Как спаять медь и сталь: соединение с железом, алюминием, нержавеющей сталью
alexxlab | 18.01.1992 | 0 | Разное
Как спаять сталь и медь
Пайка латуни, позволяющая получать качественные и надежные соединения, — это технологический процесс, предполагающий использование газовой горелки, а также специального припоя. В качестве последнего применяется проволока, материалом изготовления которой может быть олово или сплав данного металла со свинцом. Если хорошо изучить особенности такого процесса, а также подготовить все необходимое оборудование и расходные материалы, то успешно выполнять его можно даже в домашних условиях. Прежде чем разбираться в вопросе о том, как паять латунь, следует хорошо изучить все особенности такого технологического процесса. При выполнении пайки, которая является одним из методов получения неразъемных соединений, в зазор, расположенный между соединяемыми деталями, вводится расплавленный припой, который и выступает в роли скрепляющего элемента. Важным условием выполнения пайки является то, что припой, для расплавления которого пользуются газовой горелкой, должен плавиться при меньшей температуре, чем материал изготовления соединяемых деталей.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Как и чем паять медь в домашних условиях? (видео)
- Пайка латунью или сварка?
- Хитрости пайки: научитесь паять медь и сталь – это полезно!
- Как спаять медь и сталь
- Пайка нержавейки с медью. Есть вопросы.
- Спайка стали и меди в домашних условиях
- Как проводится пайка меди твердым и мягким припоем
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Высокотемпературная пайка стали с медью твердыми припоями.
Как и чем паять медь в домашних условиях? (видео)
Вы правы. Потому хочу обязательно медным припоем, как -то раз чудесным образом получилось, результат “железный” и очень понравился. Аня, спаивается сталь со всем остальным, пробовала ПСром. Но правда на плоскости, там ничего сильно не дергается при эксплуатации.
Флюс надо взять посильнее говорят, но у меня и на жидкой буре с кипячением спаялось. Но у меня да, горелка приличная, многое позволяет. Ну с ладонь я изделие спаяю. Минимальная проверка качества пайки ОТК в домашних условиях -нельзя оторвать руками при среднем усилии. Да, все нагревается, но хватает с лихвой только для олова, твердый же плавится но , как только к детали подносишь, он “каменеет” и все, флюс выгорает и никак. Может просто я такой неопытный и можно обойтись и моей, только все правильно сделать.
Но терпения уже не хватает. Извините, но Livemaster. Включите JavaScript и перезагрузите страницу. Открыть меню. Корзина Создать магазин Персональные рекомендации. Каталог товаров Мастер-Классы Журнал Академия.
Извините, но Livemaster. Включите JavaScript и перезагрузите страницу. Открыть меню. Корзина Создать магазин Персональные рекомендации. Каталог товаров Мастер-Классы Журнал Академия.
Кожаные сумки. Мужская одежда. Одежда для девочек. Одежда для мальчиков. Спортивная одежда. Большие размеры. Будущим мамам. Маски для волос. Маски для лица. Декоративная косметика. Расчески, гребни. Спортивные сумки. Одежда для танцев.
Для бани. Массажные плитки. Кружки, чашки. Карандаши, ручки. Цветы и флористика. Домашним животным. Для денег. На день рождения. К любому поводу. Подарки к праздникам. Персональные подарки. Праздничная атрибутика. Для мужчин. На свадьбу. Цветочные композиции. Цветочные букеты. Подарочная упаковка. Настольные игры. Подарочные наборы. Одежда для кукол. Куклы Тильды. Мишки Тедди. Игрушечные животные. Развивающие игрушки. Вальдорфские игрушки. Кукольные домики.
Кукольный театр. Младенцы и reborn. Игрушечная еда. Народные куклы. Сказочные персонажи. Коллекционные куклы. Портретные куклы.
Портретные куклы.
Ароматизированные куклы. Свадебные платья. Обручальные кольца. Букеты невесты. Для прически. Оформление, декор. Подушечки для колец. Гостевые книги. Фото и видео услуги.
Оформление зала, машин. Подарки на свадьбу. Свадебные открытки. Детская обувь. Танцевальные костюмы. Карнавальные костюмы. На выписку. Для крещения. Для колясок. Для фотосессий. Детская комната. Детское мыло. Детские открытки. Для украшений.
Бусины, подвески. Шнуры, цепочки. Для кукол и игрушек. Аппликации, вставки. Для косметики. Рекламная съемка. Детские фото, видео. Свадебная съемка. Баннеры для сайта.
Рекламные вывески. Рекламные стенды. Дизайн интерьера. Дизайн экстерьера. Ландшафтный дизайн.
Пайка латунью или сварка?
Для того, чтобы соединить две детали можно использовать три способа: клеение , сварку и пайку. Пластик, дерево и картон проще склеить, сталь большой толщины – сварить, а вот для относительно тонких металлических деталей, особенно из меди и латуни, лучше всего применять пайку. В этой статье мы собрали для вас всё, что нужно знать о пайке – какой лучше взять паяльник, какие бывают припои и что такое флюс. Возьмите лист бумаги и ручку – это полезно запомнить! Так же, как предметы становятся мокрыми, то есть покрываются тонкой плёнкой воды, металлы могут ” смачиваться ” другими металлами, с низкой температурой плавления. Эти легкоплавкие металлы называются ” припоями “.
В этой статье мы собрали для вас всё, что нужно знать о пайке – какой лучше взять паяльник, какие бывают припои и что такое флюс. Возьмите лист бумаги и ручку – это полезно запомнить! Так же, как предметы становятся мокрыми, то есть покрываются тонкой плёнкой воды, металлы могут ” смачиваться ” другими металлами, с низкой температурой плавления. Эти легкоплавкие металлы называются ” припоями “.
Многие могут спаивать провода и радиодетали, но не каждый паял металл. В этой статье я максимально коротко и с примерами изложу.
Хитрости пайки: научитесь паять медь и сталь – это полезно!
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий а также сплавы на его основе не имея для этого спецоборудования. Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно. Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев. Рассмотрим подробно эти материалы. Проблема в том, что алюминий в этих металлах практически не растворяется за исключением цинка , что делает соединение ненадежным. Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения. Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии.
Проблема в том, что алюминий в этих металлах практически не растворяется за исключением цинка , что делает соединение ненадежным. Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения. Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии.
Как спаять медь и сталь
Пайка металлов своими руками Как способ неразъемного соединения металлов пайка известна с давних пор. Удивительно, но за тысячелетия, прошедшие с тех пор, технология пайки изменилась не так сильно, как этого можно было бы ожидать. Пайка металлов. Способы соединения паяемых деталей.
Металлоторговля: Объявления Прайсы по торг. Марки металлов Калькулятор веса металла.
Пайка нержавейки с медью. Есть вопросы.
Кое-что из полезных ссылок спасибо коллегам Допустим, нам нужно соединить 2 миниатюрных металлических детали, а отверстия в них сверлить по какой-то причине нельзя. Удачным решением в этом случае может стать имено пайка. Или, например, мы скрепили “навечно” заклепками пару стальных полосок, и опасаемся, что соединение со временем разболтается например, от вибрации или отдачи. Если его пропаять, проблема будет решена раз и навсегда. Выкручивается винт или вываливается штифт, который должен сидеть в своем отверстии “бессменно” – опять выручат паяльник и оловяный припой.
