Как сделать из сварочного инвертора полуавтомат: Полуавтомат из инвертора своими руками: схема, видео, фото
alexxlab | 22.03.2023 | 0 | Разное
Инверторные полуавтоматы – лучшее решение
На сегодняшний день сварка настолько вошла в нашу жизнь, что без неё не обходится практически ни один ремонт или строительство – всегда необходимо применение сварочной техники для того, чтобы соединить или разрезать метал. Но выбрать подходящий сварочный аппарат зачастую становится непреодолимой задачей, ведь существует множество различных фирм, которые предлагают по сотне наименований сварочных аппаратов. Но нас интересуют только лучшие, настоящие лидеры в своём деле – на сегодняшний день одним из таких является немецкая компания Aurora, выпускающая качественные и доступные сварочные аппараты.
Всегда необходимо идти в ногу со временем, поэтому мы будем рассказывать, только о самых актуальных и современных сварочных аппаратах – инверторных полуавтоматах. Естественно, в модельном ряду компании Aurora представлено множество различных моделей, поэтому уместнее вести разговор исключительно о «лучших из лучших». Лидерами продаж на сегодня являются модели Aurora OVERMAN 180 и Aurora SPEEDWAY 175.
Но для начала – немного теории. Что же представляет собой полуавтоматическая сварка? Здесь всё несложно – это процесс, при котором сваривание металла происходит при помощи специальной электродной проволоки с автоматической подачей инертного (MIG) или активного (MAG) защитного газа или в режиме NO GAS с использованием специальной порошковой проволоки, которая обладает самозащитными свойствами, как например, в модели инверторного сварочного полуавтомата выбрать подходящий сварочный аппарат.
Так как полуавтоматическая сварка является одной из самых современных разновидностей сварочного процесса, то у неё есть масса преимуществ по сравнению с более устаревшими видами сваривания металлов. Выделим некоторые из них:
- Скорость работы – благодаря автоматической подаче сварочной проволоки отпала необходимость замены электродов и зачистки швов от образовавшегося шлака, а это значительно сокращает время процесса;
- Удобство использования – сварщик имеет возможность самостоятельно контролировать процесс сварки;
- Простота эксплуатации.
 По объективному мнению специалистов полуавтоматическая сварка является самым простым видом сварочного процесса и не составит большого труда при освоении;
По объективному мнению специалистов полуавтоматическая сварка является самым простым видом сварочного процесса и не составит большого труда при освоении; - Качество выполняемой работы. Благодаря защитному газу все швы получаются ровными и почти не требуют зачистки.
 По объективному мнению специалистов полуавтоматическая сварка является самым простым видом сварочного процесса и не составит большого труда при освоении;
По объективному мнению специалистов полуавтоматическая сварка является самым простым видом сварочного процесса и не составит большого труда при освоении;Само собой, что модели инверторных полуавтоматов Aurora обладают всеми вышеперечисленными преимуществами. Но кроме того Aurora OVERMAN 180 и Aurora SPEEDWAY 175 имеют ряд других интересных особенностей. Рассмотрим более конкретно каждую модель.
Aurora OVERMAN 180
Данная модель инверторного сварочного полуавтомата отличается простотой и привлекательной ценой, но за этими скромными словами скрывается достаточно мощный функционал. Так, например, модель снабжена регуляторами сварочного тока и напряжения, а переключатель индуктивности поможет настроить жёсткость дуги, форму валика и глубину провара. Кроме того имеется возможность отрегулировать скорость автоматической подачи электродной проволоки, что несомненно является очень удобным элементом функциональной оснащённости.
Сварочный аппарат предназначен для работы в режиме полуавтоматической сварки с применением защитного газа (MIG-MAG).
Полуавтомат может работать при понижении напряжения сети до 140 Вольт и обладает повышенной степенью стабильности горения дуги. Неоспоримым аргументом в пользу покупки аппарата является улучшенная технология инвертора MOSFET (metal – oxide – semiconductor field effect transistor) на базе современных транзисторов от компании Toshiba.
В общем и целом сварочный полуавтомат Aurora OVERMAN 180 отличный аппарат способный решать различные повседневные задачи.
