Как спаять: Как правильно паять провода – блог компании HAKKO
alexxlab | 23.02.2023 | 0 | Разное
Как припаять провод к проводу паяльником правильно?
В закладки ↑
Для того, чтобы припаять провод к проводу, нужно приобрести сразу несколько инструментов и материалов, таких как:
- Пошаговая инструкция процесса пайки ↓
- Как отпаять провод? ↓
- Выбор паяльника ↓
- Назначение и классификация проводов ↓
- Советы ↓
- Флюс – средство для очистки поверхности окислившегося металла. Бывают:
- кислотные;
- антикоррозионные;
- бескислотные;
- активированные;
- Припой – сплав олова и свинца.
- Рабочее место (чистый, просторный стол, в качестве подкладки можно использовать металлические листы или деревянные доски).
- Паяльник (жало должно быть чистое, без остатков старой канифоли)
- Тряпка или губка для очистки жала.
При пайке проводов следует соблюдать ряд правил, которые помогут грамотно и быстро спаять провода:
- Работать надо в хорошо освещенном помещении с настольной лампой, которая работает от внешних источников питания.

- Работать надо только с проводами без напряжения.
- Существует ряд видов соединений, каждое из которых подходит для разных категорий пайки.
- Помимо этого, существует ряд металлов, которые не пригодны для спайки. К таким относятся ржавый металл (он плохо соединяется при спайке, при этом, провод с такой жилой имеет высокую вероятность сгореть), алюминий (после того, как процесс зачистки провода завершен, существует вероятность образования на нем так называемой оксидной пленки). Данная проблема характерна для алюминия: при плавке этого металла в 100% случаев образуется оксидная пленка. Эту пленку можно удалить химическим или механическим путем, который будет выбран, исходя из способа пайки. Для того, чтобы избежать ее образования, требуется использовать флюс, который предназначен для спайки необходимых вам материалов, хромированные детали, части, изготовленные под высоким давлением (не плавятся и не сплавляются с припоем).
- Металлы, которые пригодны для пайки: олово, серебро, медь, латунь, цинк, никель, железо, нержавеющая сталь.

Если все правила соблюдены и инструменты собраны, то можно переходить к процессу подготовки:
- Нагрев паяльника – паяльник необходимо разогреть до температуры, которая будет превышать температуру припоя.
- Подготовка паяльника – жало паяльника необходимо отчистить, после чего окунуть его во флюс. Флюс – это канифоль или другое вещество помогающее очистить металл. После чего, необходимо разогреть припой и нанести на жало.
- Оголить провода. Выполнить данную процедуру достаточно просто. Существует 2 типа проводов – одножильные и многожильные. В обоих случаях необходимо оголить провода от изоляции, после чего, нужно очистить провода от различных загрязнений. В случае, если необходимо выполнить очистку проводов, доступ к которым ограничен, то можно использовать ватные палочки.

Пошаговая инструкция процесса пайки
залуженное жало паяльника
Рассмотрим инструкцию процесса пайки на примере скрепления 2 проводов из меди.
Если все этапы подготовки выполнены, то можно переходить непосредственно к процессу пайки:
- Первое, что необходимо сделать – это залудить провода. При лужении многожильных проводов нужно их предварительно скрутить, тогда процесс будет происходить намного быстрее.
- Для лужения проводов, необходимо взять оголенную жилу, положить на канифоль или обработать другим флюсом, после чего требуется аккуратно облить ее сверху припоем.
- Зафиксировать провода – иногда для этого используются специальные станки, иногда самодельные конструкции. В случае, когда вы неправильно зафиксировали провода, процесс пайки может закончиться не лучшим образом.
- Соединение – на этом этапе мы соединяем 2 предварительно обработанные жилы и обливаем их припоем. Для того, чтобы осуществить данный процесс, требуется нагретой частью паяльного инструмента расплавить немного припоя, после чего аккуратно наносить его на соединение двух жил.
- Очистка соединения – под конец процесса пайки необходимо очистить место соединения жил, это можно сделать при помощи наждачной бумаги или напильника. Очень важный процесс, так как если на данном месте будет окисление, то провода могут сгореть.
