Как сделать профилегиб: Профилегиб своими руками – чертежи ручного профилегибочного станка, фото, видео
alexxlab | 01.02.1995 | 0 | Разное
Самодельный ручной профилегиб своими руками: чертежи, фото, видео
Содержание статьи:
- Выбор конструкции станка
- Чертеж типового станка
- Нагрев трубы для обработки на станке
- Преимущества использования ручного станка
- Станки профилегибы — примеры чертежей
Чтобы своими руками придать нужную форму металлическому профилю или трубе, можно воспользоваться различными приспособлениями. Самым удобным инструментом, который дает возможность самому сделать такую работу, является профилегиб.
Стоимость такого оборудования на современном рынке является достаточно высокой, поэтому приобрести его может позволить себе не каждый человек. Но при желании, наличии необходимых материалов, чертежей и знаний профилегибочный станок можно собрать и своими руками.
Чтобы получить возможность в домашних условиях самому сгибать профиль или трубы из металла, понадобиться ручной самодельный профилегиб. Такой станок дает возможность самому изогнуть профиль. Благодаря этому можно будет самостоятельно получать различные металлические заготовки с требуемой кривизной и контуром.
Благодаря этому можно будет самостоятельно получать различные металлические заготовки с требуемой кривизной и контуром.
Выбор конструкции станка
Ручной профилегиб
Если с помощью гибочного станка для профиля будут проводиться большие объемы работ, то оптимальным вариантом будет приобретение профессионального оборудования, в котором присутствует множество дополнительных функций. А вот в случае проведения обычного сгибаний профиля или трубы будет достаточно и ручного оборудования, которое легко сделать своими руками.
Конструкция такого самодельного станка во многом будет зависеть от толщины трубы. В этом плане могут быть разные варианты.
Если диаметр обрабатываемой заготовки будет меньшим 20 мм, трубу или профиль можно согнуть и с применением бетонной плиты со штырями из прочного металла. В таком случае, проходя между ними, профиль или труба будет сгибаться на требуемый угол и в нужную сторону. В случае же превышения ее диаметра 25 миллиметров, понадобится разработать чертежи профилегибочного станка более сложной конструкции, и сделать по ним собственный станок.

Чертеж типового станка
Сейчас можно встретить немало конструкций ручных профилегибов, которые можно сделать из простых деталей своими руками и без наличия специальных навыков. Один из самых простых чертежей станка профилегибочного типа позволяет осуществлять радиальный загиб труб и прямоугольного профиля. Необходимость именно в таком загибе материала возникает наиболее часто.
Чертежи самодельного профилегиба
Принцип работы такого самодельного оборудования базируется на использовании трех роликов – двух опорных и основного рабочего. Именно этот рабочий ролик будет деформировать трубу в процессе работы самодельного оборудования.
Главный рабочий вал должен иметь небольшой свободный ход, который будут ограничивать параметры направляющих. Для изготовления таких элементов конструкции используются:
- стальные пластины толщиной до 8 миллиметров;
- одна большая пластина;
- стальной уголок длиной 30 см – таких элементов нужно 4;
- вспомогательные ролики.

К большой пластине прикрепляются вспомогательные ролики с использованием болтов, а с применением сварочного аппарата – уголки, что будут играть роль направляющих.
Чтобы повысить прочность и надежность основания, к его низу следует приварить два стальных уголка. Для усиления направляющих сверху к ним прикрепляется с помощью сварочного аппарата металлическая пластина с отверстием. Ее диаметр должен превышать сечение винта, который будет оказывать основную нагрузку на рабочий вал сделанного своими руками ручного профилегиба.
Чтобы снизить вероятность поломки резьбы винта или рабочей гайки при возникновении сильных нагрузок, рекомендуется использовать детали, которые имеют кинематическую резьбу прямоугольной или трапециевидной формы.
После завершения установки направляющих роликов гибочный станок будет готов к работе, и на нем своими руками трубам и прямоугольному профилю можно будет придавать любую конфигурацию.
Нагрев трубы для обработки на станке
При работе на таком ручном станке, который был сделан своими руками, трубу или профиль из металла в большинстве случаев нужно будет предварительно нагревать. В процессе нагревания материал может трескаться, выпучивать или сминаться. Чтобы предотвратить такие дефекты с трубой при обработке на самодельном профилегибочном станке ее нужно будет набивать речным кварцевым песком.
В процессе нагревания материал может трескаться, выпучивать или сминаться. Чтобы предотвратить такие дефекты с трубой при обработке на самодельном профилегибочном станке ее нужно будет набивать речным кварцевым песком.
Перед тем, как наполнить трубу песком для придания ей нужной конфигурации на профилегибочном станке, одна ее сторона затыкается пробкой, длина которой должна составлять примерно в два раза больше, чем диаметр трубы.
После засыпания песка вторая сторона трубы также забивается пробкой. В ней должны быть проделаны отверстия, выводящие газы, которые образуются в процессе нагревания трубы. После этого на трубу в местах изгиба наносятся отметки с помощью обычного мела.
