Как сделать суппорт для токарного станка своими руками – Самодельный суппорт для токарного станка своими руками
alexxlab | 30.06.2020 | 0 | Разное
Самодельный суппорт для токарного станка своими руками
СодержаниеВ работах по металлу, для изготовления деталей цилиндрической (конической) формы, используется токарный станок. Существует множество моделей этого производственного устройства, и всем им присуща практически одинаковая компоновка из схожих узлов и деталей. Одним из таковых является суппорт станка.
Самодельный токарный станок
Для лучшего понимания функций, который выполняет суппорт токарного станка, можно рассмотреть его работу на примере распространенной модели 16к20. Ознакомившись с этой информацией, возможно у некоторых домашних мастеров появится идея создать своими руками самодельный токарный станок для проведения работ по металлу.
Читайте также: «Как работает ручной листогибочный станок и как его сделать своими руками?»
Что такое суппорт станка?
Это достаточно сложный узел токарного станка по металлу, невзирая на кажущуюся простоту. От того, насколько правильно он изготовлен, установлен, отрегулирован — зависит качество будущей детали, и количество времени, которое было затрачено на ее изготовление.
к меню ↑
Принцип работы
Размещенный на станке 16к20 суппорт может передвигаться в следующих направлениях:
- поперечном — перпендикулярно оси вращающейся заготовки для углубления в нее;
- продольном — режущий инструмент передвигается вдоль поверхности заготовки для снятия лишнего слоя материала или протачивания резьбы;
- наклонном — для расширения доступа к поверхности обрабатываемой детали под нужным углом.
к меню ↑
Устройство суппорта
Суппорт для станка 16к20 расположен на нижних салазках, которые передвигаются по направляющим, закрепленным на станине, и таким образом происходит продольное перемещение. Движение задается вращением винта, который преобразовывает вращательное усилие в поступательное движение.

Суппорт токарного станка предназначен для закрепления и перемещения режущего инструмента
На нижних салазках, суппорт передвигается и поперечно, но по отдельным направляющим (поперечным салазкам), расположенным перпендикулярно оси вращения детали.
К поперечным салазкам, специальной гайкой, крепится поворотная плита, на которой имеются направляющие для передвижения верхних салазок. Задавать движение верхним салазкам можно с помощью поворотного винта.
Поворот верхних салазок в горизонтальной плоскости происходит одновременно с плитой. Таким образом, происходит установка режущего инструмента, под заданным углом к вращающейся детали.
Станок оснащен резцовой головкой (резцедержателем), который закреплен на верхних салазках специальными болтами и отдельной рукояткой. Движение суппорта происходит по ходовому винту, который расположен под ходовым валом. Такая подача осуществляется вручную.
Читайте также: «Оборудование для сварки полипропиленовых труб».
к меню ↑
Регулировки суппорта
В процессе работы на станке 16к20 происходит естественный износ, расшатывание, ослабление креплений суппорта. Это естественный процесс и его последствия необходимо постоянно контролировать путем регулярных подстроек и регулировок.

Основные узлы токарного станка
На суппорте станка 16к20 проводятся следующие регулировки:
- зазоров;
- люфта;
- сальников.
к меню ↑
Регулировка зазоров
Во время поперечного и продольного движения суппорта станка 16к20 по салазкам, происходит износ винта и рабочей их поверхности вследствие постоянного трения.
Наличие такого свободного пространства приводит к неравномерному перемещению суппорта, заеданию, колебанию при возникающих боковых нагрузках. Удаляется излишний зазор при помощи клиньев, при помощи которых каретка прижимается к направляющим.
к меню ↑
data-ad-client=”ca-pub-8514915293567855″
data-ad-slot=”5929285318″>
Регулировка люфта
Люфт появляется в винтовой передаче. Избавиться от него можно без разборки с помощью закрепляющего винта, который находится на этом устройстве перемещения суппорта.
к меню ↑
Регулировка сальников
При длительной работе по металлу на станке 16к20 происходит износ и засорение сальников, которые находятся на торцах выступа каретки. Визуально это определяется при появлении грязных полос во время продольного перемещения суппорта.

Передняя крышка токаного станка с сальником
Для того, чтобы устранить такое явление без разборки узла, необходимо промыть войлочную набивку и пропитать ее машинным маслом. При полной непригодности изношенных сальников следует заменить их новыми.
к меню ↑
Ремонт суппорта
Это устройство токарного станка с течением времени изнашивается при постоянных значительных нагрузках в работе по металлу.
Наличие значительного износа легко определяется по состоянию поверхности направляющих салазок. На них могут появиться небольшие впадины, что будет препятствовать свободному перемещению суппорта в заданном направлении.
При своевременном регулярном уходе такой ремонт может и не понадобиться, но в случае появления подобного рода дефекта следует заняться ремонтом, а при сильном износе — заменой.
Суппорт 16К20 достаточно часто требует ремонта каретки, который заключается в восстановлении нижних направляющих, которые взаимодействуют с направляющими станины. Особого внимания требует поддержание стабильной перпендикулярности расположения каретки.
При ремонте суппорта необходимо проводить проверку по обеим плоскостям при помощи строительного уровня.
к меню ↑
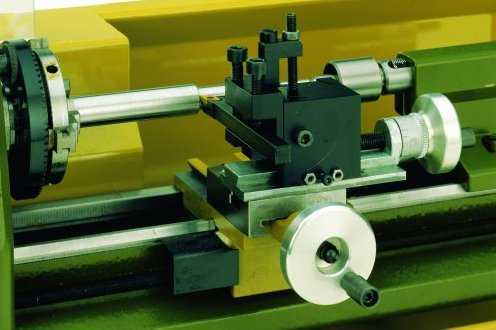
Самодельный токарный станок
Токарное устройство, при помощи которого выполняются работы по металлу, может быть очень простым. Собрать самодельный станок своими руками можно практически из подручных средств, которые берутся из пришедших в негодность механизмов.

Самодельный токарный станок
Начать следует с металлической рамы сваренной из швеллера, которая будет станиной. С левого края на ней закрепляется передняя неподвижная бабка, а справа — устанавливается опора. Самодельный станок, сделанный своими руками, предусматривает наличие уже готового шпинделя с патроном или планшайбой.
Шпиндель получает вращательный момент от электродвигателя через клиноременную передачу.
При работе станка по металлу, резец удержать своими руками невозможно (в отличие работы с деревом), поэтому потребуется суппорт, который будет передвигаться продольно. На нем устанавливается резцедержатель с возможностью его перемежения поперечно направлению движения самого суппорта.
Задается перемещение суппорта и резцедержателя на заданную величину при помощи винта с маховиком, на котором имеется кольцо с метрическими делениями. Маховик приводится в движение вручную.
к меню ↑Самодельный токарный станок (видео)
к меню ↑
Материалы и сборка
Для того чтобы собрать токарное устройство своими руками потребуются:
- цилиндр гидравлический;
- вал от амортизатора;
- уголок, швеллер, балка из металла;
- электродвигатель;
- два шкива;
- ременная передача.

Самодельный токарный станок на швеллере
Самодельный токарный станок своими руками собирается таким образом:
- Из двух швеллеров и двух металлических балок собирается рамная конструкция. При работе в будущем с деталями, имеющими длину более 50 мм, следует использовать материалы толщиной не менее 3мм для уголка и 30 мм для стержней.
- Продольные валы закрепляются на двух швеллерах направляющими с лепестками, каждый из которых имеет болтовое соединение или приварен сваркой.
- Для изготовления передней бабки используется гидравлический цилиндр, толщина стенки у которого должна быть не менее 6 мм. В нем запрессовываются два подшипника 203.
- Через подшипники, внутренний диаметр которых равен 17 мм, прокладывается вал.
- Гидравлический цилиндр заполняется смазывающей жидкостью.
- Под шкивом устанавливается гайка с большим диаметром, для предотвращения выдавливания подшипников.
- Готовый шкив берется из отслужившей стиральной машины.
- Суппорт изготавливается из пластины с приваренными к ней цилиндрическими направляющими.
- Патрон можно изготовить из отрезка трубы, подходящего диаметра, с наваренными на нем гайками и проделанными отверстиями для 4-х болтов.
- Приводом может служить электродвигатель той же стиральной машины (мощность 180 Вт), соединенный с передней бабкой ременной передачей.
data-full-width-responsive=”true”
data-ad-client=”ca-pub-8514915293567855″data-ad-slot=”8040443333″>
ostanke.ru
Моя самоделка, маленький самодельный токарный станок (ремейк) – Законченные проекты
Моя самоделка, маленький самодельный токарный станок (ремейк) – Законченные проекты – Металлический форум Перейти к публикацииbim 1 401
bim 1 401
- сочувствующий
- Members
- 1 401
- 2 444 публикации
- Город: Крым, Симферополь
- Имя: Юрий
bim 1 401
bim 1 401
- сочувствующий
- Members
- 1 401
- 2 444 публикации
- Город: Крым, Симферополь
- Имя: Юрий
Mechanicus 343
- Агрегатный патологоанатом
- Members
- 343
- 1 339 публикаций
- Город: Пермь (RUS)
- Имя: Сергей
bim 1 401
bim 1 401
- сочувствующий
- Members
- 1 401
- 2 444 публикации
- Город: Крым, Симферополь
- Имя: Юрий
aegis 1 132
-

- Members
- 1 132
- 4 571 публикация
bim 1 401
bim 1 401
- сочувствующий
- Members
- 1 401
- 2 444 публикации
- Город: Крым, Симферополь
- Имя: Юрий
Agrompapas 2 116
- Members
- 2 116
- 3 721 публикация
- Город: Щелково
- Имя: Андрей
bim 1 401
bim 1 401
- сочувствующий
- Members
- 1 401
- 2 444 публикации
- Город: Крым, Симферополь
- Имя: Юрий
Petr2 3 222
- партизан-экспериментатор.
- Members
- 3 222
- 3 995 публикаций
- Город: Астрахань
Пик 6
- Новичок
- 6
- 8 публикаций
- Имя: Пик
bim 1 401
bim
1 401
- сочувствующий
- Members
- 1 401
- 2 444 публикации
- Город: Крым, Симферополь
- Имя: Юрий
amator 109
-

