Как сделать сварку своими руками в домашних условиях – реализация своими руками, теория, схемы
alexxlab | 27.10.2019 | 0 | Разное
Делаем вместе сварочный аппарат своими руками
Принцип работы сварочного аппарата заключается в создании неразъёмного соединения двух и более деталей. Такое соединения образуется благодаря межатомному слитию материала свариваемых частей. Сварочный аппарат воздействует на металл электрическим током, который разогревает его до необходимой температуры. Сварка может быть вызвана местным воздействием, или точечным, общим нагревом деталей, пластической деформацией либо комбинированием представленных эффектов.
Самодельный сварочник
Сварочный аппарат одновременно технически сложное и очень просто устройство. Для его создания необязательно иметь инженерного, и вообще, какого-либо технического образования. Нужно только желание и немного теории, ну и конечно, готовность потрудится и потратить немного денег.
Затраты при создании самодельной сварки будут значительно меньше чем купить готовую в магазине, но и конечно, качество и эстетический вид в большинстве случаев у магазинных товаров будет несколько выше.
В сегодняшней статье мы расскажем вам о том как сделать мини сварочный аппарат своими руками, напишем список необходимых материалов и инструментов, которые вам необходимо будет собрать. Распишем этапы сборки и дадим некоторые советы, которые помогут вам в этой деле. Прочитав статью, вы сможете сделать простую самодельную сварку в домашних условиях, сэкономив неплохие деньги.
Необходимый материал и инструменты
Первое что необходимо сделать, чтобы процесс сборки шёл максимально эффективно и быстро, собрать все составляющие механизма и инструменты, которые потребуются для сборки. Чтобы облегчить вам задачу, и не дать вам насобирать или купить лишних деталей, мы составили список необходимых компонентов. Итак, приступаем к сбору нужных нам деталей и инструментов:
- Для сборки трансформатора, нам будут необходимы листы сердечника, О- , Ш- или П- образной формы. Если такие отсутствуют в наличии, их можно купить в любом магазине электротоваров.
- Провод из меди или алюминия. Мы советуем использовать именно медный, так как он способен проводить более высокое напряжение и выдерживать температуры выше, чем алюминиевый.
- Статор от двигателя, асинхронный.
- Изоляция для обмоток например лако- или стеклоткань.
- Электроды для сварочных работ.
- Детали для радиотехники.
- Самый простенький паяльник.
- Мелкие инструменты: зубило, напильники, пинцет с лупой.
- Припой для паяльника.
Подготовив все необходимые детали, можно начинать собирать сварочный аппарат своими руками.
Разберём необходимую нам схему
Самая простая мини схема сварочного аппарата заключается в том, что входящий ток попадает на сварочный трансформатор. Далее, с помощью стабилизирующих и выпрямляющих составляющих элементов конструкции сварочный ток стаёт контролируемым и пригодным для работы.
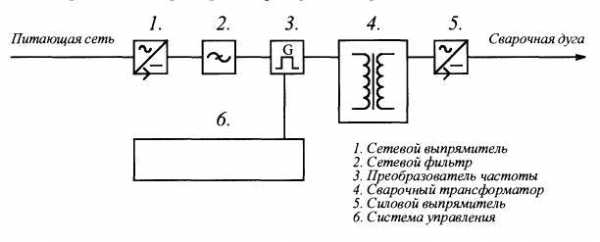
Схема блока трансформатора
Конечно, устройство может состоять только из трансформатора, но тогда дуга будет мене стабильная и работоспособная, хотя в умелых руках будет работать довольно хорошо и выполнять поставленные задачи.
Различные схемы сварочников
Источник питания дуги, имеет следующую последовательность прохождения тока:
- Напряжение попадает на сварочный трансформатор.
- Потом попадает на дроссель, катушку сопротивления.
- В катушке тока поддаётся активному сопротивлению, после чего попадает на диодный мост.
- Затем проходит через регулятор тока, с помощью которого устанавливается необходимая сила дуговой сварки.
- Начинается сварочный процесс при соприкосновении электрода с деталью.
Этапы сборочного процесса мини сварки
Собрав все необходимые элементы и ознакомившись с нашей схемой, можно приступать к поэтапной сборке устройства. Работать несложная, но очень кропотливая и однообразная. Приготовьтесь провести много часов за однообразным сидением и выполнением одних и тех же движений руками.
Самой большой популярности приобрели трансформаторы круглой формы, но их самостоятельная сборка несколько сложней, поэтому мы будем использовать в нашей схеме П- образный сердечник. Такая форма трансформатора лидирует среди самодельных образцов, благодаря своей простоте.
Приступим к описанию этапов сборки:
- Первое что нам необходимо сделать, это основание для обмоток. Можно использовать пластиковые платины, деревянные, в общем, всё что является диэлектриком. Очень хорошо подойдут пластины из текстолита. Разобравшись с материалом, приступаем к созданию формы. Она будет состоять из двух крышек, верхней и нижней и центральных перегородок. В каждой крышке проделываются отверстия, диаметр подбирать исходя из размеров пластин, которые будут устанавливаться вовнутрь.
- Необходимо сделать изоляцию каждой детали термостойкой изолентой, в 1-2 слоя. Затем собираем и начинаем укладывать обмотку. Используемый медный провод, лучше брать сразу в стеклянной изоляции, способной выдерживать повышенные температуры. Таким образом, вы обезопасите себя от перегрева устройства, но это обойдётся немного дороже, чем использование обычной обмотки. Каждый слой обмотки необходимо тщательно без пропусков заизолировать, а уже потом приступать к следующему шару. Исходя из того, какая мощность вам необходима, делаете отводы на нужных уровнях обмотки. Закончив последний шар, изолируем его в 2-3 слоя, для большей безопасности.
- Следующим этапом будет сборка магнитопровода для сварочного трансформатора. Используем материал, специально предназначенный для такого вида устройств. Он имеет, необходимы индукционные свойства, которые подобраны специально для сварочных аппаратов. Собрав все платины в цельную конструкцию необходимо проверить каждую обмотку с помощью тестера, на наличие ошибок и прочего.
- Собираем диодный мост и подсоединяем к нашему устройству. Диоды брать с серии В200 либо КВРС5010. Каждый такой диод может выдерживать 50А и эта цифра суммируется. Поэтому для самодельного аппарата мощностью 220А, необходимо установить 5 таких диодов.
- Для диодов необходим радиатор, для отвода температуры. Соединять диоды вместе с дросселем.
- Для улучшения системы охлаждения, в корпусе можно установить кулер, которые будет вытягивать горячий воздух из корпуса.
Инверторный аппарат делается по тому же типу, только вместо трансформатора, необходимо установить высокочастотный сварочный трансформатор. Подача тока будет происходить не напрямую в трансформатор, а через модуль преобразования, которые будет переделывать переменный ток в постоянный с увеличением его частоты.
Также следует добавить автоматические выключатели, которые защитят устройство от чрезмерных скачков напряжения. Такое устройство будет иметь значительно меньший размер и вес, благодаря облегчённой структуре используемого трансформатора.
Стоит ли устройство вашего времени и денег
С точки зрения работоспособности, то самодельная сварка будет ничуть не хуже чем магазинная. Единственное что у вас скорей всего не получится установить, так это дополнительные системы типаантизалипание или быстрый старт. Но при должном умении и их можно добавить. Во всём остальном они смогут выполнить абсолютно аналогичные функции.
Цена на самодельное устройство может быть абсолютно разной, всё зависит от того, покупаете ли вы все детали или собираете из того что есть в вашем гараже. В случае покупки всех составляющих, цена будет примерно раз в 8-10 меньше чем у магазинных моделей. При этом вам необходимо будет потратить 1-2 дня на сборку всей конструкции.
Подведём итог
Сделать самодельный сварочный аппарат в домашних условиях довольно легко, достаточно ознакомиться с теорией и иметь в запасе несколько свободных дней. Процесс довольно муторный и однообразный, большая часть работы, это цикличные движения руками. Но затраченное время стоит того, ведь вы экономите значительную сумму, при этом получаете устройство ничуть не хуже чем в магазине.
generatorvolt.ru
Сварка – своими руками | Мастер