Удачным решением в этом случае может стать имено пайка. Или, например, мы скрепили “навечно” заклепками пару стальных полосок, и опасаемся, что соединение со временем разболтается например, от вибрации или отдачи. Если его пропаять, проблема будет решена раз и навсегда. Выкручивается винт или вываливается штифт, который должен сидеть в своем отверстии “бессменно” – опять выручат паяльник и оловяный припой.
Спайка стали и меди в домашних условиях
Все размещаемые материалы отражают исключительно мнения их авторов и могут не совпадать с мнением Администрации форума ХоумДистиллер. Форум самогонщиков, пивоваров, виноделов Оборудование Вопросы по конструированию. Помогите советом: Хочу прямоточник собрать из двух металлов- паровая внутренняя трубка-нержавейка, рубашка, заглушки и спираль по внутренней трубке-медь. Насколько сильной будет коррозия из за гальванической пары этих металлов? Среда внутри холодильника неблагоприятная, всегда сыро. Можно ли выбором припоя ослабить это влияние олово или выбрать что то из твёрдых припоев Уже собрался завтра спаять, а об этом только сейчас подумал. Стал копаться в интернете.
Стал копаться в интернете.
Профессиональные услуги и сервисы – Пайка / сварка в аргоне-медь, латунь, нерж. сталь в Санкт-Петербурге – доска бесплатных объявлений Avito.
Как проводится пайка меди твердым и мягким припоем
Содержание: Условия и область применения пайки Особенности технологии Краткая инструкция. Пайка латуни, позволяющая получать качественные и надежные соединения, — это технологический процесс, предполагающий использование газовой горелки, а также специального припоя. В качестве последнего применяется проволока, материалом изготовления которой может быть олово или сплав данного металла со свинцом.
Изделия из меди встречается повсеместно в разных сферах жизни. Например, из нее создают прочные и долговечные системы отопления и водоснабжения. Но для соединения двух элементов, специалисты прибегают к особой технологии — пайки труб из меди. Для осуществления процедуры необходимы подходящие инструменты и материалы, а также знания. Чтобы паять медь, мастеру нужно иметь при себе такой состав, как припой.
Перейти к содержимому.
Однозначного ответа не будет. Выбор, каким способом паять, зависит от того, какие размеры и масса у деталей, которые нужно соединить. Еще надо учесть нагрузку, что придется на спаянные детали при использовании изделия. Рассмотрим несколько способов пайки…. Иногда возникает потребность спаять медное изделие. Но как спаять и чем?
Тема в разделе ” Обмен опытом “, создана пользователем andru-ha , Искать только в заголовках Сообщения пользователя: Имена участников разделяйте запятой. Новее чем: Искать только в этой теме Искать только в этом разделе Отображать результаты в виде тем. Быстрый поиск.
Сварка / пайка медь+сталь. Варианты решений. – Технологии и документации
#1 tinpu
Отправлено 04 September 2014 19:54
Нужно варить топливные трубки ДВС(медь) и штуцера(сталь) подскажите – можно ли приобрести в Петербурге катушки с проволокой(какой?) . Какие тонкости сварки данных материалов на полуавтомате ?
Какие тонкости сварки данных материалов на полуавтомате ?
Полуавтомат – Сварог 3500 (j93) – стоит ли приобретать горелку для сварки вольфрамом ?
Сообщение отредактировал tinpu: 04 September 2014 20:09
- Наверх
- Вставить ник
#2 ARGONIUS
Отправлено 05 September 2014 03:32
tinpu, эти материалы соединяются полуавтоматической пайкой в аргоне, проволока CuSi3. Вашим полуавтоматом выполнить такое соединение будет проблематично.
Не совсем понимаю для чего вам горелка для ручной аргонодуговой сварки к полуавтомату.
http://argonius52.ru/
- Наверх
- Вставить ник
#3 Rust_eze
Отправлено 05 September 2014 05:46
tinpu,Вообще то эти детали спаиваются при помощи газовой горелки и соответствующей присадкой.
Второй вариант это TIG, все та же присадка, и тетроборнокислый натрий (бура).
П/а варить, это только если диаметр трубки больше 50мм. И то я даже представления не имею…
Ребята, давайте жить дружно!
- Наверх
- Вставить ник
#4 Миротворец
Отправлено 05 September 2014 08:37
Нужно варить топливные трубки ДВС(медь) и штуцера(сталь)
Паяю офлюсованным ПСР 30 и быстрее и качественней.
- Наверх
- Вставить ник
#5 ARGONIUS
Отправлено 05 September 2014 09:18
Rust_eze, CuSi3 ручной аргонодуговой очень хорошо ложится без флюса.
http://argonius52.ru/
- Наверх
- Вставить ник
#6 tinpu
Отправлено 06 September 2014 06:53
Производитель нашего аппарата указывает на то, что можно варить в режиме TIG
Вот прямая ссылка на Сварог – http://svarog-spb.ru…2/mig_3500_j94/
на передней панели переключатель на 3 положения : MMA-MIG-TIG
поджиг дуги – контактный
Что такое полуавтоматическая пайка в аргоне я не знаю.
Сообщение отредактировал шурпет: 06 September 2014 08:04
- Наверх
- Вставить ник
#7 ARGONIUS
Отправлено 06 September 2014 10:50
tinpu, полуавтоматическая пайка бронзовой проволокой, точнее сказать пайко-сварка в защитной среде аргона. Со сталью соединение получается паяное, с медью сварное. Осуществляется точно так же как и сварка стальной проволокой, только защитный газ соответственно не углекислота или смесь, а чистый аргон. Можно выполнять и на вашем аппарате, но внешний вид шва на источниках с линейным током обычно оставляет желать лучшего. Неплохо справляются с этой задачей импульсные полуавтоматы, но они очень дорогие.
Со сталью соединение получается паяное, с медью сварное. Осуществляется точно так же как и сварка стальной проволокой, только защитный газ соответственно не углекислота или смесь, а чистый аргон. Можно выполнять и на вашем аппарате, но внешний вид шва на источниках с линейным током обычно оставляет желать лучшего. Неплохо справляются с этой задачей импульсные полуавтоматы, но они очень дорогие.
Если ваш полуавтомат имеет функцию ручной аргонодуговой сварки, и вас не смущает поджиг касанием, конечно же ручная аргонодуговая сварка в вашем случае предпочтительней.
http://argonius52.ru/
- Наверх
- Вставить ник
#8 АВН
Отправлено 06 September 2014 13:08
полуавтомат имеет функцию ручной аргонодуговой сварки
Правильнее сказать он имеет переключатель РДС-ПДГ-РАДС (вероятно: круто-падающая, жёсткая, штыковая ВАХ) и смену полярности коммутацией байонетов-св. кабелей (реального фото нет, а сайтовая картинка не позволяет подробно рассмотреть). Чтобы довести до ума придётся делать переходник для подключения газового тракта и кнопки на горелки типа SR-17.
кабелей (реального фото нет, а сайтовая картинка не позволяет подробно рассмотреть). Чтобы довести до ума придётся делать переходник для подключения газового тракта и кнопки на горелки типа SR-17.
Даже п/а ведущих европейских производителей требуют не просто настройки режимов, а использования предустановленных программ и опыта сварщика. А тут “Сварог” стоимостью менее 100 т.р., в удачу верится с трудом.
- Наверх
- Вставить ник
#9 ARGONIUS
Отправлено 06 September 2014 13:21
АВН , затрудняюсь утверждать, но слышал о горелках для ручной аргонодуговой сварки, с разъёмом типа полуавтоматного на шланг пакете. Газовый тракт,силовой кабель и кабель управления, без спирального канала, с полуавтоматным евроразъёмом, как я понимаю.
