Как согнуть лист металла 3 мм толщиной: Как гнуть листовой металл в домашних условиях
alexxlab | 08.03.2023 | 0 | Разное
Почему лист оцинкованный 3 мм сложно обрабатывать дома?
Многие из нас любят мастерить что-то дома своими руками. Изделия из дерева или металла, порой даже сложные механизмы изготавливаются ручным инструментом в гараже или мастерской на чердаке.
Однако далеко не все материалы удобны при обработке в кустарных условиях. Например, лист оцинкованный 3 мм.
С оцинковкой все мы имели дело. И мастерить из нее что-то тоже приходилось многим. Кажется, ничего сложного тут нет. Но свои коррективы вносит толщина металла. Даже лист оцинкованный 2,5 мм руками согнуть очень сложно. Да, есть много способов обработки металла даже такой толщины. Но в случае с оцинковкой их применение сильно затруднено или даже невозможно.
Сложности обработки
Проблемы возникают с самого начала. Обычно первая процедура — порезка, выкройка. Из больших листов вырезаются необходимого размера и формы заготовки. Большинство любительских ножниц по металлу не смогут одолеть лист оцинкованный 2,5 мм. Если есть профессиональный мощный инструмент, то замечательно, иначе возникают сложности.
Если есть профессиональный мощный инструмент, то замечательно, иначе возникают сложности.
Чаще всего толстые листы металла режутся в домашних условиях при помощи УШМ. Но такая процедура сопровождается локальным перегревом металла. А это противопоказано для оцинковки — защитная пленка может облезть. Если есть время и вдохновение, можно воспользоваться обычной ножовкой по металлу. Еще один способ: выполнить порезку при помощи специального ножа — гильотины.
Не менее сложной будет процедура гибки металла. Лист оцинкованный 3 мм согнуть очень тяжело, в домашних условиях практически невозможно получить ровный и аккуратный изгиб. Даже если это удастся, в месте сгибания возникнет напряженность, а цинковое покрытие может повредиться.
Проблемы появятся и при обработке заготовок газовой или электродуговой сваркой. Тут гарантировано повреждение защитного покрытия. Кроме того, из-за высокой температуры цинк испаряется, а его пары попадают в легкие работающих рядом людей. Если во рту появился сладковатый привкус, возникло чувство усталости и разбитости, значит, нужно обратиться к врачу.
Более безопасный и менее разрушительный для цинкового покрытия способ соединения — на болты, заклепки и саморезы. Только нужно подбирать скобяные изделия из металлов, не подверженных коррозии. Отличный выбор — оцинкованные болты и гайки.
Феррос
Наши сотрудники ведут свою деятельность начиная с 2003 года. Направление, которое легло в основу нашей компании, это поставки, транспортировка и продажа металлопроката, а также его производных, таких как оцинкованные, электросварные и нержавеющие трубы, стальная и двутавровая балка, трубы ВГП, стальные отводы, листовой прокат, профнастил и т.д.
Подробнее
Продукция и услуги
Компания предлагает богатый ассортимент металлопроката, значительную долю которого составляет черный металлопрокат, оцинкованные трубы, стальная балка, а также широкий ряд других изделий. На сайте представлены все основные типы труб: оцинкованные трубы, нержавеющие трубы, чугунные, бесшовные и электросварные трубы. А также жаропрочные нержавеющие трубы и нержавеющие трубы ВГП.
А также жаропрочные нержавеющие трубы и нержавеющие трубы ВГП.
Подробнее
Наши преимущества
Компания ценит своих клиентов и делает все возможное для того, чтобы процесс приобретения продукции был максимально простым и удобным, а ее ассортимент металлопродукции был разнообразен и своевременно пополнялся. Так, например, если вы хотите купить балку редкого типа или размера, либо подобрать нужные вам нержавеющие трубы, достаточно лишь подать заявку нашему менеджеру, и мы найдем то что вы искали.
Подробнее
Статьи по теме
Лист оцинкованный: размеры
Оцинкованный листовой металл невероятно популярен в строительной, автомобильной, приборостроительной и многих других отраслях. При желании каждый может при наличии инструментов и навыков кроить и собирать из листа оцинкованного разнообразные конструкции.
Труба стальная как несущий элемент
Труба воспринимается в первую очередь как элемент систем для транспортировки газов, жидкостей, сыпучих веществ. Однако ее также успешно можно применять и при возведении опорных элементов конструкций.
Труба нержавеющая в пищепроме
Нержавеющая сталь пользуется особой популярностью в пищевой промышленности. Этот материал превосходно подходит для конструкций, контактирующих с пищевыми продуктами. Но не всякий сплав годится для таких целей, да и подготовка трубопровода имеет ряд важных особенностей.
