Как сделать станок для гибки профильной трубы своими руками чертежи: Станок для гибки профильной трубы своими руками: чертежи, фото, видео
alexxlab | 26.03.2021 | 0 | Разное
Трубогиб для профильной трубы своими руками: чертежи, схема, видео
Как изготовить трубогиб для профильной трубы своими руками? С чего начать?
Что нужно знать, чтобы избежать ошибок? Как сделать чертеж устройства?
Посмотреть видео о том, как изготовить трубогиб, и найти ответы на эти вопросы вы можете, прочитав статью.
Что такое трубогиб?
Содержание:
- Что такое трубогиб?
- Как изготовить станок из подручных материалов?
- Гидравлический станок своими руками
Для чего применяется трубогиб, понятно из его названия. При помощи этого приспособления можно плавно изогнуть не только трубу, но и металлический профиль до необходимого угла без перегиба и излома.
Сделать это без трубогиба просто невозможно. При простом сгибе трубы металл заложится в складку, перекрывая внутренний просвет.
При использовании трубогиба этого не произойдет – изгиб будет плавным без складок и растяжения металла.
Трубогибы бывают промышленного изготовления, но их покупка часто бывает нецелесообразной из-за приличной стоимости. К тому же изготовить приспособление собственными руками совсем несложно.
К тому же изготовить приспособление собственными руками совсем несложно.
Фото:
Существует несколько различных видов трубогибов. Поэтому перед началом работы необходимо определиться с выбором конструкции.
Все приспособления для гибки труб и металлического профиля, независимо от их внешнего вида, можно разделить на три категории:
- гидравлические;
- электрические;
- механические.
Гидравлические трубогибы могут быть как огромными промышленными станками, способными согнуть трубу любого диаметра, так и ручными.
При помощи ручного гидравлического приспособления можно гнуть трубы до 2-3 дюймов в диаметре.
Фото:
Электрические ручные станки преимущественно применяют для сгибания труб с тонкими стенками. Эти приборы отличаются от гидравлических большей точностью и аккуратностью работы.
На изгибе, выполненном таким станком, нет ни малейших складок и заломов.
В бытовых целях чаще всего применяются механические устройства, при помощи которых при небольшом физическом усилии можно гнуть трубы из мягких металлов или полимеров.
Такой трубогиб для профильной трубы несложно изготовить собственными руками. Правда, гнуть им можно будет только трубы небольшого диаметра.
По принципу сгибания трубы все трубогибы классифицируются на четыре группы.
Они могут быть следующих видов:
- арбалетное устройство;
- пружинное;
- прокатное;
- дорновое.
Арбалетное устройство представляет собой две параллельных пластины с отверстиями для труб разных диаметров.
Труба просовывается в подходящие отверстия, после чего пластины разводятся в стороны. В результате водовод или профиль плавно изгибаются. Таким способом можно получить любой угол больше 90°.
Пружинный трубогиб оснащен тугой пружиной, благодаря разжатию которой происходит мягкий изгиб. Такие приспособления чаще используются для сгибания пластиковых труб или изготовленных из мягких цветных металлов.
Видео:
Устройство прокатного или, как его еще называют, сегментного трубогиба абсолютно просто. Прокатный трубогиб оснащен несколькими роликами.
Прокатный трубогиб оснащен несколькими роликами.
Изгиб происходит посредством прокатывания трубы или профиля вдоль одного из них. Таким образом можно произвести изгиб под любым нужным углом и даже завернуть профиль в петлю, обведя вокруг ролика. Для профильного металлопроката применяются ролики с прямоугольной оснасткой.
Дорновый тип самый простой. Участок трубы туго зажимается струбциной инструмента.
Свободный край гнется при помощи рычага. Для этого внутрь можно вставить кусок арматуры или надеть сверху кусок трубы с большим диаметром.
Особенностью станка являются дорны – цепочка из стальных шариков, помещаемая внутрь сгибаемого участка.
Дорны заполняют собой внутреннюю пустоту сгибаемого участка и не дают металлу образовать складку внутрь.
Такой метод также позволяет получить плавный изгиб без надломов и разрывов металла. Однако этот метод подходит только в том случае, если сгиб необходимо сделать на небольшом расстоянии от края трубы.
Как изготовить станок из подручных материалов?