- Members
- 109
- 676 публикаций
- Город: Химки, Моск. обл.
- Имя: Сергей
V55 9
-

- Members
- 9
- 77 публикаций
- Город: Линево, Новосибирская обл.
- Имя: Виктор Сидоров
Дмитрий43 3 470
- Members
- 3 470
- 7 181 публикация
- Город: Москва
- Имя: Дмитрий
bim 1 401
bim 1 401
- сочувствующий
- Members
- 1 401
- 2 444 публикации
- Город: Крым, Симферополь
- Имя: Юрий
Дмитрий43 3 470
- Members
- 3 470
- 7 181 публикация
- Город: Москва
- Имя: Дмитрий
bim 1 401
bim 1 401
- сочувствующий
- Members
- 1 401
- 2 444 публикации
- Город: Крым, Симферополь
- Имя: Юрий
www.chipmaker.ru
Суппорт токарного станка. Устройство и ремонт суппорта токарного станка
Устройство суппорта токарного станка
Общий вид суппорта в сборе с фартуком
Суппорт токарно-винторезного станка. Смотреть в увеличенном масштабе
Суппорт универсального токарного станка предназначен для перемещения закрепленного в резцедержателе резца вдоль оси шпинделя, поперек оси шпинделя и под углом к оси шпинделя.
Суппорт станка имеет крестовую конструкцию и состоит из трех основных движущихся узлов – каретка суппорта, поперечные салазки суппорта, резцовые салазки. В технической литературе эти узлы называют по разному, например, каретка суппорта может называться – нижние салазки, продольные салазки, продольная каретка. В нашем описании мы будем придерживаться терминологии из Руководства по эксплуатации станка 1к62.
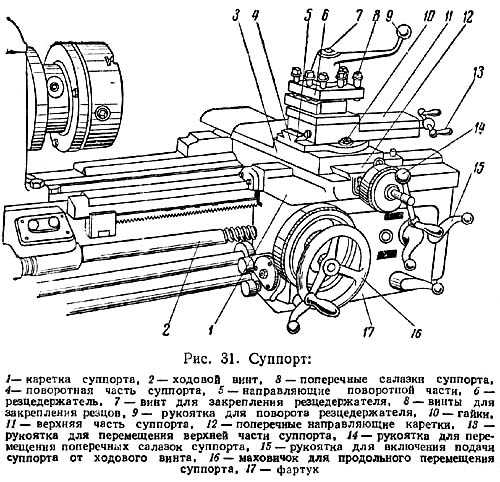
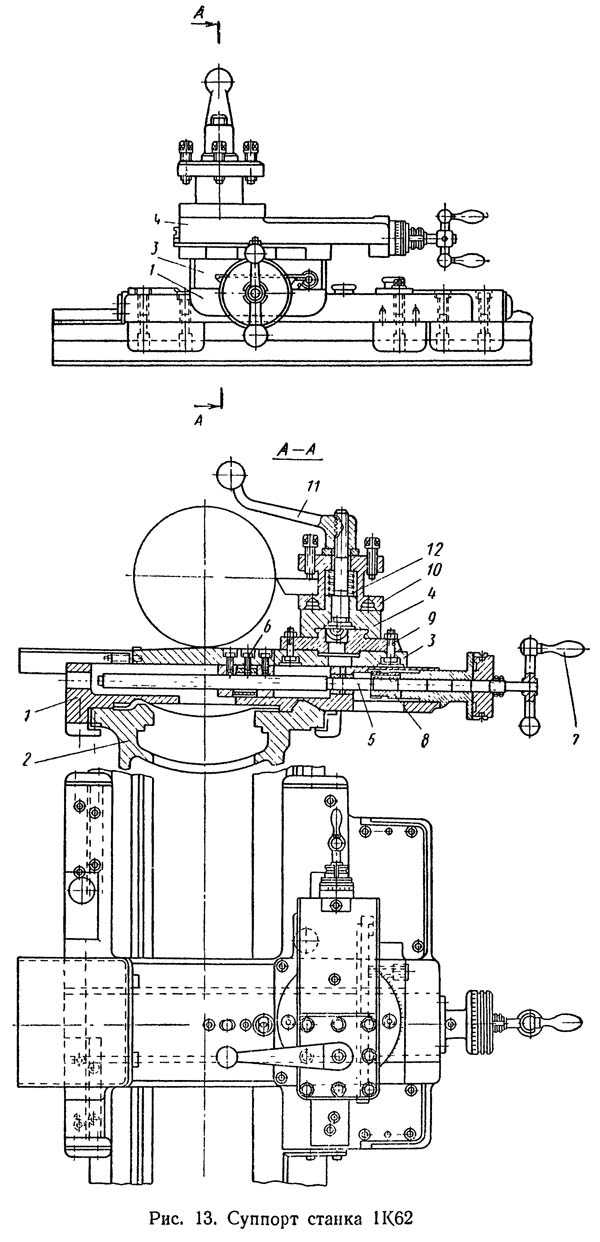
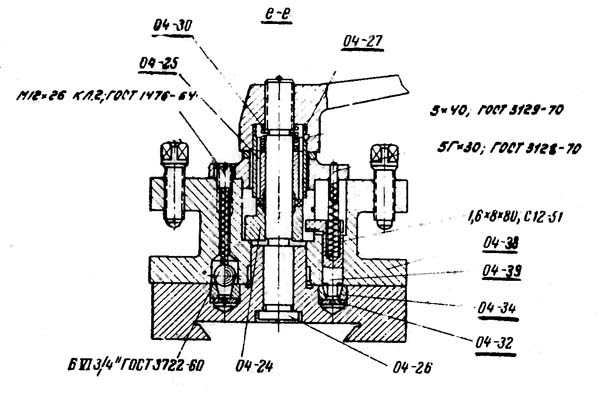
Суппорт состоит из следующих основных частей (рис. 13):
- Каретка для продольного перемещения суппорта по направляющим (продольные салазки, нижние салазки)
- Станина станка
- Поперечные салазки (поперечная каретка)
- Резцовые салазки (верхние салазки, поворотные салазки)
- Винт ходовой подачи поперечной каретки
- Гайка безлюфтовая разъемная
- Рукоятка ручной подачи поперечной каретки
- Зубчатое колесо для механической подачи поперечной каретки
- Поворотная плита
- Резцедержатель четырехпозиционный
В круговых направляющих поперечной каретки 3 установлена поворотная плита 9, в направляющих которой перемещаются резцовые салазки 4 с четырехпозиционным резцедержателем 10. Такая конструкция позволяет устанавливать и зажимать болтами поворотную плиту с резцовыми салазками под любым углом к оси шпинделя. При повороте рукоятки 11 против часовой стрелки резцедержатель 10 приподнимается пружиной 12 — одно из нижних отверстий его сходит с фиксатора. После фиксации резцедержателя в новом положении его зажимают, повернув рукоятку 11 в обратном направлении.
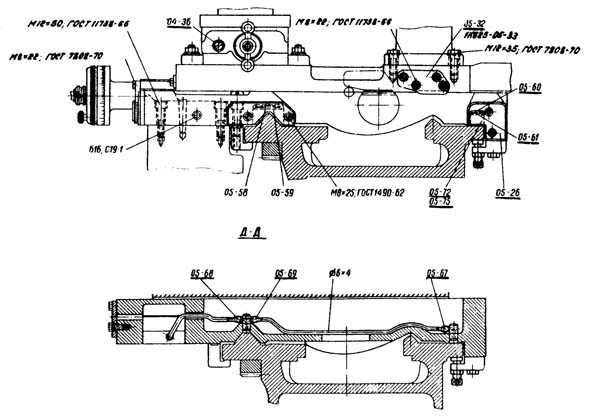
Механизм фартука расположен в корпусе, привернутом к каретке суппорта (рис. 14). От ходового вала через ряд передач вращается червячное колесо 3. Вращение с вала I передается зубчатыми колесами валов II и III. На этих валах установлены муфты 2, 11, 4 и 10 с торцовыми зубьями, которыми включается перемещение суппорта в одном из четырех направлений. Продольное движение суппорта осуществляется реечным колесом 1, а поперечное — винтом (на рис. 14 не показан), вращающимся от зубчатого колеса 5. Рукоятка 8 служит для управления маточной гайкой 7 ходового винта 6. Валом с кулачками 9 блокируется ходовой винт и ходовой вал, чтобы нельзя было включить подачу суппорта от них одновременно.

