Как спаять нержавейку: Пайка нержавейки в домашних условиях: припои, флюсы, видео
alexxlab | 10.05.2023 | 0 | Разное
чем, как паять твердыми припоями нержавеющие стали, латунью, оловом в домашних условиях
Спайка между собой отдельных деталей, сделанных из нержавеющей стали – достаточно трудоемкая и сложная процедура. Для получения качественного соединительного шва важно правильно выбрать припой, рабочий режим используемого оборудования и соблюдать установленные требования к пайке нержавеющих сталей.
Содержание
- Как паять нержавейку оловом в домашних условиях
- Особенности пайки нержавейки
- Используемое оборудование
- Режимы пайки оловом
- Флюс для пайки нержавейки и его приготовление
- Припой для нержавейки и его типы
- Пищевые припои
- Пайка с помощью газовой горелки
- Преимущества
- Недостатки
- Отличия высокотемпературной пайки от низкотемпературной
- Почему пайка может не получиться
- Самые распространенные ошибки
- Контроль качества шва
- Техника безопасности
Как паять нержавейку оловом в домашних условиях
Отремонтировать предметы из нержавеющей стали, например, предметы кухонной посуды, вполне реально самостоятельно в бытовых условиях. Паять нержавейку допускается обыкновенным небольшим паяльником с применением припоя на основе олова.
Паять нержавейку допускается обыкновенным небольшим паяльником с применением припоя на основе олова.
Особенности пайки нержавейки
Пайка нержавейки — это процедура наплавления на участок соединения двух металлических деталей специальной присадки, в качестве которой часто применяют компоненты на оловянной основе. Расходный материал не содержит вредные компоненты для человеческого здоровья, поэтому подходит даже для ремонта кухонной посуды.
Ключевая особенность пайки нержавейки оловом в бытовых условиях – необходимость тщательной обработки спаиваемых поверхностей металла. В процессе спайки, чтобы исключить нагрузки на соединительный участок, опытные мастера используют специальные приемы. Например, для упрочнения соединений наклепанной стали предварительно осуществляют отжиг поверхностей газовой горелкой.
Например, для упрочнения соединений наклепанной стали предварительно осуществляют отжиг поверхностей газовой горелкой.
Используемое оборудование
Чтобы сделать качественный ремонт металлического изделия предварительно надо изучить методику спайки, подготовить оборудование и расходники.
Для пайки нержавеющей стали в бытовых условиях понадобятся следующие инструменты и расходники:
- паяльник электрический на 60-100 Вт либо небольшая горелка на пропане;
- припой, сделанный из оловянного сплава;
- флюс;
- надфиль, щетка проволочного типа, наждачная бумага;
- ветошь;
- растворитель для обезжиривания паяемых стальных поверхностей;
- средства индивидуальной защиты: щиток с прозрачной вставкой либо очки, респиратор, перчатки.
При спайке массивных металлических деталей для их первоначального нагревания потребуется паяльник большей мощности. А для более качественной очистки поверхностей соединяемых элементов рекомендуется использовать ортофосфорную кислоту.
Режимы пайки оловом
Опытные мастера рекомендуют следующие режимы спайки нержавеющей стали с использованием оловянного припоя:
- мощность паяльного устройства – от 80 до 120 Вт;
- толщина припоя – от 2 до 4 мм;
- температура пламени – от 232 до 240 °С;
- время нагревания – от 5 до 10 сек.
Для контроля температуры пламени рекомендуется использовать специальный прибор – пирометр.
Флюс для пайки нержавейки и его приготовление
На этапе сваривания деталей можно повредить сплавы металлов, обладающие коррозионной устойчивостью. Поэтому перед тем, как соединить отдельные элементы нержавейки, нужно правильно подобрать флюс. Такие составы необязательно приобретать на строительном рынке, их можно самостоятельно изготовить в быту.
Инструкция, как приготовить флюс в домашних условиях:
- берем по одной части буры и борной кислоты;
- тщательно перемешиваем эти два компонента;
- добавляем в полученный состав воду;
- перемешиваем смесь до формирования однородной массы.

Приготовленный раствор наносят на участок спаивания металла. Когда он высохнет, адгезия стальных поверхностей существенно повысится.
Флюс для пайки, изготовленный на дому, по своим эксплуатационным показателям не уступает заводским составам. А для улучшения схватывания состава поверхности соединяемых металлических деталей рекомендуется предварительно обработать надфилем либо наждачной бумагой.
Припой для нержавейки и его типы
Припой для пайки нержавейки бывает двух типов:
- Мягкий. Для изготовления используют олово (свинец). Эти химические элементы повышают текучесть и пластичность расходника, используемого для формирования сварочного шва. Минус мягких припоев – затвердевшее покрытие имеет низкие прочностные показатели.
