Как сделать правильно сварочный шов: Как класть сварочный шов, чтобы он был прочным и красивым
alexxlab | 19.02.2023 | 0 | Разное
Сварка углового шва – как сделать правильный сварочный шов ВИДЕО
Техника выполнения сварочных швов (их еще называют валиковые) предполагает выбор режима и приема манипуляции электродом. Как правильно сделать сварочный шов, видео на нашем сайте все подробно и доступно покажет.
Существуют два вида сварки угловых швов: тавровые (при Т-образных соединениях) и нахлесточные, оба вида очень распространены в сварочном деле. Рассмотрим каждый по отдельности.
Техника сварки Т-образных соединений
Чтобы получился правильный сварочный шов, нужно одну плоскость поставить горизонтально, а другую — вертикально. Сварка углового шва должна производиться строго под прямым углом. Если вертикальное свариваемое изделие не толще 12 мм, то дополнительной обработки оно не требует. Единственно, нужно смотреть, чтобы нижняя кромка вертикального изделия была обрезана максимально ровно, и зазор стыка не имел больше 2 мм.
В сварочной конструкции тавровых соединениях все детали имеют важное значение, точнее их толщина. Так, например, если вертикальное изделие имеет толщину от 12 до 25 мм, то нужно сделать подготовку в V-образной форме. Если вертикальный лист от 25 до 40 мм толщиной, то скосы кромок нужно обрезать U- образной формы только с одной стороны. А если толщина — больше 40 мм, то делается обрез по обе стороны V- образной формы.
Так, например, если вертикальное изделие имеет толщину от 12 до 25 мм, то нужно сделать подготовку в V-образной форме. Если вертикальный лист от 25 до 40 мм толщиной, то скосы кромок нужно обрезать U- образной формы только с одной стороны. А если толщина — больше 40 мм, то делается обрез по обе стороны V- образной формы.
Опасно, когда шов имеет не проваренную одну из сторон или не проваренный угол. Поэтому в процессе сварки углового шва электрод нужно расположить так, чтобы он оказался в плоскости, которая делит угол пополам. А концом электрода выполняются колебательные движения, чтобы расплавились кромки металла. Нужно обязательно заранее определить, чтобы длина сварочного шва была соразмерной углу между изделиями.
Как правильно наложить угловой шов
Сварка углового шва зависит, прежде всего, от правильного зажигания электрической дуги. Зажигание электрической дуги является очень важным и основным моментом в сварочной работе. Зажечь дугу нужно непосредственно перед тем, как начать процесс сварки, и повторно зажигать только при ее обрыве в процессе.
Дуга возбуждается на нижнем горизонтальном листе на расстоянии 3-4 мм от вершины угла, затем дугу нужно подвести к вершине угла и задержать ее там для того, чтобы лучше приплавились углы. Дальше дугу нужно поднять на высоту катета шва по вертикальному изделию и плавно передвигать назад. Затем немного быстрее дугу нужно опустить вниз на горизонтальное изделие и довести на нем толщину шва на размер катета.
Грубейшая ошибка — начинать сварку шва с вертикального свариваемого изделия, так как расплавленный металл с электрода наплывет на нижний нерасплавленный и перекроет вершину угла. В этом случае провар не получится, а обнаружить его можно, только поломав металл.
Когда идет процесс сварки толстопокрытыми электродами или с повышенным током, формируется большая площадь топленого металла, из-за чего наложение угловых швов невозможно, потому что расплавленный металл стекает на горизонтальное изделие, и шов просто получится неправильный.