Сгибание профиля на станке
Если в процессе работы на сделанном своими руками профилегибочном станке трубу нужно будет сгибать на угол 90 градусов, ее нужно нагревать с интервалом в шесть диаметров этой трубы, при сгибании на 60 градусов – на четыре диаметра, на 45 – три диаметра.
Прекращать нагрев материала необходимо сразу же после того, как с его поверхности слетит окалина; это – надежный признак хорошего прогревания заготовки. Образование искр на материалы – признак его перегревания.
Образование искр на материалы – признак его перегревания.
Сгибание материала необходимо осуществлять на станке за один раз после первого нагревания. В противном же случае, при нескольких нагреваниях, структура материала может ухудшаться, что скажется на дальнейшем использовании.
Таблица изгиба труб в зависимости от нагрева
90 – время нагрева = диаметр заготовки Х 6.
60 – время нагрева = диаметр заготовки Х 4.
45 – время нагрева = диаметр заготовки Х 3.
Преимущества использования ручного станка
Необходимо помнить, что собранный ручной профилегиб своими руками должен иметь шаблон, с которым получить необходимую конфигурацию материала будет намного легче, чем при его отсутствии.
Таким образом, в собственноручном изготовлении такого станка нет ничего сложно, для этого даже не нужно иметь никаких специальных материалов или навыков. Воспользовавшись вышеприведенными советами, каждый желающий сможет самостоятельно сделать ручной станок-профилегиб для придания металлическим трубам или профилю нужной формы. Его использование избавит от проблем со сгибанием профиля и труб, а также от необходимости значительных материальных затрат на приобретение специального дорогостоящего оборудования для такой их обработки.
Его использование избавит от проблем со сгибанием профиля и труб, а также от необходимости значительных материальных затрат на приобретение специального дорогостоящего оборудования для такой их обработки.
Станки профилегибы — примеры чертежей
Профилегиб своими руками: пошаговая инструкция, видео
Профилегиб поможет изготовить из металлических труб гнутые дуги, широко применяющиеся в строительстве и благоустройстве участка. Разберемся, как сделать профилегиб своими руками.
Дуги из профильной трубы – востребованный материал для благоустройства дачного участка, строительства теплиц, навесов, беседок. Покупать такой прокат не выгодно: он дороже обычных прямых труб в 2 раза и более, а сделать дуги самому довольно просто. Для этого нужен специальный станок, который называется профилегиб. Разберемся, как соорудить профилегиб своими руками, сравним наиболее распространенные конструкции и выберем лучший вариант.
Применение профилегиба и принцип его работы
Назначение профилегиба – деформация металла в холодном состоянии до достижения необходимой формы. При этом по сравнению со станком для сгибания обычных труб (трубогибом) в работе профилегиба есть несколько специфичных моментов:
При этом по сравнению со станком для сгибания обычных труб (трубогибом) в работе профилегиба есть несколько специфичных моментов:
- Профильная труба лучше противостоит деформациям, поэтому нужно приложить большое усилие, чтобы ее согнуть.
- Как правило, создаваемые дуги имеют большой радиус кривизны.
Сам процесс изгибания металла основан на приложении деформирующего усилия по центру балки, лежащей на двух опорах. При этом, благодаря прокатыванию профиля по роликам, его сечение в процессе обработки не меняется, на поверхности не появляются смятые участки, складки. Просвет профильной трубы также сохраняется максимально близким к исходному значению.
Конструкция
Чтобы получить профиль, равномерно изогнутый по всей длине и имеющий нужный радиус кривизны, опоры станка выполняются в виде роликов. При этом один ролик (чаще всего расположенный посередине) закреплен подвижно, а два других – нет. Положением прижимного ролика задается определенный радиус изгиба.
Такая схема имеет несколько вариантов воплощения:
- Подвижный ролик один и расположен посередине, опускаясь сверху. Это – наиболее простая конструкция, которую легко реализовать, делая трубогиб самостоятельно. Именно такие станки наиболее широко распространены в классе устройств с ручным механизмом прижима. Недостаток схемы – не слишком мощное усилие, которое не позволяет сгибать наиболее толстый прокат.
- Одиночный подвижный ролик размещен с краю. В этом случае валик, регулирующий изгиб, поднимается с помощью гидравлического домкрата или винтового механизма.
- Подвижный ролик поставлен сбоку (справа или слева). Такая конструкция позволяет завивать профиль в спирали.
- Подвижно установлены два или три ролика. Это – наиболее сложная схема, которую непросто воплотить своими руками, поэтому такие трубогибы обычно делают редко. Главное достоинство такого станка – возможность получить не просто дугу, а гнутый профиль любой сложности.