- Твердый. В состав изделия входит техническое серебро – 30% от общего объема. Соединение деталей отличается высокой прочностью и долговечностью. Твердые припои часто применяют на производствах, в ремонтных мастерских.

Для самостоятельного спаивания деталей из нержавейки на дому рекомендуется приобретать припои твердой структуры, позволяющие получать крепкие качественные соединения. Их производят из металлов, отличающихся от олова (свинца) высокой температурой плавления. После затвердевания припоя получается твердый и прочный сварной шов, способный выдерживать высокие механические нагрузки.
Самым популярным на рынке является универсальный припой HTS-528, применяемый для соединения чугунных деталей, изделий из нержавейки и цветных металлов. Припой выпускают в форме прута с флюсовым покрытием красного цвета.
Припой HTS-528Медно-цинковый припойМедно-фосфорный припойПищевые припои
Технология спайки с использованием пищевых припоев аналогична спаиванию металлов прочими присадками. Единственное требование – запрещено применение металлических сплавов со свинцам, например, оловянно-свинцовых материалов (ПОС). Свинец относится к токсичным химическим элементам.
Единственное требование – запрещено применение металлических сплавов со свинцам, например, оловянно-свинцовых материалов (ПОС). Свинец относится к токсичным химическим элементам.
При использовании ортофосфорной кислоты паяльный процесс затягивать не рекомендуется, так как через 10-15 секунд на поверхности свариваемых элементов образуется фосфатная пленка, препятствующая процедуре пайки. В итоге чтобы запаять металл придется зачищать его поверхность заново. Поэтому флюс рекомендуется наносить непосредственно перед запайкой изделий.
Полезная статья: Какими электродами варить нержавейку
Пайка с помощью газовой горелки
При самостоятельном выполнении пайки нержавейки в домашних условиях с применением газовой горелки важно соблюдать установленные требования безопасности.
Основные требования:
- применение негорючего экранирующего покрытия в рабочей зоне – листовой асбест и прочие материалы;
- рабочее помещение должно иметь качественную вентиляцию, тщательно проветриваться;
- с горелкой надо уметь правильно обращаться, рекомендуется задействовать припой многокомпонентного состава, какой не требует дополнительного нанесения флюса на спаиваемые металлы;
- в пламени горелки не допускается лишний кислород, он способствует окислению металлических поверхностей, а соединение получается недостаточно прочным.

Перед началом спайки газовой горелкой поверхности металлических деталей тщательно зачищают и обезжиривают. Далее свариваемый участок прогревают, пока металл не покраснеет. При этом постоянно нужно контролировать цвет пламени горелки. Светло-синий оттенок говорит об опасных излишках кислорода.
После прогревания элементов из нержавейки к линии их спайки подносят прут твердого припоя. Важно чтобы пламя горелки с этим участком напрямую не контактировало. Продолжают прогревать металл, пока из стыковочного шва не начнет выходить расплавленный припой. После завершения пайки по всей линии соединения изделие охлаждают и визуально проверяют наличие дефектов.
Полезная статья: Холодная сварка что это
Преимущества
Спайка изделий из нержавеющей стали с применением твердых припоев считается самой качественной и долговечной, если сравнивать с другими вариантами. Такую технологию применяют в промышленной сфере для соединения деталей, которые эксплуатируются в тяжелых условиях с повышенными механическими нагрузками и при высоких температурах.
Основные преимущества технологии:
- короткий подготовительный этап;
- простота соединения деталей небольших размеров;
- получение качественного соединительного шва;
- доступность расходного материала.
Процедура спайки деталей из нержавейки не требует особых подготовительных мероприятий. Соединение элементов осуществляется достаточно быстро. В отличие от сварочных работ при пайке рабочая температура значительно ниже, поэтому риски деформации обрабатываемого металла сводятся к нулю. Эту технологию используют в станкостроении для ремонта деталей. Ее легче освоить, чем сварку, поэтому к ней прибегают чаще домашние мастера.
Спайка изделий из нержавеющей стали оловом кроме преимуществ имеет ряд недостатков:
- более трудоемкая процедура соединения деталей, если сравнивать с другими типами припоя;
- не каждый инструмент способен выдавать необходимую температуру для соединения металла, поэтому в бытовых условиях такая процедура становится трудноосуществимой;
- большинство твердых сплавов достаточно дорогие, как и процедура пайки из-за большого расхода требуемых ресурсов;
- готовое соединение не отличается высокими прочностными показателями;
- олово – жидкотекучий химический элемент, что существенно затрудняет процесс спайки металлов;
- максимальная эксплуатационная температура запаянного металлического изделия падает до температуры пластичности олова.

Стоит отметить, что высокая текучесть олова не позволяет сделать качественный вертикальный шов при спайке в бытовых условиях. С такой задачей сможет справиться только опытный спайщик.