Фото каретки и поперечных салазок суппорта
Каретка суппорта (нижние салазки, продольные салазки) перемещается по направляющим станины вдоль оси шпинделя. Каретка приводится в движение как вручную, так и механически с помощью механизма подачи. Движение каретке передается с помощью фартука, жестко закрепленного на каретке. Каретку можно зажать на станине прижимной планкой и винтом для проведения тяжелых торцовочных работ.
В фартуке размещены механизмы и передачи, предназначенные для преобразования вращательного движения ходового валка и ходового винта в прямолинейно-поступательное движение каретки суппорта, продольных и поперечных салазок. Фартук жестко скреплен с кареткой суппорта.
В верхней части каретки перпендикулярно оси шпинделя расположены направляющие в форме ласточкина хвоста для установки поперечных салазок суппорта.
Основные параметры перемещения каретки суппорта для станка 1к62:
- Наибольшее продольное перемещение суппорта от руки маховичком .. 640 мм, 930 мм, 1330 мм для РМЦ 750, 1000, 1500
- Наибольшее продольное перемещение суппорта по ходовому валу .. 640 мм, 930 мм, 1330 мм для РМЦ 750, 1000, 1500
- Наибольшее продольное перемещение суппорта по ходовому винту .. 640 мм, 930 мм, 1330 мм для РМЦ 750, 1000, 1500
- Перемещение каретки на одно деление лимба .. 1 мм
Поперечные салазки суппорта установлены на каретке суппорта и перемещается по направляющим каретки в форме ласточкина хвоста под углом 90° к оси шпинделя. Поперечные салазки также приводятся в движение как вручную, так и механически механизмом подачи. Поперечные салазки перемещаются в направляющих нижних салазок с помощью ходового винта и безлюфтовой гайки. При ручной подаче винт вращается с помощью рукоятки 7, а при механической — от зубчатого колеса 8.
Точное перемещение салазок определяется с помощью лимба.
После некоторого срока работы станка, когда на боковых поверхностях ласточкина хвоста появляется зазор, точность работы станка снижается. Для уменьшения этого зазора до нормальной величины необходимо подтянуть имеющуюся для этих целей клиновую планку.
Для устранения люфта ходового винта поперечных салазок при износе гайки, охватывающей ходовой винт, последняя выполнена из двух половин, между которыми установлен клин. Подтягивая клин при помощи винта кверху, можно раздвинуть обе половины гаек и выбрать зазор.
На поперечные салазки может быть установлен задний резцедержатель, используемый для проточки канавок и для других работ, выполняемых с поперечной подачей.
В верхней части поперечных салазок расположены круговые направляющие для установки и закреления поворотной плиты с резцовыми салазками.
Основные параметры перемещения салазок суппорта для станка 1к62:
- Наибольшее перемещение салазок .. 250 мм
- Перемещение салазок на одно деление лимба .. 0,05 мм
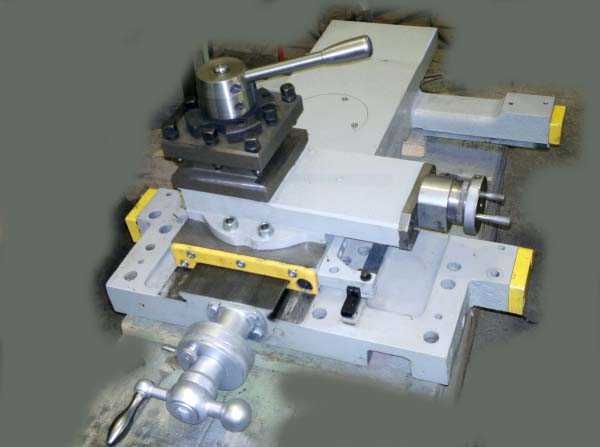
Фото суппорта станка в сборе без фартука
Резцовые салазки (верхние салазки) установлены на поворотной части поперечной каретки и перемещаются по направляющим поворотной части, смонтированной в круговой направляющей поперечных салазок. Это позволяет резцовые салазки вместе с резцедержателем устанавливать под любым углом к оси станка при обтачивании конических поверхностей.
Резцовые салазки перемещаются по направляющим поворотной части, смонтированной в круговой направляющей поперечных салазок. Это позволяет устанавливать верхние салазки вместе с резцедержателем при отпущенных гайках под углом к оси шпинделя станка от —65° до +90° при обтачивании конических поверхностей. При повороте зажимной рукоятки против часовой стрелки осуществляется разжим резцовой головки и вывод фиксатора, а затем поворот ее в нужное положение. Обратным вращением рукоятки резцовая головка зажимается в новом зафиксированном положении. Головка имеет четыре фиксированных положения, но может быть также закреплена в любом промежуточном положении.
На верхней поверхности поворотной части расположены направляющие в форме ласточкина хвоста, по которым при вращении рукоятки перемещается — резцовые (верхние) салазки суппорта.
Резцовые салазки несут на себе четырехгранную резцовую головку для закрепления резцов и имеют независимое ручное продольное перемещение по направляющим поворотной части суппорта.
Точное перемещение салазок определяется с помощью лимба.
Основные параметры перемещения салазок суппорта для станка 1к62:
- Наибольший угол поворота резцовых салазок .. —65° до +90°
- Цена одного деления шкалы поворота .. 1°
- Наибольшее перемещение резцовых салазок .. 140 мм
- Перемещение резцовых салазок на одно деление лимба .. 0,05 мм
- Наибольшее сечение державки резца .. 25 х 25 мм
- Число резцов в резцовой головке .. 4
Восстановление и ремонт направляющих суппорта
При ремонте направляющих суппорта необходимо восстановить направляющие каретки, поперечных салазок, поворотных салазок и верхних салазок.
Восстановление направляющих каретки суппорта является наиболее сложным процессом и требует намного больше затрат времени по сравнению с ремонтом других деталей суппорта

