Как согнуть полосу металла в круг: Как согнуть металлическую полосу без потери прочности
alexxlab | 03.09.1988 | 0 | Разное
Как полосу металла согнуть в кольцо
Главная » Разное » Как полосу металла согнуть в кольцо
Как согнуть металлическую полосу без потери прочности
Как согнуть металлическую полосу без потери прочности и добиться точности конфигурации знают не все. Чтобы не изобретать велосипед – читайте наши советы!
При работе с металлом часто приходится иметь дело с изготовлением изделий из стальной полосы — скоб, хомутов, кронштейнов. Но как согнуть металлическую полосу без потери прочности и добиться необходимой точности конфигурации знают не все. Тем не менее, это достаточно простая операция, которая не требует инструментов особой сложности. Только в случае гибки полосы на ребро необходимо довольно сложное приспособление, которое самому изготовить непросто.
Гибка полосы под углом (60, 90, 1200…) в сторону плоскости производится на обычных слесарных тисках, если требуется изготовить единичное изделие или несколько штук. В случае мелкосерийного производства понадобится станок для гибки металлической полосы. При необходимости его можно сделать своими руками.
При необходимости его можно сделать своими руками.
Гибка полосы при помощи тисков
Сначала рассмотрим вариант гибки на слесарных тисках под углом 900. Для этого необходим брусок квадратного сечения из стали. Зажимаем полосу вместе с бруском таким образом, чтобы брусок находился со стороны неподвижной губки тисков и выступал над верхней кромкой на 1-2 см.
После того, как такой «сэндвич» будет крепко зажат, берем обычный молоток и легкими ударами загибаем полосу в сторону бруска. Если требуется, чтобы поверхность загиба не имела повреждений от ударов, то нужно использовать медную или латунную прокладку, по которой будем наносить удары молотком, а уже от нее усилие будет передаваться на полосу.
Таким образом можно согнуть полосу под любым углом, важно только подобрать опорный брусок с нужным углом среза. Без такой твердой опоры добиться нужного угла будет очень трудно.
Похожие операции производятся и при изготовлении хомутов, только в этом случае в роли матрицы используем толстостенную трубу или пруток нужного диаметра. Как и в случае с прямоугольной гибкой, удары молотком наносятся в сторону неподвижной губки тисков. Такая гибка полосы — процесс медленный и требует аккуратности.
Как и в случае с прямоугольной гибкой, удары молотком наносятся в сторону неподвижной губки тисков. Такая гибка полосы — процесс медленный и требует аккуратности.
Гибка полосы в кольцо
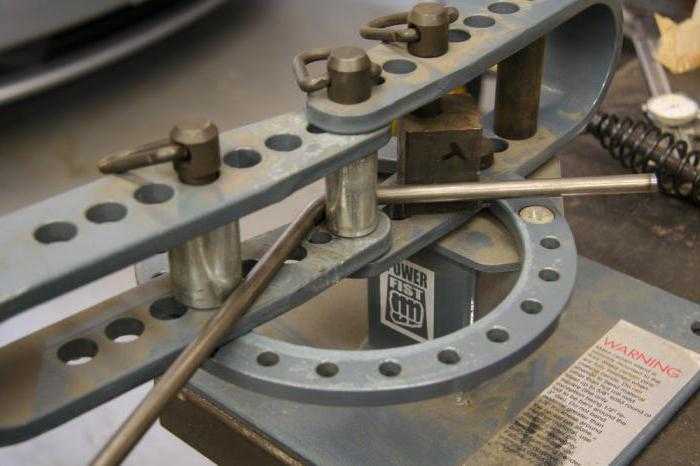
Более сложная операция — гибка полосы на кольцо. Здесь необходим небольшой и несложный в изготовлении станок, например, как показанный на видео . Он состоит из опорной плиты на которой закреплены три ролика — два опорных и один приводной, на рукоятке длиной 30-40 мм. Приводной ролик может перемещаться вдоль горизонтальной оси и прижимать полосу к опорным. Один из опорных роликов должен иметь возможность сдвигаться перпендикулярно направлению прижима. Таким образом регулируется диаметр получаемого кольца.
Полоса помещается между роликов и прижимается с помощью винтового механизма. При вращении приводного ролика полоса начинает двигаться между ним и опорными и загибаться в сторону привода. После полного прохода полосы получается практически идеальное кольцо. Если сделать рукоятку телескопической, чтобы можно были сделать длиннее плечо, то можно выполнять гибку на кольцо полосы практически любой толщины без особых физических усилий.
При вращении приводного ролика полоса начинает двигаться между ним и опорными и загибаться в сторону привода. После полного прохода полосы получается практически идеальное кольцо. Если сделать рукоятку телескопической, чтобы можно были сделать длиннее плечо, то можно выполнять гибку на кольцо полосы практически любой толщины без особых физических усилий.
Такой самодельный станок для гибки полосы практически ничем не отличается от заводского. При правильном выборе металла для роликов и прижимного устройства, мелкосерийное производство, например для изготовления декоративных оград, ворот или каркасов козырьков и навесов, возможно даже в домашнем гараже, не говоря уже о слесарной мастерской.
Гибка полосы на ребро
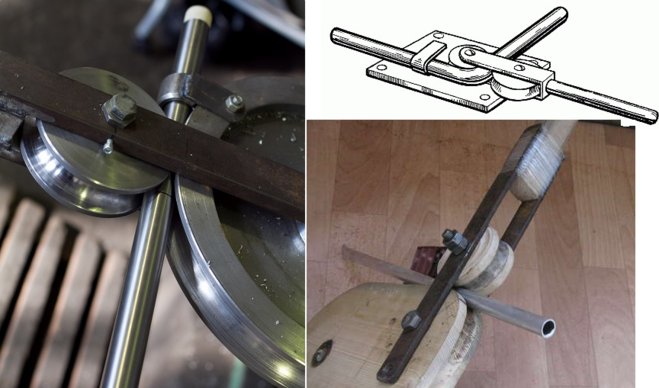
Сложнее сделать станок для гибки на ребро. При изготовлении металлического декора такая операция требуется довольно часто. Принцип действия такого приспособления похож на описанный выше, но гибка стальной полосы на ребро требует значительно больших усилий, поэтому прижимной ролик не вращается , а движется на рычаге возвратно-поступательно. Кроме того, на линии подачи полосы необходимо установить прижимное устройство, чтобы полоса удерживалась в нужном положении. Этим приспособлением может служить обычная прижимная колодка на болтах или шпильках с прорезью, сквозь которую и будет проходить полоса.
Кроме того, на линии подачи полосы необходимо установить прижимное устройство, чтобы полоса удерживалась в нужном положении. Этим приспособлением может служить обычная прижимная колодка на болтах или шпильках с прорезью, сквозь которую и будет проходить полоса.
Если гибка производится часто на полосах различной ширины, то нужно сделать несколько колодок с прорезями, соответствующими тому калибру, который обрабатывается. Но самодельный инструмент, при всей своей привлекательности и дешевизне, все же уступает промышленному, функционал которого значительно выше.
Ручной инструмент производится в виде универсальных приспособлений, в которых только меняются насадки и рычаги, или в виде целых наборов, где каждый механизм выполняет только одну, максимум две функции. Примером такого комплекта может служить «Холодная ковка» промышленного изготовления.
Инструменты для гибки металлической полосы промышленного изготовления имеют перед самодельными то преимущество, что сделаны они из специальных марок стали и при гибке заготовок достаточно большой толщины не будут деформироваться. Они легко настраиваются на необходимые размеры и не требуют изготовления новых оправок и матриц каждый раз, когда необходимо изменить диаметр или угол загиба.
Они легко настраиваются на необходимые размеры и не требуют изготовления новых оправок и матриц каждый раз, когда необходимо изменить диаметр или угол загиба.
При этом их стоимость не слишком высока даже для домашнего мастера. Поиск необходимых деталей для самодельного станка, сборка, подгонка и настройка будет стоить не намного меньше, даже в случае надлежащей слесарной квалификации. Если не покупать самые дешевые инструменты, то работать станки для гибки будут на протяжении десятилетий.