Сварка в домашнем хозяйстве дело нужное, а иногда просто необходимое. Но необходимость эта может возникать редко, а все равно – без сварки никак. Можно просто купить сварочный аппарат, сейчас всего в продаже навалом, только не всегда это финансово целесообразно. Хорошая сварка стоит хороших денег. Второй путь –
Самостоятельно сделать можно и инверторный сварочный аппарат, но это далеко не всем под силу, дорого, трудоемко и наверное нецелесообразно. Никто не разрабатывает и не изготавливал сварочный инвертор ради экономии средств. Все что предлагают на различных сайтах силовой электроники, не говоря уже о сайтах сварщиков, это все не более чем чьи-то амбиции…
Там народ делится на тех кто пытается удовлетворить собственные амбиции и изготовить инвертор, и на тех, кто им мешает своими советами, так как вторые вообще ни чего ни когда не строили, и не собираются строить, в большинстве своем. Те кто строит, конечно-же это творческие люди и заслуживают внимания. Но не один из них не сможет создать инверторный сварочный аппарат дешевле, чем сможет купить в магазине. Имеется ввиду все временные и прямые материальные затраты. А вот сделав самостоятельно обычную сварку, экономия получаеся солидная.
Вначале кратко рассмотрим принцип и теорию сварочного аппарата.
Основным элементом сварочного аппарата является трансформатор, предназначенный для питания сварочной дуги, собственно преобразующий сетевое переменное напряжение и обеспечивающий необходимую величину и качество сварочного тока. В простейшем случае, наиболее распространенном среди самодельных конструкций, источником питания сварочной дуги является только один трансформатор, без каких-либо дополнительных элементов. Заключенный в корпус источник питания, оборудованный всем необходимым дополнительным оборудованием: соединительными проводами и клемами, выключателями и внешними движками регуляторов, с установленными рукоятками для переноски, а для большего удобства и колесиками, представляет из себя уже полностью завершенную конструкцию — сварочный аппарат, сделанный своими руками.
Сварочный трансформатор понижает сетевое, как правило, однофазное напряжение 220 В до необходимого для сварки значения — 50.. .80 В. Работает сварочный трансформатор в специфических условиях — дуговом режиме — режиме практически максимальной отдачи мощности. Поэтому сварочные трансформаторы должны быть построены таким образом, чтобы могли безболезненно переносить протекание больших токов, в бытовых конструкциях до 200 А. Сюда же следует приобщить вибрации и возможность перегрева — тоже следствие высокой развиваемой мощности.
Конструкции типовых сварочных трансформаторов весьма разнообразны, часто в их устройство заложены нераздельные элементы, предназначенные для регулирования тока. Разнообразие самодельных сварочных трансформаторов еще большее, так как в их конструкциях часто встречаются решения нестандартные, а то и уникальные вообще — приемы, не нашедшие применения в трансформаторах больше нигде. С другой стороны, самодельные конструкции трансформаторов максимально просты: практически никогда не содержат в себе дополнительных элементов для регулирования тока, свойственных промышленным образцам, таких как использование части магнитопровода трансформатора с дополнительным регулируемым реактивным сопротивлением и передвигающихся обмоток. Регулирование силы сварочного тока в данном случае может осуществляться путем переключения витков катушек или с помощью внешних, существующих отдельно от трансформатора специальных устройств.
В зависимости от используемого для сварки типа тока, различают сварочные аппараты постоянного и переменного тока. Сварочные аппараты с использованием малых постоянных токов применяют при сварке тонколистового металла, в частности, кровельной и автомобильной стали. Сварочная дуга в этом случае более устойчива и при этом сварка может происходить как на прямой, так и на обратной полярности, подаваемого постоянного напряжения. На постоянном токе можно варить электродной проволокой без обмазки и электродами, которые предназначены для сваривания металлов при постоянном или переменном токе. Для придания горения дуги на малых токах желательно иметь на сварочной обмотке повышенное напряжение холостого хода Uхх до 70…75 В. Для выпрямления переменного тока, как правило, используют мостовые выпрямители на мощных диодах с радиаторами охлаждения
Мощность сварочного трансформатора в ваттах рассчитывается как
Ртр=25* Iсв , где Iсв – сварочный ток в амперах.
Далее определяют сечение магнитопровода в кв. см:
S>0,015P где Р – в ваттах.
Для магнитопроводов, отличных от тороидального, следует увеличить сечение в 1,3 – 1,5 раза.
Затем вычисляют в мм диаметр провода первичной обмотки:
d1>1,13(P/2000)2
Диаметр провода вторичной обмотки в мм вычисляют по формуле:
d2>1,13(I/j)2 где j – плотность тока в А/мм2.
При токе I, меньшем 100А, принимают j равной 10 А/мм2; при токе менее 150А – 8 А/мм2; при токе менее 200А – 6 А/мм2. Если используют некруглый провод, его площадь сечения должна быть равна площади сечения круглого. В рассчёте принято, что среднее суммарное время горения дуги не превышает 20% от среднего суммарного времени пауз между периодами горения дуги(ПВ<20%).
Количество витков на вольт можно рассчитать по формуле :
W=S/50 где S – площадь сечения магнитопровода ,см2.
Далее делится своими наработками инженер В. Котлер
Речь пойдет о самостоятельной постройке сварочного трансформатора. Сам я их построил несколько десятков, и думаю что мои советы могут оказаться полезными, в особенности тем, кто взялся за это в первый раз.
Начнем с самого простого варианта – использования готовых деталей. Вообще, считается высоким классом инженерного мастерства, если ваш проект был сконструирован из всех деталей “с полки” , т.е. тех, которые имеются в наличии и их не надо производить. Если у Вас есть возможность найти какой нибудь достаточно крупный трансформатор или несколько одинаковых помельче – это может быть хорошим заделом. Совершенно ясно , что такой трансформатор сходу варить не будет и его придется доработать до приемлемых характеристик. Начнем с того , что трансформатор должен весить хотя бы 12-15 килограмм, никак не меньше , единственным исключением может оказаться тороидальный трансформатор, например ЛАТР , но все равно менее 9 кг – ничего хорошего ждать не приходится. Если вес найденного Вами трофея меньше чем упоминалось – то таких нужно пару одинаковых или искать чего нибудь потяжелее.
Начнем с определения характеристик найденного Вами трансформатора. Во-первых давайте убедимся, что он может быть напрямую включен в сеть. Если на нем есть надпись или наклейка 220(230) Вольт – это уже пол дела – трансформатор явно сетевой и следовательно можно попытаться включить его означенными выводами в сеть. Если такой наклейки нет, то можно попробовать поискать при помощи омметра обмотку сделанную самым тонким проводом и с самым большим количеством витков, скорее всего она и есть сетевая или может быть рассчитана на более высокое напряжение (например 380 Вольт). В любом случае следует включить неизвестную обмотку на выход ЛАТРа и постепенно поднимая напряжение измерять ток в этой обмотке (лучше клещами). Если удалось поднять напряжение до 220 (230) Вольт и ток в обмотке не превысил 2 Ампера – это очень хорошо, обмотка расчитана на сетевое напряжение и у трансформатора нет коротких витков. Итак у нас в руках трансформатор, который можно включать в сеть и он весит 12 или более кг. Следующая стадия – проверим сечение провода найденной нами обмотки, для этого , если это возможно лучше всего замерить его диаметр штангель – циркулем и посчитать площадь по известной формуле. Если сечение выходит менее двух квадратных миллиметров – это мало, обмотка будет перегреваться и использовать ее для сварки нельзя. Неплохие результаты получаются с обмотками 3 и более квадратных миллиметра. Исключение опять составит ЛАТР. Его обмотка тонковата , но т.к. намотана она прямо на массивный “бублик” в один слой то ее тепловой режим позволяет ее использование в режиме сварки. Если обмотка по какой то причине оказалась слишком тонкой или трансформатор при подключении к сети быстро разогревается – не отчаивайтесь у Вас в руках хороший сердечник и обмотки просто придется перемотать, это конечно больше работы чем планировалось , но тем не менее ее реально сделать в домашних условиях – поговорим об этом чуть позже , а пока вернемся к готовому исправному трансформатору сетевая обмотка которого в порядке.
Давайте посмотрим, какие еще обмотки есть у нашего трансформатора, будем помечать все вторичные обмотки напряжение которых в пределах от 30 до 70 Вольт и при этом смотреть на толщину провода , которым они намотаны. Если обмотки медные – нам нужно получить сечение не менее 15 квадратных миллиметров при означенных напряжениях , если алюминиевые – не менее 20 квадратных миллиметров. Вообще, в трансформаторах закладывают сечение обмоток из расчета 3 Ампера на квадратный миллиметр медного провода, для сварочного аппарата можно несколько форсировать это значение и принять его 5 Ампер на квадратный миллиметр, тогда аппарат с сечением вторичной обмотки 15 квадратных миллиметров будет хорошо, “комфортно” тянуть ток 75-80 Ампер , почти без перекуров (электрод 2.5 мм) и 110-120 Ампер с низким ПВ , т.е. можно будет варить электродом 3.25 , но с перекурами на остывание аппарата. Если Вы твердо уверены , что варить электродами 3.25 Вам не придется и 2-2.5 мм это Ваши ходовые электроды , а работа не объемная , тут там прихватить, можно сказать что 12 квадратных миллиметров по меди хватит (Для алюминия нужно примерно в полтора раза больше, я не люблю алюминиевые обмотки – они дают очень уж мягкую характеристику, тем не менее дело вкуса). Следует обратить внимание, что если есть две(или больше)одинаковые обмотки каждая из которых недостаточного сечения их можно включать параллельно. Если наоборот есть несколько обмоток с подходящими сечениями(пусть даже не одинаковыми) и низкими напряжениями(они тоже могут быть разными) их можно включить последовательно. В последнем варианте больше всего будет греется обмотка с самым тонким сечением.

Итак, у нас есть трансформатор у которого на выходе худо бедно имеется 40-70 Вольт , первичная обмотка имеет 3 квадратных миллиметра сечения и вторичная более 15 квадратных миллиметров. Если нет, и имеется только подходящая первичная – ничего, чуть позже мы обсудим как это поправить (ее придется намотать и об этом речь еще пойдет. Кстати если вышло все кроме напряжения на вторичной и есть место куда домотать провод – то можно попробовать это сделать в части, где будет обсуждаться наматывание вторичной обмотки упомянем и этот вариант). Надо отметить , что напряжения даны предельные, ниже 40 Вольт будет довольно трудно разжигать дугу , а выше 70 будет довольно трудно достигнуть хороших токов , да и вырастает опасность поражения электрическим током. Мой аппарат имеет 55 Вольт и иногда, по невнимательности , особенно при работе на солнышке или в мокрых варежках (чаще зимой) , схватившись за электрод, вспоминаешь о том , что с током не шутят. Первым делом припаиваем к соответствующим выводам трансформатора сетевой провод, его нужно взять хотя бы 2.5 квадратным миллиметра, лучше в двойной изоляции, если этот провод планируется для использования в конечной конструкции, предпочтение длинному проводу (хотя бы метров пять), т.к. чаще всего варить придется в месте , где розетка есть только в соседней комнате (имеется в виду подходящая розетка – обсуждалось в статье о выборе аппарата). Далее нужно подготовить сварочные кабели (нет , не подумайте , варить таким трансформатором нельзя , но попробовать необходимо). Если кабели вы хотите делать сразу в конечном варианте, то следует выбрать мягкие провода в резиновой изоляции длинной никак не короче двух – двух с половиной метров , а лучше и подлиннее( у меня 4 метра).
Прищепку взять потуже – ее можно купить , она не дорогая, если нет , то можно использовать от автомобильных “прикуривателей” , но лучше взять специализированную, держатель надо купить и не выдумывать глупостей с “вилками” из арматуры и уголков. Если пока всего этого нет и кабели нужны только для испытания трансформатора , а нормальные будем делать потом, то подойдет и два куска многожильного медного провода в ПХВ изоляции , сечением не тоньше вторичной обмотки , вместо прищепки можно использовать столярный зажим , держак все равно нужен.
Аккуратно приматываем провода к вторичной обмотке, ничего не паяем – нам их сразу после пробы отсоединять. Берем кусок железки (толщиной миллиметра три, это может быть уголок , обрезок профиля, или водопроводной трубы), цепляем на него прищепку зажимаем в держатель электрод 2.5 мм и пробуем варить. Как правило промышленно исполненные трансформаторы имеют жесткую или пологопадающую вольт амперную характеристику, которая для сварки не подходит, это значит , что при возгорании дуги выходное напряжение не упадет до положенных 25-27 Вольт а будет пытаться удерживаться таким как оно было вами замерено и процесс горения будет проходить при большом токе сопровождаться характерным гулом и сильным разбрызгиванием, шов будет получаться с глубоким проваром или будут прожоги, реже случается что при касании электродом сразу падает пробка – ничего страшного, это тоже результат – он нас устраивает (излишне отмечать , что пробка должна быть хотя бы Ампер на 15). Если при испытании дуга горела без гула, а с потрескиванием , как жарящаяся яичница, и шов наварился ровным валиком – то Вам повезло , у Вашего трансформатора падающая вольт -амперная характеристика и электродом 2.5 мм можно варить ничего не переделывая , а для добавления тока придется включать в сварочную цепь емкости – о регулировке таким способом еще поговорим.
Итак у нас трансформатор с жесткой характеристикой (их еще называют с нормальным рассеянием), который для сварки без дополнительных переделок не пригоден , только для резки – это мы только что проверили. Для того, чтобы смягчить характеристику нашего трансформатора надо ввести в одну из его цепей сопротивление , активное или реактивное. Начнем с того , что ввод сопротивления в первичную цепь неизбежно понизит выходное напряжение на вторичной обмотке , и если до этого оно было 40-50 Вольт то после ввода сопротивления в первичную обмотку, разжигать дугу будет тяжело и следовательно такой вариант не рекомендуется , если же напряжение было 60-70 Вольт то это вполне работоспособный вариант. Активное сопротивление – это просто резистор , на котором выделится часть мощности в результате чего он будет греться. Аппарат с таким сопротивлением (его называют балластным) будет нормально работать , но будет неэкономичным в плане потребления и не эргономичным из-за сильного нагрева балласта. Основное преимущество такой конструкции в том что если балласт находится по первичной цепи , то для его исполнения подойдет кусок нихромовой проволоки от перегоревшего электрообогревателя. Варьируя длину нихромовой нити включенной в цепь трансформатора можно менять характеристику трансформатора и следовательно ток сварки. Я не стану распространяться о применении балластных сопротивления, техника довольно проста и каждый найдет свою методику. Вариант, который я рекомендую – введение индуктивного сопротивления во вторичную цепь (можно вводить индуктивность и в первичную, но это менее удобно, хотя вполне жизнеспособно).
Что такое индуктивное сопротивление? – Не станем углубляться в объяснения о комплексных величинах, импедансах и т.д. – это нам сейчас не очень интересно, обратим внимание на такой факт, если мы включаем в сеть трансформатор ( например зарядку от телефона) то пробки не падают и короткого замыкания не происходит , хотя первичная обмотка намотана обычным медным проводом и ее сопротивление по омметру значительно ниже , чем ожидалось. Тем не менее, пока трансформатор ничем не нагружен ток через его первичную обмотку почти не течет. Протеканию тока через обмотку как раз и препятствует то самое индуктивное сопротивление , но обмотка при этом фактически не греется. Следовательно мы хотим намотать некоторую обмотку , которая будет ограничивать сварочный ток на нужной нам величине. У этой нашей обмотки мы сделаем несколько отводов для работы электродами разного диаметра- переключение отводов и будет являться регулировкой характеристики аппарата.
Как и из чего делать такую регулирующую обмотку? (ее называют выносной дроссель). Каждый будет исходить из своих возможностей я же предлагаю свой вариант испытанный уже не один раз – Нам придется найти еще один трансформатор – не пугайтесь он небольшой и не такой тяжелый как первый, нас так же не будут интересовать его обмотки – мы их удалим. Я использовал Ш-образный трансформатор вынутый из сгоревшей микроволновки. Оба его боковых керна я удалил при помощи болгарки, если болгарки нет – можно воспользоваться ножовкой по металлу. Обмотки тоже были удалены – получился сердечник напоминающий двутавр. Полученный сердечник обматываем мягкой тканью или тряпичной изолентой и откладываем в сторону. Теперь самое время найти провод для обмотки. Для этой цели вполне подойдет медная шина, хотя мотать будет не очень удобно, и она довольно дефицитна, удобно мотать обычным обмоточным проводом диаметром 3 мм взятым втрое (провод должен быть в лаковой изоляции). Я предлагаю вариант многократно испытанный и дающий безотказный результат. Нам нужно раздобыть метров пятнадцать многожильного медного провода в ПХВ изоляции сечением 20 Квадратных миллиметров (подойдет и 10 квадратных миллиметров но его нужно метров 30 и мотать придется вдвое). В ПХВ изоляции использовать его нельзя – она занимает массу места при намотке и не выдерживает нагрева, поэтому вооружившись ножом мы снимем с провода всю изоляцию и вместо нее намотаем обычный малярный скотч (бумажный). Делать это мы будем так : срезаем 20-25 см изоляции закручиваем жилы провода , чтобы была аккуратная косичка, отрезаем 20 см скотча и обматываем вдоль оголенной части провода (т.е.не как обычно мотают изоленту ,а трубочкой )получится 3-4 слоя, операцию повторяем , так что каждый следующий отрезок скотча ложится на предыдущий. После , примерно, часа возни мы получим мягкий обмоточный провод в жаропрочной изоляции , которая, к тому же, прекрасно пропитывается лаком , но это потом.
Теперь самый главный вопрос сколько витков мотать и где делать отводы. Чтобы ответить на этот вопрос лучше всего опять провести эксперимент. Я обычно поступаю так, сразу наматываю пятнадцать витков и не отрезая провода включаю полученную катушку в сварочную цепь (благо кабели у нас уже есть, один кабель подсоединяется прямо к трансформатору , а второй к длинному необрезанному проводу нашей регулировочной обмотки). Вставляем в держатель электрод 3.25 (ну или самый толстый , которым вы собираетесь пользоваться) и пробуем , если дуга по прежнему гудит и жжет дыры – доматываем виточков пять и опять пробуем , если электрод липнет – отматываем витки , если все устраивает – фиксируем петельку провода – это будет отвод , меняем электрод на потоньше , доматываем виточки и опять пробуем. Из опыта скажу, что для каждого электрода лучше подобрать пару режимов , один при котором он варит нормально , и второй , с током чуть поменьше. В этом случае появляется больше регулировочных вариантов и как следствие аппаратом работать удобнее. Последние аппараты я строил так: Находил режим в котором аппарат уверенно , даже чуть агрессивно тянет 3.25, потом режим где 3.25 не прожигает железо 3 мм , потом режим где электрод 2.5 чуть агрессивно варит металл 3 мм, и наконец режим в котором электрод 2.5 сваривает металл 2 мм без прожогов – этих режимов вполне хватает для выполнения любых работ. Излишек провода обрезаем. Обычно у меня заходит 40-45 витков , тем не менее число ориентировочное все зависит от того , какой трансформатор попался как сварочный. Следует отметить , что дроссель мотать надо максимально туго. После нахождения всех отводов закрепляем полученную обмотку двумя тремя слоями того же малярного скотча и от души пропитываем лаком. Обычно я ставлю дроссель на целлофановый пакет и заливаю лак прямо на обмотку через часик можно перевернуть дроссель и залить лак с другой стороны полученную катушку надо оставить (на солнышке) на сутки или чуть больше, пока лак полностью просохнет. Лак лучше взять электротехнический, но пойдет и столярный , например для паркета. Если лак добыть не удалось можно воспользоваться масляной краской, но лучше, все же, поискать лак. Не пропитывать катушку не рекомендуется т.к. ее витки вибрируют при прохождении электрического тока и со временем скотч протрется.