При ремонте каретки необходимо восстановить:
- параллельность поверхностей 1, 2, 3 и 4 направляющих (рис. 51) и параллельность их к оси 5 винта поперечной подачи
- параллельность поверхностей 1 и 3 к плоскости 6 для крепления фартука в поперечном направлении (по направлениям а — а, а1 – а1) и продольном направлениях (по направлениям б — б, б1 — б1)
- перпендикулярность поперечных направляющих по направлению в—в к продольным направляющим 7 и 8 (по направлению в1 – в1, сопрягаемым со станиной
- перпендикулярность поверхности 6 каретки для крепления фартука к плоскости для крепления коробки подач на станине
- соосность отверстий фартука для ходового винта, ходового вала и вала переключения с их осями в коробке подач
При ремонте каретки необходимость сохранить нормальное зацепление зубчатых колес фартука с рейкой и с механизмом поперечной подачи. Существующие на практике методы пересчета и коррегирования этих передач являются недопустимыми, так как при этом нарушаются соответствующие размерные цепи станков.
Не следует начинать ремонт с поверхностей каретки, сопрягаемых со станиной, так как в этом случае как бы фиксируют положение каретки, полученное вследствие неравномерного износа этих направляющих. При этом восстановление всех других поверхностей сопряжено с неоправданно высокой трудоемкостью ремонтных работ.
Поэтому ремонт направляющих каретки следует начинать с поверхностей 1, 2, 3 и 4 (рис. 51), сопрягаемых с поперечными салазками суппорта.
Восстановление направляющих каретки установкой компенсационных накладок
Восстановление направляющих каретки установкой компенсационных накладок осуществляется в следующем порядке.
- Каретку располагают на направляющих станины и устанавливают уровень на поверхности для поперечных салазок. Между сопрягаемыми поверхностями каретки и станины помещают тонкие клинья с небольшим уклоном (не менее 1°) и регулируют положение каретки до установки пузырька уровня в нулевое положение. Затем карандашом отмечают границы выступающих частей клиньев и, сняв их, в отмеченных местах определяют величину перекоса каретки. Эта величина учитывается при строгании продольных направляющих каретки.
- Каретка с приспособлением (см. рис. 35) устанавливают на стол станка. В отверстие под винт помещают контрольный валик. По верхней и боковой образующим выступающей части валика выверяют установку каретки на параллельность ходу стола с точностью 0,02 мм на длине 300 мм и закрепляют. Проверку производят с помощью индикатора, закрепленного на станке. Отклонение определяют при движении стола.
- Шлифуют последовательно плоскости 1 и 3 чашечным кругом конической формы, зернистостью 36—46, твердостью СМ1-—СМ2, со скоростью резания 36—40 м/сек и подачей 6—8 м/мин. Эти поверхности должны находиться в одной плоскости с точностью 0,02 мм.
Затем шлифуют последовательно поверхности 2 и 4.
Чистота поверхности должна соответствовать V 7; непрямолинейность, взаимная непараллельность, а также непараллельность к оси винта допускается не более 0,02 мм на длине направляющих. Проверку непараллельности производят приспособлением (см. рис. 12). - Устанавливают каретку на стол строгального станка плоскостями 1 и 3 на четыре мерные пластины (на рисунке не показаны). В отверстие под винт помещают контрольный валик.
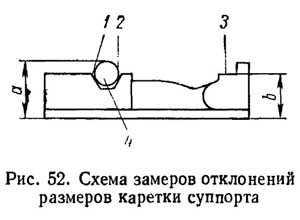
Выверяют установку каретки на параллельность поперечному ходу суппорта с точностью 0,02 мм на длине 300 мм. Проверку производят индикатором (закрепленным в резцедержателе) по верхней и боковой образующим выступающей части контрольного валика. На поверхностях 1 и 2 (рис. 52) укладывают контрольный валик 4 и замеряют расстояние а (от поверхности стола до верхней образующей контрольного валика) с помощью стойки и индикатора. Измерения производят на обоих концах валика. Определяют также размер b (от поверхности стола до поверхности 3). - Строгают последовательно поверхности 1, 2 и 3. При строгании поверхностей 1 и 2 следует снимать минимальный слой металла, до устранения перекоса.
Если износ этих поверхностей меньше 1 мм необходимо сострагивать больший слой металла с тем, чтобы толщина устанавливаемых накладок была не менее 3 мм. Благодаря этому передняя часть каретки в месте крепления фартука окажется несколько выше, чем задняя. Допускается отклонение 0,05 мм на длине 300 мм. Это увеличит срок эксплуатации станка без ремонта, так как при осадке суппорта он будет вначале выравниваться и лишь затем начнется его перекос.
Затем на эти поверхности укладывают контрольный валик 4, вновь определяют расстояние способом, указанным выше, и определяют разность с ранее произведенным замером размера.
При строгании поверхности снимают слой металла, равный произведенному замеру перекоса (см. операцию 1 данного технологического процесса), прибавляют разность двух замеров расстояния а и 0,1 мм. Например, при перекосе 1,2 мм и разности произведенных замеров а — 0,35 мм с поверхности 3 сострагивают слой металла, равный 1,2 + 0,35 + 0,1 = 1,65 мм.
Затем замеряют расстояние Ь, из которого вычитают ранее установленный размер (см. операцию 4). Разность двух указанных замеров будет соответствовать величине снятого слоя металла.
Проверяют профиль простроганных направляющих по контрольному шаблону, который соответствует профилю направляющих станины. - Каретку устанавливают на отремонтированные направляющие станины и прикрепляют к каретке заднюю прижимную планку. На каретке закрепляют фартук (рис. 53). На станине устанавливают корпус коробки подач. В отверстиях (для ходового вала) коробки подач и фартука помещают контрольные валики с выступающей частью длиной 200—300 мм. Определяют соосность контрольных валиков и горизонтальность поперечных направляющих каретки подкладыванием под направляющие каретки мерительных клиньев (точность выверки 0,1 мм) и толщину устанавливаемых накладок (планок).
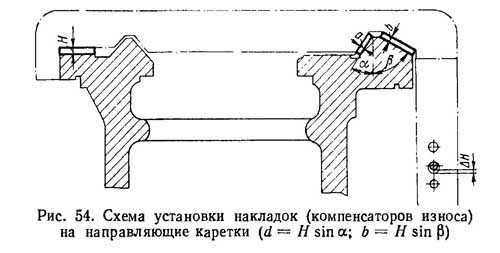
- Подбирают текстолит марки ПТ [9] необходимой толщины с учетом припуска 0,2—0,3 мм на шабрение. Нарезают полосы, соответствующие по размерам направляющим каретки (рис. 54)
- Простроганные (без шабрения) поверхности каретки тщательно обезжиривают ацетоном или авиационным бензином с помощью тампонов из светлой ткани. Так же производят обезжиривание поверхностей накладок (эти поверхности предварительно зачищают наждачной бумагой или пескоструят). Обезжиренные поверхности сушат в течение 15—20 мин.
- Приготовляют эпоксидный клей из расчета 0,2 г на 1 см² поверхности. Наносят тонкий слой клея на каждую из склеиваемых поверхностей с помощью лопаточки из дерева или металла (они должны быть обезжирены). Поверхностями, смазанными клеем, накладывают накладки на сопрягаемые поверхности каретки и слегка притирают для удаления пузырьков воздуха. На направляющие станины укладывают лист бумаги (предохраняющий от попадания на них клея), а на него устанавливают каретку без прижима. При этом необходимо проследить, чтобы накладки не сместились со своих мест. После затвердения клея, которое длится при температуре 18—20° С в течение 24 ч, следует каретку снять с направляющих станины и удалить лист бумаги.
- На накладках выполняют смазочные канавки и затем шабрят поверхности каретки по направляющим станины. Одновременно необходимо проверить перпендикулярность продольных направляющих к поперечным направляющим каретки с помощью приспособления (см. рис. 17). Допускается отклонение (вогнутость) не более 0,02 мм на длине 200 мм. Перпендикулярность плоскости каретки для крепления фартука к плоскости для крепления коробки подач на станине проверяют с помощью уровня (рис. 55, поз. 3). Допускается отклонение не более 0,05 мм на длине 300 мм.
Рис. 53. Схема замера соосности отверстий коробки подачи фартука
Проверку соосности осуществляют с помощью мостика и индикатора, проверку горизонтальности — с помощью уровня.
Размеры компенсационных накладок для восстановления направляющих кареток в зависимости от величины износа направляющих станин приведены в табл. 4
При установке чугунных накладок их предварительно строгают и затем шлифуют, доводя до нужной толщины.
Подробно о накладках направляющих см. стр. 5—8.
Размеры компенсационных накладок для восстановления направляющих кареток в зависимости от величины износа направляющих станин приведены в табл. 4
При установке чугунных накладок их предварительно строгают и затем шлифуют, доводя до нужной толщины.
Подробно о накладках направляющих см. стр. 5—8.
Плотность приклеивания определяется легким простукиванием. Звук при этом должен быть однотонным на всех участках.
Восстановление направляющих каретки суппорта акрилопластом (стиракрилом ТШ)
Восстановление точности направляющих каретки акрилопластом при данном технологическом процессе, внедренное в специализированном ремонтно-механическом цехе ЛОМО, производится с минимальными затратами физического труда при значительном снижении трудоемкости работ.
В первую очередь ремонтируют поверхности, сопрягаемые с направляющими станины. С этих поверхностей сострагивают слой металла около 3 мм. При этом точность установки на столе строгального станка составляет 0,3 мм по длине поверхности, а чистота поверхности должна соответствовать VI. Затем каретку устанавливают на приспособление. При этом за базу принимается плоскость 6 (см. рис. 35) для крепления фартука и ось отверстия для винта поперечной подачи.
После выверки и закрепления каретки с поверхностей поперечных направляющих снимают минимальный слой металла, добиваясь параллельности поверхностей 1 и 3 направляющих (см. рис. 51) к поверхности 6 в поперечном направлении не более 0,03 мм, взаимная непараллельность поверхностей 2 и 4 — не более 0,02 мм на длине поверхностей. Завершают ремонт этих поверхностей декоративным шабрением с пригонкой сопрягаемых поверхностей поперечных салазок и клина.
Дальнейшее восстановление точности положения каретки осуществляют с помощью стиракрила и производят в следующей последовательности:
- Сверлят четыре отверстия, нарезают резьбу и устанавливают четыре винта 4 и 6 (рис. 55) с гайками. Такие же два винта устанавливают на вертикальной задней поверхности (на рисунке не видна) каретки 5. Одновременно в средней части направляющих сверлят два отверстия диаметром 6—8 мм;
- Предварительно простроганные поверхности каретки, сопрягаемые с направляющими станины, тщательно обезжиривают тампонами из светлой ткани, смоченными в ацетоне. Обезжиривание считают завершенным после того, как последний тампон будет чистым. Затем поверхности просушиваются в течение 15—20 мин;
- На отремонтированные направляющие станины бруском хозяйственного мыла натирают тонкий равномерный изоляционный слой, предохраняющий поверхности от адгезии со стиракрилом;
- Каретку накладывают на направляющие станины, прикрепляют заднюю прижимную планку, монтируют фартук, устанавливают ходовой винт и ходовой вал, соединяя их с коробкой подач, и устанавливают поддерживающий их кронштейн;
- Центрируют оси ходового винта и ходового вала в фартуке с их осями в коробке подач и проверяют приспособлением 7.Центрирование производят винтами 4 и 6, а также винтами, помещенными на задней вертикальной поверхности каретки.
Одновременно при центрировании устанавливают: перпендикулярность поперечных направляющих кареток к направляющим станины с помощью приспособления 1 и индикатора 2; параллельность плоскости каретки для крепления фартука к направляющим станины — уровнем 8; перпендикулярность плоскости каретки под фартук к плоскости для коробки подач на станине — уровнем 5.
После того как все положения выверены и регулировочные винты закреплены гайками, снимают ходовой винт и ходовой вал, а также фартук. Затем герметизируют пластилином поверхности каретки 1 (рис. 56) и станины со стороны фартука и задней прижимной планки; по краям каретки делают из пластилина четыре воронки 2, а вокруг просверленных отверстий в средней части направляющих — две воронки 3.
Раствор стиракрила заливают в среднюю воронку одной из направляющих до тех пор, пока уровень жидкого стиракрила в крайних воронках не достигнет уровня средней воронки; так же осуществляют заливку второй направляющей.
Каретку на станине выдерживают 2—3 ч при температуре 18— 20° С, затем вывертывают винты и заделывают отверстия под ними резьбовыми пробками или стиракрилом. После этого снимают каретку с направляющих станины, очищают от пластина, удаляют приливы пластика, прорубают канавки для смазки направляющих (шабрения этих поверхностей не производят). На этом ремонт направляющих каретки завершают и приступают к сборке суппорта.
При выполнении ремонта указанным способом трудоемкость операций сокращается в 7—10 раз по сравнению с шабрением и в 4—5 раз по сравнению с рассмотренным комбинированным способом и составляет всего 3 нормо-ч. При этом обеспечивается высокое качество ремонта.
Ремонт поперечных салазок
При ремонте салазок добиваются прямолинейностей 1, 2, 3 и 4 (рис. 57) и взаимной параллельности поверхностей 1 и 2. Салазки весьма удобно ремонтировать шлифованием. При этом ремонт осуществляется следующим образом.
- Зачищают от забоин и царапин поверхности 2, 3 и 4. Проверку поверхности 2 осуществляют по плите на краску, а поверхностей 3 и 4 — на краску по поверочному клину (угловой линейке)
- Устанавливают салазки поверхностями 2 на магнитный стол плоскошлифовального станка и шлифуют «как чисто» поверхность 1. (Нагрев детали при шлифовании не допускается). Чистота поверхности V 7, неплоскостность допускается до 0,02 мм.
- Устанавливают салазки шлифованной поверхностью на магнитный стол и шлифуют поверхность 2, выдерживая параллельность к плоскости 1. Допускается непараллельность до 0,02 мм. Измерение производят микрометром, в трех-четырех точках с каждой стороны. Чистота поверхности V7.
- Устанавливают салазки плоскостью 1 на магнитный стол. Выверяют поверхность 4 на параллельность ходу стола по индикатору. Допускается отклонение от параллельности не более 0,02 мм на всю длину детали. Устанавливают шлифовальную головку станка под углом 45° и шлифуют поверхность 4 торцом чашечного круга. Чистота поверхности V7.
- Выверяют поверхность 3 на параллельность ходу станка и шлифуют так, как указано в пункте 4.
- Устанавливают салазки поверхностями 2, 3 и 4 на отремонтированные направляющие каретки и проверяют сопряжение поверхностей на краску. Отпечатки краски должны равномерно располагаться по всем поверхностям и покрывать не менее 70% их площади. Щуп толщиной 0,03 мм не должен проходить между сопрягающими поверхностями каретки и салазок. Если щуп проходит или даже «закусывает», необходимо шабрить поверхности 2, 3 и 4, проверяя на краску по направляющим каретки.
Ремонт поворотных салазок
Ремонт поворотных салазок начинают с поверхности 1 (рис. 58, а), которую шабрят, проверяя на краску по шлифованной сопрягающейся поверхности поперечных салазок. Количество отпечатков краски должно быть не менее 8—10 на площади 25 X 25 мм.
Затем осуществляют ремонт поверхностей шлифованием в следующем порядке.
- Устанавливают поворотные салазки шабренной поверхностью на специальное приспособление 6 и выверяют поверхности3 или 4 на параллельность ходу стола. Допускается отклонение не более 0,02 мм на длине направляющих.
- Шлифуют последовательно поверхности 2, 5, 5, 4. Шлифование производят торцом абразивного круга конической формы, зернистостью 36—46, твердостью СМ1—СМ2. Чистота поверхности должна быть не ниже V7. Нагрев детали при шлифовании не допускается.
Направляющие поверхности 2 и 5 должны быть параллельны к плоскости 1. Допускается непараллельность не более 0,02 мм на всей длине. Замеры производят микрометром в трех-четырех точках с каждой стороны детали.
Непараллельность поверхности 3 к поверхности 4 допускается не более 0,02 мм на всей длине.
Измерение производят обычным способом: микрометром и двумя контрольными валиками.
Угол 55°, образуемый направляющими 2, 3 и 4, 5, проверить по шаблону обычным способом.
Ремонт верхних салазок