Aurora SPEEDWAY 175Этот аппарат может являться синонимом слова «функциональность», ибо разработчики «вложили» в своё творение множество полезных вещей, способных не только упростить работу, но и сделать её максимально качественной и комфортной.
Аппарат, в отличие от описываемой выше модели, может работать в нескольких режимах: в режиме аргонно-дуговой сварки (TIG), с использованием защитного газа (MIG-MAG), в режиме NO GAS и с применением обычных электродов (MMA) – в общем «полный набор» доступных режимов.
Также стоит отметить такие возможности аппарата как удобное управление «одной кнопкой» и защитная функция VRD, защищающая сварщика при коротком замыкании. Ну и, конечно же, присутствие различных переключателей: регулятор сварочного тока и напряжения, а также двух- и четырёхтактных режим управления горелкой.
В общем, перечислять достоинства инверторного сварочного полуавтомата Aurora SPEEDWAY 175 можно до бесконечности, но важно знать самое главное: выбрав данный аппарат, Вас никогда не будет покидать ощущение, что это лучшее из всего того, что было создано для сварки металлов.
Не включается инверторный сварочный аппарат что делать
Основные поломки сварочных аппаратов и способы их устранения
Общеизвестно, что ремонт сварочных аппаратов в подавляющем большинстве случаев может быть организован и проведён самостоятельно. Исключением является лишь восстановление работоспособности электронного инвертора, сложность схемы которого не позволяет провести полноценный ремонт в домашних условиях.
Одна только попытка отключить защиту инвертора может поставить в тупик даже специалиста по электротехнике. Так что в этом случае лучше всего обратиться за помощью в специализированную мастерскую.
Частые неисправности
Основными проявлениями неполадок аппаратов электродуговой сварки являются:
- прибор не включается при подсоединении к электросети и запуске;
- залипание электрода с одновременным гулом в районе преобразователя;
- самопроизвольное отключение сварочного аппарата в случае его перегрева.
Ремонт всегда начинается с осмотра сварочного аппарата, проверки питающего напряжения. Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании. У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен.
Однако при правильном обращении инверторы служат долго, и не ломаются. Необходимо защищать от пыли, высокой влажности, мороза, хранить в сухом месте.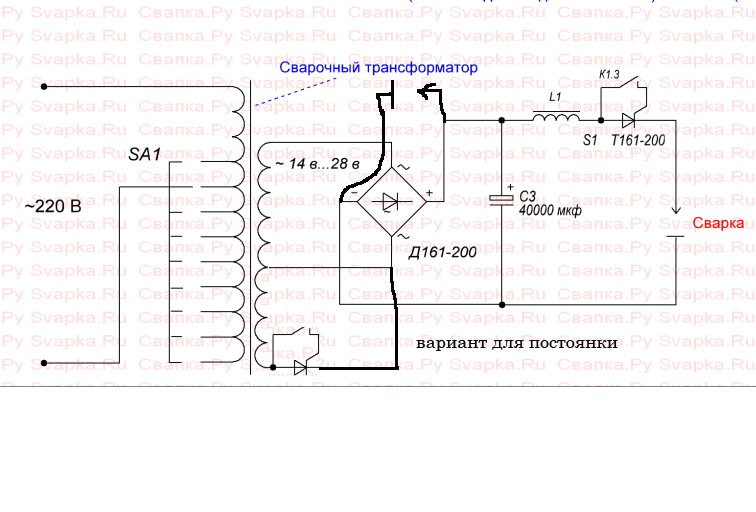 Есть наиболее характерные неисправности сварочных аппаратов, устранить которые можно своими руками.
Есть наиболее характерные неисправности сварочных аппаратов, устранить которые можно своими руками.
Устройство не запускается
В этом случае, прежде всего, необходимо убедиться в наличии напряжения в сети и целостности предохранителей, установленных в обмотках трансформатора. При их исправности следует прозвонить с помощью тестера токовые обмотки и каждый из выпрямительных диодов, проверив тем самым их работоспособность.
При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
Иногда из строя выходит фильтрующий конденсатор. В этом случае ремонт будет заключаться в его проверке и замене новой деталью.
