Как сделать самому контактную сварку – Контактная сварка – схема сборки аппарата точечной сварки своими руками + Видео
alexxlab | 16.02.2020 | 0 | Разное
Как сделать контактную сварку


Варить на сварочном аппарате — полезное умение. Наличие навыков может подразумевать заинтересованность не только в самостоятельной контактной сварке, но и в изготовлении готового аппарата своими руками.
Технологический процесс контактной сварки
Организация работ по соединению металлоконструкций при помощи сварки доступна не только в промышленных масштабах или на специализированных предприятиях, но и вполне осуществимо в домашних условиях.
Необходимое оборудование:

- сварочный инвертор;
- электроды;
- мощный источник питания.

Принцип действия инвертора заключается в преобразовании электрической энергии в тепловую. Тем самым, металл электрода и рабочей поверхности расплавляется, закрепляя конструкционные элементы металлических деталей.
Главной особенностью дуговой сварки является правильное ведение шва. Традиционно наиболее надежной считается точечная сварка. Особенно это актуально вертикальных поверхностей.
Необходимо задать некоторое время для остывания поверхности шва. Точечное нанесение позволяет создавать надежный и ровный шов.

Для того, чтобы избежать сдвиги, и зафиксировать детали для закрепления необходимо закрепить их при помощи электродов. Происходит это путем подачи электрического тока через инвертор.
При проведении работ в домашних условиях требуется наличие мощных источников питания. Опасность заключается в возможном выходе проводки и бытовой техники.
Перед работой следует убедиться в наличии качественной медной проводки. Если такая отсутствует, то желательно заменить.
Две поверхности детали перед креплением зачищают от грязи и коррозии. В зоне прилегающих краев проводят работу по точечной сварке.

Технология применима для тонких металлов, маленьких деталей и прутов до 5 мм толщиной.
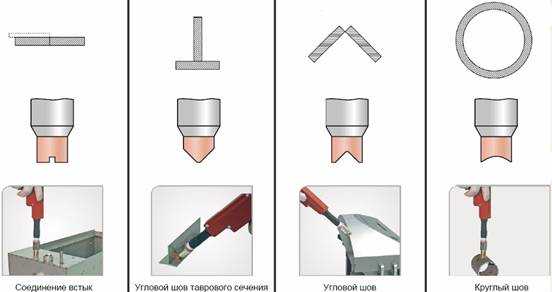
Существует 3 вида соединений.
- Прерывистое оплавление. Включает в себя мероприятия поочередного плотного и неплотного контакта рабочих поверхностей заготовок. Путем замыкания в месте соединения, происходит расплавление электрода. Образуется точечное металлическое соединение.
- Непрерывное оплавление. Способ нанесения, заключающийся в непрерывном воздействии электрода на скрепляемую поверхность. При этом получается сплошное металлическое соединение.
- Путем расплавления сопротивлением. Детали из низкоуглеродистой стали, цветных металлов, меди, латуни, стали, а также при совмещении различных металлов фиксируются. В дальнейшем производится нагрев до плавления. Таким образом, и происходит соединение деталей.

Для подготовки поверхности следует выполнить следующие шаги:
- зачистить и выровнять рабочие поверхности для сварки;
- совместить края, зафиксировать заготовки для сварочного аппарата;

- обеспечить подачу электрической энергии.
Далее проводится сам процесс сварки:

- прогреваемый электрод при соединении с рабочей поверхностью создаёт эффект оплавления;
- после проведения шва, требуется несколько минут для остывания;
- произвести очистку от шлака на поверхности;

- выключить питание сварочного инвертора.
Для контроля качества сварки, проводится постукиванием молотка. Некачественные элементы откалываются при небольшом усилии.
Контактную сварку в домашних условиях производят и при помощи самодельных аппаратов.