- Обмотка изоляцией – чаще всего для этих целей используется изолента, она самый универсальный вариант. Ее плюсы – легкодоступная, можно приобрести в любом магазине, проста в использовании, нет ничего сложного в том, чтобы обернуть провод изолентой, долгосрочная, можно не менять в течение долгого времени.’
 Для того, чтобы осуществить данный процесс, требуется нагретой частью паяльного инструмента расплавить немного припоя, после чего аккуратно наносить его на соединение двух жил.
Для того, чтобы осуществить данный процесс, требуется нагретой частью паяльного инструмента расплавить немного припоя, после чего аккуратно наносить его на соединение двух жил.если провод чистый и сделан из меди, то лужение произойдет моментально
Как отпаять провод?
Инструкция:
- Для начала вам необходимо подготовить паяльник. Необходимо разогреть инструмент, затем обработать флюсом, после чего аккуратно расплавить небольшое количество припоя.
- После этого оголить от изоляции необходимое место провода и очистить его от механических загрязнений.
- Лужение провода – необходимо нанести на провод флюс, и удалить все окисления.
- Зафиксировать провод.
- Обозначить область распайки – напильником выпилить небольшую рейку, по которой будет двигаться жало.
- Аккуратно двигаться жалом по размеченной линии, несколько раз, пока не достигнете результата.
- Подождать пока провод остынет до комнатной температуры.
- Нанести изоляцию.
 Необходимо разогреть инструмент, затем обработать флюсом, после чего аккуратно расплавить небольшое количество припоя.
Необходимо разогреть инструмент, затем обработать флюсом, после чего аккуратно расплавить небольшое количество припоя.Данный процесс не несет в себе никаких сложностей, единственное, что требуется – это следовать указаниям инструкции, процесс распайки не сильно отличается от процесса спайки двух проводов.
Выбор паяльника
Итак, начнем с того, что паяльник – это самая основная часть процесса пайки. От правильного выбора этого инструмента зависит скорость и удобство выполнения работы.
От правильного выбора этого инструмента зависит скорость и удобство выполнения работы.
Электрические паяльники делятся на 2 типа:
- Спиральные. Спиральные нагреваются медленно, но более долговечны.
- Керамические. Керамические, в свою очередь, быстро разогреваются, но требуют бережного использования, так как весьма сильно подвержены механическому воздействию.
Также, прибор подразделяется по мощности:
- 3-10 Вт, в основном используются при распайке микросхем, совсем крохотных размеров;
- 20-40 Вт, пользуются спросом у радиолюбителей и в быту;
- 60-100 Вт, с их помощью паяют провода с сечением больших размеров;
- 100-250 Вт, для работы с металлом крупных размеров;
В основном, опытные пайщики используют паяльные станции, так как они оснащены регулируемым диапазоном нагрева и способны поддерживать постоянную температуру. Паяльная станция в руках мастера намного ускоряет и улучшает процесс работы, но новичок, к сожалению, не сможет ощутить преимущества.
Существует определенный ряд характеристик, по которым отличаются паяльники:
- Напряжение питания паяльника.
- Форма жала.
- Максимальная температура жала.
Нельзя забывать о такой важной вещи, как подставка для паяльника. Он нагревается до трехсот градусов и при какой-либо оплошности может привести к немедленному возгоранию легковоспламеняющихся материалов. Необходимо очень ответственно выбирать необходимую подставку, которая полностью подходит к имеющемуся паяльнику.
Назначение и классификация проводов
Провод – это изделие электротехники, которое состоит из 2 или более металлических проволок, покрытых обмоткой из какой-либо неметаллической ткани. Служит для связи источника тока с потребителем.
Провод состоит из 2 частей. Первая это жила – часть, проводящая ток. Вторая часть – это изоляция, то есть то, что ограждает жилу от внешних раздражителей. В качестве жилы обычно используется проволоки из меди и алюминия, изоляция делается из бумаги, резины, лакового покрытия.
Есть определенная классификация проводов:
- обмоточные;
- медные;
- провода высокого сопротивления;
- монтажные соединительные;
- выводные;
- провода для подвижного состава;
- изолированные для воздушных линий;
- неизолированные;
- провода для геофизических работ;
- термостойкие;
- термоэлектродные;
- прогревочные;
- автомобильные;
- авиационные;
- установочные;
- провода связи;
Советы
- Использовать спецодежду. При работе с паяльником лучше всегда носить спецодежду, такую как перчатки, специальный фартук, очки. Это поможет избежать ожогов и травм при работе. Помимо этого, иногда требуется использовать маску, чтобы избежать попадания токсичных паров в дыхательные пути.