В случае исправности всех элементов схемы необходимо разобраться с сетевым напряжением, которое может быть сильно занижено и его просто не хватает для нормального функционирования сварочного аппарата.
Залипание электрода (прерывание дуги)
Причиной залипания электрода и прерывания дуги может быть снижение напряжения из-за короткого замыкания в обмотках трансформатора, неисправности диодов или ослабления соединительных контактов. Также возможен пробой конденсаторного фильтра или замыкания отдельных деталей на корпус сварочного аппарата.
К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
Если залипание сопровождается сильным гудением трансформатора – это также свидетельствует о перегрузке в нагрузочных цепях прибора или замыкании в сварочных проводах.
Одним из вариантов ремонта с устранением этих эффектов может стать восстановление изоляции соединительных кабелей, а также подтяжка ослабевших контактов и клеммников.
Самопроизвольное отключение
В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой (автоматом), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля.
Большинство моделей сварочных аппаратов оснащено защитной схемой (автоматом), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля.
После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние.
При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.
В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён.
Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам.
Так, некоторые модели таких аппаратов (сварочный инвертор, в частности) в соответствии с инструкцией должны работать по графику, предполагающему перерыв на 3-4 минуты после 7-8-ми минут непрерывной сварки.
Неисправности инверторных устройств
Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их.
Электрическая схема
В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока.
Поломки всех сварочных инверторов условно можно разделить на следующие виды:
- неисправности, связанные с ошибками в выборе режима сварки;
- отказы в работе, обусловленные выходом из строя электронного (преобразовательного) модуля или других деталей устройства.
Метод выявления неисправностей инвертора, связанных с нарушениями в работе схемы, предполагает последовательное выполнение операций, производимых по принципу «от простого повреждения – к более сложной поломке». С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.
Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной (без отключения инвертора) работы устройства.
Особенности эксплуатации
Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов.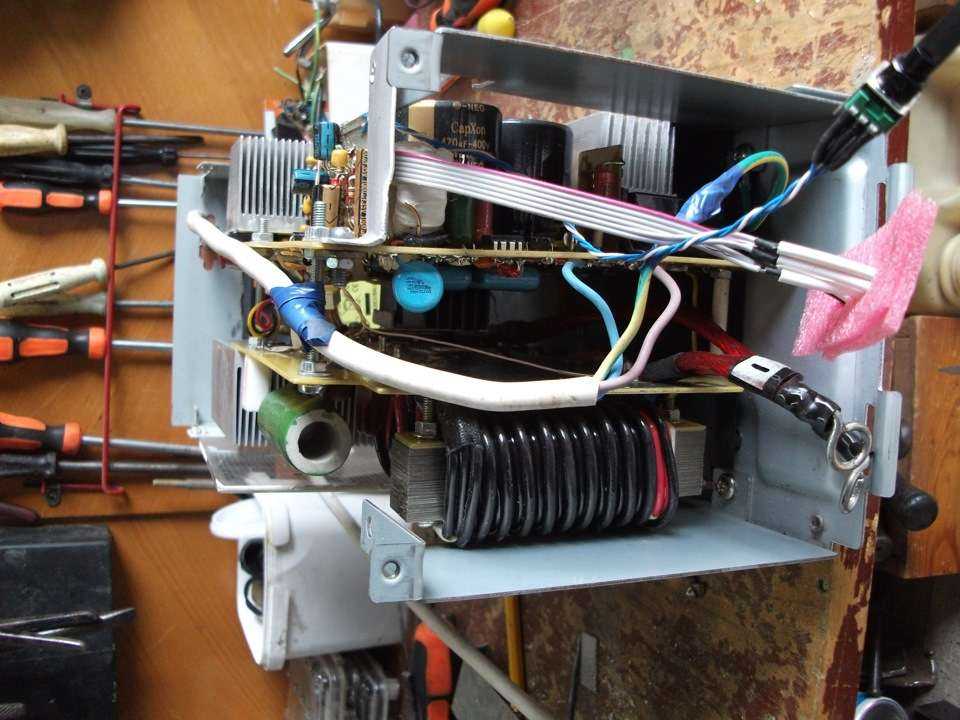 Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
В процессе ремонта электронной схемы сначала производится визуальный осмотр плат с целью выявления обгоревших или «подозрительных» элементов в составе отдельных функциональных модулей.