Отличия высокотемпературной пайки от низкотемпературной
При низкотемпературной пайке нержавеющей стали участок соединения нагревают электрическим источником, при высокотемпературной процедуре – газовой горелкой. Отличается и температура плавления используемых припоев, что впоследствии отражается на качестве соединения, условиях эксплуатации спаянного изделия.
После низкотемпературной спайки деталь выдерживает значительно меньшую эксплуатационную температуру, чем после высокотемпературной. Но высокий температурный режим при запаивании конструкции способен повлиять на изменение структуры металлического сплава, температура плавления которого близка температуре пайки.
Также стоит отметить, при использовании этих двух режимов предметы из нержавеющей стали спаивают оборудованием разной мощности.
Полезная статья: Форсаж Дуги
Почему пайка может не получиться
Качественная спайка металлических деталей может не получиться из-за ошибок мастера. Обязательно на этапе запаивания конструкции надо периодически очищать наконечник используемого паяльного устройства. Не рекомендуется использовать в присадки канифоль либо другие составы с повышенным содержанием свинца.
Самые распространенные ошибки
Из часто допускаемых ошибок во время спайки деталей выделяют следующие:
- Некачественная зачистка поверхностей спаиваемых предметов. При плохой обработке кромок соединяемых деталей из нержавейки присадка не задерживается на поверхности металла, скатывается с нее. В результате кромки свариваемых изделий требуют повторной механической обработки.
- Некачественное обезжиривание спаиваемых изделий. Припой также будет плохо удерживаться на металлической поверхности и паяться.
- Недостаточный нагрев металла.
 При недостаточной температуре спайки не удастся раскалить металл и перевести твердый припой в текучее состояние.
При недостаточной температуре спайки не удастся раскалить металл и перевести твердый припой в текучее состояние. - Применение паяльного устройства с обгораемым наконечником. Жало паяльника нужно периодически очищать от нагарообразования, что препятствует непрерывному прогреванию соединяемых металлических элементов.
- Использование вместо флюса канифоли. Такой припой не эффективен для нержавейки.
- Применение припоя, содержащего большое количество свинца. Для спаивания нержавейки рекомендуется покупать припои с повышенным содержанием олова.
- Преждевременная проверка качества соединительного шва. Если жидкий припой не успел полностью затвердеть, можно нарушить качество соединения. В результате пайку изделия придется осуществлять заново, начиная с зачистки металлической поверхности.
- Пайка без предварительного лужения разных видов металла. Не удастся соединить изделие из нержавейки с деталью из меди либо латуни без специальной обработки участка спайки.
 Его предварительно надо залудить.
Его предварительно надо залудить. - Применение паяльного устройства для значительной площади. В данной ситуации флюс быстро окисляется. Поэтому для спайки металлических изделий большой площади применяют исключительно газовую горелку. Опытные мастера рекомендуют использовать горелки с двумя соплами.
Ознакомившись предварительно с перечисленными ошибками и рекомендациями специалистов вполне можно качественно спаять изделия из нержавейки в бытовых условиях своими руками.
Полезная статья: Как заварить глушитель
Контроль качества шва
Есть несколько вариантов, как проверить качество спайки изделий из нержавейки:
- трансформаторный;
- параметрический;
- люминесцентный;
- оптический;
- цветной;
- визуальный.
На дому часто используют визуальный способ. Опытные мастера рекомендуют дать соединению полностью остыть, затем попробовать поковырять отверткой либо шилом. Если шов качественный, на его поверхности останется небольшая царапина.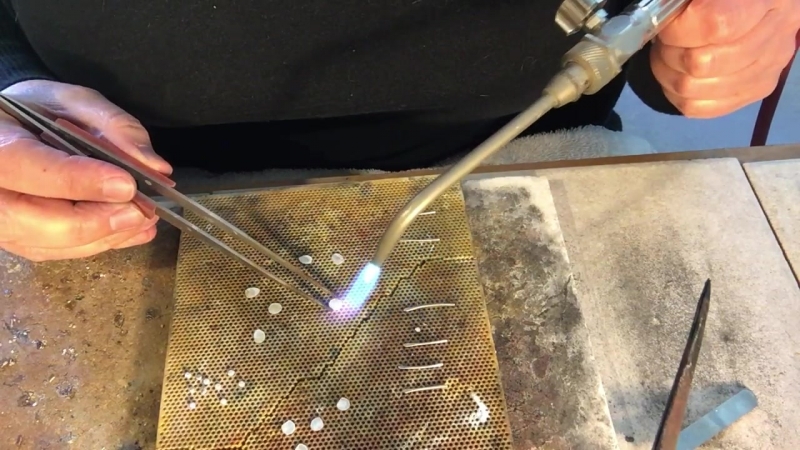 В случае некачественной спайки изделия припой отслоится, соответственно процедуру придется повторить.
