Как станки работают: Устройство и принцип работы станков с ЧПУ, основы
alexxlab | 24.02.2018 | 0 | Разное
Устройство и принцип работы станков с ЧПУ, основы
Увеличение объемов производства требует автоматизации процессов, ведь с помощью этого экономится немало времени и ресурсов. Сегодня подробно разберем устройство и принцип работы станков с ЧПУ — одной из главных составляющих автоматизированного производства. О станках с ЧПУ и их работе читайте в этой статье.

Источник: mehanoobrabotka-zakazat.ru
Что такое станок с ЧПУ

Источник: traupmann-cnc.at
Станки с ЧПУ — это станки с компьютерным управлением. До ЧПУ станки управлялись вручную механиками. С помощью ЧПУ компьютер управляет сервоприводами, которые приводят машину в действие.Таким образом, постоянного человеческого внимания не требуется, хотя для запуска станков все же необходимы операторы.

Источник: youtube.com
ЧПУ — это аббревиатура для термина “числовое программное управление”. В основе этого понятия — управление станком с помощью компьютера. Такие устройства являются своего рода роботами.
Источник: 3erp.com
ЧПУ обработка — это производственный процесс, в котором изготовление деталей происходит под управлением компьютерных программ. Ранее станки работали на основе гидравлической системы, которая обеспечивала производство одинаковых деталей по шаблону. Сейчас же программы могут контролировать все, от движений обрабатывающего центра до скорости шпинделя, включения/выключения охладителя и прочих функций. Применение в станках ЧПУ значительно облегчает задачу массового производства деталей.
Существуют различные виды устройств с ЧПУ, включая 3D-принтеры, фрезерные и лазерные станки, машины для водоструйной и электроэрозионной обработки, электронные разрядные станки, маршрутизаторы с ЧПУ и т. д. Далее мы детально разберем, как работают станки с ЧПУ.

Источник: cnctrianglestudio.com
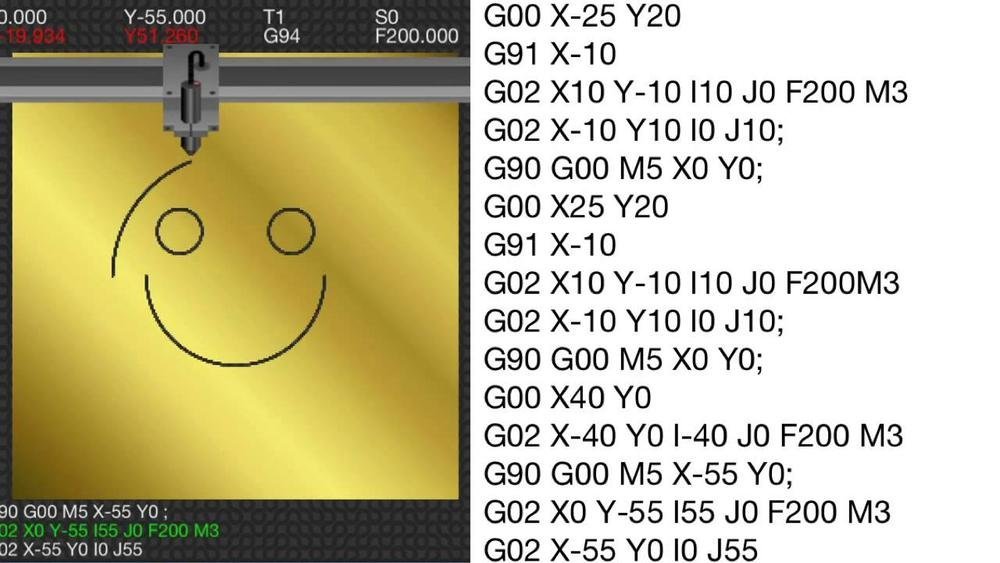
Программисты ЧПУ пишут программы обработки деталей, используя специальный язык программирования G-Code. Программа обработки детали создается либо посредством написания кода с нуля, либо с помощью специального ПО — CAM, которое преобразовывает чертеж детали, созданный в программах CAD, в G-код.
Источник: roboticsandautomationnews.com
В течение длительного времени станки с ЧПУ использовались только в промышленности, из-за их высокой стоимости. Сегодня же на рынке представлено множество станков в доступном ценовом диапазоне, что позволяет как профессионалам, так и любителям обзавестись станком с ЧПУ для личных целей.
Основные составляющие станка ЧПУ

Источник: top3dshop.ru
Устройства ввода данных: используются для ввода программы обработки детали на станке. Существует три самых часто используемых вида устройств ввода: считыватель перфоленты, считыватель магнитных лент и компьютер, работающих через порт RS-232-C.