Если в ходе осмотра никаких нарушений обнаружить не удаётся – поиск неисправности продолжается путём выявления нарушений в работе электронной схемы (проверки уровней напряжения и наличия сигнала в её контрольных точках).
Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую.
Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата.
Порядок самостоятельного ремонта
В случае принятия решения о самостоятельном ремонте платы – рекомендуем воспользоваться следующими советами опытных специалистов.
При обнаружении в ходе визуального осмотра сгоревших проводов и деталей следует заменить их новыми, а заодно и переткнуть все разъёмы, что позволит исключить вариант пропадания контакта в них.
Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Для этого необходимо найти источники, в которых приводятся эпюры напряжений и токов, предназначенные для более полного понимания работы этого агрегата.
Ориентируясь на эти эпюры с помощью осциллографа можно последовательно проверить все электронные цепочки и выявить узел, в котором нарушается нормальная картинка преобразования сигнала.
Одним из наиболее сложных узлов инверторного сварочного аппарата считается плата управления электронными ключами, проверить исправность которой можно с помощью того же осциллографа.
При сомнениях в работоспособности этой платы можно попробовать заменить её исправной (от другого, работающего инвертора) и попытаться вновь запустить сварочный аппарат.
В случае благоприятного исхода останется только отдать свою плату в ремонт или заменить её купленной новой. Таким же образом следует поступать и при появлении подозрений в исправности всех других модулей или блоков сварочного аппарата.
В заключении напомним, что ремонт любых сварочных агрегатов (и инверторов, в частности) считается достаточно сложной процедурой, требующей определённых навыков и умения обращаться со сложной измерительной техникой.
При наличии малейших сомнений в своём профессионализме следует воспользоваться помощью специалистов и предоставить им возможность вернуть неисправный аппарат в работу.
 youtube.com/embed/9u8sNbUDr8E?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/9u8sNbUDr8E?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>Устройство не запускается
В этом случае, прежде всего, необходимо убедиться в наличии напряжения в сети и целостности предохранителей, установленных в обмотках трансформатора. При их исправности следует прозвонить с помощью тестера токовые обмотки и каждый из выпрямительных диодов, проверив тем самым их работоспособность.
ESAB REBEL EMP 215ic Многоцелевой полуавтоматический сварочный аппарат TIG/MMA/MIG
- Продукт
- Описание
- Что в коробке
Описание
Выделять
ТВЕРДЫЙ ЛИТОЙ АЛЮМИНИЕВЫЙ ПИТАТЕЛЬ.
Конструкция этого механизма подачи литых материалов повышает долговечность, снижает образование проволочной стружки и гнезд птиц, обеспечивает легкую замену приводных роликов (без использования инструментов) и обеспечивает стабильную производительность подачи. В целом он имеет оптимизированное выравнивание и долговечные компоненты приводной стойки, которые обеспечивают точную и плавную подачу проволоки.
МНОГОМАТЕРИАЛЬНЫЙ.
Сварка стали, нержавеющей стали и даже алюминия.
ХРАНЕНИЕ ПАРАМЕТРОВ СВАРКИ.
Сохранение до четырех параметров сварки для каждого процесса; идеально подходит для переключения между работами.
ФУНКЦИЯ УДЕРЖАНИЯ КУРКА 2T/4T.
Снижает утомляемость оператора при сварке MIG или TIG.
РЕГУЛИРУЕМЫЙ КОНТРОЛЬ СИЛЫ ДУГИ.
Оптимизирует работу электрода для ММА и позволяет оператору на короткое время увеличить напряжение дуги, чтобы избежать погасания дуги и «залипания» дуги, когда дуга слишком короткая.
РЕГУЛИРУЕМОЕ УПРАВЛЕНИЕ ГОРЯЧИМ ПУСКОМ
Увеличивает начальный сварочный ток, чтобы избежать прилипания электрода к заготовке; особенно полезно для электродов с трудным запуском.