Как согнуть трубку в круг
Учебники по ювелирным изделиям
Интернет-курсы обучения ювелирным изделиям для металлистов
Ганс Мивис
PDF-руководства
- Кольца
- Цанги
- Компоненты
- Настройка
- Кулоны
- Кастинг
- Самоцветов
- Серьги
- Самые популярные
-
-
Видеоуроки Инструменты и советы Новостная рассылка Около Связаться с нами Дом
.
Как согнуть кольцо 🌀
Как согнуть кольцо – Snapguide
- 1
- 2
Длина провода: 68 мм и 80 мм. (Если вы распечатаете мой PDF-файл, розовые линии представляют фактические измерения.)
- 3
«Натали» в чеканном стерлинге.
- 4
Попробуйте из меди или анодированного алюминия.
- 5
Саундтрек к покадровому видео принадлежит Plastic Cannons и Алану Маркли с Николь Соренсон. Смотрите и здесь: youtu.be/6xnbEUryHeA
- 6
Загрузите мой печатный учебник! Джоббли.ru / PDF / nataliepd…
- 7
Спасибо за просмотр моих практических рекомендаций! Посетите меня на JoeBobLeigh.
 com в любое время.
com в любое время.
горячие клавиши: предыдущий шаг следующий шаг
НРАВИТСЯ ЭТО РУКОВОДСТВО НРАВИТСЯ ЭТО РУКОВОДСТВО
Я балуюсь различными руководствами по ремеслам, кулинарии, искусству и ювелирным украшениям.
Су-Фолс, SD
© 2020 Brit Media, Inc.
Все руководства © 2020 их авторы
Перейдите в Snapguide в браузере на рабочем столе.
В настоящее время мы поддерживаем последние версии:
Chrome, Safari, IE или Firefox.
Или загрузите наше бесплатное приложение для iOS.
Как к
{{50 – data.title.length}}
Начни делать свой гид
.
Момент инерции кольца
- БЕСПЛАТНАЯ ЗАПИСЬ КЛАСС
- КОНКУРСНЫЕ ЭКЗАМЕНА
- BNAT
- Классы
- Класс 1–3
- Класс 4-5
- Класс 6-10
- Класс 110003 CBSE
- Книги NCERT
- Книги NCERT для класса 5
- Книги NCERT, класс 6
- Книги NCERT для класса 7
- Книги NCERT для класса 8
- Книги NCERT для класса 9
- Книги NCERT для класса 10
- NCERT Книги для класса 11
- NCERT Книги для класса 12
- NCERT Exemplar
- NCERT Exemplar Class 8
- NCERT Exemplar Class 9
- NCERT Exemplar Class 10
- NCERT Exemplar Class 11
9plar
- Книги NCERT
- RS Aggarwal
- RS Aggarwal Решения класса 12
- RS Aggarwal Class 11 Solutions
- RS Aggarwal Решения класса 10
- Решения RS Aggarwal класса 9
- Решения RS Aggarwal класса 8
- Решения RS Aggarwal класса 7
- Решения RS Aggarwal класса 6
- RD Sharma
- RD Sharma Class 6 Решения
- RD Sharma Class 7 Решения
- Решения RD Sharma Class 8
- Решения RD Sharma Class 9
- Решения RD Sharma Class 10
- Решения RD Sharma Class 11
- Решения RD Sharma Class 12
- PHYSICS
- Механика
- Оптика
- Термодинамика
- Электромагнетизм
- ХИМИЯ
- Органическая химия
- Неорганическая химия
- Периодическая таблица
- MATHS
- Статистика
- Числа
- Числа Пифагора Тр Игонометрические функции
- Взаимосвязи и функции
- Последовательности и серии
- Таблицы умножения
- Детерминанты и матрицы
- Прибыль и убыток
- Полиномиальные уравнения
- Разделение фракций
- Microology
- FORMULAS
- Математические формулы
- Алгебраные формулы
- Тригонометрические формулы
- Геометрические формулы
- КАЛЬКУЛЯТОРЫ
- Математические калькуляторы 0003000
- 000
- 000 Калькуляторы по химии
- 000
- 000
- 000 Образцы документов для класса 6
- Образцы документов CBSE для класса 7
- Образцы документов CBSE для класса 8
- Образцы документов CBSE для класса 9
- Образцы документов CBSE для класса 10
- Образцы документов CBSE для класса 1 1
- Образцы документов CBSE для класса 12
- Вопросники предыдущего года CBSE
- Вопросники предыдущего года CBSE, класс 10
- Вопросники предыдущего года CBSE, класс 12
- HC Verma Solutions
- HC Verma Solutions Класс 11 Физика
- HC Verma Solutions Класс 12 Физика
- Решения Лакмира Сингха
- Решения Лакмира Сингха класса 9
- Решения Лахмира Сингха класса 10
- Решения Лакмира Сингха класса 8
9000 Класс
9000BSE 9000 Примечания3 2 6 Примечания CBSE
Примечания
- Дополнительные вопросы по математике для класса 8 CBSE
- Дополнительные вопросы по науке для класса 8 CBSE
- Дополнительные вопросы по математике класса 9 CBSE
- Дополнительные вопросы по математике класса 9 CBSE Вопросы
- CBSE Class 10 Дополнительные вопросы по математике
- CBSE Class 10 Science Extra questions
- Class 3
- Class 4
- Class 5
- Class 6
- Class 7
- Class 8 Класс 9
- Класс 10
- Класс 11
- Класс 12
- Решения NCERT для класса 11
- Решения NCERT для класса 11 по физике
- Решения NCERT для класса 11 Химия
- Решения NCERT для биологии класса 11
- Решение NCERT s Для класса 11 по математике
- NCERT Solutions Class 11 Accountancy
- NCERT Solutions Class 11 Business Studies
- NCERT Solutions Class 11 Economics
- NCERT Solutions Class 11 Statistics
- NCERT Solutions Class 11 Commerce
- NCERT Solutions for Class 12
- Решения NCERT для физики класса 12
- Решения NCERT для химии класса 12
- Решения NCERT для биологии класса 12
- Решения NCERT для математики класса 12
- Решения NCERT, класс 12, бухгалтерский учет
- Решения NCERT, класс 12, бизнес-исследования
- NCERT Solutions Class 12 Economics
- NCERT Solutions Class 12 Accountancy Part 1
- NCERT Solutions Class 12 Accountancy Part 2
- NCERT Solutions Class 12 Micro-Economics
- NCERT Solutions Class 12 Commerce
- NCERT Solutions Class 12 Macro-Economics
- NCERT Solut Ионы Для класса 4
- Решения NCERT для математики класса 4
- Решения NCERT для класса 4 EVS
- Решения NCERT для класса 5
- Решения NCERT для математики класса 5
- Решения NCERT для класса 5 EVS
- Решения NCERT для класса 6
- Решения NCERT для математики класса 6
- Решения NCERT для науки класса 6
- Решения NCERT для класса 6 по социальным наукам
- Решения NCERT для класса 6 Английский язык
- Решения NCERT для класса 7
- Решения NCERT для математики класса 7
- Решения NCERT для науки класса 7
- Решения NCERT для социальных наук класса 7
- Решения NCERT для класса 7 Английский язык
- Решения NCERT для класса 8
- Решения NCERT для математики класса 8
- Решения NCERT для науки 8 класса
- Решения NCERT для социальных наук 8 класса ce
- Решения NCERT для класса 8 Английский
- Решения NCERT для класса 9
- Решения NCERT для класса 9 по социальным наукам
- Решения NCERT для математики класса 9
- Решения NCERT для математики класса 9 Глава 1
- Решения NCERT для математики класса 9, глава 2 Решения NCERT
- для математики класса 9, глава 3
- Решения NCERT для математики класса 9, глава 4
- Решения NCERT для математики класса 9, глава 5 Решения NCERT
- для математики класса 9, глава 6
- Решения NCERT для математики класса 9 Глава 7 Решения NCERT
- для математики класса 9 Глава 8
- Решения NCERT для математики класса 9 Глава 9
- Решения NCERT для математики класса 9 Глава 10 Решения NCERT
- для математики класса 9 Глава 11 Решения
- NCERT для математики класса 9 Глава 12 Решения NCERT
- для математики класса 9 Глава 13
- NCER Решения T для математики класса 9 Глава 14
- Решения NCERT для математики класса 9 Глава 15
- Решения NCERT для науки класса 9
- Решения NCERT для науки класса 9 Глава 1
- Решения NCERT для науки класса 9 Глава 2
- Решения NCERT для науки класса 9 Глава 3
- Решения NCERT для науки класса 9 Глава 4
- Решения NCERT для науки класса 9 Глава 5
- Решения NCERT для науки класса 9 Глава 6
- Решения NCERT для науки класса 9 Глава 7
- Решения NCERT для науки класса 9 Глава 8
- Решения NCERT для науки класса 9 Глава 9
- Решения NCERT для науки класса 9 Глава 10
- Решения NCERT для науки класса 9 Глава 12
- Решения NCERT для науки класса 9 Глава 11
- Решения NCERT для науки класса 9 Глава 13 Решения NCERT
- для науки класса 9 Глава 14
- Решения NCERT для научного класса 9 Глава 15
.