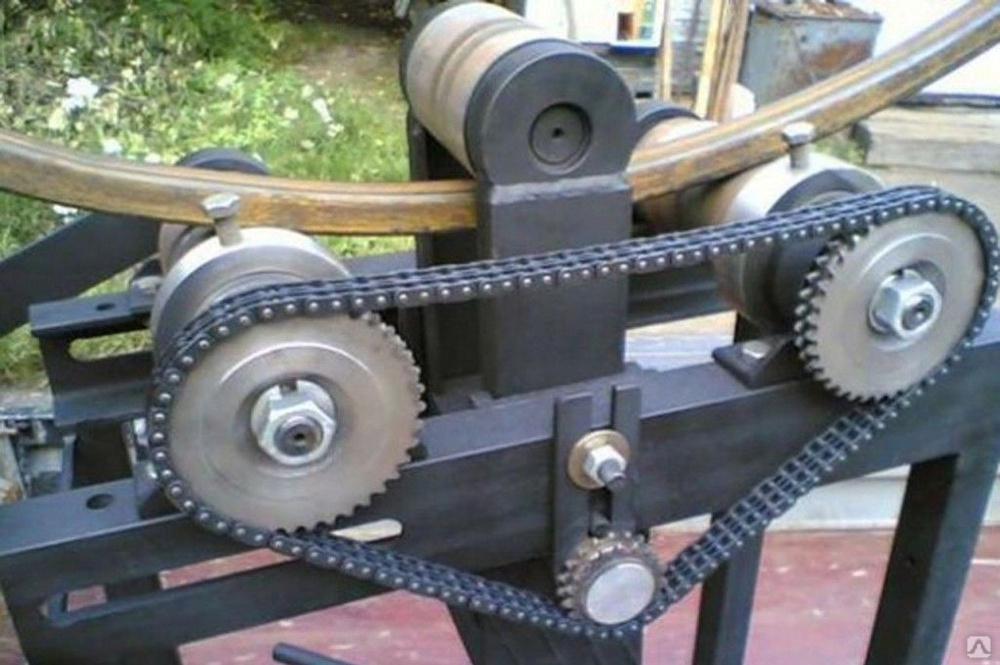
[warning]В простейшую конструкцию трубогиба можно внести десятки улучшений: предусмотреть возможность передачи усилия через цепную передачу с ведущего ролика на остальные, заложить возможность смены роликов для прокатывания труб разного диаметра, перестановки валов по расстоянию для задания радиуса кривизны и т. д.[/warning]
д.[/warning]
Помимо расположения валов, разные модели трубогиба отличаются наличием привода для протаскивания профиля. Это может быть как обычная рукоять, вращаемая мускульным усилием, так и привод на электродвигатель. Оснащенные внешним приводом станки сложнее по конструкции, но способность обрабатывать более толстый прокат зачастую окупает трудности конструирования.
Необходимые материалы и инструмент
Материалы для изготовления трубогиба подбираются, исходя из определенных для станка задач и имеющихся в наличии узлов и деталей. Мы предлагаем комплект деталей для изготовления станка, которому под силу справиться с профильной трубой диаметром до 60 мм. Но многие из компонентов можно заменить, в зависимости от того, какие материалы удастся найти в хозяйстве или недорого купить. Итак, вот примерный перечень материалов:
- Отрезки швеллера №80. Из него будет изготовлена станина станка. Допускаются и другие виды швеллера или уголков, лишь бы толщина металла была не менее 3 мм, а ширины металлопроката хватало для установки валов и остальных деталей.

- Готовые подшипники, запрессованные в подшипниковые узлы. Здесь лучше приобрести готовые детали, так как трудоемкость изготовления подшипникового узла велика, а от его качества во многом зависит эффективность работы станка.
- Стальной вал 70-мм диаметра (3 штуки).
- Приводные звездочки и цепь. Мы взяли элементы из ГРМ классической модели «Жигулей», но подойдут и велосипедные детали.
- Болты М20х60.
- Гладкая стальная арматура.
- Стальные полосы 5-мм толщины.
- Гроверные шайбы, гайки М20.
Инструментарий для работы достаточно распространен и встречается во многих домах. Два наиболее редких инструмента – это сварочный аппарат и «болгарка». Без них не обойтись при изготовлении станины трубогиба. Если этих инструментов нет в хозяйстве, их стоит приобрести или взять в аренду на время.
Также понадобится электродрель, сверла по металлу, разметочный инструмент (кернеры, чертилки, рулетка, карандаш), молоток, гаечные ключи №20. Набор инструментов, в зависимости от запланированных элементов конструкции, может дополняться, но в основе своей останется таким же. Подготовив все необходимое, можно начинать работу.
Набор инструментов, в зависимости от запланированных элементов конструкции, может дополняться, но в основе своей останется таким же. Подготовив все необходимое, можно начинать работу.
Как сделать профилегиб своими руками. Пошаговая инструкция
Прежде всего, начинают с создания чертежей. Чем подробнее вы будете представлять, что и как делать, тем лучше. Готовый чертеж можно взять из Интернета, но это далеко не всегда оправдано, ведь набор доступных деталей в каждом случае свой, да и задачи, для которых сооружается гибочный станок, могут различаться. Чертеж вычерчивают на бумаге или строят с помощью специальных программ.
Далее порядок работы таков:
- Швеллер нарезается на куски нужного размера, из него собирается нижняя часть станины и перекладина в виде буквы «П» для прижимного ролика. Детали соединяются с помощью сварки. Станину и поперечину пока не соединяют.