Источник: youtube.com
Блок управления станком (БУС) — это сердце станка с ЧПУ. Он выполняет все управление станка. Среди функций БУСа следующие:
- Чтение кодовых инструкций, вводимых в БУС;
- Расшифровка кодовых инструкций;
- Интерполяция (линейная, круговая и спиральная) для генерации команд движения оси;
- Передача команд движения оси в схемы усилителя, для управления механизмами оси;
- Получение сигналов обратной связи о положении и скорости каждой оси привода;
- Вспомогательные функции управления, такие как включение / выключение охладителя или шпинделя и смена инструмента.

Источник: haascnc.com
Исполнительный механизм: станок с ЧПУ зачастую имеет подвижный стол и шпиндель, для контроля положения и скорости. Стол станка управляется в направлении осей X и Y, а шпиндель — в направлении оси Z.

Источник: ittechreviewer.com
Система привода: состоит из схем усилителя, приводных двигателей и ШВП (шарико-винтового подшипника). Блок управления станком подает сигналы схемам усилителя о положении и скорости движения каждой оси. Затем сигналы управления усиливаются, чтобы привести в действие двигатели привода, которые вращают ШВП, чтобы настроить нужное расположение рабочего стола.

Источник: banggood.com
Система обратной связи: состоит из преобразователей, или датчиков. Ее также называют измерительной системой. Датчики непрерывно контролируют положение и скорость режущего инструмента. БУС принимает сигналы от этих преобразователей и использует разницу между исходными сигналами и сигналами обратной связи для генерации новых сигналов, с целью коррекции положения и скорости.
Пульт управления: на дисплее отображаются программы, команды и другие необходимые данные станка с ЧПУ. Может быть перемещен в удобное для оператора положение.

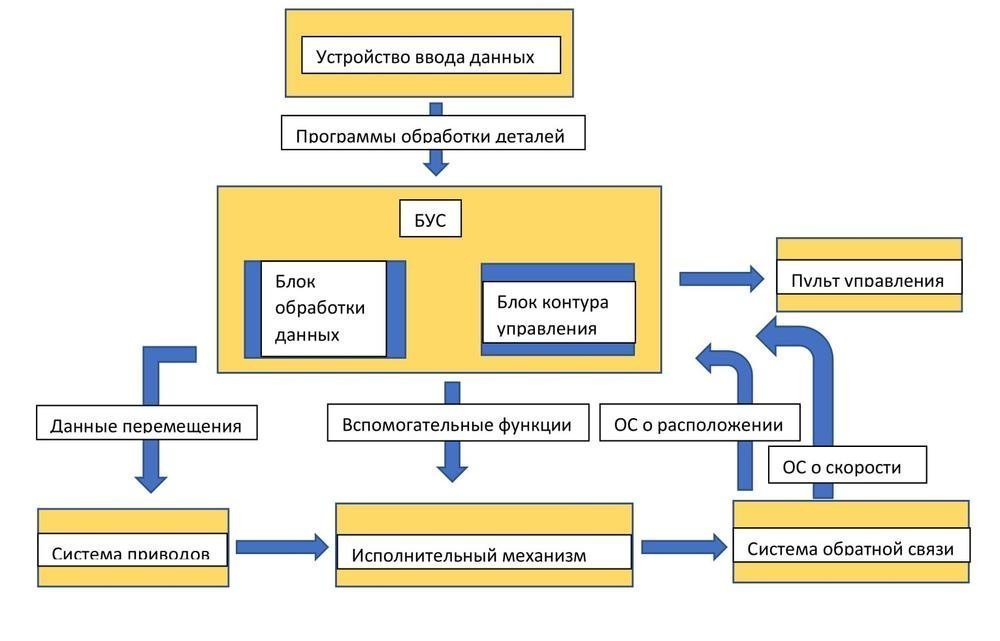
На фото ниже — структурная схема станка:
Как работает ЧПУ станок