Самодельный трубогиб для профильной трубы проще сделать по типу прокатного. Для его изготовления потребуется прочная деревянная доска, равная по толщине трубе. Можно использовать доску большей толщины.
На доске делается чертеж нужного изгиба. Важно следить, чтобы линия изгиба была плавной и округлой, без резких поворотов.
В идеале шаблон должен представлять собой ровный полукруг. Нужно обязательно обозначить на нем центр, так как он потребуется в дальнейшем.
Фото:
Далее следует выпилить заготовку по получившемуся шаблону. Готовую половинку ролика прочно крепят к рабочему столу.
С одной стороны от полученного полукруга прикручивается деревянный брусок на расстоянии сечения трубы.
Этот брусок необходим для фиксации конца трубы в нужном положении. Труба должна свободно проходить между полукругом и бруском, но не смещаться в сторону.
Теперь необходимо выпилить из доски круг меньшего диаметра. Центр этого круга и центр полукруга соединяются при помощи металлической пластины.
Центр этого круга и центр полукруга соединяются при помощи металлической пластины.
Расстояние между деталями должно равняться сечению профиля. Можно добавить пару миллиметров для свободы скольжения.
Свободный конец металлической пластины будет использоваться в качестве рычага. Поэтому для удобства его желательно обмотать изолентой или ветошью. Необходимо проверить, чтобы диск свободно вращался по всему периметру полукруга.
Видео:
Чтобы провести изгиб, диск приводится в крайнее положение вплотную с фиксирующим бруском. Между ними вставляется металлопрокат.
При помощи рычага маленький диск приводится в движение. Поворачивать его нужно не спеша, избегая резких движений.
Таким образом, прилагая сравнительно небольшое усилие, можно гнуть не только трубы, но и металлический профиль.
Вместо дерева ролики можно изготовить из полиуретана или даже металла.
Кроме того, можно предусмотреть изменение расстояния между роликами для изгиба профиля с различным сечением. Действие станка можно увидеть на видео в Сети.
Несмотря на кажущуюся простоту сборки станка, качественно сделать его не удастся, если не использовать чертежи при конструировании.
Если невозможно подготовить чертеж самостоятельно, то можно воспользоваться моделями, выложенными в Интернете, подогнав их под нужные размеры.
Такой станок подойдет, если требуется согнуть небольшое количество профиля. Если необходимость гнуть трубы возникает часто, то стоит задуматься об изготовлении гидравлического станка.
Трубы используются не только при устройстве водопровода или газопровода. Они являются замечательным материалом для постройки:
- парников;
- садовых беседок;
- ограждений.
Потому качественный станок для гибки труб и металлического профиля всегда пригодится в хозяйстве.
Гидравлический станок своими руками
Для изгибания профиля из более упругого материала можно сделать ручной гидравлический станок. Схема его устройства является довольно простой.
Схема его устройства является довольно простой.
Для работы потребуются следующие материалы:
- четыре металлических ролика;
- домкрат;
- металлический швеллер.
Перед работой необходимо выполнить чертеж устройства, чтобы избежать возможных ошибок.
Из швеллера варят короб, по длине равный домкрату в полностью выдвинутом положении. Этот короб капитально крепится к рабочей поверхности.
Изгибаемый профиль должен проходить перпендикулярно домкрату. Исходя из этого, крепятся два ролика.
Один – прямо напротив короба, на расстоянии, равном сечению профиля. Второй – на расстоянии 30 – 40 см от первого, с учетом того, чтобы профиль проходил между ними.
Фото:
Два оставшихся ролика крепятся на ручной рычаг, при помощи которого будет происходить изгиб. Можно предусмотреть возможность изменения расстояния между роликами.
В таком случае будет возможность гнуть трубы и профиль с различным сечением. Домкрат в данном случае будет использоваться для создания необходимого давления, поэтому его целесообразно брать с большей мощностью.
Домкрат следует установить так, чтобы с его помощью было легко регулировать нажим. Такое устройство обеспечит качественный сгиб профиля любой толщины. Как подготовить чертеж и собрать устройство, можно посмотреть на видео в статье.
Давая слишком большое усилие, возможно если не сломать, то значительно испортить трубу, снизив ее пропускную способность.
Для гибки металлопластиковых труб или изготовленных из мягких металлов лучше пользоваться ручным станком, не прибегая к гидравлическому методу.