Арматура рифленая и сварка
В большинстве случаев арматура используется для создания пространственных конструкций — каркасов для железобетона, легких опорных и усиливающих элементов. В такой ситуации естественно возникает вопрос о соединении отдельных прутков.
Все статьи
Гибка листового металла – МНИТЕК
Гибка — распространенный метод обработки металла. К нему относятся такие технологические операции, как прессование, отбортовка, гибка штампа, вальцовка, окантовка. Суть способа заключается в придании материалу угловой формы методом деформации. При этом сила, приложенная к заготовке, должна превышать предел текучести металла. Только в этом случае можно добиться пластической деформации материала и стойкого изгиба.
Суть способа заключается в придании материалу угловой формы методом деформации. При этом сила, приложенная к заготовке, должна превышать предел текучести металла. Только в этом случае можно добиться пластической деформации материала и стойкого изгиба.
Мы обсудим главные вопросы, связанные с гибкой листовой металла: какой метод используется чаще и почему, какое влияние оказывает пружинистость материала на результат обработки, что такое k-фактор и как правильно рассчитать допуск на изгиб.
Методы гибки
Всего насчитывается 7 основных способов гибки листового металла. Они отличаются применяемыми инструментами, точностью, сложностью производства, временными и финансовыми затратами. Наиболее распространены простые способы из-за дешевизны и меньшего количества инструментов, требующихся для обработки металла. Рассмотрим каждый из них подробнее.
V-образная гибка
Форма придается с помощью пуансона и штампа. Способ, в свою очередь, делится на 3 подгруппы: гибка на основе, или нижняя, «свободная», или «воздушная», и чеканка.
Основные параметры для изделий, получаемых методом гибки:
- b — минимальная длина фланца;
- ir — внутренний радиус;
- t — толщина металла.
Именно от толщины металла зависят остальные два показателя. Определить их можно по таблице, приведенной ниже. Кроме вышеперечисленных данных, в ней указаны ширина проема V и тоннаж на метр заготовки. Из таблицы видно, что они тоже зависят от толщины листа — чем он больше, тем выше требуемое усилие и ширина проема.
Параметры, выделенные цветом, — это спецификации для гибки листового металла.
Приведем пример. Нам нужно согнуть металлический лист толщиной 2 мм. Для упрощения задачи берем аналогичный внутренний радиус. Смотрим в таблицу и получаем минимальную длину фланца 8,5 мм — ее необходимо учитывать во время проектирования. Ширина матрицы для этого изделия составляет 12 мм, а тоннаж на метр — 22 т.
Эта таблица — очень удобный инструмент для проектировщика. При работе с ней следует учитывать, что все данные указаны для конструкционных сталей с пределом текучести около 400 МПа. Для гибки других материалов требуется сделать перерасчет требуемого усилия. Например, для алюминия тоннаж делится на 2, а для нержавеющих сталей его необходимо умножить на 1,7.
Нижнее прессование
Во время процесса гибки пуансон прижимает металлический лист к матрице с заданным углом. Он определяет конечный угол готового изделия. Внутренний радиус заготовки также определяется радиусом матрицы.
При сжатии внутренней линии сгиба нарастает пружинящий эффект, и для получения заданных параметров требуется большее усилие. Метод нижнего прессования обеспечивает высокую точность готовых изделий за счет того, что конечный угол определен заранее. В таких условиях можно приложить большее усилие к заготовке и получить изделие, точно соответствующее проектным размерам.
Метод нижнего прессования обеспечивает высокую точность готовых изделий за счет того, что конечный угол определен заранее. В таких условиях можно приложить большее усилие к заготовке и получить изделие, точно соответствующее проектным размерам.
Чтобы добиться качественного результата, необходимо точно определить ширину проема V-образной матрицы.
|
Ширина проема V, мм |
||||
|
Метод/Толщина, мм |
0,5-2,6 |
2,7-8 |
8,1-10 |
Более 10 |
|
Нижнее прессование |
6 т |
8 т |
10 т |
12 т |
|
Свободная гибка |
12-15 т |
|||
|
Чеканка |
5 т |
|||
С помощью экспериментов удалось выяснить, что внутренний радиус — это ⅙ от ширины отверстия матрицы.
Воздушная гибка
Выполняется на листогибочном прессе, как и предыдущая. При этом пуансон прижимает заготовку к матрице не полностью, благодаря чему метод и получил название воздушного. Металлический лист в процессе опирается на 2 точки.