В случае некачественной спайки изделия припой отслоится, соответственно процедуру придется повторить.
Полезная статья: РДС сварка что это такое
Техника безопасности
При самостоятельной пайке изделий из нержавейки на дому обязательно нужно соблюдать следующие правила безопасности:
- используемый припой для пайки бытовых предметов из пищевой нержавейки не должен содержать свинец и цинк;
- нельзя брать голыми руками разогретый металл до его полного охлаждения;
- газовый баллон надо размещать на достаточном удалении от открытого огня;
- работы нужно выполнять исключительно в индивидуальных защитных средствах и тщательно вентилируемом помещении.
Для соединения металлических изделий без сварки в бытовых условиях рекомендуется использовать маломощные паяльные устройства – от 60 до 100 Вт, лучше паяльник на 100 Вт.
Соединение металлических труб рекомендуется выполнять с помощью газовой горелки. Электрическим паяльником достаточно сложно припаять друг к другу громоздкие элементы конструкции, даже при использовании оборудования с не обгорающим наконечником.
Электрическим паяльником достаточно сложно припаять друг к другу громоздкие элементы конструкции, даже при использовании оборудования с не обгорающим наконечником.
Да
81.05%
Нет
18.95%
Проголосовало: 248
Если у Вас возникли вопросы по сварке, пайке и контролю, то задайте их нашим экспертам в комментариях под статьей.
Как паять нержавейку в домашних условиях?
0
Опубликовано: 24.04.2019
Иногда возникает потребность спаять изделие из нержавеющей стали. Перед тем как паять нержавейку в домашних условиях, необходимо ознакомиться с технологией, принципами выполнения работ.
Оглавление:
Особенности пайки нержавейки
Для получения неразъемного соединения деталей из коррозионно-стойкой стали используются присадочные сплавы с более низкими температурами плавления, чем у соединяемого основного металла.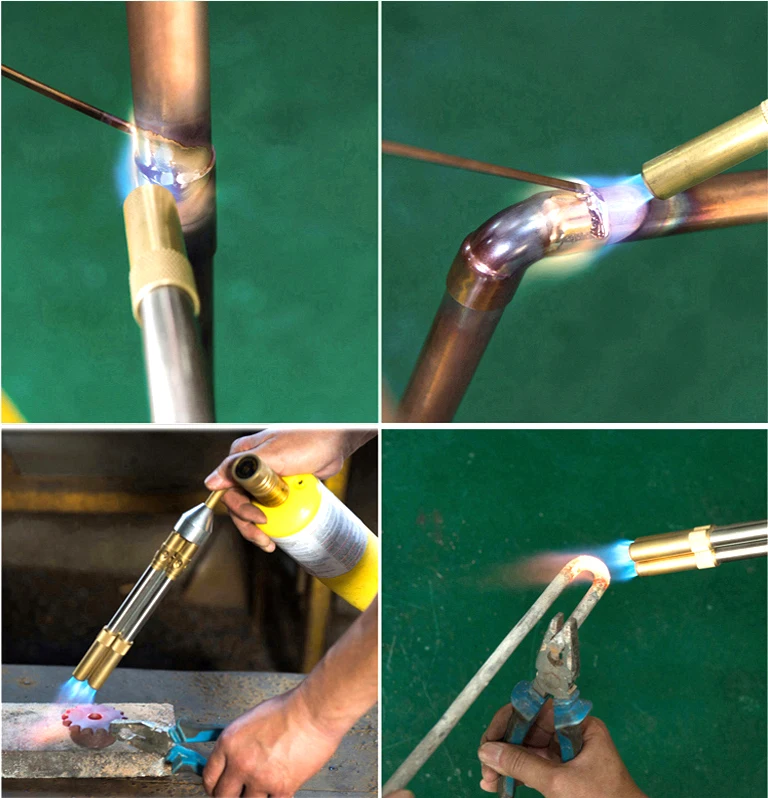 Наличие прочной оксидной пленки делает нержавейку более трудной для пайки, чем углеродистая сталь.
Наличие прочной оксидной пленки делает нержавейку более трудной для пайки, чем углеродистая сталь.
Чтобы припаять непосредственно к нержавеющей стали, необходимо использовать специальные смеси с диапазоном активации 100-375°C для удаления поверхностных оксидов. Эти вещества рекомендуется только для механического соединения. Из-за коррозионной активности они не рекомендуются для электрических контактов. Если остаток флюса после оплавления не будет полностью удален с использованием теплой воды с механической очисткой, швы будут нарушены из-за потенциальной коррозии в течение его срока службы.
Присадочный материал на основе свинца — это припой, который изготавливается из сплава олова и свинца, иногда с другими металлами. Полученный припой имеет более низкую температуру плавления. Свинец токсичен, поэтому все больше мастеров стараются использовать менее опасные вещества.