Чтобы этого избежать, свариваемые изделия нужно расположить наклоном к горизонту под 45 градусным углом, а сварку произвести лодочкой.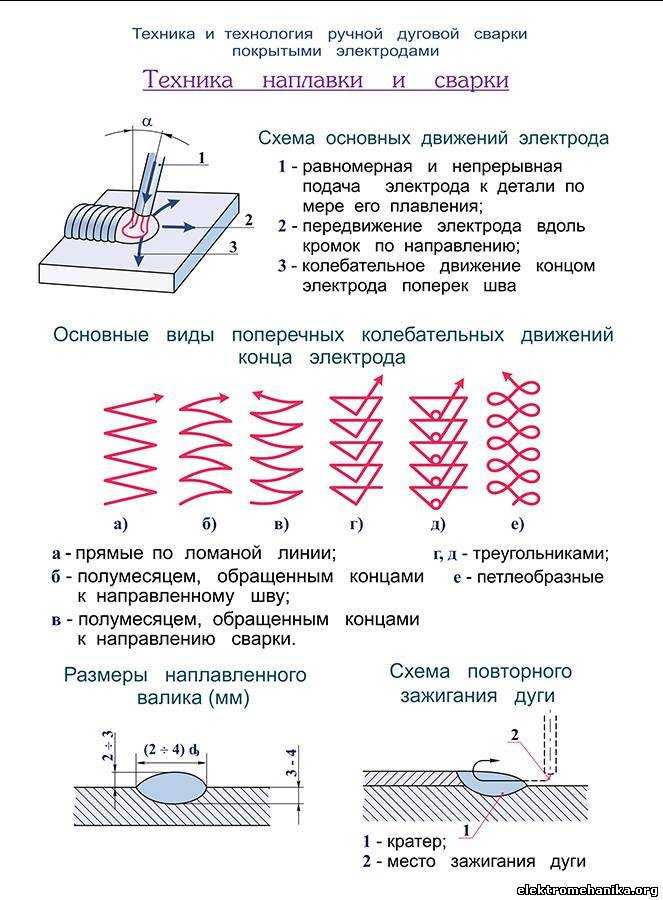 Посмотрите наглядно, как сделать сварочный шов — видео на нашем сайте, где показана вся техника, а также практически, как правильно делается зачистка швов после сварки.
Посмотрите наглядно, как сделать сварочный шов — видео на нашем сайте, где показана вся техника, а также практически, как правильно делается зачистка швов после сварки.
Техника сварки нахлесточных соединений
Такой вид сварки применяется, в основном, в листовых конструкциях. Концы листов, которые будут свариваться, накладываются друг на друга на определенную величину, равную примерно 3-5 толщин листов. Проваривать их нужно по периметру или по кромке углового шва, который образовался накрытием листов. Положительным моментом в этом виде сварки является то, что нет необходимости обрабатывать кромки. Отрицательный момент заключается в том, что затрачивается лишний материал, и конструкция становится тяжелее. Тем не менее, нахлесточное соединение применяется часто.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Как Сделать Сварочный Шов | Сварочные работы Киев
Как сделать сварочный шов, эта та тема, которая интересует каждого начинающего сварщика. Сварщики используют различные методы сварки для различных видов сварных швов. Каждый сварщик имеет разные предпочтения и опыт в различных методах. Для новичков в сварке, сварка с подачей проволоки является самой простой. И, следовательно, лучшей технологией. Продолжайте читать, чтобы узнать, как сделать сварочный шов.
Сварщики используют различные методы сварки для различных видов сварных швов. Каждый сварщик имеет разные предпочтения и опыт в различных методах. Для новичков в сварке, сварка с подачей проволоки является самой простой. И, следовательно, лучшей технологией. Продолжайте читать, чтобы узнать, как сделать сварочный шов.
Как сделать сварочный шов и что такое сварка с подачей проволоки?
Сварка проволокой с подачей проволоки такая же, как сварка металлическим инертным газом (MIG) и газо-дуговая сварка. Сварка MIG, газо-дуговая сварка или сварка с подачей проволоки соединяет металл, нагревая заготовку и электрод из присадочного металла с непрерывной подачей электрической дугой. В процессе используется защитный газ для защиты металлического шва от внешнего загрязнения окружающей среды.
