Как сделать профилегиб своими руками: Профилегиб своими руками – чертежи ручного профилегибочного станка, фото, видео
alexxlab | 07.02.2023 | 0 | Разное
Как сделать профилегиб своими руками
Самодельный профилегиб без токарных работ.
У вас есть знакомый токарь, который сможет выточить валы для трубогиба? Если нет, то эта статья для вас. Предлагаем сделать профилегиб самой простой конструкции без применения токарных работ. Он будет явно не для выставки высоких технологий, но свою функцию по гибки профильных труб в домашних условиях точно выполнит.
Данный трубогиб еще называют профилегиб, так как он в основном предназначен для гибки профильного металла – профильной трубы, швеллера, уголка и полосы. При наличии специальных роликов позволяет гнуть круглые трубы. От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.
Важные технические моменты при изготовлении профилегиба.- При гибки профильная труба деформируется, и ее боковые стороны выдавливает наружу. Причем чем меньше радиус гибки, тем больше наблюдается выдавливание боковых стенок трубы.
 Также на одной из сторон трубы образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на трубе необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки трубы. Чем меньше радиус гибки трубы, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
Также на одной из сторон трубы образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на трубе необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки трубы. Чем меньше радиус гибки трубы, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
 Также на одной из сторон трубы образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на трубе необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки трубы. Чем меньше радиус гибки трубы, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
Также на одной из сторон трубы образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на трубе необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки трубы. Чем меньше радиус гибки трубы, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.- Если гнуть профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время гибки труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.
- Усилие, которое необходимо приложить, чтобы свести ролики трубогиба и тем самым согнуть трубу, зависит от расстояния межу роликами.
 Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
- Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на трубогибе, у которого большое расстояние между роликами. По этим причинам ролики на профилегибе делают так, чтобы их можно было переставить.
- Чем меньше диаметр роликов трубогиба, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных трубогибах ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
- Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы.
 Если вы собираетесь гнуть профильную трубу больших сечений, то желательно сделать два приводных ролика.
Если вы собираетесь гнуть профильную трубу больших сечений, то желательно сделать два приводных ролика.
- Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
- Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и вместо круглой трубы получиться овал.
Ролики можно изготовить разными способами, даже на первый взгляд самыми необычными. Например, в качестве роликов можно использовать велосипедные ступицы. Такие ступицы не выдержат большие нагрузки, но согнуть трубу сечением 20х40 мм им будет вполне по силам.
В качестве роликов можно использовать обычный лом. Его просто отрезаем в нужную длину и одеваем на такой ролик подшипник подходящего диаметра. Например, лом диаметром 30мм, под него хорошо подойдут подшипники №306 ГОСТ8338-78. Чтобы подшипники не смещались вдоль оси ролика, достаточно капнуть сваркой около обоймы подшипника.
Ролики можно изготовить из трубы и покупных шайб. На рисунке ниже хорошо видна конструкция ролика.
Если у вас нет подходящих шайб, то их можно сделать самостоятельно. Как их сделать смотрите ниже в статье под заголовком “как сделать ролики для гибки профильной трубы методом обкатки”. Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить.
Как закрепить подшипники на каркасе профилегиба.Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.
Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.
Трубогиб можно сделать практически из любого металлолома. Каркас должен быть достаточно жестким, из чего он будет сделан не важно. В основном его делают из швеллера, так как он достаточно жесткий и имеет широкую поверхность для установки валов трубогиба.
При изготовлении профилегиба нужно отталкиваться от тех материалов, которые есть у вас в наличии.
Один из главных компонентов трубогиба – это силовой узел. Его делают либо из домкрата или из винта с резьбой. Если в наличии есть винт, то можно сделать трубогиб с центральным подвижным роликом. Винт, кстати, можно взять от старого нерабочего домкрата или со струбцины. Винт должен быть мощным, не менее 16мм в диаметре.
Если же есть домкрат, то можно выбирать какой вид профилегиба сделать. Можно сделать трубогиб с крайним подвижным роликом и переламывающейся станиной или с центральным подвижным роликом и крайними неподвижными роликами.
Ручку приводного ролика можно сделать из обычной велосипедной педали или сделать круглый штурвал.
Если предполагается гнуть трубу в кольцо, то следует предусмотреть возможность снять верхний ролик, иначе кольцо будет невозможно вынуть из трубогиба.
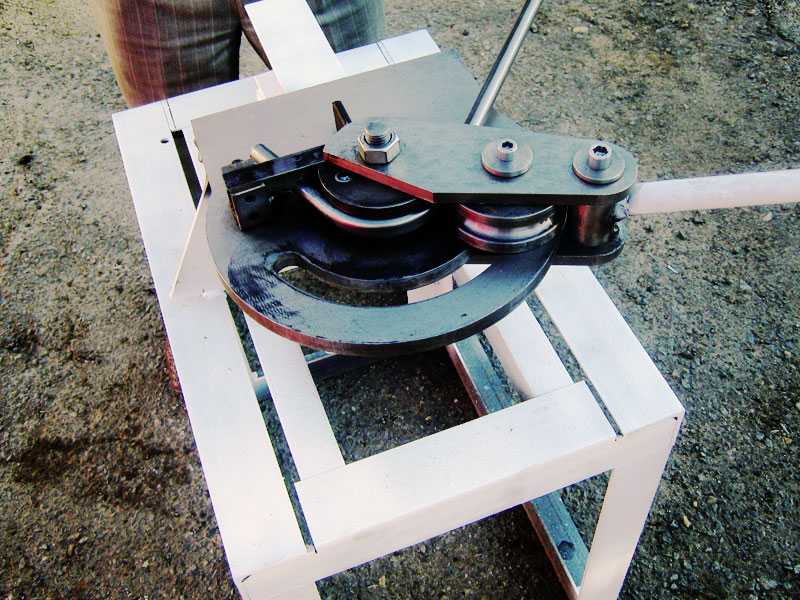
Ниже представлено несколько фотографий с различными конструктивными особенностями.
Как сделать ручной профилегиб с обкатным роликом.Данный вид трубогиба позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.
Принцип такого трубогиба основан на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание стенок труб и заломы исключены. Данный трубогиб позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Такие ролики довольно легко сделать. Понадобиться листовой металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.
4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.
5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.
6. Собираем обработанные заготовки в ролик. Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение. Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
Важные моменты при изготовлении трубогиба с обкатным роликом.В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.
Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.
Вы скажете зачем этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в начальном положении снижает деформации стенки трубы с наружной стороны сгиба. Другими словами, трубу во время гибки меньше будет вытягивать из зажима и повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.
Источник: http://delairukami.ru/masterskaja/kak-sdelat-trubogib-profilnoi-trybu/
Профилегиб своими руками
Технология изготовления профилегиба
Профилегибочный станок можно изготовить своими руками при применении подручных материалов. К особенностям изготавливаемой конструкции можно отнести следующие моменты:
Профилегиб своими руками, чертежи которого можно встретить в интернете, можно изготовить только при наличии определенных материалов и инструментов. После создания конструкции можно сделать пробную гибку, после чего отрегулировать положение всех элементов. Как только все элементы были отрегулированы можно провести укрепление конструкции.
