технологии обработки хонингование можно выполнить и в домашних (гаражных) условиях. Для работы вам потребуется специальный инструмент, который называется хон. Хоны могут быть двух типов, первый из них представляет собой гибкий элемент, который по конструкции схож с ершиком для мытья бутылок. Второй тип – поверхностный, это специальная насадка с закрепленными на ней точильными камнями. Для обработки цилиндров лучше пользоваться первым типом хона, так как насадки нужны при более глубокой обработке на расточных станках и другом оборудовании.
Помимо хона, вам потребуется большое количество машинного масла, ветошь и электрический инструмент под насадки. Отточка и хонингование цилиндров своими руками осуществляется плавными поступательными движениями снизу-вверх, при этом важно следить за тем, чтобы рисунок (сетка), который образуется на стенках металла, имел равномерный узор. Получаемые риски должны быть иметь равный угол относительно друг друга, в противном случае работу следует прекратить, чтобы окончательно не испортить деталь. Если все прошло успешно, угол хонингования подходящий, а сетка получилась равномерной, очистите деталь от стружки и остатков абразива с помощью мыльного раствора, а после высыхания обработайте стенки специальным маслом с антикоррозийным эффектом.
Ручное хонингование можно проводить, не снимая блок цилиндров с двигателя, и в этом главное преимущество подобной работы. Важно также понимать, что вручную добиться оптимальных показателей цилиндра не получится. При сильном износе такая процедура лишь «освежит» стенки цилиндра, но не исправит проблему, и вскоре она появится снова. Капитально отточить и расточить цилиндры можно только на специальном оборудовании.
Капитально отточить и расточить цилиндры можно только на специальном оборудовании.
Что автовладельцы говорят о хонинговании цилиндров
Хонингование блока цилиндров на советских предприятиях в 60–80 гг. отсутствовало в принципе. Автомобильные, лодочные мотоциклетные моторы были, как правило, результатом побочной деятельности оборонной промышленности. Поэтому не было никакого стимула внедрять новые технологии и совершенствовать уже имеющиеся товары. Люди покупали то что есть и не жаловались на качество, потому что всегда был дефицит и большие очереди практически на любые товары, в том числе и на автомобили.
Усложнение технологических операций не приветствовалось в массовом производстве, а при отсутствии конкуренции заводу было все равно, сколько проходит его мотор до капитального ремонта.
Самодельный хон может быть и не хуже заводского, но сложность в том, что информации о глубине канавок, угле хонингования, допустимой шероховатости поверхности нигде нет. Эти параметры очень сильно влияют на качество смазки и расход масла. Масляное голодание, так же как и большой расход, не сделают мотор долгожителем.
Масляное голодание, так же как и большой расход, не сделают мотор долгожителем.
Увеличение шага хонингования может привести к сокращению толщины масляной пленки и быстрому износу двигателя. Поэтому автосервисы при хонинговании блока цилиндров делают некие усредненные показатели, которые подойдут для данного типа моторов (3л v6, например). Очень многое зависит от используемого станочного оборудования. В оппозитных моторах ось цилиндра расположена горизонтально, и, следовательно, есть логика в изменении шага сетки и угла хона вверху и внизу цилиндра.
Преимущество заводского хонингования
Ремонтное хонингование цилиндров существенно хуже заводского. Добиться плосковершинного хонингования можно только в условиях автопроизводства. Автосервисы не потянут такое оборудование, а у производителя нет интереса качественно делать капитальный ремонт. Токарно-расточной станок при нарезании борозды хоном выдавливает с каждой стороны слой металла, который во время обкатки мотора гораздо быстрее изнашивает кольца.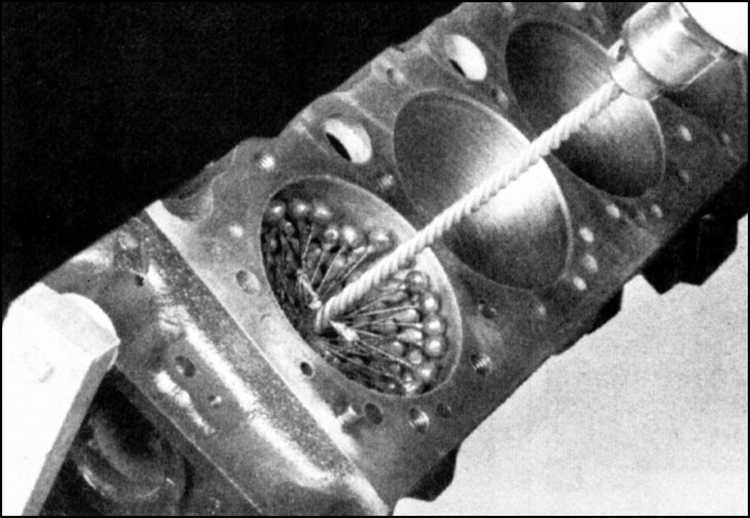
Равномерность износа хонингования
Хон изнашивается неравномерно. Максимальный износ приходится на положение верхнего компрессионного кольца в ВМТ поршня. Выше него износ существенно меньше.
Одинаковый хон или разный
Угол хонингования свой для каждого мотора и у каждого производителя. Точные цифры найти сложно, часто приходится смотреть, как сделано на аналогичных моторах. Однажды перебирал мотор на РАВ4 с использованием ручного хона. По внешнему виду значительно хуже заводского, но эффект все равно дает. После ручного хонингования блока цилиндров и замены колец расход масла практически исчез.
Хонингование, что это
Многим автовладельцам знаком термин «расточка мотора», которая может выполняться либо для повышения мощности двигателя, либо для устранения так называемого «эффекта конусности» при капитальном ремонте. Когда растачивание цилиндров силового агрегата завершено, нужно провести их хонингование.
Хонингование цилиндров является завершающей стадией их обработки. Оно осуществляется с применением специального инструментария, поэтому самостоятельно провести хонингование мотора без сервисного оборудования не получится. Главная задача данного мероприятия — увеличение срока службы мотора, благодаря уменьшению износа элементов во время их приработки.
Оно осуществляется с применением специального инструментария, поэтому самостоятельно провести хонингование мотора без сервисного оборудования не получится. Главная задача данного мероприятия — увеличение срока службы мотора, благодаря уменьшению износа элементов во время их приработки.
Особенности процесса
В ремонтных мастерских хонингование делают поэтапно, в два основных захода и третий – дополнительный. Эти работы отличаются от заводской процедуры, но для стабилизации двигателя их достаточно. Проводят хонинговку цилиндров так:
- Обрабатывают детали крупноабразивным бруском. Это первичный этап, который подготовит деталь к финальным работам.
- Второй шаг – абразив с мелким зерном. Точная обработка приводит поверхность в нужное состояние.

- Применение абразивной пасты. Завершающий шаг, который устраняет микродефекты, сглаживает впадины и уголки. Паста делает хон в цилиндрах двигателя максимально ровным. Этап является дополнительным, т. к. это самая тонкая обработка, призванная улучшить результат основных работ, часто автослесари обходятся и без нее.
После завершения процедуры цилиндры очищают, чтобы избавиться от металлической стружки и остатков полировочных материалов.
Для обработки применяют разные бруски с абразивом, используют керамику и алмазные элементы. Керамический абразив надежнее алмазного, он служит дольше, потому такая полировка требует меньше денежных вложений.
Самостоятельный хонинг – сложная работа, но посильная для опытного слесаря. Чтобы не испортить цилиндр, мастер должен следить за четкостью рисок, их расположением. Оборудование для самостоятельного проведения процедуры тоже называют хон – обычно он похож на ершик для бутылок. Бывают конструкции из рабочих элементов, закрепленных на стержне, но первый вариант проще в обращении.
В гаражных условиях хон в цилиндрах создают так: оборудование вставляют в патрон для дрели, обеспечив точность работ с помощью уровня и рейки подачи. Это исключит брак в процессе обработки. Во время нанесения сетки хона поверхность и сам он орошается смазкой – смесью машинного масла с керосином.
После процедуры стружку абразива и металлический мусор смывают с поверхности мыльным раствором. Деталь сушат и покрывают антикоррозийным маслом.
После самостоятельного хонингования потребуется подождать, пока цилиндр сработается с поршнем. В это время нельзя подвергать двигатель сильной нагрузке.
Виды отделочной обработки полирование
Существует несколько типов отделочной обработки:
- Шлифование — метод обработки материала с помощью режущего абразивного инструмента. Обрабатываемая поверхность бывает фасонной, цилиндрической, конической и так далее.

- Притирка (доводка).
- Хонингование.
- Суперфиниширование.
- Полирование — отделочная операция, применяемая для придания поверхности металлического блеска, повышения внешней красоты и долговечности, либо как подготовительное мероприятие перед никелированием, хромированием и другими покрытиями.
- Ультразвуковая обработка.
- Электроискровая обработка.
- Светолучевая обработка металлов.
Используемое оборудование
С учётом перечисленных требований промышленность выпускает специальные хоны, применяемые для обработки деталей двигателей внутреннего сгорания. Подобные инструменты имеют изменяемый диаметр, используются в хонинговальных станках и обладают ограниченным ресурсом. Соответствие техническим требованиям должно подтверждаться сертификатом, который получен в органах стандартизации. Недопустимо производить хонинговку с помощью оборудования, не соответствующего утверждённым стандартам. Это может привести к нежелательным последствиям.
При выборе хона следует обращать внимание на следующие параметры:
- Диапазон (по диаметру).
- Количество и длину камней.
- Твёрдость и зернистость материала.
Различают инструменты и по способам обработки, которая может быть сухой или с применением смазывающе-охлаждающей жидкости (СОЖ). При хонинговке деталей, изготовленных из чугуна или стали, в качестве СОЖ применяют керосин или смесь керосина с льняным маслом. Если хон имеет камни с алмазным напылением, используют воду с синтетическими добавками.
Для соблюдения технологического процесса обязательно требуется исправный хонинговальный станок, обеспечивающий точное перемещение обрабатывающего инструмента. Именно на его рабочий стол попадает уже побывавший на расточном станке новый или ремонтируемый блок. А ещё вам потребуется достоверная информация о размерах, которые должны быть обеспечены в итоге. Дальнейшая последовательность операций, в зависимости от конструкции ДВС, может быть различна.
Немного истории
Разработчики решили не придумывать ничего нового и взяли за основу популярную игру, добавили своих героев, приукрасили слегка и выкатили игрушку в свет, на суд геймеров.
И несмотря на то, что изначально игра планировалась как MOBA для СНГ, все пошло не по плану – HoNболее популярен в Европе, чем на территории стран европейского содружества.
Вот так вот иногда бывает, ожидание и реальность существенно отличаются друг от друга. Но тем не менее ХоН – популярен, интересен и довольно необычен, если сравнивать его, конечно, с дотой, а не другими играми, которые более населены разнообразным контентом.
Стоит ли HoNвнимания игроков и потраченного времени? Достоен ли находиться в списке лучших игр в жанре MOBA? Давайте посмотрим, что это за «семейный подряд» Warcraftа.
Хонингование цилиндров: что это такое, для чего нужна хонинговка и расточка (видео). хон или зеркало? как сделать хонинговку своими руками? инструмент и приспособление
Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?
Цель нанесения
Причины хонингования цилиндров:
- приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
- точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
- получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
Технология обработки
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси
Тонкости процесса
- не должны иметь рваных, острых кромок;
- отсутствуют деформированные участки;
- глубина, ширина должны быть однородными.
Инструмент для хонингования
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
Целесообразность ремонта своими руками
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость.
Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Хон или зеркало?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Чтобы раз и навсегда положить конец спорам о хоне и зеркале, узнать, что такое хонингования и как оно правильно осуществляется, рекомендуем ознакомиться с видео.
Прием
Heroes of Newerth получил в целом положительные отзывы, получив 76 баллов из 100 от Metacritic . Обзоры в целом хвалят технические аспекты игры, критикуя при этом жесткую кривую обучения и обычно критический характер сообщества. Когда 29 июля 2011 года Heroes of Newerth стала бесплатной, в игре было накоплено более 526 000 платных аккаунтов с 460 000 уникальных игроков. Число одновременных игроков в сети также неуклонно росло, достигнув пика в 150 000 по состоянию на май 2013 года. В середине 2013 года Heroes of Newerth была третьей по популярности игрой в интернет-кафе на Филиппинах. Лаура Бейкер, директор по маркетингу S2 Games, заявила, что «клиенты Mac и Linux нам хорошо поработали».
| Дата | Награды | Категория | Результат |
|---|---|---|---|
| 11 марта 2010 г. | Награды 12-го ежегодного фестиваля независимых игр | Приз зрительских симпатий | Победитель |
| 25 октября 2010 г. | MTV Game Awards 2010 | Давай поиграем | Номинант |
| 1 декабря 2010 г. | 4-я ежегодная награда Mashable | Лучшая онлайн-игра | Финалист |
| 26 марта 2013 г. | Премия RTSGuru’s PAX East Awards 2013 | Лучшая MOBA | Победитель |
Что такое хонингование цилиндров двигателя
Во время движения автомобиля мотор подвергается высоким нагрузкам, вследствие которых происходит естественный износ узлов. Двигатель меняет свои характеристики по мере наработки моточасов и в определенный момент требует ремонта. Состояние рабочей поверхности ЦПГ – основной критерий здоровья мотора. Хонингование блока цилиндров требуется, если появились задиры и царапины, а также если присутствует конусность.
При капитальном ремонте слесарь растачивает полностью разобранный блок до ближайшего ремонтного размера, который позволяет убрать дефекты зеркала и устранить отклонения по конусности и эллипсности. Гладкая зеркальная поверхность после расточки выглядит очень эффектно, но для лучшей работы мотора надо создать на ней насечки. Это также делается на токарном станке специальным инструментом – хоном. При должном навыке можно провести эту операцию вручную, но качество будет заметно хуже.
Технология ремонта постоянно совершенствуется. В настоящий момент все производители перешли на плосковершинное хонингование. При такой обработке насечки не имеют острых краев (вершин), которые контактируют с поршнем и кольцами при работе мотора. После расточки слесарь должен воспроизвести такую же структуру зеркала. Правильно выполненный ремонт облегчает процесс обкатки мотора и обеспечивает оптимальные зазоры между деталями. Такой мотор не будет расходовать масло и обеспечит максимальный пробег до следующего капитального ремонта.
Хонингование блока цилиндров – это процедура нанесения сетки на рабочую поверхность блока двигателя. Она позволяет обеспечить двигателю наилучшие условия смазки для трущихся деталей. В канавках, образованных хоном, задерживается моторное масло.
Хонингование проводится в два этапа. Сначала используется крупный абразив, который дает крупные насечки. Затем применяется финишная обработка, сглаживающая дефекты и неровности от предыдущей операции. Выделяют алмазное и керамическое нанесение рисок. Первое предпочтительнее по причине более высокой точности обработки, но дороже. Второй способ используется чаще из-за большей доступности цены работы и стоимости оснастки. Автопроизводители могут использовать лазерную финишную обработку, которая невозможна в кустарных условиях.
По окончании работы блок надо тщательно промыть. Желательно это делать струей воздуха или смазочно-охлаждающей жидкости под давлением. Необходимо обеспечить не только внешнюю чистоту детали, но и вымыть металлические стружки и остатки абразивной пасты из скрытых полостей. Частички керамики и металла, оставшиеся в двигателе, могут нанести непоправимый урон. Для того чтобы сгладить поверхность, после черновой обработки применяют финишную шлифовку.
Опасные заблуждения
Интернет пестрит статьями, рассказывающими о том, как сделать хонингование цилиндров самостоятельно с помощью дрели и иного подобного оборудования. Это вызывает удивление. Говоря по совести, реальной пользы от такого рода информации нет. Используемые на производстве хонинговальные станки относятся к разряду наиболее точных обрабатывающих станков. Только с их помощью удаётся обеспечить требуемые допуски в десятые доли микрон. По этой причине справится с задачей дома или в условиях мастерской, не имеющей специального оснащения, не получится. Мотор, отхонингованный «на коленке», не проработает долго.
Чтобы потраченные на ремонт силы и средства не пропали напрасно, обращайтесь к специалистам, имеющим в своём распоряжении необходимое оборудование. Существуют фирмы, предлагающие такого рода услуги. Если их расценки покажутся чрезмерно высокими, задумайтесь о том, во что обойдётся покупка хотя бы контрактного двигателя. Возможно, вы перемените своё мнение.
Статьи по теме
Шумы под капотом: что делать, если они появились
Как осуществить ремонт рулевой рейки БМВ
Медсправка на права-2020: стоимость, врачи, проблемы
Сколько хранится моторное масло: разбираемся в сроках и условиях хранения.
Замена ролика приводного ремня: он тоже не вечный
Штраф за просроченные права: что делать и как избежать
Штраф за езду без страховки: будет ли увеличение
Уходит антифриз из расширительного бачка: причины и диагностика
Направление протектора: правила зимней езды
Можно ли доливать антифриз или разбавлять его водой
Какой антифриз залить в «Пежо»: цвет, марки, производители
В машине пахнет бензином: разбираемся в причинах и ищем способы устранения
Цилиндрические горизонтальные редукторы: конструкция и области применения
Смазки для автомобиля: основные типы и нюансы применения
Обезжириватель для авто: как выбрать правильно
Геймплей: ничего нового, только хорошо забытое старое
Сама игра никак не удивит тех, кто уже играл в подобного рода жанр: вы выбираете героя из огромного списка, которые разделены на три категории:
- ловкач;
- интеллект;
- силовики.
Каждый герой имеет определенную цель на игровой карте: кто-то ходит в мид, кто-то фармит лес. Если вы берете силовика, то вам придется брать на себя основной урон, персонажи в категории интеллект – это поддержка.
Каждый герой имеет четыре способности: 2 активные, одну пассивную и одну ульту. Стандартная картадве стороны, три дороги, две базы и две команды по пять героев.
Тут, как и в доте, от каждой базы идут крипы, которые берут на себя основной башенный урон и отвлекают крипов противника. Да и цель тут такая же – уничтожить базу раньше, чем вашу уничтожит противоположная сторона. Ничего нового и удивительного.
Если говорить о графике, то ХоН выполнен в мультяшной стилистике WarCraftIII, однако имеет свой собственный движок и новые, более современные модельки героев. Но в общем, графика находится где-то на среднем уровне. Сказать, что это высококачественный прорыв в игровой индустрии, с крутой графикой и спецэффектами нельзя.
Конечно, многие считают, что это плюс: ведь таким образом игра позволяет забыть вам о том, что такое лаги, глюки и низкий FPS. Та же дота, требует компьютеры приличной мощности, чтобы комфортно чувствовать себя даже в лобби, не говоря уже о самой игре.
В магазине вы можете приобрести различные скины, модельку героев и новую озвучку. Никаких вещей, влияющих на игровой процесс, усиливающих вашего героя нет и не будет.
В итоге можно сказать одно – HoN никогда не станет игрой года, топом в жанре и не займет лидирующие позиции. Просто потому, что HoN – это копия, хоть и выполненная на свой лад.
Отличия выполнения хонингования на разных двигателях
Двигатели внутреннего сгорания имеют разное устройство. Используемые конструктивные схемы влияют на технологический процесс.
Негильзованные двигатели
Выполненный в виде единой детали негильзованный блок подвергают обработке сразу после расточки, закрепив на рабочем столе и убедившись, что ось обрабатываемого цилиндра расположена вертикально и совпадает с осью шпинделя хонинговального станка. Это позволит исключить её неперпендикулярность к коленчатому валу. Шпиндель включённого станка вращается, одновременно выполняя возвратно-поступательные движения. Для получения нужного результата может потребоваться выполнить от одного до нескольких проходов. Контроль размеров осуществляют с помощью нутромера. Одновременно следует производить замеры шероховатости поверхности. Для этого существуют различные способы:
- Контактный (щуповой), для которого разработаны специальные приборы – профилометры и профилографы. Последние не только замеряют, но и регистрируют параметры.
- Бесконтактные (оптические), среди которых различают теневой, светового свечения, растровый и микроинтерференционный.
Тщательно выполненная обработка повышает мощность ДВС, качество его работы и эксплуатационный ресурс.
Гильзованные двигатели
Отдельную проблему представляет хонингование двигателей с сухими или мокрыми гильзами. Производители запасных частей поставляют, как принято считать, уже готовые к работе комплекты гильз, уже прошедшие все этапы обработки. Однако, под воздействием различных факторов, устанавливаемые на рабочие места детали деформируются и перестают соответствовать заданным размерам. Вследствие этого:
- Ухудшается компрессия. Мотор не развивает необходимую мощность и расходует много топлива.
- Снижается ресурс силового агрегата.
Существует способ избежать этих неприятностей. Для этого изготавливают специальную толстую пластину, имитирующую ГБЦ. Она должна прижимать гильзы, одновременно имея сквозные отверстия, обеспечивающие беспрепятственный доступ инструмента внутрь цилиндров. Пластину закрепляют на блоке после установки гильз, заворачивая резьбовые соединения в последовательности и с моментом затяжки, рекомендованном для установки ГБЦ. Только после этого выполняют хонингование в той же последовательности, что и для негильзованных моторов. Это позволяет свести к минимуму искажение размеров, возникающее в процессе установки гильз.
При полном соблюдении технологического цикла процедура выполняется в четыре этапа:
- Грубая обработка, в процессе которой снимается значительный слой материала. Ею можно заменить расточку. Она ведётся при избытке СОЖ. Лучше всего для этой цели подходят хоны с алмазными брусками на медной основе.
- Хонингование инструментом с размером зерна абразивного материала 1/150 мм. При этом происходит формирование микропрофиля поверхности.
- Окончательная обработка материалом с зерном 1/300 – 1/500 мм.
- Крацевание. Это заключительная операция, в ходе которой размер цилиндра не изменяется, а происходит очищение поверхности от остатков абразива. Для крацевания используют нейлоновые щётки, в состав волокна которых добавлены кристаллы кремния.
Соблюдение перечисленных правил позволяет достичь оптимального результата.
Профессиональные услуги
Если износ уже значительный (например, когда эллипсность цилиндра превышает 0.1 мм, а конусность – 0.2 мм), необходимо проводить расточку цилиндров до ремонтного размера. В этом случае нужно купить специальные поршни, диаметр которых больше стандартных. Растачивать цилиндровый блок необходимо в специализированной мастерской. В гаражных условиях выполнить эту операцию невозможно. Допуски точности очень строгие – десятые доли миллиметра. Качественно выполнить эту работу могут только профессионалы, оснащенные современным оборудованием.
Как выполняется расточка
На первом этапе гильза растачивается на малой скорости. Из-за высокой прочности сплава большие скорости противопоказаны – пострадает точность. При обработке металла на малых скоростях верхний слой подвергается структурным разрушениям, поэтому его необходимо удалить. Для этого и нужна хонинговка. Эта технологическая операция позволяет исправить мелкие огрехи, которые неизбежны при расточке. Обработка хонами позволяет довести канал цилиндра до идеально круглой формы (при правильном хонинговании эллипсность составляет не более 0.03 мм).
Хонинговка после расточки выполняется в два этапа. Сначала стенки обрабатываются крупным абразивом. Затем производится доводка брусками с мелким зерном. Двигатель и станок надежно закрепляются на специальном стенде. В рабочую зону непрерывно подается охлаждающе-смазывающая жидкость. На заключительном этапе обязательно выполняется промывка обработанной поверхности мыльным раствором, чтобы удалить стружку и частицы абразива. В профессиональном оборудовании почти повсеместно используются алмазные хоны – они экономически выгоднее керамических.
Чтобы снизить износ деталей при приработке узла «поршневое кольцо-гильза», рекомендуется использовать присадку для двигателя «Актив Плюс» от . Этот триботехнический состав специально разработан, чтобы создать условия для комфортной работы силового агрегата. Состав оптимизирует зазоры в парах поршень-гильза, благодаря чему выравнивается компрессия по цилиндрам. Также Suprotec Active Plus повышает эффективность работы гидрокомпенсаторов, улучшая смазку работающих узлов. Все эти факторы позволяют избежать излишнего износа деталей на стадии приработки.Также трибосостав «Актив Плюс» можно использовать для профилактики задиров на любых бензиновых двигателях, в том числе и оснащенных турбинами. Это дешевле, чем ремонтировать изношенную цилиндропоршневую группу.
Астрология имени Хон
Между управителем именоформы и планетой имеется очень тесная связь
Поэтому знать астрологическое влияние не менее важно, чем происхождение имени Хон, тотемы и талисманы Хон, национальность Хон и т.д
Происхождение имени Хон таково, что управляющей планетой является Юпитер. Эта планета наделяет носителя имени рядом преимуществ и недостатков.
Преимущества, которые получает имя Хон от Юпитер: Оптимизм, энтузиазм, неустрашимость
Недостатки, которыми наделяет Юпитер имя Хон: Импульсивны, догматичны, ленивы, многое себе прощают, отсутствие здравого смысла
Также той или иной планете соответствует и имеет непосредственное влияние на судьбу каждая буква, из которой состоит имя Хон. Если в именоформе присутствует несколько одинаковых букв, влияние соответствующей планеты усиливается во столько раз, сколько раз повторяется эта буква. Доминирующая планета для Хон:
Особое значение имени Хон придается согласно планете, управляющей завершающей буквой. В ряде случаев, независимо от того, какую имя имеет национальность и значение, завершающая планета определяет продолжительность и особенности завершения жизни. Последняя планета по имени: Меркурий
Совместимость с именем Хон
Наибольшую совместимость в любви, работе, дружбе составляют имена, покровителями которых являются планеты: Солнце, Плутон, Марс.
Астрологический цвет имени: Фиолетовый
Сторона света: Запад
Астрологический камень: Опал, Жемчуг, Хризолит, Алмаз
Олицетворяющее животное: Бобер, Слон, Орел
Планетарное число и значение имени Хон
Читателям сайта aznaetelivy.ru, наверняка, будет интересно узнать, что за имя Хон с точки зрения планетарных чисел. Значение имени Хон и происхождение имени Хон указывает на планетарное число 10. Управляет этим именем Плутон.
Плутон как ключевая планета имени ставит задачу победить все страхи, научиться преодолевать любые экстремальные ситуации и управлять коллективными энергиями, вести за собой других людей
Зодиакальное и Сакральное число имени Хон
Происхождение имени Хон определяет Зодиакальное число 9, что соответствует знаку-зодиака Стрелец. Стрельцы вовлекают в мистерию учительства, поисков учения, традиции, обретения своего места и авторитета в обществе. Они создают поле закона, передачи традиций, расширения активности, дальних путешествий.