Наиболее качественный изгиб получится в том случае, если ролики будут плотно прилегать к профилю.
Следует знать, что не любую трубу можно изогнуть под желаемым углом. Угол сгиба напрямую зависит от характеристик металла, из которого сделана труба.
Как правило, производитель указывает максимальный угол изгиба. Если продолжать гнуть трубу больше рекомендуемого угла, то металл не выдержит и лопнет.
У труб одного и того же производителя показатели сгибаемости могут различаться в зависимости от:
- материала, из которого изготовлен металопрокат;
- толщины стенок;
- диаметра.

У профильных труб из-за прямоугольного сечения возможный угол изгиба по определению меньше, чем у аналогичной трубы с круглым сечением. Способы сгибания профиля можно увидеть на видео в статье.
Как видите, изготовить ручной станок для гибки металлического профиля совсем не сложно.
Его можно сделать из подручных материалов своими руками. Зато сколько вариантов применения можно найти для согнутого таким способом профиля!
Фото:
Чтобы собранный своими руками станок не поддавался коррозии и симпатично выглядел, его можно покрасить после предварительной грунтовки.
Подвижные металлические части рекомендуется систематически смазывать литолом или солидолом.
Если станок установлен не в сарае, а прямо под открытым небом, то над ним можно устроить навес. В качестве основания для навеса может послужить согнутый на этом станке металлический профиль.
Успешного изготовления!
Гибка труб своими руками из подручных инструментов (фото+чертеж) | Своими руками
Содержание ✓
- ✓ ОТВОД ТРУБ СВОИМИ РУКАМИ – ФОТО
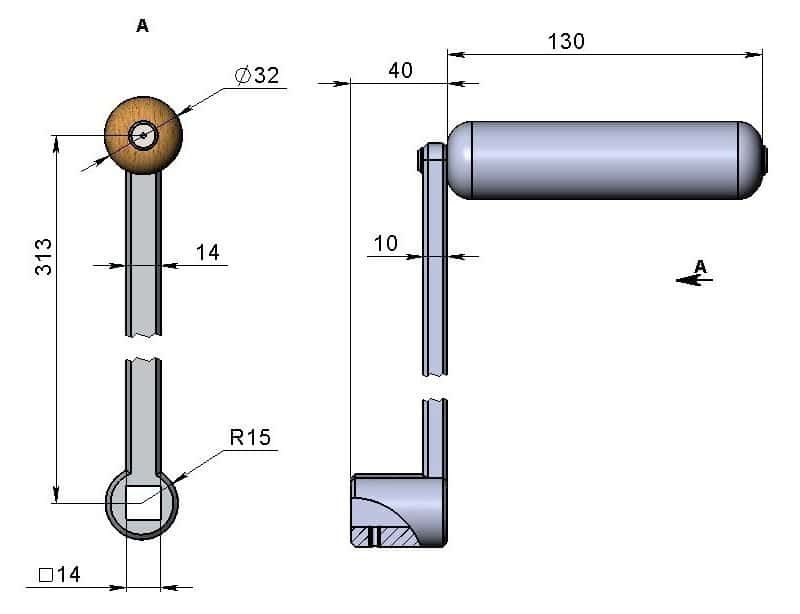
- ✓ РУКОЯТКА ТРУБ СВОИМИ РУКАМИ – ЧЕРТЕЖ
Вы опубликовали мою статью о теплице. Повторюсь: теплица арочного типа под пленку, площадью 130 кв. м, за очень небольшие деньги, полностью своими руками. Дизайн вызвал интерес у многих. И больше всего вопросов было о том, как я делал арки.
Повторюсь: теплица арочного типа под пленку, площадью 130 кв. м, за очень небольшие деньги, полностью своими руками. Дизайн вызвал интерес у многих. И больше всего вопросов было о том, как я делал арки.
Такой же вопрос стоял передо мной, когда я думал о строительстве теплицы. Как согнуть профильную трубу, чтобы дуги были одного радиуса?
Вариант с изгибом кувалдой сразу отпал.
ВСЕ, ЧТО ВАМ НЕОБХОДИМО ДЛЯ ЭТОЙ СТАТЬИ, ЗДЕСЬ >>>
Это можно сделать, но в результате получится “изогнутая бита”.