Есть ли смысл искать такую горелку или проще поискать простейший DC-источник с бесконтактным поджигом- дело хозяйское. Сам лично задумался бы о втором варианте.
http://argonius52.ru/
- Наверх
- Вставить ник
#10 Шурпет
Отправлено 06 September 2014 13:41
Тоже очень заинтересованно читал тему. Оказалось, данный п/а дорабатывается для сварки TIG DC так же, как самый простой ММА – инвертор.
- Наверх
- Вставить ник
#11 АВН
Отправлено 06 September 2014 20:15
С помощью трёх Супермодераторов и трёх пользователей тема уверенно ползёт на своё законное место в “Ремонт и модернизация”.
Шурпет, хоть бы смотрели, что в тему ставите – ” простой инвертор ММА” жЕлтого с панелью ТА-24. Где-то такой видел…
В силу возраста и опыта корявости мышления алгоритм был бы другим: Нахожу в шкафу пару (пап-мам) 2 Штырьковых Разъемов. Вскрываю аппарат и делаю 2 дындочки в удобных местах. Посадочное место ШР с креплением и под быстросьём газа. Подключаю паралельно кнопочные провода к ШР-маме и газ через тройник на быстросьём. После чего можно подключить две горелки и работать. Интересно; а мотор в режимах РДС-РАДС крутится?
ARGONIUS, сложность будет в том, что если даже найти “сухую” РАДС горелку с еврохвостом, то со временем понадобится мокрая. Найти её ещё сложнее… Да и начальство рем.базы наверняка не отличается щедростью (в деньгах). Эх, ЭВМ бы с двойным пульсом…
- Наверх
- Вставить ник
#12 Шурпет
Отправлено 06 September 2014 20:21
АВН , я просто немного недосмотрел и не подретушировал скрин этой страницы
- Наверх
- Вставить ник
#13 АВН
Отправлено 06 September 2014 20:32
Тут только Малевич смог бы подретушировать. .. “Квадратом”.
.. “Квадратом”.
- Наверх
- Вставить ник
#14 Sakhalin_Cat
Отправлено 07 September 2014 04:48
Нужно варить топливные трубки ДВС(медь) и штуцера(сталь)
Такие вещи не варят а паяют. Так как сварочный стык очень быстро будет разваливаться от вибрации. По шву или со стороны меди рядом со швом. Да и паять подобные соединения гораздо быстрее чем варить.
- Наверх
- Вставить ник
#15 демонстратор
Отправлено 08 September 2014 13:08
tinpu, эти материалы соединяются полуавтоматической пайкой в аргоне, проволока CuSi3.Вашим полуавтоматом выполнить такое соединение будет проблематично.
Согласен . Про тиг сварку в данном случае вообще не вспоминайте. Просто пайка – тоже не вариант. А силумин и ваш аппарат вообще разные полюса.
Такие вещи не варят а паяют.
Варят и еще как варят и динамику шов держит отлично.
- Наверх
- Вставить ник
#16 Sakhalin_Cat
Отправлено 08 September 2014 13:22
Варят и еще как варят и динамику шов держит отлично.
Лень. Мне жутко лень с вами спорить.
Мне жутко лень с вами спорить.
Вы уж будьте любезны ежели чего пишете, то подтверждайте свои слова документально. Примерами желательно, а в идеале еще и время и материальные затраты указывайте. А то уж очень голословны ваши утверждения.
Давайте пример применяемого серийно упомянутого вами соединения. Хоть один. Я уже даже не прошу “сделанного вами”, хотя-бы подтвердите свои слова “Заводским фото”.
Уверен, в ответ будут только общие слова, ни о чем. По алюминию, вы нас аж завалили фотографиями изделий разделанными супер дисками и суперлентами. Тут уж хоть технологию распишите
Мне прям любопытно. Чем, как и для чего нужно делать такую заморочку как СВАРОЧНЫЙ стык сталь-медь на топливной трубке.
Повторюсь:
1) Самое простое и быстрое, это паять подобные стыки припой пастой+ТВЧ.
2) Горелка+припой быстрый и дешовый способ. Оба способа гарантируют минимальное кол-во брака и 100% повторяемость и исключительно низкую себестоимость. Еще при серии дешовое и быстрое – сварка трением.
Еще при серии дешовое и быстрое – сварка трением.
Сообщение отредактировал Sakhalin_Cat: 08 September 2014 13:36
- Наверх
- Вставить ник
#17 Шурпет
Отправлено 08 September 2014 14:11
Здравствуйте, коллеги. Как говорится – ” Не можешь победить? Возглавь!” Повторюсь, читаю тему очень внимательно, по одной простой причине. Частенько таскают на пайку и то, и то – медные и железные (стальные?) трубки, наконечники и прочее. С железом – попроще, с медью – спалив по-первости несколько трубочек, научился “чувствовать” медь, так что и с ней что-то получается.
А вот именно такое, биметаллическое, соединение еще выполнять не доводилось. А может, просто не помню. Ладно, суть в другом. Не справившись с распирающим меня любопытством и не поленившись, сегодня у медника выклянчил кусок трубки, а у топливщиков – наконечник и “сбацал” вот такое соединение, дабы оживить тему иллюстрациями. Понятия не имею, как бы такой узел функционировал в реальных условиях, мне просто интересно было попробовать.
Понятия не имею, как бы такой узел функционировал в реальных условиях, мне просто интересно было попробовать.
Если кто – нибудь покажет, как данную задачу получается решить с применением полуавтомата – было бы совсем хорошо, да и к названию темы относилось бы больше.
Нет, мне явно неймется сегодня…
- Наверх
- Вставить ник
#18 Sakhalin_Cat
Отправлено 08 September 2014 14:34
Нормуль. не догрето правда во время пайки.
И еще, когда деталь нагреваете и до красного уже обе нагрели, нагретую трубку в буру ткните, а потом догревайте обе детали до светлокрасного и паяйте (подавайте пруток). И стык будет ровный блестящий и однородный, “с проваркой корня и обратным валиком”.
Примерно вот так. Других фоток не нашел в коллекции, но не суть важно сталь + медь или медь + медь. причем трубка до черного не перегрета.
Прикрепленные изображения
Сообщение отредактировал Sakhalin_Cat: 08 September 2014 14:41
- Наверх
- Вставить ник
#19 Миротворец
Отправлено 08 September 2014 16:12
Фото не было, пришлось спаять на скорую руку. Латунная трубка от горелки и стальная гайка от корзины сцепления, пайка ПСР 30.
после очистки флюса.
Сколько не пытался это варить, самое лучшее соединение, это пайка.
- Наверх
- Вставить ник
#20 Rust_eze
Отправлено 08 September 2014 17:38
самое лучшее соединение, это пайка
А другого и не надо!
Вот так выглядит пайка TIG-м. ..
..
Сам процесс аналогичный, что и при пайке газом.
Ребята, давайте жить дружно!
- Наверх
- Вставить ник
Пайка нержавейки с медью – технология и выбор припоя для пайки
Соединение двух различных металлов, куда относится и пайка нержавейки с медью, всегда является достаточно сложной процедурой. С учетом того, что нержавеющая сталь имеет довольно сложное поредение при температурной обработке, а также плохо взаимодействует с остальными металлами, то для качественного результата спаивания нужно подбирать четко выверенную технологию. Если с медью, как правило, проблем не возникает, то с нержавеющей сталью это бывает нередко.