Сакральным числом, которое определяет значение имени Хон, является 6, что соответствует знаку-зодиака Дева. Девы вовлекают в мистерию бескорыстного служения и заботы о других, создают поле работы, долга и рационализма.
Редакция сайта aznaetelivy.ru постаралась собрать самую полную информацию, которая описывает происхождение имени Хон, чье имя, что значит имя Хон, имя какой национальности Хон, талисманы Хон… Используйте эту информацию правильно и вы обязательно почувствуете всю скрывающуюся в нем энергетику.
Главные плюсы
Хонинговка деталей имеет ряд положительных сторон. К преимуществам относятся:
- После проведения хонингования поверхностный слой деталей приобретает повышенную прочность, что сказывается на длительности их эксплуатации.
- Значительно меньший процент получения бракованных деталей. Связано это с тем, что хонинговальный инструмент не создает большого давления на поверхность изделия.
- Широкий выбор зернистости хонинговального инструмента. Это позволяет легче выходить на нужный уровень требований к обрабатываемой детали.
- С помощью хона есть возможность устранения брака при сверлении отверстий на станке.
- Одновременно на оборудовании совершается хонингование нескольких отверстий, что повышает скорость выполнения работы.
Читать далее: Ремонт генератора Volkswagen Golf 2 3 4 Polo Sedan и Passat B3 B5 замена ремня своими руками
Что в итоге: зеркало или хон
С учетом вышесказанного справедливо утверждение о том, что лучшее удержание моторного масла способна обеспечить только стенка с шероховатой поверхностью. Что касается идеально гладкой стенки (зеркала) цилиндра, такая поверхность не может обеспечить должное удержание смазки в количестве, которого будет достаточно для эффективного смазывания поршневых колец.
На хонингованной поверхности, которая отличается шероховатостью, масло задерживается намного лучше, что позволяет выдерживать повышенные механические нагрузки. Добавим, что недостаточная шероховатость хона автоматически означает худшее удержание смазки на стенках
Также обратим внимание на угол хонингования. Такой угол оказывает влияние на показатели расхода масла на угар
Чем больше угол, тем шероховатее поверхность, но поверхность цилиндра становится более волнистой и двигатель интенсивнее расходует масло на угар. Уменьшение угла хона снижает расход масла, при этом параллельно ухудшается шероховатость стенок. С учетом данных закономерностей при хонинговании цилиндров необходимо тщательно подбирать определенные режимы нанесения хона и абразивы применительно к материалам изготовления того или иного БЦ. Такой подход позволяет достичь наилучших результатов.
Что в итоге: зеркало или хон
С учетом вышесказанного справедливо утверждение о том, что лучшее удержание моторного масла способна обеспечить только стенка с шероховатой поверхностью. Что касается идеально гладкой стенки (зеркала) цилиндра, такая поверхность не может обеспечить должное удержание смазки в количестве, которого будет достаточно для эффективного смазывания поршневых колец.
На зеркальной отшлифованной поверхности цилиндра моторное масло снимается практически полностью, остатки будут расходоваться на угар, а забора нового масла происходить не будет. В подобном случае можно говорить о частичном или полностью сухом трении, в результате чего возникает ускоренный износ колец и стенок цилиндра.
На хонингованной поверхности, которая отличается шероховатостью, масло задерживается намного лучше, что позволяет выдерживать повышенные механические нагрузки. Добавим, что недостаточная шероховатость хона автоматически означает худшее удержание смазки на стенках
Также обратим внимание на угол хонингования. Такой угол оказывает влияние на показатели расхода масла на угар
Чем больше угол, тем шероховатее поверхность, но поверхность цилиндра становится более волнистой и двигатель интенсивнее расходует масло на угар. Уменьшение угла хона снижает расход масла, при этом параллельно ухудшается шероховатость стенок. С учетом данных закономерностей при хонинговании цилиндров необходимо тщательно подбирать определенные режимы нанесения хона и абразивы применительно к материалам изготовления того или иного БЦ. Такой подход позволяет достичь наилучших результатов.
Как очистить поршни от нагара
Причины появления нагара в камере сгорания, что такое нагар. Как почистить поршни двигателя и камеру сгорания от нагара, очистка без разборки двигателя. Читать далее
Что такое гильзовка блока цилиндров двигателя
Ремонт чугунного или алюминиевого блока цилиндров двигателя при помощи гильзовки. Виды гильз и как гильзы вставляются в блок. Советы и рекомендации. Читать далее
Подбор поршневых колец по размеру
Как правильно подбирать поршневые кольца. Правильный подбор колец по размерам и материалам изготовления, как выбрать оригинальные кольца. Полезные советы. Читать далее
Замена поршневых колец
Когда необходимо производить замену поршневых колец. Как устанавливать кольца на поршень при замене своими руками. Ресурс, колец, притирка и обкатка. Читать далее
Капитальный ремонт двигателя автомобиля
Что значит капремонт двигателя автомобиля, какие работы выполняются. От чего зависит ресурс двигателя до капремонта и как его увеличить. Полезные советы. Читать далее
- 11.11.2019 13:23
- Текст: Storm24.media
Хонингование цилиндров что это такое
Хонингование цилиндров – завершающий этап капитального ремонта двигателя автомобиля, им завершается расточка гильз цилиндров. Цель проведения данной операции – уменьшение шероховатости поверхности гильз после расточки. Благодаря хонингованию существенно продляется срок службы мотора до следующего капремонта.
По мере естественного износа детали силового агрегата утрачивают свою первоначальную форму. Это, в первую очередь, касается гильз: их стенки искривляются и они принимают конусообразную или бочкообразную форму, а в поперечном сечении цилиндры становятся овальными. Помимо этого, на их стенках возможно образование царапин и задиров.
Все эти факторы отрицательно сказываются на состоянии блока цилиндров:
- ухудшается компрессия;
- растет расход горючего и масла;
- двигатель перестает развивать полную мощность.
Чтобы вернуть его к жизни, требуется капитальный ремонт. Если своевременно не выполнить его, такое состояние гильз отрицательно отразится на состоянии других узлов двигателя, и потребуется не только ремонт блока, но и куда более затратные мероприятия, вплоть до замены всего кривошипно-шатунного механизма.
Комплекс ремонтных мероприятий состоит из нескольких этапов: вначале производится расточка гильз до следующего ремонтного размера (если капремонт ранее не производился, то расточка осуществляется до первого ремонтного размера).
При этом обязательно оставляют небольшой припуск (0,1 – 0,15 мм) для финишной обработки цилиндров. Для того чтобы придать расточенным гильзам правильную форму и максимально уменьшить шероховатость стенок, проводят хонингование.
Хонингование позволяет в несколько раз сократить процесс обкатки блока цилиндров, ведь расточка – это серьезное вмешательство, после которого требуется довольно длительная обкатка. Как результат – уменьшается износ других деталей блока.
Помимо этого, повышается компрессия, снижается расход масла, а в картер прорывается меньше отработавших газов.
Наконец, после хонингования на стенках гильз образуется малозаметная сетка, удерживающая некоторое количество моторного масла, а обильная смазка трущихся деталей – это залог исправной работы всего двигателя. На видео хорошо видны результаты проделанной работы.
Если расточка цилиндров – задача, требующая наличия специального оборудования, и справиться с ней в гаражных условиях невозможно, то выполнить плосковершинное хонингование вполне возможно и своими руками, хотя в условиях автомастерской данная процедура, разумеется, осуществляется на станке.
Процесс хонингования проходит в два этапа.
Второй этап – финишная обработка. Хонингование блока цилиндров выполняется мелким абразивом, позволяющим выполнять работу с высокой точностью.
При желании можно дополнительно выполнить обработку абразивной пастой, чтобы добиться максимальной гладкости гильз.
По окончании второго этапа хонингования, необходимо тщательно промыть весь двигатель, чтобы удалить металлическую пыль, стружки и остатки полировочных материалов.
Детально с процессом хонингования блока цилиндров двигателя своими руками можно ознакомиться на видео.
Хонингование цилиндров – как повысить производительность двигателя?
Блок цилиндров на двигателе внутреннего сгорания представляет собой основной связующий элемент между коробкой передач, поршневой группой и ГБЦ.
В процессе эксплуатации цилиндры испытывают огромную нагрузку, что со временем приводит к деформации их внутренней поверхности, на которой могут образовываться различные повреждения и царапины.
От этого страдают такие эксплуатационные характеристики, как расход масла, расход топлива, компрессия, мощность, ресурс двигателя.
Хонингование – это восстановление внутренней поверхности цилиндра
Чтобы восстановить микропрофиль внутренней поверхности цилиндра, выполняют хонингование этой детали и других цилиндрических отверстий в двигателе (отверстия нижней и верхней головки шатуна, втулки клапанного механизма, гильз).
С его помощью устраняются царапины и другие виды деформации, и придается необходимая шероховатость поверхности. Шероховатость и количество рисок на стенках цилиндра зависят от типа применяемого абразивного материала (брусков).
Хонингование обязательно проводится как при сборке двигателя, так и при капитальном ремонте.
В первом случае процедура позволяет правильно посадить поршневые кольца и обеспечить герметичность камеры сгорания.
При капитальном ремонте расточка, полировка и хонингование позволяют вернуть цилиндрам форму, максимально приближенную к заводским показателям и создать точное число штрихов на поверхности для удержания масла, которое необходимо для постоянной смазки поршневых колец.
В отличие от полировки или притирки, хонингование – более эффективный и глубокий процесс. Можно повысить устойчивость детали, ресурс двигателя и эффективность его работы.
Как правило, хонингование блока цилиндров подручными инструментами или автоматизированным способом проходит в два этапа.
Первый этап представляет собой черновую обработку, используется крупнозернистый абразив на основе алмазной крошки и меди. При работе понадобится большое количество смазывающей и охлаждающей жидкости.
При черновой обработке получаем ровную поверхность с глубокими рисками, и механизм приобретает первоначальную форму.
Далее приступаем к чистовой обработке поверхности для достижения окончательных и оптимальных показателей. Она проводится мелкозернистым абразивным материалом, чаще всего рабочим элементом выступает алмазный брус, который закрепляется на специальной хонинговальной головке. Размер абразивных зерен не должен превышать 1/150 мм.
Чистовая обработка поверхности двигателя
На этом этапе формируется новый профиль детали и исправляется шероховатость. После начинается финишный этап обработки и полировки поверхности, который называется суперфиниширование. Он заключается в удалении остатков металла и абразивной крошки с помощью мыльного раствора и специальной нейлоновой щетки с мелкими кремниевыми кристаллами, которая одновременно полирует стенки.
При наличии определенного набора инструментов и знании технологии обработки хонингование можно выполнить и в домашних (гаражных) условиях. Для работы вам потребуется специальный инструмент, который называется хон.
Хоны могут быть двух типов, первый из них представляет собой гибкий элемент, который по конструкции схож с ершиком для мытья бутылок. Второй тип – поверхностный, это специальная насадка с закрепленными на ней точильными камнями.
Для обработки цилиндров лучше пользоваться первым типом хона, так как насадки нужны при более глубокой обработке на расточных станках и другом оборудовании.
Помимо хона, вам потребуется большое количество машинного масла, ветошь и электрический инструмент под насадки. Отточка и хонингование цилиндров своими руками осуществляется плавными поступательными движениями снизу-вверх, при этом важно следить за тем, чтобы рисунок (сетка), который образуется на стенках металла, имел равномерный узор.
Получаемые риски должны быть иметь равный угол относительно друг друга, в противном случае работу следует прекратить, чтобы окончательно не испортить деталь.
Если все прошло успешно, угол хонингования подходящий, а сетка получилась равномерной, очистите деталь от стружки и остатков абразива с помощью мыльного раствора, а после высыхания обработайте стенки специальным маслом с антикоррозийным эффектом.
Ручное хонингование проводят, не снимая цилиндр с двигателя
Ручное хонингование можно проводить, не снимая блок цилиндров с двигателя, и в этом главное преимущество подобной работы.
Важно также понимать, что вручную добиться оптимальных показателей цилиндра не получится. При сильном износе такая процедура лишь “освежит” стенки цилиндра, но не исправит проблему, и вскоре она появится снова.
Капитально отточить и расточить цилиндры можно только на специальном оборудовании.
Хонингование блока цилиндров
Самым завершающим этапом при капитальном ремонте любого двигателя является хонингование. В этой статье вы подробно узнаете о том, что такое хонингование блока цилиндров, зачем оно производится и как осуществить его своими руками.
Что такое хонингование?
Хонингование выполняется для уменьшения шероховатости поверхности цилиндров, чтобы обеспечить минимальное трение между поршнем и рабочей частью цилиндра. Данная процедура выполняется при помощи режущей обработки.
Хонинговальные бруски устанавливаются в специальные хонинговальные головки, которые устанавливаются как радиально, так и плоскопараллельно через конусные механизмы или зубчатые рейки. Таким образом, достигается крестовая шлифовка поверхности и соответствующая сетка штрихов. В связи с этим, хонингование получило второе название – перекрестная шлифовка.
Смазка и охлаждение обрабатываемого материала обеспечивается с помощью специального хонинговального масла, которое подается на всем протяжении обработки.
Для чего необходимо хонингование блока цилиндров?
В процессе эксплуатации, двигатель поддается как термическим, так и механическим воздействиям, которые непременно меняют форму цилиндров. Цилиндр должен иметь строго определенную высоту и диаметр, который не должен меняться на всем протяжении стенок.
Тем не менее, длительная эксплуатация и износ делают свое дело – цилиндры меняют свою форму на бочкообразную, конусообразную или седлообразную. Данные изменения невидимы не вооруженным глазом, тем не менее, довести форму цилиндра до ума просто необходимо.
Именно для этого и применяется хонингование, которое может расточить цилиндр до самых номинальных размеров с точностью до миллиметра.
Если цилиндры не обрабатывают и оставляют все, как есть, то можно получить, примерно, следующую картину:
- Снижение давления в цилиндрах (компрессии), потеря мощности. Данный параметр напрямую зависит от формы цилиндра.
- Повышения расхода смазывающего материала и топлива. Сквозь промежутки, которые могут возникнуть между поршнем и стенками цилиндра, масло будет подниматься в камеру сгорания, прогорать и уходить в выхлопную систему.
Требования к инструменту хонингования
Как вы уже догадались, применение обычного расточного станка при хонинговании блока цилиндров недопустимо. Для этого используется только специальное оборудование, которое позволяет добиться самых точных результатов. Ведь такой параметр, как размер, в блоке цилиндров играет очень важную роль.
Обработка блока цилиндра, изготовленного из алюминия должна выполняться с помощью специальных брусков. Для достижения более точной геометрии элемента их количество должно составлять от 5 до 8. Расположение брусков выполняется по всему периметру обрабатываемой поверхности.
Монтаж инструмента осуществляется с помощью гидравлического или электромеханического привода, который позволяет изменить их положение в соответствии с требуемым размером. Такой подход, в отличии от ручной настройки, позволяет обеспечить точное регулирование брусков, в соответствии с требуемыми нормами.
Именно поэтому, применение обычного станка, с малым количеством брусков и регулировкой механическими рейками недопустимо.
Какими должны быть хонинговальные бруски?
При расточке блока цилиндров применяются специальные бруски с алмазными зернами. Крепление зерен обеспечивается с помощью пластмассовой связки. Данный материал применим для обработки блока цилиндров, изготовленного из алюминия.
Конструкция брусков позволяет добиться самозатачивания алмазов.
Это означает, что связывающая пластмасса очень прочна, что немало важно при удержании алмазов в процессе обработки, и достаточно мягкая, чтобы удержать алмазы, концы которых уже затупились.
Как хонинговать блок цилиндров самостоятельно?
Капитальный ремонт блока делится на несколько этапов. Вначале происходит расточка цилиндра до ремонтного размера. Обязательным условием является оставление припуска в 0,1-0,15 миллиметров. Данный размер позволяет вначале придать форму будущему цилиндру, а затем провести обработку шероховатой поверхности, чтобы сделать ее максимально гладкой.
После того, как второй этап будет завершен, необходимо выполнить промывку двигателя. Дело в том, что при обработке появляется большое количество металлической стружки, которая сразу может быть и незаметна. Однако, ее присутствие на стенках гильз совсем не желательно и может привести к повторному износу блока, поэтому ее необходимо удалить.
Чтобы бруски изнашивались равномерно, рекомендуется постоянно менять направление вращения головки. Данное требование позволяет не только ровно обработать деталь, но и добиться повышенной экономии материала, что не маловажно при проведении работ любого вида.
На этом хонингование блока цилиндров завершено. Как видно, на теории в этом нет ничего сложного.
Однако на практике многие водители могут столкнуться с различными трудностями, например, отсутствие необходимого оборудования или специальных навыков, нужных при обработке блока цилиндров.
Именно поэтому, такую работу лучше доверить профессионалу, который за относительно небольшие деньги выполнит точную и качественную шлифовку цилиндров.
Хонингование цилиндров:что это такое?
Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски.
Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками.
Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров).
Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
ДЛЯ ЧЕГО НУЖНО ХОНИНГОВАНИЕ ДВИГАТЕЛЯ?
Хониногование производят для уменьшения шероховатости стенок цилиндров и чтобы улучшить приработку поршневых колец и самим поршней. Оно увеличивает срок службы отремонтированного двигателя.
В процессе эксплуатации двигатель сильно изнашивается и теряет свою первоначальную форму. Это, в главной степени, относиться к цилиндрам двигателя. Если они изначально были круглыми, то со временем они принимают овальную форму (эффект конусности).
Также на стенках цилиндров двигателя образуются задиры и царапины. Все эти причины ведут только к одному — к капитальному ремонту двигателя.
При «капиталке» специалисты растачивают цилиндры до первого ремонтного размера.
Чтобы сохранить правильную форму цилиндров двигателя и достичь оптимальной шероховатости применяют хонингование.
Хонингование цилиндров — это финишный этап в обработке и капитальном ремонте мотора.
По сравнению с традиционными доводочными операциями, такими как полирование или притирка требуемой поверхности, хонингование обладает точностью и большей эффективностью.
Плосковершинное хонингование имеет ряд преимуществ.
Его задача — эта тщательная обработка цилиндров двигателя для последующей работы. В результате хонингования цилиндры мотора и поршневые кольца быстрее прирабатываются, а значит меньший износ деталей мотора и повышение эффективности работы.
За счет быстрой приработки деталей повышается компрессия в цилиндрах и увеличивается срок службы мотора до следующего капитального ремонта. Также, значительно уменьшается расход моторного масла и сокращается прорыв газов в картер.
Особенность хонингования — образование на цилиндрах сетки, которую можно заметить при тщательном осмотре. Она нужна, чтобы удерживать масло на стенках цилиндров мотора, в результате чего повышается обильная смазка трущихся деталей двигателя.
ИНСТРУМЕНТ ДЛЯ ХОНИНГОВАНИЯ
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью.
Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр.
Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
ЦЕЛЕСООБРАЗНОСТЬ РЕМОНТА СВОИМИ РУКАМИ
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость.
Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Так называемая «капиталка» (капремонт) двигателя зачастую предполагает замену поршней и поршневых колец на ремонтные, восстановительные работы или замену коленвала, а также расточку цилиндров двигателя в ремонтный размер.
Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование.
Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности.
Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях.
Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона.
Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец.
Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.д.
Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя.
Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
ХОН ИЛИ ЗЕРКАЛО?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Хонингование цилиндров двигателя. Что это и зачем его делают?
При производстве и ремонте двигателей внутреннего сгорания используются самые различные технологические и конструктивные решения.
От правильности их выбора зависит совершенство силового агрегата, его безупречная работа и эксплуатационный ресурс.
В данной статье мы поговорим об одной из классических, обязательных при изготовлении или восстановлении ДВС технологий – хонинговании – рассмотрев этот процесс во всех его аспектах.
В чём суть хонингования цилиндров
Выполняют его для того, чтобы снизить шероховатости на стенках цилиндров, при этом улучшается приработка колец и самих поршней. Это заметно продлевает срок эксплуатации отремонтированного мотора.
Во время работы силовой агрегат подвержен достаточно сильному износу и потере своей изначальной формы. Особенно это влияет на цилиндры. Их первоначальная круглая форма становится овальной, на стенках появляются задиры и царапины. В результате капитального ремонта не избежать.
Во время ремонта цилиндры подвергаются растачиванию, а хонингование позволяет сохранить их форму правильной и получить наиболее низкую шероховатость стенок.
Само хонингование — это заключительная фаза при обработке цилиндров.
Если сравнивать все обычные заключительные действия, например, полировку или притирку какой-либо поверхности, то у процесса хонингования повышенная точность и эффективность проведенных работ.
Для нормальной работы бензиновых и дизельных моторов необходимо обеспечить высокую точность размеров их компонентов. Одним из важнейших факторов является соблюдение допусков на размеры и показателей шероховатости поверхности зеркала цилиндров. Необходимость в этом возникает по следующим причинам:
- Точное соблюдение размеров это ключ к увеличению компрессии и уменьшению количества прорывающихся в картер газов, содержащих продукты сгорания.
- Правильная обработка поверхности снижает износ поршневых колец, гарантируя длительный срок их работы.
На новом, перегильзованном или расточенном под следующий ремонтный размер блоке должно обязательно выполняться хонингование цилиндров.
При контроле размеров цилиндров, следят за соблюдением следующих параметров:
- Бочкообразности, корсетности и конусности. Под этими терминами подразумевается разница диаметров в разных частях цилиндра или гильзы.
- Элипсности, под которой подразумевают разницу в диаметрах окружности в разных её точках.
Подобные дефекты появляются в результате небрежного выполнения работ на расточном станке или в процессе эксплуатации силового агрегата.
Отдельную проблему представляет достижение необходимых параметров шероховатости. Поверхность не должна быть зеркальной. На ней должны остаться небольшие насечки, получающиеся при прохождении хоном.
Эти насечки необходимы для того, чтобы на них задерживалось моторное масло. Это способствует улучшению смазывания деталей поршневой группы.
В дальнейшем, при обкатке, содержащаяся в лубриканте сера создаст на поверхности цилиндра сульфидную плёнку, уменьшающую износ деталей, поскольку по своим параметрам она значительно твёрже металла.
Используемое оборудование
С учётом перечисленных требований промышленность выпускает специальные хоны, применяемые для обработки деталей двигателей внутреннего сгорания. Подобные инструменты имеют изменяемый диаметр, используются в хонинговальных станках и обладают ограниченным ресурсом.
Соответствие техническим требованиям должно подтверждаться сертификатом, который получен в органах стандартизации. Недопустимо производить хонинговку с помощью оборудования, не соответствующего утверждённым стандартам. Это может привести к нежелательным последствиям.
При выборе хона следует обращать внимание на следующие параметры:
- Диапазон (по диаметру).
- Количество и длину камней.
- Твёрдость и зернистость материала.
Различают инструменты и по способам обработки, которая может быть сухой или с применением смазывающе-охлаждающей жидкости (СОЖ). При хонинговке деталей, изготовленных из чугуна или стали, в качестве СОЖ применяют керосин или смесь керосина с льняным маслом. Если хон имеет камни с алмазным напылением, используют воду с синтетическими добавками.
Для соблюдения технологического процесса обязательно требуется исправный хонинговальный станок, обеспечивающий точное перемещение обрабатывающего инструмента.
Именно на его рабочий стол попадает уже побывавший на расточном станке новый или ремонтируемый блок. А ещё вам потребуется достоверная информация о размерах, которые должны быть обеспечены в итоге.
Дальнейшая последовательность операций, в зависимости от конструкции ДВС, может быть различна.
Отличия выполнения хонингования на разных двигателях
Двигатели внутреннего сгорания имеют разное устройство. Используемые конструктивные схемы влияют на технологический процесс.
Негильзованные двигатели
Выполненный в виде единой детали негильзованный блок подвергают обработке сразу после расточки, закрепив на рабочем столе и убедившись, что ось обрабатываемого цилиндра расположена вертикально и совпадает с осью шпинделя хонинговального станка. Это позволит исключить её неперпендикулярность к коленчатому валу.
Шпиндель включённого станка вращается, одновременно выполняя возвратно-поступательные движения. Для получения нужного результата может потребоваться выполнить от одного до нескольких проходов. Контроль размеров осуществляют с помощью нутромера. Одновременно следует производить замеры шероховатости поверхности.
Для этого существуют различные способы:
- Контактный (щуповой), для которого разработаны специальные приборы – профилометры и профилографы. Последние не только замеряют, но и регистрируют параметры.
- Бесконтактные (оптические), среди которых различают теневой, светового свечения, растровый и микроинтерференционный.
Тщательно выполненная обработка повышает мощность ДВС, качество его работы и эксплуатационный ресурс.
Отдельную проблему представляет хонингование двигателей с сухими или мокрыми гильзами. Производители запасных частей поставляют, как принято считать, уже готовые к работе комплекты гильз, уже прошедшие все этапы обработки. Однако, под воздействием различных факторов, устанавливаемые на рабочие места детали деформируются и перестают соответствовать заданным размерам. Вследствие этого:
- Ухудшается компрессия. Мотор не развивает необходимую мощность и расходует много топлива.
- Снижается ресурс силового агрегата.
Существует способ избежать этих неприятностей. Для этого изготавливают специальную толстую пластину, имитирующую ГБЦ. Она должна прижимать гильзы, одновременно имея сквозные отверстия, обеспечивающие беспрепятственный доступ инструмента внутрь цилиндров.
Пластину закрепляют на блоке после установки гильз, заворачивая резьбовые соединения в последовательности и с моментом затяжки, рекомендованном для установки ГБЦ. Только после этого выполняют хонингование в той же последовательности, что и для негильзованных моторов.
Это позволяет свести к минимуму искажение размеров, возникающее в процессе установки гильз.
При полном соблюдении технологического цикла процедура выполняется в четыре этапа:
- Грубая обработка, в процессе которой снимается значительный слой материала. Ею можно заменить расточку. Она ведётся при избытке СОЖ. Лучше всего для этой цели подходят хоны с алмазными брусками на медной основе.
- Хонингование инструментом с размером зерна абразивного материала 1/150 мм. При этом происходит формирование микропрофиля поверхности.
- Окончательная обработка материалом с зерном 1/300 – 1/500 мм.
- Крацевание. Это заключительная операция, в ходе которой размер цилиндра не изменяется, а происходит очищение поверхности от остатков абразива. Для крацевания используют нейлоновые щётки, в состав волокна которых добавлены кристаллы кремния.
Соблюдение перечисленных правил позволяет достичь оптимального результата.