- Не оставлять паяльник сухим при нагревании. Необходимо всегда смачивать паяльник канифолью, это поможет избежать окисления.
- Выбирать паяльник лучше со сменным жалом, чтобы использовать разные формы.
- Лучше использовать разные температуры, для разных видов сплавов. Так можно сделать спайку намного качественней и долгосрочной.
- Использовать надежное освещение. Использовать настольные лампы и фонарики с внешними источниками питания. Это поможет продолжать работу на случай отключения электроэнергии.
 Помимо этого, иногда требуется использовать маску, чтобы избежать попадания токсичных паров в дыхательные пути.
Помимо этого, иногда требуется использовать маску, чтобы избежать попадания токсичных паров в дыхательные пути.Статья была полезна?
1,00 (оценок: 1)
Загрузка…
Понравилась статья? Поделиться с друзьями:
Как сваривать и паять оцинкованные листы
Оцинковкой называют тонкие листы из стали с защитным цинковым покрытием. Они востребованы в различных областях производства и промышленности. Популярность этого материала обусловлена высоким уровнем устойчивости к влиянию внешней среды, в том числе агрессивной.
Популярность этого материала обусловлена высоким уровнем устойчивости к влиянию внешней среды, в том числе агрессивной.
Тонкий слой цинка предотвращает возможность разрушения из-за коррозии. Однако это достоинство имеет и обратную сторону: сварка и пайка материала сильно усложняются.
Для качественной сварки оцинковки нужно выбрать подходящие присадки
Как спаять оцинковку
Этот вариант предпочтителен, поскольку меньше разрушает основу.
Для спайки оцинковки с листа убирают защитное покрытие. Используют один из трех способов:
- Термический – обжигание газовой горелкой с торцевых краев.
- Механический – обработка материалом с абразивной поверхностью.
- Химический – устранение слоя цинка с помощью щелочи или кислоты.
После зачистки деталь очищают от пыли и наносят канифоль на место спайки. Затем следует приложить припой и расплавить его паяльником. В качестве флюса используют борную кислоту. Важно равномерно нагревать соединяемые детали.
Сварка оцинкованных листов
Перед использованием любого способа сварки поверхность также освобождают от цинкового покрытия. Это важно для герметичности шва, профилактики появления пор и трещин. Толщина зачищенного слоя должна быть минимальной, иначе антикоррозийные свойства снизятся.
Цинк плавится при температуре 400 градусов, а испаряется при 900 градусах. Поэтому нужно учитывать, какую толщину имеет лист стали и его покрытие. В зависимости от этих показателей разрабатывают технические условия и подбирают тип электрода.
Так как основу оцинкованного листа составляет сталь, то и методы сварки применяют те же, что при работе с углеродистым металлом:
- Аргонодуговую.
- Электродуговую.
- Полуавтоматическую.
Если снятие наружного слоя невозможно по техническим причинам, используют электроды с покрытием из рутила. Оксид титана, входящий в его состав, обеспечивает герметичный и прочный шов, делает процесс зажигания дуги проще.
Работа со сталью с цинковым покрытием требует опыта и специальных навыков. Чтобы сварить низколегированную сталь, потребуется электрод с сильноосновным флюсом. Например, ДСК-50.
Предотвратить образование пор можно, превысив силу тока на величину от 10 до 50 Ампер. Промежуток между кромками приходится расширять примерно вдвое. При выполнении всех требований шов получается прочным.
При толщине покрытия от 15 до 40 мкм более эффективен другой метод. Он представляет собой чередование возвратных и поступательных движений до момента полного очищения оцинковки. Очень важно точно соблюдать установленные границы, чтобы не нанести повреждений. Этот способ позволяет получить шов высокой прочности.
Сварка полуавтоматом с подходящими присадками дает качественный результат. Высокую эффективность показывают присадки, которые содержат медь вместе с Mg, Al и Si. От того, сколько процентов в составе имеет каждое вещество, зависит простота будущей обработки и прочность соединения.