Необходимые инструменты и материалы
Для изготовления рассматриваемого устройства требуются определенные материалы и инструменты:
Создать станок своими руками можно исключительно при наличии определенных инструментов:
Куда сложнее создать устройство с электрическим или гидравлическим приводом.
Конструкция профилегибочного станка
Самодельные гибочные станки могут изготавливаться только при применении чертежей. Подходящий чертеж профилегиба можно скачать в интернете. Рассмотрим устройство, которое предназначено для гибки заготовки прямоугольного или квадратного сечения.
Схема профилегиба своими руками имеет следующие особенности:
- Основным элементом конструкции можно назвать три ролика, размеры которых могут быть самыми различными. Расстояние между валами может быть самым различным, так как они применяются в качестве опоры. Третий валик применяется для передачи давления и формирования загиба.
- Третий валик имеет определенную свободу хода, который ограничивается специальными направляющими.
- Усилие передается через редуктор. За счет этого механизма небольшое усилие может применяться для гибки заготовок из различных металлов с разным показателем площади сечения.
Часть нагрузки через опоры передается на основание конструкции. Этот момент определяет то, что при изготовлении основания применяются самые прочные материалы.
Этот момент определяет то, что при изготовлении основания применяются самые прочные материалы.
Классификация профилегибов
Основным признаком классификации можно назвать тип установленного привода. Для того чтобы провести изменение формы металлического изделия требуется прикладывать достаточно большое усилие. По рассматриваемому критерию станки для гибки профиля делятся на несколько основных групп:
- гидравлические;
- электрические;
- ручные.
Кроме этого, основными показателями можно назвать:
- показатель усилия, прикладываемого к заготовке;
- размеры оборудования;
- степень мобильности оборудования;
- степень автоматизации работы устройства.
Рассмотрим наиболее распространенные разновидности гибочных станков подробнее.
Гидравлические станки
В промышленности большое распространение получили станки с гидравлическим приводом. Это связано с тем, что профилегиб гидравлический обладает высоким показателем эффективности. К особенностям подобного оборудования можно отнести нижеприведенные моменты:
К особенностям подобного оборудования можно отнести нижеприведенные моменты:
- В большинстве случаев гибочное оборудование для профиля с гидравлическим приводом выполнено в стационарном виде. С помощью подобного станка можно проводить обработку профилей любого сечения и в любом количестве.
- Гидравлический привод не требует прикладывания физической силы. За счет чего существенно упрощается процесс обработки.
- При желании можно автоматизировать процесс изготовления изделий.
Однако, гидравлический профилегибочный станок изготовить своими руками практически невозможно. Это связано со сложностью конструкции. Рассматривая гидравлический привод, следует учитывать нижеприведенные моменты:
- Устройство должно быть постоянно подключено к источнику энергии.
- Следует проводить периодическое обслуживание профилегиба для увеличения срока службы.
- Стоимость создаваемого привода довольно велика, так как для создания высокого давления требуется специальное оборудование.

Сегодня в промышленности устанавливаются исключительно покупные гидравлические станки, так как они обладают высокой надежностью и эффективностью в применении.
Электрические профилегибы
Довольно большое распространение получили станки с электрическим приводом. За счет подачи энергии на электродвигатель создается крутящий момент, который через привод передается на рабочий орган. Профилегиб электрический характеризуется следующим образом:
- Оборудование более компактное, обладает высокой эффективностью. В сравнении с гидравлическим приводом электрический заменяет меньше места.
- Современный профилегиб с электроприводом позволяет проводить гибочные работы с высокой точностью. При этом заготовка обладает высокой прочностью.
- Электрический привод позволяет автоматизировать процесс производства. В продаже встречаются варианты исполнения полуавтоматического типа.
Электрический профилегибочный агрегат устанавливается в небольших мастерских, а также в быту. В отличии от гидравлического варианта исполнения, рассматриваемый предназначен для создания меньшего давления. Кроме этого, устройство зачастую не обладает защитой от перегрузки.
В отличии от гидравлического варианта исполнения, рассматриваемый предназначен для создания меньшего давления. Кроме этого, устройство зачастую не обладает защитой от перегрузки.
Ручные станки
Дешевле всего обходятся станки с ручным приводом. Это связано с простотой конструкции. Профилегиб ручной характеризуется следующим образом:
Самодельный ручной профилегиб
Механический привод получил довольно широкое распространение, так как он простой в изготовлении. Большая часть чертежей, которые предназначены для изготовления конструкций своими руками, связаны именно с профилегибами рассматриваемого типа.
Назначение профилегиба
Создать самодельный профилегиб относительно несложно, устройство предназначается для концентрации и передачи усилия. При применении гибочного станка можно проводить работы следующего типа:
- Гибка металлического профиля квадратного и прямоугольного сечения. Профиль может изготавливаться при применении различных металлов.

- Придание изогнутой формы трубам, которые изготавливаются из стали или цветных металлов.
- Гибка прудков различного сечения.
- Загибание различных видов проката: уголки, швеллеры и другие.
Большинство изготавливаемых моделей применяются для загиба заготовки с различными показателями. Кроме этого, многое оборудование применяется для изгиба профиля в холодном состоянии.
В заключение отметим, что для бытового применения можно изготовить профилегиб своими руками. Это связано с высокой стоимостью промышленных вариантов исполнения. Созданный станок может иметь относительно небольшие размеры, устанавливаться в небольшой мастерской. Большинство моделей может применяться для изгиба металлической заготовки в горизонтальной и вертикальной плоскостях.
Источник: http://stankiexpert.ru/stanki/gibochnye-stanki/profilegib-svoimi-rukami.html
Станок для гибки профильных труб своими руками
Профилегибочный станок. Для чего он нужен?
Универсальный производственный гибочный станок
О назначении профилегибочного станка говорит его название. Это сгибание металлических профильных труб в целях получения определённого радиуса закругления на необходимом участке или по всей длине заготовки. Воспользовавшись профилегибом, или по-другому трубогибом, можно выполнить несколько технологических операций с металлопрокатом различного типа:
Это сгибание металлических профильных труб в целях получения определённого радиуса закругления на необходимом участке или по всей длине заготовки. Воспользовавшись профилегибом, или по-другому трубогибом, можно выполнить несколько технологических операций с металлопрокатом различного типа:
- сгибание металлического прутка или арматуры, включая заготовки из пружинистой стали;
- гибка профильного металлопроката квадратного или прямоугольного типа;
- получение колен из круглых труб или их сгибание под нужным углом;
- скругление деталей любой длины из сортового проката (уголки, двутавры, швеллеры).