Основу конструкции самодельного аппарата составляют:
- блок подачи напряжения;
- трансформатор;
- сварочный зажим;
- низковольтная обмотка.
Как сделать сварочный аппарат из микроволновки
Данный трансформатор отлично подходит в качестве узла агрегата. Прежде чем браться за изготовление нового аппарата, стоит взвесить все вопросы по стоимости.
Остальные расходные материалы, корпус, крепления легко найти в любом хорошем хозяйственном магазине.
Мощность трансформатора должна составлять не менее 1 киловатта. При помощи какого устройства, появляется возможность легко проводить точечную сварку рабочей поверхности металлических листов, даже с толщиной менее 1 миллиметра.
Удвоив мощность трансформатор, появляется возможность работы с металлическим листом толщиной более 1,8 миллиметра.
Стоит отметить, что современные микроволновые печи достигают мощности 3 киловатт.
Для того, чтобы увеличить мощность сварочного аппарата, следует подключать несколько трансформаторов. Перед использованием трансформатора, необходимо освободить его из металлического кожуха. А также избавиться от шунтов ограничение тока.
Микроволновка работает под высоким напряжением, поэтому первичная обмотка трансформатора имеет меньшее количество петель, чем вторичная.
По этой причине появляется разность потенциалов. Нам необходимо использовать вторичную обмотку, сделав выводы под контактную сварку.
Необходимо зачистить трансформатор. Делать это нужно тщательно, с применением металлической щетки, освобождая от вторичной проводки и шунтов. Первичная обмотка не затрагивается, а вторичная перематывается заново.
Для этих целей используется многожильный электрическая проводка с сечением не менее 1,0 квадратных мм.
Если вы создаете мощный трансформатор из цепочки, то выводы вторичной обмотки соединяются в один провод. Корпус можно использовать на усмотрение, бывает так что подходит старый.
Вторичная обмотка состоит от 2 до 4 витков провода. Провод следует использовать без изоляции, в качестве таковой используется изолента.
Выключатель необходимо установить в цепь первичной обмотки. В качестве наконечника используется медный провод или наконечники, значительно превосходящих толщину провода обмотки.
Аппарат готов для проведения точечной сварки.
Источник питания в качестве аккумуляторов
Ни для кого не секрет, что бытовые сети терпят значительные перегрузки при проведении сварочных работ. Последствия большой нагрузки могут привести выгорание провода и поломки бытовых устройств.
Поэтому, разумнее всего, провести организацию автономного питания.
Кости альтернативы можно рассматривать генератор автономного питания, основанного на преобразовании дизельного топлива в электрическую энергию. Ну, как правило, такое оборудование достаточно дорого стоит.
Для работы нам понадобится несколько аккумуляторов от автомобиля. Идеальный вариант, когда емкость этих источников совпадает.
Подключение производится последовательно, с установкой дополнительного реостата. Удобство использования такого автономного источника питания заключается в его мобильности.
Таким образом, мы доказали, что точечную сварку можно производить самостоятельно с применением подручных средств.
svarkagid.com
Как сделать контактную сварку
Содержание:
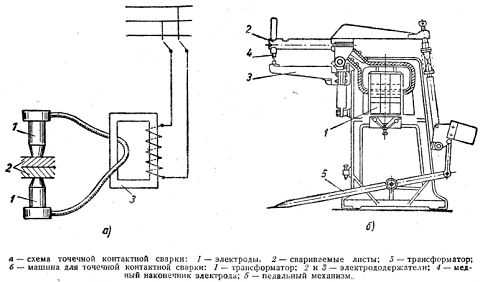
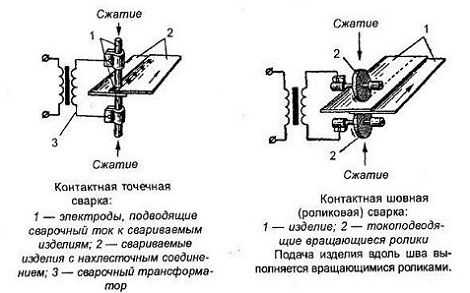
- Принцип действия точечной сварки
- Трансформатор для контактной сварки
- Самостоятельная сборка контактной сварки
- Самодельная контактная сварка на конденсаторах
- Видео
Довольно часто возникает необходимость сварить между собой какие-либо детали небольших размеров при проведении ремонта в домашних условиях. Идеальным вариантом для выполнения такой задачи будет точечная или контактная сварка. Она обладает существенными преимуществами, одним из которых является устойчивость швов к значительным механическим нагрузкам. Однако покупать подобное оборудование для выполнения одноразовых работ нецелесообразно. Поэтому многие хозяева стараются самостоятельно решить вопрос, как сделать контактную сварку своими руками. В итоге получается недорогой и эффективный инструмент, позволяющий качественно выполнять основные сварочные работы. Перед изготовлением аппарата рекомендуется заранее изучить его общее устройство и принцип работы.
Принцип действия точечной сварки
Принцип действия контактной сварки довольно простой. Между электродами зажимаются заготовки, заранее приведенные в необходимое положение. После этого на электроды осуществляется кратковременная подача сварочного тока большой величины. В результате, между ними происходит образование электрической дуги, под действием которой металлические заготовки начинают плавиться. Зона плавления может составлять от 4 до 12 мм в диаметре. Именно в этом месте заготовки соединяются между собой. Таким образом, вполне возможна контактная сварка в домашних условиях.
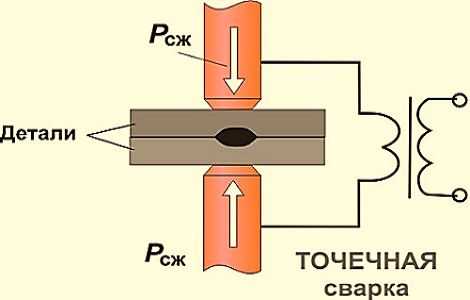
Продолжительность воздействия сварочного импульса составляет от 0,01 до 0,1 секунды. Это способствует образованию общего ядра расплава у обоих свариваемых металлов. После прекращения токового импульса, заготовки продолжают испытывать влияние сдавливающей нагрузки. За счет этого образуется единый сварной шов. Зона расплавления ограничивается за счет контакта металлов между собой, что приводит к отводу излишков тепла.
Для подачи импульса на электроды используется вторичная обмотка, в которой появляется большой ток при незначительном напряжении. Импульс, подаваемый на первичную обмотку, возникает при разрядке одного или нескольких конденсаторов. Накопление зарядов в конденсаторах происходит в промежутках между импульсами, подаваемыми на электроды, при перемещении на другую сварочную точку.
Точечная сварка нашла широкое применение в промышленности и домашних условиях. Она особенно эффективна при сваривании цветных металлов, например, медных и алюминиевых заготовок. Единственным ограничением является толщина листов, которая не должна превышать 1,5 мм.
Трансформатор для контактной сварки
Трансформатор является основной деталью любого сварочного аппарата, в том числе и для точечной сварки. За счет высокого коэффициента трансформации достигается необходимое значение сварочного тока. Минимальная мощность трансформатора находится на уровне 1 кВт. Такими качествами в полной мере обладают устройства, применяемые в конструкциях микроволновых печей. Трансформатор нужного типа можно приобрести в сервисном центре или снять с неисправной печки. Его мощность позволяет сваривать стальные листы, толщиной до 1 мм.
Более мощные сварочные аппараты изготавливаются с применением сразу нескольких трансформаторных устройств. Иногда может быть изготовлена контактная сварка своими руками из старого телевизора, откуда можно взять трансформатор в рабочем состоянии. Для обеспечения нормальной мощности, их нужно несколько штук.
Основными элементами трансформатора являются магнитопровод, первичная и вторичная обмотка. Первые два элемента будут использованы без изменений, а вот вторичная обмотка должна быть удалена. Обычно она срезается ножовкой или другим удобным инструментом. Во время этой процедуры нужно соблюдать осторожность, чтобы случайно не повредить магнитопровод и первичную обмотку. Из трансформатора также убираются и шунты, ограничивающие ток.
После удаления лишних элементов можно приступать к созданию новой вторичной обмотки. Для обеспечения высокого значения тока рекомендуется использовать толстый медный провод, диаметром не менее 1 см, в количестве трех витков. При изготовлении более мощного сварочного аппарата с использованием нескольких трансформаторов, следует учитывать технические характеристики и возможности домашней электрической сети.
Самостоятельная сборка контактной сварки
Изготовление электродов является такой же ответственной операцией, как и сборка трансформатора. Необходимо заранее запастись медными прутьями, стержни должны иметь диаметр не меньше, чем толщина провода. Для изготовления сварки с невысокими техническими характеристиками, подойдут рабочие элементы от мощных паяльников. В процессе работы, особенно при частом использовании точечной сварки, происходит интенсивный износ электродов. Поэтому рекомендуется сразу же изготовить запасной комплект. При сборке всей конструкции должна использоваться схема контактной сварки.
Провод, соединяющий трансформатор и электроды, должен быть как можно короче, а количество соединений – минимальным. Это связано с тем, что на стыках происходит частичная потеря мощности. Соединения наконечников и проводов осуществляются методом пайки. Это достаточно сложный процесс из-за большого диаметра элементов. Если же использовать скрутки, то во время сварочных работ произойдет быстрое окисление медных контактов. Поэтому не редкость, что контактная сварка, изготовленная самостоятельно, очень быстро выходит из строя. Процесс соединения можно значительно облегчить, если заранее приобрести в специализированном магазине луженые наконечники, предназначенные для пайки.
В некоторых случаях возникает дополнительное сопротивление, вызываемое сварочной аппаратурой. Причина этого заключается в соединениях электродов и наконечников, которые не спаяны между собой. Пайка не допускается поскольку периодически возникает необходимость в снятии электродов для ремонта или замены. Однако подобные соединения довольно легко очищаются от окисления, по сравнению с многожильными проводами, обжатыми наконечниками.
Большое значение придается управлению точечной сваркой. Для этих целей применяется выключатель и рычаг. Необходимый контакт между свариваемыми деталями обеспечивается достаточным усилием, возникающим между электродами. При сваривании более толстых листов, сила сжатия должна соответственно увеличиться. Рычаг должен обладать достаточной прочностью и не быть слишком коротким. Основание аппарата выбирается массивное, с возможностью его крепления к столу.
С целью увеличения прижима электродов, кроме рычага применяется рычажно-винтовой зажим. Он представляет собой винтовую стяжку, расположенную между рычагом и основанием. Можно применить и другие способы сжатия, но они потребуют специального оборудования. Выключатель устанавливается в цепь первичной обмотки. Вторичную обмотку нельзя использовать для этих целей, поскольку в ней слишком большой ток, образующий дополнительное сопротивление.
При использовании рычажного прижимного механизма, выключатель рекомендуется устанавливать и закреплять на рычаге. Это дает возможность управлять рычагом и включать ток одной рукой. Другая рука в это время будет придерживать детали, предназначенные для сварки.
Рекомендации по эксплуатации самодельного аппарата
- Одним из основных требований является сжатое состояние электродов во время включения и выключения сварочного тока. В противном случае может возникнуть сильное искрение, что в конце концов приведет к подгоранию электродов. В некоторых случаях применяется реле времени для контактной сварки.
- В процессе работы сварки рекомендуется использовать принудительное охлаждение с помощью вентилятора. Иначе понадобится постоянный контроль над температурой токопроводов, трансформатора, электродов и других элементов.
- Во избежание перегрева сварки, необходимо периодически устраивать перерывы в работе.
- В процессе эксплуатации нужно обязательно учитывать возможности самодельного сварочного аппарата, иначе качество точечных швов будет низким или они не получатся вовсе.
Самодельная контактная сварка на конденсаторах
Стоит отдельно рассмотреть контактную сварку, в конструкцию которой входят конденсаторы. Принцип действия этих устройств основан на расплавлении металла под действием электроэнергии, накопленной в конденсаторах. К основным методам такой сварки относятся контактная, ударная и точечная. При решении вопроса, как сделать контактную сварку своими руками, предпочтение отдается одному из них.