Теперь о компоновке самодельной сварки. Вы удивитесь , но это самая сложная часть аппарата , от которой зависит будет ли удобно пользоваться аппаратом и на сколько , будет ли он надежно работать и т.д. Начнем с самых простых и важных вещей. Аппарат тяжелый и следовательно ему потребуется ручка или ручки для переноски (когда по лестнице поднять , когда в багажник машины положить). Аппарат при работе будет нагреваться и следовательно ему нужен хорошо вентилируемый корпус (возможно даже придется снабдить его вентилятором , хотя я не приверженец – мне мешает его монотонный шум). К аппарату подсоединяются разные провода и лучше складывать их так чтобы они не болтались и не мешались. Регулировка у нас переключением отводов поэтому хотя бы один провод будет съемным (я делаю съемными оба провода). За несколько лет сборки таких аппаратов я отработал для себя вот такую конструкцию:
Костяком конструкции являются две горизонтальные пластины выполненные из толстой фанеры или ДСП (лучше фанеры), пойдет доска или как сделано в моем случае остаток полированной дверцы от старого шкафа (клеенная доска). Нижняя пластина снабжена ножками – это удобно , особенно если аппарат хранится в помещении где случаются лужи. На нижней пластине закреплен основной трансформатор и регулировочный дроссель – я крепил просто шурупами. по углам обеих пластин просверлены отверстия через которые продеты резьбовые прутки бна прутках имеются гайки и шайбы , которыми обжимаются обе пластины , ими же и регулируется расстояние между пластинами. Выступающие части прутков служат основами для ручек , в свою очередь ручки являются местом укладки проводов. Сами ручки выполняются из черенка для лопаты или карниза для занавесей. В таком состоянии даже без боковых стенок аппарат уже пригоден к работе и очень удобен , если вы не работаете на улице где песок и т.д. то стенки в общем и не понадобятся, если они все же нужны – их можно выполнить из тонкой фанеры (трехслойки). вентиляционные отверстия можно насверлить или сделать из крышки отслужившего свой срок электроприбора – у меня они вырезаны из задних крышки старого телевизора – просто подвернулась под руку, но вышло хорошо. Для контактов переключения тока (перекидывания провода) очень удобно применять медные, бронзовые или латунные шпильки с такими же гайками и шайбами , в принципе подойдет даже М6 – у нас в магазинах есть латунный резьбовой пруток. Если такую роскошь достать не удалось – пойдут и стальные шпильки М10, правда их раз в пару лет придется менять (те которые больше всех используются), но как вариант – вполне пригодно.
Теперь вернемся к тем счастливчикам у которых не сложилось с обмотками на найденном трансформаторе. Как в принципе , рассчитать количество витков обмотки, если она должна быть на каком то неизвестном железе и должна быть рассчитана на сетевое напряжение? Не стану предлагать никакие сложные расчеты – ими завален весь интернет. Предложу опять эксперимент – делал много раз никогда не ошибался. Берем сердечник вашего будущего аппарата , все обмотки нужно предварительно снять , особенно если вы не уверены что они исправны и не замыкают. на оголенный сердечник наматываем любым проводом 20-30 витков (в любой изоляции , любой толщины , лишь бы было удобно мотать). если сердечник нужно стянуть – стягиваем. Полученную конструкцию подключаем к латру и вешаем на один из проводов токовые клещи (ну , или в разрыв провода подключаем амперметр). начинаем латром поднимать напряжение на нашей пробной обмотке и смотрим за током. как только ток стал 1-2 Ампера – останавливаемся и меряем напряжение на выходе ЛАТРа. Количество витков обмотки делим на замерянное напряжение и умножаем на напряжение сети – получается количество витков первичной обмотки. Количество витков вторичной обмотки можно получить тем же способом , только вместо напряжения сети подставить желаемое напряжение на выходе трансформатора , например 55 Вольт. Для намотки первичной обмотки нужновзять провод в лаковой изоляции сечением , как уже упоминалось не менее 3 квадратных миллиметров (а то и побольше). Вторичную обмотку лучше мотать мягким многожильным проводом в изоляции из малярного скотча , как предлагалось при изготовлении дросселя. Намотанный трансформатор обязательно нужно пропитать лаком.
Прочтя все мои изыскания кто то скажет “что же мне делать если ни ЛАТРа ни подходящего трансформатора не нашлось?”. Есть ответ и на этот вопрос. Если все так туга – могу предложить два варианта, первый – вместо латра воспользоваться статором электродвигателя – описывать я не буду – достаточно набрать в поисковике “сварочник из электродвигателя” – результатов будет море. Я предложу другой вариант, который не так затерт и многим неизвестен. Для исполнения этого варианта нам понадобятся старые микроволновки. Их нужно две или больше. Точнее, нам понадобятся трансформаторы из этих микроволновок. Просто так этот трансформатор включать не стоит – у него на выходе два киловольта – может закончится неприятностями. Итак у нас в руках два (три, четыре и т.д.) трансформатора от микроволновки. На каждом таком трансформаторе две отдельные обмотки, одна намотана проводом потолще , а вторая – тонким. Ту что намотана тонким проводом сразу удаляем , аккуратно , вторую обмотку не повредить – она нам нужна. У этого трансформатора иногда есть еще магнитные шунты (пластины трансформаторного железа между обмотками) – их тоже оставляем. Удалить обмотку можно просто ее срезав , а можно разобрать трансформатор чуть подрезав швы, которые его держат. – потом его придется стянуть хомутом , но обмотку можно будет просто снять. вместо снятой обмотки мотаем многожильный медный провод обмотанный малярным скотчем , как рекомендовалось ранее. Мотаем пока помещается, потом собираем трансформатор и включаем в сеть – меряем напряжение на получившейся вторичной обмотке обычно выходит около 20 Вольт, но может получится и меньше, скажем 15 – тогда нам понадобится еще три таких трансформатора. С ними проделываем то же самое. Теперь первичные обмотки этих трансформаторов включаем параллельно , а вторичные – последовательно – мы получили полный эквивалент трансформатора , который требовалось найти в самом начале статьи. С таким набором есть даже некоторое преимущество в компоновке! В интернете я находил конструкцию где два таких трансформатора “упакованы” в корпус от старого пылесоса. – Есть и колесики , и место для сматывания сварочных кабелей , а сетевой кабель даже сам втягивается.

Отдельно пару слов о корпусах – тут, конечно каждый волен выдумывать и моя конструкция лишь пример, тем не менее я настоятельно не рекомендую использовать металлические корпуса – трансформатор во время работы создает сильные магнитные поля , а уж регулировочный дроссель – тем более , у него ведь отрезаны боковушки , т.е. магнитные линии замыкаются в воздухе – металлический корпус будет сильно вибрировать.
Следует заметить, что самодельные сварочные аппараты на сердечниках тороидального типа имеют электротехнические характеристики в 4…5 раз выше, чем у стержневого, а отсюда и небольшие электропотери. Изготовить сварочный аппарат с использованием сердечника тороидального типа сложнее, чем с сердечником стержневого типа. Это связано, в основном, с размещением обмоток на торе и сложностью самой намотки. Однако, при правильном подходе они дают хорошие результаты. Сердечники изготавливают из ленточного трансформаторного железа, свернутого в рулон в форме тора.
bazila.net
Как рассчитать и собрать сварочный аппарат своими руками
Работа по хозяйству всегда требует наличия определенного набора инструментов, приспособлений, а также разнообразного оборудования. Особенно остро это ощущают владельцы частных домов и занимающиеся различными видами ремонта в собственных мастерских и гаражах. Приобретение дорогостоящего оборудования не всегда оправдано, так как его использование не будет постоянным, а вот собрать сварочный аппарат своими руками вполне по силам каждому умельцу.
Перед началом процесса необходимо определиться с мощностью устройства, ведь от этого будут зависеть его габариты и возможности. Для ознакомления с процедурой сборки можно просмотреть соответствующее видео, где показано, как можно сделать своими руками практичный сварочный аппарат. Его изготовление потребует некоторой теоретической подготовки, а также опыта электромеханических работ. Сборка электроаппарата в домашних условиях производится по предварительным расчетам, учитывающим как входные, так и выходные параметры устройства.
Этот электрический аппарат пригодится не только сварщикам, выполняющим в домашних условиях или в гараже некоторые работы, но и обычным умельцам, использующим сварочный прибор для сооружения разнообразных приспособлений.