Как согнуть стальную пластину — Строй Обзор
Содержание
- Гибка полосы при помощи тисков
- Гибка полосы в кольцо
- Гибка полосы на ребро
- Технология гибки – основные сведения
- Как выполнить гибку под прямым углом
- Как изготовить листогибочный станок самому
- Сгибание металлического листа при помощи молотка
- Изготовление трубы без применения станка
- Ручная гибка полосового металла
- Гибка под прямым углом
- Гибка под острым углом
- Изготовление скоб и хомутов
- Гибочное соединение
- Гибка на ребро
При работе с металлом часто приходится иметь дело с изготовлением изделий из стальной полосы — скоб, хомутов, кронштейнов. Но как согнуть металлическую полосу без потери прочности и добиться необходимой точности конфигурации знают не все. Тем не менее, это достаточно простая операция, которая не требует инструментов особой сложности. Только в случае гибки полосы на ребро необходимо довольно сложное приспособление, которое самому изготовить непросто.
Но как согнуть металлическую полосу без потери прочности и добиться необходимой точности конфигурации знают не все. Тем не менее, это достаточно простая операция, которая не требует инструментов особой сложности. Только в случае гибки полосы на ребро необходимо довольно сложное приспособление, которое самому изготовить непросто.
Гибка полосы под углом (60, 90, 120 0 …) в сторону плоскости производится на обычных слесарных тисках, если требуется изготовить единичное изделие или несколько штук. В случае мелкосерийного производства понадобится станок для гибки металлической полосы. При необходимости его можно сделать своими руками.
Гибка полосы при помощи тисков
Сначала рассмотрим вариант гибки на слесарных тисках под углом 90 0 . Для этого необходим брусок квадратного сечения из стали. Зажимаем полосу вместе с бруском таким образом, чтобы брусок находился со стороны неподвижной губки тисков и выступал над верхней кромкой на 1-2 см.
После того, как такой «сэндвич» будет крепко зажат, берем обычный молоток и легкими ударами загибаем полосу в сторону бруска. Если требуется, чтобы поверхность загиба не имела повреждений от ударов, то нужно использовать медную или латунную прокладку, по которой будем наносить удары молотком, а уже от нее усилие будет передаваться на полосу.
Если требуется, чтобы поверхность загиба не имела повреждений от ударов, то нужно использовать медную или латунную прокладку, по которой будем наносить удары молотком, а уже от нее усилие будет передаваться на полосу.
Таким образом можно согнуть полосу под любым углом, важно только подобрать опорный брусок с нужным углом среза. Без такой твердой опоры добиться нужного угла будет очень трудно.
Похожие операции производятся и при изготовлении хомутов, только в этом случае в роли матрицы используем толстостенную трубу или пруток нужного диаметра. Как и в случае с прямоугольной гибкой, удары молотком наносятся в сторону неподвижной губки тисков. Такая гибка полосы — процесс медленный и требует аккуратности.
Гибка полосы в кольцо
Более сложная операция — гибка полосы на кольцо. Здесь необходим небольшой и несложный в изготовлении станок, например, как показанный на видео . Он состоит из опорной плиты на которой закреплены три ролика — два опорных и один приводной, на рукоятке длиной 30-40 мм. Приводной ролик может перемещаться вдоль горизонтальной оси и прижимать полосу к опорным. Один из опорных роликов должен иметь возможность сдвигаться перпендикулярно направлению прижима. Таким образом регулируется диаметр получаемого кольца.
Приводной ролик может перемещаться вдоль горизонтальной оси и прижимать полосу к опорным. Один из опорных роликов должен иметь возможность сдвигаться перпендикулярно направлению прижима. Таким образом регулируется диаметр получаемого кольца.
Полоса помещается между роликов и прижимается с помощью винтового механизма. При вращении приводного ролика полоса начинает двигаться между ним и опорными и загибаться в сторону привода. После полного прохода полосы получается практически идеальное кольцо. Если сделать рукоятку телескопической, чтобы можно были сделать длиннее плечо, то можно выполнять гибку на кольцо полосы практически любой толщины без особых физических усилий.
Такой самодельный станок для гибки полосы практически ничем не отличается от заводского. При правильном выборе металла для роликов и прижимного устройства, мелкосерийное производство, например для изготовления декоративных оград, ворот или каркасов козырьков и навесов, возможно даже в домашнем гараже, не говоря уже о слесарной мастерской.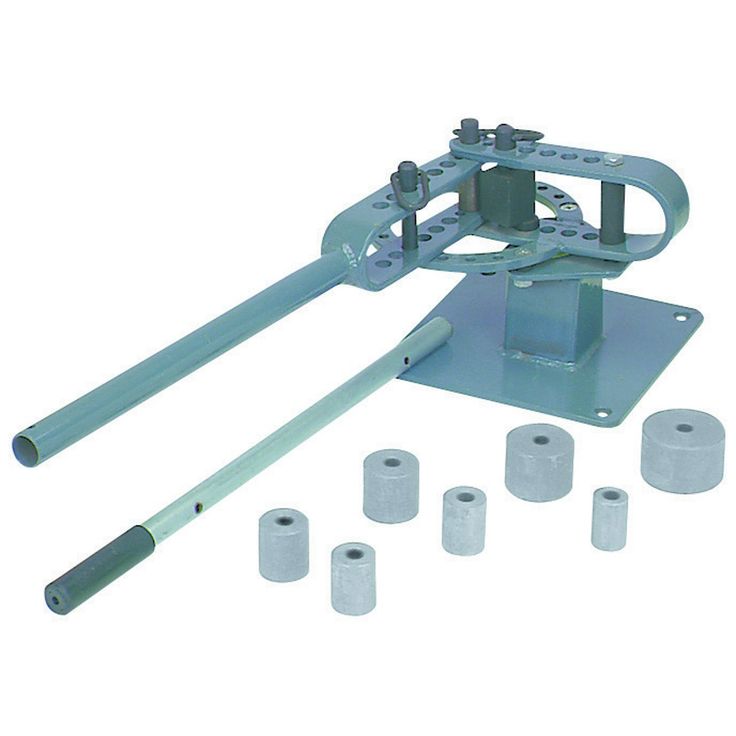
Гибка полосы на ребро
Сложнее сделать станок для гибки на ребро. При изготовлении металлического декора такая операция требуется довольно часто. Принцип действия такого приспособления похож на описанный выше, но гибка стальной полосы на ребро требует значительно больших усилий, поэтому прижимной ролик не вращается , а движется на рычаге возвратно-поступательно. Кроме того, на линии подачи полосы необходимо установить прижимное устройство, чтобы полоса удерживалась в нужном положении. Этим приспособлением может служить обычная прижимная колодка на болтах или шпильках с прорезью, сквозь которую и будет проходить полоса.
Если гибка производится часто на полосах различной ширины, то нужно сделать несколько колодок с прорезями, соответствующими тому калибру, который обрабатывается. Но самодельный инструмент, при всей своей привлекательности и дешевизне, все же уступает промышленному, функционал которого значительно выше.
Ручной инструмент производится в виде универсальных приспособлений, в которых только меняются насадки и рычаги, или в виде целых наборов, где каждый механизм выполняет только одну, максимум две функции. Примером такого комплекта может служить «Холодная ковка» промышленного изготовления.
Примером такого комплекта может служить «Холодная ковка» промышленного изготовления.
Инструменты для гибки металлической полосы промышленного изготовления имеют перед самодельными то преимущество, что сделаны они из специальных марок стали и при гибке заготовок достаточно большой толщины не будут деформироваться. Они легко настраиваются на необходимые размеры и не требуют изготовления новых оправок и матриц каждый раз, когда необходимо изменить диаметр или угол загиба.