При контактной сварке разрядка конденсатора осуществляется на две металлические заготовки, предварительно сжатые между собой. В точке контакта происходит возникновение дуги, расплавляющей и соединяющей металлические заготовки на ограниченном участке. Величина сварочного тока в зоне дуги может достигать 15 кА, а период воздействия составляет до 3 мс. Ударная сварка воздействует на заготовки кратковременным ударом в виде электрического разряда. Дуга появляется всего лишь на 1,5 мс, еще более уменьшая размеры сварочного участка. Во время точечной сварки подача разряда производится на два медных электрода, прикасающихся к поверхностям заготовок с двух сторон. Время действия дуги регулируется и составляет от 0,01 до 0,1 с. Сварочный ток может достигать величины в 10 кА.
Качественная работа конденсаторной сварки обеспечивается возможностью подачи кратковременного импульса и последующей зарядки за очень короткое время. Давление электродов должно способствовать надежному контакту между свариваемыми деталями. После сварки они разжимаются постепенно, чтобы металл остывал под давлением и кристаллизировался в сварочном шве.
electric-220.ru
Точечная сварка своими руками из инвертора

Точечную сварку можно встретить не только на производстве, но и в бытовых условиях. Преимущества выбора такого вида сварки заключается в ее надежности. Данным способом крепления легко соединить разноуглеродные стали, цветной металл. При этом, можно строить практически любые конфигурации и совмещения с металлами.
Позволяет создавать изделие под любые фантазии и потребности.

Спектр применения
Чаще всего, точечная сварка получила широкое применение в ремонте кабелей и бытовой техники. Точечная сварка позволяет производить ремонт аккумуляторов и других мобильных переносных устройств.
Технология сварки
Технология сварки аккумуляторов достаточно проста, пример можно посмотреть по видео ниже.
Весь процесс сварки заключается в нагреве рабочей металлической поверхности до пластичного состояния. В таком состоянии изделия легко деформируются и соединяются.
Для обеспечения качества требуется постоянное проведение процесса плавления. Непрерывность и определенная скорость рабочего темпа, сила нажатия являются ключевыми в работе. В дальнейшем эти параметры характеризуют качество изделий.
Основой принципа работы данной сварки служит преобразование электрической энергии в тепловую. Под воздействием тепла металлическая поверхность подвергаются плавлению.

Контакт электродов следует помещать в местах соединения 2 рабочих поверхностей деталей, необходимых для закрепления.
Застывание расплавленной массы происходит в момент отключения тока. Тем самым, исключается эффект растекания поверхности швов. Поэтому, данный вид сварки носит название точечный.

Клещи
Присоединение частей деталей осуществляется за счёт закрепления поверхности при помощи специальных клещей. Которые, подразделяются на подвесные и ручные.
- Подвесные. Получили широкое применение в условиях завода и промышленных предприятий, подлежат многократному использованию.
- Ручные. Основной функцией служит передача электротока на электроды.
Ряд преимуществ
- Высокая скорость работы;
- Наивысшая степень электробезопасности;
- Обеспечение качественного соединения;
- Изготовить устройство для сварки можно в ручную.
Технический процесс
Вся система построена на элементарной передаче тепла в целях плавления металла в местах закрепления. На качество сварки может повлиять плохая очистка поверхности, видимые окислы.

Ознакомиться с техпроцессом можно по ссылке на видео.
Пользуясь законом теплопроводности, следовало бы учитывать этот параметр для большинства распространенных металлов. Параметры теплопроводности для некоторых из них представлены ниже в таблице.
Наименование металла | Температура плавления, Сᵒ |
Железо (низкоуглеродистая сталь) | ~1400 |
Медь | ~690 |
Алюминий | ~430 |
Цинк | ~1120 |
Электроды должны тоже соответствовать некоторым параметрам:
- Теплопроводность;
- Электропроводимость;
- Механическая прочность;
- Скорость обработки.
Электроды недолговечны и требуют бережного отношения. При постоянном воздействии температурного режима, необходимо прерываться. Данная возможность позволяет остыть электродам и свариваемой поверхности. Таким образом, продлевается ресурс электродов.
Диаметр электродов влияет на характеристику силы тока, а соответственно и на качество шва. Диаметр сечения электрода подбирается исходя из толщины рабочей поверхности. Электрод должен быть приблизительно в два раза толще закрепляемых изделий.

Контактная сварка
Контактная сварка позволяет проводить работы в обычных домашних условиях. Но, чаще всего, этот способ широко применяется в промышленности.
Видео по теме контактная сварка своими руками.
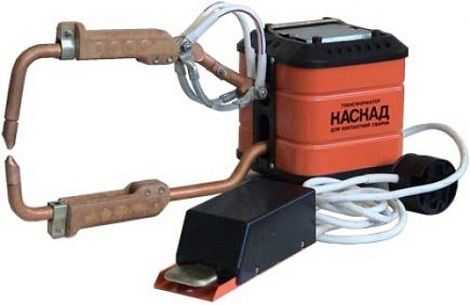
Заводы-изготовители позаботились о том, чтобы домашних условиях не присутствовали громоздкие аппараты по точечной сварке. Уже давно придуманы компактные мобильные устройства. Их предназначение заключается в ремонте домашней бытовой техники.
Такое устройство получило название споттер. Устройство оснащено двумя выводами, предназначенными для закрепления одного из них к рабочей поверхности изделия. Второй же вывод подводится к электроду.
В данной конфигурации в клещах нет необходимости. Источник тока должен располагаться на достаточно близком расстоянии от места проведения работ.
Не стоит обращать на малогабаритное устройство, она достаточно функционально для своего размера.
Наиболее простые устройства используют однофазный ток. Но надеяться на то, чтобы закрепить деталь более одного миллиметра не стоит. Закрепление более сложных деталей производится с привлечением дополнительного трансформатора.
Стоимость
Стоимость споттеров достаточно невелика. В самой дорогой категории находятся инверторные.
Как правило, бытовые устройства не требует больших мощностей. Поэтому, можно обойтись и самодельным аппаратом.
Точечная сварка отличается своим качеством шва. В большинстве случаев, чтобы его разрушить требуется применение серьезных механических воздействий. Чаще всего, для этого используются сверла.