- По чертежам размечаются отверстия для валов, намечаются кернером, затем сверлятся. В местах установки валов на станину наваривают куски полосовой стали, чтобы толщина металла достигла 1 см и более.
 После этого можно быть уверенным, что станина выдержит нагрузку.
После этого можно быть уверенным, что станина выдержит нагрузку. - Внутри боковых стоек перекладины крепят болтами направляющие для подвижного вала. Вал вводят в направляюще, убеждаются, что он способен перемещаться. Прижимной винт изготавливают из болта с просверленным отверстием для ворота. Под ворот сверлят отверстие в перекладине, приваривают крепежные гайки. Ворот ставят на место, соединяют с валом.
- Валы для неподвижных роликов вставляют в отверстия на станине, закрепляют с помощью болтов и гаек с гроверами.
- К валам наваривают звездочки передачи, соединяют их цепью. К ведущему валу приваривают ручку из согнутой арматуры.
- Сваривают станину с перекладиной.
[warning]Когда станок полностью собран, его тщательно красят, чтобы коррозионные процессы не разрушали металл. Все подшипники, звездочки и цепь тщательно смазывают, рукояти полируют.[/warning]
Чтобы для протаскивания трубы через вальцы требовалось прикладывать меньшее усилие, применяют принцип уменьшения передачи (он реализован, например, в велосипеде).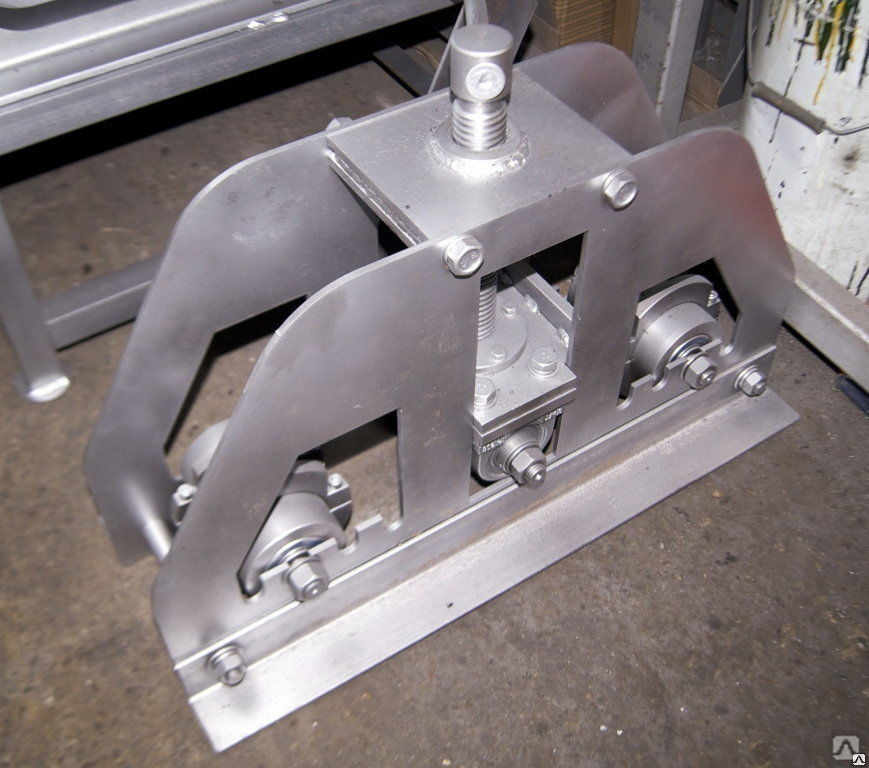 Для этого ручку приваривают к шестерне небольшого диаметра, установленной на отдельной оси, размещенной на корпусе. К валикам прикрепляют шестеренки большего диаметра. Главное, чтобы шаг зубьев у малой звездочки совпадал с шагом зубцов больших шестерен.
Для этого ручку приваривают к шестерне небольшого диаметра, установленной на отдельной оси, размещенной на корпусе. К валикам прикрепляют шестеренки большего диаметра. Главное, чтобы шаг зубьев у малой звездочки совпадал с шагом зубцов больших шестерен.
Еще один вариант, который позволяет обеспечить заметно большее усилие – установка в качестве привода низкооборотного электрического мотора. Тогда его ось соединяется с ведущим валом станка (непосредственно или через передачу). Такое дополнение усложняет конструкцию, но существенно расширяет функциональные возможности.
Порядок гибки труб
Чтобы на станке с ручным приводом согнуть трубу, необходимо сделать несколько проходов. Для этого подвижный вал перемещают так, чтобы создать небольшой радиус изгиба. Трубу прокатывают несколько раз, пока изгиб не перестанет увеличиваться.