Опасные заблуждения
Интернет пестрит статьями, рассказывающими о том, как сделать хонингование цилиндров самостоятельно с помощью дрели и иного подобного оборудования. Это вызывает удивление. Говоря по совести, реальной пользы от такого рода информации нет.
Используемые на производстве хонинговальные станки относятся к разряду наиболее точных обрабатывающих станков. Только с их помощью удаётся обеспечить требуемые допуски в десятые доли микрон. По этой причине справится с задачей дома или в условиях мастерской, не имеющей специального оснащения, не получится.
Мотор, отхонингованный «на коленке», не проработает долго.
Чтобы потраченные на ремонт силы и средства не пропали напрасно, обращайтесь к специалистам, имеющим в своём распоряжении необходимое оборудование. Существуют фирмы, предлагающие такого рода услуги. Если их расценки покажутся чрезмерно высокими, задумайтесь о том, во что обойдётся покупка хотя бы контрактного двигателя. Возможно, вы перемените своё мнение.
Что такое хонингование цилиндров двигателя. Особенности процесса, как делается и для чего нужно
Сегодня мы узнаем, что называется хонингованием или расточкой блока цилиндров двигателя автомобиля, каковы особенности процесса и как проходит данная процедура
ЧТО ТАКОЕ ХОНИНГОВАНИЕ ЦИЛИНДРОВ ДВИГАТЕЛЯ. ОСОБЕННОСТИ ПРОЦЕССА, КАК ДЕЛАЕТСЯ И ДЛЯ ЧЕГО НУЖНО
Добрый день, сегодня мы узнаем, что называется хонингованием или расточкой блока цилиндров двигателя автомобиля, каковы особенности процесса и как проходит данная процедура.
Кроме того, расскажем про то, для чего и когда нужно проводить хонингование блока цилиндров, а также, какой эффект получается по завершению этого “омолаживающего” процесса ключевого узла силовой установки.
В заключении поговорим о том, можно ли самостоятельно проводить расточку цилиндров двигателя и почему при капитальном ремонте мотора крайне важно делать хонингование.
Итак, что называется хонингованием или расточкой цилиндров двигателя автомобиля и для чего проводят эту процедуру? Хонингованием, известным в народе понятием, как расточка блока двигателя называется окончательная обработка поверхности стенок цилиндра при помощи специальных инструментов. Процедура расточки является завершающей операцией при проведении капитального ремонта силовой установки транспортного средства. Задача расточки бока цилиндров заключается в уменьшении шероховатости стенок цилиндров, с целью улучшения приработки поршневых колец к поршням мотора. Несомненно достоинством хонингования является увеличение срока службы двигателя машины после ремонта.
ЧТО ТАКОЕ ПОРШЕНЬ ДВИГАТЕЛЯ
ЧТО ТАКОЕ ПОРШНЕВЫЕ КОЛЬЦА
Справочно заметим, что в процессе эксплуатации силовая установка находится под сильной нагрузкой и с течением времени изнашивается, что приводит к потери им первозданного состояния.
Причем износ двигателя больше всего сказывается на подвижных узлах и деталях мотора, которые со временем теряют свою прочность, а также форму, на примере блока цилиндров.
По прошествии определенного пробега, цилиндры двигателя по форме из круглых превращаются в овальные. Такой процесс у автомехаников называется эффектом конусности.
Кроме того, со временем на стенках цилиндров мотора могут появляться царапины и задиры, которые легко диагностируются специальным машинным эндоскопом. Все эти симптомы так или иначе ведут к единственному финалу – к капитальному ремонту силовой установки.
Заметим, что при проведении капитального ремонта двигателя, цилиндры растачивают до определенного размера, который называется первым ремонтным.
Хонингование помогает сохранить правильную геометрию цилиндров мотора, то есть из овальной формы их привести к правильной круглой, так сказать первоначальной.
Кроме того, сам процесс помогает достичь оптимальной шероховатости стенок цилиндров.
Справочно скажем, что полностью избавиться от шероховатости не получиться, но привести поверхность стенок к оптимальному состоянию при расточке, как правило получается.
Как мы отметили ранее, хонингование – это последний или завершающий штрих в обработке при капитальном ремонте двигателя и по сравнению с классическими доводочными операциями, на подобии полирования или притирки того или иного участка поверхности, расточка обладает высокой точностью, а также большой эффективностью.
Самым эффективным способом расточки блока цилиндров по мнению специалистов является плосковершинное хонингование, которое имеет большое количество плюсов. Главная задача такой расточки заключается в тщательной обработке поверхности стенок цилиндров силовой установки для последующей работы.
По завершению данного процесса, цилиндры двигателя быстрее прирабатываются к поршневым кольцам и следовательно будет меньший износ деталей мотора. При меньшем износе деталей двигателя, увеличивается эффективность работы всего узла.
Кроме того, благодаря быстрой приработке элементов силовой установки, повышается компрессия в цилиндрах мотора.
Все это в итоге ведет к увеличению срока службы силового узла и тем самым удлиняется интервал до следующего капитального ремонта.
Также к достоинствам расточки можно отнести сокращение расхода моторного масла и нивелирование прорыва газов в картер двигателя.
Главной особенностью расточки блока двигателя является образование по завершению этого процесса на стенках цилиндров специальной сетки, которая хорошо заметна при детальном осмотре поверхности. Данная сетка на стенках необходима для того, чтобы оптимально удерживать моторное масло в цилиндрах. Благодаря удержанию масла на стенках, повышается обильная смазка деталей двигателя находящихся в постоянном трении друг с другом.
Как же происходит процесс расточки стенок цилиндров силовой установки? Такой процесс всегда проходит в 2 этапа. К 1-му этапу относят черновую обработку поверхности стенок цилиндров, на которой применяется специальный абразив с крупной зернистостью. На 2-ом этапе наступает окончательная или заключительная обработка стенок цилиндров. На этом этапе в работу вступает уже абразив с мелкой зернистостью, который дает возможность обеспечить высокую точность процесса. Из основных инструментов, которые используются в процессе обработки, главными являются именно абразивы. Как правило, используют керамические и алмазные абразивы.
Керамические абразивы по эффективности немного уступают алмазным. На это имеются вполне объективные причины, например керамические элементы имеют более короткий срок службы, поэтому и стоят почти в 2 раза дешевле алмазных.
По прохождению 2-х этапов обработки стенок цилиндров, необходимо в обязательном порядке тщательно вымыть силовую установку.
Мойка двигателя и его основных узлов, необходима для того, чтобы удалить металлические стружки, а также остатки полировочных паст, которые использовались в процессе растачивания.
Что такое хонингование цилиндров двигателя?
Хонингование цилиндров – это процесс обработки поверхности цилиндров, являющийся завершающим этапом расточки двигателя. С использованием специальных приспособлений на стенки цилиндров наносится сетка из мелких задиров, призванная удерживать масляную пленку и ускорить приработку поршневых колец.
С какой целью проводится хонингование цилиндров?
Очень часто в жизни автомобилистов наступает момент, когда капитальный ремонт двигателя неизбежен. Это становится следствием того, что цилиндры теряют первоначальную круглую форму и становятся эллипсными. Исправить такой дефект может только расточка до ремонтного размера поршней, финальной стадией которой является хонингование.
Однажды ученые обратили внимание, что неровная поверхность пары трения позволяет деталям намного быстрее прирабатываться и противостоять износу.
Помимо этого, масло на шероховатых стенках удерживается гораздо лучше, что тоже положительно влияет на ресурс узла в целом.
С тех пор обработка хонингованием цилиндров двигателей внутреннего сгорания стала неотъемлемой частью при производстве, а также при капитальном ремонте моторов.
В наше время эта операция также помогает добиться более высокой точности обработки деталей.
Как выполняется процесс хонингования?
Во время расточки блока цилиндров токарь оставляет небольшой запас для последующей, более точной, обработки. Далее блок цилиндров перемещается на хонинговальный станок, где с помощью более крупного, чернового, абразива наносится первичный хон.
После этого производится финишное хонингование мелким абразивом с высокой точностью обработки, в результате чего удается расточить цилиндры с погрешностью до 1–2 мкм, а также нанести сетку хона, которая будет противостоять износу двигателя на протяжении более долгого времени и позволит уменьшить продолжительность приработки поршневых колец. В случаях, когда блок двигателя изношен незначительно, возможно применение специальных хонинговальных щеток, которые используются даже в ручных дрелях для быстрого восстановления хона. Такие приспособления состоят из абразивных шариков, крепящихся на нейлоновых прутках, что позволяет создавать незначительное давление на стенки цилиндров и приспосабливаться к различным диаметрам цилиндров.
После нанесения хона блок необходимо тщательно вымыть от мелких частиц металла, оставшихся в каналах сетки хона. После этого двигатель можно собирать и начинать обкатку.
В качестве послесловия, перефразируя известную всем поговорку «В здоровом теле – здоровый дух!», можно с уверенностью сказать: «В здоровом двигателе – здоровый хон!». Ведь именно состояние сетки хона влияет на ресурс большинства современных блоков цилиндров. Не зря у мотористов плохой приметой является увидеть на цилиндрах «зеркало».
Работы по хонингованию, расточке блока цилиндров, шлифовке коленвала есть возможность произвести на высокоточном оборудовании Моторного центра «Гвардейский».
Что такое хонингование цилиндров двигателя?
Хонингование цилиндров двигателя – это окончательная обработка поверхности с помощью специальных инструментов и является финишной операцией при капитальном ремонте мотора.
Ее производят с целью уменьшения шероховатости стенок цилиндров, и для того чтобы улучшить приработку поршневых колец и самим поршней. Хонингование может увеличить срок службы отремонтированного двигателя. В процессе эксплуатации двигатель сильно изнашивается и теряет свою первоначальную форму.
Это, в главной степени, относиться к цилиндрам двигателя. Если они изначально были круглыми, то со временем они принимают овальную форму (эффект конусности). Также на стенках цилиндров двигателя образуются задиры и царапины. Все эти причины ведут только к одному – к капитальному ремонту двигателя.
При “капиталке” специалисты растачивают цилиндры до первого ремонтного размера. Но чтобы сохранить правильную форму цилиндров двигателя и достичь оптимальной шероховатости применяют хонингование. Хонингование цилиндров двигателя – это финишный этап в обработке и капитальном ремонте мотора.
По сравнению с традиционными доводочными операциями, такими как полирование или притирка требуемой поверхности, хонингование обладает большей точностью и большей эффективностью.
Плосковершинное хонингование имеет ряд преимуществ. Его основная задача – эта тщательная обработка цилиндров двигателя для последующей работы.
В результате хонингования цилиндры мотора и поршневые кольца быстрее прирабатываются, а значит будет меньший износ деталей мотора, и повысится эффективность работы.
За счет быстрой приработки деталей повышается компрессия в цилиндрах и увеличивается срок службы мотора до следующего капитального ремонта. Также, значительно уменьшается расход моторного масла и сокращается прорыв газов в картер.
Еще одна особенность хонингования двигателя – это образование на цилиндрах некой сетки, которую можно заметить лишь при тщательном осмотре. Она нужна для того, чтобы удерживать масло на стенках цилиндров мотора, в результате чего повышается обильная смазка трущихся деталей двигателя внутреннего сгорания.
Обычно процесс хонингования двигателя происходит в два этапа. Первый этап – это черновая обработка цилиндров, для которой применяют крупный абразив. Второй этап – это окончательная или финишная обработка. Тут уже в дело вступает мелкозернистый абразив, который дает большую точность обработки.
В качестве абразивов для хонингования цилиндров используют алмазные и керамические бруски. Последние уступили место алмазным абразивам по ряду причин: это долговечность и меньшая итоговая цена алмазного хонингования.
После процесса хонингования желательно тщательно вымыть двигатель.
Это позволит удалить металлические стружки, а также остатки полировочных паст. Также, некоторые специалисты, после хонингования проделывает еще одну дополнительную операцию – это финишная чистка абразивной пастой. Это удаляет все острые углы и впадины, оставшиеся после процесса хонингования.
В результате можно достичь очень главкой поверхности цилиндров двигателя.
Как выполняется хонингование цилиндров и что это такое: преимущества процедуры и технология
Большинство людей, которые имеют лишь поверхностные знания о технике, не могут сказать, что означает термин «хонингование». Это слово имеет английское происхождение: переводится «to hone» как, «обтачивать», «точить». При помощи этого термина обозначают обработку внутренних поверхностей цилиндра.
Выполнение хонингования позволяет обеспечить очень высокое качество обработки поверхности блока цилиндров. К этой процедуре обычно прибегают на финишной стадии проведения капитального ремонта и обработки мотора.
Блок цилиндров представляет собой элемент, основная задача которого заключается в создании связи между ключевыми механизмами двигателя:
- коробка передач;
- головка блока;
- механизмы поршневой группы.
Наряду с выполнением основных задач блок цилиндров необходим для устранения шумов двигателя. Если запланирован капитальный ремонт, то специалисты находят время для проведения диагностики и этого элемента.
Дело в том, что блок цилиндров в процессе эксплуатации испытывает значительные нагрузки. Все это увеличивает вероятность его износа.
Новый цилиндр, как правило, имеет круглую форму, но постепенно становится овальным.
В свете того, что он работает достаточно долго и подвергается чрезмерным нагрузкам, его стенки могут получать повреждения и покрываться царапинами. Если в автомобиле имеется деформированный блок цилиндров, то впоследствии это может привести к довольно большим проблемам в работе транспорта.
Во время выполнения ремонта двигателя специалисты вынуждены обследовать разнообразные узлы, в числе которых не обходят вниманием и цилиндр.
Воздействие постоянных нагрузок на цилиндр, приводит к тому, что его верхняя часть становится похожей на конус, а это может привести к уменьшению ступени уплотнения колец. Такая ситуация может увеличить риск прорыва газов и привести к увеличенному расходу масла.
Вместо привычной круглой формы цилиндр становится шероховатым. Проведение хонингования блока цилиндров позволяет вернуть ему заводскую округлую форму, а, помимо этого, создать максимально точное число штриховок на поверхности.
Чтобы избавить блок цилиндров от последствий деформации, необходимо выполнить соответствующую обработку, которая предусматривает проведение двух этапов.
- Начинается все с выполнения черновойобработки, для которой применяют крупнозернистый абразив. Подобная процедура обеспечивает механизму его первоначальную, округлую форму.
- Суть второго этапа сводится к обтачиванию узла мелкозернистым абразивом. В качестве основного рабочего инструмента, который применяется при хонинговании, выступает керамический или алмазный брус, находящийся на хонинговальной головке.
Работа по хонингованию головки заключается в совершении вращательных и возвратно-поступательных движений. При помощи этого инструмента можно гарантировать максимально точное выполнение этой процедуры. Использование мелкозернистых абразивов позволяет очистить поверхность от царапин и зазубрин, а, помимо того, обеспечить оптимальную степень шероховатости.
Следует заметить, что процедуру хонингования блока можно выполнять с применением любого абразива. Если же обработке будет подвергаться цилиндр, то выбор следует останавливать на брусках, имеющих алмазное и керамическое покрытие.
Керамическое хонингование имеет ряд серьезных недостатков, среди которых следует, в первую очередь, выделить недолговечность применяемых абразивов.
На их фоне более предпочтительно использование алмазных головок, поскольку это позволяет добиться значительной экономии на обработке и уменьшить физические усилия, которые требуется прилагать во время хонингования.
Закончив финишную обработку цилиндров, занимаются подготовкой их поверхности, с которой следует удалить остатки металла и абразивов.
Опыт показывает, что использование алмазного хонингования приводит к образованию большого количества металлических частиц, нежели при применении керамических абразивов.
Эффективным средством, позволяющим удалить из пор и впадин ненужные отходы, является теплая мыльная вода. Чтобы убрать стружки металла, используют мягкую абразивную щетку, с помощью которой выполняется полировка цилиндра.
По завершении процедуры хонингования рекомендуется дополнительно обработать поверхность цилиндра абразивной пастой.
Положительный эффект от проведения подобной операции заключается в более эффективном удалении остатков металла из самых мелких впадин на поверхности, которые сложно различить невооруженным глазом.
Используя подобный подход, можно без особых усилий и финансовых затрат создать идеально гладкую поверхность и обеспечить цилиндрам необходимую форму.
Несмотря на то что такие операции по обработке поверхности блока цилиндров, как полировка и притирка более привычны и распространены, хонингование представляется предпочтительным вариантом ввиду его более высокой эффективности и точности.
Эта процедура позволяет увеличить устойчивость к износу для детали, а также поднять до предельных показателей давление в цилиндрах.
Все это положительным образом сказывается на эффективности работы двигателя, в результате увеличивается его эксплуатационный ресурс.
Обточка поверхности цилиндров с помощью подобной технологии позволяет создать малоразличимую сеточку. Это создает благоприятные условия для того, чтобы масло на стенках сохранялось как можно дольше. Итогом этого является постоянное наличие смазки на взаимодействующих друг с другом элементах двигателя, что делает более эффективной его работу.
Если придерживаться рекомендаций специалиста, то проводить хонингование цилиндров следует с применением алмазных брусков.
Причем подобный выбор стоит делать, даже невзирая на то, что этот материал стоит заметно дороже по сравнению с керамическими абразивами.
Подобная технология финальной обработки цилиндров практикуется многими компаниями, что позволяет обеспечивать более высокий уровень качества этой процедуры в целом.
Хотя алмазные абразивы и стоят достаточно дорого, но этот недостаток компенсируется их повышенной устойчивостью к износу.
Применение алмазных головок при проведении хонингования позволяет обеспечить отверстию идеальные геометрические размеры.
Эта технология восстановления цилиндров позволяет создавать прямые стенки и круглую форму, а также правильное качество и количество штриховки. Все это положительным образом сказывается на сроке службы работы мотора и всего автомобиля.
Не стоит с пренебрежением относиться к процессу обточки с использованием указанной процедуры блока цилиндров. Хотя она и представляется обычной косметической процедурой, в действительности же с помощью этой технологии можно избежать преждевременного выхода из строя двигателя.
Подобный метод обработки поверхностей получил распространение во многих отраслях.
Осознав всю значимость этой процедуры, автовладельцу не помешает вначале выяснить, можно ли выполнить эту операция своими руками или же к такой работе следует привлечь квалифицированных работников специализированных мастерских.
Следует заметить, что, если вам уже приходилось выполнять какие-либо сложные работы и вы располагаете приспособлением для хонингования цилиндров, то лучше провести хонингование цилиндров в домашних условиях, что позволит вам сэкономить.
Чтобы выполнить подобную обработку, у вас должен быть хон. Желательно, чтобы он был гибкий, похожий на ершик для мытья бутылок. В случае его отсутствия можно обойтись и обычным. Однако хон — не единственное, что может вам потребуется для этой работы. Также у вас должны быть в наличии следующие элементы:
- дрель;
- защитные очки;
- хонинговочное масло, вместо которого можно использовать керосин,
- ветошь.
После того, как как вы все подготовите, хон нужно зафиксировать в патроне электродрели и обработать им отверстие, которое прежде необходимо хорошенько увлажнить. Имейте в виду, что инструмент сможет войти внутрь обрабатываемой детали лишь в том случае, если вы сожмете камни.
Суть этой работы сводится к совершению движений вверх-вниз. Понять, не совершили ли вы ошибок, можно, ориентируясь на образующуюся на поверхности металла сетку. Возникающий узор должен быть равномерным, при этом линии должны создавать относительно друг друга угол в 60 градусов.
Имейте в виду, что хон должен находиться внутри до полной остановки дрели. После окончания работы потребуется убрать фаску при помощи надфиля. Это поможет вам избежать зацепов колец. Делать это нужно очень аккуратно, поскольку есть риск повредить поверхность обработанного отверстия.
Далее деталь нужно очистить от загрязнений при помощи мыльной воды, которая поможет убрать следы абразива.
В завершение необходимо дать изделию высохнуть, после чего его обрабатывают специальным маслом, обладающим антикоррозионной защитой.
Столкнувшись с необходимостью ремонта двигателя, стоит также уделить вниманию и блока цилиндров. Даже если с ним все в порядке, не следует отказываться от его обработки при помощи такой процедуры, как хонингование. Эта операция пойдет на пользу блоку цилиндров, поскольку сможет устранить все признаки деформации узла, возникшие в результате длительной эксплуатации.
Не стоит недооценивать эту процедуру, поскольку, несмотря на свою кажущуюся простоту, эффект от ее проведения может быть очень весомым, который поможет вашей машине дольше служить без необходимости проведения внеочередного ремонта.
https://tutmet.ru/xoningovanie-cilindrov.html
https://rusinfo.info/cto-takoe-hon
Хонингование цилиндров: что это такое?
Хонинговка циллиндров двигателя. стоит делать или нет?
Хонингование считается завершающим этапом при производстве цилиндра и впервые проводится еще на заводе. В процессе эксплуатации и при сильном износе двигателя такая обработка стирается, из-за чего диски плохо справляются с удержанием масла.
Владельцы авто редко сталкиваются с необходимостью знать все о такой обработке дисков. Обычно машины отвозят на СТО, где мастера разбираются с возникшей проблемой и проводят капитальный ремонт моторов.
При этом понимание того, что такое хонингование блока цилиндров, а также знание основных принципов технологии, помогают держать под контролем многие процессы, которые проходят в автомобиле.
Хонингование блока цилиндров
Завершающим этапом капитального ремонта автомобильного двигателя считается хонингование блока цилиндров, которое за счет снижения шероховатостей цилиндров обеспечивает плавное движение поршня.
Зачем нужно хонингование блока цилиндров
Как известно силовой агрегат любого автомобиля теряет в ходе эксплуатации свои первоначальные свойства, что негативно отражается на его работе. Если посмотреть на выработанные цилиндры в разрезе. То можно увидеть следы и царапины, что в свою очередь сказывается на мощности двигателя — она уменьшается, а также повышается расход горючего и масла двигателя и теряется компрессия.
Если ремонт двигателя произвести не вовремя, то неважное состояние цилиндров отразится на работоспособности других механизмов и может привести к выходу из строя других важных механизмов
Процесс выполнения хонингования
Расточка и хонингование цилиндров производится в несколько этапов:
- Черновая обработка, которая производится с использованием абразивных материалов и возвращает детали первоначальное состояние.
- Расточка цилиндра. Это действие производится с использованием специальных абразивов
- Хонингование. Выполняется с применением бруса с керамическим или алмазным покрытием, который закрепляется на хонинговальной головке и выполняет движение вверх-вниз. Такое приспособление способно выполнить хонингование с высокой точностью.
- Очистка обработанного цилиндра. Это действие производится с использованием специальной пасты.
Преимущества хонингования и расточки
Хонингование цилиндров силового агрегата автомобиля доводит уровень давления в цилиндрах до максимума, что повышает его эффективность.
Расточка образовывает на поверхности цилиндра специальную сетку, которая сохраняет масло и когда двигатель находится в рабочем состоянии, то детали взаимодействуя, постоянно смазываются маслом.
Для работ по хонингованию потребуется специальное оборудование. В частности, для расточки понадобятся 5-8 брусков, которые располагаются по обрабатываемой поверхности. Такой инструмент устанавливается при помощи гидравлического привода. Примечательно, что бруски для расточки изготовлены таким образом, что алмазное напыление самозатачивается.
Хонингование цилиндров в домашних условиях
Даже если автомобилист решил самостоятельно хонинговать цилиндры двигателя, без специального оборудования это сделать сложно. Но плосковершинная хонинговка вполне доступна в домашних условиях и выполняется за два этапа:
- Сначала мастер проводит черновую очистку, удаляя поврежденные слои цилиндра и выравнивая шероховатости.
- Затем мастер работает мелким абразивом, добиваясь высокой точности, а гладкость обеспечивается за счет использования паст.
Специалисты советуют, при самостоятельных работах, не пренебрегать процедурой очистки двигателя от грязи и металлических частиц.
Смотреть все фото новости >>
Инструмент для хонингования
Основным профессиональным инструментом является конструкция, состоящая из брусков (абразивных материалов), которые отличны параметрами и уровнем абразивности. За счёт металлической оправы, в который закрепляются сами бруски, можно выставлять желаемые параметры. Головка, вокруг которой находятся бруски, муфтой присоединяется к штоку, который, в свою очередь, крепится в патрон станка.
К хонингованию вручную можно отнести два вида инструмента:
- Насадка для дрели или вообще шуруповёрта. Она напоминает по виду ёршик, ну а абразивным материалом выступает камни, закреплённые на кончиках пружинок.
- Устройство, складывающееся из трёх лап. Материал тот же, что и в предыдущем варианте, как и способ использования (т.е. при помощи дрели или шуруповёрта).
Отличия выполнения хонингования на разных двигателях
Двигатели внутреннего сгорания имеют разное устройство. Используемые конструктивные схемы влияют на технологический процесс.
Негильзованные двигатели
Выполненный в виде единой детали негильзованный блок подвергают обработке сразу после расточки, закрепив на рабочем столе и убедившись, что ось обрабатываемого цилиндра расположена вертикально и совпадает с осью шпинделя хонинговального станка. Это позволит исключить её неперпендикулярность к коленчатому валу. Шпиндель включённого станка вращается, одновременно выполняя возвратно-поступательные движения. Для получения нужного результата может потребоваться выполнить от одного до нескольких проходов. Контроль размеров осуществляют с помощью нутромера. Одновременно следует производить замеры шероховатости поверхности. Для этого существуют различные способы:
- Контактный (щуповой), для которого разработаны специальные приборы – профилометры и профилографы. Последние не только замеряют, но и регистрируют параметры.
- Бесконтактные (оптические), среди которых различают теневой, светового свечения, растровый и микроинтерференционный.
Тщательно выполненная обработка повышает мощность ДВС, качество его работы и эксплуатационный ресурс.
Гильзованные двигатели
Отдельную проблему представляет хонингование двигателей с сухими или мокрыми гильзами. Производители запасных частей поставляют, как принято считать, уже готовые к работе комплекты гильз, уже прошедшие все этапы обработки. Однако, под воздействием различных факторов, устанавливаемые на рабочие места детали деформируются и перестают соответствовать заданным размерам. Вследствие этого:
- Ухудшается компрессия. Мотор не развивает необходимую мощность и расходует много топлива.
- Снижается ресурс силового агрегата.
Существует способ избежать этих неприятностей. Для этого изготавливают специальную толстую пластину, имитирующую ГБЦ. Она должна прижимать гильзы, одновременно имея сквозные отверстия, обеспечивающие беспрепятственный доступ инструмента внутрь цилиндров. Пластину закрепляют на блоке после установки гильз, заворачивая резьбовые соединения в последовательности и с моментом затяжки, рекомендованном для установки ГБЦ. Только после этого выполняют хонингование в той же последовательности, что и для негильзованных моторов. Это позволяет свести к минимуму искажение размеров, возникающее в процессе установки гильз.