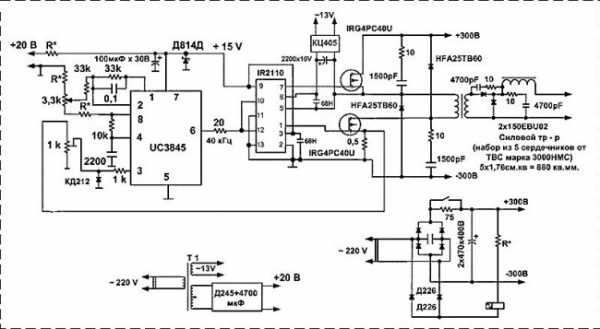
Схема аппарата
Если существует такая потребность, есть желание сделать устройство самому, то собрать его вполне возможно в домашних условиях.
Размеры аппарата по точечной сварке зависит, прежде всего, от потребностей. Наиболее удобными выступают устройства со средними габаритами.
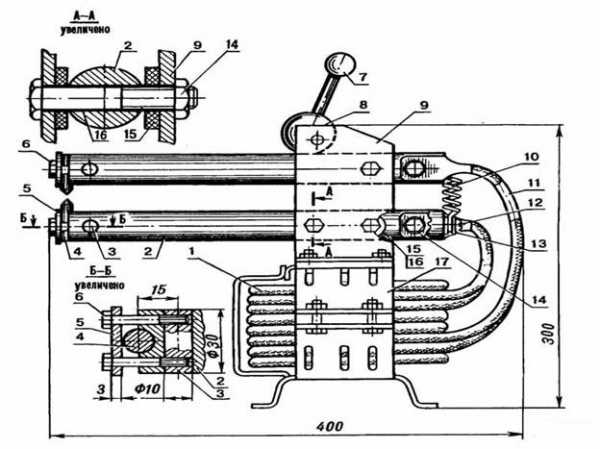
Рисунок. Схема сварочного аппарата по точечной сварке.
Работа устройства заключается на принципе Ленца-Джоуля. Требования физического закона гласит, что проводник должен вырабатывать тепло в количестве равным пропорции с сопротивлением проводника, а также квадратом тока и затраченного времени.
К такому схемному решению обязательна установка выпрямительного моста. Через тиристорный мост происходит заряд конденсатора. Первый тиристор выступает в качестве катода.
Конденсаторный блок является своеобразной защитой и служит в качестве высвободителя тока. Создается принцип качели, постоянная зарядка и разрядка конденсаторов. Данный принцип позволяет создавать эффект точечной пайки. Шов равномерно и своевременно остывает, не позволяя расплываться металлу.
Для увеличения мощности в схему, также добавляются дополнительный тиристор с реле выключения.
Самодельный аппарат
Важной деталью сварочного аппарата служит трансформатор. Минимальное значение по мощности должно составлять 750 Вт.
Видео по созданию собственноручного устройства.
Создать устройство можно при помощи инвертора. Прежде чем, приступать к цели, необходимо обладать некоторыми навыками в области электротехники.
Более простой считается схема с использованием трансформатора взамен инвертора. Но такие устройства недостаточно мощные, чтобы производить работы с металлами достаточной толщины более 1 мм.
Шаги создания устройства
- Извлечь трансформатор из ненужной микроволновки;
- Избавиться от вторичной обмотки, креплений, шунтов;
- Произвести вторичную обмотку более толстым проводом, чем в первичной;
- Проверить собранное устройство на утечку тока;
- Утечки устранять изоляцией при помощи ленты;
- Проверить силу тока. Значение должно быть не более 2 кА.
В качестве наконечников или электродов более всего подходит медный провод значительной толщины. Наконечники затачиваются и закрепляются.
Далее необходимо установить тумблер выключателя. Трансформатор следует закрепить к основанию. Для защиты устанавливается заземление. Соединения должны быть изолированы.
svarkagid.com
Как самостоятельно сделать аппарат для точечной сварки
Для того чтобы сделать аппарат для точечной сварки необходим донор, в роли которого идеально подойдёт старая микроволновая печь. Из такого донора получится аппарат с выдаваемой мощностью в 800 Вт, который легко будет справляться с тонкими (1-1,5 мм) металлическими листами.
Вообще, сгодится любая микроволновая печь, но чем она будет больше, тем более мощным в ней будет высоковольтный трансформатор, что и является главной деталью для самодельного аппарата.
В трансформаторе располагается сердечник, который скрёплен сварными швами, первичная (более толстый провод) и вторичная обмотка.
Для изготовления сварочного аппарата понадобится обмотка из самого трансформатора микроволновки. Для того чтобы её извлечь необходимо разрезать шов ножовкой и добраться с помощью долота и молотка к обмотке.
Как только трансформатор раскрылся, и первичная обмотка стала доступна, её нужно аккуратно достать, при этом, не деформируя её.
Если извлечению первичной проводки мешает вторичная, то её можно аккуратно разрезать и достать частями. В итоге после разбора трансформатора, должен остаться сердечник и первичная обмотка, которую необходимо тщательно очистить.
На следующем этапе необходимо восстановить вторичную обмотку на трансформаторе. Для этого сгодится медный провод с сечением, равным прорезям в изъятом сердечнике. Для вторичной обмотки будет достаточно двух витков.
Далее, нужно скрепить сердечник и основание трансформатора с помощью эпоксидной смолы и зафиксировать конструкцию в тисках, для большей надёжности.
С помощью вольтметра необходимо смерить напряжение трансформатора, которое должно ровняться двум или чуть более вольтам, но сила тока — более 800 Ампер
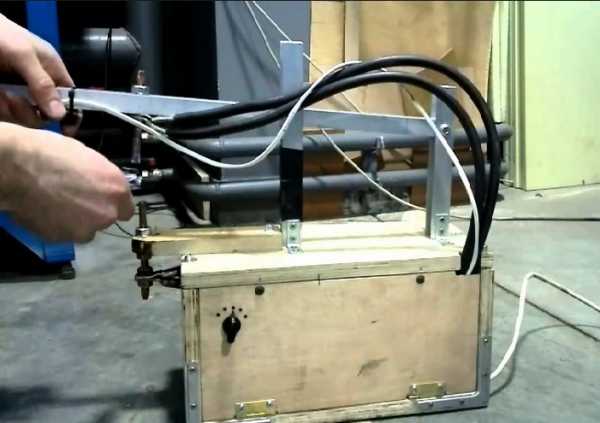
Следующим шагом будет изготовление деревянного корпуса для сварочного аппарата, который будет состоять из коробки, куда помещается трансформатор и два рычага. На задней части корпуса необходимо сделать отверстия для выключателя и питания, а после этого детали можно отшлифовать и окрасить.
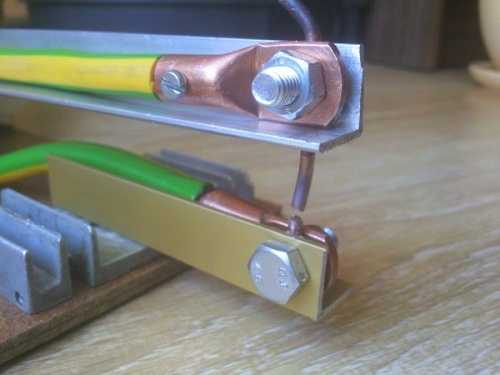
Для изготовления электродов аппарата понадобятся два медных провода длиной 2,5 см, которые необходимо зажать в держателях как можно плотнее.
После этого можно приступать к монтированию выключателя и кабеля питания, для которых уже заблаговременно были изготовлены отверстия на задней части корпуса.
Далее, нужно закрепить трансформатор с помощью саморезов, на один из которых должна крепиться клемма для заземления.
Для того чтобы верхний рычаг всегда был открыт, можно использовать обычную резинку, которая и обеспечит нужное натяжение.
Боковины конструкции также должны крепиться на болты, а рычаги аппарата фиксируются с помощью гвоздя, который создаёт ось. Контактные электроды можно закрепить на торцевой части рычагов, а их провода крепятся в разные стороны.
Аппарат для точечной сварки готов.