[warning]После каждого прокатывания трубу необходимо перевернуть и пропустить через станок другой стороной. Если этого не сделать и пропускать профиль только в одном направлении, он непременно окажется смятым с одной стороны. [/warning]
[/warning]
Если требуется получить дугу с большим изгибом, положение центрального валка меняют несколько раз. Главная ошибка новичков при работе с гибочным станком – стремление быстрее достигнуть результата, сократив число прогонов. Это не только увеличивает нагрузку на станок, но и создает лишние деформации в металле.
Если требуется изготовить несколько одинаковых дуг, то при изготовлении первой следует тщательно записывать весь порядок действий. Подробная технологическая карта, содержащая указания по всем этапам (сколько раз пропускали трубу в каждом направлении, на сколько оборотов опускали прижимной валик и т.д.) поможет воспроизвести режим изготовления с максимально возможной точностью.
Советы профессионалов
Мы рекомендуем несколько видеофрагментов, содержащих полезные советы по сооружению профилегибов своими руками. Вы можете своими глазами увидеть все этапы работы и познакомиться с различными вариантами конструкции этого станка, чтобы выбрать для себя наиболее подходящий:
Профилегиб – полезный в хозяйстве станок, который будет нужен во множестве случаев. Если разобраться в конструкции, его вполне можно соорудить самому, не затратив много времени и средств. И тогда это полезное устройство станет помощником в благоустройстве приусадебного или садового участка.
КАК ПРАВИЛЬНО ПОЛЬЗОВАТЬСЯ ГИДРАВЛИЧЕСКОЙ ПРОФИЛЬНОЙ МАШИНОЙ?
Что такое профилегибочный станок?
Перед вводом в эксплуатацию очень важно понять, как работают гидравлические профилегибочные машины. В этой статье мы познакомим вас с процессом гибки профилей и научим вас всему, на что нужно обратить внимание при работе с этой машиной.
Осмотр
- Перед вводом в эксплуатацию профилегибочного станка (профилегибочного станка) необходимо провести тщательный осмотр станка.
 Ниже приведен контрольный список, которому должны следовать операторы станков.
Ниже приведен контрольный список, которому должны следовать операторы станков. - Проверяйте свой гидравлический профилегибочный станок перед каждым использованием, чтобы снизить риск серьезного поражения электрическим током, несчастных случаев, связанных с обрушением, и избежать повреждения станка.
- Удалите смазку или грязь с рукояток и органов управления. Это позволяет лучше управлять гидравлическим профилегибочным станком (профилегибочным станком) и предотвращает выскальзывание станка или органа управления из держателя во время использования.
- Проверить гидравлические утечки на наличие утечек. Проверьте уровень жидкости, а также проверьте наличие сломанных, треснутых, изогнутых, отсутствующих или скрепленных деталей, которые могут поставить под угрозу безопасную работу машины.
- Убедитесь, что шнур питания и вилка в хорошем состоянии. Если во время осмотра будут обнаружены какие-либо проблемы, не используйте машину до тех пор, пока проблемы не будут устранены.

Подача
Подача материала в профилегибочный станок не очень сложна, но есть несколько моментов, на которые следует обратить внимание. Здесь мы разбиваем процесс кормления на 3 этапа. Следование шагам гарантирует успешную работу.
- Убедитесь, что машина и рабочая зона установлены надлежащим образом и в них нет посторонних и отвлекающих факторов. Выключатель вкл/выкл изначально должен находиться в положении ВЫКЛ. Отметьте металлический профиль, чтобы при необходимости согнуть его в подходящем месте, и откройте верхнюю раму.
- Вставьте металлический профиль во вход ролика. Отрегулируйте правильное положение направляющего ролика 3D, чтобы он поддерживал профиль. При необходимости подложите под профиль опору, чтобы при необходимости удерживать его в правильном положении изгиба.
- Наконец, закройте раму и вставьте опорные штифты в угол через крылья рамы. Выровняйте угловые кронштейны так, чтобы нулевые метки на индикаторах угла совпали с меткой на верхнем крыле.
 Гибочные станки с открытым крылом не имеют индикаторов угла. Убедитесь, что штифты полностью вставлены в нижнюю створку и убедитесь, что машина и металлический профиль устойчивы.
Гибочные станки с открытым крылом не имеют индикаторов угла. Убедитесь, что штифты полностью вставлены в нижнюю створку и убедитесь, что машина и металлический профиль устойчивы.
Основы безопасности
После запуска гидравлического профильно-гибочного станка важно соблюдать некоторые меры предосторожности.
Не прикасайтесь к работающему станку для гибки профилей.
Не кладите пальцы, руки или какие-либо части тела в положение, в котором они могут быть зажаты или зажаты. Убедитесь, что направляющий ролик 3D находится в правильном положении для изгиба металлического профиля.
Убедитесь, что концы металлического профиля выходят за пределы угловых скоб настолько, чтобы предотвратить скольжение трубы при изгибе. Держитесь подальше от движущейся трубы.
Соображения
Для достижения наилучших результатов процесса гибки, в дополнение к базовым показателям безопасности, необходимо учитывать некоторые другие соображения.
Убедитесь, что металлический профиль правильно закреплен, чтобы предотвратить его перемещение или падение.