РЕГУЛИРОВКА ВРЕМЕНИ ПРЕДВАРИТЕЛЬНОЙ И ПОСЛЕПРОДУЧНОЙ ПОДАЧИ ГАЗА.
Продувает газовую линию и предотвращает пористость в начале и конце сварки; особенно полезен при сварке MIG алюминия.
IP23S.
Корпус создан для защиты вас и вашей машины. Разработанный в соответствии с более высокими стандартами, Rebel может выдерживать суровые условия окружающей среды.
Вы не знаете, что такое обычный день – каково это работать с 9 до 5 за столом. Вы не знаете, где окажетесь на следующей работе, но знаете, что должны быть готовы ко всему.
Когда речь идет о сварке, это означает любой процесс, любую мощность, любой материал, всегда и везде.
Универсальная машина для сварки чего угодно, в которой есть все необходимое для выполнения работы — от начала до конца. Это совсем не типично.
ПРАВДА // ТЕХНОЛОГИЯ SMART MIG
Независимо от того, занимаетесь ли вы сваркой два или 20 лет, Rebel облегчит вашу работу с помощью sMIG (smartMIG). Для новичков есть базовый режим, упрощающий настройку. Для опытных пользователей предлагается эксклюзивная встроенная система контроля дуги, которая постоянно контролирует сварку и адаптируется для получения превосходных воспроизводимых сварных швов.
ПРАВДА // ОБЩАЯ КОМПЛЕКТАЦИЯ
Для сборки и сварки требуется нечто большее, чем машина. Поэтому, когда вы покупаете Rebel, вы можете рассчитывать на все необходимое оборудование прямо из коробки.
САМАЯ НЕВЕРОЯТНАЯ МАШИНА НА МЕСТЕ.
НАСТОЯЩАЯ МНОГОПРОЦЕССНАЯ.![]()
- MIG-сварка профессионального уровня, в том числе с порошковой проволокой
- Отличные характеристики ММА, включая нержавеющую сталь
- Исключительная производительность сварки TIG до 5 А
БОЛЬШОЙ, 4,3 ДЮЙМА. (86 мм) ЦВЕТНОЙ ЭКРАН.
- Интуитивно понятный ЖК/TFT-дисплей
- Хорошо защищен передними ручками и массивной композитной рамкой
- Легко переключаться с одного процесса на другой
- Встроенное экранное руководство, список запасных частей и руководство по параметрам сварки
- Многоязычные возможности
SMIG TECHNOLOGY.
- Эксклюзивное встроенное динамическое управление дугой, которое постоянно отслеживает сложные характеристики дуги, адаптируясь к вашей технологии, чтобы обеспечить ровную, стабильную дугу и превосходные, воспроизводимые сварные швы
- Дает меньше брызг
- Два режима — базовый и расширенный
Базовый режим сокращает время обучения MIG – задайте диаметр проволоки и толщину материала, и вы готовы к сварке
Расширенный режим дает полный контроль над регулировкой характеристик дуги по своему вкусу
МУЛЬТИМАТЕРИАЛ.
Сварка стали, нержавеющей стали и даже алюминия.
ХРАНЕНИЕ ПАРАМЕТРОВ СВАРКИ.
Сохранение до четырех параметров сварки для каждого процесса; идеально подходит для переключения между работами.
РЕГУЛИРУЕМАЯ ИНДУКТИВНОСТЬ.
Идеально подходит для точной настройки стабильности дуги и контроля разбрызгивания.
РЕГУЛИРУЕМЫЙ КОНТРОЛЬ ПРОГОРАНИЯ.
Предотвращает застревание проволоки в сварочной ванне или обратное возгорание, что может привести к повреждению контактного наконечника.
РЕГУЛИРУЕМАЯ РЕГУЛИРОВКА СИЛЫ ДУГИ.
Оптимизирует работу электрода для ММА и позволяет оператору на короткое время увеличить напряжение дуги, чтобы избежать погасания дуги и «залипания» дуги, когда дуга слишком короткая.
РЕГУЛИРУЕМОЕ УПРАВЛЕНИЕ ГОРЯЧИМ ПУСКОМ .