Пайка нержавейки с медью
Сам процесс регулируется ГОСТ 17349-79, но здесь есть одна очень важная особенность. Ведь у каждого металла свои особенности соединения при данном процессе, так что для них требуется использовать различный припой и флюс, подобранный под их параметры. Но при соединении различных металлов требуется брать какие-либо средние или узкоспециализированные материалы.
Но при соединении различных металлов требуется брать какие-либо средние или узкоспециализированные материалы.
Такой вид пайки применяется как в домашних условиях, так и в промышленных, для создания герметичных емкостей, припаивания медных трубок и прочих вещей. Данный процесс встречается не так часто, как остальные виды пайки, но при необходимости следует знать все особенности такого метода.
Можно ли спаять нержавейку с медью?
Пайка меди с нержавейкой хоть и является достаточно сложным процессом, но и это все же возможно. Дело в том, что соединение нержавейки с нержавейкой и меди с медью происходит намного чаще, так как итоговое качество соединение выходит значительно лучше. Но в различных ситуациях, когда требуется сделать такое соединение, то приходится уступать качеством. Специально для подобных случаев выпускают особые припои, которые позволяют сделать надежное соединение, отвечающее эксплуатационным требованиям. Если для других типов пайки использование флюса далеко не всегда обязательно, то здесь требуется провести полный спектр процедур, включая лужение, а также использовать все дополнительные материалы.
Преимущества
- Данный метод позволяет решать сложные технологические операции;
- Это один из немногих способов достичь подобного соединения;
- Сама процедура происходит достаточно быстро и не требует дополнительных инструментов, так как для этого достаточно обыкновенной горелки;
- Современные разработки припоев обеспечивают относительно высокую совместимость металлов при спаивании;
- Процесс доступен как для домашнего проведения, так и для промышленных потребностей.
Недостатки
- Качество пайки уступает другим методам по надежности;
- Трудно подобрать правильный припой;
- Флюс быстро окисляется, так что действия приходится проводить, не затягивая начало температурной обработки;
- Зачастую используются легкоплавные припои, что делает процесс обработки более сложным, так как нужно четко отрегулировать температуру и следить, чтобы ничего не растеклось.

Способы
Существует несколько способов, как сделать соединение такого рода и зависят они больше не от того какой используется припой для пайки нержавейки с медью, а от инструмента обработки. Таким образом, в качестве основных выделяются два – пайка паяльником и горелкой.
В первом случае, при использовании паяльника, данный инструмент используется для относительно небольших деталей. Им удобней соединять небольшие вещи, так как нет риска перепалить их слишком большой температурой. В то же время сам паяльник уступает по мощности горелке и не может работать с твердоплавными материалами. Также им неудобно обрабатывать большие поверхности, так как в данном случае процесс будет слишком длительным и флюс может окислиться уже к тому времени.
Горелка является более часто используемым способом. Ею может проводиться пайка нержавейки с медью латунью и другими припоями. Здесь можно легко обрабатывать большие поверхности, делать герметические соединения. Сам процесс происходит намного быстрее, чем с паяльником, а также появляется возможность подогреть заготовки до нужной температуры.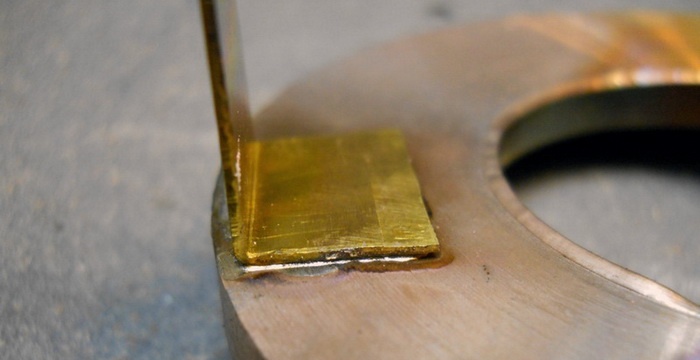 Скорость проведения процедур не позволяет флюсу окисляться.
Скорость проведения процедур не позволяет флюсу окисляться.
Пайка меди с нержавейкой горелкой
Выбор припоя
От правильного подбора припоя зависит итоговый результат работы, так как он обеспечивает заполнение места соединения, которое должно быть полностью покрыто материалом, что должен быть хорошо схвачен на поверхности. Одним из самых простых вариантов является пайка нержавейки латунью. Ведь это очень распространенный припой, который используется также и для пайки нержавейки с нержавейкой. В некоторых случаях его можно использовать без флюса.
«Обратите внимание!
Он уступает другим по своим свойствам, но является более распространенным и доступным, так что он подходит преимущественно для простых соединений, на которых не лежит большая ответственность.»
Оловянно-серебряный припой, такой как Castolin 157, является отличным способом пайки, но стоимость материала является более высокой, чем у остальных.
В самых простых случаях может использоваться радиотехнический припой, но по технологии производства лучше выбирать специализированные расходные материалы.
Технология пайки нержавейки с медью
Пайка нержавеющей стали латунью, или другими припоями, начинается с подготовки поверхности.
- Материал нужно очистить от всего лишнего и снять все налеты, очистить от жира и возможной ржавчины;
- Затем подготовить флюс, подвергнуть лужению места соединения заготовок и сам припой;
- После того, как флюс будет нанесен на места соединения, следует приставить в нужное место заготовку и выложить припой;
«Важно!
Не следует затягивать этот процесс, так как флюс имеет свойство окисляться.
»
- Затем следует постепенно подогревать все горелкой, пока припой не начнет плавиться;
- Нужно следить, чтобы он равномерно растекся по поверхности соединения;
- Дать остыть естественным способом.
Контроль качества
Качество пайки контролируется по ГОСТ 19249-73. Существует несколько основных профессиональных методов, которые включают:
- Радиоскопический метод;
- Радиационный контроль;
- Технический осмотр.
Техника безопасности
При работе с горелкой следует следить за соединением баллона с газом и его местом положения, так как он представляет собой наибольшую опасность. Также нужно аккуратно обращаться с горячими предметами, которые могли не остыть после пайки. Не стоит контактировать с флюсом непосредственно, а лучше использовать защитные перчатки.
Пайка стали с медью.
- Форум
- Дискуссионные форумы зоны ARPA/открытого членства
- Охлаждение и производство льда
- Пайка стали с медью.
- Согласие на использование файлов cookie
Мы используем файлы cookie, чтобы улучшить работу вашего веб-сайта. Чтобы узнать об использовании нами файлов cookie и о том, как вы можете управлять своими настройками файлов cookie, ознакомьтесь с нашей Политикой использования файлов cookie. Продолжая использовать веб-сайт, вы соглашаетесь на использование нами файлов cookie.
- Добро пожаловать на HVAC-Talk.com, сайт, не посвященный DIY, а также главный источник информации и знаний по HVAC для профессионалов отрасли! Здесь вы можете присоединиться к более чем 150 000 профессионалов и энтузиастов ОВКВ со всего мира, которые обсуждают все, что связано с ОВКВ/Х. В настоящее время вы просматриваете как НЕЗАРЕГИСТРИРОВАННЫЙ гость, что дает вам ограниченный доступ к просмотру обсуждений
Чтобы получить полный доступ к нашим форумам, вы должны зарегистрироваться; за бесплатно 9счет 0018.
 Как зарегистрированный гость вы сможете:
Как зарегистрированный гость вы сможете:- Участвуйте в более чем 40 различных форумах и ищите/просматривайте почти 3 миллиона сообщений.