Этот способ очень гибкий, на одной матрице можно изготавливать изделия с большим диапазоном углов. Например, если у вас есть инструменты на 90°. С их помощью можно согнуть заготовку под углом от 90° до 180°. Если пружинистый эффект в сочетании с недостаточным давлением приводят к неправильному результату, его можно легко отрегулировать, приложив больше усилия к заготовке.
Этот метод считается менее точным, чем нижнее прессование. Но он не требует перенастройки инструментов для гибки листов под разными углами — все можно делать на одной матрице.
Чеканка
Раньше это был самый точный метод гибки металла. Только с его помощью удавалось получить требуемые углы изделий.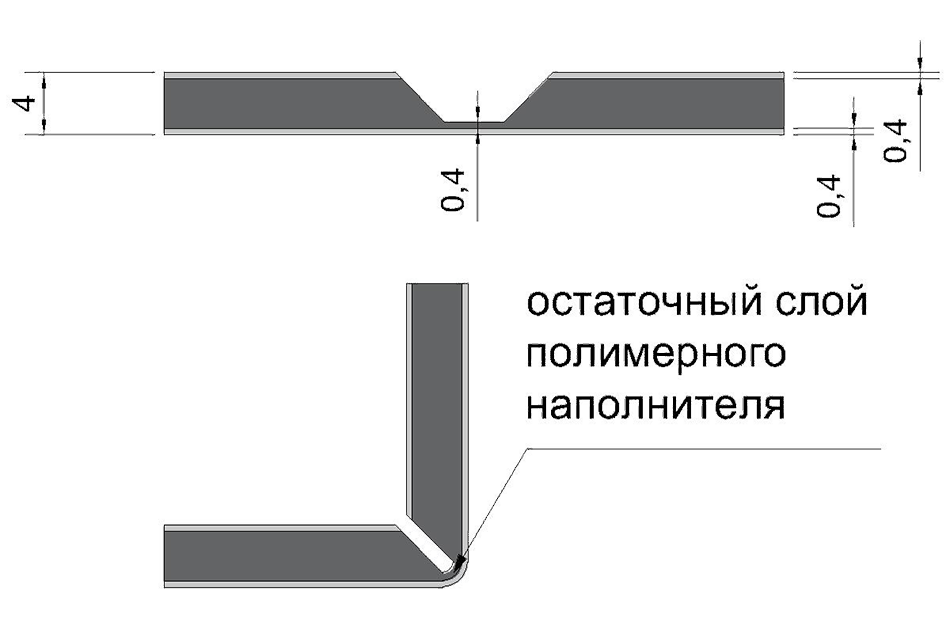
Чтобы согнуть лист металла под углом 45°, необходимо использовать пуансон и матрицу с аналогичными параметрами. В процессе гибки штамп вдавливает лист металла в матрицу — упругая деформация превращается в пластическую. Для увеличения эффективности гибки используются пуансоны с острым наконечником. В результате внутренний радиус готового изделия получается минимальным, что увеличивает жесткость и надежность конструкции.
U-образная гибка
Способ похож на V-образную гибку, разница только в форме матрицы и пуансона. Это один из самых простых и наименее затратных методов обработки листового металла. Его используют для изготовления стальных U-образных каналов и других подобных изделий. В настоящее время способ мало распространен, потому что аналогичный профиль можно получить другими, более гибкими методами.
Ступенчатая гибка
Представляет собой многоступенчатую V-образную гибку. Другое название способа — гибка вразбежку. В процессе лист подвергается множественным V-образным изгибам, которые идут последовательно — один за другим. Способ применяется для изготовления деталей с большим радиусом. Качество готового изделия зависит от количества гибов и размера шага между ними. Чем больше операций, тем ровнее готовое изделие.
Другое название способа — гибка вразбежку. В процессе лист подвергается множественным V-образным изгибам, которые идут последовательно — один за другим. Способ применяется для изготовления деталей с большим радиусом. Качество готового изделия зависит от количества гибов и размера шага между ними. Чем больше операций, тем ровнее готовое изделие.
Вальцовка
Используется для создания конусов, незамкнутых цилиндров и крупногабаритных деталей с большим радиусом. Гибка выполняется с помощью вращающихся непрофилированных инструментов — валков. Два из них приводные и третий — регулируемый. Он вращается за счет силы трения и служит направляющим элементом.
Если деталь необходимо согнуть по краям или в середине, то в этом случае требуется дополнительная гибка на соответствующем станке или гидравлическом прессе. Иначе края изделия получаются плоскими.
Гибка с вытеснением
При этом способе металлический лист зажимается между прижимной подушкой и матрицей. Форма штампа соответствует заданному углу. После того, как материал надежно зафиксирован, пуансон опускается на выступающий край листа и прижимает его к матрице. В результате получается деталь с требуемым углом сгиба.