Медно-алюминиевый неорганический композит подходит для конструкций с содержанием алюминия. Вещество из кремния, меди и марганца позволяет получить высокопрочный шов. Но обработать его сложно, придется потратить время и приложить усилия.
Зачистку рабочей зоны проводят в строго обозначенных масштабах. Медь начинает плавиться раньше, чем сталь, поэтому такой способ сварки похож на запаивание. При грамотном и профессиональном выполнении всех этапов от коррозии защищены и основной металл, и полученный шов. При нагреве до температуры сварки материалы не разбрызгиваются. Оцинкованные детали соединяются очень прочно.
Чтобы обеспечить стабильность работы, важно тщательно выбрать источник электропитания, отрегулировать режим. Максимально качественный шов получается при использовании импульсного тока в инертном аргоне. Альтернатива ему – диоксид углерода, гелий и другие защитные газы. Для работы с оцинковкой часто используют точечную сварку, но из-за нюансов в технологии она подходит для листа толщиной не более половины миллиметра.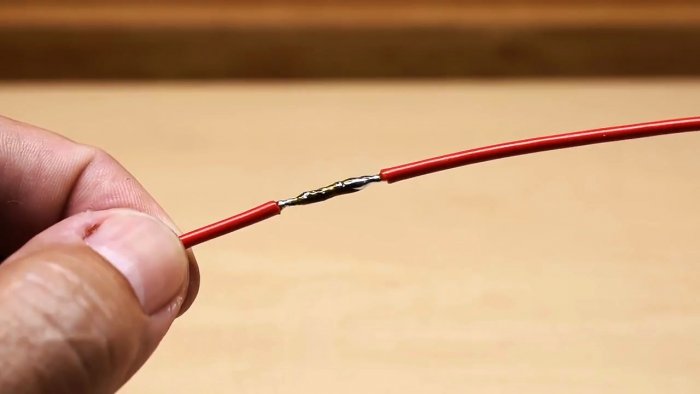
После сварки или пайки оцинкованных листов нужно обязательно проверить качество шва
Полезные советы
При сварке или пайке оцинкованной стали в воздух выделяются токсичные вещества как из защитного слоя, так и из применяемых припоев и флюсов. Проводить эти работы нужно в строгом соответствии с правилами техники безопасности.
Также рекомендуем обратить внимание на следующие нюансы:
- После очистки площади соединения металлической щеткой нужно восстановить покрытие на шве и месте присоединения клеммы специальным составом. Он продается в емкостях маленького объема и аэрозольных упаковках.
- На стыке нужно увеличить силу тока до 15 А, а скорость, наоборот, снизить. В итоге образуется валик высокой плотности. Он выдерживает высокую нагрузку на изгиб.
- Контроль качества шва и минимизация разбрызгивания металла возможны при короткой дуге. Также сводится к минимуму возможность прожечь искрами цинковый слой.
- Оборудование настраивают на низкотоковый режим. При работе с инвертором полуавтоматом это режим Synergic. Сила тока на инверторе – на 10 А ниже базового значения.
 При работе с инвертором полуавтоматом это режим Synergic. Сила тока на инверторе – на 10 А ниже базового значения.
При работе с инвертором полуавтоматом это режим Synergic. Сила тока на инверторе – на 10 А ниже базового значения.Новичку нужно обязательно проверять, насколько качественным получился шов. Когда будет снят шлак, его можно осмотреть визуально. Выявить дефект можно посредством простукивания.
Как паять медную трубу – Прочтите, прежде чем пытаться сделать свой собственный перегонный аппарат! – Научитесь самогоноварению
граф 19 января 2015 г. Другие источникиЕсли вы хотите собрать собственный самогонный аппарат, но не знаете, как его спаять. Не волнуйтесь, это руководство научит вас основам пайки. Если после прочтения этого руководства у вас возникнут вопросы, не стесняйтесь оставлять комментарии, и я сделаю все возможное, чтобы помочь. Если вы хотите припаять нержавеющую сталь к меди, ознакомьтесь с моей статьей «Как паять, сваривать и припаивать медь к нержавеющей стали». для использования с бойлером для пивных бочонков.