- Публикация фотографий, участие в опросах и доступ к другим специальным функциям
- Получите доступ к нашему бесплатному разделу AOP (Спросите профессионала), чтобы получить реальные ответы на свои вопросы.
Мы рекомендуем не регистрироваться с использованием адреса электронной почты AT&T, BellSouth, AOL или Yahoo. Если у вас возникли проблемы с регистрацией или входом в аккаунт, обратитесь в службу поддержки.
18.11.
 2004, 01:00
#1
2004, 01:00
#1Пытаясь припаять соединение сталь-медь, нужно ли использовать какой-то флюс или правильно делать это как медь-медь? Я использую кислородно-ацетиленовую горелку и припой силфокс.
Спасибо за комментарии.
Ответить с цитатой
18.11.2004, 03:16 #2
Первоначально отправлено lmtd
Это НЕ правильно делать как медь к меди.
Очистите его ОЧЕНЬ ХОРОШО, не прикасайтесь к нему и не дуйте на него, флюс с серебряной пастой и 35 или 45% припоя. Мне самому нравятся 45%.
АМИНЬ!Воспользуйтесь функцией поиска здесь, чтобы увидеть больше тем, где эта тема обсуждается в энной степени!
Ответить с цитатой
18.11.2004, 06:41 #3
У меня были наилучшие результаты с пастообразным флюсом и припоем с содержанием серебра 45%.
 Убедитесь, что ваша медь и сталь действительно чистые, затем нагрейте трубку горелкой и нанесите флюс. Мне никогда не удавалось нанести флюс на холодный металл. большая часть вашего тепла на меди, когда она начинает течь, перемещает ваше тепло к стали, это втянет припой в соединение. Будьте осторожны и не дайте стали стать вишнево-красной.
Убедитесь, что ваша медь и сталь действительно чистые, затем нагрейте трубку горелкой и нанесите флюс. Мне никогда не удавалось нанести флюс на холодный металл. большая часть вашего тепла на меди, когда она начинает течь, перемещает ваше тепло к стали, это втянет припой в соединение. Будьте осторожны и не дайте стали стать вишнево-красной.Ответить с цитатой
Опубликовать лайки – 1 лайк, 0 дизлайк
18 ноября 2004 г., 12:14 #4
Первоначально отправлено josan6
Сильфос содержит фосфор.
. ..пайка соединения стали с медью…
..пайка соединения стали с медью…
Фосфор не предназначен для использования со сталью.
Он может прилипать к стали, но делает сталь хрупкой. Это утечка, ждущая своего часа.
Вместо этого используйте 45% с соответствующим пастообразным флюсом.Очистить все.
Не допускайте попадания избыточного флюса в систему.
Покройте трубку и фитинг флюсом, затем соедините их вместе.
(Часть работы флюса заключается в защите от окисления при нагреве.)
Следите за потоком. Он покажет температуру.
На 212 вода выкипает и флюс становится сухим. Продолжайте нагревать, медленно.
Когда будет достигнута необходимая температура, поток станет чистым и тихим.
Не перегревайтесь.
Практика, практика, практика, на каком-нибудь ломе.(Извините, R12rules, я провел поиск и обнаружил много-много несвязанных тем.
В том числе, «Кто хочет со мной поспорить?».
Я подумал, что мог бы помочь Джосан6 немного сузить круг вопросов. )
)Сертификат члена РСЭС Специалист
Юго-Западная региональная ассоциация РСЭС Секретарь, 2017
Ответить с цитатой
18.11.2004, 15:23 #5
Первоначально отправлено fixerup
Думаю, это настоящая хитрость.
У меня были наилучшие результаты с пастообразным флюсом и 45% серебряным припоем. Убедитесь, что ваша медь и сталь действительно чистые, затем нагрейте трубку горелкой и нанесите флюс. У меня никогда не было хорошего Удачи при нанесении флюса на холодный металл. Держите большую часть тепла на меди, когда она начнет течь, переместите тепло на сталь, это втянет припой в соединение. Будьте осторожны и не дайте стали стать вишнево-красной.
Убедитесь, что ваша медь и сталь действительно чистые, затем нагрейте трубку горелкой и нанесите флюс. У меня никогда не было хорошего Удачи при нанесении флюса на холодный металл. Держите большую часть тепла на меди, когда она начнет течь, переместите тепло на сталь, это втянет припой в соединение. Будьте осторожны и не дайте стали стать вишнево-красной. thehumid1 ——- Я живу в Нью-Джерси, штате, куда можно въехать бесплатно, но за выезд нужно платить!
Ответить с цитатой
18.11.2004, 16:12 #6
всем хороший совет, не трогайте его из-за масла на вашей коже .
 .. все испортится …
.. все испортится …Эй, комар, перестань кусать (шлепать!!) меня…
Кому-нибудь нравится Джози Уэйлс?
Да ладно, ты же знаешь, что я прав!Ответить с цитатой
11-19-2004, 20:25 #7
Stay silv 45 выпускается в виде стержней с флюсом. Я больше никогда не вернусь к серебряным моткам.
 Это здорово.
Это здорово.Бриллиант – всего лишь кусок угля, который стал твердым под давлением!
Ответить с цитатой
19 ноября 2004 г., 21:05 #8
Первоначально отправлено frostsolid
Я использую эти синие палочки с флюсовым покрытием уже пару лет. Я тоже их люблю. У меня все еще есть флюс для проволоки и пасты в грузовике, но я не могу вспомнить, когда я использовал его в последний раз.
Stay silv 45 поставляется в виде стержней с флюсом. Я больше никогда не вернусь к серебряным моткам. Это здорово.
Это здорово. >>>Посетите мой сайт Ответить с цитатой
19 ноября 2004 г., 23:25 #9
цветные картинки тоже.
 . http://www.jwharris.com/jwref/procs/
. http://www.jwharris.com/jwref/procs/Не торопитесь и делайте это правильно!
Ответить с цитатой
14.01.2017, 10:12 #10
Во-вторых, палочки с синим флюсовым покрытием Safety-Silv 45 великолепны. С тех пор не оглядывался назад.
Ответить с цитатой
« Предыдущая тема | Следующая тема »
Разрешения на публикацию
Что использовать для пайки меди с нержавеющей сталью?
- Форум
- Общий форум
- Общее обсуждение
- Что использовать для пайки меди с нержавеющей сталью?
- Согласие на использование файлов cookie
Мы используем файлы cookie, чтобы улучшить работу вашего веб-сайта.
 Чтобы узнать об использовании нами файлов cookie и о том, как вы можете управлять своими настройками файлов cookie, ознакомьтесь с нашей Политикой использования файлов cookie. Продолжая использовать веб-сайт, вы соглашаетесь на использование нами файлов cookie.
Чтобы узнать об использовании нами файлов cookie и о том, как вы можете управлять своими настройками файлов cookie, ознакомьтесь с нашей Политикой использования файлов cookie. Продолжая использовать веб-сайт, вы соглашаетесь на использование нами файлов cookie. - Добро пожаловать на HVAC-Talk.com, сайт, не посвященный DIY, а также главный источник информации и знаний по HVAC для профессионалов отрасли! Здесь вы можете присоединиться к более чем 150 000 профессионалов и энтузиастов ОВКВ со всего мира, которые обсуждают все, что связано с ОВКВ/Х. В настоящее время вы просматриваете как НЕЗАРЕГИСТРИРОВАННЫЙ гость, что дает вам ограниченный доступ к просмотру обсуждений
Чтобы получить полный доступ к нашим форумам, вы должны зарегистрироваться; за бесплатно 9счет 0018. Как зарегистрированный гость вы сможете:
- Участвуйте в более чем 40 различных форумах и ищите/просматривайте почти 3 миллиона сообщений.