Увеличивает начальный сварочный ток, чтобы избежать прилипания электрода к заготовке; особенно полезно для электродов с трудным запуском.
.
Для оптовой покупки, пожалуйста, свяжитесь с нами для оптовой цены
Что в коробке
ESAB Rebel EMP 215ic TIG/MMA/MIG
Держатель электрода Esab
Зажим заземления Esab
МиГ-горелка Esab
Газовый шланг 4,5 м
Контактные наконечники
Приводные ролики для 0,6–1,0 мм
Катушка 200 мм Проволока 0,8 мм Aristo Rode 12,50 5 кг
Горелка TIG Esab ET17-V
Регулятор газа аргон
ПоследниеБольше
Półautomat spawalniczy 3w1 OVER 250 4×4-15KG MIG/MAG/TIG AC/DC/ MMA Welder Fantasy
Описание:
ПРОИЗВОДИТЕЛЬ: FACHOWIEC F. H.W.
H.W.
ГАРАНТИЯ: FACHOWIEC F.H.W.
Welder Fantasy — бренд, созданный компанией FACHOWIEC в 1991 году. Инверторные сварочные аппараты TIG/MMA, полуавтоматические сварочные аппараты MIG/MAG, плазменные резаки и другое оборудование, которые поставляются с торговой маркой Welder Fantasy, были признаны тысячами мастерских и компаний в Польше и за рубежом на протяжении многих лет. годы. Торговая марка Welder Fantasy означает:
– Высококачественное оборудование,
– Гарантия надежности,
– Высокий уровень производительности,
– Лидер на польском рынке.
Технология IGBT (биполярный транзистор с изолированным затвором) – это современная технология с изолированным затвором на основе биполярных транзисторов. Он сочетает в себе простоту управления полевыми транзисторами с высоким напряжением пробоя и скоростью переключения биполярных транзисторов. Использование технологии IGBT оказывает существенное влияние на увеличение срока надежной работы сварочного оборудования.
Использование технологии IGBT оказывает существенное влияние на увеличение срока надежной работы сварочного оборудования.
Промышленные сварочные аппараты Welder Fantasy 3w1 OVER 250 представляют собой микропроцессорные источники сварочного тока на основе технологии IGBT и оснащены пистолетом с водяным охлаждением. Первая на польском рынке установка OVER TIGMIG 250 позволяет выполнять сварку MIG/MAG, TIG и MMA . Сварочные аппараты предназначены для сварки углеродистых, нержавеющих и кислотоупорных сталей, а также меди, латуни, магния, титана и всех алюминиевых сплавов. Сварочный аппарат высочайшего качества, устанавливающий новые стандарты среди сварщиков переменным/постоянным током, с удобной панелью управления, позволяющей легко выбирать все необходимые параметры сварки.
Аппарат Welder Fantasy 3w1 OVER TIGMIG 250 P/4 позволяет выполнять сварку следующими методами: при производстве сварных конструкций. Процесс полуавтоматической сварки включает сплавление кромок заготовки и расходуемого электродного материала с помощью тепла электрической дуги, тлеющей между сплошным проволочным электродом и свариваемой деталью. Процесс осуществляется в среде инертного или активного газа.
Процесс полуавтоматической сварки включает сплавление кромок заготовки и расходуемого электродного материала с помощью тепла электрической дуги, тлеющей между сплошным проволочным электродом и свариваемой деталью. Процесс осуществляется в среде инертного или активного газа.
FCAW – благодаря функции смены полярности возможна сварка без газовой защиты с использованием самозащитной проволоки FCAW. Это способ сварки самозащитной порошковой проволокой (во всех положениях) стали нормальной и повышенной прочности, не превышающей 510 МПа. Самозащитную проволоку можно использовать при однослойной или многослойной сварке, как на плоском, так и на падающем токе. Проволока предназначена для общепроизводственных работ, в том числе в полевых условиях, и для сварки конструкций, не предъявляющих особых требований к ударопрочности. Сила постоянного сварочного тока (-).