Источник: 3dspectratech.com
- Сначала программа обработки детали вводится в блок управления станка;
- В БУС происходит весь процесс обработки данных, он подготавливает все команды движения и отправляет их в систему привода;
- Привод контролирует движение и скорость блоков станка;
- Система обратной связи фиксирует данные о положении и скорости движения осей и отправляет сигнал в БУС;
- В блоке управления сигналы обратной связи сравниваются с исходными, если есть ошибки — он исправляет их и отправляет в исполнительный механизм новые сигналы для корректировки процесса;
- Пульт управления с дисплеем используется для просмотра оператором команд, программ и других важных данных.
Основы работы на станках с ЧПУ

Источник: pinterest.com/
Процесс создания детали достаточно прост и состоит из следующих этапов:
Дизайн детали
С помощью программного обеспечения CAD создается 2D или 3D модель детали, которую вы хотите сделать. CAD — система автоматизированного проектирования, в которой можно указывать точные размеры детали.
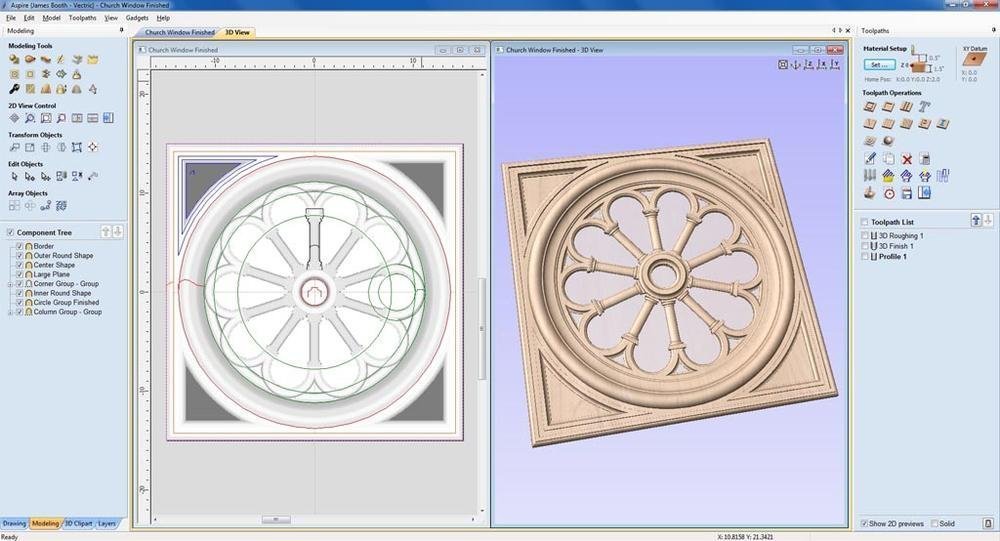
Источник: archive.vectric.com
Программирование для ЧПУ
С помощью программного обеспечения CAM модель детали преобразовывается в g-код.
Настройка станка
Этот этап предусматривает несколько шагов:
- Предстартовый. Перед запуском станка убедитесь, что масло и охлаждающая жидкость заполнены по максимуму. Обратитесь к инструкции, если вы не знаете, как это сделать.
- Убедитесь, что в рабочей зоне нет посторонних предметов.
- Если станку требуется подача воздуха, убедитесь, что компрессор включен и давление соответствует требованиям, указанным в инструкции.
- Пуск / Домой. Подключите станок к питанию и запустите. Главный выключатель обычно расположен в задней части устройства, кнопка питания — в левом верхнем углу на панели управления.
- Загрузите все инструменты в карусель в том порядке, который указан в списке программы ЧПУ. Для станков с одним инструментом — установите в шпиндель фрезу.
- Установите деталь в тиски или закрепите на столе, зафиксируйте.
- Установите показатель коррекции на длину инструмента. Переместите инструменты к верхней части детали в порядке, указанном в программе ЧПУ, и затем установите показатели коррекции.
- Установите коррекцию осей X и Y. После того, как тиски или другие детали будут правильно установлены, настройте коррекцию на установку заготовки (нулевой позиции), чтобы найти начальную точку X и Y детали.
- Загрузите программу ЧПУ в систему управления станком с помощью USB-накопителя.