- Публикация фотографий, участие в опросах и доступ к другим специальным функциям
- Получите доступ к нашему бесплатному разделу AOP (Спросите профессионала), чтобы получить реальные ответы на свои вопросы.

Мы рекомендуем не регистрироваться с использованием адреса электронной почты AT&T, BellSouth, AOL или Yahoo. Если у вас возникли проблемы с регистрацией или входом в аккаунт, обратитесь в службу поддержки.
19 декабря 2012 г., 14:14 #1
Привет, ребята.
 У кого-нибудь есть предложения, какие припои подойдут для пайки медных трубок с фитингами из нержавеющей стали 304? Это пластинчатый теплообменник в качестве испарителя r134. Заранее спасибо.
У кого-нибудь есть предложения, какие припои подойдут для пайки медных трубок с фитингами из нержавеющей стали 304? Это пластинчатый теплообменник в качестве испарителя r134. Заранее спасибо.Ответить с цитатой
12-19-2012, 14:25 #2
серебряный припой
Официально, на счет
ЧТОБЫ Встать НА НОГИ, ВЫ ДОЛЖНЫ ПОДНЯТЬ ЗАДНИЦУ
Я знаю достаточно, чтобы знать, я недостаточно знаю
Почему те, кто жалуется на большинство вносит наименьший вклад?
СЧАСТЬЕ НЕ КУПИТЬ ЗА ДЕНЬГИ. НА БЕДНОСТЬ НЕЛЬЗЯ КУПИТЬ
НА БЕДНОСТЬ НЕЛЬЗЯ КУПИТЬ Ответить с цитатой
12-19-2012, 15:24 #3
Первоначально Послано 2sac
серебряный припой
+1 хороший материал и белый пастообразный флюс.Ответить с цитатой
19 декабря 2012 г.
 , 16:50
#4
, 16:50
#4Первоначально Послано двухфазный
Привет, ребята. У кого-нибудь есть предложения, какие припои подойдут для пайки медных трубок с фитингами из нержавеющей стали 304? Это пластинчатый теплообменник в качестве испарителя r134. Заранее спасибо.
Я только что сделал пару и использовал 45% с белой пастой Harris.Ответить с цитатой
12-19-2012, 17:46 #5
Первоначально Послано jimp
Я только что сделал пару и использовал 45% белой пасты Harris.
Я думал стержень с покрытием 45%.
Ответить с цитатой
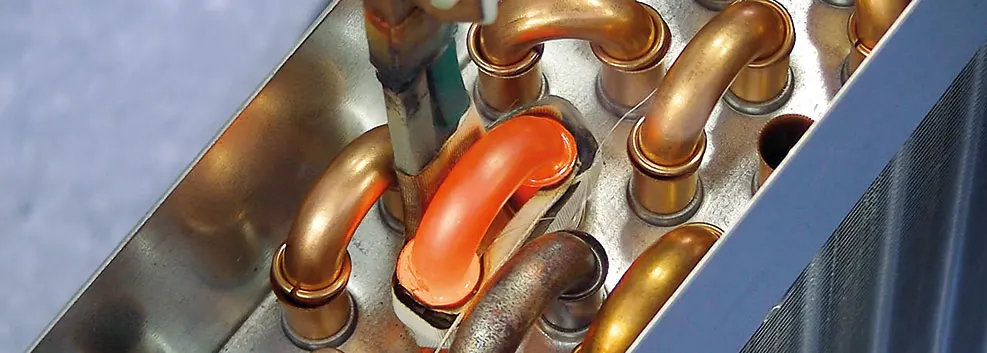
19 декабря 2012 г., 18:09 #6
Стержень с оранжевым покрытием
Ответить с цитатой
19 декабря 2012 г.
 , 18:53
#7
, 18:53
#7X2
Я использую стержень с 50% флюсовым покрытием
И вставить.Настоящий фокус — это ДАЖЕ тепло.
Я использую кузнечную горелку с круглым наконечником.
Первоначально написал jackintheboxtec
Стержень с оранжевым покрытием
Ответить с цитатой
12-19-2012, 20:26 #8
остаться ярким? с флюсом
Ответить с цитатой
19 декабря 2012 г.
 , 21:40
#9
, 21:40
#956 процентов серебра и флюса, отличная работа, хороший поток
Ответить с цитатой
20-12-2012, 02:04 #10
Первоначально Послано 2sac
серебряный припой
Итак, когда вы говорите серебряный припой, я предполагаю, что он отличается от бессвинцового сантехнического припоя? Я знаю, что в нем приличное количество серебра.
У меня есть немного стержня с синим флюсовым покрытием, похоже, что в нем довольно высокое содержание серебра. Кто-нибудь знает, что это может быть? Мне нужно сделать только шесть соединений на 3/8 дюйма, а эти пакеты из сплавов с высоким содержанием серебра невероятно дороги. Если серебряный припой для сантехники сработает, я, вероятно, просто попробую, поскольку это всего лишь личный проект, долгосрочная надежность не является серьезной проблемой, и он находится на стороне низкого давления. Если нет, мне просто придется выкашлять $$$.
Ответить с цитатой
20 декабря 2012 г., 06:10 #11
Первоначально Послано ryan1088
Я думал стержень с 45% покрытием.

Мне нравится контролировать флюс и наносить его перед пайкой.Ответить с цитатой
20 декабря 2012 г., 19:39 #12
НИКАКОЙ припой 95/5 НЕ подойдет!
Синий стержень подойдет.
Оранжевый лучше. 56% серебра. 23% меди. Цинк и олово.
Вы покупаете его стержнем
Вам нужен только один!
Ответить с цитатой
20 декабря 2012 г.
 , 19:51
№13
, 19:51
№13Первоначально Послано двухфазный
Итак, когда вы говорите серебряный припой, я предполагаю, что он отличается от бессвинцового сантехнического припоя? Я знаю, что в нем приличное количество серебра.
У меня есть немного стержня с синим флюсовым покрытием, похоже, что в нем довольно высокое содержание серебра. Кто-нибудь знает, что это может быть? Мне нужно сделать только шесть соединений на 3/8 дюйма, а эти пакеты из сплавов с высоким содержанием серебра невероятно дороги. Если серебряный припой для сантехники сработает, я, вероятно, просто попробую, поскольку это всего лишь личный проект, долгосрочная надежность не является серьезной проблемой, и он находится на стороне низкого давления.
Безопасное серебро 45% . Сантехника припаять не получится. Sears продает удилища с покрытием, о которых говорят другие. В любом магазине сварочных работ или газоснабжения они тоже должны быть. Если нет, мне просто придется выкашлять $$$.
Если нет, мне просто придется выкашлять $$$.Официально, на счет
ЧТОБЫ Встать НА НОГИ, ТЫ ДОЛЖЕН ПОДНЯТЬ ЗАДНИЦУ
Я знаю достаточно, чтобы знать, я недостаточно знаю
Почему те, кто жалуется на большинство вносит наименьший вклад?
СЧАСТЬЕ НЕ КУПИТЬ ЗА ДЕНЬГИ. НА БЕДНОСТЬ НЕЛЬЗЯ КУПИТЬОтветить с цитатой
20 декабря 2012 г., 19:53 №14
Кроме того, нержавеющая сталь нагревается быстрее, чем медь, и ее легко прожечь.