При этом их стоимость не слишком высока даже для домашнего мастера. Поиск необходимых деталей для самодельного станка, сборка, подгонка и настройка будет стоить не намного меньше, даже в случае надлежащей слесарной квалификации. Если не покупать самые дешевые инструменты, то работать станки для гибки будут на протяжении десятилетий.
В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
При изготовлении подобных изделий необходимо придать плоской заготовке необходимую пространственную форму. Советы опытных мастеров, как загнуть лист металла в домашних условиях, позволят изготавливать конструкции хорошего качества, которые прослужат долгое время.
Технология гибки – основные сведения
Сгибание металла выполняют без сварочных швов, что позволяет избежать коррозии в дальнейшем и получить изделие повышенной прочности. Деформация не требует значительных усилий и выполняется, как правило, в холодном состоянии.
Исключение составляют твердые материалы, вроде дюрали или углеродистых сталей. Технология гибки листового металла разрабатывается соответственно поставленным задачам в таких вариантах, как:
Отдельный случай – сгибание с растяжением. Данную технологию применяют при изготовлении деталей с большими радиусами гибки, небольшого диаметра. При изготовлении деталей своими руками, процесс сочетают с такими операциями, как резка или пробивка.
Для обработки в домашних условиях хорошо подходят мягкие виды металлов и сплавов, такие как латунь, медь, алюминий. Изготовление изделий методом сгибания выполняется на вальцовочных или роликовых станках, либо вручную.
Последняя процедура довольно трудоемкая. Гибку производят при помощи плоскогубцев и резинового молотка. Если лист небольшой толщины, используют киянку.
Как выполнить гибку под прямым углом
Для сгибания скобы из металлического листа потребуется набор инструментов и приспособлений, состоящий из:
- тисков,
- молотка,
- электропилы,
- бруска,
- оправы.
Длина полоски изготавливается по схеме, с тем расчётом, что на каждый загиб должен приходиться запас по 0,5 мм, плюс еще миллиметр на сгибы с обеих сторон. Заготовку помещают в тиски с угольниками. Зажимая её по линии сгиба, обрабатывают молотком.
После этого будущую скобу разворачивают в тисках, зажимают оправой и бруском, формируют другую сторону. Заготовку вытаскивают, отмеряют необходимую длину сторон, выполняя загибы по низу.
Заготовку вытаскивают, отмеряют необходимую длину сторон, выполняя загибы по низу.
Треугольником сверяют правильность угла, подправляя молотком неточности. При выполнении обеих операций, заготовку поджимают бруском и оправой. Готовую скобу подпиливают до нужного размера.
Как изготовить листогибочный станок самому
Для придания металлу нужной конфигурации, жестянщики используют листогиб. Но как поступить мастеру, у которого специального оборудования под рукой нет?
На деле вопрос, как гнуть листовой металл в домашних условиях, решается просто. Достаточно использовать собственную смекалку и элементарные приспособления, чтобы изготовить простенький станок.
Чтобы изготовить сгибатель для металлического профиля, потребуются:
- двутавровая балка 80 мм,
- крепеж (болты),
- петли,
- уголок 80 мм,
- струбцины,
- пара рукояток.
Понадобится также аппарат для сварки и устойчивый стол, на котором закрепляют готовый станок.
Основу устройства составляет двутавровая балка, к которой двумя болтами прикручивают уголок, удерживающий заготовку в процессе сгибания. Под него методом сварки крепятся три дверные петли. Вторую их часть приваривают непосредственно к уголку.
Чтобы станок легко поворачивался во время сгибания листового металла, к нему с двух сторон приделывают ручки. Струбцинами готовый станок крепят к столу. Перед укладкой заготовки уголок откручивают или приподнимают. Лист прижимают, выравнивают по краю и загибают, поворачивая станок за рукояти. Самодельное устройство годится только для обработки заготовок незначительной толщины.
Сгибание металлического листа при помощи молотка
Для того чтобы выполнить гибку листа толщиной до 1,2 мм под прямым углом, используют простейшие инструменты – плоскогубцы (струбцины) и резиновый молоток.
Обработку производят на ровном деревянном бруске. Линию сгиба прочерчивают при помощи карандаша и линейки. Затем лист зажимают плоскогубцами так, чтобы их концы пришлись точно на линию разметки.
Затем лист зажимают плоскогубцами так, чтобы их концы пришлись точно на линию разметки.
Край постепенно отгибают вверх, продвигаясь вдоль сгиба. После того, как угол приблизится к 90 градусам, лист помещают на брусок и при помощи молотка окончательно выравнивают.
Таким образом изготавливают узкие детали, например кромки из жести.
Совет: резиновый или деревянный молоток используют, чтобы на металле не образовались вмятины. Если сгибание выполняется обычным инструментом, в качестве прокладки нужно взять текстолитовую пластину.
Сгибание листа толщиной до 2 мм удобно проводить на рабочем столе. Металл располагают так, чтобы линия разметки приходилась на кромку. Под обрабатываемый материал подкладывают стальной уголок.
Лист зажимают в тисках при помощи двух деревянных брусков. Сгибание производят при помощи молотка, простукивая металл от одного конца к другому. Край листа при этом направляют вниз так, чтобы в итоге он полностью лег на закрепленный по краю стола уголок. Этим способом изготавливают изделия любой ширины, в том числе ящики или мангалы.
Этим способом изготавливают изделия любой ширины, в том числе ящики или мангалы.
Изготовление трубы без применения станка
Домашние умельцы изобрели массу способов сгибания металлического листа в трубу без применения станка.
Предлагаем рассмотреть простейший вариант с использованием походящей по размерам болванки. Изготавливают её из старой трубы подходящего диаметра.
Лист металла раскладывают на полу, отрезают от него кусок нужной длины. Чтобы определить нужный размер, требуемый диаметр трубы умножают на 3,14 и прибавляют 30 мм на шов.
К болванке с двух сторон приваривают перпендикулярно одна к другой по паре трубок. В их отверстия должен свободно вставляться лом.
Рекомендация мастера: способом сгибания металлического листа при помощи болванки удобно изготавливать трубы не более метра в длину.
Чтобы воспользоваться приспособлением, потребуются усилия трех человек.
Всю длину листа скручивают таким способом, оставшийся край подбивают молотком. Шов закрепляют при помощи сварки.
Нужно учесть, что радиус сгиба листового металла зависит от его толщины и способа изготовления. Горячекатаная сталь больше подходит для труб, из холодного проката изготавливают профильные изделия.
На нашем сайте продолжается серия статей, посвящённая обработке металла. О том, как листы и рулоны из состояния поставки распускаются на полосы (штрипсы), мы рассказывали в статье «Линии продольной резки металла».
Гибка металла производится на специализированном оборудовании или вручную. Как это происходит на импортном оборудовании, мы рассказывали на примере продукции итальянского станкостроительного концерна «WARCOM». Об использовании для этих целей отечественных листогибов мы рассказывали в статье о Липецком листогибочном заводе.
Сегодня расскажем о ручной гибке полосового металла.
Ручная гибка полосового металла
Ручная обработка металлических полос – это трудоёмкая операция, в большинстве случаев требующая специальной подготовки рабочего и соответствующего инструмента. Эту операцию выполняет слесарь на специально оборудованном рабочем месте:
- слесарный верстак, оснащённый соответствующими тисками;
- набор слесарного инструмента.
Рассмотрим несколько несложных операций с полосовым металлом.
Гибка под прямым углом
Полосовую сталь будем гнуть в слесарных тисках. Заготовку устанавливаем (зажимаем) в тиски.
Выполняем это таким образом, чтобы сторона с риской места гиба была обращена к неподвижной губке тисков (от рабочего). При этом риска должна быть выше губки тисков примерно на 0,5 мм. Удары молотком следует наносить в направлении неподвижной губки тисков. Во избежание получения травмы (в случае отпружинивания заготовки), слесарь, при выполнении этой операции, не должен располагаться на траектории движения молотка.
Гибка под острым углом
В этом случае используется оправка, имеющая требуемый угол. Она устанавливается в тиски вместе с заготовкой, как указано на рисунке (высокой стороной к заготовке). Заготовка деформируется ударами молотка до касания скоса оправки.