Альтернативным решением является использование формовочного газа, состоящего из азота и водорода. Этот метод удаления оксида используется, когда температура пайки может быть выше 350°C, активизируя водород и восстанавливая оксиды. При использовании этого метода не требуется удалять остатки реагента.
Этот метод удаления оксида используется, когда температура пайки может быть выше 350°C, активизируя водород и восстанавливая оксиды. При использовании этого метода не требуется удалять остатки реагента.
Используемое оборудование
Качество работы зависит от выбранных материалов, необходимого для проведения ремонта оборудования. Домашнему мастеру понадобится:
- Наждачная бумага (крупнозернистая).
- Промышленная щетка.
- Флюс (паста паяльная).
- Паяльная горелка (электропаяльник).
- Металлический пруток (присадочный материал).
- Лента малярная.
- Чистая тряпка.
- Защитное обмундирование (очки, перчатки, респиратор).
Подготовка
Тщательная очистка поверхности изделия в области стыка является ключом к крепкой пайке. Масло и жир удаляют с помощью растворителей, а проволочную щетку или абразивную обработку наждачной тканью применяют для устранения сложных типов загрязнения.
Масло и жир удаляют с помощью растворителей, а проволочную щетку или абразивную обработку наждачной тканью применяют для устранения сложных типов загрязнения.
Шероховатая поверхность абразива эффективна, она улучшит адгезию припоя. Рекомендуется проводить ремонтные работы сразу после очистки. Если это невозможно, детали предварительно покрывают присадочным материалом (лужат). Припаивая детали из латуни или меди, необходимо нанести тонкий слой олова на предварительно разогретый участок, который соединяется с изделием.
Процесс пайки
Технологическая операция заключается в соединении нержавейки с помощью присадочного металла, благодаря силам сцепления между атомами. Руководство соединения деталей:
- Подключают паяльник и дают ему нагреться.
- Слегка шлифуют края металла в месте будущего шва или заплаты, чтобы избежать появления неровностей. 2 части должны соединиться без каких-либо промежутков.
- Удаление шлифовальной пыли влажной тряпкой.
- Области, которые недопустимо подвергать воздействию растворителей, закрывают малярной лентой.
- Флюс наносится в зоны, которые будут принимать припой.
- Разместить в рабочей зоне весь необходимый инвентарь. Паяльник кладут на безопасном расстоянии. Проволочный припой разматывают.
- Проводится лужение. Тонким слоем наносится смесь олова и свинца.
- Если покрыть изделие припоем не удается (смесь скатывается по запчасти), прибегают к проверенному способу. Изготавливают небольшую кисточку из стальной проволоки и трубки. Паяльную кислоту наносят непосредственно перед использованием щетки. Нагревают детали паяльником или паяльным пистолетом, хорошо защищают самодельной щеткой. Данная процедура эффективна, т.к. снимается окисная пленка без использования химических соединений.
- Наносится тонкий слой растопленного олова.
- Начинается процесс пайки оловом.
- Паяльник удерживают в области стыка, который заполняется присадочным материалом.

- Получить сталь нужной температуры трудно, поэтому необходимо внимательно следить за процессом. Перегретые детали покрываются оксидами, которые снижают качество отделки нержавейки.
- Дают остыть.
- Очищают швы наждачной бумагой и растворителем.
Основные ошибки во время пайки
Распространенные ошибки, мешающие достигнуть положительного результата:
- Неверный выбор растворителей. Агрессивные вещества необходимы для удаления оксида с подготовленной поверхности. Следует избегать использования паст на основе соляной кислоты, поскольку коррозия усложнит очистку.
- Перегрев места соединения.
- Загрязненное жало паяльника.
- Несоответствие требованиям. Выбор сплава должен соответствовать ожидаемым условиям эксплуатации (механическая нагрузка, цветовое соответствие, контакт с пищевыми продуктами или водой).

- Упущенное время. Пасту удаляют сразу после проведения работ, чтобы избежать обесцвечивания и предотвратить коррозию.
- Температура разогрева не соответствует плавке.
- Нарушение спаянных швов. Это происходит в результате движения, когда сплав затвердевает.
- Холодное сплочение. В результате недостаточного нагрева холодные швы часто характеризуются жесткостью, шероховатостью и неравномерностью. Эта ошибка припаивания создает ненадежные швы, подверженные растрескиванию, разрушению.
Соединение будет прочным, если использовать соответствующий припой и не экономить на флюсе.
Меры осторожности
Правила техники безопасности при пайке заключаются в следующем:
- Проводят работу в проветриваемом помещении.
- Перед паянием нужно проверить состояние провода, нет ли повреждений корпуса паяльника.

- Не стоит пытаться расплавить припой горелкой, чтобы не спровоцировать возгорание.