Профилегиб прокатного типа
Так же, как и промышленные аналоги, самодельные профилегибы имеют электрический привод или работают на мускульной тяге. Разумеется, использование электродвигателя позволяет не только облегчить процесс обработки заготовок, но и значительно его ускорить.
Классификация профилегибов
В зависимости от типа привода, который, в свою очередь, непосредственно влияет на мощность и производительность станка, профилегибы разделяют на несколько типов.
Гидравлические станки
Профилегибочный станок с гидравлическим приводом. Мощный и очень дорогой
Гидравлические трубогибы представляют собой промышленное оборудование, поэтому имеют высокую мощность и предназначены для стационарной установки. Такие агрегаты используют преимущественно в условиях мелкосерийного и серийного производства, когда требуется получить большое количество однотипных заготовок. Гидравлический привод полностью снимает нагрузку с оператора, предоставляя ему возможность управления станком нажатием кнопок.
Достоинства гидравлических станков:
- высокая скорость работы;
- полное отсутствие ручного труда;
- простота эксплуатации;
- возможность изгиба профиля большого сечения.
К недостаткам устройств этого типа относится высокая стоимость, стационарная конструкция и сложность, обусловленная применением гидравлического привода.
Электрические профилегибы
Электрический профилегиб с винтовой передачей. Недорого и функционально
Недорого и функционально
Достоинства электрических профилегибов:
- относительно низкая стоимость;
- скорость обработки заготовок;
- простота конструкции;
- высокая точность сгибания;
- возможность применения цифровых технологий управления станком.
К недостаткам можно отнести всё то же отсутствие мобильности и невозможность сгибания профилей увеличенного размера.
Ручные станки
Ручной профилегиб. Дешёвый, мобильный вариант
Ручное гибочное оборудование отличается простотой, компактностью и низкой стоимостью. Благодаря несложной конструкции с приводными валиками и подвижным роликом, работа с профилегибами этого типа не требует никакой квалификации. При необходимости станок можно легко перенести к месту монтажа, а доступная цена подобных устройств обуславливает их широкое применение в домашнем хозяйстве. Конечно, конструкция не лишена и недостатков:
- нет возможности точно контролировать радиус изгиба;
- увеличенное время обработки заготовок;
- высокие физические нагрузки на оператора;
- обработка профилей с небольшим поперечным сечением.

Преимущества и простота конструкции ручных профилегибов делают их привлекательными для изготовления в кустарных условиях, поэтому такие станки получили огромную популярность у домашних умельцев. Кстати, ручные гибочные приспособления можно перенести в среднюю категорию, при необходимости дополнив конструкцию электрическим приводом.
Конструкция и принцип действия гибочных агрегатов
Конструкция простейшего профилегиба прокатного типа
Кроме этого, существуют и другие конструкции профилегибов:
Основным отличием профилегибочных станков от другого трубогибочного оборудования заключается в том, что конфигурация заготовки меняется не загибом вокруг неподвижного ролика, а методом холодного проката. Это позволяет изменять конфигурацию заготовок любого сечения и длины. Подобная конструкция и послужит основой для самодельного станка, который мы предлагаем сделать самостоятельно.
Схема, которая показывает принцип работы прокатного трубогиба
Необходимые инструменты и материалы
Для изготовления станка для гибки профильных труб понадобится достаточно большое количество деталей, однако это не значит, что все позиции из списка придётся покупать.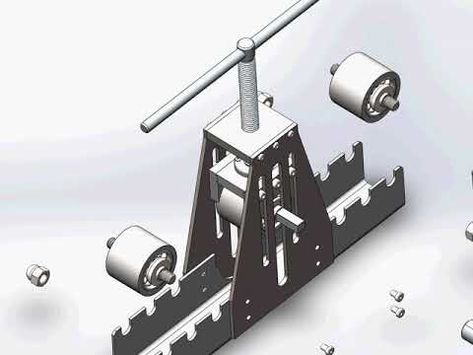 Преимущественное число необходимых материалов найдётся в любом гараже или мастерской. Вот то, что потребуется в процессе работы:
Преимущественное число необходимых материалов найдётся в любом гараже или мастерской. Вот то, что потребуется в процессе работы:
- уголки или профильные трубы для изготовления корпуса станка;
- швеллеры или металлопрофиль крупного сечения для основания станины;
- заготовки для изготовления валов и ролика;
- цепь;
- натяжитель цепи;
- приводные звёздочки;
- корпуса подшипников;
- подшипники;
- гидравлический домкрат или винтовая передача;
- ручка приводного вала;
- пружины — при использовании домкрата;
- болты и гайки.
Большинство деталей для изготовления самодельного профилегиба найдётся в каждом гараже
Инструмент, который понадобится в процессе работы, найдётся у каждого мастера:
- угловая шлифовальная машина;
- электрическая дрель;
- набор свёрл по металлу;
- молоток;
- сварочный аппарат;
- набор рожковых и торцевых ключей.
Единственная трудность, с которой придётся столкнуться, это изготовление приводных валиков и нажимного ролика. Возможность выточить их из заготовки на токарном станке есть лишь у счастливых обладателей подобного оборудования. Тем не менее, не стоит отчаиваться — в любой организации найдётся токарь, который недорого изготовит детали по представленным чертежам. Остальные элементы станка можно использовать б/у.
Возможность выточить их из заготовки на токарном станке есть лишь у счастливых обладателей подобного оборудования. Тем не менее, не стоит отчаиваться — в любой организации найдётся токарь, который недорого изготовит детали по представленным чертежам. Остальные элементы станка можно использовать б/у.
Всё, что понадобится для изготовления профилегиба
Механизм цепной передачи можно позаимствовать от привода газораспределительного механизма автомобильных двигателей, а корпуса подшипников (и сами подшипники) — из старой сельхозтехники.
Варианты изготовления ручных профилегибочных станков
Чтобы изготовить профилегибочный станок, необязательно в точности повторять существующую конструкцию. Намного проще создать устройство по собственным чертежам, исходя из того, что есть под рукой. Это позволит сэкономить время и деньги и даст возможность сконструировать приспособление, которое идеально подойдёт как по назначению, так и по месту для установки. Именно поэтому в сети можно найти множество приспособлений, использующих один и тот же принцип, но различающихся по исполнению.
Именно поэтому в сети можно найти множество приспособлений, использующих один и тот же принцип, но различающихся по исполнению.
Чертёж трубогиба с радиальным воздействием на заготовку
Самодельный прокатный станок для гибки для профильных труб
Более универсальным является станок прокатного типа, конструкция которого описана выше.
Кроме того, существуют и другие, по-настоящему простые конструкции, позволяющие сгибать трубы по шаблону. К сожалению, качество и точность выполняемой деформации оставляют желать лучшего, а для получения другого радиуса придётся изготавливать новый шаблон.
Приспособления для гибки труб по шаблону
При изготовлении ручного станка следует учесть некоторые моменты:
Большинство соединений при изготовлении профилегиба выполняют при помощи сварочного аппарата. Тем не менее, полностью обойтись без болтовых соединений не удастся — подвижные элементы конструкции крепятся именно таким способом.