Официально, на счет
ЧТОБЫ Встать НА НОГИ, ТЫ ДОЛЖЕН ПОДНЯТЬ ЗАДНИЦУ
Я знаю достаточно, чтобы знать, я недостаточно знаю
Почему те, кто жалуется на большинство вносит наименьший вклад?
СЧАСТЬЕ НЕ КУПИТЬ ЗА ДЕНЬГИ. НА БЕДНОСТЬ НЕЛЬЗЯ КУПИТЬОтветить с цитатой
20 декабря 2012 г., 20:01 №15
О
Серебра 95/5
нет 95% олово
5% сурьмыОтветить с цитатой
20 декабря 2012 г.
 , 21:31
№16
, 21:31
№16Если вы не знаете, что использовать, вы, вероятно, не знаете, что пайка нержавеющей стали использует другой подход. Вот некоторая помощь.
45% серебряный припой или лучше с белым или коричневым флюсом для начала, но всегда направляйте пламя на медь, позволяя ss только приближаться к пламени. как только припой расплавится на медь, направьте немного тепла на нержавеющую сталь. И не сжигайте нержавейку. Он станет черным. Как только вы это сделаете, вам нужно будет промыть сустав холодной водой и сделать это снова. Убедитесь, что ваш ss чист для начала. В отличие от sil-fas, вам нужно чистить медь и нержавеющую сталь эмори.
 Смойте затвердевший флюс холодной водой и тряпкой, пока соединение еще горячее. Удачи.
Смойте затвердевший флюс холодной водой и тряпкой, пока соединение еще горячее. Удачи.Ответить с цитатой
20 декабря 2012 г., 21:36 # 17
JB сварка
LOL
ТАКТИКА СТРАХА
НЕ РАБОТАЕТ НА ВОИНАХ
Ответить с цитатой
20 декабря 2012 г.
 , 22:40
# 18
, 22:40
# 18Первоначально Послано Capz
Если вы не знаете, что использовать, вы, вероятно, не знаете, что пайка нержавеющей стали использует другой подход. Вот некоторая помощь.
Припой из серебра 45% или лучше с белым или коричневым флюсом для начала, но всегда направляйте пламя на медь, позволяя SS только приближаться к пламени. как только припой расплавится на медь, направьте немного тепла на нержавеющую сталь. И не сжигайте нержавейку. Он станет черным. Как только вы это сделаете, вам нужно будет промыть сустав холодной водой и сделать это снова.
Хорошо, спасибо за советы. Убедитесь, что ваш ss чист для начала. В отличие от sil-fas, вам нужно чистить медь и нержавеющую сталь эмори. Смойте затвердевший флюс холодной водой и тряпкой, пока соединение еще горячее. Удачи.
Убедитесь, что ваш ss чист для начала. В отличие от sil-fas, вам нужно чистить медь и нержавеющую сталь эмори. Смойте затвердевший флюс холодной водой и тряпкой, пока соединение еще горячее. Удачи.Также не знал, что прутки для пайки продаются поштучно. У меня мало времени (только личные и школьные дизайнерские проекты), поэтому я смог просто подобрать полуиспользованные удилища, оставленные такими, как вы, ребята, на катках, на которых я работаю. Я посмотрю, что есть в аэрогазе, когда завтра пойду за нитро.
Ответить с цитатой
20 декабря 2012 г., 22:43 # 19
Я использовал стержень с синим покрытием для соединения нержавеющей стали с медью, и он работает хорошо, немного дешевле, чем оранжевый.

Ответить с цитатой
24.12.2012, 09:12 вечера #20
Первоначально Послано двухфазный
Хорошо, спасибо за советы.
полуиспользованные удилища, оставленные такими, как вы, ребята, на катках, на которых я работаю. Я посмотрю, что есть в аэрогазе, когда завтра пойду за нитро.
Эти половинки стержней – стержни из силфаса, вероятно, 6% серебра. Может не работать с медью до сс.
Ответить с цитатой
« Предыдущая тема | Следующая тема »
Разрешения на публикацию
Как паять медь – Сварочный центр
Хотите научиться паять медь? Если да, то эта статья для вас! В следующих параграфах мы рассмотрим процесс пайки меди с помощью горелки. Мы также обсудим, как это делается с помощью флюса и паяльной пасты. Вы можете использовать любой метод пайки, если хотите — оба они работают отлично. Давайте начнем!
Что такое пайка?
Пайка — это термочувствительный процесс соединения, при котором для соединения двух металлов используется присадочный металл.
Это часто делается как сварка, но при этом используется только тепло пламени без какой-либо жидкости, газа или электричества. Чтобы это работало успешно, пайка должна происходить в вакуумной камере (которую мы рассмотрим, как вы можете настроить), потому что молекулы остаточного воздуха будут мешать процессу, ослабляя силу связи между металлами, соединяющимися при пайке.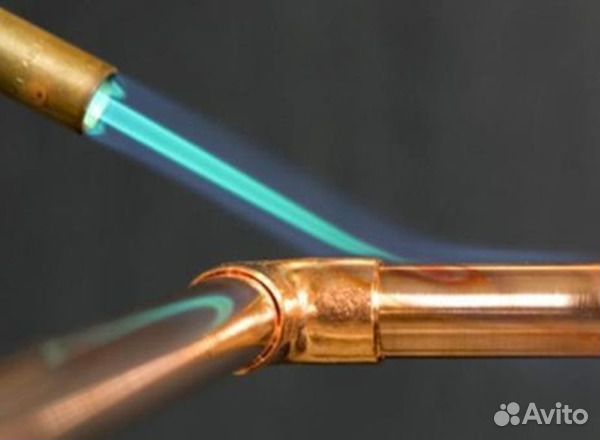 Присадочный металл расплавляют и наносят щеткой на одну поверхность, а затем расплавляют на другую до тех пор, пока на обеих поверхностях не образуется покрытие из сплава, в результате чего они становятся похожими материалами, связанными вместе.
Присадочный металл расплавляют и наносят щеткой на одну поверхность, а затем расплавляют на другую до тех пор, пока на обеих поверхностях не образуется покрытие из сплава, в результате чего они становятся похожими материалами, связанными вместе.
Зачем тебе паять медь?
Медная пайка — это способ соединения медных труб, как правило, водопроводных. Однако, чтобы использовать этот метод, вам нужно быть лицензированным сантехником, а возможность припаять трубу обычно не предоставляется.
Хотя этот метод используется нечасто, пайка медью позволяет соединить два куска медной трубы. Если вам представилась такая возможность и у вас есть лицензия на сантехнические работы, не стесняйтесь использовать свои новые знания, сваривая трубы вместе! Должен отметить, что при наличии остаточных молекул воздуха процесс пайки будет менее успешным.
Вам нужен флюс для пайки меди?
Для пайки меди вам нужен флюс, чтобы припой мог свободно течь и нагреваться горелкой. Затем стержень вставляется на место без приложения силы, что может привести к перепутыванию нагревательной ванны и созданию ненадежного соединения между двумя кусками меди.
Затем стержень вставляется на место без приложения силы, что может привести к перепутыванию нагревательной ванны и созданию ненадежного соединения между двумя кусками меди.
Самый простой метод пайки меди – это использование флюсовой щетки на одной поверхности, а затем нанесение на нее расплавленного металла – для этого также потребуется водорастворимая паста. Два куска металла должны иметь отшлифованную поверхность, чтобы этот процесс работал эффективно, потому что в противном случае между ними не образуется выгодная связь. Этот метод часто используется для соединения сантехнических труб, потому что никто не хочет, чтобы токсичные пары паяли вокруг дома.