- Запрещается проводить работу горелкой в непосредственной близости от огнеопасных и легковоспламеняющихся материалов.
- Припой, содержащий свинец ядовит, поэтому нужно работать в респираторе. Паяльник нагревается до 400°C, что может привести к ожогу или пожару.
- Раскаленный металл вызывает ожог, поэтому его нельзя подносить близко к телу.
- Всегда возвращать паяльник на подставку, когда он не используется.
- Стоит отказаться от использования кустарных инструментов для ремонта изделий из коррозионно-стойкой стали.
- Присадку легко выгорающих компонентов производят в последнюю очередь.
Самостоятельная пайка в домашних условиях требует опыта и соблюдения мер безопасности.
Сергей Одинцов
tweet
Методы пайки нержавеющей стали
Абсолютно!
Паять нержавеющую сталь не так просто, как пайку меди или даже низкоуглеродистой стали, но это возможно. Многие из обычно используемых нержавеющих сталей можно паять. Ключ к успешной пайке нержавеющей стали лежит в трех ключевых областях: флюс, припой и источник тепла.
Многие из обычно используемых нержавеющих сталей можно паять. Ключ к успешной пайке нержавеющей стали лежит в трех ключевых областях: флюс, припой и источник тепла.
Выбор правильного флюса для нержавеющей стали
При пайке нержавеющей стали очень важно выбрать правильный флюс. Когда мы говорим «правильный флюс», мы имеем в виду активный флюс, такой как наш флюс № 71 для пайки нержавеющей стали. Типы флюсов, которые вы используете для сантехники, например, обычно недостаточно сильны для пайки нержавеющей стали (хотя они подойдут для пайки меди). Однако такой флюс, как № 71, содержит сильные ингредиенты, необходимые для пайки нержавеющей стали.
№ 71 — это жидкий флюс, который отлично подходит для многих применений. Однако, если вам нужен пастообразный флюс, попробуйте наш № 144, который имеет активность № 71, но в форме пасты. Примеры того, где предпочтительна пастообразная форма, могут включать работу с вертикально ориентированной деталью или когда вы хотите нанести много флюса в одном месте. У нас также есть гелевый флюс № 78, который хорошо подходит для пайки нержавеющей стали.
У нас также есть гелевый флюс № 78, который хорошо подходит для пайки нержавеющей стали.
Выбор правильного припоя для нержавеющей стали
Выбор правильного припоя так же важен, как и выбор правильного флюса. Ключевое слово, когда речь заходит о «правильном припое» для нержавеющей стали, — «Серебро». Припои, содержащие серебро, лучше справляются с пайкой нержавеющей стали. Это может быть бессвинцовый припой, например Sn9.6/Ag4 (96% олова и 4% серебра). Или там, где вы можете использовать свинецсодержащий припой, это может быть Sn45/Pb54/Ag1 (45% олова, 54% свинца и 1% серебра). Да, добавление серебра увеличивает стоимость припоя, но это имеет значение, когда речь идет о пайке нержавеющей стали.
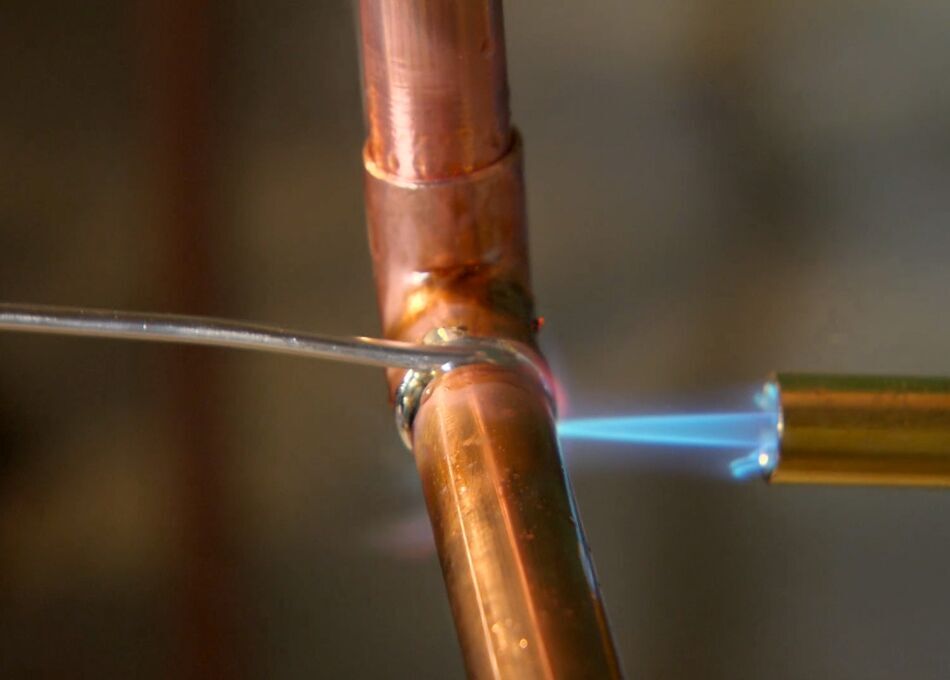
Включение нагрева
При пайке нержавеющей стали необходимо включать нагреватель. Это не похоже на пайку меди, где все, что вам нужно сделать, это расплавить припой, и происходит пайка. Вам необходимо нагреть поверхность нержавеющей стали, чтобы активировать флюс и поверхность нержавеющей стали могла принять припой. Это означает, что, если только детали, которые вы паяете, не имеют небольшой массы, стандартный паяльник не будет достаточно горячим. Вам понадобится горелка (например, кислородно-ацетиленовая или газовая) или мощные паяльники, которые любят использовать кровельщики. При пайке нержавеющей стали не скупитесь на тепло.