Сварочные аппараты с подачей проволоки специально разработаны для мягкой сварки. Они используют полностью расходуемый электрод и идеально подходят для соединения цветных металлов. Которые являются относительно мягкими.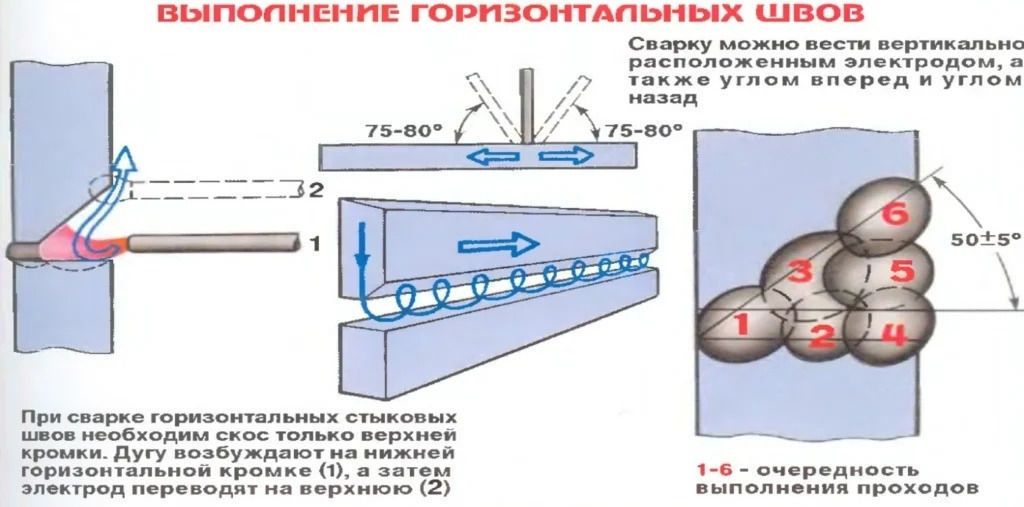
Сварка MIG может быть самой простой в использовании. Но она требует сложных технических условий для обеспечения продуктивности процесса. Вам необходимо освоить использование сварочного пистолета и определить правильный источник сварочного тока, блок подачи проволоки и скорость. Вам также необходимо определить и использовать идеальный защитный газ и проволочный электрод.
Основные правила при сварке с подачей проволоки
Вся сварка требует определенного уровня знаний и глубокого понимания технических особенностей процесса. Вот несколько важных правил, которым вы должны следовать, когда используете сварку с подачей проволоки:
Направление
При сварке вы либо толкаете, либо тянете. Стандартная практика, для которой используется маршрут проста. Если сварочное задание производит шлак, его нужно тянуть или толкать. Проще говоря, при сварке палочкой или сваркой порошковой проволокой вы подносите проволоку к себе. При сварке с подачей проволоки или сварке MIG вы проталкиваете проволоку.
В технике толкания вы отодвигаете пистолет от сварочной ванны. Поскольку сила дуги направлена в сторону от сварочной ванны. Направление толчка создает меньшее проникновение и плоский широкий валик. Это также называется техника переднего плана. Он обеспечивает лучший обзор соединения и позволяет лучше направлять провод в соединение.
В методе вытягивания или перетаскивания пистолет направляется назад к сварочной ванне. А затем отводится от наплавленного металла. Он производит более глубокое проникновение и узкий валик, что приводит к увеличению отложений или отложений металла.
При сварке MIG вы можете использовать технику толкания или вытягивания.
Рабочий угол
Рабочий угол варьируется в зависимости от металла и соединения. Это зависит от металла, толщины металла и типа соединения. Существует четыре важных положения сварки:
- вертикальный
- горизонтальный
- накладные расходы
- плоское положение: в плоском положении тип соединения играет жизненно важную роль при определении рабочего угла.


Для стыковых соединений идеальный угол между пистолетом и заготовкой составляет 90 градусов. Направьте присадочный металл прямо в соединение. Установите угол перемещения от 5 до 15 градусов и сохраняйте его на протяжении всей процедуры. Чтобы избежать подреза и полностью заполнить широкий промежуток. Вы можете перемещаться по шву взад-вперед.
При сварке Т-образного соединения поддерживайте угол 45 градусов между проволокой и заготовкой. Для Т-образного соединения сварщик должен использовать свой опыт и менять угол при необходимости. Особенно при выполнении нескольких проходов. Изменение угла помогает избежать неравномерного производства сварных швов. А также позволяет избежать подрезов.
Коленчатые соединения требуют рабочего угла от 60 до 70 градусов. Вам необходимо отрегулировать угол в зависимости от толщины металла — чем толще металл, тем больше угол.
Горизонтальное положение: при сварке в горизонтальном положении необходимо учитывать влияние силы тяжести. Рабочий угол регулируется от 0 до 15 градусов по мере необходимости. Сварщик настраивается, чтобы избежать провисания. Или перекатывания присадочного металла к нижней части сварного шва.