Форма штампа соответствует заданному углу. После того, как материал надежно зафиксирован, пуансон опускается на выступающий край листа и прижимает его к матрице. В результате получается деталь с требуемым углом сгиба.
Ротационная гибка
Ее главная особенность — отсутствие царапин и других следов инструмента на поверхности металла. Хотя для других способов уже применяются полимерные инструменты, не повреждающие поверхность, ротационная гибка все еще остается востребованной. Этим методом можно изготавливать детали с углом менее 90°, а также U-образные профили, в которых фланцы расположены близко друг к другу.
Для ротационной гибки используются двухвалковые станки, реже — с одним валком.
Пружинение металла после гибки
После сгибания изделие немного пружинит и выходит за рамки заданного угла. Это происходит из-за разницы в деформации слоев материала — внутреннего и внешнего. В центре они разделены нейтральной линией. Во время сгибания внутренний слой сжимается, а внешний — растягивается. Предельные нагрузки на сжатие и растяжение у всех материалов разные. При этом прочность металла по первому показателю значительно выше, чем по второму. То есть лист проще разорвать, чем сломать.
Во время сгибания внутренний слой сжимается, а внешний — растягивается. Предельные нагрузки на сжатие и растяжение у всех материалов разные. При этом прочность металла по первому показателю значительно выше, чем по второму. То есть лист проще разорвать, чем сломать.
В результате разных прочностных показателей внутренний слой хуже поддается деформации. Он стремится восстановить свою форму — это и есть пружинящий эффект. Его величина напрямую зависит от внутреннего радиуса. Чем он больше, тем сильнее выражено пружинение заготовки. Показатель необходимо учитывать во время проектирования и компенсировать дополнительным усилием, которое рассчитывается исходя из характеристик материала.
Это и есть коэффициент k. Его можно рассчитать по формуле, посмотреть в таблице — результат достоверен для большинства случаев. Но мы советуем использовать программы САПР или CAD. Они учитывают спецификации металлов, рассчитать допуск на изгиб с их помощью намного проще.
Еще один момент — для деталей с углом более 165° этот показатель не рассчитывается. Нейтральная ось остается практически в неизменном положении, поэтому допуск на изгиб ей не требуется.
Нейтральная ось остается практически в неизменном положении, поэтому допуск на изгиб ей не требуется.
← Предыдущая статьяСледующая статья →
Услуги по теме:
Рубка металлаПодробнее
Листового алюминияПодробнее
Толстых сталейПодробнее
Точная гибка листогибочным прессом с К-фактором и Y-фактором
Рисунок 1
При изгибе листового металла нейтральная ось смещается к внутренней поверхности изгиба. К-фактор представляет собой отношение положения нейтральной оси (t) к толщине материала (Mt).
К-фактор представляет собой отношение положения нейтральной оси (t) к толщине материала (Mt).
Вопрос: У меня был вопрос о К-факторах для нашего программного обеспечения для трехмерного моделирования. Наши инженеры-конструкторы обычно используют коэффициент 0,4 для деталей листогибочных прессов пневматической штамповки. Однако это не очень хорошо работает для наших деталей, которые попадают в ручной штамповочный пресс.
Я нашел ваш сайт theArtofPressBrake.com и понял, что помимо этого вопроса, возможно, я мог бы узнать еще кое-что. Я хочу помочь нашим инженерам-конструкторам создавать более технологичные детали. Я бы сказал, что хорошо разбираюсь в основах, но все еще есть проблемы, с которыми я сталкиваюсь в производственных деталях, которые я убираю, чтобы иметь в виду в будущих проектах. Можете ли вы ответить на мой вопрос о К-факторах общей рекомендацией, не вдаваясь в слишком много теории или расчетов?
Ответ: Ответы на ваши вопросы просты; ну вроде просто. Я начну с основ и дам несколько общих рекомендаций, а закончу расчетами. Математика лежит в основе гибки листового металла. К счастью, это не слишком сложно — никакого дифференциального исчисления, только геометрия.
Я начну с основ и дам несколько общих рекомендаций, а закончу расчетами. Математика лежит в основе гибки листового металла. К счастью, это не слишком сложно — никакого дифференциального исчисления, только геометрия.
Листогибочный пресс и штамповочный пресс формуют листовой металл по-разному. На листогибочном прессе вы формируете воздух, а на штамповочном прессе вы штампуете или чеканите. Это все разные методы формовки, и каждый из них рассчитывается по-разному из-за того, как радиус создается в заготовке.