АВТО – синергетические настройки. В режиме АВТО пользователь выбирает основные параметры сварки, такие как тип материала, толщина свариваемой детали и диаметр сварочной проволоки. Остальные параметры устройства подбираются автоматически по базе загруженных программ. Режим АВТО позволяет выполнять сварку только постоянным током, но не позволяет регулировать ИМПУЛЬС.
В режиме АВТО пользователь выбирает основные параметры сварки, такие как тип материала, толщина свариваемой детали и диаметр сварочной проволоки. Остальные параметры устройства подбираются автоматически по базе загруженных программ. Режим АВТО позволяет выполнять сварку только постоянным током, но не позволяет регулировать ИМПУЛЬС.
TIG DC PULSE lift-arc – зажигание дуги происходит за счет контакта электрода с заготовкой. Импульсная функция позволяет сваривать тонкие детали за счет периодических изменений тока.
ВИГ ИМПУЛЬСНАЯ ПОСТОЯННОГО ТОКА ВЧ – ВЧ бесконтактный розжиг с ионизатором происходит в режиме ВИГ ИМПУЛЬСНАЯ ПОСТОЯННОГО ТОКА.
TIG DC Lift-arc – при методе TIG электрическая дуга зажигается в среде инертного газа (аргона) между свариваемым элементом и неплавким электродом из чистого вольфрама или вольфрама с добавками.![]() В режиме подъемной дуги TIG дуга зажигается, когда электрод входит в контакт с заготовкой. В режиме TIG DC ток постоянный.
В режиме подъемной дуги TIG дуга зажигается, когда электрод входит в контакт с заготовкой. В режиме TIG DC ток постоянный.
TIG DC HF – чтобы полностью исключить возможность загрязнения соединения вольфрамом, рекомендуется не касаться электродом заготовки. Для достижения этой цели используется бесконтактное зажигание дуги высокочастотными разрядами, генерируемыми встроенным ионизатором.
ИМПУЛЬСНАЯ дуга TIG AC — в этом процессе сварки используется комбинация переменного тока и импульсов, что позволяет сваривать очень тонкие алюминиевые элементы. Дуга зажигается при контакте электрода с заготовкой.
TIG AC PULSE HF – функция, позволяющая сваривать тонкие элементы из алюминия. Бесконтактное зажигание происходит за счет использования ионизатора.
TIG AC Lift-arc – функция, позволяющая выполнять сварку алюминия переменным током, выполняющая функцию катодной очистки в процессе сварки алюминия. Благодаря настройке параметра AC BALANCE можно регулировать соотношение продолжительности взаимных фаз.
Благодаря настройке параметра AC BALANCE можно регулировать соотношение продолжительности взаимных фаз.
TIG AC HF – аналогичная функция, позволяющая выполнять сварку алюминия переменным током. Зажигание дуги происходит бесконтактно, за счет высокочастотного тока, генерируемого ионизатором.
MMA DC+ – метод сварки покрытым электродом, при котором электрод состоит из металлического сердечника, покрытого специальным покрытием. Между концом электрода и заготовкой поддерживается электрическая дуга. Дуга зажигается при касании заготовки концом электрода. MMA DC+ предполагает сварку с положительной полярностью, в результате чего в материале выделяется больше тепла, а на электроде меньше.
MMA DC- – отличие от MMA DC- в том, что полярность в режиме MMA DC- отрицательная, поэтому распределение тепла инвертируется, в результате чего на электроде выделяется больше тепла, чем на электроде. свариваемый материал.
свариваемый материал.
Универсальность, несомненно, является одним из самых больших преимуществ устройств OVER TIGMIG. Возможность сварки импульсным током в режиме TIG (с полной импульсной модуляцией) дает пользователям неограниченные возможности при сварке алюминиевых сплавов, углеродистых и нержавеющих сталей.
Устройство оснащено разъемом EURO, позволяющим выполнять сварку с использованием сварочных горелок EURO MIG/MAG и EURO TIG.