Использовать такой аппарат можно следующим образом: поместите тонкие листы металла между электродами, затем нажмите на кнопку (микрик) в течении 5-6 секунд. Мощный импульс электрического тока нагревает детали до температуры плавления, а давления электродов еще больше укрепляет сварное соединение. Теперь можете убрать свой палец с кнопки, и подождать пока сварной шов не остынет.
Не советуется так делать:
После того, как выгорят электроды, их можно легко заменить:
Видео по теме:
volt-index.ru
Самостоятельное изготовление аппарата для контактной сварки
В основе процесса контактной сварки лежит нагрев места соединения электрическим током с одновременным воздействием на него большим давлением. В промышленности контактная сварка нашла широкое применение при выполнении крестообразных соединений и стыков арматуры железобетонных или стальных конструкций, соединении медных и алюминиевых проводов, стальных труб. В домашних условиях возможна контактная сварка своими руками при помощи специального аппарата, который также можно сделать самостоятельно. После этого аппарат можно применить для сварки труб электросваркой своими руками.
Аппарат для контактной сварки (далее АКС) может использоваться для сваривания деталей из листов обычной и нержавеющей стали толщиной 0,08 – 0,9 мм или для соединения стальной проволоки до 1,5 мм толщиной.
Устройство аппарата
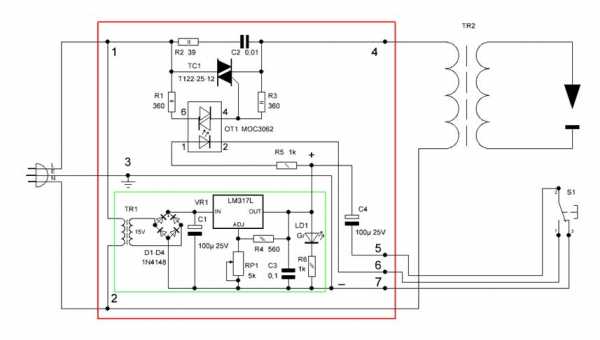
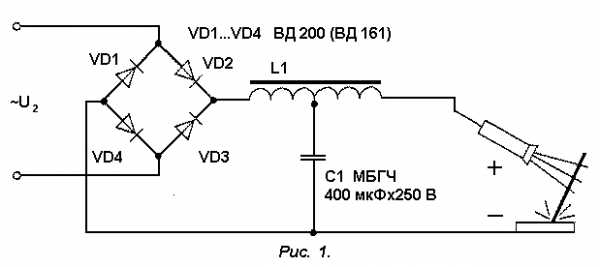
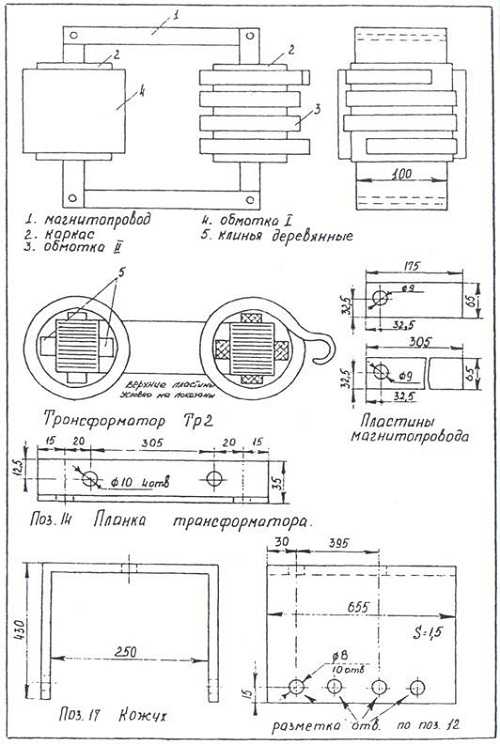
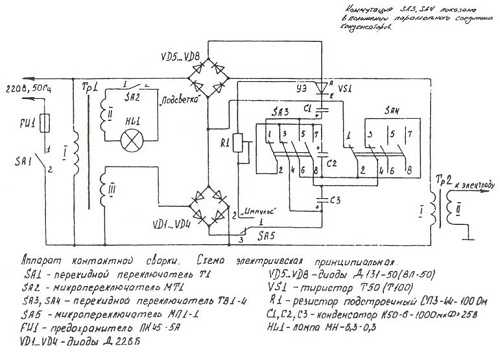
АКС содержит в своем составе два функциональных узла – блок питания и выносной сварочный пистолет. Узел блока питания состоит из электронного реле, собранного на тиристоре VS1 и мощном сварочном трансформаторе Тр2. К одному выводу его вторичной низковольтной обмотки с помощью сварочного кабеля подключен электрод. Второй вывод при сварке надо надежно соединить с наиболее массивной из свариваемых деталей. Первичная обмотка трансформатора Тр2 подключается к сети с помощью диодного моста на VD5…VD8 и тиристора VS1, включенного в его диагональ. Вспомогательный трансформатор Тр1 малой мощности питает сеть управления тиристора и лампу подсветки (обмотка II). 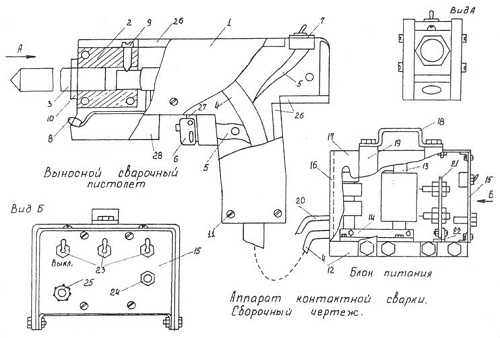 Чертеж №1 – Пистолет АКС
Чертеж №1 – Пистолет АКС
Сварочный пистолет собран из двух одинаковых по размерам и форме деталей, вырезанных из текстолита, гетинакса или другого прочного изоляционного материала. В передней части крепятся ламподержатель (поз. 28), переходник (поз. 2) и микропереключатель SA5. В задней – выключатель подсветки SA5, закрепленный между накладками винтами М2 и держателями (поз. 27). Накладки соединяются между собой винтами, вкручивающимися в ламподержатель, переходник и распорные планки. Между накладками располагается сварочный кабель, соединяемый с переходником с помощь контровочного винта (поз. 9). Управляющие провода фиксируются на сварочном кабеле и коммутируют переключатели SA2, SA5 и элементы БП. Сменные электроды (поз. 3) крепятся в отверстие переходника M8 и фиксируются контровочной гайкой (поз. 10). На основании без изоляционных прокладок монтируется второй вывод вторичной обмотки трансформатора Тр2. Кабель, подключенный к этому выводу, снабжается зажимом любого типа, для закрепления на одной из свариваемых деталей. Рекомендуемый тип зажима – струбцина.
Изготовление АКС
Для того, чтобы собрать аппарат контактной сварки своими руками, следует воспользоваться нижеследующими рекомендациями. Габариты блока питания определятся размерами Тр2, поэтому сборку следует начинать с него. Конструкция трансформатора особого значения не имеет. Определяющим параметром является сечение магнитопровода, которое не должно быть меньше 60 см2. Магнитопровод можно использовать любой. Первичную обмотку, содержащую 160 – 165 витков, следует намотать на круглом каркасе из электрокартона проводом ПЭТВ диаметром 1,62…1,7 мм и разместить на одной из сторон магнитопровода, изолировав ее от него деревянными клиньями. Вторичная обмотка содержит 4,5 витка медной шины ПБУ 5,2 x 17,5 мм. Можно использовать другую шину или провод, но сечение не должно быть меньше 90 мм2. 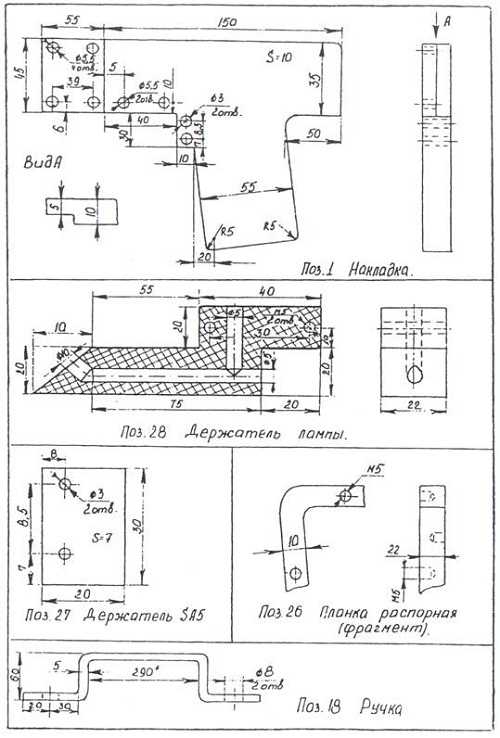 Чертеж №2 – пистолет АКС
Чертеж №2 – пистолет АКС
Затем концы шины вторичной обмотки надо изогнуть петлей для последующего крепления к ним болтами сварочных кабелей. Перед намоткой шина по всей длине изолируется лентой из фторопласта или подобного материала в один слой. Можно использовать изоленту на х/б основе, сложенную в 2 – 3 слоя. Такой же лентой надо изолировать друг от друга все слои первичной обмотки. Ее выводы фиксируются х/б тесьмой. Пластины магнитопровода должны собираться “вперекрышку”, то есть перекрывая длинной пластиной стык с короткой и так далее.
 Чертеж №3 – трансформатор ТР2
Чертеж №3 – трансформатор ТР2
Стяжку магнитопровода надо производить уголками и болтами М8. Сначала для выпрямления пластин выполняется предварительная стяжка. После этого верхнюю часть магнитопровода надо удалить и поместить на него каркасы с обмотками. Затем пластины верхней части надо поставить на место и выполнить окончательную стяжку пластин. Каркасы относительно магнитопровода должны фиксироваться деревянными клиньями.
Проверка
Затем надо выполнить электрическую проверку Тр2 – включить в сеть 220 В и измерить напряжение на вторичной обмотке. Оно должно быть равно 41 В, а обмотки не должны перегреваться. 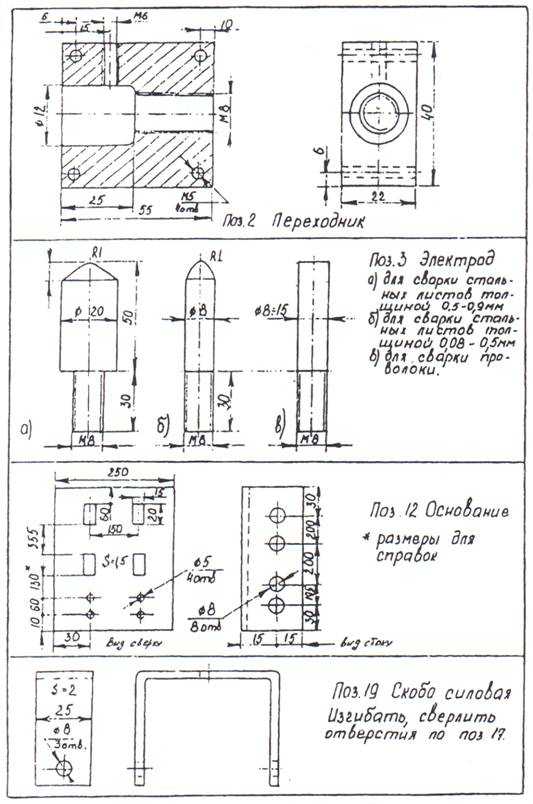 Чертеж №4
Чертеж №4
После изготовления Тр2, учитывая его реальные размеры, надо вычислить габариты кожуха и основания и вырезать из листовой стали. Детали электронного реле можно расположить на плате из листового гетинакса или текстолита толщиной 3 – 5 мм.