Типы изгибов при сварке
Во-первых, давайте сделаем шаг назад и поговорим о типах изгибов, которые вы можете сделать в листовом металле. Не бойтесь; Я скоро внесу К-фактор в обсуждение. А пока потерпите меня.
Существует четыре типа изгибов: с минимальным радиусом, резкий, идеальный и радиусный. Изгиб с минимальным радиусом имеет радиус, равный наименьшему внутреннему радиусу, который может быть получен без образования складок на материале. Попробуйте сформировать радиус меньше минимального, и вы согните центр радиуса, что даст вам резкий изгиб.
Идеальный изгиб имеет радиус, равный или близкий к толщине материала. В частности, идеальный радиус изгиба находится в диапазоне от минимального значения радиуса до 125 процентов толщины материала. Если ваш радиус составляет 125 процентов от толщины материала или более, у вас есть радиусный изгиб.
Даже если вы создаете крутой изгиб, наименьший радиус, который вы можете использовать для расчетов изгиба, является минимальным радиусом изгиба, если вы хотите, чтобы ваши числа работали на практике. Учтите также, что воздух, образующий крутой изгиб, обычно очень вреден для консистенции. Складка в центре изгиба имеет тенденцию усиливать любые угловые отклонения, вызванные изменениями направления волокон материала, твердости, толщины и прочности на растяжение. Чем острее и глубже складка, тем сильнее эффект.
Здесь также играет роль радиус носа вашего удара. Если изгиб становится резким при внутреннем радиусе 0,078 дюйма, то радиусы вершины пуансона составляют 1/16 дюйма (0,062 дюйма), 1/32 дюйма (0,032 дюйма) и 1/64 дюйма (0,015 дюйма). .) слишком резкие. По мере того, как радиус вершины пуансона становится меньше по отношению к толщине материала, тем более значительным будет общее изменение угла.
.) слишком резкие. По мере того, как радиус вершины пуансона становится меньше по отношению к толщине материала, тем более значительным будет общее изменение угла.
О крутых поворотах нужно знать гораздо больше. Чтобы узнать больше по этой теме, ссылки на многолетние статьи можно найти на моем веб-сайте на вкладке «Медиа» на TheArtofPressBrake.com.
Рисунок 2
Вы можете запустить тестовые образцы, чтобы рассчитать конкретный К-фактор, или вы можете обратиться к диаграмме, подобной этой.
Но я отвлекся. Теперь, когда мы обсудили, какие существуют типы изгибов и как мы их создаем, мы можем перейти к К-фактору. Вы заметите, как различные методы формовки… подождите минутку – мы еще не определили методы формовки: воздушная формовка, гибка дна и чеканка.
Методы штамповки
И да, есть разница между изгибом дна и чеканкой. Чеканка вдавливает носик пуансона в материал, проникая через нейтральную ось. Дно происходит примерно на 20 процентов выше толщины материала, измеренной от дна матрицы. (Примечание. Дополнительные сведения о методах формовки, включая иллюстрации, см. в разделе «Как формируется внутренний радиус изгиба», архивировано на сайте thefabricator.com.)
Дно происходит примерно на 20 процентов выше толщины материала, измеренной от дна матрицы. (Примечание. Дополнительные сведения о методах формовки, включая иллюстрации, см. в разделе «Как формируется внутренний радиус изгиба», архивировано на сайте thefabricator.com.)
Существует большая вероятность того, что наборы штампов на вашем штамповочном прессе фактически чеканят материал. , толкая матрицу меньше, чем толщина материала. В противном случае вы, вероятно, изгибаетесь снизу, что опять же происходит примерно на 20 процентов выше толщины материала. Один заставляет радиусы меньше, чем другой, но оба прижимают материал к определенному радиусу. Независимо от того, какой у вас изгиб — резкий, минимальный, идеальный или радиусный — если вы делаете дно или чеканку, значение вершины пуансона определяет результирующий радиус и, следовательно, это то, что мы используем в наших расчетах изгиба.
Однако при воздушной формовке это не так. В воздушной форме полученный радиус представляет собой процент отверстия матрицы. Сформированный воздухом изгиб проходит по ширине штампа, а внутренний радиус устанавливается в процентах от этой ширины. Процент зависит от предела прочности материала. Это называется правилом 20 процентов. Однако это только название, потому что процентное значение зависит от типа материала и предела прочности на растяжение.
Сформированный воздухом изгиб проходит по ширине штампа, а внутренний радиус устанавливается в процентах от этой ширины. Процент зависит от предела прочности материала. Это называется правилом 20 процентов. Однако это только название, потому что процентное значение зависит от типа материала и предела прочности на растяжение.