Пайка медных труб основана на капиллярном действии, которое втягивает припой в соединение и надежно герметизирует трубу. Это достигается с помощью тепла пропановой горелки. Будьте предельно осторожны при пайке, так как имеете дело с открытым пламенем. Также убедитесь, что суставы остыли, прежде чем обращаться с ними.
Это достигается с помощью тепла пропановой горелки. Будьте предельно осторожны при пайке, так как имеете дело с открытым пламенем. Также убедитесь, что суставы остыли, прежде чем обращаться с ними.
Чтобы ваша жена была счастлива, убедитесь, что вы спаяли все вместе в гараже или на улице. Поверь мне, она не обрадуется, когда ты сожжешь ее столешницу. Было ли это сделано!
Какой тип припоя использовать при изготовлении самогонного аппарата?
Вы хотите убедиться, что используемый вами припой не содержит свинца и кадмия или припой это важно, потому что вы не хотите, чтобы свинец попал в ваш самогон. Это может привести к тому, что ваши приятели ослепнут. Вы можете использовать сантехнический припой, который можно найти в местном строительном магазине, и флюс на водной основе предпочтительнее.
Что вам понадобится
- Пропановая горелка
- Труборез или ножовка по металлу
- Высококачественный серебряный припой – ** Бессвинцовый
- Медная труба
- Наждачная бумага
- Высококачественный флюс для лужения серебра
- Круглая проволочная щетка
Инструкции:
Шаг 1 – Соберите все, что вам понадобится.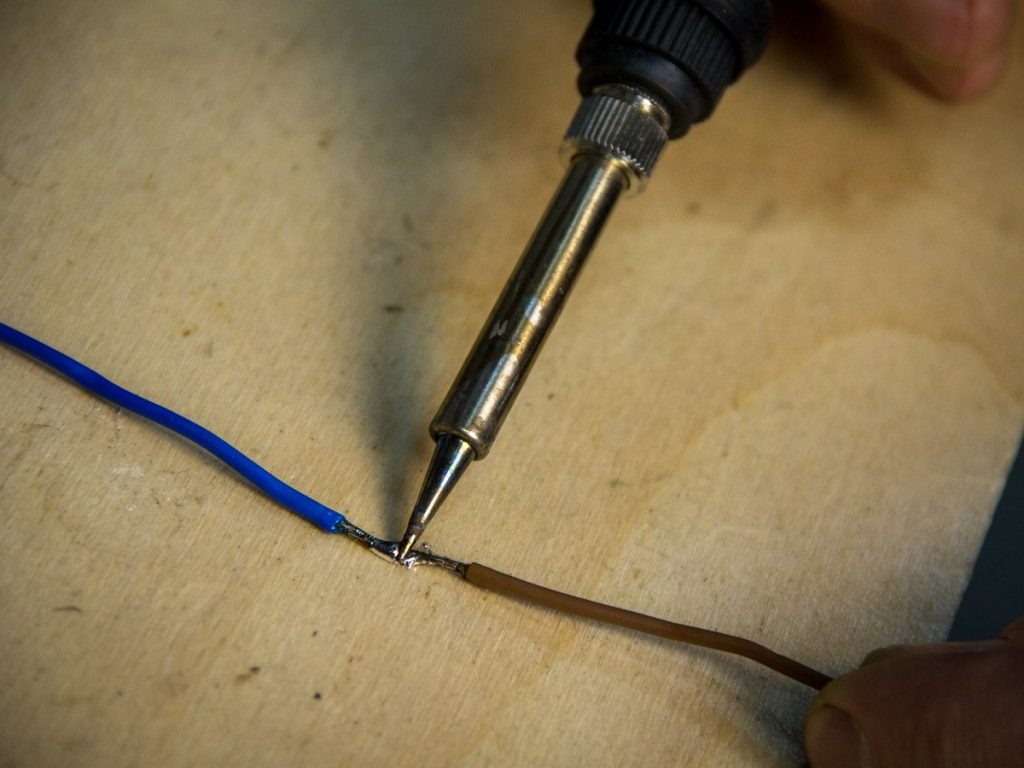 Распечатайте список материалов из плана, который вы собираетесь строить, и убедитесь, что у вас есть материалы и инструменты, которые я перечислил выше.
Распечатайте список материалов из плана, который вы собираетесь строить, и убедитесь, что у вас есть материалы и инструменты, которые я перечислил выше.