Изготовление скоб и хомутов
Для изготовление скобы следует применить брусок-оправу, толщина которого будет ровна проёму скобы. Далее, следует закрепить в тисках, как указано на рисунке, полосу с оправкой и изогнуть сначала одну сторону, а потом – другую.
Изготовление скоб и хомутов.
Для изготовления хомута следует оправу закрепить в тисках и на ней изогнуть полосу (смотри рисунок). Затем, отогнуть концы хомута, оснастку освободить из тисков и на столе верстака придать молотком детали окончательную форму.
Удары молотком не следует наносить по самому хомуту, чтобы не оставить на нем царапины, забои и вмятины. Их следует осуществлять через медную пластинку небольшой толщины, т. к. она хорошо перераспределит усилие удара.
Гибочное соединение
Полосовую гибку широко применяют при гибочных соединениях деталей. Соединение может быть полностью гибочным, как показано на рисунке. Здесь крепежное усилие создается изгибом одной детали (часто деформируются все соединяемые детали).
В целом ряде случаев, полосовая гибка играет вспомогательную роль. Она может, например, усиливать резьбовое соединение.
Примеры гибочных соединений.
На рисунке примеры полосовой гибки и усиления резьбового соединения гайка-болт: шплинт и стопорная шайба.
Гибка на ребро
Операция выполняется на роликовом станке, изображённом на рисунке.
Гибка стальной полосы «на ребро».
Следует учитывать две особенности этого станка:
- верхняя направляющая бруска основания должна иметь паз, точно соответствующий размеру деформируемой металлической полосы;
- рабочий ролик и верхнюю часть полосы необходимо смазывать консистентной смазкой.
Таковы основные несложные приёмы ручной гибки полосового металла.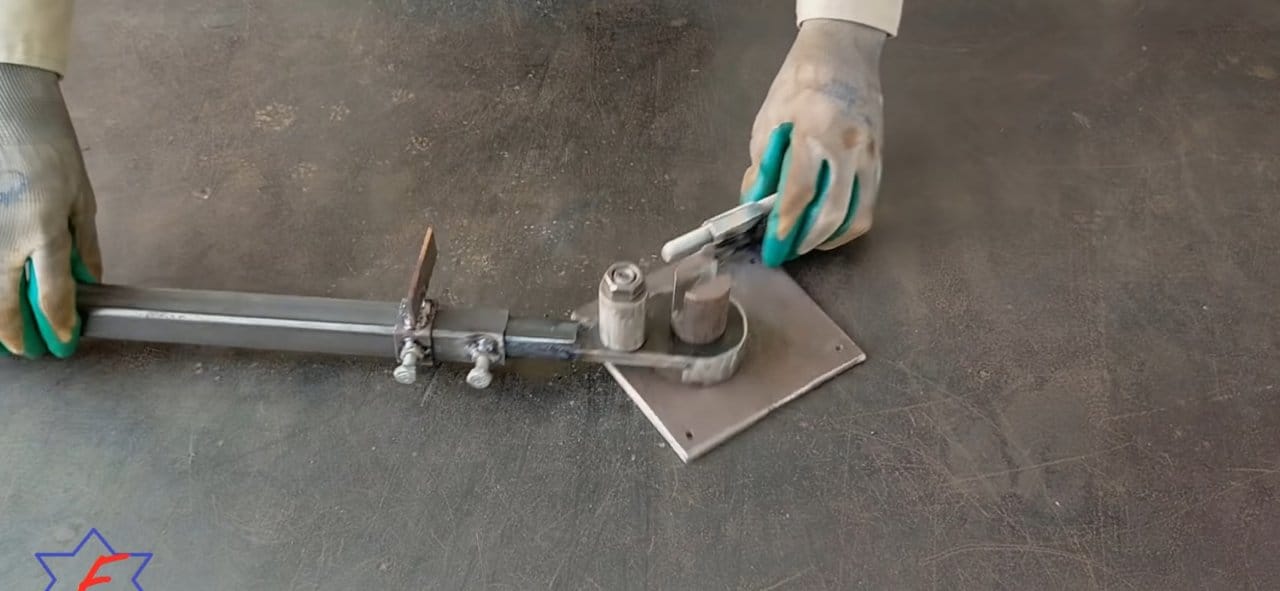
По указанным здесь адресам вы можете выбрать и приобрести станок для гибки металла.
Как согнуть стальной уголок: tvin270584 — LiveJournal
Гибка стальных уголков, по радиусу или в определенный угол, востребованный технологический процесс, позволяющий изготовить изделия заданных форм и параметров при помощи механического воздействия. Полученные заготовки широко используются в строительстве и становятся неотъемлемым элементом каркасов или металлоконструкций. В статье мастер сантехник расскажет, как это сделать.
Способы гибки уголка
Гибка уголка — это технологический процесс получения различных изделий заданных параметров и необходимых форм путем механического воздействия, в том числе на специальном профилегибочном оборудовании.
Получаемые при сгибании металлического уголка изделия находят широкое применение в различных сферах строительства. Они позволяют создавать надежные каркасы и различные металлоконструкции, которые способны при своей внешней легкости выдерживать значительные нагрузки.
Применяют несколько основных способов получения из металлического уголка конструкций заданной формы и профиля, а именно различают:
- Холодное сгибание;
- Горячее сгибание;
- Придание формы с помощью разрезания, сгибания и сварки готового изделия.
Холодное сгибание металлического уголка, в свою очередь, разделяется на:
- Свободную гибку — это когда уголок сгибают без применения специального оборудования;
- Сгибание с помощью вальцовочного механизма на специализированном профилегибочном станке.
Применение холодной гибки металлического уголка, в отличие от других способов, имеет определенные преимущества, а именно:
- Это наименее затратный метод придания металлу заданной формы, при этом не требуется использования дополнительного оборудования для разогрева, резки, сварки и последующей обработки металла;
- Получаемый в итоге каркас имеет большую прочность, так как при этом исключаются возможные дефекты, характерные при применении разогрева, резки и сварки;
- Готовые конструкции гарантированно служат больший срок из-за того, что при обработке сохраняется целостность структуры металлического профиля;
- Снижается вероятность возникновения очагов коррозии металла со временем.
Сгибание уголка по радиусу
Гибка металлического уголка по радиусу достаточно сложная технологическая операция, так как любое сгибание — это одновременное сжимание внутреннего и растягивание внешнего слоя металла, а, в случае с профилем в виде уголка, такие процессы никак не могут протекать равномерно, что будет сопровождаться попыткой продольного смещения одного из этих слоев.
Непосредственно для металлического уголка применяют два основных способа сгибания в плоскости профиля — это когда одна из полок лежит в вертикальной плоскости, а другая в горизонтальной и ее сгибание будет:
- Вовнутрь радиуса кривизны деформации, при этом она будет сильно сжиматься;
- Наружу радиуса кривизны деформации, соответственно, она будет растягиваться.
Холодное сгибание металлического уголка методом вальцовки на специальном профилегибочном оборудовании позволяет согнуть как стальной уголок, так и профиль из алюминия, получая при этом изделия практически любого радиуса с идеальной формой.
Видео
В сюжете – Как согнуть уголок по радиусу
Стоит иметь в виду, что как для горячего, так и холодного способа сгибания существуют предельные величины радиусов, которые напрямую зависят от размера полок уголка и его толщины. Так, можно упрощенно рассчитать радиус, на который допустимо загибать уголок, согласно следующим значениям:
- Допустимый радиус для равнополочного уголка должен составлять минимальные 45 размеров ширины полки;
- Для неравнобокового профиля допустимый радиус не может быть меньше 45 размеров ширины полки для большей полки и 50 — для меньшей.
Но лучше и проще руководствоваться значениями, которые приведены в таблицах.
Как согнуть уголок в кольцо
Для этого лучше всего воспользоваться горячим способом обработки металла. А вот добиться заданного радиуса можно только с помощью заранее приготовленного шаблона. Предварительно нагреваем металл и начинаем равномерно огибать шаблон, при этом горизонтальную полку необходимо править во время всего процесса сгибания с помощью кувалды или молота, в противном случае полки не сохранят изначальный угол в 90 градусов между собой.