Например, нержавеющая сталь 304 образует радиус от 20 до 22 процентов ширины штампа, а радиус из алюминия 5052-h42 составляет от 13 до 15 процентов ширины. Общее правило здесь таково: чем мягче материал, тем меньше внутренний радиус.
Между прочим, мягкая холоднокатаная сталь 60-KSI является нашим базовым материалом для большинства расчетов, включая правило 20 процентов. Этот материал образует радиус от 15 до 17 процентов ширины штампа. Мы начинаем с медианы, 16 процентов, затем корректируем по мере необходимости. Скажем, нам нужно работать с материалом 120-KSI. Это вдвое больше, чем 60 KSI нашего базового материала; следовательно, этот лист 120-KSI будет формировать на воздухе радиус, который примерно вдвое больше, чем у мягкой холоднокатаной стали, или 32 процента отверстия матрицы (16 процентов × 2).
К-фактор в сварке
В листовом металле К-фактор представляет собой отношение нейтральной оси к толщине материала. При формировании куска металла внутренняя часть изгиба сжимается, а внешняя часть расширяется (см. рис. 1). Нейтральная ось — это область перехода между сжатием и расширением, где в материале не происходит никаких изменений, за исключением того, что он перемещается от своего исходного положения на 50 процентов толщины материала к внутренней поверхности изгиба. Нейтральная ось не меняет своей длины, а перемещается; это вызывает удлинение во время изгиба. Насколько далеко смещается нейтральная ось, зависит от физических свойств данного материала, его толщины, внутреннего радиуса изгиба и метода формирования.
Возьмите обычное значение К-фактора по умолчанию, равное 0,446, умножьте его на толщину материала, и вы узнаете, куда переместится нейтральная ось. То, что мы делаем, по сути, — это перенос измеренной длины с большего радиуса (то есть длины нейтральной оси на 50 процентов толщины материала) на меньший радиус. Та же общая измеренная длина, распределенная по меньшему радиусу, означает, что у нас есть избыток материала или удлинение.
Та же общая измеренная длина, распределенная по меньшему радиусу, означает, что у нас есть избыток материала или удлинение.
Рассмотрим материал толщиной 0,060 дюйма. Мы умножаем это на К-фактор 0,446, чтобы получить 0,0268 дюйма. Ось сместилась с 0,030 дюйма (при половине толщины материала) до 0,0268 дюйма, если измерять от внутренней поверхности изгиба. Иными словами, ось сместилась на 0,0032 дюйма внутрь. Оттуда мы можем найти ответы, необходимые для наших расчетов изгиба.
Обратите внимание, что тип материала, метод формирования и отношение радиуса изгиба к толщине материала дают нам разные К-факторы. Это, в свою очередь, влияет на общую величину возникающего удлинения и на вычеты изгиба, которые нам необходимо использовать.
Рисунок 3
Каждый изгиб имеет два внешних отступа (OSSB). Чтобы вычислить вычет изгиба, умножьте OSSB на 2, а затем вычтите припуск изгиба (BA).
Расчет К-фактора
К-фактор математически определяется как t/Mt, где t — положение нейтральной оси, а Mt — толщина материала. Из-за специфических свойств любого данного металла не существует простого способа точно рассчитать это значение, отсюда и диаграмма на рис. 2.
Из-за специфических свойств любого данного металла не существует простого способа точно рассчитать это значение, отсюда и диаграмма на рис. 2.
К-фактор обычно находится где-то между 0,3 и 0,5. Если вы хотите рассчитать К-фактор, а не использовать диаграмму, вам понадобятся несколько тестовых образцов — для этой цели вполне достаточно четырех или пяти образцов.
Чтобы рассчитать К-фактор, вам нужно собрать некоторую информацию. Во-первых, нужно знать размеры до и после формовки и максимально точно измерить внутренний радиус. Оптический компаратор является хорошим выбором из-за его точности; другие варианты включают калибровочные штифты и радиусные калибры.