Шаг 2 – Используя труборез или ножовку, отрежьте все медные трубы, включенные в ваш план перегонки, до нужной длины. Мне нравится, когда все вырезают сразу.
Шаг 3 – Используя полоску наждачной бумаги, очистите концы медной трубы, которую будете спаивать. Не забудьте также удалить все медные заусенцы с внутренней стороны трубы. Когда вы закончите, медь должна быть блестящей. Если вы не удалите окисление с меди, припой не будет должным образом прилипать к трубе, это может привести к протечке самогонного аппарата в вашем здании, мы не хотим этого, поэтому хорошо его очистите.
Шаг 4 – Используйте круглую проволочную щетку для очистки внутренней части медных фитингов.
Шаг 5 – Прежде чем что-либо спаять, соберите все части и убедитесь, что все подходит правильно. Может потребоваться некоторая регулировка.
Может потребоваться некоторая регулировка.
Шаг 6 – Нанесите тонкий слой высококачественного флюса для лужения серебра на все поверхности, которые вы будете паять. Убедитесь, что вы получили внутреннюю часть всех фитингов и внешнюю часть всех медных труб. Теперь снова соберите аппарат.
Шаг 7 – Зажгите пропановую горелку. Нагрейте соединение, которое вы хотите спаять, используя наконечник с внутренним пламенем, медленно перемещая его, чтобы обеспечить равномерный нагрев фитинга.
Шаг 8 – Через 5-10 секунд коснитесь наконечником припоя верхней части соединения. Если медь достаточно горячая, припой должен втянуться в соединение. Теперь вы должны увидеть припой, капающий с нижней части соединения. Если не продолжать отопление.
Этап 9 – Очистите соединения и удалите лишний припой, проверьте соединения на наличие утечек
Как паять никель?
10 января 2023 г. 10 января 2023 г.
| 14:43
10 января 2023 г.
| 14:43
Пайка — ценный навык, который можно использовать во многих практических проектах. Это особенно полезно при работе с металлическими деталями. Одним из металлов, который вам может понадобиться для пайки, является никель, с которым может быть трудно работать из-за его высокой температуры плавления и хрупкости. Тем не менее, можно паять никель, если вы знаете правильные методы. В этом сообщении блога мы обсудим, как успешно паять никель, чтобы вы могли получить желаемые результаты.
Соберите материалы
Прежде чем приступить к пайке, убедитесь, что у вас есть все необходимые материалы. Вам понадобится паяльник, флюсовая паста, проволока для припоя, наждачная бумага и защитные перчатки. Кроме того, вы должны убедиться, что ваше рабочее место чистое и на нем нет мусора или частиц пыли, которые могут помешать процессу пайки.
Подготовка никеля
Как только ваши материалы будут готовы, пришло время подготовить никель к пайке. Перед началом работы убедитесь, что оба куска никеля совершенно чистые и на них нет грязи или копоти. Используйте наждачную бумагу или стальную вату, чтобы удалить лишний материал с поверхности никелевых деталей, который может помешать их правильному соединению во время пайки. Как только они станут достаточно чистыми для использования, нанесите флюсовую пасту на обе поверхности вашего изделия, прежде чем складывать их вместе в желаемом положении для пайки.
Перед началом работы убедитесь, что оба куска никеля совершенно чистые и на них нет грязи или копоти. Используйте наждачную бумагу или стальную вату, чтобы удалить лишний материал с поверхности никелевых деталей, который может помешать их правильному соединению во время пайки. Как только они станут достаточно чистыми для использования, нанесите флюсовую пасту на обе поверхности вашего изделия, прежде чем складывать их вместе в желаемом положении для пайки.
Процесс пайки
Теперь пришло время для самого процесса пайки! Нагрейте паяльник примерно до 350-400 градусов по Фаренгейту (176-204 градуса по Цельсию). Этого температурного диапазона должно быть достаточно для большинства никелевых проектов; однако помните, что для более толстого металла или более сложных конструкций могут потребоваться более высокие температуры. Как только ваш утюг достаточно нагреется, прижмите его к флюсовой пасте с обеих сторон каждого соединения и держите его там, пока он не начнет таять в жидкое состояние — это обычно занимает от трех до пяти секунд, в зависимости от того, насколько горячий ваш утюг.