Рабочий угол регулируется от 0 до 15 градусов по мере необходимости. Сварщик настраивается, чтобы избежать провисания. Или перекатывания присадочного металла к нижней части сварного шва.
Сварщик также должен использовать комбинацию методов толкания и вытягивания, чтобы обеспечить ровный и гладкий шов. Угол перемещения остается неизменным. Несмотря на изменения направления и рабочего угла.
Вертикальное положение: для сварки в вертикальном положении важна предварительная сварка. Рабочий угол будет зависеть от нескольких факторов. Однако угол перемещения для вертикально расположенных сварных швов должен составлять примерно 5 — 15 градусов от перпендикулярного положения. При таком угле сварщик должен использовать технику плетения. Чтобы контролировать размер и форму сварного шва. Он также контролирует охлаждающие эффекты сварочной ванны.
Верхнее положение: верхние сварные швы сложнее иметь дело. Для таких сварных швов нет конкретного рабочего угла. Насколько хорошо сварщик справляется с такой работой, зависит от его опыта. Не все начинают как профессионалы, но всегда есть место для проб и ошибок. Вы можете попрактиковаться на тренировочных листах, прежде чем начать работу над фактическим сварным швом.
Не все начинают как профессионалы, но всегда есть место для проб и ошибок. Вы можете попрактиковаться на тренировочных листах, прежде чем начать работу над фактическим сварным швом.
Угол перемещения
Угол перемещения — это угол между пистолетом и сварным швом в плоскости, если он расположен параллельно направлению движения. При нормальных условиях сварки сварщики поддерживают угол перемещения от 5 до 15 градусов. Они производят наименьшее количество брызг. Имеют повышенную стабильность дуги и более высокие уровни проникновения. Углы выше 20 — 25 градусов снижают производительность, так как они создают больше брызг и меньшее проникновение сварного шва .
Выбор газа для сварки
Выбор защитного газа играет решающую роль в производстве высококачественных сварных швов. Использование неправильного газа может не только создать пористый шов. Но также может создавать вредные пары, которые могут быть токсичными.
Комбинация 75% аргона и 25% диоксида углерода является лучшим универсальным защитным газом для всех углеродистых сталей (аргонная сварка). Он генерирует минимальное разбрызгивание, предотвращает вероятность ожога на более тонких листах металла и создает лучший вид валика.
Он генерирует минимальное разбрызгивание, предотвращает вероятность ожога на более тонких листах металла и создает лучший вид валика.
Вы также можете использовать 100% CO2, и хотя это работает на удивление хорошо. Оно производит значительное количество брызг, а также создает более грубые шарики.
Длина провода
Длина проволоки, выступающей из пистолета, играет решающую роль в поддержании стабильности дуги. Сварщики обычно оставляют 3/8 тыс дюйма торчащего из сварочного аппарата. Дольше, чем это, и дуга будет издавать шипящие звуки, как при жарке бекона.
Советы и приемы
Сварка — это относительно сложная техника для освоения. Знание некоторых конкретных техник может помочь вам научиться искусству.
При сварке листового металла лучше всего использовать проволоку диаметром 0,9 мм. Вы также можете получить проволоку в диапазоне от 0,7 мм до 4 мм, в зависимости от толщины и сварного соединения. Поскольку диаметр проволоки и выбор проволоки напрямую влияют на качество сварного шва, вы должны выбрать правильную проволоку.
Выбор идеального материала для проволоки также важен. Большинство электродов имеют раскисляющие слои. Которые защищают основной металл от загрязнений и помогают улучшить качество сварки.
Используйте высокое соотношение аргона в выборе защитного газа. Комбинация аргона и CO2 работает лучше всего и обеспечивает идеальную защиту при создании оптимальной среды. Правильный выбор защитного газа также важен. Так как он напрямую влияет на уровень производительности процесса.
Сварщики используют постоянный ток, чтобы установить идеальную комбинацию проводов и напряжений. Постоянный ток повышает уровень производительности.
Выполните эту процедуру заранее, чтобы вы знали, как отрегулировать температуру в конце процедуры. Понижение температуры в нужное время имеет решающее значение для обеспечения полного и своевременного охлаждения металла сварного шва для образования идеально гладкого сварного шва.