При полном соблюдении технологического цикла процедура выполняется в четыре этапа:
- Грубая обработка, в процессе которой снимается значительный слой материала. Ею можно заменить расточку. Она ведётся при избытке СОЖ. Лучше всего для этой цели подходят хоны с алмазными брусками на медной основе.
- Хонингование инструментом с размером зерна абразивного материала 1/150 мм. При этом происходит формирование микропрофиля поверхности.
- Окончательная обработка материалом с зерном 1/300 – 1/500 мм.
- Крацевание. Это заключительная операция, в ходе которой размер цилиндра не изменяется, а происходит очищение поверхности от остатков абразива. Для крацевания используют нейлоновые щётки, в состав волокна которых добавлены кристаллы кремния.
Соблюдение перечисленных правил позволяет достичь оптимального результата.
Хонингование и ремонт цилиндров Alusil и Nicasil
Хонингование блока цилиндров из алюминиевого сплава имеет свои особенности.
- AlusilБлоки, выполненные по технологии Alusil, в настоящее время официально комплектуются ремонтными размерами поршней от фирм-производителей (обычно это размеры +0,5 мм и +1 мм, реже используется более мелкий шаг +0,35 и +0,7 мм). Поршни ремонтных размеров, так же как и стандартные, покрываются сверху тонким слоем железа. Ремонт мотора с применением поршней без покрытия заканчивается быстрым «прихватом» и заклиниванием поршневой группы.
Ремкомплекты изготавливают специально для технологии расточки алюминиевых блоков. Несоблюдение технологии заканчивается быстрым выходом из строя отремонтированного двигателя.Расточка выполняется стандартными резцами, которые применяются на чугунных блоках. Основное отличие кроется в процессе хонингования. Должны применяться специальные абразивные бруски с «антизасаливающейся» поверхностью. Они остаются чистыми на протяжении всей операции. В противном случае частички алюминия, остающиеся на хонбруске, при нагревании схватываются с поверхностью цилиндра, и моментально образуются задиры.
Крупнейший мировой производитель инструмента Sunnen, в том числе выпускающий хонинговальные бруски, рекомендует при хонинговании блоков цилиндров из алюминиевых сплавов применять оснастку на основе абразивных частиц карбида кремния (SiC).
Последовательно применяются три типа брусков. Первый брусок типа С30-J55 снимает изношенный слой с припуском 0,04–0,08 мм после растачивания. Второй тип С30-J84 выполняет хонингование и увеличение ремонтного размера на 0,01-0,02 мм, а также удаляет дефекты от предыдущей операции. Третий тип С30-С03-81 осуществляет финишную шлифовку без изменения ремонтного размера.
После растачивания алюминиевого блока надо тщательно промыть его от стружки. Даже незначительные загрязнения приводят к тому, что алюминий налипает на стенки цилиндра и абразивный инструмент. Происходят задиры и вырывание абразивных частиц.
Хонингование осуществляется при выполнении трех условий. Во-первых, тщательная фильтрация охлаждающе-смазочной жидкости. Во-вторых, умеренный прижим абразивных брусков к стенке блока. В-третьих, точное соответствие диаметров бруска и поршня. Нарушение этих условий приводит к перегреву обрабатываемой поверхности и вырыванию абразивных зерен из бруска. Все это сопровождается образованием задиров и ухудшением качества обработки.
Если вовремя не наладить процесс, то можно безвозвратно испортить всю работу.Хонингование блока цилиндров позволяет добиться оптимального размера и точного зазора между трущимися деталями (от 0,01 до 0,02 мм). Однако рабочая поверхность еще не соответствует требованиям по шероховатости, поэтому ее нужно выгладить с помощью финишной обработки.
Полировка в процессе капремонта двигателя служит альтернативой химическому вытравливанию, применяемому в условиях производства. В результате полировки снимается очень малый слой алюминия (порядка 1 мкм) и обнажаются кристаллики кремния. Для этого применяются мягкие фетровые башмаки C30-F85, закрепляемые в хонинговой головке, и мягкая кремниевая паста на силиконовой основе AN-30, которая не затрагивает вкрапления кремния, но снимает лишний слой алюминия.
После полировки кремниевой пастой поверхность становится характерного темно-серого цвета, причем на ней не должно быть следов хона или другого режущего инструмента. В ее структуре присутствуют зерна кремния, а основной слой из алюминиевого сплава, являющегося связкой, находится глубже на 1-2 мкм.
За счет хаотично разбросанных кремниевых вкраплений структура становится пористой. Благодаря этому масло в процессе работы двигателя задерживается в микропорах и создает пленку, обволакивающую трущиеся детали.Германская фирма Gehring предлагает другую технологию обработки цилиндров из алюминиевых сплавов. Основное отличие присутствует на этапе черновой обработки. Так, вместо первого абразивного бруска на основе SiC на первом шаге обработки применяют бруски с алмазным покрытием, а затем на этапе чистового хонингования и на этапе финишной полировки применяют хонбруски и полировальную силиконовую пасту на основе карбида кремния.
Предлагаемые технологии расточки и хонингования применяются как для блоков на основе алюминиевых сплавов Alusil (Silumal), так и для более продвинутых вариантов Lokasil и Silitec (кремниевая гильза, залитая алюминиевым сплавом, состоящим на 25 % из соединений кремния). В любом случае геометрия и микроструктура цилиндров не отличается от заводской.
Если задиры или другие дефекты цилиндров превышают по глубине величину ремонтных размеров (до 0,7 мм или в некоторых блока до 1 мм), то такой ремонт нельзя произвести с помощью расточки и хонингования.
Здесь надо использовать сменные гильзы. Подобные детали поставляются для некоторых видов блоков в виде запасных частей.Сменные гильзы выполнены из материала, однородного по составу со сплавом цилиндров. Обычно это алюминий, содержащий до 17 % соединений кремния. Замена алюминиевых гильз, как правило, ничем не отличается от замены чугунных аналогов. Главное отличие алюминия заключается в его более высокой теплопроводности.
Практические рекомендации по замене гильз требуют их сильного охлаждения (например, в жидком азоте или в низкотемпературной морозильной камере) и сильного нагрева блока цилиндров. Гильза должна вставляться быстро, чтобы она не успела нагреться и от простого усилия рук без применения пресса или ударных инструментов.
Характерная черта алюминиевой гильзы – невозможность корректировки в случае неточной посадки в блок. Чугунную гильзу можно запрессовать, а алюминиевая в такой ситуации начинает деформироваться. Удалить ее можно только расточкой на токарном станке.
Это фактически означает, что нужно покупать новую гильзу и при этом обычно ждать заказа несколько дней.Гильзы после установки подвергаются расточке и хонингованию по вышеописанной технологии. Особое внимание обратите на выступ гильз над привалочной поверхностью блока — ее не рекомендуется подрезать при расточке гильз. В противном случае выступание поршней в верхней мертвой точке может превысить максимальное значение около 0,5–0,7 мм. А также может образоваться перепад по высоте между плоскостью и верхней частью передней крышки блока.
- NicasilАлюминиевый сплав Nicasil обладает высокой прочностью и износостойкостью, но все равно наступает момент, когда он приходит в негодность. Есть ли возможность капитального ремонта подобного блока? Рассмотрим характерные особенности данного сплава, чтобы понимать, стоит ли подвергать его восстановлению.
Учитывая отличную от других сплавов алюминия устойчивость к износу, данные блоки реже требуют ремонта. На основании этого большинство автозаводов не выпускает ремонтные поршни для данных моторов.
Только владельцы некоторых моделей БМВ могут рассчитывать на ремонтные поршни и кольца, увеличенные на 0,07-0,08 мм. Если вам все-таки повезло и вы нашли ремонтные детали, а поверхность цилиндров не успела износиться до критической глубины, можно попробовать что-нибудь сделать.Классическая расточка блоков Nicasil даже теоретически невозможна, потому что ни один резец не возьмет сплав карбида кремния. И к тому же, учитывая ремонтные размеры поршней менее +0,1 мм, вполне можно обойтись хонингованием блока цилиндров.
При обработке подобных блоков встречаются свои подводные камни. Подходят далеко не все хонинговальные бруски. Можно применять либо алмазные, либо на основе нитрида бора. Хонингование блока цилиндров проводится при минимальном нажатии, чтобы обеспечить целостность покрытия и не продавить его в наиболее тонких местах.
В целом процедура требует максимальной осторожности и наивысшей квалификации мастера. Но даже в этом случае успех не гарантирован. Критичной может стать эллипсность блока даже при отклонении 0,03–0,05 мм.
Минимальное усилие бруска не позволяет полностью устранить неправильную геометрию, а повышение усилия может привести к сколу в тонком месте эллипса. Поэтому вернуть блок к идеальной геометрии удается не во всех цилиндрах.Поврежденное покрытие (в том числе получившееся в процессе хонингования блока цилиндров) может стать приговором для замены детали. Производители обычно не регламентируют ремонтные работы таких дефектов. В среде автомехаников ходят байки о возможности повторно покрыть поверхность цилиндров никасилом. Долгая практика показывает, что повторять производственную технологию дорого и нецелесообразно. Поэтому в большинстве случаев не удается провести хонингование.
В случае повреждения рабочей поверхности в блоке, выполненном по технологии Nicasil, есть несколько вариантов решения проблемы.
Самый радикальный путь – замена блока цилиндров или двигателя в сборе. Такой вариант подойдет для новой гарантийной машины, но для десятилетнего автомобиля стоимость мотора может превышать его собственную цену.
В Европе полно авторазборок, где можно обзавестись б/у мотором. Это дешевый вариант. Но в нашей стране пока еще этот рынок недостаточно развит. Кроме того, помимо покупки мотора, предстоит возня с документами и регистрацией.
«Народный» способ гильзовать алюминиевый мотор чугунными гильзами.
Производители категорически не рекомендуют такую замену. Но если их не слушать и обладать достаточной квалификацией, то вполне реально провести подобную гильзовку. Существует уже достаточно большой опыт и наработаны технологии применения чугунных гильз в блоках из алюминиевых сплавов.
Блоки, выполненные по технологии Nicasil, вполне подходят по своим характеристикам, так как прочность и шероховатость чугунной и никасиловой поверхности схожи, а поршни одинаково хорошо скользят в обоих случаях. Нюансы возможны на старых моторах, использующих кольца без хромового покрытия. Требуется более частая замена таких колец из-за их ускоренного износа.
Что делать, если в моторе появились задиры
Выше уже отмечалось, что с задирами необходимо бороться сразу же. Если игнорировать проблему, состояние мотора быстро ухудшится. Износ будет идти по нарастающей: небольшая неисправность станет причиной следующей. Проблемы будут нарастать как снежный ком.
Если задиры еще совсем небольшие
Когда задиры совсем небольшие, можно решить проблему, не разбирая двигатель. Если износ не превосходит десятых долей миллиметра, купите и залейте в масло специальную присадку, например, Active Plus от российской .
Это средство образует металлическую защитную пленку на парах трения. Специальная структура слоя позволяет восстанавливать изношенные поверхности (при небольших отклонениях от стандартных размеров и геометрии).
Необходимо строго следовать инструкции, как в случае применения трибосостава Suprotec, так и при использовании средств от других производителей. Превышение допустимой дозы может привести к противоположному результату. Даже если вреда для механизма не будет, вы просто зря потратите деньги.
Присадка Супротек Актив Плюс в масло двигателя
Восстанавливает компрессию, снижает расход топлива и угар масла, уменьшает скорость износа и продлевает срок службы ДВС любого типа. Облегчает холодный пуск, защищает от перегрева в пробках.
Когда присадки не помогают
Если применение присадок не дало нужного результата, значит, задиры уже слишком большие. В этом случае требуется расточка и хонинговка цилиндров ДВС. Эту операцию можно заказать в автомобильной мастерской, или выполнить самостоятельно.
Браться за хонинговку цилиндров своими руками следует только, если вы владеете навыками слесарного дела. Необходимо выдержать высокую точность: рисунок, образуемый на металле должен быть равномерным, штрихи должны сходиться под одинаковым углом.
Для этой работы потребуется специальное приспособление для хонинговки – хон. Выпускают два типа этих устройств – в виде «ершика» и в виде конструкции из трех брусков на центральном стержне. В гаражных условиях лучше использовать «ершик». Насадка с точильными камнями больше подходит для расточных станков.
- Хон нужно вставить в патрон дрели. Чтобы обеспечить точность ориентировки, нужно пользоваться хотя бы простейшими приспособлениями: рейкой подачи и уровнем. Если нарушить точность хода, хонингование будет с дефектами. Придется переделывать.
- На всем протяжении операции необходимо следить, чтобы обрабатываемая поверхность и приспособление для хонинговки цилиндров орошались достаточным количеством смазывающей жидкости. Как правило, используется керосин или его смесь с маслом.
- По завершении операции нужно обязательно очистить двигатель от стружки остатков абразивного материала. Используйте мыльный раствор, чтобы смыть все твердые частицы. Когда стенки высохнут, обработайте их специальным маслом, препятствующим коррозии.
- После хонингования рекомендуется дать двигателю некоторое время, чтобы пара цилиндр-поршень приработалась. В этот период следует избегать перегрузок, внимательно следить за качеством и объемом моторного масла.
Чтобы сделать процесс приработки более качественным и щадящим, можно использовать трибосостав Suprotec Active Plus и аналог. Преимущество средства российского производства – лояльная цена. По эксплуатационным характеристикам «Супротек Актив Плюс» не имеет зарубежных аналогов.
Главное преимущество хонинговки своими руками в том, что двигатель не обязательно демонтировать с автомобиля. Это сильно сокращает время выполнения операции. В тоже время следует помнить, что при высокой степени износа цилиндров эта мера не поможет – обязательно нужна расточка, полировка и затем хонингование.
Как проводятся хонингование цилиндра?
Что ж, мы выяснили, зачем нужна хонинговка. Теперь давайте приступим к разбору технологии процедуры. Для ее проведения задействуется специальное оборудование – хоны. Это керамические или алмазные хонинговальные головки, которые запускаются на механическом стенде и оказывают воздействие на поверхность цилиндра. Керамические головки более бюджетные, однако при длительном использовании долговечные алмазные хоны гораздо выгоднее. Именно поэтому их часто используют на СТО.
Дополнительно в качестве смазки мастера применяют масляно-керосиновую смесь или специальный водный раствор. Такие средства позволяют предотвратить коррозию цилиндра.
Технология хонингования включает в себя такие основные этапы:
- Подходящий патрон дрели вставляется в инструмент для обработки – хон. Для большей надежности и лучшего результата используются вспомогательные инструменты: уровень или рейка подачи. Именно они контролируют точность хода.
- В первую очередь используют хонинговальные головки с более крупными абразивными частицами, которые убирают все дефекты, оставшиеся после капремонта мотора.
- Далее процесс хонингования проводится при помощи хона с мелким абразивом.
- Пока идет хонинговка, на поверхность блока регулярно поступает смазывающий состав.
- По окончанию процесса с двигателя счищаются все остатки стружки и абразивных частиц. Важно проследить, чтобы ничего не осталось на поверхности – для большей надежности применяют специальные мыльные растворы.
- Завершается хонинговка блока обработкой поверхности маслом.
Обратите внимание, что после обработки поршень с цилиндром должны сработаться. В этот период рекомендуют избегать сильных перегрузок и своевременно пополнять объём моторного масла.
Можно ли выполнить хонингование своими руками?
Многие автолюбители интересуются, можно ли при наличии должного оборудования обработать цилиндры просто у себя в гараже? В принципе, такой вариант возможен. Однако ручная хонинговка – это сложный процесс, который требует определенных навыков.
Для начала вам понадобится запастись хоном и машинным маслом. Процедуру следует проводить плавно, избегая резких движений, которые могут привести к неравномерной шероховатости покрытия.
Ручное хонингование имеет одно важное преимущество: для его проведения не обязательно снимать блок с двигателя. Однако результат работы будет заметно отличаться от хонинговки в СТО: он будет непродолжительным и поможет разве что немножко освежить стенки детали.
Двигатель – это сердце любого автомобиля. А своевременный ремонт, включающий в себя и хонингование – это залог того, что ДВС будет “летать” на протяжении многих лет. Процедура отлично влияет на работу поршня, обеспечивает удержание моторного масла в нужном объёме и препятствует преждевременной поломке мотора.
Что такое хонингование цилиндров двигателя
Во время движения автомобиля мотор подвергается высоким нагрузкам, вследствие которых происходит естественный износ узлов. Двигатель меняет свои характеристики по мере наработки моточасов и в определенный момент требует ремонта. Состояние рабочей поверхности ЦПГ – основной критерий здоровья мотора. Хонингование блока цилиндров требуется, если появились задиры и царапины, а также если присутствует конусность.
При капитальном ремонте слесарь растачивает полностью разобранный блок до ближайшего ремонтного размера, который позволяет убрать дефекты зеркала и устранить отклонения по конусности и эллипсности. Гладкая зеркальная поверхность после расточки выглядит очень эффектно, но для лучшей работы мотора надо создать на ней насечки. Это также делается на токарном станке специальным инструментом – хоном. При должном навыке можно провести эту операцию вручную, но качество будет заметно хуже.
Технология ремонта постоянно совершенствуется. В настоящий момент все производители перешли на плосковершинное хонингование. При такой обработке насечки не имеют острых краев (вершин), которые контактируют с поршнем и кольцами при работе мотора. После расточки слесарь должен воспроизвести такую же структуру зеркала. Правильно выполненный ремонт облегчает процесс обкатки мотора и обеспечивает оптимальные зазоры между деталями. Такой мотор не будет расходовать масло и обеспечит максимальный пробег до следующего капитального ремонта.
Хонингование блока цилиндров – это процедура нанесения сетки на рабочую поверхность блока двигателя. Она позволяет обеспечить двигателю наилучшие условия смазки для трущихся деталей. В канавках, образованных хоном, задерживается моторное масло.
Хонингование проводится в два этапа. Сначала используется крупный абразив, который дает крупные насечки. Затем применяется финишная обработка, сглаживающая дефекты и неровности от предыдущей операции. Выделяют алмазное и керамическое нанесение рисок. Первое предпочтительнее по причине более высокой точности обработки, но дороже. Второй способ используется чаще из-за большей доступности цены работы и стоимости оснастки. Автопроизводители могут использовать лазерную финишную обработку, которая невозможна в кустарных условиях.
По окончании работы блок надо тщательно промыть. Желательно это делать струей воздуха или смазочно-охлаждающей жидкости под давлением. Необходимо обеспечить не только внешнюю чистоту детали, но и вымыть металлические стружки и остатки абразивной пасты из скрытых полостей. Частички керамики и металла, оставшиеся в двигателе, могут нанести непоправимый урон. Для того чтобы сгладить поверхность, после черновой обработки применяют финишную шлифовку.
Что такое хонингование
Что же именно представляет из себя хонингование или расточка цилиндров? Как мы уже упоминали, это очень важный этап в починке движка, так как он выступает финалом в капитальных работах над силовой установкой автомобиля. Расточка применяется к обработке не только уже нами перечисленных деталей, но и втулок, шатунов, постелей коленчатого вала и, более того, наносится на плоскости. Теперь разберёмся в самом важном вопросе: для чего же проводить данную процедуру, и какую пользу получит от этого ваш железный конь?
Описание
Назначение
Применяется для финишной обработки рабочих поверхностей цилиндров двигателей внутреннего сгорания, тормозных цилиндров и прочих внутренних цилиндрических поверхностей, требующих точного геометрического размера и параметров шероховатости.
Описание
• Для цилиндров диаметром от 32 до 89 мм • Размер зернистости хонов: 220* • Цилиндрический хвостовик с гибким удлинителем • Подпружиненный механизм подвода хонов • Гайка регулировки жёсткости пружины
* комплект сменных хонов (камней) поставляется также отдельно.
Хонингование – это процесс обработки поверхности металла с использованием алмазной крошки. Основное применение оно нашло для шлифовки конусных и цилиндрических деталей. Данная операция удобна при изготовлении отверстий. Получаемая величина шероховатости поверхности соответствует уровню чистовой токарной зачистки или шлифовке крупнозернистым абразивным кругом. Только методом хонингования можно добиться нужного результата при работе с блоком цилиндров. В местах сопряжения деталей должна находиться смазка, которая удерживается специально нанесенной хонинговальной сеткой.
Используемый хонинговальный инструмент называется хоном. Это бруски или камни, которые размещаются по периметру основания. В процессе работы они стираются, поэтому конструкция обоймы предусматривает возможность их замены.
Для процесса хонингования используются специальные станки. Это приспособления с горизонтальным или вертикальным расположением в пространстве шпинделя. Каждый из них имеет свое назначение в зависимости от проводимой работы. Хонинговальное оборудование специализировано под узкий профиль. Изготовление универсальных станков отошло в прошлое.
Для чего нужна хонинговка цилиндров
Хонингование цилиндров что это такое — сам термин «хонингование» происходит от английского «to hone», что означает «обтачивать», «точить». Этот процесс подразумевает обработку внутренних поверхностей цилиндров. Благодаря этому процессу можно получить чрезвычайно высокое качество обработки поверхностей блока цилиндров. Хонингование производится на заключительном этапе в капитальном ремонте и обработке мотора.
Хонингование цилиндров: суть процедуры
Во многих профессиональных мастерских занимаются хонингованием цилиндров двигателя. Основной задачей считается — снижение шероховатости для взаимодействия цилиндров и поршня. Двигатель в процессе работы утрачивает свои первоначальные характеристики, из-за чего появляются проблемы при его работе. Детали и компоненты двигателя изменяются в своей форме. Если обратить внимание на цилиндры в разрезе, то они имеют форму овала. Во время эксплуатации/ремонта на поверхности цилиндров остаются следы и царапины.
Это приводит к таким проблемам, как:
- повышенный расход топлива и смазки двигателя;
- мощность мотора уменьшается;
- компрессионные способности теряются.
Из-за этого следует выполнить ремонт двигателя. Если не сделать этого вовремя, то состояние цилиндров может сказаться на работе других механизмов, а это уже приведет к серьезным поломкам. Известны случаи, когда из-за откладывания ремонта приходилось менять весь кривошипно-шатунный механизм.
Ремонт происходит в несколько шагов:
- Рабочий выполняет расточку всех гильз в соответствии со следующим ремонтным размером. Если ремонт ни разу не выполнялся ранее, то расточка происходит до первого размера. Обязательно надо сделать несколько миллиметров припуска.
- Хонингование выполняется для придания гильзам правильной формы, а также чтобы снизить шероховатость.
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Так называемая «капиталка» (капремонт) двигателя зачастую предполагает замену поршней и поршневых колец на ремонтные, восстановительные работы или замену коленвала, а также расточку цилиндров двигателя в ремонтный размер. Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование.
Замена поршня и расточка цилиндра
Если такая ситуация наступила, то замена одного только поршня не решает данную проблему. Ее нужно решать комплексно, т.е. замена поршня плюс расточка цилиндра мотоцикла. Т.е. цилиндры должны растачиваться каждый раз, когда был зафиксирован факт их изношенности. Стоит также учитывать и то, что далеко не все цилиндры подвержены изнашиванию даже при довольно длительной эксплуатации в очень тяжелых условиях. Бывают и такие случаи, что транспортное средство доживает свой век, при этом ни разу не растачивая цилиндры.
Параметры определения износа цилиндров:
- если в верхней мертвой точке цилиндра его размеры изменились на 0,05 мм от первоначальных;
- если в том месте, где соприкасается юбка поршня и стенка цилиндра размер изменился на 0,03 мм.
Таким образом, два указанных параметра вполне могут дать ответ на вопрос – стоит или нет растачивать цилиндр. Если есть хотя бы одно из перечисленных выше изменений, то ответ очевиден – расточка необходима.
Существую также более худшие ситуации, когда в верхней части цилиндра появляется, так называемый, «ступенчатый» дефект. Образовавшаяся ступенька сокращает время износа цилиндра, поршневых колец, посадочных мест на поршне под кольца, в результате чего во время езды появляются очень ощутимые удары. Однако, данный дефект становится заметным без каких-либо замеров. При нем изменяется характер работы двигателя – он начинает сильно вибрировать.
Это прямое показание к незамедлительному ремонту, так как сопутствующая данному дефекту эллипсоидность приводит к тому, что поршневые кольца хуже прилегают к стенкам цилиндра. Это, в свою очередь, может привести к прорыву газов из цилиндра в картер, нарушению компрессии в двигателе, что также увеличивает расход масла и топлива.
В таком случае, расточка цилиндров поможет восстановить необходимые параметры данной части мотора. Однако, под расточкой имеется ввиду не только восстановление геометрических параметров цилиндров мотоцикла, но восстановление нормального положения сопрягаемых деталей относительно друг друга. Другими словами, если исправить только геометрию цилиндра, этого не хватит для восстановления нормальной соосности и нормального расположения всех основных поверхностей.
Последствием этого является появление избыточного трения, влияющее на другие конструктивные составляющие поршневой группы. Другими словами, на все подвижные детали, которые участвуют в работе двигателя и входят в поршневую группу, будет ложиться дополнительная нагрузка на изгиб, сжатие и др. Это, в свою очередь, может стать причиной дальнейшего разбивания цилиндров по ходу работы двигателя.
Однако, в настоящее время все еще есть мастера, которые желают самостоятельно осуществить этот процесс. Возможно, у кого-то не хватает средств, а кто-то просто любит проводить время в гараже, ковыряясь в своем мотоцикле. В любом случае, самостоятельно расточить цилиндр мотоцикла возможно. Стоит отметить сразу, что способ расточки также подойдет и для автомобильного блока цилиндров. Единственный нюанс состоит в том, что обращение к токарю неминуемо, поскольку именно токарь может сделать соответствующую оправку, которая подойдет для данного процесса.
Оправка должна иметь размеры в зависимости от размеров растачиваемого цилиндра. Например, если диаметр цилиндра составляет 76 мм, то диаметр оправки должен составлять 74 мм, а ее длина должна превышать длину цилиндра примерно на 150 мм, хотя можно и немного больше. После того, как оправка будет готова, в ней необходимо проделать отверстие, в которое будет вставляться вороток, и еще ножовкой пропилить вдоль паз, глубина которого должна составлять примерно 10 мм.