Возьмите сумму внутренних размеров формовки, вычтите плоский размер, и вы получите припуск на изгиб (BA). Затем измерьте дополнительный угол изгиба и внутренний радиус изгиба (Ir). С этими точками данных, наряду с толщиной материала (Mt), вы можете определить К-фактор (все размеры указаны в дюймах):
(π × Дополнительный угол изгиба × Mt)] – (Ir / Mt)
Конечно, проще всего использовать известный К-фактор из таблицы, как на рис. 2. Вы можете использовать этот К-фактор и внутренний радиус изгиба для расчета нейтральной оси. Затем используйте радиус нейтральной оси, чтобы вычислить длину дуги нейтральной оси, которая равна вашему BA. Затем вы вычисляете внешний отступ (OSSB), размер, показанный на рис. 3. Это вместе с вашим дополнительным углом изгиба (см. рис. 4) дает вам все, что вам нужно для расчета вычета изгиба (BD) или общей удлинение, которое произойдет при данном изгибе:
2. Вы можете использовать этот К-фактор и внутренний радиус изгиба для расчета нейтральной оси. Затем используйте радиус нейтральной оси, чтобы вычислить длину дуги нейтральной оси, которая равна вашему BA. Затем вы вычисляете внешний отступ (OSSB), размер, показанный на рис. 3. Это вместе с вашим дополнительным углом изгиба (см. рис. 4) дает вам все, что вам нужно для расчета вычета изгиба (BD) или общей удлинение, которое произойдет при данном изгибе:
Дополнительный угол изгиба
В этом расчете играет роль К-фактор. Вам, наверное, интересно, какие числовые значения входят в формулу — 0,017453 и 0,0078. Что они представляют? Это 0,017453 — это число пи, деленное на 180, а 0,0078 — это (π/180) × K-фактор.
Рисунок 4
Для расчета припуска на изгиб всегда используйте дополнительный угол изгиба.
В этой формуле используется К-фактор, равный 0,446. Тем не менее, если у вас есть какие-либо изменения в методе формовки, типе материала или соотношении внутреннего радиуса изгиба к толщине материала, у вас будет другое значение К-фактора. Чтобы включить это новое значение, вы можете использовать расширенную версию той же формулы. Затем вы определяете OSSB, а затем используете результат вместе с BA для расчета вычета изгиба:
Тем не менее, если у вас есть какие-либо изменения в методе формовки, типе материала или соотношении внутреннего радиуса изгиба к толщине материала, у вас будет другое значение К-фактора. Чтобы включить это новое значение, вы можете использовать расширенную версию той же формулы. Затем вы определяете OSSB, а затем используете результат вместе с BA для расчета вычета изгиба:
OSSB = [(Tan(угол изгиба/2)] × (Mt + Ir)]
БД = (ОССБ × 2) – БА
Приветствуем Y-фактор
Благодаря Y-фактору ваши расчеты могут стать еще более точными. Однако для этого требуется изменить формулу для BA. Y-фактор учитывает напряжения внутри материала, а К-фактор — нет. Тем не менее, К-фактор все же задействован, просто немного помассирован.
Чтобы найти Y-фактор, вы можете обратиться к диаграмме (см. рис. 5) или использовать это уравнение:
Затем мы подставляем Y-фактор в новую формулу для BA: BA = {[(π/2) × Ir] + (Y-фактор × Mt)}
× (дополнительный угол изгиба/90)
Рисунок 5
Y-фактор может сделать ваши расчеты изгиба еще более точными. Чтобы найти Y-фактор, вы можете выполнить отдельный расчет или обратиться к такой диаграмме.
Чтобы найти Y-фактор, вы можете выполнить отдельный расчет или обратиться к такой диаграмме.
Мы рассмотрим процесс для обоих наборов уравнений, используя мягкую холоднокатаную сталь 60-KSI толщиной 0,062 дюйма и толщиной 0,062 дюйма. внутренний радиус изгиба и 9Угол изгиба 0 градусов. В этом примере мы будем использовать К-фактор 0,446.
ВА = {[(π/2) × 0,062)] + (0,7005 × 0,062)} × (90/90) = 0,1408
OSSB = [(Tan(90/2)] × (0,062 + 0,062)] = 0,124
БД = (0,124 × 2) – 0,1408 = 0,1072
Теперь вот расчеты изгиба с использованием только К-фактора и нашего исходного уравнения БА: ВА = {[(π/180) × Ir)] + [(π/180) × К-фактор] × Mt} × Изгиб дополнительный угол
BA = [(0,017453 × 0,062) + (0,0078 × 0,062)] × 90 = 0,1409
OSSB = [(Tan(90/2)] × (0,062 + 0,062)] = 0,124
BD = ( 2) – 0,1409 = 0,1071
Разница в BA между двумя расчетами составляет всего 0,0001 дюйма, а разница в BD также составляет 0,0001 дюйма, что в этом примере делает эти два способа расчета BA функционально одинаковыми. измените угол изгиба или внутренний радиус изгиба, и все изменится.Вы обнаружите, что последний набор формул с использованием Y-фактора немного более точен, чем с использованием К-фактора.
измените угол изгиба или внутренний радиус изгиба, и все изменится.Вы обнаружите, что последний набор формул с использованием Y-фактора немного более точен, чем с использованием К-фактора.