Вспомогательный трансформатор
Готовый трансформатор Тр1 может быть любого типа и должен обеспечивать на вторичной обмотке значения напряжений 6 и 10-15 В. Самодельный Тр1 можно сделать на основе магнитопровода любого типа сечением 1 см2. Первичная обмотка должна содержать 8000 витков провода ПЭТВ – 2 диаметром 0,06 мм, вторичная – 800 витков того же провода, обмотка III – 200 витков провода ПЭТВ – 2 диаметром 0,2 мм. Обмотки между собой и магнитопроводом следует изолировать несколькими слоями фторопластовой ленты. В качестве сварочных можно использовать провода типа КОГ-2 с основной жилой диаметром 90 мм2 и четырьмя вспомогательными жилами. 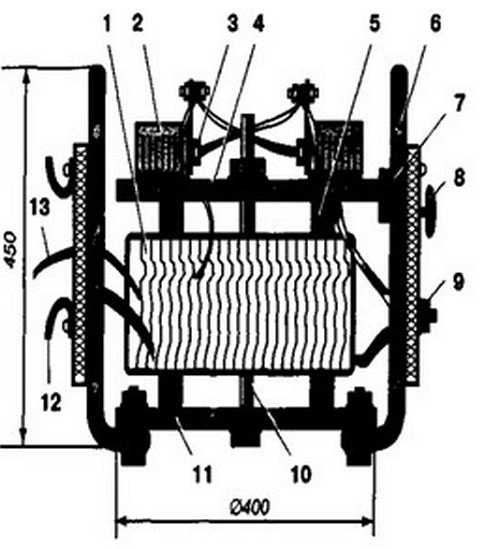 Схема трансформатора ТР-1
Схема трансформатора ТР-1
- обмотка трансформатора
- радиатор тиристора
- тиристор
- верхняя пластина
- брусок
- ручка для переноски
- блок регулировки
- потенциометр (R12)
- клемма для подсоединения сварочного кабеля
- крепежный болт;
- нижняя пластина
- скоба для намотки сетевого кабеля
- сетевой кабель
 Чертеж №5 – схема электрическая, принципиальная
Чертеж №5 – схема электрическая, принципиальнаяПоследовательность сборки сварочного пистолета
Создание сварочного пистолета рекомендуется начинать с изготовления электродов и переходника (см. чертеж). Из листа винипласта или текстолита вырезаются накладки, размеры которых могут быть изменены под руку владельца контактной сварки своими руками. В ламподержателе сверлятся каналы для проводов, ведущих к лампе подсветки. При помощи винтов М2 и двух держателей к накладкам крепится микропереключатель.
Распорные планки можно изогнуть из полосы оргстекла по месту с учетом расположения на накладках (поз. 2, 6, 7 и 28) и проходящего через рукоятку сварочного кабеля. Накладки скрепляются винтами М5, ввернутыми в распорные планки и переходник. Конец сварочного кабеля опаивается и вставляется в отверстие переходника с фиксацией контровочным винтом. Для более надежной фиксации накладок рекомендуется применить клеящие мастики “Монолит” или “Гарант”. Острые кромки накладок надо притупить, а рукоятку обмотать изолентой.
Если сборка выполнена правильно, то АКС начинает работать сразу. Чтобы оценить, как работает собранная контактная электросварка, можно поступить следующим образом. К очищенной от поверхности стального бруска несколькими точками приваривают полоску стального листа до 10 – 12 мм шириной, а затем отрывают ее плоскогубцами. В точках соединения должны остаться отверстия (так называемые вырывы) диаметром 0,5 – 0,8 мм. При возможных отклонениях следует отрегулировать длительность сварочного импульса подстроечным резистором R1. Проверку надо производить как при параллельном, так и последовательном включении конденсаторов, что выбирается переключателями SA3 и SA4.  Спецификация к чертежам АКС
Спецификация к чертежам АКС
Эксплуатация АКС
Мастер, работающий с АКС должен находиться на резиновом коврике и использовать защитные очки и резиновые перчатки. “Заземляющий” кабель надо подсоединить к детали, к которой требуется приварить другую деталь. Затем надо включить АКС, приложить друг к другу соединяемые детали, плотно прижать их электродом сварочного пистолета и нажать на кнопку SA5. Спустя 1 – 1,5 сек электрод можно снять с точки и установить на следующую. При необходимости можно включить подсветку.
elsvarkin.ru
Как сделать аппарат контактной сварки своими руками? — Моя ковка
Контактная сварка — это процесс, который способствует формированию соединений металлов. Через них проходит ток. Это деформирует область соединения. К методам такой сварки относят:
- точечный;
- шовный;
- стыковая обработка.
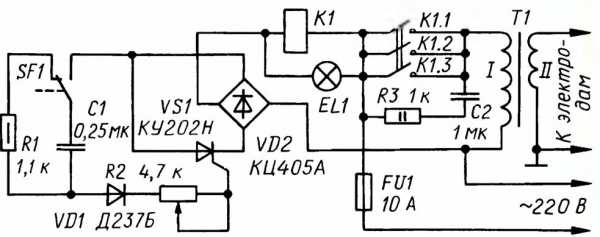
Схема электронного блока сварочного аппарата.
Прежде чем сделать аппарат для контактной сварки, нужно определиться с его типом:
- передвижной;
- подвесной;
- стационарный.
Основными параметрами для данного режима является ток, время его протекания, действие силы тяжести. С помощью такого аппарата для сварки своими руками можно выполнить различные соединения ЖБИ, труб, проводов.
Самодельное устройство
Технология контактной сварки.
Изготавливая данный аппарат, следует учесть, что он питает много электроэнергии. Он сваривает стальные детали, толщина которых колеблется в пределах 0,08-0,9 мм. Необходимо учесть, что такой аппарат для сварки состоит из 2-х основных элементов:
- Пистолета.
- Блок питания, состоящего из реле и трансформатора.
К первой обмотке подключается через кабель электрод. В процессе сварки второй вывод соединяется со свариваемым металлом. Сварочный пистолет собирается из 2-х равных элементов по форме и размеру.
Для этого применяется текстолит, гетинакс либо иной изолятор. Из материалов и инструментов потребуется тестер, лампа, трансформатор, переходник, контровочная гайка, кабель, отвертки, блок питания. Впереди необходимо прикрепить держатель лампы, переходник и маленький переключатель. Сзади устанавливается выключатель подсветки. Для соединения накладки потребуются винты. Сварочный кабель соединяется с переходником.
Вернуться к оглавлению
Все о кровле крыш своими руками — kryshikrovli.ru.
Пошаговая инструкция
Сборка сварочного аппарата осуществляется с учетом размера блока питания. Эти параметры зависят от габаритов трансформатора. Первоначально рекомендуется собрать последний агрегат. Важным его параметром является сечение магнитопровода — более 60 см кв.