Для чего необходимо хонингование цилиндров
В процессе эксплуатации, двигатель поддается как термическим, так и механическим воздействиям, которые непременно меняют форму цилиндров. Цилиндр должен иметь строго определенную высоту и диаметр, который не должен меняться на всем протяжении стенок. Тем не менее, длительная эксплуатация и износ делают свое дело – цилиндры меняют свою форму на бочкообразную, конусообразную или седлообразную. Данные изменения невидимы не вооруженным глазом, тем не менее, довести форму цилиндра до ума просто необходимо. Именно для этого и применяется хонингование, которое может расточить цилиндр до самых номинальных размеров с точностью до миллиметра.
Если цилиндры не обрабатывают и оставляют все, как есть, то можно получить, примерно, следующую картину:
- Снижение давления в цилиндрах (компрессии), потеря мощности. Данный параметр напрямую зависит от формы цилиндра.
- Повышения расхода смазывающего материала и топлива. Сквозь промежутки, которые могут возникнуть между поршнем и стенками цилиндра, масло будет подниматься в камеру сгорания, прогорать и уходить в выхлопную систему.
Хорошо, если дело обойдется только расточкой цилиндров. Однако, бывают случаи, когда капитальный ремонт становился слишком затратным. Многие водители умудрились довести мотор до такого состояния, что потребовалась замена всего кривошипно-шатунного механизма.
Главные плюсы
Хонинговка деталей имеет ряд положительных сторон. К преимуществам относятся:
- После проведения хонингования поверхностный слой деталей приобретает повышенную прочность, что сказывается на длительности их эксплуатации.
- Значительно меньший процент получения бракованных деталей. Связано это с тем, что хонинговальный инструмент не создает большого давления на поверхность изделия.
- Широкий выбор зернистости хонинговального инструмента. Это позволяет легче выходить на нужный уровень требований к обрабатываемой детали.
- С помощью хона есть возможность устранения брака при сверлении отверстий на станке.
- Одновременно на оборудовании совершается хонингование нескольких отверстий, что повышает скорость выполнения работы.
Читать далее: Ремонт генератора Volkswagen Golf 2 3 4 Polo Sedan и Passat B3 B5 замена ремня своими руками
Хон в цилиндре что это?
Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?
Цель нанесения
Причины хонингования цилиндров:
- приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
- точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
- получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
Технология обработки
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси
Тонкости процесса
- не должны иметь рваных, острых кромок;
- отсутствуют деформированные участки;
- глубина, ширина должны быть однородными.
Инструмент для хонингования
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
Целесообразность ремонта своими руками
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость.
Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Хон или зеркало?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Чтобы раз и навсегда положить конец спорам о хоне и зеркале, узнать, что такое хонингования и как оно правильно осуществляется, рекомендуем ознакомиться с видео.
В каких случаях нужна хонинговка цилиндров?
Срок эксплуатации мотора и время, за которое изнашиваются детали, будет зависеть от целого ряда факторов:
- качество бензина, который вы используете;
- характер езды;
- продолжительность поездок;
- качество системы охлаждения и т.д.
В среднем капитальный ремонт, куда входит и хонинговка блока цилиндров, рекомендуется после пробега более 100000 км. Конечно, каждый случай индивидуален, и иногда двигатель изнашивается раньше.
Как понять, что машине нужно хонингование двигателя? Возможно, вы отмечали хотя бы один из этих признаков:
- выхлоп становится насыщенно серого цвета, который появляется, когда масло сгорает вместе с бензином из-за слабой работы поршневого кольца;
- объем используемого масла заметно увеличился, что указывает на изменившуюся форму внутреннего канала, по которому проходит поршень;
- страдает мощность двигателя;
- нестабильность оборотов при холостом ходу, которая может быть следствием нарушения правильной формы цилиндра.
В таком случае необходимо срочно показать машину автослесарям. Они быстро смогут определить, нужно ли проводить хонингование цилиндров.
Теория хонингования блока цилиндров
В процессе хонингования металл с внутренней поверхности цилиндра блока удаляется способом, очень сходным по природе с процессом шлифования. Суть обработки состоит в том, что снятие металла происходит специальным инструментом для хонингования, называемым хоном. Рабочая поверхность хона касается внутренней поверхности цилиндра по окружности определенной ширины, как правило, очень небольшой. При этом сам хон в ходе обработки, с помощью приспособления для хонингования, перемещается вверх-вниз, строго по оси цилиндра в двигателе.
Конструкция хона представляет собой набор абразивных брусков, расположенных по периметру инструмента и закрепленных в регулируемой металлической оправке. С помощью оправки мастер может регулировать наружный диаметр, образованный рабочей поверхностью брусков. В верхней части хона находится муфта, с помощью которой хон закрепляется на стальном штоке.
После помещения хона в цилиндр блока двигателя тщательно выравнивается соосность штока и оси цилиндра, иногда для этого приходится перемещать и подстраивать положение блока цилиндров. Затем оправкой хона регулируется вылет шлифовальных брусков и усилие, с которым они прижимаются к обрабатываемой поверхности. Все перечисленные подготовительные операции установки блока двигателя в большой степени влияют на точность обработки, поэтому всегда выполняются с максимальной тщательностью.
Процесс хонингования зеркала цилиндра проводится с применением специальной рабочей жидкости. В более простых операциях применяется очищенный керосин, а для хонингования особо ответственных изделий – специальные смазочно-охлаждающие жидкости на основе водно-масляных эмульсий. Чаще всего используется 7% раствор концентрата НСК-5 в воде.
В качестве шлифовальных брусков применяются специальные спеченные композиты на основе микронных порошков кубического нитрида бора или алмазосодержащие матрицы с металлическим связующим.
Хитрость хонингования заключается в следующем:
- главное условие успешного хонингования цилиндров – это обеспечение равномерного давления шлифующего инструмента на обрабатываемую поверхность – зеркало цилиндра блока. Благодаря этому геометрия отверстия получается практически идеальной формы;
- кроме колебательных движений вдоль оси цилиндра блока, при хонинговании шток придает хону небольшие круговые колебания вокруг своей оси. Тем самым исключается возможная неравномерность шлифования из-за различий в качестве шлифовальных брусков.
Качество поверхности зеркала цилиндров блока двигателя после хонингования практически приближается к качеству металла после суперфиниширования – обработки с помощью мельчайших микронных абразивных порошков до состояния зеркальной поверхности. Но, в отличие от последней, обработка хонингованием имеет производительность, превышающую суперфиниширование более чем в 2,5раза.
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Так называемая «капиталка» (капремонт) двигателя зачастую предполагает замену поршней и поршневых колец на ремонтные, восстановительные работы или замену коленвала, а также расточку цилиндров двигателя в ремонтный размер. Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование.
Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности. Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях. Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона. Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец. Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
ХОН ИЛИ ЗЕРКАЛО?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Обработанная поверхность имеет гладкую глянцевую структуру, поэтому ее часто называют зеркалом. Хон – это приспособление для нанесения заданного рисунка сетки на рабочие стенки цилиндра. Отсюда происходит и название операции.
В условиях массового производства технология обработки несколько иная. Специально не выделяется операция хонингования. Расточка производится на токарном станке. Сначала фрезой, а затем для повышения точности размеров и формы, абразивным инструментом. При этом сетка на стенках является результатом движения абразивного бруска во время обработки. Процесс хонингования во время капитального ремонта выделяется в особую процедуру, потому что расточенный под ремонтный размер цилиндр имеет абсолютно гладкую поверхность.
Сетка хона играет важную роль в смазке цилиндро-поршневой группы. Она создает масляную пленку заданной толщины, которая увеличивается при движении поршня вверх и затем утончается при обратном ходе. Масло от коленвала и шатунов разбрызгивается внутри блока цилиндров, а затем за счет возвратно-поступательного движения поршней попадает на поршни и на кольца. Когда стенки цилиндра гладкие, то масло на них не задерживается. Наступает масляный голод и ускоренный износ двигателя.
Основная задача хонингования создать структуру поверхности, обеспечивающую хорошие условия для смазки деталей мотора. Попутно достигается дополнительное уплотнение между поршнем и цилиндром. Это благоприятно влияет на повышение компрессии двигателя, так как газы не прорываются в картер. Если не сделать качественную обработку поверхности, то все вышеперечисленные процессы затрудняются. Двигатель испытывает масляное голодание и, как следствие, быстро выходит из строя. Сначала появляются задиры, затем начинается эллипсообразный износ, увеличивается расход масла и появляется дымный выхлоп.
Опытным путем давно установлено, что идеально гладкая поверхность не дает хороших условий для движения поршня. Хонингование позволяет создать своеобразные углубления для сохранения в них масла. Масляная пленка предотвращает непосредственный контакт металла с металлом. Уменьшается трение и снижается износ деталей.
При работе мотора создается высокое давление в камере сгорания, и раскаленные газы прорываются в зазор между кольцами и цилиндрами. Масло, покрывающее стенки цилиндра, выступает своеобразным уплотнением, препятствующим выходу газов. Это повышает компрессию и эффективность работы двигателя.
Отшлифованная до гладкого состояния стенка плохо задерживает смазку. В отсутствие масляного клина происходит полусухое трение деталей. Повышается их температура и наступает преждевременный износ. Помимо смазки, масло обеспечивает дополнительное охлаждение, поскольку имеет более высокую теплоемкость, чем металл.
Расточка поможет повысить компрессию блока цилиндров
Видео инструкция, как правило, наглядно показывает данное мероприятие, но зритель упускает самое важное – специфику проведения. Ему кажется, что все просто и легко, и он справится, но нельзя забывать, что на видео растачивает блок профи
Более всего расточка блок цилиндров интересна автовладельцам, озабоченным компрессией. Просмотр большого количества видео для многих становится откровением. Они понимают, что справиться с этим делом правильно в домашних условиях будет крайне сложно.
Как известно, при недостаточной компрессии цилиндров ДВС не может выдавать требуемую мощность, падает динамика автомобиля. Расточка помогает значительно повысить мощность путем увеличения компрессионной площади на цилиндрах.
Несмотря на то, что многие эксперты рекомендуют проводить операцию в автосервисе, желающих освоить нюансы операции становится все больше. И одними видео просмотрами это не ограничивается. В поисках полезной информации заинтересованный автолюбитель спамит форумы и сайты, пытаясь найти легкую в понимании инструкцию, но в большинстве случаев тщетно.
Дополнительные рекомендации
Различные видео-инструкции, которые можно встретить в сети, описывают замену опор двигателя, как простую процедуру. Из-за этого возникает ощущение, что заменить деталь может каждый желающий, выделив на все это несколько минут свободного времени. Но практика говорит обратное. Недостаток свободного пространства и плохой доступ к деталям создают дополнительные трудности, из-за чего простая на первый взгляд работа затягивается на весь день.
Как заменить подушки двигателя
Но чтобы ремонтные работы прошли довольно быстро и эффективно, необходимо следовать несколько простым рекомендациям:
- при поднятии силового агрегата домкрат нужно ставить под колокол сцепления. Обязательно подставляется деревянная прокладка;
- нельзя поднимать мотор слишком высоко, иначе можно повредить некоторые детали или элементы кузова;
- контрольная проверка крепежных элементов на новой опоре лишней не будет;
- устанавливая подушку, нужно попасть в канавку на балке нижней шпилькой, которая есть на корпусе детали;
- правую опору обязательно должен защищать тепловой экран. В противном случае новая деталь под воздействием высоких температур от выхлопа долго не проживет.
Не ленитесь использовать WD-40
Способы самостоятельной расточки блока
Выполнить эту процедуру в домашних условиях можно двумя способами, которые практически ничем не отличаются друг от друга. Заранее предупреждаем, что процесс самостоятельной расточки довольно трудоемкий, и после его проведения нельзя гарантировать идеальный результат.
Для выполнения первого способа расточки потребуется высокооборотистая электродрель, старый поршень и набор наждачной бумаги различной зернистости на влагостойкой, тканевой основе. Сам процесс можно описать так:
- в верхней центральной части поршня необходимо высверлить отверстие под шпильку, далее вставить и крепко затянуть ее;
- ножовкой по металлу необходимо сделать пропил в боковой части поршня, вставить в него край крупнозернистой наждачной бумаги, обернуть ей поршень и зафиксировать в том же пропиле;
- расточку следует начинать на минимальных оборотах, постепенно добавляя их. Во время расточки дрель нужно перемещать вверх и вниз плавными движениями;
- когда поршень, которым выполняется расточка, будет свободно проникать в цилиндр на 2/3, меняем наждачную бумагу на более мелкую и дотачиваем уже ей;
- после всех манипуляций следует «нулевкой» выполнить окончательную шлифовку;
Еще один способ при помощи деревянной заготовки, которая будет имитировать поршень. Для этого необходимо изготовить соответствующую оправку. Причем в диаметре она должна быть на 2-3 мм меньше поршня, и на 100-200 мм длиннее гильзы цилиндра. В заготовке также необходимо сделать боковой пропил для фиксации наждачной бумаги, а в верхней части по центру высверлить отверстие для воротка. Процесс выполняется по аналогии с первым способом. Единственное, что он более трудоемкий, поскольку выполняется вручную. В процессе проточки нужно периодически смазывать обрабатываемую поверхность цилиндра.
Равномерность расточки контролируется визуально, либо по заранее изготовленному шаблону, например, из того же дерева.
В качестве вывода стоит сказать, что это в принципе неплохой способ повышения мощности двигателя, пользоваться им или нет исключительно ваш выбор. Желательно для проведения данной процедуры обратиться к профессионалам, что все было значительно качественнее.
Хонингование цилиндров: что это такое?
Nevada 1976Хонингование цилиндров: что это такое? 0 Comment
Содержание статьи
Двигатель внутреннего сгорания – это сердце автомобиля. Для его беспроблемной работы нужна умеренная эксплуатация и своевременное обслуживание. Если условия соблюдены, то мотор будет выдавать заданные параметры на протяжении долгих лет. Затем подходит срок капитального ремонта, подразумевающего полную разборку и замену изношенных деталей. Важной операцией является хонингование блока цилиндров.
Что такое хонингование цилиндров двигателя
Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
ДЛЯ ЧЕГО НУЖНО ХОНИНГОВАНИЕ ДВИГАТЕЛЯ?
Хониногование производят для уменьшения шероховатости стенок цилиндров и чтобы улучшить приработку поршневых колец и самим поршней. Оно увеличивает срок службы отремонтированного двигателя.
В процессе эксплуатации двигатель сильно изнашивается и теряет свою первоначальную форму. Это, в главной степени, относиться к цилиндрам двигателя. Если они изначально были круглыми, то со временем они принимают овальную форму (эффект конусности). Также на стенках цилиндров двигателя образуются задиры и царапины. Все эти причины ведут только к одному — к капитальному ремонту двигателя.
При «капиталке» специалисты растачивают цилиндры до первого ремонтного размера. Чтобы сохранить правильную форму цилиндров двигателя и достичь оптимальной шероховатости применяют хонингование.
Хонингование цилиндров — это финишный этап в обработке и капитальном ремонте мотора. По сравнению с традиционными доводочными операциями, такими как полирование или притирка требуемой поверхности, хонингование обладает точностью и большей эффективностью.
Плосковершинное хонингование имеет ряд преимуществ. Его задача — эта тщательная обработка цилиндров двигателя для последующей работы. В результате хонингования цилиндры мотора и поршневые кольца быстрее прирабатываются, а значит меньший износ деталей мотора и повышение эффективности работы. За счет быстрой приработки деталей повышается компрессия в цилиндрах и увеличивается срок службы мотора до следующего капитального ремонта. Также, значительно уменьшается расход моторного масла и сокращается прорыв газов в картер.
Особенность хонингования — образование на цилиндрах сетки, которую можно заметить при тщательном осмотре. Она нужна, чтобы удерживать масло на стенках цилиндров мотора, в результате чего повышается обильная смазка трущихся деталей двигателя.
ИНСТРУМЕНТ ДЛЯ ХОНИНГОВАНИЯ
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
ЦЕЛЕСООБРАЗНОСТЬ РЕМОНТА СВОИМИ РУКАМИ
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Так называемая «капиталка» (капремонт) двигателя зачастую предполагает замену поршней и поршневых колец на ремонтные, восстановительные работы или замену коленвала, а также расточку цилиндров двигателя в ремонтный размер. Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование.
Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности. Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях. Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона. Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец. Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
ХОН ИЛИ ЗЕРКАЛО?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Обработанная поверхность имеет гладкую глянцевую структуру, поэтому ее часто называют зеркалом. Хон – это приспособление для нанесения заданного рисунка сетки на рабочие стенки цилиндра. Отсюда происходит и название операции.
В условиях массового производства технология обработки несколько иная. Специально не выделяется операция хонингования. Расточка производится на токарном станке. Сначала фрезой, а затем для повышения точности размеров и формы, абразивным инструментом. При этом сетка на стенках является результатом движения абразивного бруска во время обработки. Процесс хонингования во время капитального ремонта выделяется в особую процедуру, потому что расточенный под ремонтный размер цилиндр имеет абсолютно гладкую поверхность.
Сетка хона играет важную роль в смазке цилиндро-поршневой группы. Она создает масляную пленку заданной толщины, которая увеличивается при движении поршня вверх и затем утончается при обратном ходе. Масло от коленвала и шатунов разбрызгивается внутри блока цилиндров, а затем за счет возвратно-поступательного движения поршней попадает на поршни и на кольца. Когда стенки цилиндра гладкие, то масло на них не задерживается. Наступает масляный голод и ускоренный износ двигателя.
Основная задача хонингования создать структуру поверхности, обеспечивающую хорошие условия для смазки деталей мотора. Попутно достигается дополнительное уплотнение между поршнем и цилиндром. Это благоприятно влияет на повышение компрессии двигателя, так как газы не прорываются в картер. Если не сделать качественную обработку поверхности, то все вышеперечисленные процессы затрудняются. Двигатель испытывает масляное голодание и, как следствие, быстро выходит из строя. Сначала появляются задиры, затем начинается эллипсообразный износ, увеличивается расход масла и появляется дымный выхлоп.
Опытным путем давно установлено, что идеально гладкая поверхность не дает хороших условий для движения поршня. Хонингование позволяет создать своеобразные углубления для сохранения в них масла. Масляная пленка предотвращает непосредственный контакт металла с металлом. Уменьшается трение и снижается износ деталей.
При работе мотора создается высокое давление в камере сгорания, и раскаленные газы прорываются в зазор между кольцами и цилиндрами. Масло, покрывающее стенки цилиндра, выступает своеобразным уплотнением, препятствующим выходу газов. Это повышает компрессию и эффективность работы двигателя.
Отшлифованная до гладкого состояния стенка плохо задерживает смазку. В отсутствие масляного клина происходит полусухое трение деталей. Повышается их температура и наступает преждевременный износ. Помимо смазки, масло обеспечивает дополнительное охлаждение, поскольку имеет более высокую теплоемкость, чем металл.
Хонингование и ремонт цилиндров Alusil и Nicasil
Хонингование блока цилиндров из алюминиевого сплава имеет свои особенности.
- AlusilБлоки, выполненные по технологии Alusil, в настоящее время официально комплектуются ремонтными размерами поршней от фирм-производителей (обычно это размеры +0,5 мм и +1 мм, реже используется более мелкий шаг +0,35 и +0,7 мм). Поршни ремонтных размеров, так же как и стандартные, покрываются сверху тонким слоем железа. Ремонт мотора с применением поршней без покрытия заканчивается быстрым «прихватом» и заклиниванием поршневой группы.
Ремкомплекты изготавливают специально для технологии расточки алюминиевых блоков. Несоблюдение технологии заканчивается быстрым выходом из строя отремонтированного двигателя.
Расточка выполняется стандартными резцами, которые применяются на чугунных блоках. Основное отличие кроется в процессе хонингования.
Должны применяться специальные абразивные бруски с «антизасаливающейся» поверхностью. Они остаются чистыми на протяжении всей операции. В противном случае частички алюминия, остающиеся на хонбруске, при нагревании схватываются с поверхностью цилиндра, и моментально образуются задиры.Крупнейший мировой производитель инструмента Sunnen, в том числе выпускающий хонинговальные бруски, рекомендует при хонинговании блоков цилиндров из алюминиевых сплавов применять оснастку на основе абразивных частиц карбида кремния (SiC).
Последовательно применяются три типа брусков. Первый брусок типа С30-J55 снимает изношенный слой с припуском 0,04–0,08 мм после растачивания. Второй тип С30-J84 выполняет хонингование и увеличение ремонтного размера на 0,01-0,02 мм, а также удаляет дефекты от предыдущей операции. Третий тип С30-С03-81 осуществляет финишную шлифовку без изменения ремонтного размера.
После растачивания алюминиевого блока надо тщательно промыть его от стружки. Даже незначительные загрязнения приводят к тому, что алюминий налипает на стенки цилиндра и абразивный инструмент.
Происходят задиры и вырывание абразивных частиц.Хонингование осуществляется при выполнении трех условий. Во-первых, тщательная фильтрация охлаждающе-смазочной жидкости. Во-вторых, умеренный прижим абразивных брусков к стенке блока. В-третьих, точное соответствие диаметров бруска и поршня. Нарушение этих условий приводит к перегреву обрабатываемой поверхности и вырыванию абразивных зерен из бруска. Все это сопровождается образованием задиров и ухудшением качества обработки. Если вовремя не наладить процесс, то можно безвозвратно испортить всю работу.
Хонингование блока цилиндров позволяет добиться оптимального размера и точного зазора между трущимися деталями (от 0,01 до 0,02 мм). Однако рабочая поверхность еще не соответствует требованиям по шероховатости, поэтому ее нужно выгладить с помощью финишной обработки.
Полировка в процессе капремонта двигателя служит альтернативой химическому вытравливанию, применяемому в условиях производства. В результате полировки снимается очень малый слой алюминия (порядка 1 мкм) и обнажаются кристаллики кремния.
Для этого применяются мягкие фетровые башмаки C30-F85, закрепляемые в хонинговой головке, и мягкая кремниевая паста на силиконовой основе AN-30, которая не затрагивает вкрапления кремния, но снимает лишний слой алюминия.После полировки кремниевой пастой поверхность становится характерного темно-серого цвета, причем на ней не должно быть следов хона или другого режущего инструмента. В ее структуре присутствуют зерна кремния, а основной слой из алюминиевого сплава, являющегося связкой, находится глубже на 1-2 мкм. За счет хаотично разбросанных кремниевых вкраплений структура становится пористой. Благодаря этому масло в процессе работы двигателя задерживается в микропорах и создает пленку, обволакивающую трущиеся детали.
Германская фирма Gehring предлагает другую технологию обработки цилиндров из алюминиевых сплавов. Основное отличие присутствует на этапе черновой обработки. Так, вместо первого абразивного бруска на основе SiC на первом шаге обработки применяют бруски с алмазным покрытием, а затем на этапе чистового хонингования и на этапе финишной полировки применяют хонбруски и полировальную силиконовую пасту на основе карбида кремния.
Предлагаемые технологии расточки и хонингования применяются как для блоков на основе алюминиевых сплавов Alusil (Silumal), так и для более продвинутых вариантов Lokasil и Silitec (кремниевая гильза, залитая алюминиевым сплавом, состоящим на 25 % из соединений кремния). В любом случае геометрия и микроструктура цилиндров не отличается от заводской.
Если задиры или другие дефекты цилиндров превышают по глубине величину ремонтных размеров (до 0,7 мм или в некоторых блока до 1 мм), то такой ремонт нельзя произвести с помощью расточки и хонингования. Здесь надо использовать сменные гильзы. Подобные детали поставляются для некоторых видов блоков в виде запасных частей.
Сменные гильзы выполнены из материала, однородного по составу со сплавом цилиндров. Обычно это алюминий, содержащий до 17 % соединений кремния. Замена алюминиевых гильз, как правило, ничем не отличается от замены чугунных аналогов. Главное отличие алюминия заключается в его более высокой теплопроводности.
Практические рекомендации по замене гильз требуют их сильного охлаждения (например, в жидком азоте или в низкотемпературной морозильной камере) и сильного нагрева блока цилиндров. Гильза должна вставляться быстро, чтобы она не успела нагреться и от простого усилия рук без применения пресса или ударных инструментов.
Характерная черта алюминиевой гильзы – невозможность корректировки в случае неточной посадки в блок. Чугунную гильзу можно запрессовать, а алюминиевая в такой ситуации начинает деформироваться. Удалить ее можно только расточкой на токарном станке. Это фактически означает, что нужно покупать новую гильзу и при этом обычно ждать заказа несколько дней.
Гильзы после установки подвергаются расточке и хонингованию по вышеописанной технологии. Особое внимание обратите на выступ гильз над привалочной поверхностью блока — ее не рекомендуется подрезать при расточке гильз. В противном случае выступание поршней в верхней мертвой точке может превысить максимальное значение около 0,5–0,7 мм.
А также может образоваться перепад по высоте между плоскостью и верхней частью передней крышки блока. - NicasilАлюминиевый сплав Nicasil обладает высокой прочностью и износостойкостью, но все равно наступает момент, когда он приходит в негодность. Есть ли возможность капитального ремонта подобного блока? Рассмотрим характерные особенности данного сплава, чтобы понимать, стоит ли подвергать его восстановлению.
Учитывая отличную от других сплавов алюминия устойчивость к износу, данные блоки реже требуют ремонта. На основании этого большинство автозаводов не выпускает ремонтные поршни для данных моторов. Только владельцы некоторых моделей БМВ могут рассчитывать на ремонтные поршни и кольца, увеличенные на 0,07-0,08 мм. Если вам все-таки повезло и вы нашли ремонтные детали, а поверхность цилиндров не успела износиться до критической глубины, можно попробовать что-нибудь сделать.
Классическая расточка блоков Nicasil даже теоретически невозможна, потому что ни один резец не возьмет сплав карбида кремния.
И к тому же, учитывая ремонтные размеры поршней менее +0,1 мм, вполне можно обойтись хонингованием блока цилиндров.При обработке подобных блоков встречаются свои подводные камни. Подходят далеко не все хонинговальные бруски. Можно применять либо алмазные, либо на основе нитрида бора. Хонингование блока цилиндров проводится при минимальном нажатии, чтобы обеспечить целостность покрытия и не продавить его в наиболее тонких местах.
В целом процедура требует максимальной осторожности и наивысшей квалификации мастера. Но даже в этом случае успех не гарантирован. Критичной может стать эллипсность блока даже при отклонении 0,03–0,05 мм. Минимальное усилие бруска не позволяет полностью устранить неправильную геометрию, а повышение усилия может привести к сколу в тонком месте эллипса. Поэтому вернуть блок к идеальной геометрии удается не во всех цилиндрах.
Поврежденное покрытие (в том числе получившееся в процессе хонингования блока цилиндров) может стать приговором для замены детали.