Заказать гнутый профиль в организациях, занимающихся подобными работами, тоже не вариант. А как поставить готовые дуги? В моем случае их радиус был 3 м, а длина готового отрезка 6 м. Для этого нужен специальный транспорт, а это совсем не бюджетно. Немного подумав, я пришел к выводу, что необходимо сделать трубогиб своими руками .
Так как я не планировал использовать его в профессиональных масштабах, то сделал его максимально упрощенным. Главное, чтобы можно было контролировать радиус изгиба, а сам трубогиб имел достаточную жесткость рамы, особенно в сочленении.
Главное, чтобы можно было контролировать радиус изгиба, а сам трубогиб имел достаточную жесткость рамы, особенно в сочленении.
Для изготовления рамы взял профильную трубу и куски уголка, которые нашел в металлоломе, а также старый, но рабочий гидравлический домкрат. Подойдет любой домкрат, вплоть до комплектации легкового автомобиля. Как оказалось, для изгиба профильной трубы 25×50 мм требуется небольшое усилие.
Смотрите также: Теплица своими руками из профильной трубы – фото и чертежи
Купил на рынке 6 подшипников 180307. Самая дорогая деталь это 3 вала. Их пришлось заказывать у токаря, он их заточил и доставил за пару дней.
Конечно, хорошо, если вы сделаете корпуса подшипников. Я просто приварил их к раме в процессе строительства. Подшипники старались варить быстро, особо не перегревая, и сразу охлаждали, чтобы не расплавились пластиковые заглушки, закрывающие шарики. Вариант не очень, но если учесть, что трубогиб нужен на один-два дня, то пойдет.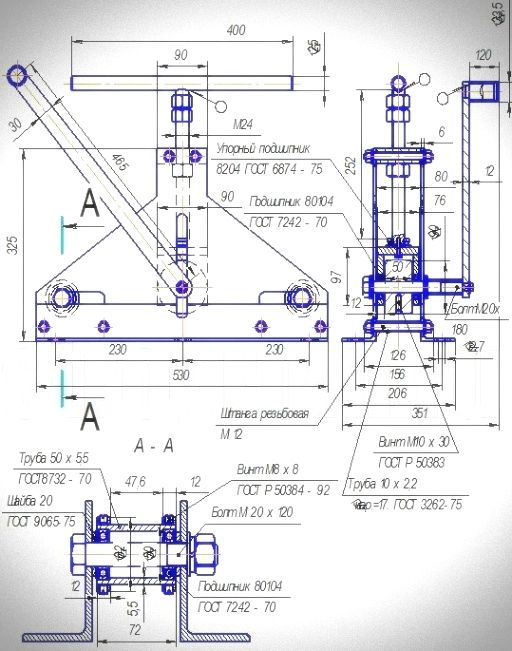
Важно в процессе установки валов выставлять их в одной плоскости, чтобы при изгибе арок не получилось такое же “кривое сверло”, какое можно было бы получить простым нарезом кувалдой.
На один из валов приварил ручку, прокручивая ее, выдвигаю будущую арку. Также важно иметь какой-нибудь индикатор изгиба. Наблюдая за его отклонением, можно контролировать радиус кривизны арок. В моем случае это пластина, приваренная к неподвижной части рамы. На ней и отмечена стрелка-указатель из металлической полосы, приваренная к той части конструкции, которая поднимается домкратом.
Процесс гибки трубы выглядел так. Я взял профильную трубу нужной длины (в моем случае — 9 м) и засунул ее в трубогиб, прижав домкратом. Необходимо увидеть, как труба начинает слегка прогибаться. Немедленно поставьте отметку напротив стрелки на контрольной пластине, чтобы использовать ту же отметку для следующей трубы.