Изготовление прокатной конструкции своими руками
Для самостоятельного изготовления рекомендуем воспользоваться наиболее распространённой конструкцией профилегибочного станка с двумя нижними валами и нажимным роликом. Проще всего установить на агрегат ручной привод, который при необходимости можно будет легко переоборудовать в электрический.
Проще всего установить на агрегат ручной привод, который при необходимости можно будет легко переоборудовать в электрический.
Чертежи устройства
Как уже говорилось, профилегиб лучше спроектировать самостоятельно, исходя из собственных условий и предпочтений. В работе можно ориентироваться на чертежи станков, которыми с удовольствием делятся изготовившие их мастера.
Источник: http://postroika.biz/7975-stanok-dlya-gibki-profilnyih-trub-svoimi.html
Профилегиб своими руками. Профилегибы ручные своими руками. Профилегибы ручные своими руками
Февраль 6 • Полезные советы • Просмотров 4729 • Комментариев к записи Профилегиб своими руками нет
Гибка металлических профилей может осуществляться разными гибочными установками. Одним из самых лучших способов для этой цели является профилегибочный станок или попросту профилегиб. Только стоит такое оборудование довольно дорого, поэтому оно не всем доступно. Тем не менее, упрощенный вариант станка можно сделать самостоятельно, при этом подогнав его под ваши потребности.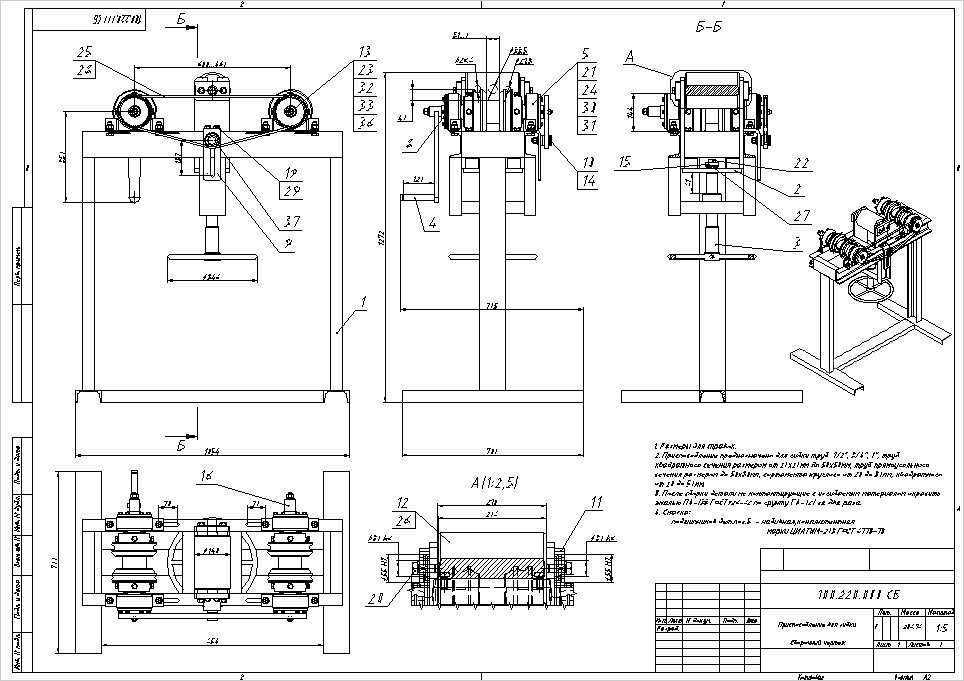 О том, как сделать профилегиб расскажем далее.
О том, как сделать профилегиб расскажем далее.
Содержание
- Характеристики профилегиба
- Конструкция профилегибов
- Принцип работы профилегиба
- Классификация профилегибов
- Изготовление профилегибов ручных своими руками
Характеристики профилегиба
Для начала рассмотрим классификацию профилегибов, их конструкцию, а также принцип работы.
Сегодня такие инструменты широко используются для изготовления различных труб из металлических профилей. Профилегибочные станки способны гнуть как часть, так и весь профиль. Некоторые модели позволяют согнуть заготовки даже на 360 градусов. Причем для этого может использоваться любой материал. Для того чтобы изогнуть металл под нужным углом, нередко также применяют самодельные профилегибы.
Для осуществления гибки не требуется предварительного нагревания детали. Инструмент работает путем холодного проката. С помощью профилегиба можно получить детали различной формы. Они могут быть как симметричными, так и несимметричными, с одним или с несколькими изгибами.
Такие станки способны сделать изгиб всего за один прокат. Профили могут быть обработаны как в вертикальной, так и горизонтальной плоскости. Профилегиб позволяет делать из металлических заготовок и профилей окружности, зигзаги, спирали. Кроме того, при помощи них можно сделать как закрытые, так и открытие профили. Они также способны изготовить детали с плавным переходом.
На сегодняшний день данные станки широко используются в различных областях промышленности, в том числе при строительстве, ремонте зданий и автомобилей, а также при производстве мебели.
Процесс сгибания на профелегибах состоит из двух основных движений:
- Прокатывание заготовки между роликами.
- Одновременный поджим верхнего (или боковых) ролика.
Конструкция профилегибов
Гибочные станки представляют собой устройство, оснащенное механическим, гидравлическим или электрическим приводом. Они обычно имеют небольшие габариты и массу. Создавать детали различной конфигурации можно благодаря использованию специальных насадок.
По конструкции различают несколько разновидностей систем роликовых профилегибов:
- Станок с верхним подвижным роликом. Считаются самыми простыми. Ведь в этом случае в движение приходит только верхний ролик. В установках ручного типа ролик перемещается за счет редуктора. В гидравлических станках — при помощи гидросистемы. Тот факт, что ролики расположены сверху, позволяет рассчитать возможный радиус для изгиба изделий. При этом градиент и погрешность при деформации профиля являются небольшими.
- Установки с левым подвижным роликом. Эти станки удобны, если необходимо завить спираль. Отличие данной конструкции от предыдущей заключается только в механике привода ролика. Некоторые модели оснащаются программным управлением, что позволяет контролировать градиент гибки, а также гнуть деталь по индивидуальным чертежам. Существуют модели, с заранее установленными функциями гибки.
- Станок с подвижными нижними (боковыми) роликами. Данные устройства используются для работы с профилями большого размера.
 Это достигается благодаря тому, что усилие во время гибки распределяется на оба нижних вала. Данные виды станков оснащаются гидравлическим приводом. При этом у каждого вала имеется свой контролер положения. Ролики в этом случае перемещаются по сегменту окружности, из-за чего эта конструкция стала самой распространённой.