После достижения желаемой степени изгиба остановите машину. Снимите металлический профиль с вашего гидравлического профилегибочного станка.
ПОИСК
ПоискЧТО ТАКОЕ ПРОФИЛЬНАЯ МАШИНА
- Процесс предварительной гибки и гибки
- Как правильно выбрать профилегибочный станок
- Опробовать, отладить профильно-гибочный станок, установить
- Смазочная и гидравлическая система
- Эти преимущества делают профилегибочный станок отличным
- Как правильно использовать гидравлический профильогиб?
СТАНОК ДЛЯ ГИБКИ АЛЮМИНИЕВЫХ ПРОФИЛЕЙ
Подходит для гибки алюминиевых профилей для автомобилей, дверей и окон
нажмите здесь
Гидравлический профилегибочный станок
Может сгибать медные, углеродистые, нержавеющие и алюминиевые профили.
Угол, швеллер, балка, плоский стержень, круглый и квадратный стержень, труба, квадратная труба.
нажмите здесь
PBT-25 C
ТРУБОГИБОЧНЫЙ СТАНОК С ЧПУ Высокопроизводительный трубогибочный станок для холодной гибки, ЧПУ, несколько программ, несколько настроек угла, более простое управление и программные настройки.
Он широко используется и может использоваться в серийно выпускаемых или стандартизированных продуктах, таких как выхлопные трубы, сиденья, бамперы и вся стальная мебель.
НАЖМИТЕ ЗДЕСЬ
Ручной или полугидравлический профильный гибочный станок
Малый профильный гибочный станок с ручным и полугидравлическим приводом может выполнять гибку профилей, отличных от балок.
нажмите здесь
Станки для гибки профилей: как они работают?
Профилегибочные станки, гибка листового металла. Гибка — это процесс, который позволяет сгибать лист с большой точностью. Цель состоит в том, чтобы получить требуемую геометрию детали. Гибочный станок используется для гибки и гибки всех видов листового металла. Бендеры бывают нескольких видов. Это именно; Листогибочные станки, гидравлические и механические профилегибочные станки, листогибочные станки и трубогибы. Профилегибочный станок обычно относится к трубогибу, используемому для гибки трубчатых объектов. Они в основном используются для гибки труб и труб. Профилегибочные станки предпочтительны из-за их точности и полезности. 9№ 0007
Цель состоит в том, чтобы получить требуемую геометрию детали. Гибочный станок используется для гибки и гибки всех видов листового металла. Бендеры бывают нескольких видов. Это именно; Листогибочные станки, гидравлические и механические профилегибочные станки, листогибочные станки и трубогибы. Профилегибочный станок обычно относится к трубогибу, используемому для гибки трубчатых объектов. Они в основном используются для гибки труб и труб. Профилегибочные станки предпочтительны из-за их точности и полезности. 9№ 0007
Профилегибочные станки Durma могут использоваться в различных отраслях. Они производятся для получения эффективных и надежных результатов. Профилегибочные станки Durma оснащены новейшими технологиями. Они предназначены для многократного использования, чтобы не ставить под угрозу вашу производственную линию.
Как работают профилегибочные станки?
В принципе, лист прижимается между нижним и верхним валками. После этого он изгибается движением нижних валков вверх. Он может быть сформирован путем поворота валков.
Он может быть сформирован путем поворота валков.
В профилегибочных станках требуется точная и аккуратная гибка. Это обеспечивается механизмом листовых валков из закаленной и специальной стали. Механические боковые опоры предназначены для обеспечения длительного использования. Чаще всего используются следующие детали:
- Листовые валки и нижние валы с опорой двигателя и трансмиссии,
- Чугунная рама,
- Панель управления.
Дополнительно; устройство для гибки стержней, цифровой дисплей, специальные листовые валки и специальная опора для угла являются дополнительным оборудованием.
Каковы преимущества профилегибочных станков Durma?
Профилегибочные станки Durma обеспечивают быструю и надежную работу благодаря прочной стальной конструкции и системе двигателя. Профилегибочные станки Durma, оснащенные удобными в использовании прочными листовыми валками, предназначены для минимизации потерь энергии. Благодаря их экологичной конструкции вы сэкономите на счетах за электроэнергию.
Выполняя точную гибку на профилегибочных станках Durma, вы получите точные результаты. Низкий предел погрешности гарантирует, что вы сэкономите время и рабочую силу. Точность обеспечивается инновационной технологией Durma и нашей трудолюбивой командой исследователей и разработчиков. Вашему бизнесу нужны идеальные результаты на каждом изгибе, и машины Durma обеспечат превосходные результаты.
Зная, что для вашего бизнеса важно экономить время на производственных потребностях, мы ценим то, что наши машины оборудованы для многократного использования. Долговечность и надежность – это то, что мы стремимся производить в наших машинах.