Производители обычно не регламентируют ремонтные работы таких дефектов. В среде автомехаников ходят байки о возможности повторно покрыть поверхность цилиндров никасилом. Долгая практика показывает, что повторять производственную технологию дорого и нецелесообразно. Поэтому в большинстве случаев не удается провести хонингование.В случае повреждения рабочей поверхности в блоке, выполненном по технологии Nicasil, есть несколько вариантов решения проблемы.
Самый радикальный путь – замена блока цилиндров или двигателя в сборе. Такой вариант подойдет для новой гарантийной машины, но для десятилетнего автомобиля стоимость мотора может превышать его собственную цену.
В Европе полно авторазборок, где можно обзавестись б/у мотором. Это дешевый вариант. Но в нашей стране пока еще этот рынок недостаточно развит. Кроме того, помимо покупки мотора, предстоит возня с документами и регистрацией.
«Народный» способ гильзовать алюминиевый мотор чугунными гильзами.
Производители категорически не рекомендуют такую замену.
Но если их не слушать и обладать достаточной квалификацией, то вполне реально провести подобную гильзовку. Существует уже достаточно большой опыт и наработаны технологии применения чугунных гильз в блоках из алюминиевых сплавов.Блоки, выполненные по технологии Nicasil, вполне подходят по своим характеристикам, так как прочность и шероховатость чугунной и никасиловой поверхности схожи, а поршни одинаково хорошо скользят в обоих случаях. Нюансы возможны на старых моторах, использующих кольца без хромового покрытия. Требуется более частая замена таких колец из-за их ускоренного износа.
Сопоставление хонингования серого чугуна с хонингованием алюминия
В отличие от хонингования серого чугуна, шероховатость внутренней поверхности цилиндра у алюминиево-кремниевых рабочих поверхностей не зависит от величины зерна применяемых абразивных брусков и достижимой тем самым глубины обработки структуры хонингования (перекрёстная сетка шлифовочных штрихов). Профиль шероховатости определяется намного более размером зерна имеющихся при ALUSIL первичных кристаллов кремния и глубины их раскрытия
Различия между хонингованной поверхностью цилиндра из серого чугуна и поверхностью ALUSIL представлены ниже. На изображении 1 показана рельефная хонингованная поверхность из серого чугуна и соответствующий рисунок шероховатости, в то время как на изображении 2 показана поверхность ALUSILc рисунком шероховатости.
Характерная для рабочих поверхностей цилиндра структура поверхности (перекрёстная сетка шлифовочных штрихов) — это углубления (долины) для задержания масла, и возвышенности (плато), образованные при хонинговании на различных рабочих операциях. Плато, представляющие собой рабочие поверхности для поршневых колец, образуются при последней рабочей операции, хонинговании возвышенностей, обрезкой вершин профиля. Поэтому давление прижима брусков, угол хонингования, величина зерна и скорость хонингования являются при хонинговании серого чугуна важными параметрами для достижения правильной топографии поверхностей.
Важно!
Для получения безукоризненных результатов при хонинговании ALUSIL следует тщательно следить за тем, чтобы кристаллы кремния резались чисто и не вырывались из внутренней поверхности. Это достигается только применением подходящих хонинговальных брусков и правильных параметров обработки.
При последующем раскрытии кристаллов кремния важным является, главным образом, глубина раскрытия. При механическом раскрытии зёрна кремния несколько округляются, что положительно влияет на скольжение поршневых колец. При раскрытии травлением возникающие при резании острые края кристаллов кремния не округляются, что при приработке ведёт к несколько большему износу поршневых колец.
Указание
Из-за сложности темы хонингование отверстий цилиндров из серого чугуна не рассматривается в рамках данной брошюры. Поэтому мы рекомендуем изучение нашей брошюры «Хонингование блоков цилиндров из серого чугуна».
У ALUSIL-рабочих поверхностей цилиндров форма и величина интегрированных в алюминии кристаллов кремния образуют возвышения, по которым скользят поршни и поршневые кольца. Расстояние кристаллов кремния друг от друга определяет ширину и форму углублений профиля, в то время как глубина раскрытия соответствует глубине углублений профиля.
Хонингование цилиндров в Украине. Цены на Хонингование цилиндров на Prom.ua
Работает
Набор для хонингования цилиндров из 14 предметов YATO YT-05800
Доставка по Украине
1 120 — 1 150 грн
от 2 продавцов
1 250 грн
1 150 грн
Купить
Интернет-магазин “24ka.com.ua”
Работает
Набор для хонингования цилиндров из 7 предметов YATO YT-05802
Под заказ
Доставка по Украине
2 450 — 2 540 грн
от 2 продавцов
2 540 грн
Купить
Интернет-магазин “24ka.com.ua”
Работает
Набор для хонингования цилиндров из 7 предметов YATO YT-05801
Под заказ
Доставка по Украине
1 760 — 1 860 грн
от 2 продавцов
1 860 грн
Купить
Интернет-магазин “24ka.com.ua”
Работает
Хонинговка (хонингование) цилиндра мопеда, скутера, мотороллера
Услуга
от 99 грн
ФОП Кузьменко Сергій Миколайович
Работает
Набор для хонингования цилиндров из 14 предметов Yato YT-05800 (Польша)
На складе
Доставка по Украине
по 1 402. 5 грн
от 5 продавцов
1 650 грн
1 402.50 грн
Купить
Marketsale – товари зі знижкою
Работает
Набор для хонингования цилиндров из 7 предметов Yato YT-05801 (Польша)
На складе
Доставка по Украине
по 2 337.5 грн
от 5 продавцов
2 750 грн
2 337.50 грн
Купить
Marketsale – товари зі знижкою
Работает
Хон для расточки цилиндра 51-178мм для использования с квадратом 1/4 или дрель (хонингование )TOPTUL JDBE0718
Доставка из г. Киев
998 грн
Купить
Все для СТО и Автосервиса.Работаем с НДС.
Работает
Вертикально-хонинговальный станок для хонингования блоков и цилиндров ROBBI модель SET 150-E (Италия)
Под заказ
Доставка по Украине
1 793 900 грн
Купить
Международное моторное бюро
Работает
Вертикально-хонинговальный станок REKTAŞ для хонингования блоков и цилиндров модель RTH 400 (Турция)
Под заказ
Доставка по Украине
630 800 грн
Купить
Международное моторное бюро
Работает
Вертикально-хонинговальный станок для хонингования блоков и цилиндров ROBBI модель SET 150-LE (Италия)
Под заказ
Доставка по Украине
1 566 400 грн
Купить
Международное моторное бюро
Работает
Хонингование блока цилиндров
Услуга
от 600 грн
Окей Мотор-ремонт-центр
Работает
Хон для расточки блока цилиндра 51-178мм хонинговка для шлифовки и гильзовки двигателя авто ТOPTUL JDBE0718
На складе в г. Киев
Доставка по Украине
998 грн
Купить
АвтоMеханик. Работаем с НДС. Профессиональный инструмент для СТО и Автосервиса.
Работает
Набор для хонингования цилиндров из 7 предметов Yato YT-05802 (Польша)
Доставка по Украине
по 3 272.5 грн
от 5 продавцов
3 850 грн
3 272.50 грн
Купить
Marketsale – товари зі знижкою
Работает
Гильза цилиндра двигателя хонингование Эталон, I-VAN, ТАТА LPT-613 пр-во GOETZE
Доставка по Украине
623 грн
Купить
Интернет-магазин “Авто-рессора”
Работает
Устройство хонингования цилиндров 51-177mm
Доставка по Украине
738 грн
Купить
AUTO MASTER
Смотрите также
Работает
Хон для расточки цилиндра 51-178мм TOPTUL JDBE0718
Доставка по Украине
998 грн
948.10 грн
Купить
TOPTUL SHOP – профессиональный инструмент, оборудование, аксессуары для автосервиса
Работает
Комплект камней к хону TOPTUL L= 100 мм (3 ед. ) JLAF1804
Доставка по Украине
628 грн
596.60 грн
Купить
TOPTUL SHOP – профессиональный инструмент, оборудование, аксессуары для автосервиса
Работает
Комплект камней к хону JDBE0322 TOPTUL L29мм (3ед.) JLAF2201
Доставка по Украине
248 грн
235.60 грн
Купить
TOPTUL SHOP – профессиональный инструмент, оборудование, аксессуары для автосервиса
Работает
Ремонт, расточка, гильзовка цилиндров компрессора
Услуга
450 грн/услуга
ООО “НПП Полэнергокомплекс”
Работает
Хонинговальный станок для цилиндров 51-177мм G02716
Доставка по Украине
800 грн
Купить
GOOD_TOOLS
Работает
Хон для расточки цилиндра 51-178мм для шлифовки и гильзовки блока цилиндра автомобиля ХН-4043 ALLOID
На складе в г. Киев
Доставка по Украине
1 500 грн
750 грн
Купить
АвтоMеханик. Работаем с НДС. Профессиональный инструмент для СТО и Автосервиса.
Работает
Цилиндрические хонинговальные бруски 32-90мм G02717
Доставка по Украине
190 грн
Купить
GOOD_TOOLS
Работает
Хон для расточки цилиндра 51-178мм Toptul JDBE0718
Доставка по Украине
998 грн
Купить
ToolGrand – автосервисное оборудование и инструмент
Работает
Гидравлический вертикально-хонинговальный станок Manek модель VH-50 (Индия)
Под заказ
Доставка по Украине
588 800 грн
Купить
Международное моторное бюро
Работает
Комплект камней к хону JDBE0718 TOPTUL L= 100 мм (3 ед.) JLAF1804
Доставка из г. Киев
627.9 — 628 грн
от 3 продавцов
628 грн
Купить
ИнструментПоставка
Работает
Набор для расточки цилиндров 51-177мм камни 101х11 и 102х11мм YATO 7предм.
Доставка по Украине
2 376 грн
Купить
Агросервис
Работает
Набор для расточки цилиндров 20-177мм камни 28х5/50х7/76х10/100х11мм YATO 7предм.
Доставка по Украине
3 326 грн
Купить
Агросервис
Работает
Набор для расточки цилиндров 20-89мм камни 28х5 и 50х7мм YATO 14предм
Доставка по Украине
1 426 грн
Купить
Агросервис
Работает
Хонинговальный брусок 90B 50x25x150 89A SUPER T3TYROLIT
Под заказ
Доставка по Украине
781 грн
Купить
ООО “ДС Инвентум”
часто задаваемых вопросов | HON Office Furniture
Что делать, если мой стул не поднимается и не опускается плавно?
Ваш цилиндр, скорее всего, нуждается в новой смазке для правильной работы. Используйте это руководство по техническому обслуживанию цилиндра для получения инструкций.
Для получения дополнительной помощи найдите серийный номер на наклейке, расположенной на нижней стороне сиденья, и обратитесь к своему дилеру.
Что я могу сделать, чтобы мой офисный стул не тонул, когда бы я ни сидел в нем?
Часто эта проблема возникает из-за неисправного механизма управления или пневматического цилиндра и может быть легко заменена на большинстве моделей кресел HON. Найдите серийный номер на наклейке, расположенной на нижней стороне сиденья, и обратитесь к своему дилеру.
Как починить офисный стул, если он замерз и я не могу его поднять или опустить?
Часто эта проблема возникает из-за неисправного механизма управления или пневматического цилиндра и может быть легко заменена на большинстве моделей кресел HON. Найдите серийный номер на наклейке, расположенной на нижней стороне сиденья, и обратитесь к своему дилеру.
Что делать, если мой стул шатается, когда я на нем сижу?
Колебание кресла может быть вызвано неисправностью механизма управления или основания кресла. Чтобы исправить колебание, важно проверить, что из этого вызывает колебание.
• Механизм управления: Установив основание кресла на пол, поворачивайте сиденье из стороны в сторону, попеременно надавливая то на правую, то на левую сторону сиденья. Если сиденье «шатается» в месте соединения пневматического цилиндра и механизма управления, механизм управления неисправен и, возможно, его необходимо заменить.
• Пожалуйста, найдите серийный номер на наклейке, расположенной на нижней стороне сиденья, и свяжитесь с первоначальным дилером по закупкам.
Что делать, если шайбы упали со дна основания кресла?
Шайба и пружинный зажим, удерживающие цилиндр, отвалились. Найдите серийный номер на наклейке, расположенной на нижней стороне сиденья, и обратитесь к своему дилеру.
Что делать, если цилиндр на стуле касается пола?
Скорее всего, потребуется замена основания и цилиндра. Найдите серийный номер на наклейке, расположенной на нижней стороне сиденья, и обратитесь к своему дилеру.
Что значит, если под моим креслом течет масло или смазка?
Сначала убедитесь, что жир или масло не попали на пол с обуви или штанины пользователя. Пользователь мог натереть ступнями смазку, нанесенную на цилиндр, и перенести ее на другую поверхность.
Эта проблема может быть вызвана одной из следующих причин:
• Пломба на цилиндре нарушена.
• Облицовка втулки кресла ослабла, что привело к смещению цилиндра.
• Если кресло новое, на втулку в основании нанесено слишком много смазки.
• Чтобы решить эту проблему с вашим креслом, найдите серийный номер на наклейке, расположенной на нижней стороне сиденья, и обратитесь к продавцу.
Как разобрать или разобрать стул?
Где я могу найти инструкции по функциям кресла?
Большинство инструкций по функциям кресла можно найти в разделе функций кресла на нашем веб-сайте.
Как отрегулировать петли на офисной мебели HON?
Скрытые «европейские» петли на дверях HON позволяют легко регулировать положение двери в трех направлениях.
• Чтобы поднять или опустить дверь, найдите утопленный винт с крестообразным шлицем, расположенный дальше всего от задней части петли. Вращайте этот винт, чтобы отрегулировать высоту двери. Для выполнения этой регулировки нет необходимости ослаблять центральный стопорный винт.
• Чтобы отрегулировать поперечный зазор между дверцами, отрегулируйте ближайший к дверце винт с крестообразным шлицем на поверхности корпуса петли. Для выполнения этой регулировки нет необходимости ослаблять центральный стопорный винт.
• Чтобы отрегулировать наклон граней дверей, осторожно ослабьте центральный стопорный винт и сдвиньте его в правильное положение. ВНИМАНИЕ: Не перемещайте этот винт за пределы диапазона регулировки седла, иначе дверца может сместиться и упасть. Затяните центральный стопорный винт после правильной регулировки.
Мой верхний блок был прикреплен к столу двусторонним скотчем. Как переместить или снять верхний блок, не повредив поверхность ламината?
Лента, используемая для крепления устройства, имеет промышленную прочность. Не применяйте силу для извлечения блока, так как поверхность ламината оторвется до того, как лента оторвется.
Чтобы удалить ленту:
1. Нанесите уайт-спирит на нижний край, где лента прикрепляет торцевую панель к поверхности стола. Дайте ему просочиться под край и начните растворять клейкую ленту.
2. Возьмите по одному концу прочной тонкой проволоки (лучше всего подойдет струна для фортепиано) в каждую руку.
3. Медленно протяните провод между нижней частью торцевой панели и поверхностью стола.
4. С усилием надавите, чтобы аккуратно провести провод между торцевой панелью и рабочей поверхностью. Будьте осторожны при этом, чтобы не повредить торцевую панель или поверхность ламината.
5. После того, как проволока разделит торцевую панель и рабочую поверхность, оставшуюся ленту и клей можно удалить с помощью уайт-спирита. Нанесите уайт-спирит на ткань и сильным нажимом сотрите остатки ленты.
6. Очистите обе поверхности чистой влажной тканью, чтобы удалить остатки уайт-спирита.
7. Для повторного прикрепления можно заказать дополнительную двойную липкую ленту. Обратитесь за помощью к местному дилеру HON.
У меня в офисе много столов HON и файлов, и я хотел бы, чтобы они использовали один и тот же ключ.
Можно ли это сделать? Да, с января 1997 года все наши столы из ламината стандартно поставляются со съемной системой блокировки. Вы можете заказать сменные сердечники замков с одинаковыми ключами у своего дилера HON. Если ваша картотека HON была изготовлена до 19 января97, свяжитесь со службой поддержки клиентов, чтобы определить, можно ли дооснастить ваш шкаф сменным замком.
Обратитесь к следующему, если в вашем офисе есть различная мебель HON, к которой вы хотели бы иметь одинаковые ключи:
• Ламинированные чехлы (с 1997 г. по настоящее время): Комплект замка F23B (черный лицевой замок)
• Боковые файлы (с 1997 г. по настоящее время): Комплект замка F23C
• Вертикальные файлы (с 1997 г. по настоящее время): Комплект замка F24
• Стальные столы (с 1997 г. по настоящее время): Комплект замка F23C (хромированный лицевой замок)
• Шпонированные футляры (1997-наст.время): Комплект замка F23B (черный лицевой замок)
• Если вы не уверены в том, что вам нужно заказать, найдите серийный номер на наклейке с внешней правой стороны самого верхнего ящика и обратитесь к дилеру по закупкам. ..
К кому мне обратиться, если я потерял ключ от своего стола HON и мне нужно его заменить?
Вы можете купить запасной ключ в нашем интернет-магазине HON www.honaccessories.com или обратиться в нашу службу поддержки за помощью в заказе запасного ключа.
Что делать, если у меня возникли проблемы с разблокировкой рабочего стола HON?
Если вам нужен ключ, вы можете приобрести его в нашем интернет-магазине HON, www.honaccessories.com или обратиться в нашу службу поддержки за помощью в заказе нового ключа.
Как вынуть ящик стола из ламината?
Для выдвижного ящика:
1. Полностью выдвиньте выдвижной ящик.
2. Нажмите на черный язычок, расположенный в центре скользящего канала.
3. Продолжайте выдвигать ящик.
Для ящика для файлов:
1. Немного приоткройте ящик для файлов.
2. Нажмите на черный язычок, расположенный на направляющей за передней панелью ящика.
3. Нажимая на выступы, поднимите переднюю часть ящика.
4. Когда передняя часть ящика отделится от направляющей, продолжайте выдвигать ящик вдоль направляющей.
5. Если у вас возникнут какие-либо вопросы, найдите серийный номер на наклейке с внешней стороны верхнего выдвижного ящика, со стороны места для коленей, или с нижней стороны верхней части, и обратитесь к дилеру по закупкам.
Где я могу найти Hardware Pack для моего продукта?
В следующем документе можно найти, где находится комплект оборудования для вашего продукта. Указатель пакетов оборудования.
Как разобрать или разобрать стол?
К кому мне обратиться, если я потерял ключ от моего бокового файла HON и мне нужно попасть в кабинет?
Посетите сайт www.honaccessories.com, чтобы приобрести новый ключ, или обратитесь за помощью в службу поддержки клиентов HON.
Что делать, если замок на моем боковом шкафчике HON, комоде или тумбе на подставке проворачивается при повороте ключа или издает скрежещущий звук, когда я его открываю?
Пожалуйста, загрузите Руководство по устранению неполадок с боковыми файлами. В этом руководстве рассматриваются наиболее распространенные проблемы. Если у вас есть дополнительные вопросы, обратитесь к своему дилеру по закупкам.
Мне нужно снять/установить ящик на моем боковом файле HON. С чего начать?
Пожалуйста, загрузите Руководство по устранению неполадок с боковыми файлами. В этом руководстве рассматриваются наиболее распространенные проблемы. Если у вас есть дополнительные вопросы, обратитесь к своему дилеру по закупкам.
Как правильно выровнять мой боковой файл HON?
Пожалуйста, загрузите Руководство по устранению неполадок с боковыми файлами. В этом руководстве рассматриваются наиболее распространенные проблемы. Если у вас есть дополнительные вопросы, обратитесь к своему дилеру по закупкам.
Ящик на моей боковой папке HON кажется не выровненным и не закрывается до конца. Как это исправить?
Пожалуйста, загрузите Руководство по устранению неполадок с боковыми файлами. В этом руководстве рассматриваются наиболее распространенные проблемы. Если у вас есть дополнительные вопросы, обратитесь к своему дилеру по закупкам.
Что делать, если ящик в моей боковой папке HON не открывается полностью?
Пожалуйста, загрузите Руководство по устранению неполадок с боковыми файлами. В этом руководстве рассматриваются наиболее распространенные проблемы. Если у вас есть дополнительные вопросы, обратитесь к своему дилеру по закупкам.
Как заменить кнопку для большого пальца, которая оторвалась или отсутствует в вертикальном картотечном шкафу?
• Кнопка для большого пальца является заменяемой деталью, и ее довольно просто заменить. Необходимо будет заменить три небольшие детали: кнопку для большого пальца, защелку и пружину.
• Пожалуйста, найдите серийный номер на наклейке снаружи, справа от самого верхнего ящика, и свяжитесь с продавцом.
Для чего нужны следящие блоки в вертикальных файлах/подставках и как они устанавливаются в ящик?
Следящий блок используется для предотвращения смещения файлов в ящике, когда ящик не заполнен. Он скользит по направляющей в ящике, удерживая файлы от соскальзывания в заднюю часть ящика. См. инструкции по установке. Если вам нужна коробка толкателей, вы можете купить ее в нашем интернет-магазине HON www.honaccessories.com.
Если кнопка для большого пальца отвалилась, как я могу получить доступ к ящику?
• Сначала вставьте жесткую карту (водительское удостоверение, платежную карту) в левую часть шкафа, между корпусом и ящиком. Карта должна быть вставлена примерно параллельно месту расположения кнопки большого пальца.
• Нажмите на карту, чтобы освободить защелку. После этого ящик можно открыть.
• Еще один вариант — снять ящик непосредственно над запертым ящиком, снять заднюю часть ящика и снять замок.
Что делать, если блокировка моего вертикального файла крутится или не работает?
Замок состоит из трех частей: стержня замка/кулачка, звена замка и зажима замка.
• Если замок вращается, возможно, зажим замка ослаблен или отсутствует. Эту деталь можно легко заменить.
• Если замок не работает, возможно, звено замка отсутствует или ослаблено. Это можно переустановить или заменить. Или ядро замка может не работать. Опять же, эта часть легко заменяется.
• Чтобы устранить любую из этих проблем, обратитесь к инструкциям F24 или найдите серийный номер на наклейке снаружи, с правой стороны самого верхнего ящика, и обратитесь к дилеру по закупкам.
Как заменить ключ к моему вертикальному файлу, если я его потерял?
Посетите сайт www.honaccessories.com, чтобы приобрести новый ключ.
У меня в офисе много вертикальных и горизонтальных файлов HON, и я хотел бы, чтобы они использовали один и тот же ключ. Можно ли это сделать?
Да, с января 1997 года все наши вертикальные файлы стандартно поставляются со съемной системой блокировки. Вы можете заказать сменные сердечники замков с одинаковыми ключами у своего дилера HON. Если ваш кабинет изготовлен до 19 января97, свяжитесь со службой поддержки клиентов, чтобы определить, можно ли дооснастить ваш шкаф сменным замком.
Обратитесь к следующему, если в вашем офисе есть различная мебель HON, к которой вы хотели бы иметь одинаковые ключи:
• Ламинированные чехлы (с 1997 г. по настоящее время): Комплект замка F23B (черный лицевой замок)
• Боковые файлы (с 1997 г. по настоящее время): Комплект замка F23C
• Вертикальные файлы (с 1997 г. по настоящее время): Комплект замка F24
• Стальные столы (с 1997 г. по настоящее время): Комплект замка F23C (хромированный лицевой замок)
• Шпонированные футляры (1997-наст.время): Комплект замка F23B (черный лицевой замок)
• Если вы не уверены в том, что вам нужно заказать, найдите серийный номер на наклейке с внешней правой стороны самого верхнего ящика и обратитесь к дилеру по закупкам. .
Где я могу найти информацию о поручнях?
Как разобрать или разобрать картотечный шкаф?
Каковы размеры роликов стальных стульев?
Ролики имеют B-образный стержень и имеют высоту 7/8 дюйма и диаметр 7/16 дюйма.
Есть ли у нас рекомендации по роликам для определенных типов напольных покрытий?
Нет. Общее эмпирическое правило заключается в том, что мягкие ролики предназначены для твердых поверхностей, а жесткие ролики — для мягких поверхностей. Пожалуйста, проконсультируйтесь с производителем напольных покрытий по поводу конкретных направляющих или роликов, которые будут использоваться.
Из чего сделаны наши ролики?
У нас есть несколько различных типов роликов:
• Жесткие ролики – полиамид 1-го класса (нейлон)
• Мягкие ролики – полиамид 1-го класса (нейлон), литые колеса с уретановым покрытием/неопреновым покрытием. Неопрен представляет собой синтетический каучук.
• Ролики для всех поверхностей – неопрен с более мягким твердостью, чем у стандартных жестких роликов.
В чем разница между жесткими и мягкими роликами и как я могу получить разные ролики для своего кресла?
• Жесткие ролики рекомендуются для использования на «мягких поверхностях», например на ковре. Мягкие ролики рекомендуются для использования на «твердых поверхностях», т. е. на деревянных полах, плитке, ковриках для стульев.
• Большинство стульев HON можно заказать с жесткими или мягкими роликами. Вам нужно будет уточнить у вашего дилера HON, можно ли заказать модель, которую вы планируете заказать, с мягкими роликами.
• Если у вас уже есть кресло HON и вы хотите изменить тип роликов, их можно приобрести в компании HON. Чтобы убедиться, что вы заказываете правильный ролик для своего кресла, найдите серийный номер на наклейке, расположенной на нижней стороне сиденья, и свяжитесь с вашим дилером HON.
Кажется, что мои ролики «рассыпаются» — на полу вокруг стула черные хлопья. Как решить эту проблему?
Хотя может показаться, что ролики «рассыпаются», на самом деле грязь со временем скопилась на поверхности ролика и теперь отслаивается. Чаще всего такая ситуация возникает в результате использования «жесткого» ролика на твердой поверхности (деревянный пол, плитка, коврик для стула).
• Во-первых, тщательно очистите пол, на котором будет использоваться кресло, и ролики, чтобы удалить скопившуюся грязь. Периодически очищайте рабочую зону, чтобы удалить поверхностную грязь и устранить отложения.
• Подумайте о том, чтобы перейти на «мягкие» ролики, если стул, который у вас есть, имеет жесткие ролики. Мягкие ролики можно приобрести в компании HON. Чтобы убедиться, что вы заказываете правильный ролик для своего кресла, найдите серийный номер на наклейке, расположенной на нижней стороне сиденья, и свяжитесь с первоначальным дилером по закупкам.
Что такое технология ионов серебра?