При износе поверхности 1 (рис. 58, б) ее следует проточить на токарном станке и установить на эпоксидном клее тонкостенную втулку. Затем ремонт продолжают в следующем порядке.
- Шабрят поверхность 2, проверяя на краску по сопрягающейся шлифованной плоскости резцовой головки. Количество отпечатков краски должно быть не менее 10 на площади 25 X 25 мм
- Устанавливают верхние салазки шабренной плоскостью на приспособление 6 (аналогичное показанному на рис. 58, а) и выверяют поверхность 5 на параллельность ходу стола (рис. 58, б).Допускается отклонение не более 0,02 мм на длине направляющих.
- Шлифуют поверхности 3 и 6. Допускается непараллельность этих поверхностей к поверхности 2 не более 0,02 мм
- Шлифуют поверхность 5
- Выверяют поверхность 4 на параллельность ходу стола с точностью 0,02 мм на всей длине поверхности
- Шлифуют поверхность 4
- Проверяют поверхности 3, 5 и 6 на точность сопряжения с направляющими поворотных салазок по краске обычным способом, при необходимости пригоняют шабрением.
Установка ходового винта и ходового вала
Эта операция исключается, если ремонт каретки выполнен согласно табл. 5.
Совмещение осей ходового винта и ходового вала, коробки подач и фартука проводят в соответствии со следующим типовым технологическим процессом.
- Устанавливают корпус коробки подачи и укрепляют его на станине винтами и штифтами
- Устанавливают каретку в средней части станины и прикрепляют винтами заднюю прижимную планку каретки
- Устанавливают фартук и соединяют с кареткой винтами (фартук может быть установлен не полностью собранным)
- В отверстия коробки подач и фартука для ходового винта или ходового вала устанавливают контрольные оправки. Концы оправки должны выступать на 100—200 мм и иметь одинаковый диаметр выступающей части с отклонением не более 0,01 мм (люфт оправок в отверстиях недопустим).
- Придвигают каретку с фартуком к коробке подач до соприкосновения торцов оправок и замеряют величину их несоосности (на просвет) с помощью линейки и щупа.
- Восстанавливают соосность отверстий для ходового винта и ходового вала в коробке подач и фартуке посредством установки новых накладок, шабрения направляющих или накладок каретки, переустановки коробки подач.
Допустимое отклонение от соосности отверстий коробки подач и фартука: в вертикальной плоскости — не более 0,15 мм (ось отверстия фартука может быть только выше отверстия коробки подач), в горизонтальной плоскости — не более 0,07 мм.
Переустановку коробки по высоте следует производить при ремонте направляющих каретки без компенсирующих накладок. При этом отверстия в коробке подач для винтов крепления ее к станине фрезеруют. При смещении коробки в горизонтальном направлении необходимо фрезеровать отверстия в каретке для винтов крепления фартука: последний необходимо также сместить, а затем заново штифтовать.
Чертежи суппорта токарно-винторезного станка 1к62
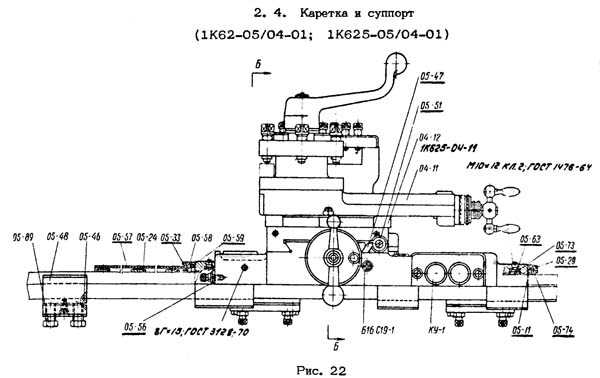
Общий вид суппорта токарно-винторезного станка. Смотреть в увеличенном масштабе
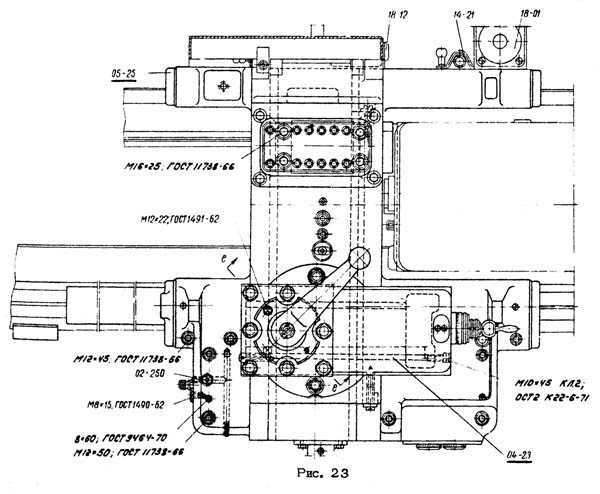
Устройство суппорта токарно-винторезного станка. Смотреть в увеличенном масштабе

Устройство суппорта токарно-винторезного станка. Смотреть в увеличенном масштабе
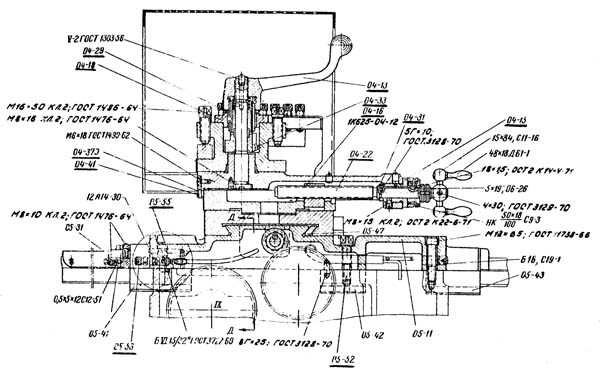
Устройство суппорта токарно-винторезного станка. Смотреть в увеличенном масштабе
Устройство суппорта токарно-винторезного станка. Смотреть в увеличенном масштабе
Устройство суппорта токарно-винторезного станка. Смотреть в увеличенном масштабе
Притир суппорта токарного станка
Ремонт суппорта токарного станка
Шабрение каретки токарного станка
Полезные ссылки по теме
Каталог справочник металлорежущих станков
Паспорта и руководства металлорежущих станков
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Пекелис Г. Д., Гельберг Б.Т. Л., «Машиностроение». 1970 г.
stanki-katalog.ru
Направляющие из уголка самодельного токарного станка
Главная » Станок » Направляющие из уголка самодельного токарного станкаСамодельный суппорт для токарного станка своими руками
В работах по металлу, для изготовления деталей цилиндрической (конической) формы, используется токарный станок. Существует множество моделей этого производственного устройства, и всем им присуща практически одинаковая компоновка из схожих узлов и деталей. Одним из таковых является суппорт станка.
Самодельный токарный станок
Для лучшего понимания функций, который выполняет суппорт токарного станка, можно рассмотреть его работу на примере распространенной модели 16к20. Ознакомившись с этой информацией, возможно у некоторых домашних мастеров появится идея создать своими руками самодельный токарный станок для проведения работ по металлу.
Читайте также: «Как работает ручной листогибочный станок и как его сделать своими руками?»
Что такое суппорт станка?
Это достаточно сложный узел токарного станка по металлу, невзирая на кажущуюся простоту. От того, насколько правильно он изготовлен, установлен, отрегулирован — зависит качество будущей детали, и количество времени, которое было затрачено на ее изготовление. к меню ↑
Принцип работы
Размещенный на станке 16к20 суппорт может передвигаться в следующих направлениях:
- поперечном — перпендикулярно оси вращающейся заготовки для углубления в нее;
- продольном — режущий инструмент передвигается вдоль поверхности заготовки для снятия лишнего слоя материала или протачивания резьбы;
- наклонном — для расширения доступа к поверхности обрабатываемой детали под нужным углом.
к меню ↑
Устройство суппорта
Суппорт для станка 16к20 расположен на нижних салазках, которые передвигаются по направляющим, закрепленным на станине, и таким образом происходит продольное перемещение. Движение задается вращением винта, который преобразовывает вращательное усилие в поступательное движение.
Суппорт токарного станка предназначен для закрепления и перемещения режущего инструмента
На нижних салазках, суппорт передвигается и поперечно, но по отдельным направляющим (поперечным салазкам), расположенным перпендикулярно оси вращения детали.
К поперечным салазкам, специальной гайкой, крепится поворотная плита, на которой имеются направляющие для передвижения верхних салазок. Задавать движение верхним салазкам можно с помощью поворотного винта.
Поворот верхних салазок в горизонтальной плоскости происходит одновременно с плитой. Таким образом, происходит установка режущего инструмента, под заданным углом к вращающейся детали.
Станок оснащен резцовой головкой (резцедержателем), который закреплен на верхних салазках специальными болтами и отдельной рукояткой. Движение суппорта происходит по ходовому винту, который расположен под ходовым валом. Такая подача осуществляется вручную.
Читайте также: «Оборудование для сварки полипропиленовых труб».
к меню ↑
Регулировки суппорта
В процессе работы на станке 16к20 происходит естественный износ, расшатывание, ослабление креплений суппорта. Это естественный процесс и его последствия необходимо постоянно контролировать путем регулярных подстроек и регулировок.