Это достигается благодаря тому, что усилие во время гибки распределяется на оба нижних вала. Данные виды станков оснащаются гидравлическим приводом. При этом у каждого вала имеется свой контролер положения. Ролики в этом случае перемещаются по сегменту окружности, из-за чего эта конструкция стала самой распространённой. - Установка со всеми подвижными роликами. Данные станки имеют самую сложную конструкцию. Они сочетают в себе все основные достоинства профилегибов, указанных выше. Они могут выполнять работы, которые на остальных станках можно сделать только по отдельности. Таким образом, эту конструкцию можно назвать универсальной.
Принцип работы профилегиба
Профилегиб отличается от прочих трубогибочных станков тем, что деформация металла происходит за счет проката, а не с помощью изгиба.
Порядок работы:
- Этот инструмент довольно жёстко устанавливается. После чего через отверстие в раме закрепляется материал (профиль) при помощи анкерных болтов.

- Перед началом работы нужно обязательно проверить, правильно ли выполнено заземление механических и электрических соединений.
- Перед первым пуском ролики станка обязательно нужно очистить от смазки. Это можно сделать при помощи простой сухой тряпочки. Кроме того, необходимо проверить, чтобы напряжение сети соответствовало характеристикам инструмента.
- Затем следует обкатка станка на холостом ходу в течение получаса. Если за это время были обнаружены неполадки, то работу нужно остановить и обязательно устранить все найденные неисправности.
- Если станок исправен, то нужно очистить все детали от масла.
- Затем следует проверить твердость материала (по всей длине заголовки она должна быть одинаковая).
- После чего ролики нужно настроить под обработку изгибаемой детали. Это делается следующим образом:
- сначала откручивается гайка крепления прижимных и опорных роликов. Это можно выполнить с помощью ключа;
- затем ролики устанавливаются на валы со шпонкой;
- они закрепляются с помощью гаек;
- далее прижимной ролик поднимают в верхнее положение.
 Это выполняется с помощью рукоятки.
Это выполняется с помощью рукоятки.
Когда ролики настроены, заготовка зажимается между валами. После чего она прокатывается между ними под высоким давлением, что приводит к изгибу профиля. Чтобы задать радиус кривизны, нужно поднять и опустить верхний вал. Если профилегиб ручной, то механизм приводится в движение при помощи вращаемого оператором рычага. Электрический вариант работает за счет установленного электродвигателя.
Классификация профилегибов
Существует несколько типов таких станков. Каждый из них имеет свои характерные особенности. Различают следующие виды установок:
- Профилегибы электрические.
- Гидравлические.
- Ручные.
Изготовление профилегибов ручных своими руками
Чертеж профилегиба:
Самодельный профилегиб стоит использовать только в том случае, если он нужен для простого сгибания трубы. Для более объемных работ требуется уже приобретать профессиональные станки.
Итак, если вы решили сделать этот инструмент, то, прежде всего, нужно знать, что его конструкция подбирается в зависимости от диаметра трубы. Так, если она имеет диаметр менее 20 миллиметров, то её можно согнуть при помощи бетонной плиты с отверстиями. Сгибание в этом случае происходит следующим образом:
Так, если она имеет диаметр менее 20 миллиметров, то её можно согнуть при помощи бетонной плиты с отверстиями. Сгибание в этом случае происходит следующим образом:
- В плиту вставляются стальные штыри.
- Трубу поместить между штырями и выгнуть на необходимый угол.
Если диаметр трубы больше 25 миллиметров, то тут потребуется инструмент более сложной конструкции.
Порядок работ:
- Для изготовления профилегиба своими руками нужно прикрепить сначала ролики на основание. Они должны иметь круглое сечение боковой грани. Важно, чтобы диаметр сечения был такой же, как и у трубы для сгибания.
- Труба вставляется между роликами, после чего один из её концов фиксируется.
- Свободный конец материала нужно прикрепить к лебедке.
- Затем механизм лебедки приводится в действие.
- Лебедка останавливается, когда труба достигнет необходимого изгиба.
Ещё один вариант самодельного станка:
- Для этого потребуется цементный раствор.
 Он смешивается из расчета, что на одну часть цемента понадобится четыре части песка.
Он смешивается из расчета, что на одну часть цемента понадобится четыре части песка. - Затем толстые отрезки труб диаметром 80-90 миллиметров нужно будет вставить в площадку, засыпанную щебнем, на расстоянии примерно 40-50 миллиметров друг от друга.
- Затем площадка заливается цементом. Важно, чтобы при этом трубы остались строго вертикальными.
- Нужно дождаться, пока площадка высохнет (на это требуется обычно до 2 суток).
- Чтобы не появились трещины и деформация, перед нагреванием трубу следует набить кварцевым речным песком. Перед этим один её конец затыкается пробкой.
- Затем песок в небольшом количестве засыпается в обрезок трубы. После чего он подогревается до темно-вишневого цвета.
- Когда материал остынет, можно набить песком остальной объем трубы.
- Если труба имеет длину не более 1,5-2 метров, то набить её можно вручную небольшими порциями. Чтобы при этом не образовывались пустоты, нужно после каждой порции обстукивать внешнюю сторону молотком.
 Главное, чтобы песок немного не доходил до верхнего края трубы. Это место понадобится для пробки.
Главное, чтобы песок немного не доходил до верхнего края трубы. Это место понадобится для пробки. - В забитой пробке должно быть несколько отверстий. Они нужны для того, чтобы из трубы могли выйти образовавшиеся газы.
- Затем нужно взять мел и нанести с помощью него метку в месте наибольшего изгиба. Его радиус должен быть не более 3-4 диаметров трубы.
- Если необходимо согнуть трубу под углом 45 градусов, то интервал прогревания берется равным 3 её диаметрам.
- Если нужно согнуть материал под углом 60 градусов, то допускается взять интервал прогрева равный 4 диаметрам.
- Если трубу нужно будет согнуть под прямым углом, то место прогрева должно быть равно примерно 6 её диаметрам.
- Когда труба полностью прогреется, то от неё отлетит вся окалина. В этот момент нужно прекратить дальнейший нагрев.
- Если появляются искры, то это является признаком того, что нагрев был слишком долгим.
- Важно, чтобы труба была изогнута за один прогрев.

- Когда труба приняла желаемую форму, то пробка из неё вытягивается, а кварцевый песок высыпается.