Особенности самодельных трансформаторов
Самостоятельно собранные устройства отличаются от заводской техники техническим исполнением. Сварка своими руками изготавливается из доступных элементов и узлов, для чего используется схема сварочного трансформатора. При точном соблюдении параметров комплектующих деталей электроаппарат прослужит надежно на протяжении многих лет. Перед тем как делать сварочное трансформаторное устройство своими руками, необходимо определиться с имеющимися в наличии комплектующими узлами. Основой служит трансформатор, состоящий из магнитопровода, а также первичной и вторичной обмоток. Его можно приобрести отдельно, приспособить уже имеющийся или же изготовить самостоятельно. Чтобы сделать своими руками сварной электроаппарат, к разнообразию средств из подручных материалов прибавится трансформаторное железо и провод для обмоток. Изготовленный трансформатор должен иметь возможность подключения к бытовой электросети 220 В и иметь на выходе напряжение порядка 60-65 В для сваривания толстых металлов.
Особенности самодельных выпрямителей
Собственноручно изготовленные выпрямители позволяют выполнять сварку тонколистового металла с высоким качеством шовных соединений.
Схема сварочного аппарата, использующего выпрямление электрического тока весьма проста. Она содержит трансформатор, к которому подключен выпрямительный блок, а также дроссель. Данная простейшая конструкция обеспечивает устойчивое горение сварной электродуги. В качестве дросселя применяется катушка из намотанных на сердечник медных проводов. Выпрямляющее устройство подключается непосредственно к выводам понижающей трансформаторной обмотки.
В зависимости от целей, самостоятельно можно соорудить мини сварной электроаппарат. Он прекрасно справится с металлами небольшой толщины, не требующих использования больших токов при соединении. Из сварного электроаппарата можно сделать споттер, что значительно расширит возможности его применения.
Как сделать сварочный аппарат
Устройство для электросварки, изготовленное собственноручно, предназначено для выполнения мелких работ по дому, хозяйству или же в гараже. На первом этапе выполняются необходимые расчеты и подготавливаются сборочные детали и узлы. Чтобы собрать сварочный трансформатор своими руками желательно заранее определиться с местом сборки устройства. Это позволит упорядочить процесс изготовления. Рядом с ним складываются компоновочные узлы, позволяющие собрать своими руками простейший электросварочный аппарат. Помимо основного преобразователя напряжения, понадобится дроссель, который можно использовать от элементов люминесцентного светильника. При отсутствии готового элемента он изготавливается самостоятельно из магнитопровода от мощного пускателя и провода из медных жил сечением порядка 1 мм кв. Собственноручно сделанный сварочный электроаппарат будет отличаться от своих собратьев не только видом, но и характеристиками. Чтобы определиться, как его сделать, ознакомьтесь с похожими приспособлениями на фото или же видео.
Расчет сварочного трансформатора
Электросварочные самодельные приспособления выполнены по простейшей схеме, которая не предусматривает использование дополнительных узлов. От необходимого значения сварного электротока будет зависеть мощность собираемого электроаппарата. Сварка на даче электрическим устройством, собранным своими руками, будет напрямую зависеть от технических характеристик собственного изделия.
Делая расчет мощности на сварку, берут силу требуемого сварного тока и умножают это значение на 25. Полученная величина при умножении на 0,015 покажет необходимый диаметр сечения магнитопровода под сварку. Перед тем как делать расчеты для обмоток придется вспомнить и другие математические действия. Чтобы получить сечение обмотки высшего напряжения величина мощности делится на две тысячи, после чего умножается на 1,13. Методика расчетов для первичной и вторичной обмоток отличается.

Для получения обмоточных значений низшего напряжения трансформатора придется потратить немного больше времени. Величина сечения вторичной обмотки зависит от плотности сварного электротока. Для значений 200 А это будет 6 А/мм кв., при цифрах 110-150 А – до 8, а до 100 А – 10. При определении сечения низшей обмотки сила сварного электротока делится на плотность, после чего умножается на 1,13.
Вычисление количества витков производится делением площади сечения трансформаторного магнитопровода на 50. Помимо этого, на конечный результат сварки будет влиять величина выходного напряжения. Он влияет на характеристику процесса и может быть возрастающей по току, полого- или крутопадающей. Это влияет на колебания электродуги во время работы, при которых важным значением являются минимальные токовые изменения при работе в домашних условиях.
Схема сварочного трансформатора
На приведенном ниже рисунке показана схема сварочного трансформатора простейшего вида.
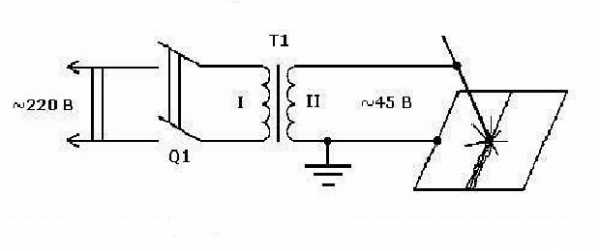
Можно найти электросхемы, которые будут дополнены устройствами для выпрямления и прочими элементами для усовершенствования сварного электроаппарата. Однако основным компонентом все же является обычный трансформатор. Схема включения подсоединения его проводов довольно проста. Подключение сварного устройства выполняется через коммутационный электроаппарат и предохранители к бытовой электросети 220 В. Использование электрозащитных аппаратов обязательно, так как это защитит сеть от перегрузок при аварийных режимах.
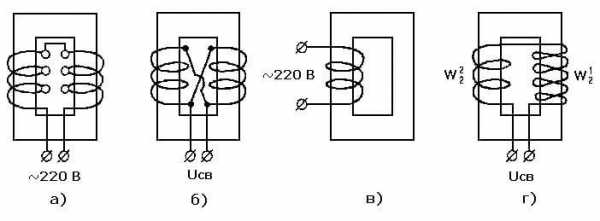
а – сетевая обмотка на двух сторонах сердечника;
б – соответствующая ей вторичная (сварочная) обмотка, включённая встречно-параллельно;
в – сетевая обмотка на одной стороне сердечника;
г – соответствующая ей вторичная обмотка, включенная последовательно.
Определение параметров
Чтобы изготовить электрический сварочный аппарат, необходимо понимать принцип действия. Он преобразует величину входного напряжения (220 В) в пониженное (до 60-80 В). При этом процессе невысокая сила электротока в первичной обмотке (около 1,5 А) возрастает во вторичной (до 200 А). Данная прямая зависимость работы трансформаторов именуется вольтамперной характеристикой понижающего типа. От этих показателей зависит работа устройства. На ее основании проводятся вычисления, и определяется конструкция будущего аппарата.
Номинальный режим работы
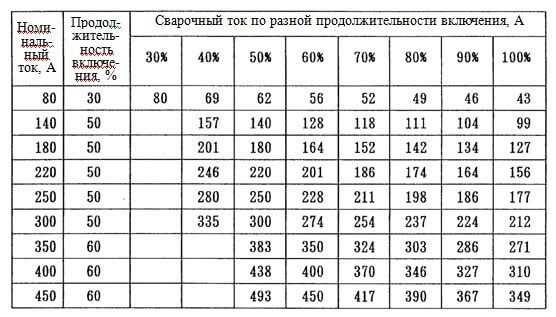
Перед тем как сделать сварку, необходимо определить ее будущий номинальный режим использования. Он показывает, которое время приспособления для сварочных работ, изготовленные своими руками, могут непрерывно варить и сколько должны остывать. Этот показатель именуется еще продолжительностью включения. Для самодельных электроаппаратов он расположен в районе 30 %. Это значит, что из 10 минут он способен непрерывно работать 3, а отдыхать 7 минут.
Номинальное рабочее напряжение
Работа трансформаторного сварного устройства основана на понижении входной величины напряжения до рабочей номинальной. При изготовлении сварочного аппарата можно сделать любое значение выходных параметров (30-80 В), что прямо влияет на диапазон рабочих электротоков. В отличие от электросети питания напряжением 220 В, выходное значение может составлять и порядка 1,5-2 Вольта в изделиях для точечной электросварки. Это обусловлено необходимостью получения высокого уровня тока.

Напряжение сети и количество фаз
Действующая схема подключения сварочного трансформатора самодельного типа рассчитывается на подключение к бытовой однофазной электросети. Для мощных сварных устройств используется промышленная сеть с тремя фазами на 380 В. От величины этого входного параметра и выполняются остальные вычисления. Изготовленная своими руками мини сварка использует включение в домашнюю электросеть и не требует больших питающих величин напряжения.
Напряжение холостого хода
Бытовой сварочник, собранный своими руками, должен иметь величину напряжения х/х, достаточную для розжига электродуги. Чем больше это значение, тем легче она будет появляться. Изготовление аппарата должно соответствовать действующим нормам безопасности, которые ограничивают выходное напряжение до максимальных 80 В.
Номинальный сварочный ток трансформатора
Перед тем как самому сделать электросварочный аппарат, необходимо определиться с размером номинального тока. От него будет зависеть возможность выполнения самих работ на металлах разнообразной толщины. При бытовой электросварке вполне достаточно значения в 200 А, что позволяет сделать вполне работоспособный аппарат. Превышение данного показателя потребует увеличения мощности электротрансформатора, что сказывается как на росте его габаритов, так и весе.
Процесс сборки
Изготовление самодельного сварочного электроаппарата начинается с выполнения необходимых расчетов. Во внимание принимаются величины входного и выходного напряжения, а также требуемая величина электротока. От этого напрямую зависит размер устройства и количество необходимых материалов. Электросварочный аппарат, как и другое оборудование сделать своими руками не очень сложно. При правильном расчете и использовании качественных комплектующих он сможет надежно прослужить десятки лет. Для основы используется провод с медными жилами, а также сердечник из магнитопроницаемого железа. Остальные компоненты не столь существенны и могут подбираться из тех, что возможно легко достать.
С чего начать подготовительный этап
После выполнения расчетной части заготавливаются материалы, и оснащается рабочее место под сборку конструкции. Чтобы соорудить самодельный сварочный аппарат потребуются провода на первичную, а также вторичную обмотку, для сердечника – подходящее трансформаторное железо, изолирующие материалы (лакоткань, текстолит, стеклолента, электрокартон). Кроме того, следует заранее позаботиться о намоточном станке для изготовления обмоток, металлических элементах для каркаса и коммутационном электроаппарате. В процессе сборки понадобится комплект обычного слесарного инструмента. Рабочее место выбирайте попросторнее, чтобы свободно наматывать катушки и заниматься сборочным процессом.

Сборка конструкции
Выполнив подготовительные мероприятия, приступают непосредственно к изготовлению электроаппарата. Самодельная электросварка требует при сборке достаточно много времени. Она не столь тяжелая, сколько длительная и кропотливая, требующая точного соблюдения расчетных значений. Процедура начинается с изготовления каркаса для обмоток. Для этого используются текстолитовые пластины небольшой толщины. Внутренняя часть коробов должна подходить для трансформаторного сердечника с небольшим зазором.
После сборки двух каркасов необходимо выполнить их изолировку для защиты электропровода. Это делают с помощью любого электроизоляционного материала термостойкого типа (лакоткань, стеклолента или же электрокартон).