Источник: planet-cnc.com
Изготовление детали
После того, как станок настроен, можно начинать процесс производства. Здесь также предусмотрены несколько шагов:
- Пробный прогон. Запустите программу в воздухе, на высоте около 5 см от детали.
- Запустите программу. Обратите внимание, чтобы не было сообщений об ошибках.
Принцип работы станка с ЧПУ: конструкция, характеристика, ПУ
Станок с ЧПУ – оборудование станочного типа с числовым программным управлением, предназначенное для высокоточной обработки деталей. Существует множество моделей аппаратов данного типа, но принцип работы станков с ЧПУ и практически идентичны. Устройства могут работать в автоматическом или полуавтоматическом режиме под контролем оператора агрегата.
Конструкция
Чтобы понять, как работать на станке с ЧПУ, необходимо предварительно разобраться в его конструкции. Отдельные модели фрезерных и токарных станков имеют незначительные отличия, но базовые элементы идентичны.
Стандартная конструкция агрегата включает наличие:
- станины;
- коробки подач;
- передней шпиндельной бабки;
- задней бабки;
- стержневого механизма;
- суппорта.

Станина представляет собой основу оборудования – к ней крепятся другие комплектующие. Коробка подач отвечает за передачу движений, которые осуществляет шпиндель. Передаваемые движения принимаются суппортом. Передняя шпиндельная бабка состоит из:
- коробки скоростей;
- шпинделя;
- крепежных элементов для фиксации и вращения заготовки.
Задняя бабка предназначена для закрепления заготовки с противоположной стороны, когда выполняется обработка на станках с ЧПУ центральной части. В качестве стержневого механизма могут выступать различные инструменты, такие как развертка или сверло. Именно этот элемент отвечает за центральную обработку заготовки. Он неразрывно связан с задней бабкой. От суппорта зависит надежность фиксации режущего инструмента и траектории его движения.
Работая с современным оборудованием, следует знать и дополнительных комплектующих. Конструкция станков может быть дополнительно оснащена:
- вакуумным столом;
- улавливателем стружки;
- системой охлаждения фрезы.
Также для удаленного контроля агрегатом иногда могут использовать переносной пульт. По этому принципу работают в основном в узкоспециализированном производстве.

Характеристика
Перед тем, как научиться работать на станке, нужно разобраться в его характеристиках. Отличительной чертой станков, имеющих числовое программное управление, является высокая скорость и точность обработки. В отличие от более старого оборудования подобного типа четырехкоординатные фрезерные станки с системой числового программного управления имеют более высокий показатель надежности и удобства в использовании.
Еще одним фактором, отличающим токарный станок по дереву с числовым программным управлением от его аналогов, заключается в повышенном показателе жесткости. Эта особенность обусловлена:
- короткими кинематическими цепями;
- сниженными потерями на трении;
- минимальными зазорами между элементами конструкции;
- низким количеством механических передач;
- повышенным быстродействием.
Подвижные элементы устойчивы к износу, а теплопотери и механическое трение сведены к минимуму. Для конструкции характерно чередование в соединении между твердыми материалами и мягкими. Так, например, стальные детали могут соединяться с пластиковыми. Работа выполняется благодаря роликам, имеющим преднатяг. Вероятность получения повреждений такими элементами крайне мала.
Принцип работы станка с системой ЧПУ также зависит от отличий приборов. По характеристикам токарные станки отличаются:
- диаметром обрабатываемой заготовки;
- габаритам детали, которую возможно зафиксировать;
- максимальным расстоянием между центрами станочного прибора.
Обработка токарным станком на высоких скоростях и быстрое нагревание не оказывают влияния на показатель трения.

Особенности работы
Принцип работы фрезерного станка основывается на взаимодействии всех комплектующих. Знание связи между рабочими элементами помогает разобраться, как работать на фрезерном станке.
Задняя бабка имеет специальное место, в которое устанавливается рабочий механизм. Затем при помощи направляющих она размещается рядом с заготовкой на расстоянии, необходимом для ее фрезерования. Между задней и передней бабкой находится суппорт. После включения фрезерного станка с ЧПУ с его помощью будут выполняться продольные движения по заготовке.
Фреза выбирается в зависимости от того, из какого материала состоит обрабатываемая деталь, и какой результат нужно получить. Например, дерево обычно не требует применения жестких фрез.
Некоторые резцовые головки способны разместить четыре резца. Четырехкоординатный станок используется повышения качества и скорости обработки. Фрезерный станок с ЧПУ работает от электродвигателя, конструкция которого включает плотные приводной ремень. Он обеспечивает крепление ступенчатого шкива с мотором.
Чтобы фрезерование на ЧПУ станке выполнялась на высоком уровне, необходимо периодически проверять, насколько хорошо натянут ремень.
Работа оператора
Станки работают под контролем оператора. Он отвечает за:
- смену и закрепление заготовок;
- установку фрезы нужного типа;
- запуск управляющей программы;
- включение станка;
- контроль за работой оборудования.