Схема электроконтактной сварки.
Первичная обмотка трансформатора состоит из 160-165 витков. Он располагается на одной стороне магнитопровода. Деревянные клинья используются в качестве изолятора. Затем с помощью петель делается изгиб на вторичной обмотке. Это позволит прикрепить сварочный кабель специальными болтами.
Первоначально проводится изоляция. Для этого применяется изолента либо фторопласт. С помощью такого материала изолируются слои первичной обмотки. Она фиксируется тесьмой. Магнитопровод стягивается с помощью болтов М8 и уголков. Чтобы выпрямить пластину, потребуется сделать стяжку. Каркас фиксируется деревянными клиньями.
Следующий шаг предусматривает проверку работы трансформатора. Для этого нужно включить его в сеть 220В. Одновременно измеряется напряжение на второй обмотке. Этот показатель должен равняться 41 В. Затем вычисляются параметры основания.
Что касается вспомогательного трансформатора, то он предназначен для обеспечения на 2-й обмотке напряжения в 6-15 Вт. Данный агрегат изготавливается из магнитопровода с сечением в 1 см кв. Обмотки между магнитопроводом изолируются с помощью ленты.
Вернуться к оглавлению
Сборка пистолета
Схема держателя электродов.
Самостоятельное производство контактной сварки предусматривает монтаж соответствующего пистолета. Первоначально создается переходник и электрод. В ламподержателе обустраиваются каналы для провода, ведущего к лампе.
При помощи 2-х держателей и винтов фиксируется к накладкам микропереключатель. Данные планки изготавливаются из оргстекла. При этом учитывается размещение кабеля, проходящего через рукоятку. Накладки фиксируются винтами.
Конец кабеля спаивается, вставляется в отверстие переходника. Для его фиксации используется винт. Надежно закрепить накладки поможет специальная мастика. Правильная сборка данного аппарата предусматривает быструю его работу. Чтобы ее оценить, нужно приварить точками к бруску полоску стали толщиной в 10-12 мм. Затем она отрывается плоскогубцами.
Таким образом, в точках соединения образуются отверстия, диаметр которых колеблется в пределах 0,5-0,8 мм. Длительность сварочного импульса можно отрегулировать резистором. Проверка производится при параллельном и последовательном включении конденсаторов.
Процесс эксплуатации самодельного сварочного аппарата предусматривает подсоединение заземляющего кабеля к детали, к которой приваривается иной элемент. Затем готовый агрегат включается, а соединяемые детали прикладываются друг к другу, прижимаются электродом. Через 1-1,5 с (после нажатия на кнопку) электрод снимается с точки.
Что касается человека, который работает с подобным агрегатом, то он должен стоять на резиновом коврике и использовать защитные очки с перчатками. Стандартная модель данного устройства комплектуется 2-мя частями: электрического и механического типа. При сборке трансформатора особое внимание уделяется качеству соединения. Это необходимо для минимизации потери на сопротивлении контакта.
Зачастую сварка, изготовленная своими силами, выходит из строя по следующим причинам:
- перегрев;
- влага;
- продолжительная вибрация;
- механические влияния.
Предотвратить перегрев трансформатора можно за счет применения надежных обмоточных проводов.
Для их охлаждения необходимо обеспечить контакт с воздушным пространством. Поэтому в обмотке нужно предусмотреть щели. Первоначально наматывается один слой. С внешней стороны ставятся планки. Затем последние элементы вставляются через каждый второй слой провода.
При изготовлении трансформатора без вентилятора следует помнить, что через щели постоянно должны циркулировать воздушные массы: теплые поднимаются вверх, а холодные опускаются вниз. Необходимо учесть, что обдув оказывает незначительное влияние на степень нагрева трансформаторов.
Если сварочный агрегат сильно греется, при этом он оснащен закрытыми обмотками, тогда мощный обдув не сможет решить такую проблему. В этом случае удерживается температура обмоток за счет умеренного режима работы сварки.
moyakovka.ru
Изготовление контактной сварки своими руками
Загородный дом всегда требует особенных забот от хозяина. Их гораздо больше, чем в квартире. Ремонт и перестройка дома, сооружение декоративных мостиков и беседок, возведение фундаментов и перекрытий, все эти работы требуют умения работать не только с деревом, но и с металлом. Инструменты и приспособления для таких работ нужны соответствующие.
Мастерство и опыт, умение работать и придумывать интересные проекты порой упирается только в одно: не все работы хозяин может сделать самостоятельно. И это очень часто останавливает интересные творческие задумки. Как правило, так случается, если речь заходит о сварке. Считается, что сварить металлические конструкции без специалиста со специальным аппаратом невозможно. Да, конечно, аккуратный шов не всякий сварщик сделает. Безусловно, сварку мостовых конструкций и перекрытий зданий должны выполнять профессионалы. Но сделать из металлических прутов садовую калитку или каркас для декоративной композиции по силам и любителю. Если у него есть специальное приспособление.
Оказывается, сделать такой самодельный сварочный агрегат достаточно просто и умельцы давно придумали конструкцию. Контактная сварка своими руками изготавливается достаточно быстро при наличии у человека элементарных знаний и умений в электротехнике.
Для изготовления агрегата потребуются следующие материалы и приспособления:
- трансформатор силовой;
- выключатель;
- таймер времени;
- медный прут с диаметром 1,5 см;