Основные узлы токарного станка
На суппорте станка 16к20 проводятся следующие регулировки:
к меню ↑
Регулировка зазоров
Во время поперечного и продольного движения суппорта станка 16к20 по салазкам, происходит износ винта и рабочей их поверхности вследствие постоянного трения.
Наличие такого свободного пространства приводит к неравномерному перемещению суппорта, заеданию, колебанию при возникающих боковых нагрузках. Удаляется излишний зазор при помощи клиньев, при помощи которых каретка прижимается к направляющим. к меню ↑
Регулировка люфта
Люфт появляется в винтовой передаче. Избавиться от него можно без разборки с помощью закрепляющего винта, который находится на этом устройстве перемещения суппорта. к меню ↑
Регулировка сальников
При длительной работе по металлу на станке 16к20 происходит износ и засорение сальников, которые находятся на торцах выступа каретки. Визуально это определяется при появлении грязных полос во время продольного перемещения суппорта.

Передняя крышка токаного станка с сальником
Для того, чтобы устранить такое явление без разборки узла, необходимо промыть войлочную набивку и пропитать ее машинным маслом. При полной непригодности изношенных сальников следует заменить их новыми. к меню ↑
Ремонт суппорта
Это устройство токарного станка с течением времени изнашивается при постоянных значительных нагрузках в работе по металлу.
Наличие значительного износа легко определяется по состоянию поверхности направляющих салазок. На них могут появиться небольшие впадины, что будет препятствовать свободному перемещению суппорта в заданном направлении.
При своевременном регулярном уходе такой ремонт может и не понадобиться, но в случае появления подобного рода дефекта следует заняться ремонтом, а при сильном износе — заменой.
Суппорт 16К20 достаточно часто требует ремонта каретки, который заключается в восстановлении нижних направляющих, которые взаимодействуют с направляющими станины. Особого внимания требует поддержание стабильной перпендикулярности расположения каретки.
При ремонте суппорта необходимо проводить проверку по обеим плоскостям при помощи строительного уровня. к меню ↑
Самодельный токарный станок
Токарное устройство, при помощи которого выполняются работы по металлу, может быть очень простым. Собрать самодельный станок своими руками можно практически из подручных средств, которые берутся из пришедших в негодность механизмов.

Самодельный токарный станок
Начать следует с металлической рамы сваренной из швеллера, которая будет станиной. С левого края на ней закрепляется передняя неподвижная бабка, а справа — устанавливается опора. Самодельный станок, сделанный своими руками, предусматривает наличие уже готового шпинделя с патроном или планшайбой.
Шпиндель получает вращательный момент от электродвигателя через клиноременную передачу.
При работе станка по металлу, резец удержать своими руками невозможно (в отличие работы с деревом), поэтому потребуется суппорт, который будет передвигаться продольно. На нем устанавливается резцедержатель с возможностью его перемежения поперечно направлению движения самого суппорта.
Задается перемещение суппорта и резцедержателя на заданную величину при помощи винта с маховиком, на котором имеется коль
i-perf.ru
Поперечный суппорт своими руками для самодельного токарного станка
Добавлено: 2 год.Добавил: outoffuel68 Добавлено: 2 год.
Добавил: ARS Pro Добавлено: 2 год.
Добавил: k s Добавлено: 2 год.
Добавил: ARS Pro Добавлено: 5 мес.
Добавил: ARS Pro Добавлено: 8 мес.
Добавил: ARS Pro Добавлено: 6 мес.
Добавил: TeraFox Добавлено: 1 год.
Добавил: ARS Pro Добавлено: 1 год.
Добавил: Seryj L Добавлено: 2 год.
Добавил: k s Добавлено: 1 год.
Добавил: ARS Pro
ruslar.pro
ТОКАРНЫЙ СТАНОК ПО МЕТАЛЛУ своими руками [устройство, чертежи]
[Токарный станок по металлу], изготовленный своими руками, станет хорошей альтернативой профессиональному дорогостоящему станку, если вы любите работать с металлом, но не хотите дорого платить за это удовольствие.
Сделать простой самодельный токарный мини-станок под силу практически каждому, у кого есть хотя бы минимальный опыт в строительстве и ремонте, а покупка элементов для его создания не отнимет у вас много средств, более того, некоторые детали вы наверняка сможете найти в своем собственном гараже.
В статье мы разберем назначение токарного станка, а также расскажем, как сделать токарный станок без помощи специалистов и что для этого понадобится (резцедержатель, патрон, суппорт и т.д.), а чертежи и фото помогут вам в этом и сделают работу легче и быстрее.
Назначение токарного станка
Основное предназначение токарного устройства ЧПУ – обрабатывать металл и преобразовывать заготовки в нужные вам изделия.
Впрочем, работать самодельный токарный мини-станок сможет не только с металлическими объектами, но также поможет обрабатывать дерево и пластик.
Из этих материалов вы сможете сделать изделия нужной вам формы, благодаря возможности обработки внешней поверхности, создания отверстий, либо расточек и резьбы, или накатать поверхность с рифлением.
Видео:
Токарный станок необязательно собирать самостоятельно – его можно купить, учитывая, что производители делают аппараты с ЧПУ для различных целей.
Однако минус профессиональных станков в том, что они слишком большие и тяжелые, поэтому работать с ними в частной мастерской или гараже не очень удобно, а также сложны в работе – имеют слишком много функций.
Гораздо лучше будет создать токарно-фрезерный станок своими руками.
Домашние станки с ЧПУ обычно отличаются небольшими габаритами, простотой работы и возможностью быстро создавать металлические и деревянные мини-детали, или объекты среднего размера.
На подобном устройстве можно делать детали разной формы, например, вы сможете собрать колесо, ось или другие подобные изделия, имеющие круглое сечение.
Лучше всего, чтобы инструмент мог справляться с обработкой не только металлических, но и деревянных объектов – так вам будет удобно делать ручки для грабель, лопат и других инструментов, испортившиеся детали деревянной мебели, а в будущем, может быть, и саму мебель.
В любом случае, для тех, кто часто занимается ремонтом и созданием деталей самостоятельно, то возможность работать с деревом может быть вам полезна.
На аппарате деталь нужно закрепить горизонтально, и устройство будет вращать ее на высокой скорости, после чего вращающийся резец удаляет лишний материал, и, таким образом, получается конечная деталь.
В принципе работы и механизме токарного станка, кажущегося простым, для правильной работы требуется точная работа разнообразных деталей, которые создают механизм станка.
Обработка деталей на токарном станке происходит следующим образом: деталь фиксируется в устройстве, а затем запускается вращающийся с большой скоростью механизм, благодаря которому деталь быстро крутится, и с помощью резца с нее снимается ненужный материал и она приобретает нужную форму.
За фиксацию детали отвечают патрон, суппорт и вращающийся механизм.
Устройство токарного станка и способ его работы довольно просты, однако важно знать, как собрать самодельный токарный аппарат по металлу правильно с соблюдением всех нюансов, иначе система просто не будет работать.
Работа с основными узлами станка
Токарный станок своими руками работает благодаря множеству элементов: он включает раму, суппорт, центр (ведущий и ведомый), бабку, а также электрический привод и упор под резец.
Рама в инструменте нужна для опоры – именно на ней располагаются все остальные элементы, а также станина. Бабка, расположенная спереди, всегда находится в неподвижном положении и нужна для основы, на которой размещен базовый узел вращения.