Нагревать металл необходимо до половины значения температуры его плавления, так, к примеру, алюминиевый уголок придется нагреть как минимум до 250⁰ С, а стальной профиль — до 600⁰ С. Для этого вам понадобится горелка на природном газе или бензиновая паяльная лампа, а лучше всего воспользоваться сварочным ацетиленовым резаком, если уголок большого размера.
С помощью болгарки и сварочного аппарата тоже можно согнуть стальной уголок в кольцо, но для этого необходимо произвести достаточно точные расчеты, разметить и расчертить удаляемые сектора, согнуть и заварить швы.
К сожалению, как бы вы ни старались, в этом случае получиться круг в виде округлого многогранника.
Под 90⁰
Практически все постройки имеют прямоугольную форму, поэтому самое частое действие с уголками — это необходимость их загнуть под 90⁰.
Согнуть уголки под 90⁰ для будущего каркаса достаточно просто. Сначала надо сделать в месте будущего сгиба развертку. Для этого на одной из полок отмечаем два угла в разные стороны от нормали по 45⁰ каждый и вырезаем их болгаркой. Аккуратно и медленно гнем уголок и свариваем место реза электросваркой, при этом рекомендуется предварительно нагреть место сгиба, чтобы вторая полка во время сгибания не треснула и не сломалась.
Для этого на одной из полок отмечаем два угла в разные стороны от нормали по 45⁰ каждый и вырезаем их болгаркой. Аккуратно и медленно гнем уголок и свариваем место реза электросваркой, при этом рекомендуется предварительно нагреть место сгиба, чтобы вторая полка во время сгибания не треснула и не сломалась.
Допустимые расчетные размеры для того, чтобы правильно разметить и согнуть металлические уголки под 90⁰, приведены в таблице:
Видео
В сюжете – Как идеально согнуть любой уголок
В продолжение темы посмотрите также наш обзор Как заварить трубу с течью
Источник
https://santekhnik-moskva.blogspot.com/2020/12/Kak-sognut-stalnoy-ugolok.html
Гибка латунных полос в полукруг
Субмашина
Зарегистрировано
- #1
Я пытаюсь согнуть латунные полоски шириной 1 дюйм (толщиной до 0,090) и длиной 6 дюймов в полукруг диаметром 1 дюйм. Изгиб должен быть близко к середине 6-дюймовой полосы с 2-3-дюймовыми несогнутыми концами с каждой стороны. Это для верхней секции, удерживающей цапфы на маленькой пушке.
С большим трудом и молотком я согнул нижние. Не идеально.
Я сделал своего рода форму верхней части из дерева. Я тогда использовал различные зажимы в качестве пресса и получил там 80%.
Идеи, как это сделать? (Если мне нужно купить инструмент, приложите инструкции о том, как провезти его контрабандой мимо моей жены)
просто старый ал
Торговец Хаосом
- #2
Вы уже на полпути к идее формы. Одна из вещей, которые я сделал для своего гидравлического пресса, — это приспособление для гибки прямых углов — обработанный стальной блок с V-образным вырезом и соответствующий нож. Один крепится к гидроцилиндру пресса, а другой устанавливается на стол.
При наличии инструментов (тисков и т. п.) вы можете легко сделать это с деревянными шпангоутами. Просто не забудьте прижать соединение сильнее, чтобы обеспечить упругость до нужного вам размера 1 дюйм.
Джим Доусон
Глобальный модератор
- #3
Изготовьте пуансон и матрицу нужной формы, затем с помощью большого молотка или пресса забейте пуансон и материал в матрицу. Просто кусок 1-дюймового круглого стержня — это все, что вам нужно для пуансона, матрица — это просто отверстие, просверленное в куске стали, а затем разрезанное пополам, чтобы создать полукруг.
Просто кусок 1-дюймового круглого стержня — это все, что вам нужно для пуансона, матрица — это просто отверстие, просверленное в куске стали, а затем разрезанное пополам, чтобы создать полукруг.
Субмашина
Зарегистрировано
- #4
как учесть пружинение.
просто старый Эл сказал:
Вы на полпути к идее формы. Одна из вещей, которые я сделал для своего гидравлического пресса, — это приспособление для гибки прямых углов — обработанный стальной блок с V-образным вырезом и соответствующий нож.
Один крепится к гидроцилиндру пресса, а другой устанавливается на стол.
Имея инструменты (тиски и т.п.), вы можете легко сделать это с деревянными шпангоутами. Просто убедитесь, что соединение плотно прижато, чтобы обеспечить упругость до нужного вам размера 1 дюйм.
Нажмите, чтобы развернуть…
как вы объясняете возврат пружины?
Я серьезно задумался о том, чтобы использовать свои дровоколы в качестве пресса.
RJSakowski
H-M Supporter — золотой член
- #5
Это должно быть относительно легко, так как у вас есть две ручки для работы. Я считаю, что мои наборы торцевых головок обеспечивают хороший ассортимент гибочных оправок. Я бы начал с более длинной полосы, чем требуется, и просто согнул ее вокруг гнезда или другого подходящего круглого материала и обрезал концы до конечной длины. Токарный станок обеспечит подходящее приспособление для вашей оправки, но тиски также подойдут. Если вы имеете дело с закаленной латунью или полутвердой латунью, латунь можно отжечь для облегчения гибки.
Я считаю, что мои наборы торцевых головок обеспечивают хороший ассортимент гибочных оправок. Я бы начал с более длинной полосы, чем требуется, и просто согнул ее вокруг гнезда или другого подходящего круглого материала и обрезал концы до конечной длины. Токарный станок обеспечит подходящее приспособление для вашей оправки, но тиски также подойдут. Если вы имеете дело с закаленной латунью или полутвердой латунью, латунь можно отжечь для облегчения гибки.
RJSakowski
H-M Supporter — золотой член
- #6
Если вы испытываете пружинение, уменьшите диаметр оправки и изгиб, чтобы компенсировать это.
Джим Доусон
Глобальный модератор
- #7
Я использовал дровокол для пресса, работает очень хорошо. У меня есть 7-тонный электрический пресс, который я переоборудовал в пресс для протяжки/ломки мелких предметов, и я только что купил 25-тонный бензиновый, который будет выполнять двойную функцию в качестве раскалывающего бревна и сборочного пресса для продукта, который мы производим.
Чрезмерный изгиб не требуется, если вы достаточно сильно вдавите пуансон в матрицу. Он немного растягивает металл и держит форму.
Ал 1
Зарегистрировано
- #8
Субмашина, Делались на 20-тонном прессе по полукругу и стержню. Вам могут понадобиться прокладки при приложении давления.
Вам могут понадобиться прокладки при приложении давления.
Сделайте несколько упражнений. Ал.
Субмашина
Зарегистрировано
- #9
Ал 1 сказал:
Submachine, Делались на 20 тонном прессе по полукругу и штанге. Вам могут понадобиться прокладки при приложении давления.
Сделайте несколько упражнений. Посмотреть вложение 283474 Ал.Нажмите, чтобы развернуть…
Хорошая пушка. Он определенно выглядит так, как будто его сделал слесарь. .. очень красиво
.. очень красиво
Проблема, с которой я столкнулся при использовании всех методов, заключается в повторяемости. Я думаю, проблема в том, что я использую 1-дюймовую матрицу и 1/2-дюймовый пуансон. Должен ли я разрезать 1-дюймовый стержень вдоль пополам и использовать его?
Джим Доусон
Глобальный модератор
- #10
Я бы не стал резать планку, просто оставил бы как есть. Но матрица должна иметь правильный радиус для детали. При внутреннем диаметре 1 дюйм и толщине материала 0,090 радиус матрицы должен составлять 0,590 дюйма (внутренний диаметр + толщина материала)
VEVOR UB-100 Ручной универсальный гибочный станок для плоских стальных арматурных стержней Угловой утюг 120-градусный сверхмощный гибочный станок для металлических стержней в горячем и холодном состоянии со съемным гибочным рычагом Ленточная сталь, плоская сталь, круглая сталь
Универсальный гибочный станок 120°
0,3″-1,2″ Диапазон размеров, горячая и холодная гибка и съемный рычаг
Этот универсальный угловой гибочный станок с широкой опорной базой изготовлен из высококачественной, сверхпрочной стали, обеспечивающей стабильность и длительный срок службы.
 Он может сгибаться до 120 градусов. Этот гибочный станок предназначен для плоского, круглого, квадратного и уголкового проката и является идеальным инструментом для дома, ремонтных и металлообрабатывающих мастерских.