- медный провод с диаметром один сантиметр.
Таймер времени при отсутствии навыков в радиотехнике лучше всего приобрести в специализированном магазине.
Изготовление трансформатора для контактной сварки
Важнейшей деталью аппарата предназначенного для проведения контактной сварки является трансформатор. Этот агрегат позволяет получить требуемое напряжение для проведения сварочных работ. Коэффициент трансформации должен иметь высокое значение, по этой причине для изготовления этого элемента сварочного аппарата лучше всего использовать устройства, которые входят в комплектацию микроволновых печей. Мощность этого компонента агрегата должна быть не менее одного киловатта. В микроволновых печах, как правило, применяется агрегат с мощностью до 4 кВт.
Трансформатор извлекается из микроволновки, с него снимается вторичная обмотка. Для изготовления сварочного трансформатора потребуется только первичная обмотка агрегата. При снятии провода все операции по разборке следует проводить очень аккуратно. Это требуется для того чтобы в процессе изготовления не повредить медный провод первичной обмотки и магнитопровод.
После проведение подготовительного этапа осуществляется изготовление вторичной обмотки. На выходе из агрегата нужно получить ток в 1000 А. Для этой цели применяется медный провод с диаметром 1 см. При изготовлении из такого медного провода получается 2-3 витка в устройстве. На выходе из силового устройства напряжение составляет около 2 вольт. Использование такого трансформатора в устройстве сварочного аппарата для контактной сварки позволяет работать с металлом толщиной до 5 мм. После наматывания медного провода проверяется направление обмоток, помимо этого на этом этапе изготовления проверяется наличие трансформаторе коротких замыканий. При отсутствии последних приступают к дальнейшему процессу изготовления. При использовании в конструкции сварочного устройства двух и более трансформаторов проверяется сила тока на выходе – она не должна быть более 2000 А. В случае превышения этого значения следует уменьшить силу тока, так как высокая сила тока провоцирует значительные перепады в бытовой электросети в период работы аппарата. После намотки медного провода и проверки параметров трансформатора он является готовым к использованию.
Изготовление электродов для аппарата контактной сварки
Изготовление электродов осуществляется из толстых медных прутиков, диаметр которых равен 1,5 см. При изготовлении электродов нужно придерживаться строго правила гласящего о том, что толщина электрода должна быть не меньше провода используемого во вторичной обмотке устройства. В случае использования трансформатора невысокой мощности в качестве сварочных электродов можно использовать жала от пары паяльников. Жала от паяльников обладают одним несомненным преимуществом – они являются стойкими и благодаря этому прослужат на протяжении длительного времени.
Провода подключаемые к электродам должны иметь минимальную длину, это требуется для того чтобы уменьшить потери тока. Для подключения провода к электроду используется медный наконечник или отверстие в электроде, проделанное при помощи дрели. Провод крепится к электроду при помощи болтового соединения. Для лучшего контакта провод с наконечником лучше всего спаять, это будет препятствовать процессу окисления и потерям тока в процессе окисления.
Преимуществом болтового соединения является возможность быстрого удаления электродов. При осуществлении соединения путем пайки в случае необходимости замены электродов потребуется перепаивание стыков, что занимает большое количество времени.
Управление сварочным процессом и инфраструктура сварочного аппарата
Контактная сварка своими руками изготовленная требует оснащения рычагом управления и выключателями. Качество сваривания металлических изделий обеспечивается не только силой тока, но и силой сжатия. Для этой цели аппарат оснащается рычагом. Сила сжатия, особенно огромную роль, играет при сваривании толстых листов металла. При осуществлении сваривания в домашних условиях сила сжатия должна быть не меньше 30 кг, по этой причине рычаг нужно сделать соответствующей длины. Это обеспечит удобство в работе со сварочным аппаратом и высокое качество сваривания деталей. Длина ручки рычага для обеспечения степени сжатия должна быть равна 60 см. Крепление рычага осуществляется на 3/4 снизу. Таким образом, соотношения плеча на зажим равно 1:10. При такой конструкции рычага, в случае оказания давления на рычаг в один килограмм, на металл осуществляется давление в десять килограмм.
Выключатель устанавливается на первичной обмотке трансформатора, так как во вторичной обмотке устройства циркулирует большой ток, а сопротивление выключателя в цепи вторичной обмотке будет приводить к потере тока. Для удобства работы выключатель выносится на рукоятку рычага, это позволяет осуществлять подачу электрической энергии на аппарат только после осуществления контакта металла с электродами устройства. Такое размещение выключателя позволяет в значительной мере осуществлять экономию электроэнергии за счет отсутствия холостой работы устройства.
При работе с тонким металлом лучше всего в цепь управления сварочным устройством вмонтировать таймер времени. Таймер времени позволяет регулировать время работы агрегата, для охлаждения устройства и компонентов, входящих в его состав, можно использовать кулер от старого стационарного компьютера.
После окончания сборки устройства следует провести его испытания.
domiksad.net