Это означает, что, если только детали, которые вы паяете, не имеют небольшой массы, стандартный паяльник не будет достаточно горячим. Вам понадобится горелка (например, кислородно-ацетиленовая или газовая) или мощные паяльники, которые любят использовать кровельщики. При пайке нержавеющей стали не скупитесь на тепло.
Собираем все вместе
Когда у вас есть три ингредиента: правильный флюс, правильный припой и правильный нагревательный инструмент, вы готовы к пайке нержавеющей стали. Но не начинайте, пока не позаботитесь о безопасности. Как и при любой пайке, убедитесь, что вы работаете в хорошо проветриваемом помещении с полной защитой органов дыхания. Сильные флюсы, такие как наш № 71, выделяют сильные пары, вдыхание которых вредно. Кроме того, надевайте необходимые защитные перчатки, средства защиты органов дыхания и защиты глаз, как указано в паспорте безопасности (SDS).
Очистка после пайки
Один важный момент, на который следует обратить внимание при пайке нержавеющей стали: флюсы, которые вам понадобятся, такие как наш № 71, оставляют сильный осадок после пайки. Эти остатки, если их оставить на детали, могут вызвать коррозию деталей в дальнейшем. Поэтому после пайки обязательно смойте остатки флюса теплой водой. Хорошо смойте остатки флюса, иначе они могут аукнуться вам в виде коррозии.
Эти остатки, если их оставить на детали, могут вызвать коррозию деталей в дальнейшем. Поэтому после пайки обязательно смойте остатки флюса теплой водой. Хорошо смойте остатки флюса, иначе они могут аукнуться вам в виде коррозии.
Посмотрите наше видео
Посмотрите наше потрясающее видео, в котором показано, как паять нержавеющую сталь!
Как насчет пайки?
Пайка из нержавеющей стали — отличный вариант для создания прочных соединений без воздействия на детали более высоких температур. Но иногда пайки недостаточно. Иногда вам нужно еще более прочное соединение, и вы не против подвергнуть детали воздействию более высоких температур, чем пайка. Если это так, то можно использовать пайку нержавеющей стали с флюсом, подобным нашему № 601B/3411, и подходящим припоем . Но это для другого поста!
Будьте на связи
Мы всегда рады ответить на ваши вопросы о пайке нержавеющей стали или любых других вопросах, связанных с флюсом, соединением металлов и т. п. Связаться с нами!
п. Связаться с нами!
Как паять нержавеющую сталь паяльником?
Иногда при монтаже сантехнических и кровельных работ вам может понадобиться соединить вместе два куска нержавеющей стали. В таких случаях пайка является одним из самых дешевых и простых решений. Поскольку температура плавления припоя намного ниже, чем у нержавеющей стали, его можно безопасно использовать для соединения двух деталей из нержавеющей стали.
К сожалению, все металлы склонны к образованию оксидного слоя на поверхности, когда они подвергаются воздействию атмосферы. С другой стороны, нержавеющая сталь имеет довольно стойкий оксидный слой. Этот оксидный слой препятствует прилипанию припоя к поверхности.
Описание
Предварительная обработка нержавеющей стали
Как уже говорилось, оксидный слой затрудняет сцепление припоя с нержавеющей сталью. Поэтому перед пайкой поверхность нержавейки необходимо обработать для удаления оксидного слоя.
1. Работайте в хорошо проветриваемом помещении и надевайте защитное снаряжение
Обработка поверхностей из нержавеющей стали требует использования химикатов и токсинов, которые могут нанести вам физический вред. Поэтому перед тем, как приступить к обработке поверхности из нержавейки, необходимо принять все необходимые меры предосторожности.
Поэтому перед тем, как приступить к обработке поверхности из нержавейки, необходимо принять все необходимые меры предосторожности.
Первое и самое важное — надевайте защитные очки. Это связано с тем, что если какой-либо из растворителей или химических веществ попадет в глаза, это может привести к серьезному повреждению.