Он может сгибаться до 120 градусов. Этот гибочный станок предназначен для плоского, круглого, квадратного и уголкового проката и является идеальным инструментом для дома, ремонтных и металлообрабатывающих мастерских.1,2 дюйма с изгибающей мощностью
120 ° Угол изгиба
Горячий и холодный изгиб
Стабильная сталь
Тесное оборудование и инструменты. специализируется на оборудовании и инструментах.Вместе с тысячами мотивированных сотрудников, VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам.Сегодня VEVOR заняла рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Premium Tough Quality
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24 часа в сутки 7 дней в неделю в оборудовании и инструментах.
 Наряду с тысячами мотивированных сотрудников, VEVOR стремится предоставить нашим клиентам надежное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Наряду с тысячами мотивированных сотрудников, VEVOR стремится предоставить нашим клиентам надежное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.Почему выбирают ВЕВОР?
- Premium Tough Quality
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24/7
Макс. Толщина материала 1,2 дюйма (30 мм). Максимальная ширина: 4 дюйма (100 мм). до 120 градусов
Горячая гибка и холодная гибка
Максимальный размер горячей гибки: листовая сталь 4 x 0,59 дюйма (100 x 15 мм), круглая сталь 1,2 дюйма (30 мм), квадратная сталь 1,2 x 1,2 дюйма (30 x 30 мм), угловая сталь 1,2 “x0,5″ (100×12 мм). Холодная гибка: листовая сталь 4″x0,59″ (100×15 мм), круглая сталь 0,7″ (18 мм), квадратная сталь 0,6″ x 0,6″ (16×16 мм) и угловая сталь 2,4″ x 0,3” (60х8мм).
Съемный гибочный рычаг
Оснащен длинным гибочным рычагом для легкой работы. Ручка разбирается на 2 части для удобства транспортировки и хранения.
Высшее качество
Инструмент изготовлен из сверхпрочной стали, способной повысить стабильность при работе. Широкое основание также обеспечивает более надежную опору.
Широкое применение
Подходит для гибки под углом или по кругу плоского, круглого, углового и квадратного стального проката. Инструмент идеально подходит для дома, ремонтных мастерских и слесарных мастерских.
Технические характеристики
Материал: Сталь
Прочность на изгиб в горячем состоянии
Плоская сталь: 4 x 0,59 дюйма (100 x 15 мм)
Круглая сталь: 1,2 дюйма (30 мм)
Угловая сталь: 1,2 x 0,5 дюйма (100 x 12 мм)
Способность к изгибу в холодном состоянии
Плоская сталь: 4 дюйма x 0,59 дюйма (100 x 15 мм)
- мм (круглая сталь: 1002.
 11) )
11) ) Квадратная сталь: 0,6″ x 0,6″ (16×16 мм)
Угловая сталь: 2,4″ x 0,3″ (60×8 мм)
Угол изгиба: 0-120 градусов
Содержание пакета
1 X Metal Bender
1 X Bending Lark Меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников, VEVOR стремится предоставить нашим клиентам надежное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Premium Tough Quality
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24 часа в сутки 7 дней в неделю в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников, VEVOR стремится предоставить нашим клиентам надежное оборудование и инструменты по невероятно низким ценам.
 Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.Почему выбирают ВЕВОР?
- Премиальное качество жесткого качества
- Невероятно низкие цены
- Fast & Secure Delivery
- 30-дневные бесплатные доходы
- 24/7 Внеляемое обслуживание
120 ° Universal Bender
0,3 “-1,2” Размер и горячий Холодная гибка со съемным рычагом
- Этот универсальный угловой гибочный станок с широкой опорной базой изготовлен из высококачественной сверхпрочной стали, обеспечивающей стабильность и длительный срок службы. Он может сгибаться до 120 градусов. Этот гибочный станок предназначен для плоского, круглого, квадратного и уголкового проката и является идеальным инструментом для дома, ремонтных и металлообрабатывающих мастерских.
- 1,2″ Изгибающая способность
- Угол изгиба 120°
- Горячая и холодная гибка
- Стабильная стальная конструкция
Максимальный размер изгиба 1,2″
Гибочный станок может легко и плавно сгибать толщину до 30 мм (максимум 1,2 дюйма) материал.
 Максимальная ширина: 4 дюйма (100 мм).
Максимальная ширина: 4 дюйма (100 мм).Способность к изгибу на 120 градусов
Этот металлический гибочный станок оснащен циферблатом для более точного изгиба. Диапазон угла изгиба может достигать 120 градусов.
Горячая гибка и холодная гибка
Максимальный размер горячей гибки: листовая сталь 4″x0,59″(100×15 мм), круглая сталь 1,2″(30 мм), квадратная сталь 1,2″x1,2″(30×30 мм), угловая сталь 1,2″x0,5″(100×12 мм) ) Холодная гибка: плоская сталь 4 “x 0,59” (100×15 мм), круглая сталь 0,7 “(18 мм), квадратная сталь 0,6″ x 0,6” (16×16 мм) и угловая сталь 2,4 “x 0,3” (60×8 мм).
Съемный гибочный рычаг
Оснащен длинным гибочным рычагом для легкой работы. Ручка разбирается на 2 части для удобства транспортировки и хранения.
Высшее качество
Инструмент изготовлен из сверхпрочной стали, способной повысить стабильность при работе. Широкое основание также обеспечивает более надежную опору.
Широкое применение
Подходит для гибки под углом или по кругу плоского, круглого, углового и квадратного стального проката.
 Инструмент идеально подходит для дома, ремонтных мастерских и слесарных мастерских.
Инструмент идеально подходит для дома, ремонтных мастерских и слесарных мастерских.Содержимое упаковки
- 1 гибочный рычаг для металла
- 1 гибочный рычаг
- 5 матриц
Технические характеристики
- Материал: сталь
- Способность к изгибу в горячем состоянии
- Плоская сталь: 4″x0,59″ (100×15 мм)
- Круглая сталь: 1,2″(30 мм) Квадратная сталь
- .2. 2 дюйма (30 x 30 мм)
- Угловая сталь: 1,2 x 0,5 дюйма (100 x 12 мм)
- Способность к изгибу в холодном состоянии
- Плоская сталь: 4 дюйма x 0,59 дюйма (100 x 15 мм)
- Круглая сталь: 0,7 дюйма (18 мм)
- Квадратная сталь: 0,6″ x 0,6″ (16×16 мм)
- Угловая сталь: 2,4″ x 0,3″ (60×8 мм)
- Угол изгиба: 0-120 градусов
Как согнуть алюминиевый лист радиусом 2 дюйма, чтобы сделать корпус из металлической коробки?
- Форум
- Сварочные веб-дисциплины
- Машины – инструменты и методы резки
- Как согнуть алюминиевый лист радиусом 2 дюйма, чтобы сделать корпус из металлической коробки?
01-12-2014 #1
Как согнуть алюминиевый лист радиусом 2 дюйма, чтобы сделать металлический корпус?
Я хочу сделать корпус металлической коробки из алюминиевого листа толщиной 3/32 дюйма.

окончательная коробка будет размером примерно 1,5×2 фута (с глубиной 0,5 фута) с углами радиусом 2 дюйма.
размер листового металла будет 0,5 х 8 дюймов, что вполне приемлемо. его нужно будет согнуть по четырем углам, а затем выполнить один сварной шов, чтобы соединить их.
это простая иллюстрация того, как это будет выглядеть. В него поместится планшетный компьютер и камера.
Я провел небольшое исследование:
В этой теме показан ОГРОМНЫЙ компактный металлический гибочный станок. Наверное, слишком дорого для этого проекта.
http://weldingweb.com/vbb/showthread.php…ghlight=радиус
этот форум предлагает сделать несколько крошечных изгибов на тормозе
http://www.practicalmachinist.com/vb…al-bend-88436/
Есть, конечно, возможность отправить его в магазин, где есть радиусный тормоз, и он может сделать это за 10 минут, но я не смог его найти.Я подумывал о том, чтобы взять портовый грузовой компактный гибочный станок и разрезать его пополам, а затем увеличить «устье» или очаг, или как вы там это называете, высоту, чтобы я мог поместить в него 6-дюймовую полосу металла.