Серебро — очень эффективное натуральное средство. Технология ионов серебра уже используется в повседневных продуктах (сотовых телефонах, сенсорных экранах, текстиле, одежде и т. д.) и доказала свою безопасность для людей, животных и растений. Технология с ионами серебра противостоит микроорганизмам и подавляет их рост, образуя защитную поверхность от микробов, патогенов и бактерий, таких как кишечная палочка и стафилококк. Он также подавляет рост вредной плесени, грибка и грибка. Помогая предотвратить рост микроорганизмов, вызывающих появление пятен и запаха, эта защита обеспечивает контроль пятен и запаха. Кроме того, тесты показали, что на незащищенных поверхностях количество бактерий может удваиваться каждые 20 минут. Смягчая последствия этой быстрой эскалации, технология с ионами серебра подавляет рост бактерий на 99,94%, сохраняя поверхности чистыми дольше.
Есть ли у нас ткань, устойчивая к проникновению жидкости?
Для сердцевины, градуированной по линии, любой из винилов будет устойчив к проникновению жидкости и будет иметь большую устойчивость к пятнам, чем другие ткани.
• Contourett (UR) класса 1 имеет отделку на основе ионной технологии на основе серебра (см. FAQ выше)
• Silvertex Vinyl (SX) класс 3 имеет уретановое верхнее покрытие
затем им следует изучить варианты, доступные им через CF Stinson, который доступен на сайте HON Surface Materials Site. CF Stinson — это текстильные решения с высокой износостойкостью и высокими эксплуатационными характеристиками, часто предназначенные для применения в сфере здравоохранения.
Есть ли у нас ткани с использованием Nanotex?
• Tectonic – класс 1
• Centurion – класс 1
• Inert comfortia – класс 1
Nanotex обеспечивает воздухопроницаемость и воздухопроницаемость тканей, обеспечивает постоянную защиту от загрязнений и пятен. Nanotex связывается с тканью, позволяя светлым и деликатным тканям отталкивать жидкости и пятна, сохраняя при этом их естественную красоту.
В чем разница между циклами и двойным трением?
Разницы нет, они одинаковые. Двойное натирание — это способность ткани сопротивляться поверхностному износу, вызванному плоским контактом трения с другим материалом. В испытании на истирание по методу Вайзембека ткань протирают по основе и утку ткани, при этом одно движение вперед-назад соответствует двойному трению. Степень истирания определяется количеством двойных протираний до того, как произойдет два разрыва пряжи.
• Легкое использование : 9000 двойных трений
• Среднее использование : 15 000 двойных протираний
• Интенсивное использование : 30 000 двойных протираний
• Максимальное использование : более 30 000 двойных протираний
Почему на ткань Signal предоставляется десятилетняя гарантия?
Ткань Signal чрезвычайно прочная (выдерживает более 350 000 двойных протираний) и представляет собой окрашенный раствором нейлон, который можно чистить отбеливателем.
Где я могу найти наши ткани, соответствующие стандартам здравоохранения?
Нажмите ЗДЕСЬ , чтобы ознакомиться с предложениями тканей HON, которые соответствуют требованиям здравоохранения.
Что такое Криптон?
Crypton — это средство для обработки текстиля, используемое для предотвращения образования пятен, влаги, плесени, плесени, бактерий и защиты от запаха. Некоторые из наших тканей имеют эту обработку.
Что такое полиуретан?
Полиуретан (ПУ) представляет собой составную ткань, изготовленную путем ламинирования тканевой ткани на тонкую пленку полиуретана.
Могу ли я предоставить собственную ткань для стульев вместо ткани, предлагаемой HON?
Да, компания HON разрешает использовать ткани, предоставленные заказчиком, для своих стульев при условии, что они проходят проверку на производственную пригодность. Ваш дилер HON может более подробно объяснить вам процесс COM (Customer’s Own Material). Чтобы найти дилера HON в вашем регионе, воспользуйтесь нашей системой поиска дилеров.
Что такое класс ткани?
Класс ткани — это условное обозначение, присвоенное определенному рисунку ткани, которое определяет соответствующую надбавку к цене. Для компании HON ткани для сидений имеют числовой класс, а панельные ткани — альфа-сорт.
Могут ли клиенты заказывать краску?
Да, ручки для ретуши доступны в виде заказа готовой продукции, а информацию о модели можно найти в прайс-листе. Кроме того, 0,6 унции. кисть бутылки доступны или 12 унций. аэрозольные баллончики доступны в качестве запасных частей.
Какой тип краски мы используем?
Краска, используемая для боковых и вертикальных файлов, представляет собой полиэфирную эмаль для выпечки с ультранизким содержанием летучих органических соединений и высоким сухим остатком.
Какие цвета краски можно наносить распылителем или кистью?
См. таблицу ниже:
| Цвет краски | Код | Спрей | Щетка |
|---|---|---|---|
| Черный | Р | Да | Да |
| Рожковое дерево | Т8 | Да | |
| Древесный уголь | С | Да | Да |
| Серый | Т5 | Да | Да |
| Светло-серый | В | Да | Да |
| Лофт | ЧЕРДАК | Да | |
| Муслин | Т3 | Да | Да |
| Тень | ШДВ | Да | |
| Серо-коричневый | Е | Да | Да |
| Ярко-белый | БЕЛЫЙ | Да | |
| Шампанское металлик | Т4 | Да | |
| Платиновый металлик | Т1 | Да | Да |
| Тропический песок | К | Да | Да |
| Желто-коричневый | В | Да | Да |
11 способов считать длинные и тонкие вещи
Существует одиннадцать различных категорий использования счетчика 本!
Из всех счетчиков, существующих в японском языке, одним из самых распространенных является 本 (ほん/хон). Само по себе 本 означает «книга» или «происхождение», но этот факт, к сожалению, ничего не говорит о его счетной функции.本 — это , а не , используемое для подсчета книг (или историй о происхождении супергероев!), а вместо этого для подсчета карандашей, галстуков, зубов, шин и хоум-ранов. Как видите, ни один из них не имеет (или вообще ничего) общего с книгами!
Согласно словарю How to Count Dictionary (数え方の辞典), существует одиннадцать различных категорий использования счетчика 本! Мы немного упростили, немного объединили и убрали идиоматическое использование, все это, надеюсь, приведет к уроку, который вы сможете легко применить. Мы также включили объяснения того, как использовать каждую категорию счетчиков, а также примеры предложений, чтобы дать вам некоторый контекст. К тому времени, когда вы закончите, вы будете гораздо более опытны в использовании счетчика 本!
Прежде всего, взгляните на следующую таблицу, чтобы увидеть, как меняется чтение 本 в зависимости от числа. Или, что еще лучше, ознакомьтесь с общими правилами чтения изменений в нашей большой статье «Японские счетчики». Как говорится, научи человека ловить рыбу и он будет вечно читать японские счетчики! 😜
- Произношение японского счетчика 本
- Вещи в форме палочки или тонкие и длинные
- Соотношение 1:2 или больше
- Тонкие и длинные контейнеры
- Тонкие и длинные здания или конструкции
- Тонкие и длинные пробелы
- Рулонные ленты
- Духовые и струнные инструменты
- Количество (подключенных) телефонных звонков
- Количество рейсов поезда или автобуса
- (Хорошо) Играет в спорт
- Вещи, у которых есть начало и конец
- Представления
- Письма
- Назначения или квота
- Проекты/Планы
- Учебные задачи
- Фильмы
- Медиа-сегменты
- Количество продуктов (обычно программное обеспечение)
- Призовые номера
- Эта статья всего лишь одна из многих
Требование: Если вы новичок в японских жетонах, мы рекомендуем сначала изучить основы.
Произношение японского Counter 本
Как вы знаете, 本 читается как ほん (хон). Но японское произношение не так просто: иногда оно меняется на ぼん или ぽん. Эта таблица охватывает все изменения чтения для ほん, а также для предшествующих ему чисел.
| Номер | японский | Чтение 1 | |
|---|---|---|---|
| 1 | 一本 | いっぽん | |
| 2 | 二本 | にほん | |
| 3 | 三本 | さんぼん | |
| 4 | 四本 | よんほん | |
| 5 | 五本 | ごほん | |
| 6 | 六本 | ろっぽん | |
| 7 | 七本 | ななほん (しちほん) | |
| 8 | 八本 | はちほん/はっぽん | |
| 9 | 九本 | きゅうほん | |
| 10 | 十本 | じゅっぽん (じっぽん) | |
| 11 | 十一本 | じゅういっぽん | |
| 12 | 十二本 | じゅうにほん | |
| 100 | 百本 | ひゃっぽん/ひゃくほん | |
| 1000 | 千本 | せんぼん | |
| 10 000 | 一万本 | いちまんぼん | |
| сколько | 何本 | なんぼん (なんほん) (なんぽん) |
При использовании в качестве счетчика 本 хорошо выполняет общие правила чтения. И слава богу! Вам понадобится весь ваш ум, чтобы изучить все категории его использования. Их очень много!
Вещи в форме палочек или «тонкие и длинные»
Первая большая категория охватывает наиболее распространенные варианты использования. И все же «палкообразный» или «тонкий и длинный» довольно расплывчато. Давайте начнем гораздо шире и сужаемся по мере продвижения. Таким образом, вы сможете сосчитать как можно больше вещей, используя 本, прежде чем вам придется работать с более запутанными вещами.
Соотношение 1:2 или больше
Вы используете 本 для подсчета меловых палочек, карандашей, ручек, веток деревьев, веревок, шнурков, шнуров, галстуков, сигарет и зонтов.
Представление о «тонкой и длинной вещи в форме палочки» у разных людей разное, поэтому давайте начнем с полезного руководящего принципа: вещи, которые имеют соотношение 1:2 (или больше), , вероятно, считаются с использованием 本. Они не должны быть идеальными палочками, цилиндрами или прямоугольниками. До тех пор, пока объект более чем в два раза длиннее, чем он шире и несколько имеет форму палки/цилиндра, он, скорее всего, будет принят в складку 本-счетчика. Если оно короче, чем соотношение 1:2, вы бы , вероятно, посчитайте это с помощью счетчика 個 (こ) или с помощью специального счетчика, сделанного для этого предмета.
Например, вы используете 本 для подсчета палочек мела, карандашей, ручек, веток деревьев, веревок, шнурков, шнуров, галстуков, сигарет и зонтов. Все они длинные и узкие, хотя способы их удлинения и худобы сильно различаются.
- 赤い傘は一本しか持っていません。
- У меня только один красный зонт.
- この1ダースの箱には、鉛筆が12本入っています。
- В этой дюжинной коробке двенадцать карандашей.
Здесь вы найдете некоторую гибкость. А как насчет окурка, например? Если оно очень короткое, мы рекомендуем использовать счетчик 個. Если это длинно, 本, вероятно, ваш лучший выбор. Опять же, помните соотношение 1:2, о котором мы говорили.
Множество предметов, которые, казалось бы, не подходят для этой категории, на самом деле подходят. Несмотря на то, что они круглые или имеют форму кольца, наручные часы и шины считаются с 本. Это потому, что в развернутом виде они длинные и тонкие: снимите часы, положите их, и вы поймете, что я имею в виду. То же самое верно для браслетов и ожерелий — если только их нельзя расстегнуть, и в этом случае они считаются с 個. Как привередлив!
Здесь важно отметить, что 本 обычно используется с неодушевленными объектами. Целый тунец на рыбном рынке, например, когда он мертв (или не может двигаться), считается с помощью 本, потому что он длинный, примерно цилиндрический и неодушевленный.
- スーパーでマグロを五本買ってきて。
- Можешь купить пять тунцов в продуктовом магазине?
И все же, если бы тот же тунец был жив и плавал в океане, мы бы использовали счетчик 匹, который относится к животным. Интересно, правда?
Есть много вариаций правила «неодушевленных»: например, деревья, цветы и другие растущие существа, имеющие длинные стебли, но являющиеся живыми организмами, помечаются знаком 本, потому что они неподвижны.
- В нашем дворе три дерева.
Люди тоже одушевлены и длиннее, чем в ширину, но мы не считаем себя, используя 本. Однако мы считаем шипы, зубы, отдельные волосы, руки, ноги, пальцы и кровеносные сосуды с помощью 本.
- え、日本人は背骨が二本あるの?
- Подождите, у японцев два позвоночника?
Говоря о кровеносных сосудах, другие длинные линии жидкости также учитываются с помощью 本: реки и водные пути, если назвать только два.
Хотя большинство из них до сих пор имели смысл, есть некоторые объекты 本, которые мы отнесли бы к категории «сомнительных». Очки, например, считаются с 本. Может быть, это потому, что очки состоят из нескольких длинных тонких частей, или, может быть, это потому, что первыми появились телескопы, а очки считались маленькими носимыми телескопами. Какова бы ни была причина, вы найдете подобные исключения повсюду, и вам просто нужно помнить о них, когда они возникают.
Тонкие и длинные контейнеры
Большинство длинных цилиндрических контейнеров также учитываются с помощью 本. Банки из-под содовой, пластиковые бутылки, пивные бутылки, огнетушители и банки из-под лака для волос.
- 今日はコーラを六本も飲んでしまった。
- Сегодня я выпил шесть банок колы!
- Я прятал здесь бутылку пива.
- ペットボトルの水水24本で498円だって。
- Там написано, что всего 49 йен8 за двадцать четыре бутылки воды.
Правильный счетчик для банок Мейсона и других банок для варенья и маринования зависит от человека. Некоторые используют 本, хотя я думаю, что банки недостаточно длинные и тонкие (я сторонник 本), поэтому я бы предложил つ, 個 или прилавок для стеклянных банок и бутылок, 瓶 (びん). Другие еще более короткие контейнеры, такие как консервы из-под тунца, определенно не считаются с 本. Для них лучше всего использовать счетчик банок 缶 (かん) или один из двух обычных счетчиков.
Однако Иида, один из авторов 数え方の辞典, делает интересное замечание: если в банке есть что-то твердое — тунец, кукуруза, бобы и т. д., — это будет считаться с помощью 缶 или 個. Но если он содержит жидкое или газообразное вещество, вы должны использовать 本. Хм. Это означает, что даже если сама банка может выглядеть одинаково снаружи, содержимое внутри может изменить используемый вами счетчик. В целом, использование 缶 или 個, пожалуй, самый безопасный вариант, и никто не накажет вас за то, что вы считаете банку с соком с помощью 個.
Тонкие и длинные здания или сооружения
Если высота здания больше его ширины (возможно, с использованием нашего знакомого соотношения 1:2 или больше), вы можете быть уверены, что оно будет засчитано с использованием 本. Подумайте о типичном городском небоскребе или похожей городской башне, вы на правильном пути.
- 日本にトーフグタワーを1029本建てる башняのがコウイチの夢です。 9’152 Koi is to fu build.
- Сквозь туман я смутно различал три башни.
Какие еще «здания» тонкие и длинные? Поверните голову в сторону на девяносто градусов, и вы получите это: мосты и тому подобное отвечают всем требованиям. Они тоже считаются с 本.
- В следующем году здесь планируется построить мост.
Тонкие и длинные пространства
Туннели, шахты, колодцы, длинные ямы и т. д. считаются с 本. Интересно, сколько труб Марио опустил… О! Теперь вы знаете, как считать!
- 青森県は、もう1本青函トンネルが必要だと主張している。
- Префектура Аомори нужна еще одна.
- .
Не считайте выбоины с 本, потому что они не соответствуют соотношению 1:2, хотя, возможно, сработает очень глубокая воронка.
Рулонные ленты
Определенные виды магнитных лент (уже более старых) также учитываются с использованием 本: кассеты, кассеты VHS и пленка. Это лента, длина которой не уменьшается при использовании. Например, «лента» пленки в вашей старой камере не исчезает, когда вы используете ее для съемки. (Если вам меньше двадцати пяти, вы, вероятно, понятия не имеете, о чем я говорю.)
- В то время у меня было более тысячи кассет.
- フィルム一本現像するのに、いくらかかると思う?
- Как вы думаете, сколько будет стоить проявка рулона пленки?
Лента, которая «израсходована», с другой стороны, официально не считается с использованием 本, хотя многие люди все еще считают ее таким образом.
Лента, которая «израсходована», с другой стороны, официально не считается с использованием 本, хотя многие люди все еще считают ее таким образом. Клейкую ленту, скотч, туалетную бумагу и другие подобные вещи следует считать с помощью 個 или 巻 (まき) — счетчика «рулонов вещей». В частности, для туалетной бумаги, поскольку фактическим словом для нее в английском языке является (トイレットペーパー), вы также можете использовать английский счетчик: ロール.
Вы не удивитесь, узнав, что из этого правила есть исключения. Пластиковая пленка, фольга и вощеная бумага обычно считаются с 本 не потому, что они длинные, когда вы их разворачиваете, а потому, что они длинные и цилиндрические, когда их сворачивают. Они получают пропуск по правилу «израсходовано», потому что они соответствуют требованиям другого правила.
- Я выиграл в розыгрыше два рулона полиэтиленовой пленки.
Духовые и струнные инструменты
Духовые инструменты часто имеют форму палочки/цилиндра и трубы, поэтому понятно, что вы будете считать их с помощью 本. Сюда входят флейты, кларнеты, блокфлейты, трубы, тромбоны, саксофоны и многое другое.
- В этой кладовой должно быть пять кларнетов
- .
- 楽器屋で、サックスを三本吹き比べてみた。
- Я играл на трех разных саксофонах в музыкальном магазине.
- この は 、 四 本 の クラリネット で 演奏 する ため 作ら れ まし た。
- Эта песня была сделана для четырех клапанов.
Струнные инструменты также учитываются с помощью 本, хотя это кажется странным. Тем не менее, подумайте об этом: формы корпуса гитар, басов, укулеле и других инструментов, на которых можно играть, обычно превышают соотношение 2: 1, плюс они покрыты длинными тонкими струнами. Возможно, это не так уж и странно.
- あなたのギターを一本使わせてもらえませんか?
- Не могли бы вы позволить мне воспользоваться одной из ваших гитар?
Исключение: арфы подсчитываются с помощью 台 (だい), счетчика, используемого (среди прочего) для больших, громоздких инструментов. Подумайте об этом так: если вам трудно поднять инструмент над землей, он, скорее всего, будет использовать счетчик 台 для подсчета.
Количество (подключенных) телефонных звонков
Не так давно телефоны соединялись длинными тонкими кабелями. Несмотря на то, что телефоны теперь подключаются по беспроводной сети, концепция остается.
Хорошо. Мы закончили с «длинными, тонкими, цилиндроподобными объектами», самой распространенной и важной категорией счетчика 本 для изучения. Далее мы немного углубимся в некоторые необычные и более редкие варианты использования 本. Мы думаем, что они интересны и полезны!
Вот первая неожиданная категория: вы можете использовать 本 для подсчета количества подключенных телефонных звонков. Это имеет смысл, если подумать: не так давно телефоны соединялись длинными тонкими кабелями. Несмотря на то, что телефоны теперь подключаются по беспроводной сети, концепция остается. Если это поможет, подумайте о тонких невидимых линиях передачи данных, соединяющих каждый телефон.
- そうは言っても、電話の一本ぐらいかけれたでしょうに! Вы ведь должны были сделать хотя бы один звонок?
Точно так же иногда люди будут использовать 本 для подсчета сообщений автоответчика и онлайн-сообщений (обычно считается с помощью 件/けん), а также факсов и открыток (обычно считается с помощью 通/つう). Однако если они используют 本, то это потому, что они хотят подчеркнуть связь между ними. Например, мать может сказать…
- うちの息子はメールの一本もよこさない。
- Мой сын не посылает мне ни единого сообщения.
…что несет в себе нюанс, что ей грустно, что ее сын даже не пытается поддерживать с ней связь. Соединения там нет. Как и вы в своем родном языке, японцы, вероятно, не задумываются обо всех этих тонкостях; они просто говорят это естественно. Это та деталь, которую вы узнаете из практики, а не из учебника.
Количество рейсов поезда или автобуса
Может быть, это из-за формы поездов и автобусов, а может быть, из-за того, что поезда и автобусы снова и снова курсируют по одному и тому же участку пути или дороги, но при подсчете количества автобусов и поездов используется 本. Это немного сложно объяснить по-английски, поэтому вот пример:
- 混んでるから、一本後の電車に乗って行こう。
- Поехали следующим поездом.
- 田舎なので、このバス停には一日二本しかバスが来ない。 в этот день на автобусной остановке 9052 в стране только два автобуса.
Несмотря на то, что 本 здесь относится к каждому рейсу транспортной службы, рейсы и корабли учитываются с использованием 便 (びん). Почему? Кто знает?
(Хорошо) Игры в спорте
В спорте некоторые игры приводят к чему-то положительному, например, к очкам или лучшей позиции. Они считаются с 本.
В боевых искусствах, таких как дзюдо или кендо, игроки учат слово иппон (一本). Иппон – это бросок или удар, который приводит к очкам, что является синонимом «выигрыша очка».
- コウイチが一本を取ったところ、ちゃんとビデオに撮った?
- Удалось ли вам, Коити, записать на видео часть, где?
Неудивительно, что в бейсболе количество хоум-ранов или попаданий также считается с помощью 本. Это расширилось за счет включения ударов, как попаданий, так и промахов.
- Сегодня Кабрера сделал три хоумрана!
- Каждый день я иду в школу после того, как размахиваю битой сто раз.
В хоккее, футболе, американском футболе или баскетболе бросок или передача мяча засчитываются с помощью 本. В теннисе, пинг-понге и волейболе при подаче, ударе или шиповке также используется 本. Даже неудачное попадание засчитывается с помощью 本. Например:
- シュートを一本うったがはずれた。
- Я выстрелил, но не попал (в цель).
В видах спорта, предполагающих несколько попыток, таких как метание копья или молота, прыжки с трамплина, прыжки в высоту или прыжки в воду, 本 используется для подсчета каждой попытки, хотя он комбинируется с “> порядковый номер префикс 目 (め). Первая попытка будет 一本目 (いっぽんめ), вторая будет 二本目 (にほんめ) и так далее.
Вещи, у которых есть начало и конец
Когда что-то имеет начало и конец, это часто считается с помощью 本. Подумайте об этом начале и конце, связанных длинной цепочкой раз! Вот список вещей, которые подходят под эту категорию.
Спектакли
本 используется для подсчета количества представлений на таких мероприятиях, как спектакли, лекции, ток-шоу и другие программы.
- Я играл сегодня в трех спектаклях, так что я устал
- この後、講演の仕事が一本入っているんだ。
- После этого у меня будет одно выступление.
Письма
Хотя используется в основном писателями или редакторами, 本 подсчитывает количество статей, книг, статей, сценариев или манги. Это потому, что эти художники думают о своем творчестве с точки зрения задач, которые необходимо выполнить. И все же…
- 今週は何本ぐらい記事を書けそうですか?
- Как вы думаете, сколько статей вы сможете написать на этой неделе?
- その漫画家は、漫画の連載を四本掛け持ちしている。
- Этот манга-художник работает над четырьмя сериями одновременно.
…читатели так не считают. С точки зрения читателя книги учитываются с помощью 冊 (さつ), рассказы с 話 (わ), статьи с 記事 (きじ), 個 или つ, а статьи с использованием つ.
Задания или квота
Если у человека есть фиксированное количество дел, которые он должен сделать, чтобы выполнить квоту, для их подсчета используется 本. Это работает для всего, от деловых заданий до школьных заданий.
- 今週末までに、レポートを五本書き上げなければならない。
- к концу пяти недель.
Проекты/Планы
Ряд проектов или планов обычно считается с 本.
- トーフグには、とても重要なプロジェクトが1029本もある。 Тогу
- Есть очень важные проекты 1, in.
- Я стараюсь писать по крайней мере одну идею проекта каждый день.
При этом проекты и планы также обычно считаются с つ.
Тренировочные задачи
本 также используется для счета во время тренировок и тренировок. Вы увидите, как он используется в спорте, актерском мастерстве, пении, иллюстрировании и многом другом. 本 подсчитывает каждое отжимание, каждый круг по полю, каждый набросок.
- 走り込み十本!ヨーイ、スタート!
- Десять тире, готово, готово, вперед!
- コウイチは起きたらまず腹筋百本をこなして、それからトイレに行く。
- When Koichi wakes up, first he does a hundred sit-ups, then goes to the bathroom.
- クロッキー 40 枚 1 本 に し て 、 毎日 1 ~ 2 本 必ず 練習 する に し て て いる。
- I Считают каждую страницы наборов в одну сеу обязательная практика.
Фильмы
Фильмы, поскольку они имеют четкое начало и конец, также учитываются с 本. Двойная функция обозначается как 二本立て映画 .
- ドラえもんとドラゴンボールの二本立ての映画を見に行った。
- Фильмы о драконе я пошла на двойника.
- スピルバーグは、今までに約四十本もの映画を監督している。
- 3 Спилберг снял о фильмах до сих пор.
Медиа-сегменты
Подобно фильмам, 本 используется для подсчета количества программ на других носителях. Его могут использовать и зрители, хотя чаще это делают те, кто создает контент.
- あのYouTuberは、いつも一日で10本分のビデオを撮りだめするそうだ。 90 553 видео на YouTube, которые обычно снимаются в день.
- 今はテレビの仕事が一本と、ラジオの仕事が三本あります。 сейчас у меня три работы на телевидении и одна работа на радио.
Вы также можете подсчитать количество тем новостей, используя 本. Новостная тема — это всего лишь крошечное шоу, верно? Короткий спектакль сам по себе.
- あのアナウンサーは、一分で三本のニュースを読み上げた。
- Три новости.
- ここにもう一本面白いコーナーが欲しいな。
- Я хочу добавить еще один интересный фрагмент (небольшая часть теле-/радио шоу) здесь.
- あの は 、 ネタ を 十 本 用意 し て き た 、 一 本 うけ なかっ た。。 し て き た 、 一 も うけ なかっ た。。。。。 し て き が 、 本 うけ なかっ た。。。。。。。 て て き が 、 本 うけ なかっ た。。。。。。。。 て き た が 一 も うけ.
Рекламные объявления короче, чем телешоу или новости, также учитываются с 本.
- トーフグのコウイチのCM一本のギャラ、知ってる?
- Вы знаете, сколько Коити из Тофугу платят за одну рекламу?
Странная штука с рекламой: даже те, которые на телевидении , а не , считаются 本. Реклама на радио, в газетах и журналах — тоже 本, хотя этот вид подсчета обычно используется только людьми, работающими над ними, которые считают их задачами с началом и концом.
Количество продуктов (обычно программное обеспечение)
Некоторые продукты учитываются с помощью 本, чаще всего это видеоигры и программное обеспечение.