На полученные каркасы наматывается провод, имеющий термостойкую изоляцию. Это защитит изделие от возможного пробоя при перегреве в работе. Необходимо точно считать количество витков, чтобы не получилась разница с расчетными значениями. Каждый намотанный слой обязательно изолируется от последующего. Между первичной, а также слоем вторичной обмотки укладывается усиленная изоляция. Не забывайте выполнять необходимые отводы на необходимых количествах витках. После окончания намотки выполняется наружная изолировка.
На следующем этапе намотанные обмотки насаживаются на трансформаторный сердечник, выполняется его шихтовка (сборка единой конструкции). При этом нежелательно при монтаже сверлить листы трансформаторного железа. Металлические пластины соединяются в шахматном порядке и хорошо стягиваются. Собрать простой сварной аппарат П-образного типа своими руками не составляет особой сложности. По окончании сборочной процедуры проверяется целостность обмоток на предмет их возможного повреждения. Финишным этапом является сборка корпуса и подсоединение коммутационного электроаппарата. К дополнительному оснащению относится выпрямительный блок, а также регулятор электротока.
Внимательно относитесь ко всем процессам, начиная от расчетов и заканчивая сборкой самодельной сварки. От этого будут зависеть конечные параметры изготовленного устройства.
oxmetall.ru
КОНТАКТНАЯ СВАРКА ДОМА [из микроволновки, инвертора, сварочного аппарата]
[Контактная сварка своими руками] – очень полезный навык.
При наличии в свободной продаже любых моделей инвертора, человек, планирующий сваривать в домашних условиях, имеет выбор – приобрести готовый аппарат или сделать его самостоятельно.
В этой статье мы рассмотрим, что это такое, продемонстрируем учебное видео по контактной сварке, дадим пошаговую инструкцию, как самостоятельно проводить контактную сварку и как можно сделать самодельный сварочный аппарат контактной сварки своими руками из микроволновки и использованных автомобильных аккумуляторов.

Контактная сварка – технология и процесс
Владельцы частных домов, автомобилисты и не только нуждаются в проведении сварочных работ.
В домашних условиях или в условиях небольшой мастерской применение сварочного инвертора для соединения металлических частей вполне по силам.
Принцип его действия заключается в том, что при помощи электрического тока металл разогревается, расплавляется и застывает, образуя сварной шов.
Для фиксации и предотвращения сдвигания, свариваемые детали сжимаются при помощи электродов, по которым подается электрический ток.
Для работы в домашних условиях потребуются мощные источники питания, что влияет на перегрев бытовой проводки.
Перед проведением работ следует убедиться в качестве проводки и, по возможности, заменить ее на новую.
При контактной точечной сварке две заготовки соединяются по поверхности прилегающих краев.
Такая технология подходит для тонких листов, деталей маленького размера и металлических прутов толщиной до 5 мм.
Видео:
Используют три вида соединения поверхностей: с помощью сопротивления, прерывистого оплавления или непрерывного оплавления.
Для сварки сопротивлением подготовленные заготовки или листы фиксируют и нагревают сварочным током до плавления.
Способ применим для следующих металлов:
- низкоуглеродистая сталь;
- цветной металл;
- соединения меди с латунью и сталью.
Ввиду жестких требований к температурному режиму и отсутствию примесей в местах соединения, этот способ используется редко.
При непрерывном оплавлении заготовки, используются клещи или иные фиксаторы детали, соединяют при включенном токе, после плавки краев соединяемых деталей проводится осадка и выключение подачи тока.
Этот способ наиболее применим для труб с тонкими стенами. Допустимо соединение разных по структуре заготовок.
Основной плюс – высокая скорость работы, серьезный минус – вытекание и угар металла по сварному шву.
Прерывистое оплавление происходит при поочередном плотном и неплотном контакте заготовок во время включенного тока.
Клещи зажима обеспечивают замыкание сварочной линии в месте соприкосновения заготовок до достижения ими температуры 900-950 градусов по Цельсию.
Такой способ применяется в случае, если исходной мощности аппарата не хватает для обеспечения непрерывного оплавления.
Таким образом, контактная сварка состоит из следующих шагов:
- Подготовка поверхностей к соединению (зачистка, выравнивание контура).
- Совмещение краев и фиксация заготовок под сварочным аппаратом.
- Подача электрического тока.
- Прогревание и оплавление под его действием краев деталей.
- Осадка и выключение тока.
Рассмотренные выше способы контактной сварки отличаются фиксацией заготовок и подачей тока, в целом, процесс сварки схож.
Для домашней контактной сварки можно сконструировать самодельный аппарат.
Видео:
Его основные рабочие узлы – сварочный зажим и блок подачи напряжения на конденсаторах, к низковольтной обмотке которого присоединяется электрод.
Второе крыло зажима служит опорой или соединяется (в зависимости от крепления аппарата) с заготовкой, имеющей больший размер.
Видео инструкция по контактной точечной сварке представлена выше.
Сварочный аппарат из микроволновки
Прибор для точечной контактной сварки можно изготовить самостоятельно, использовав трансформатор от микроволновки.
При изготовлении такого сварочного прибора нужно взвесить, что будет дешевле – осуществить покупку инвертора или сделать самостоятельно, применив трансформатор из ненужной микроволновки.
Трансформатор – самая дорогая деталь нашего будущего самодельного прибора. Все остальные расходники – провода, кожух и основа, на которую будет производиться крепление, будут практически в любой мастерской.
Нам потребуется мощность трансформатора не менее 1 кВт. С помощью сварочного аппарата, использующего такой трансформатор, реально делать точечную сварку листов до 1 мм.
Удвоение мощности трансформатора позволит работать с листами до 1,8 мм толщиной. Трансформатор современной микроволновки может быть мощностью до 3 кВт.
При необходимости можно использовать два и три трансформатора. Эта цепь позволит увеличить мощность подаваемого тока.
Требуется вынуть трансформатор из металлического кожура и избавится от шунтов для ограничения тока и вторичной обмотки.
Микроволновая печь использует высокое напряжение, поэтому на первичной обмотке трансформатора присутствует меньшее количество петель, чем на вторичной.
Из-за этого появляется разность потенциалов. Наша задача – изменить вторичную обмотку, приспособив ее под цели контактной сварки.
Тщательно зачистите трансформатор от остатков вторичной проводки и шунтов, при необходимости используйте металлическую щетку или длинный узкий предмет (например, отвертку).
Нетронутой останется только первичная обмотка, вторичную будем делать заново.
Учитывая высокое напряжение, берем многожильную электрическую проводку с сечением не менее одного квадрата.
Видео:
Если будет использоваться цепь из двух или более трансформаторов, то выводы всех вторничных обмоток от них сводим в одну.
Когда использован один трансформатор, то корпус для него можно приспособить из той же микроволновой печи, уменьшив ширину и длину.
Для системы трансформаторов кожух можно сделать из железного листа, снабдив его изолирующим слоем. Вторичная обмотка формируется 2-4 витками провода.
Однако, толстый слой изоляции, в которую упакован провод, не даст загнуть его по катушке.
Поэтому вынимаем провод из изоляции и в качестве изоляционного покрытия мы сможем применить обычную гибкую изоленту.
Двумя-тремя петлями провода мы добьемся напряжения в 2 Вт.
Для подвода тока к месту сварки создаем рычажный механизм, один рычаг которого жестко закреплен на основной поверхности (для удобства контактной сварки на этой же поверхности можно закрепить с помощью струбцин и трансформатор в кожухе).
Второй рычаг при опускании будет сдавливать детали. Выключатель вводим в цепь первичной обмотки и устанавливаем на верхний рычаг.
Это позволит одновременно сжимать деталь и пускать ток. Клещи в этом случае не используются, а сами наконечники предварительно паяются с проводами для предотвращения окисления.
При точечной сварке будем использовать стержни из меди толщиной больше, чем диаметр провода. В процессе работы их нужно подтачивать и при необходимости менять.
В ходе работы деталь зажимается с помощью рычагов между двумя электродами и пускается ток.
Сварочный аппарат из аккумуляторов
При сварочных работах с помощью электрического сварочного аппарата бытовые электросети терпят существенную перегрузку.
Длительная контактная сварка может привести к расплавлению электропроводки или выходу из строя бытовых приборов. Питание сварочного аппарата можно произвести от автономного источника электроснабжения.
Видео:
В этом качестве может выступать переносная станция (генератор, работающий на бензине или дизеле), что весьма накладно, а можно источник тока сделать самостоятельно.
Понадобится несколько автомобильных аккумуляторов, вполне допустимы бывшие в употреблении. Идеально, если они будут одной емкости.
Тогда сила тока будет рассчитываться, как 1/10 емкости аккумулятора. Если собраны приборы разной мощности, то для расчета понадобится самая маленькая емкость.
Сделаем цепь из последовательно соединенных аккумуляторов, скрепив соответствующие «плюсы» и «минусы» с помощью проводов и кусачек или, что еще лучше, проводами для прикуривания.
Можно использовать также любые клещи. От свободного «минуса» выводим провод на электрод, который зажимаем в клещи, а от свободного «плюса» на рабочую пластину, в цепь рекомендуется поставить реостат.
Получившийся сварочный аппарат для точечной сварки из автомобильных аккумуляторов готов и может быть использован вдали от источника электроэнергии.
К нему можно сделать самодельное устройство для зарядки. Данный вариант может быть успешно использован опытными сварщиками и не рекомендуется для получения навыков сварки.
Как показано в статье, точечная самодельная контактная сварка вполне доступна. Мы рассмотрели варианты и технологию контактной сварки.
Приведенная информация поможет получить начальные навыки контактной сварки и обеспечить создание сварочного инвертора для точечной сварки самостоятельно из подручных средств.
rezhemmetall.ru
Как сделать самому сварочный аппарат в домашних условиях
Без сварочного аппарата сложно обойтись в строительстве, монтаже и ремонте. Обычно приобретают оборудование в готовом виде. Однако можно пойти и другим путем: сделать самому сварочный аппарат, ведь самостоятельно изготовленное устройство позволит значительно сэкономить средства и станет увлекательным делом для тех, кто любит мастерить.