 Круглая матрица для радиусом, вероятно, может быть дерево, ПВХ или сталь DOM, так как мне нужно будет сделать только около 10 коробок, что составляет 40 изгибов на легком алюминии
Круглая матрица для радиусом, вероятно, может быть дерево, ПВХ или сталь DOM, так как мне нужно будет сделать только около 10 коробок, что составляет 40 изгибов на легком алюминии. Кусок дерева или пластика радиусом 2 дюйма на конце и посмотрите, что из этого получится.
есть еще идеи?
Ответить с цитатой
01-12-2014 #2
Re: Как согнуть алюминиевый лист радиусом 2 дюйма, чтобы сделать металлический корпус?
Я использую трубы разного размера для таких радиусных изгибов.
 Зажмите материал и трубу в тисках и согните вокруг трубы.
Зажмите материал и трубу в тисках и согните вокруг трубы.Ответить с цитатой
01-12-2014 #3
Re: Как согнуть алюминиевый лист радиусом 2 дюйма, чтобы сделать металлический корпус?
http://www.pirate4x4.com/forum/shop-…l#post13325981
ЧТОБЫ ИЗОБРЕТАТЬ, НУЖНО ХОРОШЕЕ ВООБРАЖЕНИЕ И КУЧА ХАРАКТЕРА” – ТОМАС ЭДИСОН
Большую часть времени люди не видят качество хорошей работы, а видят плохую! -Скотт ЭсплинОтветить с цитатой
01-12-2014 #4
Re: Как согнуть алюминиевый лист радиусом 2 дюйма, чтобы сделать металлический корпус?
//////
Последний раз редактировалось T E B; 12.
 01.2014 в 12:01.
01.2014 в 12:01.ЧТОБЫ ИЗОБРЕТАТЬ, НУЖНО ХОРОШЕЕ ВООБРАЖЕНИЕ И КУЧА ХАРАКТЕРА” – ТОМАС ЭДИСОН
Большую часть времени люди не видят качество хорошей работы, а видят плохую! -Скотт ЭсплинОтветить с цитатой
01-12-2014 #5
Re: Как согнуть алюминиевый лист радиусом 2 дюйма, чтобы сделать металлический корпус?
Это мило и очень просто.
 но я думаю, что это будет работать только для двух углов одновременно, и тогда мне придется делать две сварки TIG вместо одной.
но я думаю, что это будет работать только для двух углов одновременно, и тогда мне придется делать две сварки TIG вместо одной.Ответить с цитатой
01-12-2014 #6
Re: Как согнуть алюминиевый лист радиусом 2 дюйма, чтобы сделать металлический корпус?
Вы могли бы сделать это с трубой внизу ???
ЧТОБЫ ИЗОБРЕТАТЬ, НУЖНО ХОРОШЕЕ ВООБРАЖЕНИЕ И КУЧА ХАРАКТЕРА” – ТОМАС ЭДИСОН
Большую часть времени люди не видят качество хорошей работы, а видят плохую! -Скотт ЭсплинОтветить с цитатой
01-12-2014 #7
Re: Как согнуть алюминиевый лист радиусом 2 дюйма, чтобы сделать металлический корпус?
http://www.
 jockeyjournal.com/forum/a…6&d=1197780176
jockeyjournal.com/forum/a…6&d=1197780176ЧТОБЫ ИЗОБРЕТАТЬ, НУЖНО ХОРОШЕЕ ВООБРАЖЕНИЕ И КУЧА ХАРАКТЕРА” – ТОМАС ЭДИСОН
Большую часть времени люди не видят качество хорошей работы, а видят плохую! -Скотт ЭсплинОтветить с цитатой
01-12-2014 #8
Re: Как согнуть алюминиевый лист радиусом 2 дюйма, чтобы сделать металлический корпус?
http://www.
 jockeyjournal.com/forum/s…+Tools&page=10 http://i45.photobucket.com/albums/f6…324_131848.jpg
jockeyjournal.com/forum/s…+Tools&page=10 http://i45.photobucket.com/albums/f6…324_131848.jpgЧТОБЫ ПРИДУМАТЬ, НУЖНО ХОРОШЕЕ ВООБРАЖЕНИЕ И КУЧА Хлама” – ТОМАС ЭДИСОН
Большую часть времени люди не видят качество хорошей работы, а видят плохую! -Скотт ЭсплинОтветить с цитатой
02-09-2014 #9
Re: Как согнуть алюминиевый лист радиусом 2 дюйма, чтобы сделать металлический корпус?
Вот что я сделал до сих пор: чтобы сделать этот киоск, который будет иметь камеру и 15,6-дюймовый ноутбук с сенсорным экраном внутри
, я взял лист AL толщиной 4×8 дюймов на 1/8 дюйма и отрезал кусок 1×8 дюймов.

Я отметил эту полосу листового металла, где должны быть все радиусные изгибы.
Окончательная форма должна была быть 16×28 дюймов с радиусом углов 4 дюйма.
Я поставил пропановую горелку на радиусные участки, чтобы прожечь их, но это заняло слишком много времени. поэтому я положил металлическую полосу на кухонную газовую плиту примерно на 10 минут на каждый угол. Дайте остыть в течение 30 минут после этого.
Примерно столько времени потребовалось, чтобы перманентный маркер стал чистым.В итоге у меня получилась трапециевидная форма размером 19 дюймов на 27–28 дюймов.
В конце концов я обрежу два конца и сварю их вместе. вкручивается в деревянную верхнюю поверхность.Как лучше всего улучшить окончательные размеры, чтобы они были ближе к желаемому?
Может быть, в следующий раз я сдвину 8-дюймовую круглую трубку примерно на дюйм к центру, чтобы учесть упругость материала?
любой совет приветствуется.Последний раз редактировалось AluminiumWelder; 09.02.2014 в 23:26.
Ответить с цитатой
02-09-2014 #10
Re: Как согнуть алюминиевый лист радиусом 4 дюйма, чтобы сделать металлический корпус?
Еще я подумал о том, чтобы просто взять часть этой 8-дюймовой круглой трубы, разрезать ее на четверти с помощью настольной пилы или лобзика и приварить ее к плоским полосам листового металла.
 Очевидно, что потребуется еще много сварки и шлифовки.
Очевидно, что потребуется еще много сварки и шлифовки.
ИЛИ, возможно, сделать внутреннюю коробку из полой трубы и приварить к ней изогнутый металлический лист, чтобы сохранить форму.Ответить с цитатой
10.02.2014 #11
Re: Как согнуть алюминиевый лист радиусом 4 дюйма, чтобы сделать металлический корпус?
Тормоз для листового металла хорошего размера сделает хороший радиус с серией изгибов небольшого градуса.

Miller xmt304, Miller S22 p12, Miier Maxstar SD, Miller 252 w 30A, Miller super32p12, Lincoln Ranger 9, Thermal Arc 181I с золотником, Hypertherm 10000, резаки Smith. Минидуга Esab 161lts.
Ответить с цитатой
11.02.2014 #12
Re: Как согнуть алюминиевый лист радиусом 2 дюйма, чтобы сделать металлический корпус?
Мне придется откопать мои фотографии Джина Уинфилда, но я попытаюсь описать это.

В основном те же принципы, что и T E B, и вы опубликовали, согните его вокруг трубки/трубы. То, что он сделал, было в основном пилой с трубой 6–8 дюймов в центре. Затем по бокам, используя полосы 16-го калибра в качестве прокладок, приварил две трубки меньшего размера. Таким образом, у него было три размера, которые были наиболее распространены для него, и простой способ получить большой радиус в панели, используя это, воткнуть лист, немного согнуть, сдвинуть его вниз, согнуть еще немного, или тот размер, который у него был. для изготовления порогов для Меркурия он мог согнуть радиус вокруг меньшей трубы. Большую трубу он мог бы использовать для изготовления крышек трансмиссионного туннеля и т. д.
Моя идея относительно того, как я хочу построить шахту, вместо того, чтобы приваривать трубы к бокам, я бы просверлил отверстия и приварил гайку внутри. Затем я мог бы прикрутить туда трубки разного размера, сделать прокладку любого размера для прикручивания и открыть противоположную сторону, если бы я хотел обернуть что-то вокруг большой трубы, чтобы сделать кольцо, например, я хотел использовать для сгибания ленты 1/4 дюйма для хомутов бака.