Сегодня круговая гибка проще, быстрее и с лучшими результатами выполняется на 3-х или 4-х валковых машинах. Эти машины, которые имеют широкую область применения, предпочтительны на металлургических заводах, авиастроении, судостроении, автомобилестроении, обрабатывающей промышленности, строительной отрасли, энергетической промышленности, алюминиевой промышленности из-за их скорости и экономичности. Мы, Durma, знаем, что у вас разные потребности, и мы неустанно работаем над инновациями для наших клиентов. Наши команды настроят и уточнят, чтобы предоставить вам машину, которая точно соответствует вашим потребностям.
Мы, Durma, знаем, что у вас разные потребности, и мы неустанно работаем над инновациями для наших клиентов. Наши команды настроят и уточнят, чтобы предоставить вам машину, которая точно соответствует вашим потребностям.
Что такое технология гидравлической гибки профилей Durma?
Профилегибочные станки Durma обеспечивают максимальную гибкость. У них передовые технологии. Кроме того, они обладают высокой способностью к изгибу. Они предназначены для плавной регулировки расстояния между боковыми роликами.
Технология Durma предназначена для оптимального выравнивания профилегибочного станка. Наилучшее качество гибки достигается при минимальной деформации профиля. Машины Durma энергоэффективны и просты в использовании. Если вашему бизнесу нужен прочный, надежный и долговечный продукт, профилегибочные станки Durma будут на вашей стороне долгие годы.
Станок изготовлен с очень строгими допусками. Устранение напряжений реализовано в крупных сварных компонентах. Все точки натяжения выполнены с широким радиусом. Таким образом устраняются вероятные трещины сварки. Технология Durma гарантирует, что ваша производственная линия не будет скомпрометирована.
Все точки натяжения выполнены с широким радиусом. Таким образом устраняются вероятные трещины сварки. Технология Durma гарантирует, что ваша производственная линия не будет скомпрометирована.
Бизнес, как и жизнь, — это путешествие. С машинами Durma вы преодолеете все препятствия и преодолеете все трудности, которые ставит бизнес. Мы будем с вами на каждом этапе пути. Мы знаем, что ваш рост — это наш рост, а ваш успех — это наш успех. Как Durma, мы производим прочные, гибкие и инновационные машины. Мы стремимся к совершенству во всех наших машинах. Мы завоевываем доверие наших клиентов и производим безупречные инструменты. Наша передовая технология обеспечит вам четкие результаты, быстро и безупречно.
Дурма означает «Продолжай идти». С Durma вы будете постоянно прогрессировать и производить продукцию.
ПОДПИСЫВАЙТЕСЬ НА НАС
6698 SAYILI KİŞİSEL VERİLERIN KORUNMASI KANUNU USUL VE ESASLARI UYARINCA “SİTE KULLANIM KOŞULLARINA İLİŞKİN KİŞİSEL VERİLERIN KORUNMASI HAKKINDA;AÇIK RIZA, AYDINLATMA VE YASAL BİLGİLENDİRME
6698 sayılı Kişisel Verilerin Korunması Kanunu çerçevesinde Durmazlar Makine A.
Ş. şirketimize ait sitemizden almış olduğunuz hizmetler kapsamında sitemize bildirdiğiniz veya şirketimizce sair kanallarla temin edilen kişisel verileriniz, şirketimizin Veri Sorumlusu sıfatıyla ve aşağıda açıklandığı amaç ve çerçevede işlenebilecektir.
1- КИСИЛ ВЕРИЛЕРИНИЗИН ИШЛЕНМЕ АМАЧЛАРИ ВЕ ХУКУКИ СЕБЕПЛЕР:
Кисисел верилериниз, саир ясал мевзуат гереклилигинин яни сыра; Şirketimizin hizmetlerinin sunulabilmesi, bu konuda talep ettiğiniz/edeceğiniz hizmetlere ilişkin iletişim kurulabilmesi, hizmet teklifi, raporlama, değerlendirme faaliyetleri ile ilişkili olarak işlenmektedir.
2-KİŞİSEL VERİLERİNİZİN TOPLANMA YÖNTEMİ:
Kişisel verileriniz şirket birimleri görüşmeleri, internet araçlarımız, çağrı merkezimiz, Kimlik Paylaşım Sistemi, Adres Paylaşım Sistemi, Destek hizmeti aldığımız sair şirketler vasıtasıyla temin edilerek ilgili mevzuat uyarınca yasal süreler içerisinde saklanmaktadır.
Ayrıca, Web sitemizin kullanımı (tarama) aracılığıyla bir araya getirilen bilgileriniz toplanır ve işleme tabi tutulur.
Bu bilgiler, ziyaretçi kimliği (ID), ziyaret tarih ve saati, kullandığınız tarayıcı tipi, İnternet Protokol Adresi (IP-adresi) ve ziyaret edilen sayfaların yanı sıra Web sitemizden indirdiğiniz dosya. Bu veriler, cerez (cookie – metin dosyası) kullanımı esnasında elde edilebilir. Çerez dosyası, бир Веб-сайты yazılımı uygulaması tarafından olusturulan ve bilgisayarınızın sabit diskinde saklanan küçük bir metin dosyasıdır. ćerezler giriş kodu, parola ve tercihler de dâhil olmak üzere bir dizi bilgiler içerebilir. Çerezlerin kullanımı, tarama tercihlerinizin kaydını tutarak, sizlere daha hızlı ve daha fazla kişiselleştirilmiş hizmetler sunar.