Используйте соответствующее защитное оборудование
Спасательное оборудование
При сварке с подачей проволоки убедитесь, что у вас есть соответствующее защитное оборудование. Сварка MIG представляет собой деликатный процесс. Поскольку в некоторых случаях он приводит к образованию вредных испарений. Также увеличиваются шансы радиационных ожогов и поражения электрическим током.
Сварка MIG представляет собой деликатный процесс. Поскольку в некоторых случаях он приводит к образованию вредных испарений. Также увеличиваются шансы радиационных ожогов и поражения электрическим током.
Чтобы защитить себя, вам понадобится:
- Огнестойкий комбинезон
- Защитные сапоги
- Кожаные рукавицы
- Сварочный шлем с подачей воздуха
Вы должны быть защищены от возможных пожаров через огнестойкий комбинезон. Электрическая дуга при сварке с подачей проволоки не всегда стабильна. Первоначально, когда вы пытаетесь проверить настройки напряжения и силы тока. Дуга может раскачиваться и подвергать сварщика опасности. В такой ситуации, если одежда сварщиков не является огнестойкой, они могут загореться.
Сварка MIG также выделяет много тепла, что может привести к серьезным ожогам. Огнестойкая одежда пригодится для защиты от тепла, выделяющегося во время процесса. Для дополнительной безопасности сварщик должен также носить кожаные рукавицы.
Кожаные рукавицы обеспечивают лучшую защиту по сравнению с перчатками. Они покрывают сварщика до локтя, что идеально подходит для такой опасной процедуры сварки. Все сварочные работы выделяют много тепла и могут привести к серьезным ожогам сварщика. Мы рекомендуем вам всегда использовать кожаные рукавицы вместо перчаток.
Защитные ботинки являются еще одним важным элементом защитного снаряжения. При сварке в вертикальном или верхнем положении небольшая капля металла может упасть на землю под действием силы тяжести. В таких ситуациях возможность попадания расплавленного металла на ноги сварщика представляет серьезную угрозу безопасности. Чтобы защитить себя, сварщики должны носить одобренные защитные ботинки.
Наконец, но самое главное, вам нужно надеть подходящий сварочный шлем. Сварочный шлем выполняет две основные функции.
- Защищает глаза
- Обеспечивает безопасную систему дыхания
Все виды дуговой сварки дают невероятно яркий свет. Близость дуги и сварщика делает его реальной угрозой безопасности.
Помимо того, что в нем есть линза с автоматическим затемнением, шлем также должен иметь вентиляционную систему с подачей воздуха. Чтобы исключить возможность вдыхания токсичных паров сварщиком. Сварщик также должен знать свою зону дыхания и поддерживать разумное расстояние от заготовки.
При использовании вытяжного устройства убедитесь, что вы направили сопло в правильном направлении. Чтобы пары не попали вам в лицо. Вместо этого направьте вытяжку как можно дальше от зоны дыхания.
Перед началом процедуры сварки:
- Убедитесь, что вы знаете обо всех опасностях, связанных с процессом;
- Всегда проверяйте ваш шлем и другие средства индивидуальной защиты, чтобы убедиться, что он соответствует требованиям процедуры сварки;
- Разберитесь с оборудованием и убедитесь, что вы знаете, как оно работает;
- Установите оборудование для локальной вытяжной вентиляции и дыхания перед началом сварки;
- Обязательно передайте информацию своим коллегам.

Самое важное при сварке нержавейки или сварке алюминия, а также других металлов — это опыт и техника безопасности. С нашими услугами вы можете ознакомится на сайте. Каталог наших работ здесь. Если вы хотите обратится к профи, тогда звоните нам. Компания Welding Service с многолетним решит задачу любой сложности. Изготовление металлоконструкций любого объема в оговоренные сроки. Звоните! Рады каждому клиенту.
Посмотреть Прайс
Контакты
Как сделать сварочный шов
Восемь советов по созданию качественного сварного шва
Восемь советов по созданию хорошего сварного шва
Важно знать основные принципы создания безопасного, прочного и чистого сварного шва.
Мэтью Хефферан, специалист по полевым применениям Welding Industries of Australia (WIA), делится своими восемью советами по созданию качественного сварного шва.
1. Безопасность
Убедитесь, что у вас есть правильное защитное снаряжение, включая перчатки, огнеупорную куртку и каску.