Повернув ручку, протянул трубу по всей длине, дойдя до конца, еще прижал трубу, сделал вторую отметку и протянул ту же трубу в обратную сторону – и так три раза, пока моя 3-х метровая арка не приобрела требуемый радиус.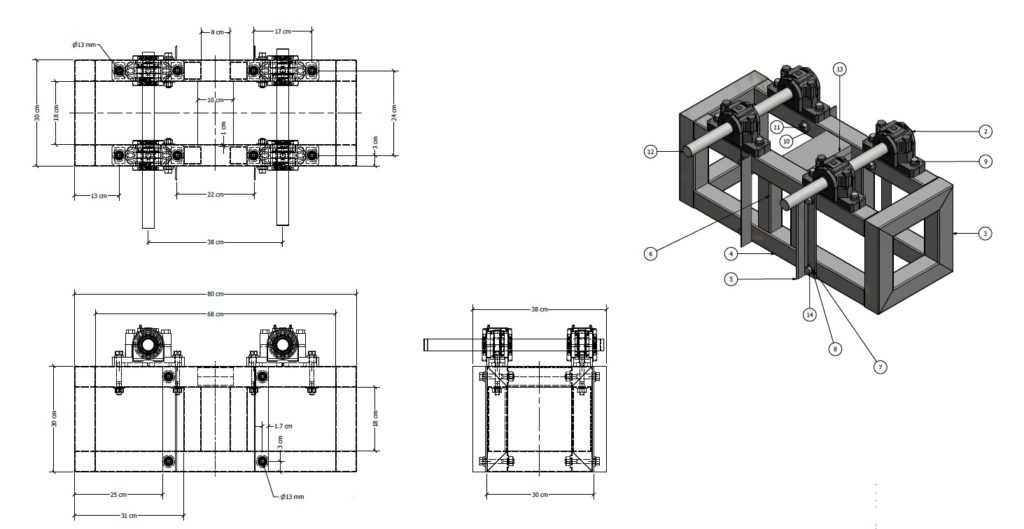
Особенно важно при выполнении последнего прохода следить за тем, чтобы стрелка, указывающая на изгиб, всегда находилась в одном и том же положении. В этом случае все арки будут иметь одинаковое закругление. Что и требовалось!
На изготовление одной арки у меня ушло минут 5-6. Работу проводили вдвоем, но удобнее, когда помощников двое. Самая большая трудность – продержаться на почти готовой арке последние два прохода, потому что вверх она поднимается на 6 м.
Для этой цели мы использовали крышу здания: один человек стоял на ней и чинил трубу, а второй занимался протяжкой. Так что это не так сложно, как кажется.
В итоге буквально за пару часов я создал комплект из 12 идеально изогнутых арок одинакового размера. Этого хватило на теплицу длиной 22 м. Ну и бонусом остался рабочий трубогиб.
ОТВОД ТРУБ СВОИМИ РУКАМИ – ФОТО
Смотрите также: Навес на баню из сотового поликарбоната своими руками
ТРУБА РУЧНАЯ СВОИМИ РУКАМИ – ЧЕРТЕЖ
© Автор: Горобей А.
Подписывайтесь на обновления в наших группах и делитесь.
Давай дружить!
Удаление складок при изгибе труб
Эти вставки для шлифовальных матриц, предназначенные для установки на специальные держатели, помогают сглаживать морщины при различных операциях гибки труб.
Клиент обратился к вам с заданием по формовке трубы с изгибом под углом 90 градусов. Применение влечет за собой трубку с 2-дюймовым. наружный диаметр (OD), 0,065 дюйма. толщина стенки и 4 дюйма. радиус центральной линии (CLR). Клиент хочет 200 штук в неделю в течение года.
Необходимые инструменты: гибочная матрица, зажимная матрица, пресс-матрица, оправка и зачистная матрица. Без проблем. Похоже, все необходимые инструменты для гибки некоторых прототипов есть в магазине и готовы к работе. После установки программы станка оператор загружает трубу и выполняет пробный изгиб, чтобы проверить, не требуется ли регулировка станка. Первый изгиб выходит из машины, и он идеален. Таким образом, производитель отправляет заказчику несколько образцов гнутых труб, который затем заключает контракт, который обязательно приведет к прибыльному повторяющемуся бизнесу. Кажется, с миром все в порядке.
Без проблем. Похоже, все необходимые инструменты для гибки некоторых прототипов есть в магазине и готовы к работе. После установки программы станка оператор загружает трубу и выполняет пробный изгиб, чтобы проверить, не требуется ли регулировка станка. Первый изгиб выходит из машины, и он идеален. Таким образом, производитель отправляет заказчику несколько образцов гнутых труб, который затем заключает контракт, который обязательно приведет к прибыльному повторяющемуся бизнесу. Кажется, с миром все в порядке.