На переднюю раму устанавливается механизм для передачи, который соединяет главный центр и электродвигатель.
Главный центр отвечает за приведение заготовки в движение и, таким образом, за качество обработки детали. Бабка сзади работает параллельно к оси рамы, расположенной продольно.
Центр и бабка должны быть плотно соединены, исходя из длины изделия. Бабка устанавливается таким образом, чтобы конец детали и ведомый центр были соединены, а сама деталь устанавливается в патрон.
Для работы вам понадобится привод.
Для самодельного мини-станка можно установить практически любой, но минимальная мощность устройства с ЧПУ должна быть не менее 800 Вт, а оптимальная – 800-1500 Вт, тогда станок будет работать без перебоя.
Справиться с низкими оборотами получится, благодаря использованию передаточного механизма, тогда скорость работы двигателя не изменится и будет аналогична.
Не стоит выбирать слишком мощный двигатель, например, 2000-ватный, т.к. он может испортить станок, приведя его к перегреву. В основном на станках ЧПУ такого типа используют ременную передачу, иногда она может быть фрикционной или цепной.
В некоторых настольных станках можно встретить конструкции, где передаточная система отсутствует, в этом случае патрон и главный центр закрепляются в сам вал электрического двигателя.
Видео:
Главный центр и дополнительный центр должны располагаться на одинаковой оси, т.к. в ином случае заготовка, вставленная в патрон, будет вибрировать.
Делая станок, важнее всего соблюсти четыре условия: правильно определить центр, поставить суппорт, надежно зафиксировать детали в патрон и обеспечить ее быстрое и бесперебойное вращение – в этом случае система будет работать как надо.
Для самодельных лобовых мини-станков чаще всего используют для фиксации детали кулачковый патрон или планшайбу. Кроме того, центр в таких устройствах только один, в отличие от профессиональных моделей.
Раму для изделия лучше всего сделать с помощью стальных уголков, а не деревянного бруса, тогда система будет более устойчивой и надежной и прослужит вам дольше.
Именно рама позволяет качественно зафиксировать центр, что напрямую влияет на правильность работы аппарата.
Поэтому, занимаясь проектированием рамы, пользуйтесь профессиональным чертежом и учитывайте, что бабке должно быть обеспечено свободное вращение вдоль продольной оси устройства ЧПУ и суппорт должен стоять ровно.
После того как вы собрали воедино все детали станка: патрон, суппорт, центр, бабку, раму и т.д., нужно зафиксировать их так, чтобы они не болтались и не двигались.
Форма деталей станка зависит от ваших целей: какие детали и материалы вы собираетесь обрабатывать на станке, каков их размер и т.д.
От этих же параметров зависит и выбор мощности электродвигателя, поэтому, прежде чем покупать суппорт и другие необходимые детали, определитесь с тем, каким вы хотите видеть конечный вариант станка – это очень поможет вам в работе.
Как уже говорилось, для станка ЧПУ подойдет практически любой двигатель, т.к. он не требует большой мощности, однако избегайте покупать коллекторные модели, т.к. они увеличивают количество оборотов в случае, если нагрузка падает.
Это может привести к тому, что заготовка просто вылетит – в этом случае она не только испортится сама, но и может покалечить того, кто находится рядом со станком. Также не стоит покупать слишком мощные двигатели, т.к. они могут вывести систему из строя.
Создание токарного станка
Самостоятельно проще всего сделать лобовую модель токарного станка. Этим оборудованием легко пользоваться и оно имеет все необходимые функции и способно работать как с металлическими, так и с деревянными изделиями.
Благодаря тому, что тип устройства оборудования простой, и никаких специфических деталей для него не потребуется, срок службы такого станка будет внушительным, благодаря тому, что вышедшие из строя детали можно заменить в любой момент.
Видео:
Начинается работа с выпиливания двух деревянных стоек, в которых нужно проделать отверстия для болтов и вставить туда болты, пользуясь гайками.
Начиная работу, проследите, чтобы диаметр отверстий и гаек совпадал. Прежде чем начинать делать станок, посмотрите видео – так вам легче будет работать.
Чтобы стамеска или резец при работе оборудования были устойчивы, вам нужен будет резцедержатель или, по-другому, подручник.
Резцедержатель можно сделать с помощью двух досок, которые нужно склеить, либо соединить друг с другом с помощью винтов.
Резцедержатель является необходимым для комфортного изготовления станка собственноручно. Дощечка, находящаяся снизу, должна иметь скошенный угол и полосу из металла, которая сможет предотвратить деформацию стамески во время работы станка.
Горизонтальная дощечка должна быть оборудована прорезью, которая позволит контролировать и управлять движением подручника.
Следующий этап работы – закрепить саму заготовку с помощью гаек, чтобы она была надежно закреплена, но в то же время могла свободно двигаться – после этого можно считать настольный станок готовым к использованию.
Не забудьте повторить все процессы его создания по видео, чтобы убедиться, что вы все сделали правильно.
Видео:
Обработка заготовки происходит путем вращения в две стороны, что позволяет придать детали нужную форму. Такой простой способ обработки на самом деле дает хороший результат и позволяет получить разнообразные детали очень высокого качества.
Для работы вам понадобится электродвигатель с минимальной мощностью (около 250-500 Вт), однако, если у вас его нет, то для станка можно приобрести электромотор любого вида, например, принадлежавший ранее швейной машинке.
Благодаря тому, что мощность для станка требуется минимальная, вы можете использовать оборудование практически от любого устройства ЧПУ.
Самый простой настольный станок ЧПУ можно сделать с помощью электродрели или шлифовальной машины, которая будет основной оборудования.
Чтобы сделать токарный станок из дрели, необходима определенная последовательность действий. Передняя, задняя части и бабка легко изготавливаются самостоятельно. Как делается бабка, передняя и задняя часть станка и суппорт вы можете посмотреть на видео – оно сделает все процессы простыми и понятным.
Для рамы, чтобы изготовить токарный станок из дрели, можно использовать швеллер или деревянный брусок, а также уголок или любой другой сортовой металл.
Самодельный токарный станок по металлу может быть использован не только для того, чтобы обрабатывать детали.
Вы можете насадить на одну из мини-частей, составляющих вал электродвигателя, круг для шлифования и затачивать на нем инструменты, либо шлифовать и полировать поверхности.

Также можно установить на вал патрон для сверления или переходник, и тогда самодельный токарный станок станет пригодным для процесса фрезеровки пазов, либо создания сверловых отверстий в теле изделий из металла и дерева.
Самое важное – правильно собрать сам станок, его центр, а потом уже добавлять к нему новые части, по мере того, как вы начнете осваивать этот инструмент и научитесь с ним работать.
Фото и видео помогут вам не только сделать самодельный токарный станок, но и в его эксплуатации, поэтому пользуйтесь ими и инструкциями, прежде чем начнете заниматься на станке обработкой деталей.
rezhemmetall.ru
Самодельный токарный станок по металлу – Дом, дача, огород. – Каталог статей
Рис. 1. Общий вид самодельного токарного станка по металлу.
Многие узлы и детали этого самодельного станка для обработки металлических деталей аналогичны тем, что были использованы в токарном станке по дереву. Поэтому по ходу описания будут ссылки к предыдущей публикации.
Рис. 2. Самодельный токарный станок по металлу.
Два коротких 7 и два длинных швеллера 1 соединены между собой так, что образуют жесткую прямоугольную раму или, как ее еще называют, станину станка. На левом конце рамы укреплена неподвижная передняя бабка 9, а на правом конце опора 12. И передняя бабка, и опора имеют втулки, в которые вставлена ходовая труба 2. Она названа так потому, что по ней перемещаются задняя бабка 3 и суппорт 5.
Шпиндель передней бабки такой же, как и у токарного станка по дереву. Для закрепления деталей на нем устанавливаются поводковый патрон или планшайба 14. Приводится во вращение он от электрического двигателя 8 с помощью клиноременной передачи. Мощность двигателя 500 Вт или немного больше с частотой вращения вала до 3000 мин-1.
Рис. 3. Детали самодельного токарного станка по металлу.
При обработке древесины токарь держит резец руками. При точении же металла поступать так нельзя — усилия, возникающие при снятии металлической стружки столь велики, что удержать резец не хватит силы. Поэтому его крепят в резцедержателе, который должен перемещаться как вдоль обрабатываемой детали от одной бабки к другой (обычно от задней к передней), так и поперек. Резцедержатель устанавливается на суппорте и перемещается поперек него по направляющим типа «ласточкин хвост», а суппорт движется вдоль станка вращением ходового винта 13, закрепленного в подшипниках на передней бабке 9 и опоре 12. На правом конце винта предусмотрен небольшой маховичок 5. Вращая его рукой, и перемещают суппорт в нужном направлении. А чтобы выдержать точность, за маховичком установлено кольцо с делениями. Шаг резьбы равен 2 мм, а при повороте ходового винта на одно деление суппорт переместится на 0,05 мм. Отсчитывать перемещение резца на большие расстояния будет удобнее, если около каждой четвертой риски (а их всего 40) нанести цифры 0,2, 0,4 мм и т. д. Чтобы не запоминать, с какой цифры началась обработка, кольцо сделано поворотным. В начале обработки ноль на риске кольца устанавливается против риски на опоре ходового винта. После этого кольцо закрепляют специальным винтом.