Следующее, о чем следует беспокоиться, это токсичные газы или пары, которые могут выделять химикаты. Хотя ношение маски дает вам некоторый уровень защиты, всегда рекомендуется работать на открытом воздухе. Если вы работаете в закрытом помещении, убедитесь, что оно хорошо проветривается. Держите окна и двери открытыми в течение всего процесса.
2. Протрите поверхность из нержавеющей стали растворителем для удаления масла и жира
Масляные и жировые загрязнения также препятствуют прилипанию припоя к поверхности. Их следует чистить в первую очередь. Просто налейте обильное количество растворителя на тряпку и протрите поверхность. Изопропиловый спирт является отличным растворителем для этой цели. Однако для удаления жира этого может быть недостаточно. В таких случаях нужно использовать ацетон.
Однако для удаления жира этого может быть недостаточно. В таких случаях нужно использовать ацетон.
Конечно, вы должны соблюдать осторожность при обращении с ацетоном, так как он не только вызывает коррозию, но и легко воспламеняется. Держите подальше открытый огонь и надевайте защитные перчатки. Держите под рукой немного воды на случай, если вы в конечном итоге прольете ее на кожу.
3. Удалите твердые загрязнения с помощью металлической проволочной щетки
Некоторые твердые загрязнения, такие как пыль и т. д., невозможно удалить с помощью растворителей. Поэтому единственный способ удалить их — использовать металлическую щетку. Вы также можете немного сделать поверхность шероховатой, чтобы припой лучше прилипал к ней.
4. Нанесите флюс на кислотной основе на стальную поверхность
Даже после очистки поверхности растворителями и металлическими щетками оксидный слой останется. Если его не удалить, припой не прилипнет. Следовательно, лучшим решением будет обработка поверхности флюсом на кислотной основе. Флюс представляет собой пастообразное вещество, которое при плавлении становится коррозионно-активным и разъедает поверхность оксида, обнажая металл под ним.
Флюс представляет собой пастообразное вещество, которое при плавлении становится коррозионно-активным и разъедает поверхность оксида, обнажая металл под ним.
Следует использовать флюс, специально предназначенный для нержавеющей стали. Лучше всего для этой цели подходят флюсы на кислотной основе. Вы можете использовать кисть или кусок ткани, чтобы нанести флюсовую пасту на все поверхности соединяемых деталей.
Связывание металлов
1. Для наилучшего скрепления используйте припой, содержащий не менее 50% олова
На рынке доступны различные виды припоев. Они различаются по составу. Для соединения с нержавеющей сталью вам потребуется припой, состоящий более чем на 50% из олова. Еще одним большим преимуществом использования припоя с высоким содержанием олова является то, что он соответствует цвету поверхности нержавеющей стали и не слишком влияет на ее внешний вид. Припой, содержащий серебро, образует еще более прочную связь с нержавеющей сталью. Однако для плавления потребуется гораздо больше времени.
2. Зажмите 2 металлические детали, которые вы спаиваете, чтобы они касались друг друга
Для пайки вам потребуется использовать обе руки. Таким образом, во время пайки у вас не будет свободных рук, чтобы скрепить металлические детали. Следовательно, две части должны быть зажаты вместе. Вы можете сделать это, купив паяльную стойку или настольные тиски.
3. Предварительно нагрейте обе металлические поверхности нагревательным устройством
Поскольку температура плавления припоя намного ниже, чем у нержавеющей стали, вы можете нагревать нержавеющую сталь с помощью пламени или горелки до тех пор, пока она не станет достаточно горячей, чтобы расплавить припой. припой. Вы можете прикоснуться к припою, чтобы проверить, достаточно ли он горячий, чтобы припой расплавился.
4. Расплавьте немного припоя на нестальном металле, если вы его используете. поверхность нестального металла. Это улучшит сцепление и облегчит пайку. Не забудьте раскатать достаточное количество припоя, чтобы держать нагревательный элемент подальше от рук.

5. Нанесите припой на стык двух металлических деталей
Когда металлические детали, которые должны быть спаяны, предварительно покрыты припоем, они легче сцепляются. Прикоснитесь к проволоке припоя в месте соединения металлических частей. Припой расплавится и потечет по стыку. Вы также должны вручную нанести расплавленный припой по всему стыку. Как только температура понизится, припой затвердеет, и две детали будут соединены вместе.
6. Очистите соединение теплой проточной водой, чтобы удалить остатки флюса.
Кислый остаток флюса, который остается после пайки, вызывает коррозию. Следовательно, он может разъедать металлические детали. Поэтому, чтобы избежать этого, используйте воду или изопропиловый спирт для удаления остатков флюса с поверхности. Кроме того, вы также можете очистить участок щеткой или губкой, чтобы удалить остатки флюса.
Заключение