Проходит несколько месяцев, и тот же клиент хочет сократить расходы на материалы. Это новое приложение требует трубы с наружным диаметром 2 дюйма и диаметром 0,035 дюйма. толщина стенки и 3 дюйма. CLR. Инструменты из другого приложения находятся внутри компании, поэтому мастерская может сразу же производить прототипы. Операторы загружают все инструменты на гибочный станок и пробуют выполнить пробный изгиб. Первый изгиб выходит из станка со складками внутри изгиба. Почему? Это связано с одним компонентом инструмента, который особенно важен для гибки труб с тонкими стенками и малыми радиусами: зачистной матрицей.
Основы Основы
Во время гибки вращающейся вытяжной трубы происходят две вещи: наружная стенка трубы сминается и утончается, а внутренняя часть трубы сжимается и образует морщины. Минимальные требования к инструментам для гибки трубы с вращающимся вытяжным устройством: гибочная матрица , , вокруг которой сгибается труба, и зажимная матрица , , которая удерживает трубу на месте, когда она изгибается вокруг гибочной матрицы.
Пресс-форма помогает поддерживать постоянное давление на трубке на уровне по касательной, по изгибу. Это обеспечивает реактивную силу, чтобы сделать этот изгиб. Длина пресс-формы зависит от степени изгиба детали и радиуса центральной линии.
Приложение определит, какие инструменты вам понадобятся. В некоторых приложениях требуется только гибочная матрица, зажимная матрица и нажимная матрица. Если у вас есть работа с толстой стенкой, выполненной с большим радиусом, вам, вероятно, не понадобится зачистной штамп или оправка. Для других применений требуется полный набор инструментов, включая зачистной штамп; оправка; и (для некоторых машин) 9цанга 0098, , которая помогает направлять трубу во время изгиба и поворачивать плоскость изгиба (см. , рис. 1 ).
Для других применений требуется полный набор инструментов, включая зачистной штамп; оправка; и (для некоторых машин) 9цанга 0098, , которая помогает направлять трубу во время изгиба и поворачивать плоскость изгиба (см. , рис. 1 ).
Оправки и зачистные матрицы
Зачистные матрицы помогают поддерживать и стирать складки за пределами внутреннего радиуса изгиба. Они также сводят к минимуму некруглую деформацию трубы. Морщины возникают, когда оправка внутри трубы больше не может обеспечивать достаточную противодействующую силу.
Грязесъемники всегда используются в сочетании с оправками, вставляемыми внутрь трубы во время гибки. Основная задача оправки — контролировать форму по внешнему радиусу изгиба. Оправки также поддерживают внутренний радиус, хотя они обеспечивают полную поддержку только для ограниченного диапазона применений, связанных с определенными факторами D изгиба и стенки. D изгиба — это CLR изгиба, деленное на наружный диаметр трубы, а коэффициент стенки — это наружный диаметр трубы, деленный на толщину стенки трубы (см. , рис. 2 ).
, рис. 2 ).
Зачистная матрица используется, когда оправка больше не может обеспечить достаточный контроль или поддержку внутреннего радиуса. Вообще говоря, любая гибка тонкостенной оправки требует зачистной матрицы. (Тонкостенные оправки иногда называют оправками с малым шагом, причем шаг представляет собой расстояние между шариками на оправке.) Выбор оправки и гребенки зависит от наружного диаметра трубы, толщины стенки трубы и радиуса изгиба.
Правильная установка матрицы грязесъемника становится особенно важной, когда требуется труба с более тонкими стенками или меньшими радиусами. Подумайте еще раз о примере, с которого началась эта статья. Что работает для 4-в. CLR может не работать для 3-дюймового. CLR, а изменение материала, которое клиент запрашивает для экономии денег, связано с более высокой точностью, необходимой при настройке инструментов.
РИСУНОК 1 Основными компонентами установки для гибки вращающихся вытяжных труб являются зажимная матрица, гибочная матрица и прижимная матрица. В некоторых установках может потребоваться вставка оправки внутрь трубы, а в других установках требуется использование гребенки вместе с оправкой. Цанга (здесь она не называется, но ее можно расположить в центре, где вы будете нагружать трубу) помогает направлять трубу в процессе гибки. Расстояние между касательной (точкой, где происходит изгиб) и кончиком зачистной матрицы называется теоретическим отступом зачистной матрицы.
В некоторых установках может потребоваться вставка оправки внутрь трубы, а в других установках требуется использование гребенки вместе с оправкой. Цанга (здесь она не называется, но ее можно расположить в центре, где вы будете нагружать трубу) помогает направлять трубу в процессе гибки. Расстояние между касательной (точкой, где происходит изгиб) и кончиком зачистной матрицы называется теоретическим отступом зачистной матрицы.