« Садовая воздуходувка: характеристика, применение, выбор Подключение бойлера косвенного нагрева »
Роликовые гибочные станки. Советы по покупке. Stortz & Son Inc. Эти предметы не являются повседневной покупкой, поэтому перед покупкой желательно получить как можно больше информации. Эти инструменты завоевали популярность из-за их:
- Портативности – Не нужно гнуть в мастерской, можно гнуть металл на работе
- Глубина изгиба – делать отводы от 3/8″ до 14″ в зависимости от артикула
- Длина изгиба не ограничена — 10-футовый тормоз может изгибаться максимум на 10 футов, без максимального изгиба с краевыми роликами
- Изгиб на 90° – Гибочные станки новой модели позволяют изгибать на угол более 90°, не царапая материал
Гибочный станок «Uni»
Если вы покупаете впервые и не знакомы с этими типами роликогибочных станков, вам следует обратить внимание на трубогибочный станок «uni».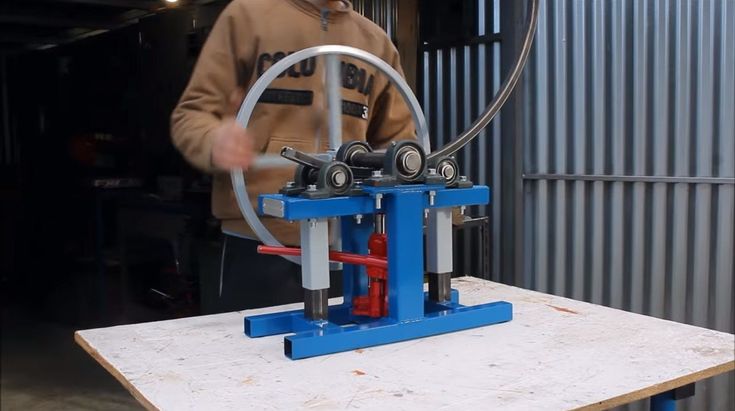 Название uni происходит от наличия 1 основного комплекта колес и 2 комплектов направляющих колес, которые будут выполнять гибку. Этот инструмент выполняет простые изгибы для оплавления и может выполнять несколько изгибов для различных профилей. Вам понадобится этот инструмент рядом с вами на рабочей площадке, чтобы выполнять такие изгибы без необходимости спускаться по лестнице. Гибочный станок Uni также может выполнять небольшие радиусные изгибы, что повышает его универсальность.
Название uni происходит от наличия 1 основного комплекта колес и 2 комплектов направляющих колес, которые будут выполнять гибку. Этот инструмент выполняет простые изгибы для оплавления и может выполнять несколько изгибов для различных профилей. Вам понадобится этот инструмент рядом с вами на рабочей площадке, чтобы выполнять такие изгибы без необходимости спускаться по лестнице. Гибочный станок Uni также может выполнять небольшие радиусные изгибы, что повышает его универсальность.
Гибочный станок Duo
Гибочный станок Duo имеет 2 комплекта колес для гибки до 90°. Это ограничивает протяженность любых радиусных изгибов, но делает прямые длинные изгибы намного быстрее. Это связано с тем, что рычаг, который вы можете применить к инструменту, а также 2 места, где изгибается металл, ускорит процесс. Duo практически не имеет ограничений на длину изгиба, который вы можете сделать.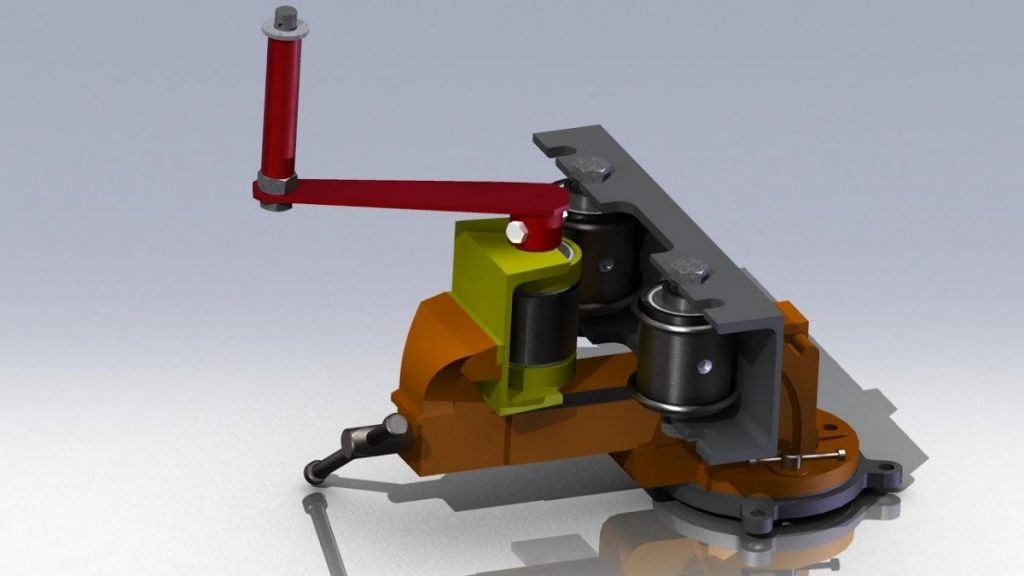 Эти гибочные станки также могут изгибать профиль, что можно увидеть на видео ниже.
Эти гибочные станки также могут изгибать профиль, что можно увидеть на видео ниже.
Инструмент для подгибки
Инструмент для подгибки обычно используется при соединении двух панелей вместе. После того, как вы сделаете 90°, вам нужно будет довести металл до 180°. Материал скользит между дисками, и движениями вперед-назад вы можете медленно выравнивать металл. Они чрезвычайно полезны, когда панель длиннее, чем размер вашего тормоза.
Инструмент для гибки по радиусу
Бывают случаи, когда вам нужно выполнить изгиб по радиусу для изогнутых наличников, бочкообразных слуховых окон и эркеров. Нам нравится называть эти типы роликов гибкой «свободной рукой». Имея только один комплект колес, вы, по сути, формируете изгиб по кривой.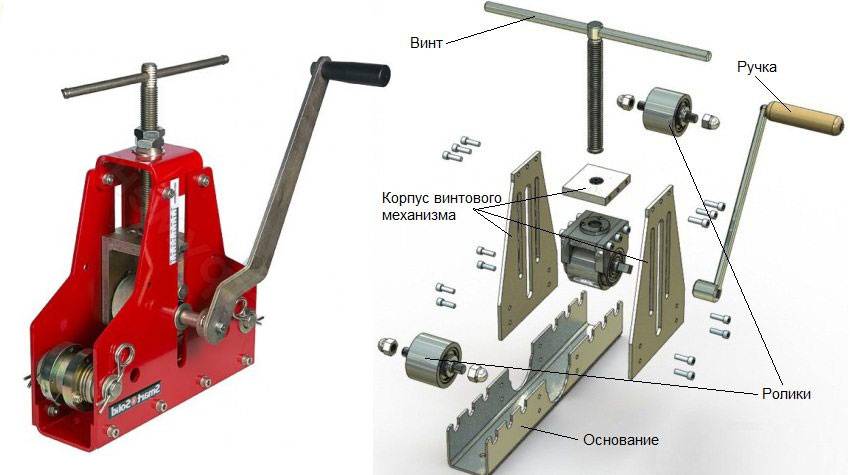 Некоторые инструменты имеют максимальную глубину 3/4″, а другие 2″. Вам нужно, чтобы ваш инструмент был как можно ближе к металлу при гибке для достижения наилучших результатов.