Оператор долго учится прежде, чем приступить к выполнению своих обязанностей. Первый запуск выполняется в тестовом режиме, поскольку вероятность допустить ошибку имеется даже тогда, когда специалист научил оператора правильно. Учащемуся предоставляются точные знания, но даже на самом современном устройстве имеется погрешность. На основе тестового запуска определяется, необходимо ли вносить коррективы в работу четырехосного прибора.
Также проверяется, подходит ли фреза для дерева или другого материала, из которого изготовлена деталь, и соответствуют ли габариты детали допустимым значением станка. На этом принципе основывается процесс работы практически всех моделей четырехкоординатных станков.
Некоторые считают: «Если я пользуюсь станком, больше ничего знать не нужно». Но к работе рекомендуется приступать, научившись создавать управляющие программы.
Программирование
ЧПУ станок запускается автоматическом или полуавтоматическом режиме только при наличии числовых управляющих программ (УП). Она включает все действия и принципы, по которым будет работать четырехосной станочный прибор. При создании управляющей программы задаются:
- количество переходов и проходов;
- параметры обрабатываемой заготовки;
- основные характеристики рабочего инструмента.

УП создается на компьютере при помощи специальных приложений для работы со станками. Учимся работать на программах:
- AutoCAD;
- T-FlexCAD;
- SolidWorks.
На перечисленном программном обеспечении создаются трехмерные примеры, на основе которых изготовляются реальные детали. После этого указывается, какими работами будет реализовываться поставленная задача. Если Вы научитесь создавать управляющие программы, со станочным оборудованием будет работать легче.
что можно сделать, виды станков, методы
Токарные станки предназначены для обработки тел вращения. При работе на токарном станке производится точение цилиндрических, конических и фасонных поверхностей, как внутренних, так и наружных, а также нарезание резьбы и накатку рифления. Помимо этого, на них можно производить операцию сверления, однако это возможно только в том случае, если отверстие находится в оси детали или же с некоторым смещение от нее.
Разновидности и характеристики станков для обработки дерева
Разнообразие типов, размеров и форм деревянных деталей предполагает многообразие оборудования, на котором происходит обработка.
В перечень разновидностей станков для деревообработки входят:
Пилильные
Данная группа используется для распиловки заготовок и целых древен, а также для придания формы плоским элементам. Пилильные в свою очередь следует разделить на следующие подгруппы:
- Пилорамы, при помощи которых осуществляется продольная и поперечная распиловка материала при помощи линейных пил, которые совершают возвратно-поступательные движения относительно заготовок. Данное оборудование не относится к экономичному оборудованию, к тому же оно достаточно громоздкое, поэтому встречается довольно редко.
- Круглопильные, которые представляют собой автоматические и ручные, выполняющие распиловку древесины в наклонной и вертикальной плоскостях при помощи круглых пил. Такое оборудование нашло применение при формовке. Классифицируется по количеству пил, их диаметру, мощности и производительности.
- Ленточные, функционирующие автоматически и с ручным управлением. Разрезание дерева происходит при линейном движении ленты. Используется как во время заготовки, так и при дальнейшей обработке. Достоинством данного оборудования можно назвать простоту обслуживания и экономичность, однако более низкую точность, если сравнивать с круглопильными.

Строгальные
Предназначены для снятия верхнего слоя материала при перемещении режущего инструмента. К основным разновидностям станков этого типа относятся:
- Рейсмусовые, одно и двухсторонние. Односторонние способны обрабатывать только верхнюю плоскость, так что их используют только при обработке только крупных заготовок. Получили большое распространение благодаря простоте своей конструкции, а значит простоте управления и обслуживания. Двухсторонние могут одновременно обработать нижнюю и верхнюю плоскость. Их достоинством является большая производительность, однако одновременно с этим с ними сложнее при обслуживании.
- Фуговальные, которые не только производят обработку плоскостей, но и способны снять фаски под определенных углом.