Конструкция сварочного инвертора.
О способах соединения, обмотках и электроде
Существуют различные виды сварочных аппаратов. Наиболее распространенной ошибкой начинающих мастеров-умельцев является стремление сразу же изготовить сложное устройство. Схемы для производства сварочного аппарата легко найти в интернете, оптимальнее всего отдать предпочтение тому виду оборудования, изготовление которого не вызовет значительных затруднений и не займет много времени. Ремонт собственного сварочного аппарата не принесет больших проблем и значительных денежных трат для человека, изготовившего оборудование.
Устройство импульсного сварочного аппарата.
Сразу же возникает закономерный вопрос: какой сварочный аппарат лучше подойдет для работы в домашних условиях? Только малогабаритный. Оптимальным решением проблемы станет создание аппарата из уже имеющихся в распоряжении мастера-умельца устройств. Для работ потребуется трехфазный трансформатор. Первичные обмотки трансформатора необходимо соединить. У сварочного аппарата это производится на магнитопроводе «треугольником». Такой метод применяется только для аппарата, который планируется подключать к трехфазной сети с напряжением 380/220 В.
Электропитание и специфика конструкции аппарата — та задача, на решение которой надо обратить внимание в первую очередь. Если питание и внутреннее устройство оборудования не соответствуют друг другу, это приведет к тому, что техника, на создание которой ушли силы и время, станет представлять опасность для жизни и здоровья человека. Если сварочный аппарат будет питаться от однофазной сети 220 В, соединение первичной обмотки трансформатора должно быть выполнено иначе. Крайние стержни магнитопроводов аппарата соединяют встречно-параллельным способом. Для такого сварочного аппарата применяется другой принцип скрепления вторичных обмоток: фиксированная схема.
Схема сварочного аппарата.
Если устройство питается от однофазной сети 220 В, оно отличается и особенностями добавочной обмотки. Она накручена на все обмотки электропровода, которыми обладает сварочный аппарат. Для чего она нужна? Во время сварки происходят ступенчатые изменения сварочного тока. Им нужен балласт, чью роль выполняет добавочная обмотка. Ее отличительная черта: 40-50 витков. Для малогабаритного сварочного аппарата больше всего подойдет двухступенчатое регулирование электрического питания.
Новички часто неправильно выбирают размер электрода для устройства.
Для того чтобы самому сделать сварочный аппарат постоянного тока, необходим источник питания повышенной мощности, который способен преобразовывать номинальное напряжение обычной однофазной сети и обеспечивать постоянную величину соответствующего тока. Это необходимо для того, чтобы возникла и удерживалась нормальная электродуга.
Схема устройства сварочного полуавтомата.
Для источника питания повышенной мощности потребуются следующие составляющие:
- Выпрямитель.
- Инверторы.
- Трансформатор тока и напряжения.
- Регуляторы тока и напряжения (для улучшения качественных характеристик самой электродуги).
- Вспомогательные устройства.
Есть простое правило, которое поможет сделать нужный выбор: чем сильнее электрическая сеть и толще электропроводка, тем большим должен быть электрод.
Основные составляющие сварочного аппарата:
- Магнитопровод трансформатора.
- Первичные обмотки.
- Вторичные обмотки.
- Добавочная обмотка.
- Выносные конденсаторы.
- Переключатель режимов сварки.
- Контактный температурный датчик и сигнальное звуковое устройство.
- Переключатели режимов сварки.
Вернуться к оглавлению
Зачем нужен бетон?
Схема самодельного сварочного аппарата постоянного тока.
Корпус сварочного аппарата — немаловажный вопрос. Для изготовления корпусов подобного оборудования принято применять специально приготовленный бетон. Он должен иметь хороший показатель пластичности. Подойдет тот, что наиболее легко принимает нужную форму и застывает в максимально короткие сроки.
Для корпуса потребуются мелкозернистый песок и цемент. Первый должен составлять 75% от сухой смеси бетона, второй — ее пятую часть. Оставшиеся 5% сухой смеси — это клей ПВА и стекловата в соотношении 1:1. Вместо клея можно использовать водорастворимый латекс.
Многие начинающие мастера считают, что изготовить сварочный аппарат намного легче, чем выполнить его корпус. На самом деле нет ничего сложного, если совершать все действия последовательно. Главная ошибка — неправильно выбранная толщина корпуса, она не должна быть меньше 1 см. Сварочный аппарат необходимо очистить. Затем устройство просушивают и только тогда приступают к изготовлению корпуса. Когда бетон застыл, сварочный аппарат обязательно надо обработать снаружи. Для этого нужен органический мономер.
Для данной задачи подойдут стирол или метилметакрилат. Как только бетон пропитан мономером, необходимо выполнить термообработку поверхности. Температура для этих целей должна быть не менее 700С. При этом происходит полимеризация мономера. В результате этой процедуры идет образование водонепроницаемого слоя на корпусе самого аппарата. После нее сварочный аппарат будет защищен от воздействия внешней среды.
Вернуться к оглавлению
Самый простой способ
Точечная сварка наиболее востребована в повседневном быту, но часто у человека просто нет времени на изготовление сложной внутренней части сварочного аппарата. Если она вызывает затруднения, можно прибегнуть к самому примитивному варианту решения вопроса. Проверьте: какая неисправная бытовая техника есть в доме.
Чертеж самодельного сварочного аппарата.
Если сломалась микроволновая печь, не спешите ее выбрасывать — при наличии новой электропроводки, деревяшек, хомутиков и наконечников — аппарат для точечной сварки можно изготовить очень быстро.
Потребуются:
- Шайбы.
- Саморезы.
- Скобы.
Они должны соответствовать предполагаемым размерам сварочного аппарата. Если у сломавшейся микроволновой печи трансформатор исправен, он и станет основой нового самодельного оборудования.
Вернуться к оглавлению
Изготовление оборудования для сварки начинающими мастерами
Вначале у трансформатора удаляют вторичную обмотку. Данную операцию надо выполнять аккуратно. В качестве инструмента лучше использовать угловой шлифовальный станок с отрезным диском.
Принципиальная электрическая схема блока питания сварочного аппарата.
Частой ошибкой новичков является поврежденная основа, происходит это, как правило, из-за спешки. С вторичной обмотки удаляется пластинчатый сердечник. Как должен выглядеть после такой операции трансформатор? Обрезанным с двух сторон. Сразу же надо проверить, остались ли после удаления элемента сварочные точки. Если они есть, трансформатор будет работать более качественно. Идеальный вариант, если в процессе удаления вторичной обработки изоляция сердечник не получил дефектов. Но такое у новичков бывает весьма редко.
Далее закрепляется магнитный шунт, если он отделился от трансформатора. Шунт ограничивает мощность передачи тока между катушками. Трансформатор только тогда функционирует нормально, когда шунту не нанесен ущерб. Затем осуществляется перемотка трансформатора с применением толстого медного провода сечением 21 кв. мм. Если изоляция сердечника повреждена, данный участок закрывают изолентой. Она не допустит возникновения дефектов в обмоточном проводе. Часто у начинающих мастеров-умельцев возникает вопрос: сколько раз надо обмотать трансформатор. Как показывает практика, в среднем 3-4 раза вполне достаточно. Затем трансформатор сажают на деревянный брусок. Скобами закрепляют верхнюю и нижнюю рабочую станцию, которую чаще называют «челюсть». Чем качественнее закреплены в составляющих станции электроды, тем лучше работает трансформатор. Если контакт плохой, не будет достаточной температуры для осуществления сварки.
Электроды фиксируют саморезами на верхнем и нижнем брусках. Следующий шаг: подсоединение к ним проводов из обмотки. Сложность обычно вызывает правильное крепление медных клемм. Операцию очень просто выполнить при помощи плоскогубцев, предварительно обрезав провода. Как только домашний точечный сварочный аппарат готов, необходимо проверить его функционирование и только тогда выполнять с его помощью необходимые работы, соблюдая все правила техники безопасности.
moiinstrumenty.ru
Как сделать сварочный аппарат своими руками
Многие конструкции в быту (в гараже, на даче, дома и т.д.) трудно построить без применения сварки, в особенности электродуговой. В настоящее время на прилавках магазинов появилось большое количество электросварочных аппаратов как импортного, так и российского производства. Хорошие аппараты стоят дорого, а более дешевые не всегда обеспечивают качество сварочных работ. В предлагаемой статье хотелось бы поделиться некоторыми соображениями в основном практического характера по конструированию любительских сварочных аппаратов (С.А.) на основеанализа ранее опубликованных
материалов. Это поможет не только в самостоятельном изготовлении любительского С.А., но и при выборе и покупке уже готовых сварочных аппаратов.
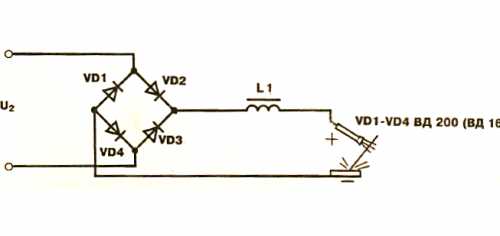
Рисунок 1. Схема мостового выпрямителя для сварочного аппарата.
Сварочные аппараты бывают постоянного и переменного тока.
С.А. постоянного тока используются при сварке на малых токах тонколистового металла (кровельная сталь, автомобильная и т.д.). Сварочная дуга на постоянном токе более устойчива, возможна сварка на прямой и обратной полярности. На постоянном токе можно варить электродной проволокой без обмазки и электродами, предназначенными для сварки, как на постоянном токе, так и на переменном. Для придания устойчивости горения дуги на малых токах желательно иметь повышенное напряжение холостого хода Uxxсварочной обмотки (до 70 – 75 В). Для выпрямления переменного тока используются простейшие «мостовые» выпрямители на мощных диодах с радиаторами охлаждения (рис. 1).
Для сглаживания пульсаций напряжения один из выводов С.А. А подсоединяют к держателю электродов через дроссель L1, представляющий собой катушку из 10 – 15 витков медной шины сечением S = 35 мм2, намотанной на любом сердечнике, например, от магнитного пускателя. Для выпрямления и плавного регулирования сварочного тока используются более сложные схемы с использованием мощных управляемых тиристоров. Одна из возможных схем на тиристорах типа Т161 (Т160) приведена в статье А.Чернова «И зарядит и приварит» (Моделист-конструктор, 1994, № 9). Преимущества регуляторов постоянного тока — в их универсальности. Диапазон изменения ими напряжений составляет 0,1-0,9 Uxx, что позволяет использовать их не только для плавной регулировки тока сварки, но и для зарядки аккумуляторных батарей, питания электронагревательных элементов и других целей.
Рисунок 2. Схема падающей внешней характеристики сварочного аппарата.
Рис. 1. Мостовой выпрямитель для сварочного аппарата. Показано подключение С.А. для сварки тонколистового металла на “обратной” полярности — “+” на электроде, “-” на свариваемой детали U2: — выходное переменное напряжение сварочного аппарата
Сварочные аппараты переменного тока применяются при сварке электродами, диаметр которых более 1,6 – 2 мм, а толщина свариваемых изделий — более 1,5 мм. При этом ток сварки значителен (десятки ампер) и дуга горит достаточно устойчиво. Используются электроды, предназначенные для сварки только на переменном токе. Для нормальной работы сварочного аппарата необходимо:
- Обеспечить выходное напряжение для надежного зажигания дуги. Для любительского С.А. Uxx = 60 – 65в. Более высокое выходное напряжение холостого хода не рекомендуется, что связано в основном с обеспечением безопасности работы (Uxxпромышленных сварочных аппаратов — до 70 – 75 В).
- Обеспечить напряжение сварки Uсв, необходимое для устойчивого горения дуги. В зависимости от диаметра электрода – Uсв =18 – 24в.
- Обеспечить номинальный сварочный ток Iсв = (30 – 40) dэ, где Iсв— величина сварочного тока, А; 30 – 40 — коэффициент, зависящий от типа и диаметра электрода; dэ — диаметр электрода, мм.
- Ограничить ток короткого замыкания Iкз, величина которого не должна превышать номинальный сварочный ток более чем на 30 – 35%.
Устойчивое горение дуги возможно в том случае, если сварочный аппарат будет обладать падающей внешней характеристикой, которая определяет зависимость между силой тока и напряжением в сварочной цепи (рис. 2).
С.А. показывает, что для грубого (ступенчатого) перекрытия диапазона сварочных токов необходима коммутация как первичных обмоток, так и вторичных (что конструктивно более сложно из-за большого протекающего в ней тока). Кроме того, для плавного изменения тока сварки в пределах выбранного диапазона используются механические устройства перемещения обмоток. При удалении сварочной обмотки относительно сетевой увеличиваются магнитные потоки рассеивания, что приводит к снижению тока сварки.
Рисунок 3. Схема магнитопровода стержневого типа.
Конструируя любительский С.А., не следует стремиться к полному перекрытию диапазона сварочных токов. Целесообразно на первом этапе собрать сварочный аппарат для работы с электродами диаметром 2 – 4 мм, а на втором этапе, в случае необходимости работы на малых токах сварки, дополнить его отдельным выпрямительным устройством с плавным регулированием сварочного тока. Любительские сварочные аппараты должны удовлетворять ряду требований, основные из которых следующие: относительная компактность и небольшой вес; достаточная продолжительность работы (не менее 5 – 7 электродов dэ = 3 – 4 мм) от сети 220в.
Вес и габариты аппарата могут быть снижены благодаря уменьшению его мощности, а увеличение продолжительности работы — благодаря использованию стали с высокой магнитной проницаемостью и теплостойкой изоляции обмоточных проводов. Эти требования несложно выполнить, зная основы конструирования сварочных аппаратов и придерживаясь предлагаемой технологии их изготовления.
Рис. 2. Падающая внешняя характеристика сварочного аппарата: 1 — семейство характеристик для различных диапазонов сварки; Iсв2, Iсвз, Iсв4 — диапазоны токов сварки для электродов диаметром 2, 3 и 4 мм соответственно; Uxx— напряжение холостого хода СА. Iкз – ток короткого замыкания; Ucв -диапазон напряжений сварки (18 – 24 В).
Рис. 3. Магнитопровод стержневого типа: а — пластины Г-образной формы; б — пластины П-образной формы; в — пластины из полос трансформаторной стали; S =axb— площадь поперечного сечения сердечника (керна), см2 с, d— размеры окна, см.
Итак, выбор типа сердечника. Для изготовления сварочных аппаратов используют в основном магнитопроводы стержневого типа, поскольку в исполнении они более технологичны. Сердечник набирают из пластин электротехнической стали любой конфигурации толщиной 0,35- 0,55 мм, стянутых шпильками, изолированными от сердечника (рис. 3). При подборе сердечника необходимо учитывать размеры “окна”, чтобы поместились обмотки сварочного аппарата, и площадь поперечного сечения сердечника (керна) S =axb, см2. Как показывает практика, не следует выбирать минимальные значения S = 25 – 35 см, поскольку сварочный аппарат не будет обладать требуемым запасом мощности и качественную сварку получить будет трудно. Да и перегрев сварочного аппарата после непродолжительной работы также неизбежен.
Рисунок 4. Схема магнитопровода тороидального типа.
Сечение сердечника должно составлять S = 45 – 55 см2. Сварочный аппарат будет несколько тяжелее, но не подведет! Все большее распространение получают любительские сварочные аппараты на сердечниках тороидального типа, которые обладают более высокими электротехническими характеристиками, примерно в 4 – 5 раз выше, чем у стержневого, а электропотери невелики. Трудозатраты на их изготовление более значительны и связаны в первую очередь с размещением обмоток на торе и сложностью самой намотки.
Однако при правильном подходе они дают хорошие результаты. Сердечники изготовляют из ленточного трансформаторного железа, свернутого в рулон в форме тора. Примером может служить сердечник из автотрансформатора «Латр» на 9 А. Для увеличения внутреннего диаметра тора («окна») с внутренней стороны отматывают часть стальной ленты и наматывают на внешнюю сторону сердечника. Но, как показывает практика, одного «Латра» недостаточно для изготовления качественного С.А. (мало сечение S). Даже после работы с 1 – 2 электродами диаметром 3 мм он перегревается. Возможно использование двух подобных сердечников по схеме, описанной в статье Б.Соколова «Сварочный малыш» (Сам, 1993, № 1), или изготовление одного сердечника путем перемотки двух (рис. 4).
Рис. 4. Магнитопровод тороидального типа: 1.2 – сердечник автотрансформатора до и после перемотки; 3 конструкция С.А. на базе двух тороидальных сердечников; W11W12 — сетевые обмотки, включенные параллельно; W2— сварочная обмотка; S =axb— площадь поперечного сечения сердечника, см2 , с, d— внутренний и внешний диаметры тора, см; 4 — электрическая схема С.А. на базе двух состыкованных тороидальных сердечников.