Некоторые инструменты имеют максимальную глубину 3/4″, а другие 2″. Вам нужно, чтобы ваш инструмент был как можно ближе к металлу при гибке для достижения наилучших результатов.
Изготовление профиля со стоячим фальцем с помощью Wuko 2202
Как правильно выбрать машину для гибки профилей? 4 Советы
Станок для гибки профилейОбзор
Станки для гибки профилей очень распространены в условиях, когда необходимо формовать металлические профили определенного радиуса или диаметра. Уголок, сплошной квадрат, сплошной прямоугольник, круглая труба и труба являются наиболее распространенными типами профилей, используемых с этим типом оборудования.
Из-за большого разнообразия металлов, которые необходимо формовать, и еще большего разнообразия задач, требующих формовки металла, рынок производства полон различных разновидностей профильно-гибочных станков, каждый из которых имеет свои сильные и слабые стороны и особенности. использует.
Для выбора подходящего профильно-гибочного станка очень важно учитывать предел текучести, толщину и диаметр (или радиус) профилей, поскольку, например, более высокая производительность или меньший диаметр требуют большего давления для формирования.
При применении вам необходимо знать минимальный диаметр формируемых профилей.
Как выбрать нужный профилегибочный станок Вам также необходимо знать, нужно ли гнуть двутавровую балку и горизонтальный гнуть швеллер или трубу, потому что это определит правильный тип, размер и форму гибки профиля машина.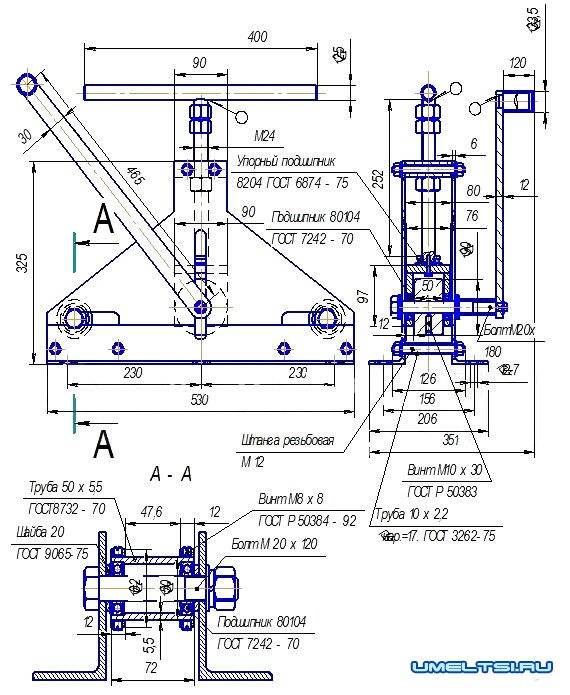
Одним из ключевых факторов, которые следует учитывать при принятии решения, является не только то, какой тип листогиба будет соответствовать вашим текущим потребностям, но и то, какой тип может удовлетворить будущие потребности бизнеса.
3 или 4 рулона?
Выбрать из Гамлета уже непростая задача.
А вот для выбора между 3-х валковым и 4-х валковым профилегибочным станком я рекомендую выбирать именно трехвалковый.
- Для станков с одинаковым модулем сечения изгиба способность четырехвалкового изгиба значительно ниже, чем у трехроликовая
- Четырехвалковая машина увеличит сложность операции
- Когда пресс-форма трехвалковой машины очень точная, точность гибки одинакова для обоих.

- Цена на четыре ролика тоже дорогая
Для выбора между этими тремя, пожалуйста, прочитайте здесь:P процесс повторной гибки и гибки
Пирамидальные машины и машины с двойным зажимом Однозажимные угловые валки Принцип работы 3-х профилегибочного станкаСебестоимость производства: Двухзажимная машина для гибки профилей является самой дорогой конструкцией, поскольку в ней больше подвижных частей и, следовательно, больше компонентов. Пирамидальный тип и тип с одним зажимом имеют примерно одинаковую стоимость производства.
Гибкость: Двойные двухзажимные профильно-гибочные станки являются наиболее универсальными. Во время работы положение профиля можно сохранять стабильным на загрузочной стороне машины, а сгибать профиль с помощью валков можно только с противоположной стороны. Он также может работать таким образом на станке для гибки профилей с одним зажимом, но не может работать на станке для гибки профилей пирамиды.
Во время работы положение профиля можно сохранять стабильным на загрузочной стороне машины, а сгибать профиль с помощью валков можно только с противоположной стороны. Он также может работать таким образом на станке для гибки профилей с одним зажимом, но не может работать на станке для гибки профилей пирамиды.
Таким образом, несмотря на то, что пирамидальный тип и тип одиночного зажима являются экономически эффективными, они более трудоемки, чем современные аналогичные продукты в производственной среде.
Различная способность изгиба профиляТипы металла, которые может обрабатывать профильный станок, во многом зависят от его способности изгиба, мы используем модуль сечения для оценки возможностей машины.
Производительность является одним из наиболее заметных различий между этими машинами, каждая машина для гибки профилей имеет рейтинг модуля сечения.
Составьте список материалов и размеров металлического профиля, с которым вы регулярно работаете, и проконсультируйтесь со специалистом, чтобы выяснить, какой тип станка лучше всего подходит для вас.
При определении того, какой угловой прокатный станок лучше всего подходит для поставленной задачи, важно изучить, для чего предназначен каждый станок для гибки профилей, и понять, с какими материалами он будет работать.
Мы предоставили подробную информацию о машинах для гибки профилей, таких как производительность и производительность.
Посмотреть таблицу пределов изгиба
Сравните информацию о том, какое усилие может производить машина и какие металлы (листы, рулоны и т. д.) она предназначена для обработки, и сравните ее с сертификатами заводов вашего предприятия или другими соответствующими данными. информацию, чтобы увидеть, какой станок для гибки профилей лучше всего соответствует вашим потребностям.
Ниже мы также предоставляем возможности обработки профильных гибочных станков BIT для справки.
ЧТЕНИЕ ССЫЛКИ О СЕКЦИИ МОДУЛЯ:
КАК ИСПОЛЬЗУЕТСЯ МОДУЛЬ СЕЧЕНИЯ ПРИ ПРОФИЛЬНОЙ ИЗГИБКЕ СТАЛИ?
ПОНИМАЕТ МОДУЛЬ СЕЧЕНИЯ ПРИ ИЗГИБЕ КОНСТРУКЦИОННОЙ СТАЛИ
ПРЕДЕЛ ТЕЧЕНИЯ
Что касается предела текучести машины, машины BIT единообразно рассчитываются на основе значения текучести Q245, имеют предел текучести от 36 000 до 38 000 фунтов на квадратный дюйм. (пси).
(пси).
Если у вас есть особые требования, укажите в запросе предел текучести металлического материала.
Значение текучести Q245: относится к значению текучести этого материала, около 245 МПа (34 075 фунтов на кв. дюйм).
Прочитав это, я думаю, вы примете правильное решение.