Правильный выбор гребенки; достижение надлежащей поддержки со стороны гибочной матрицы, пресс-формы и оправки; а также нахождение правильного положения гребенки для устранения зазоров, приводящих к образованию складок и деформации, являются залогом качественного тугого изгиба. Как правило, установка наконечника гребенки скребка должна быть смещена относительно касательной в диапазоне от 0,060 до 0,300 дюйма (см. теоретическое смещение матрицы скребка, показанное на рис. 1), в зависимости от размера и радиуса трубы. Проконсультируйтесь с вашим поставщиком инструментов, чтобы получить точные размеры.
Убедитесь, что наконечник матрицы грязесъемника ровно прилегает к канавке трубки и что между наконечником грязесъемника и канавкой трубки нет зазора (или «выпуклости»). Также проверьте настройки давления пресс-формы. Если гребенка находится в правильном месте по отношению к канавке трубки, добавьте немного больше давления на прижимную матрицу, чтобы протолкнуть трубку в матрицу изгиба и помочь разгладить складки.
Типы гребенчатых матриц
Грязесъемные матрицы бывают различных форм и размеров. Вы можете приобрести прямоугольные/квадратные грязесъемные матрицы для прямоугольных и квадратных труб, а также можете использовать профильные/формовые грязесъемники, контур которых соответствует определенным формам и поддерживает уникальные функции.
Двумя наиболее распространенными типами являются цельная матрица с квадратной задней частью и держатель со вставками. Матрицы с квадратной задней стороной (см. , рис. 3 ) используются для тонкостенных изделий, малого D изгиба (обычно 1,25 D или меньше), аэрокосмических работ, косметических работ и производственных циклов малых и средних объемов.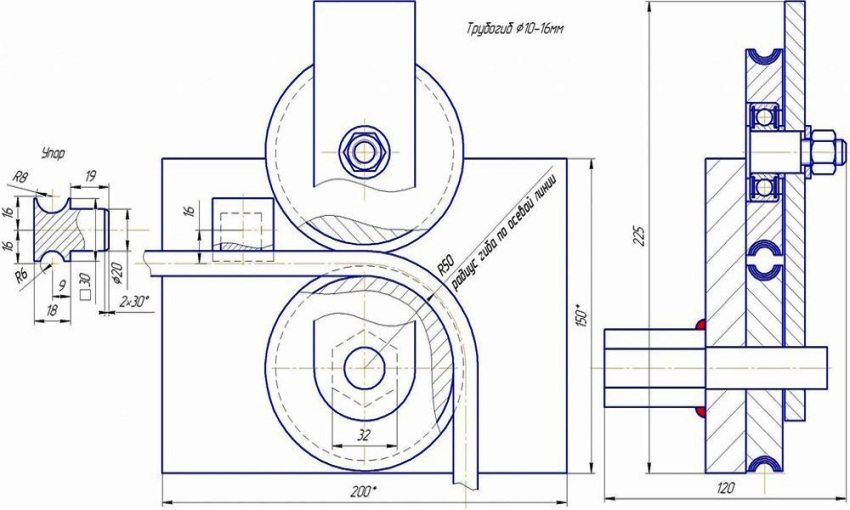
Для изгибов менее 2D вы можете начать с зачистной матрицы с квадратной спинкой, оптимизируя процесс. Например, вы можете начать с зачистной матрицы с квадратной задней частью и двухмерным изгибом с коэффициентом стенки 150. С другой стороны, вы, скорее всего, будете использовать держатель Wiper с пластинами для менее агрессивных операций, таких как 2D-изгиб с коэффициентом стенки 25.
Квадратные гребенки обеспечивают максимальную поддержку внутреннего радиуса. Их также можно перерезать после того, как наконечник изнашивается, но у вас должна быть регулировка станка, чтобы приспособиться к более короткому шлифовальному штампу после перерезки.