Особого внимания заслуживают любительские С.А., изготовленные на базе статоров асинхронных трехфазных электродвигателей большой мощности (более 10 кВт). Выбор сердечника определяется площадью поперечного сечения статора S. Штампованные пластины статора не в полной мере соответствуют параметрам электротехнической трансформаторной стали, поэтому уменьшать сечение S менее 40 – 45 см нецелесообразно.
Рисунок 5. Схема крепления выводов обмоток СА.
Статор освобождают от корпуса, удаляют из внутренних пазов статорные обмотки, срубают зубилом перемычки пазов, защищают внутреннюю поверхность напильником или абразивным кругом, скругляют острые кромки сердечника и обматывают его плотно, с перекрытием хлопчатобумажной изоляционной лентой. Сердечник готов для намотки обмоток.
Выбор обмоток. Для первичных (сетевых) обмоток лучше использовать специальный медный обмоточный провод в х.б. (стеклотканевой) изоляции. Удовлетворительной теплостойкостью обладают также провода в резиновой или резинотканевой изоляции. Непригодны для работы при повышенной температуре (а это уже закладывается в конструкцию любительского С.А.) провода в полихлорвиниловой (ПХВ) изоляции из-за возможного ее расплавления, вытекания из обмоток и их короткого замыкания. Поэтому полихлорвиниловую изоляцию с проводов необходимо либо снять и обмотать провода по всей длине х.б. изоляционной лентой, либо не снимать, а обмотать провод поверх изоляции. Возможен и другой проверенный на практике способ намотки. Но об этом ниже.
При подборе сечения обмоточных проводов с учетом специфики работы С.А. (периодический) допускаем плотность тока 5 А/мм2. При токе сварки 130 – 160 А (электрод dэ = 4 мм) мощность вторичной обмотки составит Р2 =Iсв х 160×24 = 3,5 – 4 кВт, мощность первичной обмотки с учетом потерь составит порядка 5— 5,5 кВт, а следовательно, максимальный ток первичной обмотки может достигать 25 А. Следовательно, сечение провода первичной обмотки S1 должно быть не менее 5 – 6 мм. На практике желательно использовать провод сечением 6 – 7 мм2 . Либо это прямоугольная шина, либо медный обмоточный провод диаметром (без изоляции) 2,6 – 3мм. (Расчет по известной формуле S = пиR2, где S— площадь круга, мм2 пи = 3,1428; R— радиус круга, мм.) При недостаточном сечении одного провода возможна намотка в два. При использовании алюминиевого провода его сечение необходимо увеличить в 1,6 – 1,7 раза. Можно ли уменьшить сечение провода сетевой обмотки? Да, можно. Но при этом С.А. потеряет требуемый запас мощности, будет нагреваться быстрее, да и рекомендуемое сечение керна S = 45 – 55 см в этом случае будет неоправданно велико. Число витков первичной обмотки W1 определяется из следующего соотношения: W1 = [(30 – 50):S] х U1где 30-50 – постоянный коэффициент; S— сечение керна, см2 , W1 = 240 витков с отводами от 165, 190 и 215 витков, т.е. через каждые 25 витков.
Рисунок 6. Схема способов намотки обмоток СА на сердечнике стержневого типа.
Большее количество отводов сетевой обмотки, как показывает практика, нецелесообразно. И вот почему. За счет уменьшения числа витков первичной обмотки увеличивается как мощность С.А., так и Uxx, что приводит к повышению напряжения горения дуги и ухудшению качества сварки. Следовательно, только изменением числа витков первичной обмотки добиться перекрытия диапазона сварочных токов без ухудшения качества сварки нельзя. Для этого необходимо предусмотреть переключение витков вторичной (сварочной) обмотки W2.
Вторичная обмотка W2 должна содержать 65 – 70 витков медной изолированной шины сечением не менее 25 мм (лучше сечением 35 мм ). Вполне подойдет и гибкий многожильный провод (например, сварочный) и трехфазный силовой многожильный кабель. Главное, сечение силовой обмотки не должно быть меньше требуемого, а изоляция — теплостойкой и надежной. При недостаточном сечении провода возможна намотка в два и даже в три провода. При использовании алюминиевого провода его сечение необходимо увеличить в 1,6 – 1,7 раза.
Рис. 5. Крепление выводов обмоток СА: 1 — корпус СА; 2 — шайбы; 3 — клеммный болт; 4 — гайка; 5 — медный наконечник с проводом.
Трудность приобретения переключателей на большие токи, да и практика показывают, что наиболее просто выводы сварочной обмотки завести через медные наконечники под клеммные болты диаметром 8 – 10 мм (рис. 5). Медные наконечники изготавливают из медных трубок подходящего диаметра длиной 25 – 30 мм и крепят на проводах опрессовкой и желательно пропайкой. Особо остановимся на порядке намотки обмоток. Общие правила:
- Намотка должна производиться по изолированному керну и всегда в одном направлении (например, по часовой стрелке).
- Каждый слой обмотки изолируют слоем х.б. изоляции (стеклоткани, электрокартона, кальки), желательно с пропиткой бакелитовым лаком.
- Выводы обмоток залуживают, маркируют, закрепляют х.б. тесьмой, на выводы сетевой обмотки дополнительно надевают х.б. кембрик.
- В случае сомнений в качестве изоляции намотку можно проводить с использованием х/б шнура как бы в два провода (автор использовал х.б. нить для рыболовства). После намотки одного слоя обмотку с х.б. нитью фиксируют клеем, лаком и т.д. и после высыхания наматывают следующий ряд.
Рисунок 7. Схема способов намотки обмоток СА на сердечнике тороидального типа.
Рассмотрим порядок расположения обмоток на магнитопроводе стержневого типа. Сетевую обмотку можно расположить двумя основными способами. Первый способ позволяет получить более «жесткий» режим сварки. Сетевая обмотка в этом случае состоит из двух одинаковых обмоток W1W2, расположенных на разных сторонах сердечника, соединенных последовательно и имеющих одинаковое сечение проводов. Для регулировки выходного тока на каждой из обмоток сделаны отводы, которые попарно замыкаются (рис. 6а,в).
Второй способ предусматривает намотку первичной (сетевой) обмотки на одной из сторон сердечника (рис. 6 в,г). В этом случае СА обладает крутопадающей характеристикой, варит «мягко», длина дуги меньше влияет на величину сварочного тока, а следовательно, и на качество сварки. После намотки первичной обмотки СА необходимо проверить на наличие короткозамкнутых витков и правильность выбранного числа витков. Сварочный трансформатор включают в сеть через плавкий предохранитель (4 – 6А) и желательно амперметр переменного тока. Если предохранитель сгорает или сильно греется, то это явный признак короткозамкнутого витка. Следовательно, первичную обмотку придется перемотать, обратив особое внимание на качество изоляции.
Рис. 6. Способы намотки обмоток СА на сердечнике стержневого типа: а – сетевая обмотка на двух сторонах сердечника; б — соответствующая ей вторичная (сварочная) обмотка, включенная встречно-параллельно; в — сетевая обмотка на одной стороне сердечника; г — соответствующая ей вторичная обмотка, включенная последовательно.
Если сварочный аппарат сильно гудит, а потребляемый ток превышает 2 – 3 А, то это означает, что число первичной обмотки занижено и необходимо подмотать еще некоторое количество витков. Исправный СА потребляет ток холостого хода не более 1 – 1,5 А, не греется и гудит не сильно. Вторичную обмотку СА всегда наматывают на двух сторонах сердечника. Для первого способа намотки вторичная обмотка также состоит из двух одинаковых половин, включенных для повышения устойчивости горения дуги (рис. 6) встречно-параллельно, а сечение провода можно взять несколько меньше — 15 – 20 мм2 .
Рисунок 8. Схема подключения измерительных приборов.
Для второго способа намотки основная сварочная обмотка W21наматывается на свободной от обмоток стороне сердечника и составляет 60 – 65% от общего числа витков вторичной обмотки. Она служит в основном для поджига дуги, а во время сварки, за счет резкого увеличения магнитного потока рассеивания, напряжение на ней падает на 80 – 90%. Дополнительная сварочная обмотка W22 наматывается поверх первичной. Являясь силовой, она поддерживает в требуемых пределах напряжение сварки, а следовательно, и сварочный ток. Напряжение на ней падает в режиме сварки на 20 – 25% относительно напряжения холостого хода. После изготовления С.А необходимо провести его настройку и проверку качества сварки электродами различного диаметра. Процесс настройки заключается в следующем. Для измерения сварочного тока и напряжения необходимо приобрести два электроизмерительных прибора — амперметр переменного тока на 180— 200 А и вольтметр переменного тока на 70 – 80в.
Рис. 7. Способы намотки обмоток СА на сердечнике тороидального типа: 1.2 — равномерная и секционная намотка обмоток соответственно: а — сетевая б — силовая.
Рис. 8. Схема подключения измерительных приборов.
Схема их подключения показана на рис. 8. При сварке различными электродами снимают значения тока сварки — Iсв и напряжения сварки Uсв, которые должны быть в требуемых пределах. Если сварочный ток мал, что бывает чаще всего (электрод липнет, дуга неустойчивая), то в этом случае либо переключением первичной и вторичной обмоток устанавливают требуемые значения, либо перераспределяют количество витков вторичной обмотки (без их увеличения) в сторону увеличения числа витков, намотанных поверх сетевой обмотки. После сварки можно сделать разлом или распиливание кромок свариваемых изделий, и сразу станет ясно качество сварки: глубина провара и толщина наплавленного слоя металла. По результатам измерений полезно составить таблицу.
Рисунок 9. Схема измерителей напряжения и тока сварки и конструкция трансформатора тока.
Исходя из данных таблицы, выбирают оптимальные режимы сварки для электродов различного диаметра, помня о том, что при сварке электродами, например, диаметром 3 мм, электродами диаметром 2 мм можно резать, т.к. ток резки больше сварочного на 30 -25%. Трудность покупки измерительных приборов, рекомендованных выше, заставила автора при бегнуть к изготовлению измерительной схемы (рис. 9) на базе наиболее распространенного миллиамперметра постоянного тока на 1—10 мА. Она состоит из измерителей напряжения и тока, собранных по мостовой схеме.
Рис. 9. Принципиальная схема измерителей напряжения и тока сварки и конструкция трансформатора тока.
Измеритель напряжения подключают к выходной (сварочной) обмотке С.А. Настройку осуществляют с помощью любого тестера, которым контролируют выходное напряжение сварки. С помощью переменного сопротивления R.3 стрелку прибора устанавливают на конечное деление шкалы при максимальном значении UxxШкала измерителя напряжения достаточно линейна. Для большей точности можно снять две – три контрольные точки и проградуировать измерительный прибор на измерение напряжений.
Более сложно настроить измеритель тока, поскольку он подключается к самостоятельно изготовленному трансформатору тока. Последний представляет собой сердечник тороидального типа с двумя обмотками. Размеры сердечника (внешний диаметр 35—40 мм) принципиального значения не имеют, главное, чтобы уместились обмотки. Материал сердечника — трансформаторная сталь, пермаллой или феррит. Вторичная обмотка состоит из 600 – 700 витков медного изолированного провода марки ПЭЛ, ПЭВ, лучше ПЭЛШО диаметром 0,2 – 0,25 мм и подключена к измерителю тока. Первичная обмотка — это силовой провод, проходящий внутри кольца и подключаемый к клемному болту (рис. 9). Настройка измерителя тока заключается в следующем. К силовой (сварочной) обмотке С.А. подключают калиброванное сопротивление из толстой нихромовой проволоки на 1 – 2 сек (сильно греется) и измеряют напряжение на выходе С.А. По закону Ома определяют ток, протекающий в сварочной обмотке. Например, при подключении Rн = 0,2ом Uвых = 30в.
http://fazaa.ru/www.youtube.com/watch?v=LvIyLUOzS64
Схема инверторного сварочного аппарата.
Отмечают точку на шкале прибора. Трех – четырех измерений с различными RH достаточно, чтобы откалибровать измеритель тока. После калибровки приборы устанавливают на корпус С.А, пользуясь общепринятыми рекомендациями. При сварке в различных условиях (сильная или слаботочная сеть, длинный или короткий подводящий кабель, его сечение и т.д.) переключением обмоток настраивают С.А. на оптимальный режим сварки, и далее переключатель можно установить в нейтральное положение. Несколько слов о контактно-точечной сварке. К конструированию С.А. данного типа предъявляется ряд специфических требований:
- Мощность, отдаваемая в момент сварки, должна быть максимальной, но не более 5—5,5 кВт. В этом случае потребляемый из сети ток не превысит 25 А.
- Режим сварки должен быть «жестким», а следовательно, намотка обмоток С.А. должна проводиться по первому варианту.
- Токи, протекающие в сварочной обмотке, достигают значений 1500—2000 А и выше. Следовательно, напряжение сварки должно быть не более 2—2,5в, а напряжение холостого хода — 6—10в.
- Сечение проводов первичной обмотки не менее 6—7 мм , а сечение вторичной обмотки не менее 200 мм. Достигают такого сечения проводов путем намотки 4—6 обмоток и их последующего параллельного соединения.
- Дополнительных отводов от первичной и вторичной обмоток делать нецелесообразно.
- Число витков первичной обмотки можно взять минимально расчетное в связи с кратковременностью работы С.А.
- Сечение сердечника (керна) менее 45—50 см брать не рекомендуется.
- Сварочные наконечники и подводные кабели к ним должны быть медными и пропускать соответствующие токи (диаметр наконечников 12—14 мм).
http://fazaa.ru/www.youtube.com/watch?v=L75jxmwkoII
Схема трансформатора и электродержателя.
Особый класс любительских С.А. представляют аппараты, изготовленные на базе промышленных осветительных и других трансформаторов (2—3 фазных) на выходное напряжение 36в и мощностью не менее 2,5—3 кВт. Но прежде чем браться за переделку, необходимо измерить сечение керна, которое должно быть не менее 25 см , и диаметры первичной и вторичной обмоток. Вам сразу станет ясно, чего можно ждать от переделки данного трансформатора.
И в заключение несколько технологических советов.
Подключение сварочного аппарата к сети должно производиться проводом сечением 6—7 мм через автомат на ток 25— 50 А, например АП-50. Диаметр электрода в зависимости от толщины свариваемого металла можно выбрать, исходя из следующего соотношения: da= (1—1,5)L, где L— толщина свариваемого металла, мм.
http://fazaa.ru/www.youtube.com/watch?v=UX81XigBgBY
Длина дуги выбирается в зависимости от диаметра электрода и в среднем равна 0,5—1,1 d3. Рекомендуется выполнять сварку короткой дугой 2—3 мм, напряжение которой равно 18—24 В. Увеличение длины дуги приводит к нарушению стабильности ее горения, повышению потерь на угар и разбрызгиванию, снижению глубины проплавления основного металла. Чем длиннее дуга, тем выше напряжение сварки. Скорость сварки выбирает сварщик в зависимости от марки и толщины металла.
Схема устройства однофазного трансформатора.
При сварке на прямой полярности плюс(анод) подсоединяют к детали и минус (катод) — к электроду. Если необходимо, чтобы на детали выделялось меньшее количество тепла, например, при сварке тонколистовых конструкций, применяют сварку на обратной полярности (рис. 1). В этом случае минус (катод) присоединяют к свариваемой детали, а плюс(анод) — к электроду. При этом не только обеспечивается меньший нагрев свариваемой детали, но и ускоряется процесс расплавления электродного металла за счет более высокой температуры анодной зоны и большего подвода тепла.
Сварочные провода присоединяют к СА через медные наконечники под клеммные болты с наружной стороны корпуса сварочного аппарата. Плохие контактные соединения снижают мощностные характеристики СА, ухудшают качество сварки и могут вызвать их перегрев и даже возгорание проводов. При небольшой длине сварочных проводов (4—6 м) сечение их должно быть не менее 25 мм. При выполнении сварочных работ необходимо соблюдать правила пожарной и электробезопасности при работе с электроприборами.
http://fazaa.ru/www.youtube.com/watch?v=b0IwoYAWuQc
Сварочные работы следует вести в специальной маске с защитным стеклом марки С5 (на токи до 150—160 А) и рукавицах. Все переключения СА выполнять только после отключения сварочного аппарата от сети.
fazaa.ru
Если вы приобрели сварочный аппарат для дома — Идеи домашнего мастера
Рубрика: Советы Опубликовано 21.10.2014 · Комментарии: 0 · На чтение: 4 мин · Просмотры:Post Views: 2 645
Здравствуйте, друзья! Старшее поколение мастеров помнит еще те времена, когда сварочный аппарат собирался собственными руками. Пожалуй, только хозяин этой конструкции мог выполнить достаточно качественный сварной шов. Но канули в лету те времена. Приобрести сейчас сварочный инвертор и научиться им пользоваться стало простым делом. Это не голословное утверждение, а мой вывод, сделанный после использования инвертора Best-210, полученного в качестве подарка на собственный юбилей.