Как паять медь
Пайка выполняется путем нагревания меди с последующим нанесением сверху слоя константана (вид металла с высокой теплопроводностью и низким удельным электрическим сопротивлением). Если вы правильно выровняете две части, они сплавятся при нагревании до 250°C. Флюс гарантирует, что любые маленькие пузырьки воздуха не попадут туда и не испортят все это — они будут пузыриться на поверхности при нагреве и могут быть проколоты иглой для пайки до начала нагрева.
После того, как они нагреются, нанесите немного паяльной пасты – она расплавится при повторном нагревании, чтобы завершить соединение! Если константан не обеспечивает достаточную теплопроводность или вы хотите убедиться, что обе детали имеют примерно одинаковую температуру перед первым нагревом, вы также можете использовать прут для пайки с флюсовым покрытием.
Что именно происходит, когда присадочный металл плавится?
Когда присадочный металл плавится, он обычно образует ярко-оранжевый шарик. Так вы узнаете, что достигли нужной температуры для продолжения процесса пайки. Вы должны нанести флюс и водорастворимую пасту, затем вы должны нагреть стержень и медную трубу в течение примерно пяти минут, прежде чем добавлять паяльную пасту на стержень.
Если вам интересно, как вы могли бы сделать это в строительстве, обычно это то, как соединяются водопроводные трубы. Для водопроводных труб обычно используются два метода: пайка меди и пайка меди.
Флюс способствует свободному течению припоя и должен наноситься на обе поверхности для успешного процесса пайки. Затем стержень вставляется на место без приложения силы, что может привести к перепутыванию нагревательной ванны и созданию ненадежного соединения между двумя кусками меди.
Затем стержень вставляется на место без приложения силы, что может привести к перепутыванию нагревательной ванны и созданию ненадежного соединения между двумя кусками меди.
Как это делается с флюсом и паяльной пастой
Если константан не обеспечивает достаточную теплопроводность, вы можете использовать прут для пайки, покрытый флюсом, для соединения меди. Применение пасты гарантирует, что соединения будут прочными и долговечными. Если вы решите использовать флюс и паяльную пасту, процесс будет следующим:
- Нанесите слой припоя на медные детали.
- Сложите обе стороны вместе.
- Нагревайте кислородно-ацетиленовой горелкой до тех пор, пока соединения не расплавятся – это займет около двух минут на дюйм или около того. Если он недостаточно горячий для припоя, он просто впитает припой во флюс, и вам придется начинать заново.
- Применяется для пайки с помощью кислородно-ацетиленовой горелки.
- При достаточном нагреве наносите паяльную пасту до полного соединения!
Можно ли паять медь пропановой горелкой?
Ага. Факел нагревает края меди и охлаждает их в воде. Перед началом сварки вся лишняя вода сдувается легким потоком воздуха из горелки.
Факел нагревает края меди и охлаждает их в воде. Перед началом сварки вся лишняя вода сдувается легким потоком воздуха из горелки.
«Сварка» означает соединение двух кусков металла путем плавления и смешивания их поверхностей с образованием прочного соединения, которое трудно разорвать при температуре до 800 градусов по Фаренгейту (426 градусов по Цельсию). Когда вы начинаете пайку, сначала нагрейте один конец в течение 1-2 минут. Пайка имеет несколько преимуществ по сравнению с другими методами: она относительно проста и недорога для начала. Он не требует большого количества электричества или газа, как некоторые другие методы пайки. Методы легко приобретаются на практике без формального обучения. Паяные соединения имеют низкую прочность до охлаждения, но прочнее паяных соединений.
Факел нагревает края меди и охлаждает их в воде. Перед началом сварки вся лишняя вода сдувается легким потоком воздуха из горелки».
Пайка имеет ряд преимуществ по сравнению с другими методами: она относительно проста и недорога для начала. Он не требует большого количества электричества или газа, как некоторые другие методы пайки. Методы легко приобретаются на практике без формального обучения. Паяные соединения имеют низкую прочность до охлаждения, но прочнее паяных соединений.
Он не требует большого количества электричества или газа, как некоторые другие методы пайки. Методы легко приобретаются на практике без формального обучения. Паяные соединения имеют низкую прочность до охлаждения, но прочнее паяных соединений.
Как насчет пайки медной трубы или медной трубы?
Медные трубы — отличный металл для водопроводных труб, поскольку они устойчивы к коррозии и ржавчине. Когда вы паяете, вы можете обратить внимание на некоторые вещи, которые помогут процессу пайки пройти более гладко.
- Перед нанесением флюса убедитесь, что труба чистая и на ней нет мусора. Если на медной трубе есть грязь или жир, если есть риски, сколько припоя впитается в соединение. Перед запуском очистите трубу водой с мылом или проволочной щеткой.
- Нанесите флюс на обе стороны медной трубки (флюс должен всегда контактировать с металлическими поверхностями) и нагревайте один конец в течение 2-3 минут. После нагрева нанесите паяльную пасту на нагретую поверхность и снова нагрейте.
 Дайте ему остыть в течение нескольких минут, прежде чем наносить дополнительное количество паяльной пасты на обе стороны соединения, повторно нагревая до тех пор, пока обе части не станут достаточно горячими, чтобы при прикосновении к ним пальцем не ощущалось холода или покалывания; если нет, то повторить нагрев.
Дайте ему остыть в течение нескольких минут, прежде чем наносить дополнительное количество паяльной пасты на обе стороны соединения, повторно нагревая до тех пор, пока обе части не станут достаточно горячими, чтобы при прикосновении к ним пальцем не ощущалось холода или покалывания; если нет, то повторить нагрев. - Дайте припою остыть, прежде чем пропускать через него воду.
- Трубу, которая уже была спаяна и находится в эксплуатации, следует промывать нетоксичным чистящим раствором каждый год или два, чтобы удалить любые минеральные отложения, которые могут вызвать утечки, коррозию и накопление бактерий.
Как бы вы это ни делали, процесс соединения медных труб с помощью припоя или пайки одинаков:
- Нанесите флюс на оба куска меди.
- Нагревайте одну сторону до тех пор, пока она не станет горячей в течение примерно двух минут, и нанесите паяльную пасту, при необходимости повторно нагревая кислородно-ацетиленовой горелкой.
- Дайте припою остыть, прежде чем пропускать через него воду.
Как очистить изделие после пайки
После завершения процесса пайки вам необходимо очистить изделие от грязного флюса. Для этого промойте его небольшим количеством мыльной воды, а затем еще раз ополосните чистой водой. Не забудьте вытереть всю лишнюю воду, прежде чем приступать к следующему шагу.
Как избежать потенциальных проблем при пайке
Стоит искать любые признаки утечек – крошечные капли расплавленного металла и дым. Если вы их видите, быстро закройте отверстие мокрой тряпкой или пищевой содой, чтобы искры не воспламенили газ; затем добавьте еще немного флюса (если ваш процесс пайки веревки включает его) и продолжайте пайку.
Можно ли сваривать медь и нержавеющую сталь?
Да, медь и нержавеющая сталь могут быть сварены вместе. Этот тип сварки известен как пайка, и именно так медный водопроводчик соединяет трубы в водопроводной системе. При пайке используется присадочный металл, который плавится при гораздо более низкой температуре (около 700 градусов по Фаренгейту/356 градусов по Цельсию), чем обычная сварка (от 2000 до 2700 градусов по Фаренгейту).