Рис. 4. Детали самодельного токарного станка по металлу.
Кроме резцедержателя, на суппорте установлен лампа 10 в защитном колпаке-отражателе и сетчатый экран 11, защищающий токаря от стружки.
При точении длинных деталей трудно получить одинаковый диаметр по всей длине — от усилия резца дёталь прогибается. В этом случае рекомендуется использовать люнет 16, опорные кулачки которого подпирают обрабатываемую деталь. Люнет передвигается по опорной трубе вдоль детали и закрепляется в нужном положении, как и задняя бабка.
Для сбора стружки под рамой станка устанавливается поддон 4.
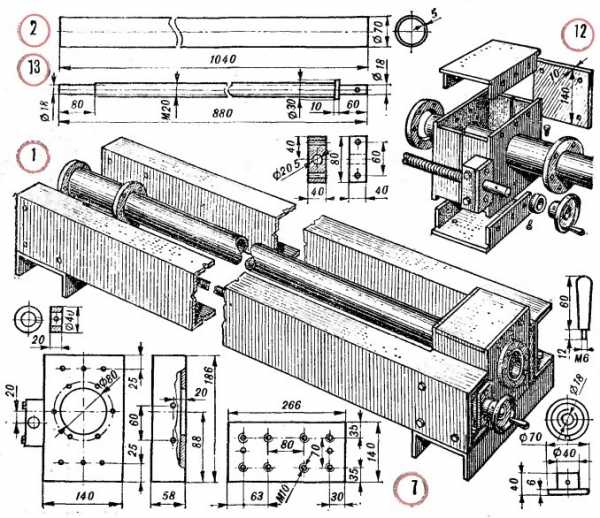
Рис. 5. Детали самодельного токарного станка по металлу.
Корпуса передней и задней бабок станка немного длиннее аналогичных корпусов токарного станка по дереву. Поэтому для прочности рекомендуется соединять детали корпуса между собой с помощью сварки. Чтобы избежать перекосов от внутренних напряжений в сварных швах, лучше сварить из двух швеллеров длинную колонну. Только потом от нее отрезаются заготовки нужной длины. На этих заготовках проводится разметка центров будущих отверстий. Особенно тщательно следует разметить отверстия под шпиндель, пиноль и втулки.
Шпиндель, детали его крепления и шкивы у станков одинаковые, поэтому делать новые необязательно, если вы построили токарный станок по дереву. Подойдет по своим характеристикам и электрический двигатель.
Возможности станка можно существенно увеличить, если в дополнение к уже имеющемуся сделать еще один шпиндель для крепления стандартного трехкулачкового патрона.
Рис. 6. Суппорт самодельного токарного станка по металлу.
В пиноли задней бабки целесообразно предусмотреть конические отверстия (так называемый конус Морзе). Они бывают разного размера. Для самодельного токарного станка подойдет отверстие под конус № 1. Его размеры приведены на рисунке 4. В него удобнее устанавливать различные приспособления и инструменты, имеющие конический хвостик. Конус Морзе проще всего изготовить специальной разверткой.
Чтобы легче было извлекать инструмент, винт, перемещающий пиноль, необходимо удлинить, для чего на его конце необходимо проточить цилиндрический хвостовик диаметром 7 мм.
Задняя бабка фиксируется на раме специальной рукояткой. При повороте винт прижимает ее с помощью вкладыша к ходовой трубе. Такое же устройство используется для фиксирования пиноли и люнета. Все перечисленные узлы состоят из одинаковых деталей, и изготовить их не составит труда. Постарайтесь добиться, чтобы поверхность деталей была гладкая, с минимальными зазорами между собой.
Рис. 7. Измерения с помощью часового индикатора.
Корпуса обеих бабок, суппорта и опоры проще всего изготовить из швеллеров № 12 и 14 с плоскими полками. Для ходовой трубы подойдет стальная труба с наружным диаметром 70 мм и толщиной стенки 5 мм. Ходовые винты необходимо выточить из качественной стали. Подшипники для них изготавливаются из бронзы. Маховички могут быть сделаны из любого алюминиевого сплава. На прочие детали идет конструкционная сталь, например сталь Ст. 45. Отрезая заготовки, не забудьте оставить припуски на обработку и подгонку деталей.
Вы можете встретить затруднения при изготовлении суппорта, имеющего направляющие типа «ласточкин хвост». Но работу можно упростить, разделив сложную деталь на два отдельных, более простых элемента. Между собой они собираются на винтах М8 или М10 с потайной головкой.
Ходовые винты нарезаются плашкой. Если есть возможность использовать токарный винторезный станок, то лучше конечно, воспользоваться им и нарезать трапецеидальную резьбу. Такие винты и работают лучше, и меньше изнашиваются. Напоминаем, что на всех ходовых винтах резьба должна быть левой, чтобы при вращении маховичков резец перемещался в том же направлении, что и у заводских станков.
В конструкции станка есть детали, изготовленные из крупных заготовок. К ним относятся резцедержатель, узлы его перемещения, патрон и многие другие. Но можно поступить проще, сделав их составными.
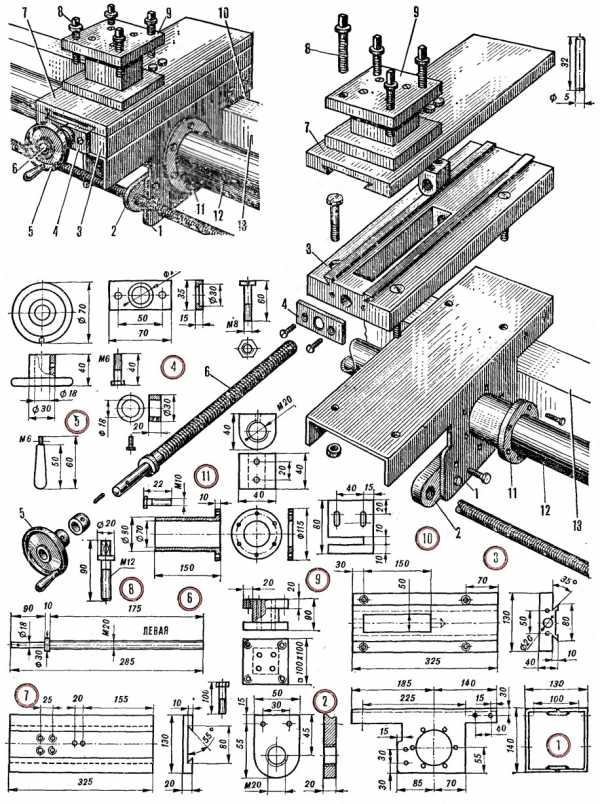
Рис. 8. Детали к самодельному токарному станку по металлу.
Точность станка зависит не только от точности изготовления отдельных деталей, но и от точности сборки. Эту операцию следует проводить в следующей последовательности. Вначале в переднюю бабку установите узел шпинделя. Затем саму бабку закрепите на ходовой трубе болтом Ml0, для чего посередине опорной втулки просверлите отверстие и нарежьте резьбу. Оси шпинделя и ходовой трубы должны быть строго параллельны. Достигается это тщательной обработкой места крепления фланца опорной втулки и установкой прокладок. Параллельность измеряется с помощью часового индикатора, как показано на рисунке 7. Добившись необходимой точности, приступайте к сборке рамы станка. Она, как помните, состоит из двух коротких 7 и двух длинных швеллеров 1. Установите на раме переднюю бабку 9 и спору 12. Поставьте на место ходовую трубу 2. Прежде всего добейтесь параллельности направляющих поверхностей длинных швеллеров и ходовой трубы по всей рабочей длине. Когда требуемая точность будет достигнута, в коротких швеллерах рамы просверлите по четыре отверстия под болты. Ответные им отверстия в корпусах передней бабки 9 и опоры 12 сверлятся с припуском в минус 0,1—0,2 мм для последующей обработки их разверткой. Заметим, что сверлить отверстия в корпусах все сразу не нужно. Сначала воспользуйтесь одним отверстием в швеллере как кондуктором для сверла и просверлите соответствующее отверстие в корпусе. Затем оба отверстия совместно расточите разверткой. Точность взаимного расположения узлов еще раз проверьте и, если никаких отклонений нет, вставьте болт и наверните на него гайку. После этого еще раз убедитесь в точности положения узлов и только тогда приступайте к сверлению следующего отверстия. Если случайно будет допущена ошибка, то не отчаивайтесь — ее можно исправить, просверлив отверстие в другом месте, или рассверлите его под болт большего размера. Закончив работу, не забудьте установить под гайки упругие стальные шайбы.

Рис. 9. Детали к самодельному токарному станку по металлу.
Далее приступайте к установке задней бабки. Проследите, чтобы не произошло смещения осей шпинделя и пиноли задней бабки, иначе при точении вместо цилиндрической будет получаться коническая поверхность. Добейтесь, чтобы оси шпинделя и пиноли лежали на одной прямой, которая, в свою очередь, должна быть параллельна поверхности ходовой трубы. Установите опорную планку, предохраняющую бабку от проворачивания. Грубая регулировка должна производиться передвижением планки, точная — подбором толщины стальных прокладок. При совмещении центр шпинделя должен совпасть с центром пиноли. Правильно отрегулированная бабка должна легко — от руки — перемещаться по ходовой трубе. Качество сборки проверьте часовым индикатором.
При сборке суппорта не требуется высокая точность. Прежде всего установите и отрегулируйте ходовые втулки так, чтобы горизонтальная поверхность корпуса при перемещении была параллельна оси ходовой трубы. Затем установите и отрегулируйте положение опорных планок. Если станок будет эксплуатироваться интенсивно, то для облегчения ремонта и регулирования сделайте планки разъемными — по типу тех, что установлены на задней бабке.
Далее приступайте к установке ходовой гайки и ходового винта. Для выполнения этой операции нужно осторожно снять передний длинный швеллер, чтобы не сбить настройку станины. Наверните гайку на винт и предварительно закрепите его на суппорте. Затем установите подшипники винта на передней опоре. Регулируя взаимное положение гайки, винта и подшипников, добейтесь легкости хода суппорта по всей длине. Последняя операция — установка механизма перемещения резцедержателя. Особой сложностью эта операция не отличается. Нужно только добиться, чтобы резцедержатель перемещался строго перпендикулярно оси ходовой трубы. Закончив работу, установите передний длинный швеллер на свое место.
Станок готов. Теперь следует его покрасить. Красить нужно осторожно, чтобы краска не попала на те детали станка, по которым скользят бабка и суппорт. Будет лучше, если перед покраской вы покроете их толстым слоем консистентной смазки.
Перед работой станок обязательно нужно закрепить на прочном массивном столе или верстаке. Нельзя начинать работу, не убедившись, что деталь в патроне зажата крепко. Для точения следует применять правильно и остро заточенные резцы. Не пытайтесь останавливать станок руками или какими-либо предметами. Нужно дождаться, пока шпиндель остановится сам. Перед работой наденьте на глаза очки и плотно застегните манжеты на рукавах. Работать в незастегнутой рубашке, в галстуке, с непокрытой головой недопустимо. Перед тем, как включить станок, проверьте, смазан ли он. Шпиндель смазывается жидкой смазкой, а пиноль и направляющие — консистентной. Окончив работу, уберите стружку и протрите ветошью все неокрашенные детали станка.
Приложение к «ЮТ» № 4 1986 г.
inmanus.3dn.ru