- 任天堂から新しいゲームソフトが三本同時に発売されるらしいよ。 одновременно выйдет три новых Nintendo.
Эти предметы, вероятно, были отнесены к категории 本 из-за наличия кассет и кассет VHS, а также потому, что ни того, ни другого не существовало, когда впервые был создан счетчик 本.
Некоторым продуктам присваивается 本, чаще всего это видеоигры и программное обеспечение.
Другие виды товаров тоже учитываются с 本, хотя обычно только продавцы. Вот пример: недавно я наткнулся на сайт, где продаются стейки Вагью по разумной цене. Они сказали 「30本限定」 — количество стейков, которое мог купить один человек, было ограничено тридцатью. Продавец использовал 本 для подсчета товаров. Их потребители, с другой стороны, вероятно, не будут.
Давайте перейдем к этим конкретным экземплярам. Если вы окажетесь в одном из них, вы быстро узнаете, что вам нужно.
Номера призов
В розыгрышах или конкурсах для количества призов обычно используется счетчик 本. Это связано с тем, что когда-то счастливчиков выбирали, вытягивая длинные тонкие листы бумаги из шляпы или коробки. Довольно круто.
- Один первый приз, три вторых и три вторых.
Эта статья просто 一本 из многих
Вы узнали все о японском счетчике 本! Приятно идти! Хотя здесь было много всего, самая важная категория для изучения — первая: длинные и тонкие палочки или цилиндры. Если вы сможете усвоить основы этого раздела, вы будете хороши в 99% вариантов использования 本. Остальное действительно просто бонус.
Тем не менее, вы найдете много других счетчиков, и все они почти так же интересны, как этот. Если вы еще этого не сделали, ознакомьтесь с другими нашими статьями о счетчиках, такими как 台, 枚 и 匹. Вы можете найти все счетчики, о которых мы когда-либо писали, в нашем большом учебном списке японских счетчиков, а также многое другое!
Ячейки с несколькими записями, разделенными
/, указывают на несколько одинаково распространенных произношений. Ячейки с записями в скобках указывают на то, что слово в скобках является необычным или архаичным произношением. ↩
Источники
- 飯田 朝子.日本の助数詞に親しむ―数える言葉の奥深さ―.東邦出版. 2016.
- 飯田 朝子.数え方の辞典.小学館. 2004.
Цилиндрический стол из ламината Hon HONTLRACO
Категории магазиновМеню
Поиск
Счет
Посмотреть корзинуПросмотр корзины
| Принадлежности для уборки | Поставки для ресторанов | Еда и комната отдыха | Офисные принадлежности | Офисная мебель | Технологические продукты | Промышленная безопасность | Медикаменты |
увеличение
Hon Company Laminate Cylinder Table Base, 18″ dia. x 28h, Cognac
Доставка UPS невозможна. Отправка сборных грузов общим перевозчиком, пожалуйста, подождите дополнительное время для доставки. и база продаются и поставляются отдельно — ЗАКАЗЫВАЙТЕ ОБА
Описание продукта
Модульные компоненты из ламината упрощают замену. Ламинат высокого давления устойчив к истиранию и пятнам. Регулируемые выравнивающие направляющие компенсируют неровности пола. Верх и основание продаются и поставляются отдельно — ЗАКАЗЫВАЙТЕ ОБА. Базовый цвет: коньячный; Максимальная высота: 28 дюймов; диаметр: 18 дюймов; Материал основания/ножек: ламинат под дерево.
Основание стола в виде цилиндра из ламината Hon, диаметр 18 дюймов, высота 28 дюймов, цвет коньяк
Гарантия
Поддерживается полной пожизненной гарантией HON.Спецификации продукта
- Глобальный тип продукта: столы для конференций
- Базовый цвет: Коньяк
- Максимальная высота: 28 дюймов
- Диаметр: 18 дюймов
- Материал основания/ножек: ламинат под дерево
- Базовый тип: Цилиндр
- Для использования с: Чтобы завершить стол, вы должны заказать как столешницу, так и основание стола. Название серии
- : Цилиндрическое основание стола из ламината Стандарты соответствия
- : Сертификация уровня 1; Соответствует или превосходит стандарты ANSI/BIFMA
- Общее содержание вторичного сырья Процент: 48%
- Заявление об отказе от ответственности. Верх и основание продаются и поставляются отдельно — ЗАКАЗЫВАЙТЕ ОБА. Производитель рассчитывает общее количество переработанного содержимого, добавляя половину переработанного содержимого до потребления к переработанному содержимому после потребления.
- Особенности: Цилиндрическое основание
Клиенты также купили
Боковой файл серии Hon 700 со шкафом для хранения, 42ш x 67в, замазка (HON795LSL)
1 549,33 долл. США, каждый
1 291,11 долл. США, каждый
Боковой надфиль с 4 ящиками серии Hon 700, 42ш x 19-1/4г, замазка (HON794LL)
Чат поддержки клиентов
Как правильно выбрать и установить сменный газовый баллон для офисного кресла
Офисные стулья или письменный стол
используемые сегодня стулья имеют регулировку по высоте с помощью газового баллона, иногда
называют пневматическим подъемником. Я также слышал, что некоторые люди называют это
гидравлический вал или даже плунжерный поршень. Самое распространенное имя в отрасли
называет его газовым баллоном.
Меня часто спрашивают люди, какая замена газового баллона в офисном кресле подходит для их офиса стул. Чтобы ответить на этот вопрос, мы должны сначала определить, является ли офисное кресло производитель использовал стандартный цилиндр. К сожалению, маркировка, которую вы видите на газовый баллон, который у вас есть в настоящее время, не содержит точных характеристик.
Вы можете легко определить, какой газовый баллон подходит в качестве замены без необходимости разберите кресло или снимите газовый баллон.
Стандартный офис
газовый баллон кресла в основном состоит из двух частей. Верхняя часть называется газовой пружиной.
и имеет диаметр 28 мм или 1,1 дюйма. Газовая пружина – это то, что держит
азот под давлением и немного масла для смазки. Верхний конец газа
пружина удерживает привод или кнопку, которая при нажатии опускает или поднимает
стул. Это конец газовой пружины, которая входит в отверстие в
механизм, который крепится под сиденьем офисного кресла. Верхний конец
часть газовой пружины слегка сужается. Стандартная конусность в отрасли
17-4 .
Другой конец газовая пружина имеет поршень, который фактически движется в газовом цилиндре и из него и, при этом опускает и поднимает офисный стул.
Часть вторая газовый баллон – колонка. Колонка примерно 2 дюйма в диаметре, и это конец, который входит в пятиногую базу, где находятся ролики. Вы заметите, что большинство колонн выступают из-под основания.
Офисный стул газ цилиндры идентифицируются по ходу. Инсульт лучше всего объясняется ход сиденья от самого низкого до самого высокого положения. Итак, 4-дюймовый ход газового баллона означает, что ваше сиденье будет двигаться или подниматься на 4 дюйма от самой низкой настройки до самой высокой настройки. На нашем сайте каталожный номер это ГК-4.
Самый простой способ
определить, что ход газового баллона вашего офисного кресла должен занять некоторое
измерения. Вы можете выполнить эти измерения, не снимая газовый баллон
со стула.
Сначала опустите офисный стул полностью опустите и переместите его рядом со стеной или дверью. С использованием руку или верхнюю часть спины в качестве шаблона, поместите отметку на стене или двери. затем поднимите свой офисный стул до упора и сделайте вторую отметку на той же точное место в качестве первой отметки. Измерьте расстояние между двумя метками. измерение – это ход сиденья, который также является ходом.
Второй соображение при выборе газового баллона офисного стула заключается в том, чтобы заглянуть под основание стула и измерьте, насколько колонна выступает из-под основания.
После того, как вы приняли эти измерения, вам будет легко найти правильный газовый баллон для вашего офисного кресла на нашем веб-сайте, так как мы перечисляем все эти размеры для различные газовые баллоны, которые мы предлагаем.
Теперь, когда у вас есть
определили правильный сменный газовый баллон для вашего офисного стула, мы
теперь обсудим, как снять старый газовый баллон и установить новый на замену
газовый баллон для офисного кресла.
Вам понадобится немного инструменты, начиная с молотка, отвертки с плоской головкой, WD-40 или жидкостного ключа.
Повернуть офис стул так, чтобы верхняя часть спинки и передняя часть сиденья опирались на пол. При таком расположении офисного кресла можно снять газовый баллон. Полегче.
Держите одну из баз ноги в одной руке и надавите вверх, как будто вы поднимаете офис стул. Ударьте молотком по дну газового баллона офисного кресла. колонна, которая обычно выступает из-под основания офисного кресла. Делать не ударяйте по центру стойки, где находится фиксирующий зажим. Ударьте по области обода и вращайтесь там, где вы наносите удар. Продолжайте наносить удары таким образом, пока основание офисного кресла не оторвется.
Есть экземпляры
когда этот метод может не сработать. В этом случае используйте плоскую отвертку и
снимите зажим и плоскую шайбу с нижней части колонки газового баллона.
Поднимите основание офисного кресла и прикрепленную к нему стойку газового баллона.
Поверните офисное кресло основание с прикрепленной колонкой газового баллона вверх дном и нажмите на газ область обода колонны цилиндра, пока он не выскочит, освобождая основание.
Снимите пластину сиденья из-под сиденья. Положите его на пол. Распылите немного WD-40 вокруг пространство, где газовый баллон защелкивается в отверстии. Молотком осторожно постучать по бокам газового баллона, чтобы облегчить проникновение WD-40. Подожди пару часы. Поднимите газовый баллон с прикрепленной пластиной сиденья на пару дюймов от пола одной рукой и ударьте молотком по пластине сиденья, как как можно ближе к старому газовому баллону, вращая его там, где вы наносите удар. Это должен выйти.
Установка нового
Замена газового баллона в офисном кресле намного проще, чем снятие
старый газовый баллон. Пока ваш офисный стул все еще находится в перевернутом положении
как описано выше, вставьте конец газовой пружины нового газового баллона в
отверстие в механизме. Слегка нажмите вниз, чтобы прочно установить его внутри механизма. Установите основание на конец колонки газового баллона и плотно нажмите вниз.
.Поверните офисный стул в вертикальное положение, и сборка закончена. Прежде чем сесть на
стуле, используйте колено, чтобы надавить на сиденье, чтобы еще больше скрепить части вместе.
Теперь вы можете сидеть и поднимать и опускать офисный стул.
Раздражает, что ваш офисный стул тонет? – The Office Oasis
Мы тратим много денег на наши офисные стулья, чтобы убедиться, что они удобны и эргономичны для долгих рабочих дней. И всего через несколько лет (или меньше) использования кресла кажется, что оно просто перестает работать. Несмотря на то, что он все еще выглядит почти новым и в хорошем состоянии, он тонет, и офисное кресло не встает. Потратили ли вы 100 или 1500 долларов на рабочее кресло, никто не должен иметь дело с офисным креслом, которое продолжает тонуть.
Вот небольшая история. Что-то подобное когда-нибудь случалось с вами?
Джек только что вернулся с собрания, на котором он узнал, что крайний срок его большого проекта был перенесен. Он взял кофе и пошел в свой кабинет, готовый поработать. Как только он сел в свое офисное кресло, он опустился на дно. Со стулом на самой низкой высоте казалось, что он сидит в детском кресле и едва может дотянуться до клавиатуры. Итак, он встал, потянул за рычаг кресельного подъемника, и ничего не произошло. Кресло застряло на самом низком уровне. Джек был раздражен и расстроен, и задавался вопросом, может ли он что-нибудь с этим поделать? Или ему пришлось купить новый стул?
Как и вы (и Джек), мы были там раньше. Буквально… мы застряли в самом низком положении офисного кресла, которое не встает, пытаясь работать, и это не весело.
Итак, пора выкинуть стул и купить новый? Не так быстро. Прежде чем тратить сотни долларов на новый стул, подумайте о том, чтобы его починить. Вы можете сэкономить кучу денег, починив тонущий офисный стул.
Почему офисные стулья тонут?
Тонущий офисный стул не означает, что весь стул плохой. На самом деле есть очень простая причина, почему это происходит. Цилиндр офисного кресла потерял подъемную силу.
Цилиндр офисного кресла — это часть кресла, которая соединяет основание с сиденьем. И это то, что позволяет нам регулировать кресло вверх и вниз. Внутри баллона кресла находится газообразный азот. Поэтому, когда вы дергаете рычаг кресла, газообразный азот переключает камеры внутри цилиндра, позволяя ему двигаться вверх и вниз. Более подробную техническую информацию о газовых пружинах можно найти здесь.
Со временем и после чрезмерного использования кресла уплотнение в цилиндре начинает изнашиваться и протекать. Итак, именно цилиндр заставляет стул тонуть.
И что теперь? Что, если мой вращающийся стул продолжает тонуть? Как отремонтировать кресло? Ниже мы описали все варианты того, как починить офисное кресло.
Как починить тонущий офисный стул Варианты:
Вариант 1. Использование хомута для шланга и клейкой ленты быстрое решение или взлом состоит в том, чтобы использовать хомут для шланга и немного клейкой ленты.
Эта опция на самом деле не ремонтирует офисный стул, но может предотвратить его временное опускание. Чтобы этот метод работал, хомут для шланга должен быть размером 20 или диаметром 13/16″-1-3/4″.Хомут для шланга размещается вокруг поршня цилиндра на нужной высоте и действует как стопор. Клейкая лента используется, чтобы помочь зажиму соскользнуть. Однако это может работать только в течение нескольких дней и в конечном итоге соскользнет. Поэтому, прежде чем вы это узнаете, ваш стул снова упадет. Это также не очень профессионально выглядит в вашем доме или офисе.
Вариант 2: использование пластиковой прокладки / трубы из ПВХ
Основные моменты: Дешевый ремонт, временный, нерегулируемый, непрофессиональный
Еще один лайфхак для офисного стула своими руками — использовать пластиковую прокладку или кусок ПВХ, чтобы цилиндр не утонул. Если пластиковая прокладка срезана по центру, ее можно обернуть вокруг поршня цилиндра. При использовании неразрезанной прокладки или ПВХ требуется дополнительная работа (разборка цилиндра для надевания проставки).
Эта распорка, как и хомут для шланга, действует только как упор и не позволяет регулировать высоту. Еще одним серьезным недостатком является то, что пластик может треснуть или сломаться из-за стресса от сидения в кресле. Этот метод также может не подходить для профессиональной рабочей среды.
Вариант 3: замена цилиндра (рекомендуется)
Основные моменты: Стоимость ~30 долларов США, постоянное решение, регулируемый стул, профессиональный
Нажмите здесь, чтобы получить полный комплект для замены цилиндра кресла (включает новый цилиндр, все необходимые инструменты, инструкции) и 6 лет гарантии)
Как упоминалось ранее, хомуты для шлангов и распорки являются временными, позволяют сидеть только на одной высоте и выглядят не очень профессионально. Поэтому вместо этого мы рекомендуем заменить цилиндр. Это особенно верно, если вы вложили средства в дорогое офисное кресло, такое как офисное массажное кресло.
Замена цилиндра кресла на самом деле намного проще, чем вы думаете, и ваше офисное кресло будет выглядеть как новое еще 6 с лишним лет.
Большинство настольных стульев имеют одинаковую конструкцию, поэтому многие детали вращающихся кресел (цилиндр кресла, основание, колесики) легко заменяются. Цилиндр стула стандартного размера подойдет примерно для 95% офисных стульев.
Итак, если ваш компьютерный стул продолжает тонуть, ответ прост… Замените цилиндр стула.
Этот проект слишком сложен?
Вовсе нет! (на самом деле это довольно просто и понятно)
Так что вы можете не знать, с чего начать. Или, может быть, вы думаете, что у вас, вероятно, нет нужных инструментов. Не волнуйтесь, здесь может помочь полный комплект для замены цилиндра. Каждый комплект поставляется с запасным цилиндром для тяжелых условий эксплуатации, инструментами для снятия старого цилиндра, пошаговыми инструкциями и 6-летней гарантией.
Наше пошаговое видео ниже поможет вам пройти весь процесс.
NI HON CYLINDERS PRIVATE LIMITED – Компания, директора и контактная информация
Главная › Ni Hon Cylinders Private Limited
По состоянию на: 28 апреля 2022 г.
Отследить эту компанию
По состоянию на: 28 апреля 2022 г.
Размер компании: Войдите, чтобы просмотреть
Отследить эту компанию
0
Ni Hon Cylinders Private Limited является частной компанией, зарегистрированной 26 ноября 2018 года. Она классифицируется как негосударственная компания и зарегистрирована в Реестре компаний в Дели. Его разрешенный акционерный капитал составляет рупий. 1 000 000, а его оплаченный капитал составляет рупий. 1 000 000. Он участвует в производстве конструкционных металлических изделий, резервуаров, резервуаров и парогенераторов.
Ежегодное общее собрание (AGM) Ni Hon Cylinders Private Limited в последний раз проводилось 30 сентября 2021 года, и, согласно отчетам Министерства корпоративных дел (MCA), его последний раз бухгалтерский баланс был представлен 31 марта 2021 года.
Директорами Ni Hon Cylinders Private Limited являются Рагхувирсинх Нарендрасинх Соланки, Манджу Деви, Суреш Чаудхари и Хайре Манас Виджай.
Корпоративный идентификационный номер компании Ni Hon Cylinders Private Limited — (CIN) U28100DL2018PTC342172, регистрационный номер — 342172. Адрес электронной почты — [email protected], а зарегистрированный адрес — HR-18A, Первый этаж, Гали № 10. , ИНДЛ. Area Anand Parbat, Near Indl Area, NEW DELHI Central Delhi DL 110005 IN , – , .
Текущий статус Ni Hon Cylinders Private Limited: «Активный».
Информация о компании
CIN | U28100DL2018PTC342172 |
Название компании | NI HON CYLINDERS PRIVATE LIMITED |
Статус компании | Активный |
РП | РК-Дели |
Регистрационный номер | 342172 |
Категория компании | Компания с ограниченной ответственностью |
Подкатегория компании | Негосударственная компания |
Класс компании | Частный |
Дата регистрации | 26 ноября 2018 г. |
Возраст компании | 3 года, 9 месяцев, 21 день |
Деятельность | Производство металлоконструкций, резервуаров, резервуаров и парогенераторов Нажмите здесь, чтобы увидеть другие компании, занимающиеся тем же видом деятельности. |
Количество членов | – |
Предыдущие имена
Войдите для просмотра предыдущих имен |
Предыдущие CINS
Уставный капитал | ₹ 1 000 000 |
Оплаченный капитал | ₹ 1 000 000 |
Количество сотрудников | Войдите для просмотра |
Сведения о листинге и ежегодном соблюдении требований
Статус листинга | Нет в списке |
Дата последнего ежегодного общего собрания | 30 сентября 2021 г. |
Дата последнего баланса | 31 марта 2021 г. |
Финансовый отчет
Бухгалтерский баланс | |
|---|---|
Оплаченный капитал | |
Резервы и излишки | |
Долгосрочные займы | |
Краткосрочные займы | |
Торговая кредиторская задолженность | |
Текущие инвестиции | |
Запасы | |
Торговая дебиторская задолженность | |
Денежные средства и остатки на банковских счетах | |
Прибыли и убытки | |
|---|---|
Общий доход (оборот) | |
Всего расходов | |
Расходы на вознаграждения работникам | |
Финансовые расходы | |
Амортизация | |
Прибыль до налогообложения | |
Прибыль после налогообложения | |
Разблокируйте полный отчет с историческими финансовыми данными и просмотрите все 22 документа за 49 фунтов стерлингов. только 9
Добавить в корзину
Графический отчет, содержащий исторические финансовые показатели. Щелкните здесь, чтобы просмотреть финансовый отчет Infosys Ltd.
Пожизненный доступ ко всем документам
Загрузить все 22 документа одним щелчком мыши
Просмотр хронологии событий — список всех событий компании с момента ее основания. Нажмите здесь, чтобы просмотреть Хронологию событий Infosys Ltd.0005
Веб-сайт: “>Нажмите здесь, чтобы добавить.
Адрес:
HR-18A, первый этаж, Гали №-10, INDL. Район Ананд Парбат, рядом с районом Индл, НЬЮ-ДЕЛИ Центральный Дели DL 110005 В
Информация о директоре
| DIN | Имя директора | Обозначение | Дата назначения | |||||||||
07528083 | РАХУВИРСИНХ НАРЕНДРАСИНХ СОЛАНКИ | Директор | 28 декабря 2021 г. | Посмотреть другие директораты | ||||||||
Другие компании, связанные сПредыдущие компании, связанные с
| ||||||||||||
07709450 | МАНДЖУ ДЭВИ | Директор | 26 ноября 2018 г. | Посмотреть другие директораты | ||||||||
Другие компании, связанные сПредыдущие компании, связанные с
| ||||||||||||
02 | СУРЕШ ЧАУДХАРИ | Директор | 26 ноября 2018 г. | Посмотреть другие директораты | ||||||||
Другие компании, связанные сПредыдущие компании, связанные с
| ||||||||||||
07528052 | ХАЙРЕ МАНАС ВИДЖАЙ | Директор | 28 декабря 2021 г. | Посмотреть другие директораты | ||||||||
Другие компании, связанные сПредыдущие компании, связанные с
| ||||||||||||
Данные бывшего директора
| DIN | Имя директора | Дата назначения | Дата прекращения действия | |
Войдите, чтобы просмотреть прошлых директоров. | ||||
Компании с похожим адресом
CIN | Имя | Адрес |
|---|---|---|
U34300DL2018PTC342918 | STJ LITHIUM ION ENERGY PRIVATE LIMITED | HR-18A, Первый этаж, Гали №-10, INDL. Area Anand Parbat, Near Indl Area, NEW DELHI Central Delhi DL 110005 IN |
U25209DL2008PTC172267 | VARDHMAN ELASTICS PRIVATE LIMITED | 1-Й ЭТАЖ PP-12 GALI NO-10 UPPER ANAND PARBAT INDL AREA NEW DELHI Central Delhi DL 110005 IN |
U74999DL2017PTC316110 | В. ДЖАВИН ТЕХНОЛОДЖИЗ ПРИВЕЙТ ЛИМИТЕД | P-2, ПЕРВЫЙ ЭТАЖ, ГАЛИ NO. 10, АНАНД ПАРБАТ ИНД. ОБЛАСТЬ НЬЮ-ДЕЛИ Центральный Дели DL 110005 IN |
AAW-9433 | РНП SLIDE INDIA LLP | N 4 & N 5, ПЕРВЫЙ ЭТАЖ ГАЛИ №. 10 АНАНД ПАРБАТ ПРОМЫШЛЕННАЯ ЗОНА, РЯДОМ С ДХАР-АМ-КАНТА НЬЮ-ДЕЛИ Центральный Дели DL 110005 IN |
U25209DL2016PTC309851 | МР ЭНГГ. ВОРТС ПРАЙВЭТ ЛИМИТЕД | Участок № 50, первый этаж, Гали № 6, рядом с железнодорожной линией / Ананд Парбат, промышленная зона, Нью-Дели Нью-Дели DL 110005 IN |
U45400DL2010PTC197642 | ПРЕМИУМ АКРЕС ИНФРАТЕХ ПРИВЕЙТ ЛИМИТЕД | 17/6, АНАНД ПАРБАТ, ПРОМЫШЛЕННАЯ ЗОНА РЯДОМ С ГАЛИ № 10, НЬЮ-РОТАК-РОУД, НЬЮ-ДЕЛИ, Центральный Дели, DL 110005 IN |
U74900DL2013PTC252088 | АДВ СПОРТ ПРИВЕЙТ ЛИМИТЕД | ПЕРВЫЙ ЭТАЖ, KN/B-19, GALI NO. 10 ANAND PARBAT INDUSTRIAL AREA NEW ROHTAK ROAD NEW DELHI Central Delhi DL 110005 IN |
U70101DL2005PTC134109 | AGGRADEEP REALTORS PRIVATE LIMITED | УЧАСТОК № M-7, M-52/53, ПЕРВЫЙ ЭТАЖ, ГАЛИ №-10, АНАНД ПАРБАТ, ПРОМЫШЛЕННЫЙ РАЙОН, НЬЮ-ДЕЛИ Центральный Дели DL 110005 IN |
U70101DL2005PTC134111 | EESAN ESTATE DEVELOPERS PRIVATE LIMITED | УЧАСТОК № M-7, M-52/53, ПЕРВЫЙ ЭТАЖ, GALI NO.-10, ANAND PARBAT, ПРОМЫШЛЕННЫЙ РАЙОН НЬЮ-ДЕЛИ, Центральный Дели, DL 110005 IN |
Детали судебного преследования
| S.No. | Субъекты-неплательщики | Название суда | Прокуратура | Дата заказа | Статус |
Преследований не обнаружено | |||||
Сведения о платежах/займах
| Идентификатор платежа | Дата создания | Дата модификации | Дата закрытия | Заложенные активы | Сумма | Зарядный держатель |
100493961 | 20. | – | – | 90 000 000 | ИРМ ЭНЕРДЖИ ПРИВЕЙТ ЛИМИТЕД | |
100498299 | 20.10.2021 | – | 2021-12-13 | 90 000 000 | ИРМ ЭНЕРДЖИ ПРИВЕЙТ ЛИМИТЕД |
Сведения об учреждениях
| Название учреждения | Город | Пин-код | Адрес |
Заведения не найдены | |||
*Отраслевая классификация получена из Национальной отраслевой классификации. Если компания изменила направление деятельности без уведомления Регистратора или является диверсифицированным бизнесом, классификация может быть другой. Мы не даем никаких гарантий относительно точности промышленной классификации.
Обновление информации
Мы ежедневно добавляем и обновляем информацию о сотнях тысяч компаний и периодически добавляем компании в очередь на обновление. Вы можете попросить добавить компанию в начало очереди на обновление, особенно полезно, если адрес, директора или другая важная информация изменились. Просто нажмите кнопку «Обновить информацию» ниже, чтобы начать процесс.
Смена директоров
Подача финансовой отчетности
Регистрация новых займов
Регистрация долговых обязательств
Преобразование компании в LLP
Выплата займов
Изменение адреса
Форма заявления на изменение названия
Заявление о преобразовании публичной компании в частную
Уведомление о постановление суда или совета по правовым вопросам компаний
Преобразование публичной компании в частную или частной компании в публичную компанию
Выделение капитала (ESOP, привлечение средств и т. д.)
Возврат в отношении выкупа ценных бумаг
Письмо-предложение
Уведомление о консолидации, разделении и т.