Спецификации сварочной машины:
– 40240,
– Возможность сварки с использованием проволоки 15 кг,
– LCD Дисплей. – синергетические настройки MIG/MAG,
– 2T – два цикла и 4T – четыре цикла,
– регулирование времени истечения защитного газа до и после сварки,
– нарастание и падение сварочного тока,
– импульсный режим сварки,
– зажигание дуги HF или LIFT,
– двухфункциональная ручка ADJUST (грубая и точная регулировка),
– очень широкий выбор сварочных функций:
*HF – аппарат оснащен ионизатором, позволяющим осуществлять бесконтактный розжиг дуги,
* PRE i POST GAS – регулирование времени истечения защитного газа перед началом сварки.
* НАКЛОН ВВЕРХ и ВНИЗ – регулирование времени истечения защитного газа перед началом сварки и после окончания сварки.
* ИМПУЛЬС – импульсный режим сварки.
* Контроль индуктивности при сварке MIG/MAG – правильно подобранная индуктивность сварки снижает количество брызг. Индуктивность зависит от диаметра сварочной проволоки, используемого защитного газа, силы тока и положения сварки. Уменьшение индуктивности делает дугу более стабильной и интенсивной, а ее увеличение будет способствовать образованию жидкой сварочной ванны и поможет уменьшить разбрызгивание. Правильно подобранная индуктивность приводит к более стабильной дуге, равномерному переносу капель жидкого металла, поддержанию постоянного размера сварочной ванны и характерному повторяющемуся звуку без брызг и взрывов.
* ПРОЖИГ – функция, предотвращающая прилипание электродной проволоки к контактному наконечнику за счет быстрого вытягивания проволоки после завершения операции сварки. Устройство позволяет установить время работы функции обратного прожига в диапазоне от 0 до 10 с.
Устройство позволяет установить время работы функции обратного прожига в диапазоне от 0 до 10 с.
* ГОРЯЧИЙ СТАРТ – функция, облегчающая пуск сварки. Когда дуга зажигается, сварочный ток временно увеличивается для нагрева материала и электрода в точке контакта, а также для правильной формы провара и поверхности сварного шва на начальном этапе сварки.
* PRE GAS – регулирование времени истечения защитного газа перед началом сварки.
* ПОСТ ГАЗ – регулирование времени подачи защитного газа после сварки.
Полный комплект включает в себя:
– Fantasy Fantasy 3W1. 3м,
– сварочный пистолет – TIG PARKER SUPERGRIP SGT18 FLEX TIG 4 мб (ВНИМАНИЕ! В комплект с TIG PARKER SUREGRIP с водяным охлаждением не входит кулер! Кулер доступен под кодом: 0550.02),
– кабель с зажимом заземления 3 мб,
– кабель с электрододержателем 3 мб,
– шланг защитного газа,
– руководство пользователя на польском языке плюс гарантийный талон.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
| Блок питания | ||
| Номинальное входное напряжение [В]: | 1~230 В ± 10 % | |
| Частота [Гц] | 50/60 | |
| Тип предохранителя [A] | 25 | |
| Номинальная входная мощность [кВА] | 11 | |
| Параметры MMA | ||
| Диапазон тока [А] | 10 – 200 | |
| Напряжение холостого хода [В] | 93 | |
| Рабочий цикл при 40 o C [A] | 35% | 200 |
| 60% | 160 | |
| 100% | 130 | |
| Параметры ВИГ | ||
| Диапазон тока [А] | DC: 10 – 250 АС: 20 – 250 | |
| Рабочий цикл при 40 или С [А] | 35% | 250 |
| 60% | 200 | |
| 100% | 160 | |
| ВВЕРХ/ВНИЗ время[с] | 0-10 | |
Импульсная сварка: | | |
| Отвод газа перед началом сварки [s] | 0 – 10 | |
| Выход газа после завершения сварки [s] | 0 – 10 | |
| Параметры MIG/MAG | ||
| Диапазон тока [А] | 30 – 250 | |
| Номинальное выходное напряжение [В] | 15,5 – 26,5 | |
| Рабочий цикл при 40 o C [A] | 35% | 250 |
| 60% | 200 | |
| 100% | 160 | |
| Подача проволоки [м/мин] | 1,5 – 15 | |
| Диаметр проволоки [мм] | 0,6 ; 0,8 ; 1,0 ; 1,2 | |
| Устройство подачи проволоки, тип | 4R | |
Катушка Макс. | ||