ТАБЛИЦА ПАРАМЕТРОВ ДЛЯ ВЫБОРА
Если необходимая вам гибочная секция больше размера, указанного в таблице, свяжитесь с нами. Максимальный модуль упругости BIT может достигать 1000CM 3 .
| Модель | ПБХ 120 | ПБХ 140 | ПБХ 200 | ПБХ 300 | ПБХ 360 | ПБХ 450 | ПБХ 500 | ПБХ 550 | ПБХ 600 | ПБХ 700 | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Макс. Сечение (мм) | 80×10 | 100×25 | 120×25 | 150×30 | 175×40 | 200×50 | 250×70 | 250×70 | 300×70 | 300×80 | |
| Минимальный диаметр изгиба (мм) | Φ800 | Φ700 | Φ1000 | Φ1500 | Φ1500 | Φ2500 | Φ3500 | Φ3500 | Φ4000 | Φ5000 | |
Макс. Сечение (мм) Сечение (мм) | 180×20 | 200×35 | 250×30 | 250×40 | 350×50 | 400×60 | 450×70 | 500×80 | 500×100 | 650×100 | |
| Минимальный диаметр изгиба (мм) | Φ1500 | Φ600 | Φ1000 | Φ1000 | Φ900 | Φ2000 | Φ1000 | Φ1200 | Φ1600 | Φ2000 | |
| Макс. Сечение (мм) | 50×50 | 60×60 | 70×70 | 80×80 | 110×110 | 130×130 | 145×145 | 165×165 | 200×200 | 240×240 | |
| Минимальный диаметр изгиба (мм) | Φ500 | Φ600 | Φ800 | Φ1500 | Φ1600 | Φ2000 | Φ2500 | Φ3000 | Φ3500 | Φ4000 | |
| Макс. Сечение (мм) | Φ76×4 | Φ102×4 | Φ140×4 | Φ170×6 | Φ219×6 | Φ245×8 | Φ325×8 | Φ400×8 | Φ452×10 | Φ510×20 | |
| Минимальный диаметр изгиба (мм) | Φ700 | Φ1000 | Φ1800 | Φ2000 | Φ2500 | Φ3000 | Φ4000 | Φ8000 | Φ8000 | Φ10000 | |
Макс. Сечение (мм) Сечение (мм) | 65x65x6 | 90x90x5 | 100x100x6 | 120x120x8 | 150x150x8 | 180x180x10 | 200x200x10 | 250x250x12 | 300x300x12 | 350x350x12 | |
| Минимальный диаметр изгиба (мм) | Φ1000 | Φ1500 | Φ2000 | Φ3000 | Φ5000 | Φ6000 | Φ8000 | Φ10000 | Φ15000 | Φ30000 | |
| Макс. Сечение (мм) | 80x80x10 | 100x100x12 | 120x120x12 | 140x140x14 | 160x160x20 | 180x180x12 | 200x200x20 | 200x200x28 | 200x200x30 | 200x200x30 | |
| Минимальный диаметр изгиба (мм) | Φ1000 | Φ1200 | Φ1500 | Φ1500 | Φ1800 | Φ3000 | Φ4000 | Φ4000 | Φ4500 | Φ4500 | |
Макс. Сечение (мм) Сечение (мм) | 80x80x10 | 100x100x12 | 120x120x12 | 140x140x14 | 160x160x20 | 180x180x12 | 200x200x20 | 200x200x28 | 200x200x30 | 200x200x30 | |
| Минимальный диаметр изгиба (мм) | Φ1500 | Φ2000 | Φ2000 | Φ2500 | Φ3000 | Φ4000 | Φ4500 | Φ6000 | Φ8000 | Φ8000 | |
| Макс. Сечение (мм) | 120 | 140 | 200 | 300 | 360 | 450 | 500 | 550 | 600 | 700 | |
| Минимальный диаметр изгиба (мм) | Φ600 | Φ600 | Φ1000 | Φ1200 | Φ2000 | Φ2500 | Φ3000 | Φ4000 | Φ5000 | Φ6000 | |
| Макс. Сечение (мм) | 120 | 140 | 200 | 300 | 360 | 450 | 500 | 550 | 600 | 700 | |
| Минимальный диаметр изгиба (мм) | Φ600 | Φ600 | Φ1000 | Φ1200 | Φ2000 | Φ2500 | Φ3000 | Φ4000 | Φ5000 | Φ6000 | |
Макс. Сечение (мм) Сечение (мм) | 80x80x9 | 80x80x10 | 100x100x10 | 130x130x15 | 150x150x20 | 180x180x20 | 200x200x20 | 250x250x30 | 300x300x30 | 350x350x35 | |
| Минимальный диаметр изгиба (мм) | Φ700 | Φ800 | Φ1000 | Φ1500 | Φ2000 | Φ3000 | Φ3000 | Φ4000 | Φ4000 | Φ5000 | |
| Макс. Сечение (мм) | 120 | 140 | 200 | 300 | 360 | 450 | 500 | 550 | 600 | 700 | |
| Минимальный диаметр изгиба (мм) | Φ600 | Φ600 | Φ1000 | Φ1200 | Φ2000 | Φ2500 | Φ3000 | Φ4000 | Φ5000 | Φ6000 | |
| Макс. Сечение (мм) | 120 | 160 | 200 | 240 | 320 | 400 | 450 | 500 | |||
| Минимальный диаметр изгиба (мм) | Φ4000 | Φ6000 | Φ9000 | Φ15000 | Φ32000 | Φ35000 | Φ40000 | Φ40000 | |||
| Модуль упругости см 3 | 10-20 | 16-45 | 45-75 | 75-140 | 140-180 | 180-250 | 250-320 | 320-400 | 400-500 | 500-600 | |
| Мощность двигателя | 5,5 | 11 | 11 | 15 | 18,5 | 22 | 30 | 37 | 37 | 45 | |
Подробнее: Профилегибочный станок: 5 вещей перед покупкой, 6 шагов для гибки
Важная ссылка
Подходит для гибки алюминиевых профилей для автомобилей, дверей и окон нажмите здесь Может гнуть медные, алюминиевые и алюминиевые профили, профили из нержавеющей стали. нажмите здесь Высокопроизводительный трубогибочный станок для холодной гибки, ЧПУ, несколько программ, несколько настроек угла, более простое управление и программные настройки.
Информация о секционной гибке: практическое руководство по секционной гибке различных металлических профилей. станок
станок СТАНОК ДЛЯ ГИБКИ АЛЮМИНИЕВЫХ ПРОФИЛЕЙ С ЧПУ
Гидравлический профилегибочный станок
Угол, швеллер, балка, плоский стержень, круглый и квадратный стержень, труба, квадратная труба. PBT-25 C
ТРУБОГИБОЧНЫЙ СТАНОК С ЧПУ
Он широко используется и может использоваться в серийно выпускаемых или стандартизированных продуктах, таких как выхлопные трубы, сиденья, бамперы и вся стальная мебель.