Мне никогда раньше не приходилось заниматься сварочными работами, поэтому все пришлось осваивать с нуля. Сразу скажу, что с инвертором Best-210 это сделать оказалось даже проще, чем мне представлялось раньше.
Первый опыт приобретался на изготовлении металлической скамейки.
Затем была изготовлена подставка в баню под бачок с холодной водой.

А вот и последняя работа – забор из рабицы, разделяющий два соседних участка.

Далее хочу поделиться информацией, полученной из разных источников, и собственным опытом использования сварочного инвертора. Думаю, что информация будет полезна всем, кто решил приобрести сварочный аппарат для дома и самостоятельно освоить профессию домашнего мастера-сварщика.
Подготовить инвертор Best-210 к работе можно буквально за пару минут. Разобраться с управлением также очень просто. При проведении сварочных работ в домашней сети отсутствуют скачки напряжения, т.к. ток короткого замыкания равен нулю. Наличие системы стабилизации напряжения делает инвертор неприхотливым к напряжению и позволяет работать при напряжении 180-250 В. Инвертор оснащен мощной системой вентиляции, защитой от низкого и высокого напряжения, защитой от перегрева. Плавная регулировка тока от 5 до 200 А позволяет настроить инвертор на работу с металлами различной толщины и использовать электроды диаметром от 1,6 до 5 мм. В комплект поставки входит маска-хамелеон, что немаловажно для тех мастеров, кто начинает осваивать искусство сварки.
Советы начинающим сварщикам
1. Часто сварка выполняется на большом удалении от электрической розетки. В этом случае приходится использовать удлинитель. Для подключения к сети сварочного инвертора берут удлинитель с сечение провода не менее 3,5-5 кв. мм. При проведении сварочных работ провод полностью сматывается с катушки.
2. Перед сваркой подсоединяют клемму массы как можно ближе к месту шва и осматривают место сварки. При наличии ржавчины зачищают место предполагаемого шва до металлического блеска.
3. Категорически запрещается зажигать дугу без защитного светофильтра. Помните, что ультрафиолетовое излучение электрической дуги разрушает сетчатку глаза.
4. Сварочные электроды должны храниться в теплом сухом месте. Не работайте отсыревшими электродами. Вначале их следует просушить.
5. Перед началом сварки устанавливают ток в зависимости от толщины металла и марки электрода. Если был установлен большой ток, то наблюдается прогар металла, при малом токе возможно залипание электрода или плохое зажигание дуги.
6. Для зажигания дуги электрод подводят вертикально к поверхности металла до касания и быстрым движением отводят его назад, на расстояние примерно равное диаметру электрода. Если дуга не зажигается, то кончиком электрода «чиркают» по поверхности металла и отводят его на равное диаметру электрода расстояние.
7. Для повышения качества сварного шва и уменьшения шлака в шве электрод следует вести не прямолинейно, а зигзагообразно вдоль линии сварки.
8. Образовавшийся при сварке шлак отбивают молоточком, входящим в комплект поставки. Работу выполняют обязательно в защитных очках.
9. При большом объеме сварочных работ периодически проверяйте температуру, дотрагиваясь до корпуса инвертора рукой.
10. Не пользуйтесь инвертором на открытом пространстве во время выпадения осадков и во влажных помещениях.
Полезно знать
1. В инструкции по эксплуатации сварочного инвертора встречается термин ПВ (означает Период Включения). Например, для тока 160 А ПВ равен 30%. Это означает, что на каждые 10 мин работы делается перерыв на 7 мин (10 мин х 30%/100% = 3 мин, 10 мин – 3 мин = 7 мин). Данный показатель рассчитывается для температуры воздуха 40 градусов. Для более низких температур ПВ увеличивают пропорционально уменьшению температуры воздуха.
2. Если требуется сделать длинный шов, то сварка выполняется небольшими интервалами. В промежутках между интервалами контролируют качество шва, удаляют шлак, при необходимости делают шлифовку.
3. Таблица для подбора диаметра электрода и тока к толщине свариваемого металла:

Все сварочные работы выполнялись электродами МР-3С Судиславского завода. Качество их вполне удовлетворительное. Правда, в пачке не все электроды горели ровно. Некоторые электроды «липли», и приходилось увеличивать ток.
В заключение хочу добавить, что инвертор Best-210 — надежный и удобный в эксплуатации сварочный аппарат для дома. Ну, а если у кого-то есть сомнения, что тяжело научиться выполнять в домашних условиях сварочные работы, то это ошибочное заблуждение.
Post Views:
2 645
iddeas.ru