Токарные
Токарные станки подразделяются на большое количество разновидностей, исходя из точности, габаритов самих станков и обрабатываемых деталей и т.д. Деревообрабатывающие разновидности токарных станков используются при точении декоративных элементов, корпусных деталей и элементов крепежа. Основным параметром классификации является степень автоматизации и универсальности. По степени автоматизации существуют следующие разновидности:
- Станки с ручным управлением предполагают регулирование скорости вращения шпинделя, подачу деталей и прочие параметры рабочим.
- Автоматизированное оборудование оснащаются копированными устройствами, благодаря которым сокращается время обработки детали, однако все процессы по-прежнему под контролем человека.
- Автоматические процессы предполагают выполнение всех переходов в автоматическом режиме. Все параметры контролируются компьютером станка. Токарные станки с ЧПУ стали особо популярны в последнее время.

Если говорить об универсальности, то стоит выделить:
- Универсальное оборудование, которое позволяет выполнять детали различной формы, размеров и сложности.
- Специализированное, которое предоставляет выполнять обработку деталей в определенной диапазоне размеров.
- Специальное, предназначенное для изготовления только одной определенной детали.
Сверлильные
Они необходимы для просверливания отверстий, которые находятся в оси или не в оси деталей, а также обработки отверстий. Классифицируются по многим параметром, однако основным можно назвать конфигурацию, по которому они разделяются на:
- Вертикально-сверлильные, которые выполняют работу только в вертикальной плоскости;
- Горизонтально-сверлильные, выполняющие обработку только в горизонтальной плоскости;
- Радиально-сверлильные, позволяющие изменять угол наклона инструмента.

Фрезерные
Такие станки используются для обработки плоских и фасонных поверхностей. Как и сверлильные, они разделяются по плоскостям, в которых работает фреза. По конфигурации их следует разделить:
- Горизонтально-фрезерные, у которых шпиндель расположен горизонтально относительно поверхности стола;
- Вертикально-фрезерные, инструмент которых расположен перпендикулярно относительно стола и закрепленной на нем детали;
- Универсальные, позволяющие менять расположение заготовки без ее переустановки.

Шлифовальные
Данные станки предназначены для чистовой обработки и предполагают снятие верхнего слоя небольшой толщины инструментом с абразивным покрытием. Различают:
- Плоскошлифовальные, на которых выполняется обработка плоских поверхностей;
- Круглошлифовальные, предназначенные для тел вращения;
- Специальные шлифовальные станки, которые предназначены для обработки сложных поверхностей;
- Кромкошлифовальные. Используются для окончательной обработки фигурных элементов.

Гнутарные
Представляют собой гидравлические прессы со специальными зажимами. Используются для придания элементом особой формы.

Сборочные
Чаще всего это автоматические устройства для сборки отдельных элементов в полуфабрикат или готовое изделие.

Технология проведения работ
Токарные станки предназначены для обработки тел вращения. На данном оборудовании выполняются следующие работы:
- Подрезка торцов;
- Точение наружных поверхностей;
- Нарезание резьбы любого типа;
- Отрезание деталей;
- Нанесение рифлений;
- Сверление и растачивание внутренних отверстий.

Однако это не единственное, что можно делать на данном станке. Помимо этого на нем можно выполнять полирование и притирку отверстия. Полирование может выполнять при помощи специального войлочного круга и пасты ГОИ. С их помощью изделие приобретает зеркальную поверхность, однако точность поверхности не обеспечивается. Доводка поверхности отверстия выполняется при помощи притира. Данная операция позволяет получить точное отверстие с низким показателем шероховатости.
Обработка на токарном станке обеспечивается путем вращения детали относительно закрепленного инструмента.
Инструмент может быть закреплен в шпинделе или в центрах. Центра – это специальные приспособления, которые закреплены в шпинделе и в задней бабке. Для ее обеспечения необходимо предварительно зацентровать (просверлить специальным сверлом отверстие в оси) заготовку с двух сторон. Установка для обработки в центрах позволяет выполнить все переходы за один установ.
По степени точности оборудование следует разделить на: нормальной точности; точные; особо точные; повышенной точности; сверхточности.
По типу подразделяются на:
- лоботокарные;
- карусельные;
- токарно-винторезные;
- токарно-револьверные.
Первые две разновидности предназначены для обработки крупногабаритных деталей, от полуметра до нескольких метров. Токарно-винторезные являются самыми распространенными, поскольку являются универсальными и предназначены для обработки деталей до пятисот миллиметров. Токарно-револьверные относятся к полуавтоматическим станка. Обработка на таком оборудовании осуществляется по упорам.