Наберите в расчетах изгиба
Общепринятой практикой в отрасли является использование 0,446 для значения К-фактора. Но, выбрав правильные значения данных, включая К-фактор на основе переменных, специфичных для приложения (тип материала, метод формирования и внутренний радиус), я думаю, вы обнаружите, что многие из проблем, с которыми вы сталкиваетесь между двумя разными методы производства исчезнут.
Стив Бенсон является членом и бывшим председателем Совета по технологии прецизионного листового металла Международной ассоциации производителей и производителей. Он президент ASMA LLC, [email protected]. Бенсон также проводит программу сертификации прецизионных листогибочных прессов FMA, которая проводится по всей стране. Для получения дополнительной информации посетите сайт www. fmanet.org/training или позвоните по телефону 888-39.4-4362. Последняя книга автора «Основы сгибания» теперь доступна в книжном магазине FMA, www.fmanet.org/store.
fmanet.org/training или позвоните по телефону 888-39.4-4362. Последняя книга автора «Основы сгибания» теперь доступна в книжном магазине FMA, www.fmanet.org/store.
Каков наименьший радиус изгиба для любой заданной толщины листового металла?
Каков наименьший радиус изгиба листового металла любой толщины? | Вопросы о GrabCADУзнайте о платформе GrabCAD
Узнайте о GrabCAD как открытой программной платформе для аддитивного производства
Посетите нашу новую домашнюю страницу
да-,-plz
13 мая, 2017 23:08
Каков наименьший радиус изгиба листового металла любой толщины?
3 ответа
s gerad
Ответ дан 14 мая 2017 г. 08:56
не менее толщины детали.
t=2 тогда r=2
FredSWUG
Ответ дан 14 мая 2017 г. 15:15
Air Bend Force Chart
Источник: http://www. thefabricator.com/article/bending/bending-basics-the-fundamentals-of-heavy-bending
thefabricator.com/article/bending/bending-basics-the-fundamentals-of-heavy-bending
“Простое эмпирическое правило”
Существует эмпирическое правило для определения минимального радиуса изгиба стали, и оно обычно работает и для алюминия: разделите 50 на процент снижения прочности материала при растяжении, как указано вашим поставщиком. Это значение зависит от
Если сталь имеет коэффициент сжатия при растяжении 10 процентов, разделите 50 на это значение: 50/10 = 5. Затем вычтите 1 из этого ответа: 5 – 1 = 4. Теперь умножьте этот ответ на лист Толщина материала 0,5 дюйма: 4 × 0,5 = 2. Таким образом, в этом случае минимальный внутренний радиус изгиба в 2 раза больше толщины материала.0006
Обратите внимание, что это просто практическое правило. Для определения истинного минимального радиуса изгиба стальной или алюминиевой пластины требуется небольшое исследование. Сюда должны входить данные от вашего поставщика материала о том, гнете ли вы по направлению или против направления, а также информацию, относящуюся к конкретному применению. Тем не менее, ответы есть и ждут, когда вы их найдете.”
Тем не менее, ответы есть и ждут, когда вы их найдете.”
Шейн Чжан
Ответ дан 5 декабря 2017 г. 06:03
Радиус изгиба
Для гибки листового металла должен быть радиус изгиба, радиус изгиба не должен быть слишком большим или слишком маленьким, он должен быть выбран соответствующим образом. Если радиус изгиба слишком мал, это приведет к растрескиванию в месте изгиба; если радиус изгиба слишком велик, его легко отскочить.
Оптимальный радиус изгиба различной толщины различных материалов (внутренний РАДИУС изгиба) см. в таблице ниже:
Состояние отжига металла
Состояние холодной закалки
Соответствующее положение направления изгиба и направления волокна
Вертикально-параллельно Вертикально-параллельно
08, 10 0,1 т 0,4 т 0,4 т 0,8 т
15, 20 0,1 т 0,5 т 0,5 т 1,0 т
25, 30 0,2 т 0,6 т 0,6 т 1,2 т
45, 50 0,5 т 1,0 т 1,0 т 1,7 т
65Mn 1,0 т 2,0 т 2,0 т 3,0 т
Алюминий 0,1 т 0,35 т 0,5 т 1,0 т
Латунь 0,1 т 0,35 т 1,0 т 2,0 т
Мягкая латунь 0,1 т 0,35 т 0,35 т 0,8 т
Полужесткая латунь 0,1 т 0,35 т 0,5 т 1,2 т
Фосфористая бронза / / 1,0 т 3,0 т
Данные в таблице выше являются предпочтительными данными только для справки.