Разработанная для сварщиков, которым нужна защита, производительность и комфорт по доступной цене, компания WIA предлагает маски BlueFX и ViewFX с автоматическим затемнением, которые помогают сварщикам оставаться в безопасности.
2. Выберите процесс
MIG, порошковая проволока, Stick и TIG? Не запутайтесь во всех различных терминах.
При сварке проволокой используются катушки с проволокой, которые подаются через пистолет, а постоянная подача проволоки сводит к минимуму количество пусков и остановок. Это быстро, экономично и лучше подходит для сварки тонколистового металла.
Существует два типа проволочной сварки:
1. MIG (металлический инертный газ) : Сварка MIG основана на постоянном потоке защитного газа для защиты сварного шва от загрязнения. Ограничения сварки MIG заключаются в том, что ее может быть трудно использовать на открытом воздухе, и вам придется возить с собой газовый баллон.
2. Порошковая проволока: При сварке порошковой проволокой используется проволока, специально предназначенная для использования с защитным газом или без него в зависимости от используемой проволоки. Самоэкранированные провода, которые могут прокладываться без использования газа, подходят для наружных работ.
Самоэкранированные провода, которые могут прокладываться без использования газа, подходят для наружных работ.
Палка (SMAW)
Лучший выбор для быстрого ремонта. Его легко настроить, и в нем используется стержневой электрод, такой как Austarc 16TC и 12P, поэтому вам не нужен механизм подачи проволоки. Stick работает медленнее, чем сварка MIG, но часто более щадящая при работе с грязным или ржавым металлом. Палка не рекомендуется для сварки тонколистового металла.
Вольфрамовый инертный газ (TIG)
Сварка TIG предпочтительна для архитектурных или автомобильных работ, где сварной шов должен выглядеть хорошо. Это также хороший способ сварки тонкого и листового металла и получения бесшовного вида. TIG труднее всего освоить, но он не выйдет за рамки вашего понимания, если вы приложите к нему усилия. Аппараты TIG могут сваривать различные металлы, однако, если вы хотите специально сваривать TIG алюминий, вам потребуется аппарат с функциями переменного/постоянного тока, например, аппарат WIA Weldarc 200i AC/DC.
Если ваша работа требует использования ряда различных процессов, WIA предлагает различные многофункциональные машины, включая Weldmatic 200i, 250i, 350i или 500i.
3. Выберите подходящий аппарат для сварки
Не существует единого процесса сварки, подходящего для всех областей применения, поэтому вам необходимо выбрать тот, который лучше всего подходит для вашей области применения.
В процессе выбора следует учитывать следующие факторы:
- тип свариваемого материала
- толщина материала
- сварочная позиция
- тип источника сварочного тока и доступная сила тока
Чтобы немного упростить процесс выбора, WIA подготовила подборку, которая поможет вам выбрать подходящий сварочный аппарат для вашего применения.
4. Убедитесь, что ваш материал чистый
Убедитесь, что все материалы чистые. Любое масло, ржавчина, краска или прокатная окалина могут вызвать загрязнение и привести к некачественному сварному шву. Прежде чем начать процесс сварки, очистите все свое оборудование, поверхности и материалы, чтобы убедиться, что все чистое.
Прежде чем начать процесс сварки, очистите все свое оборудование, поверхности и материалы, чтобы убедиться, что все чистое.
5. Выберите правильные настройки
Правильные настройки сварочного аппарата окажут огромное влияние на качество сварки. Каждый продукт WIA поставляется с листом технических данных, который позволит вам определить оптимальные настройки для вашего сварного шва.
6. Поддерживайте правильный вылет
При сварке MIG важно поддерживать правильное расстояние между контактным наконечником CTWD и рабочим расстоянием. Если значение CTWD слишком мало, вы обнаружите чрезмерный износ наконечника, а если CTWD слишком далеко, вы почувствуете снижение силы тока. Обе проблемы приведут к плохому сварному шву.
Оптимальное значение CTWD для проволоки диаметром 0,9 мм составляет от 10 до 16 мм, а для проволоки диаметром 1,2 мм — от 16 до 19 мм.
7. Настройте машину для каждого сварного шва
Проверьте свою справочную таблицу и отрегулируйте wfs и напряжение в соответствии с ними. Сделайте несколько пробных сварных швов на металлоломе, чтобы убедиться, что вы довольны настройками.