Интернет тараичиниз, tanımlama bilgilerini (черезлери) otomatik olarak kabul edecek şekilde ayarlanmış olabilir. Sabit diskinize gönderilen tüm çerez dosyaları hakkında bilgi sağlamak için İnternet tarayıcınızı özelleştirebilirsiniz. Çerez dosyaların reddedilmesi için Internet tarayıcınızı ayarlayabilirsiniz, böylece geçmiş uygulamalarınızı, веб-сайтmizde azaltabilir ya da bölümlere erişimi önleyebilirsiniz.
Ayrıca, önerilen içerik ve hizmetlerimizi geliştirmek için veya istatistiksel amaçlı kişisel verileriniz tarafımızca kullanılabilir.
3-KİŞİSEL VERİLERİNİZİN AKTARILMASI:
Kişisel verileriniz, yasal olarak aktarılması gereken resmi makamlara, hukuki zorunluluklar nedeniyle ve yasal sınırlamalar çerçevesinde bağımsız denetim şirketlerine mevzuat hükümleri uyarınca bilgi aktarımına izin verilen kişi ve kuruluşlara, mevzuata uygun şekilde diğer üçüncü kişilere aktarılabilecektir.
4-KVKK’ NIN 11. МАДДЕСИ УЯРИНКА ХАКЛАРИНИЗ:
KVKK’ 11. maddesi kapsamında; kişisel verilerinizin işlenip işlenmediğini öğrenme, işlenmişse buna ilişkin bilgi talep etme, kişisel verilerinizin işlenme amacını ve amacına uygun kullanılıp kullanılmadığını öğrenme, yurt içinde ve/veya yurt dışında aktarıldığı 3. kişileri öğrenme, kişisel verilerinizin eksik ya da yanlış işlenmişse düzeltilmesini isteme, kişisel verilerinizin işlenmesini gerektiren sebeplerin ortadan kalkması ve yasal bir engel bulunmaması halinde KVKK' nın 7.
Maddesi kapsamında kişisel verilerinizin silinmesi/yok edilmesi veya anonim hale getirilmesi için talepte bulunma, düzeltilmesi veya silinmesi/yok edilmesi/anonim hale getirilmesi hallerinde düzeltme veya silme/yok etme/anonim hale getirme işlemlerinin kişisel verilerinizin aktarıldığı 3. kişilere bildirilmesini isteme, kişisel verilerinizin münhasıran otomatik sistemler ile analiz edilmesi nedeniyle aleyhinize bir sonucun ortaya çıkması halinde itiraz etme, kişisel verilerinizin kanuna aykırı olarak işlenmesi sebebiyle zarara uğramanız hâli нде zaarın giderilmesini talep etme haklarınız bulunmaktadır.
5-ÜÇÜNCÜ TARAF WEB SİTELERİNE LİNKLER (BAĞLANTILAR)
Web sitemiz üçüncü taraf web sitelerine bağlantılar içerebilir. Bu sitelerin gizlilik politikaları için herhangi bir sorumluluk Kabul edilmez ve hiç bir şekilde, bu Web sitelerinin yürürlükte olan veri koruma uygulamalarının ilgili tüm mevzuat ve yönetmeliklere uygun olup olmadığedız. Herhangi бир kişisel veri açıklamadan önce bu sitelerin her birinin gizlilik politikasını gözden geçirmenizi tavsiye ederiz.
6-heragat:
BU Web SiteSinde yer alan, ее Türlü Bilgi Genel Nitelikte Olup, Doğruluğu, Eksiksiz olması, Güvenililirici, Yeterliliği ve Güncellighi hiçbirerettiremize-verabymemememizememizememizememize-veretemememize-verabymize-verabymistizememize-verabymizememize xiretimizemizememize xiratimizemizemizememizemizememizemizememize. Şirketimiz hiçbir şekil ве Surette ön ихбара ve/veya ихтара gerek duymaksızın ее zaman söz konusu bilgileri değiştirebilir, düzeltebilir ve/veya çıkarabilir.
Bu web sitesine erişim ve sitede yer alan bilgilerin gerek doğrudan gerekse dolaylı kullanımından kaynaklanan doğrudan ve/veya dolaylı maddi ve/veya manevi, menfi ve/veya müspet, her türlü zarardan her nam altında olursa olsun Şirketi, yöneticileri, çalışanları, bu sitede yer alan bilgileri hazırlayan kişileri ve Şirketin Yetkilendirdiği kişi ve kuruluşları sorumlu tutmayacaktır.
7-FİKRİ MÜLKİYET :
Bu web sitesinde yer alan, bunları içeren ama bunlarla sınırlı olmayan, tüm bilgileri, sayfalar, fotoğraflar, dizaynlar, resimler gibi malzemeler ve bilgilere ilişkin telif hakkı ve/veya diğer fikri mülkiyet hakları ………… ….