Другой распространенный тип держателя с вставками Wiper менее дорогой и более рентабельный для производственной гибки (см. Рисунок 4 ). Их можно использовать для изгиба от умеренного до тугого D и для гибки труб из различных материалов с одинаковыми наружным диаметром и CLR. Как только вы увидите, что наконечник изношен, вы можете заменить его. Когда вы это сделаете, вы заметите, что наконечник автоматически устанавливается в то же положение, что и предыдущая вставка, а это означает, что вам не нужно регулировать крепление держателя вайпера. Обратите внимание, однако, что конфигурация и расположение шпонок на держателях гребенки могут различаться, поэтому необходимо убедиться, что конструкция вставки соответствует конструкции держателя гребенки.
Когда вы это сделаете, вы заметите, что наконечник автоматически устанавливается в то же положение, что и предыдущая вставка, а это означает, что вам не нужно регулировать крепление держателя вайпера. Обратите внимание, однако, что конфигурация и расположение шпонок на держателях гребенки могут различаться, поэтому необходимо убедиться, что конструкция вставки соответствует конструкции держателя гребенки.
Держатели Wiper со вставками сокращают время настройки, но не рекомендуются для узких радиусов. Они также недоступны для прямоугольных или квадратных труб или профилей. Как гребенки с квадратной задней частью, так и держатели грязесъемников со вставками могут быть изготовлены в стиле близкого подхода. Матрицы скребка ближнего действия предназначены для минимизации отходов трубы, сокращения рабочей длины за счет удлинения крепления за грязесъемником и возможности приближения цангового патрона (узла, направляющего трубу) к матрице для гибки (см. 9).0025 Рисунок 5 ).
Цель состоит в том, чтобы сократить необходимую длину трубы, что может сэкономить материал для правильного применения. Несмотря на то, что эти грязесъемники ближнего действия приводят к меньшему количеству отходов, они обеспечивают меньшую поддержку, чем стандартные грязесъемники с квадратной задней частью или стандартные держатели грязесъемников со вставками.
Материал гребенки
Убедитесь, что вы используете материал гребенки, который лучше всего подходит для текущей работы. При гибке твердых материалов, таких как нержавеющая сталь, титан и сплавы INCONEL, следует использовать алюминиево-бронзовый материал. При гибке более мягких материалов, таких как мягкая сталь, медь и алюминий, используйте грязесъемник из стали или хромированной стали (см.0025 Рисунок 6 ).
РИСУНОК 2 Вообще говоря, для менее агрессивных применений зачистная матрица не требуется. Чтобы прочитать эту диаграмму, обратитесь к ключу выше.
При использовании держателя со вставками держатель обычно изготавливается из стали, хотя в некоторых случаях может потребоваться, чтобы и держатель, и наконечник были изготовлены из алюминиево-бронзового сплава.
Установка зачистной матрицы
Независимо от того, используете ли вы зачистную матрицу или держатель зачистной пластины со вставками, вы будете использовать одну и ту же настройку станка для обоих. Зафиксируйте трубку в положении полного зажима, затем установите зачистную матрицу с задней стороны гибочной матрицы и трубки. Наконечник стеклоочистителя встанет на место, постукивая по задней части матрицы стеклоочистителя резиновым молотком.
Если вы не можете использовать этот метод, установите матрицу очистителя или держатель очистителя со вставкой, используя глаз и поверочную линейку (линейку). Будьте осторожны и используйте палец или глазное яблоко, чтобы убедиться, что наконечник сидит прямо на линии. Убедитесь, что кончик не слишком далеко вперед. Вы хотите сохранить плавный переход, когда материал трубки проходит мимо наконечника матрицы стеклоочистителя. При необходимости повторите процесс, чтобы получить изгиб превосходного качества.
Вы хотите сохранить плавный переход, когда материал трубки проходит мимо наконечника матрицы стеклоочистителя. При необходимости повторите процесс, чтобы получить изгиб превосходного качества.
Установка граблей
Грабли — угол скребка по отношению к пресс-форме. В некоторых специальных приложениях в аэрокосмической и других отраслях используются грязесъемники, предназначенные для использования практически без граблей. Но для большинства применений передний угол обычно устанавливается в пределах от 1 до 2 градусов, как показано на рисунке 1, чтобы обеспечить достаточный зазор для уменьшения сопротивления. Вам нужно будет определить точный передний угол во время настройки и пробного изгиба, хотя иногда вы можете установить его на первом изгибе.
Используя стандартную матрицу грязесъемника, установите наконечник грязесъемника немного назад по касательной. Это оставляет оператору место для перемещения наконечника стеклоочистителя вперед по мере его износа.