Сделайте несколько пробных сварных швов на металлоломе, чтобы убедиться, что вы довольны настройками.
8. Практика, практика, практика!
Практика делает совершенным. Чем больше сварки вы сделаете, тем лучше вы станете.
Дата: 02.12.2018
Как сделать более прочный сварной шов MIG — Baker’s Gas & Welding Supplies, Inc.
Сварка MIG на спуске отлично подходит для тонкого металла и соединений, которые не будут подвергаться сильному давлению и интенсивному использованию. Однако, как только вы начнете сваривать более толстые металлы, которые часто используются, вам нужно начать искать более надежные методы, которые создают прочные сварные швы, такие как сварка в гору. Сварка в гору может быть сложной задачей, потому что большинству сварщиков трудно удерживать горелку неподвижно, а сварочная ванна должна двигаться вверх во время сварки. Однако, если вам нужен более прочный сварной шов, сварка MIG в гору — один из лучших приемов, который вы можете использовать.
Вот несколько важных советов о том, как сделать сварные швы MIG прочнее:
Очистите металл
Прокатная окалина на стали будет врагом прочного сварного шва, добавляя примеси, которые ослабляют сварные швы. Насколько это возможно, отшлифуйте, отшлифуйте и протрите металл перед сваркой. Сварка MIG с защитным газом сохраняет чистоту металла во время работы, но если вы не подготовите металл, вы получите только более слабые сварные швы, которые с большей вероятностью лопнут.
Настройки тестовой сварки
Если у вас нет пресса, который может создать нагрузку на тренировочные сварные швы, хотя бы несколько раз ударьте по тренировочным сварным швам молотком или киянкой. По мере того, как вы совершенствуете свою технику сварки, проведение стресс-тестов сварных швов позволит вам узнать, достаточно ли вы проникаете в металл и достигаете ли достаточного плавления.
Если ваши сварные швы начинают трескаться под давлением, измените настройки, измените технику или задайте вопрос на онлайн-форуме по сварке. Убедитесь, что вы используете правильные материалы, когда проверяете свою технику и настройки.
Убедитесь, что вы используете правильные материалы, когда проверяете свою технику и настройки.
Вертикальная сварка MIG в гору
Обведите передний край ванны серией перевернутых букв V . Вы не хотите накапливать свой сварной шов. Единственный способ добиться хорошего проплавления — это поддерживать движение сварочной ванны вперед. Проплавление происходит в передней части сварочной ванны. В противном случае вы просто создадите небрежный, неэффективный шов, который не выдержит давления.
Сделайте дополнительный проход для более прочных сварных швов MIG
Если вы не возражаете против ухудшения внешнего вида сварного шва и достаточно уверены в своей технике, попробуйте выполнить дополнительный проход вдоль сварного шва. Выполнение двух проходов может дать вам дополнительное слияние между двумя сторонами, если они особенно далеко друг от друга. Кроме того, второй сварной шов будет значительно прочнее первого, так как металл был предварительно нагрет вашим первым проходом.
Все это говорит о том, что если ваш шов довольно узкий и вы хотите сделать сварной шов немного прочнее, вы можете сделать небольшой предварительный нагрев. Просто остерегайтесь перегрева, потому что сварка может разрушить вашу металлическую заготовку.
Взорвите прихватки на место
Не переусердствуйте с прихватками для сварки MIG, когда пришло время подготовить металл. Прихватки скрепляют ваши металлические детали, но многие сварщики не могут их оптимизировать. Например, прихваточный шов должен быть хорошим и горячим с большой силой тока. Кроме того, хороший грунт поможет вам получить максимальную отдачу от прихваточного шва.
Последнее, что вам нужно, особенно при сварке в гору, это чтобы ваш металл сместился. Затем вы застреваете в резке и шлифовке частичного сварного шва. Начните с настроек для более тонкого металла, которые вы можете изменить, работая над совершенствованием. Вам нужна достаточная мощность для хорошего плавления, но вы не хотите, чтобы расплавленный металл лился на вашу заготовку, когда вы пытаетесь сварить!
Держите провод MIG коротким
Вылет провода MIG должен быть на более короткой стороне.