Методы выполнения токарных работ
На токарном станке производится точение деталей и сверление отверстий. Также выполняются комплексные работы, которая представляют собой выполнение точение и шлифование только на токарном станке. Для выполнения операции шлифования в этом случае может использоваться резцы высокой точности и притиры, если это отверстие. Подобная мера позволяет сократить время изготовления, а значит, и уменьшить стоимость деталей.
Проточки внутреннего диаметра выполняются при помощи сверла, зенкера и развертки, а также резцов. Помимо этого могут использовать метчики, которые нарезают резьбу внутри отверстия (для наружных поверхностей используется плашка).
Выверка размеров деталей происходит при помощи лимба (измерительной шкалы на суппорте), а также при помощи измерительных приборов (штангенциркулей, микрометров и т.д.).
Виды используемых резцов
Резцы для обработки на токарном стенке бывают:
- проходными, предназначенными для обработки плоских поверхностей торцов детали;
- подрезными, используемыми для точения цилиндрических поверхностей;
- отрезными, которые отрезают готовую деталь от заготовки;
- фасонные и галтельные, которые используются для точения фасонных поверхностей и скруглений;
- резьбовые, которые подразделяются на наружные и внутренние;
- расточные резцы, которые используются для обработки внутренних поверхностей;
- канавочные, похожие на отрезные, применяемые для точения канавок.

Помимо этого резцы подразделяются на:
- цельные, чаще всего изготовленные из быстрорежущей стали;
- составные с напаянными пластинами из твердого сплава, державка в этом случае изготовлена из углеродистой стали;
- ставные со съемной пластиной, которую можно заменить в случае износа или образования скола.
Техника безопасности
В ходе выполнения работ на токарном станке необходимо использовать защитный кожух, который закрывает зону вращения детали. Таким образом, рабочий защищен от отлетающией стружки.
Работник должен стоять на специальном деревянном настиле, это обеспечивает защиту от поражения током.
Одежда должна закрывать тело, оставляя открытыми только кисти рук, голову и шею. Обувь должна быть закрытой. Все это необходимо для защиты от стружки. Одежда не должна быть прилегающей или чересчур свободной. В первом случае она будет стеснять движения, а во втором может стать причиной травмы при затягивании одежды в шпиндель.

Рабочего перед началом работы должны выдать специальные очки, которые защищают органы зрения от попадания стружки или пыли. Если производится точение сыпучего материала (к примеру, графит или дерево), то помимо очков должны быть выданы респираторы для защиты органов зрения. Также при работе с сыпучими материала необходима вытяжка, которая позволит защитить не только того, что непосредственно точит, но и других работников цеха.
Перед снятием детали следует не только выключить вращение шпинделя, но и притупить острые кромки.
Самое главное: к работе на токарном станке человек допускается только после прохождения инструктажа.
что можно на нем сделать, как им пользоваться
Токарные станки, основа для большинства малых и средних производств, пользуются популярностью во всем мире ввиду высокого КПД при обработке заготовок и изготовлении разнообразных деталей.
Станки имеют довольно большое количество разновидностей, обусловленных их функциональными задачами, и со всем этим многообразием мы ознакомим читателя в нашем материале.

Что он делает?
Токарный станок служит для обработки деталей: расточки и обточки, сверления и зенкерования, развертывания и нарезания резьбы, подрезания и обработки торцов, некоторых других операций. Все это вместе называется обработкой тел вращения.
Тело вращения — это объемное тело, которое получается при вращении объекта (фигуры-контура) обработки вокруг оси вращения, которая расположена в одной плоскости с этим объектом.
Виды оборудования для токарной обработки
Виды станков разделяют в зависимости от следующий параметров:
- предназначения станка;
- точности выполняемых им работ;
- его массы;
- максимальной длины и диаметра детали, которую можно обработать на станке, а также ее положения по отношению к инструменту обработки, установленном в станке.
Фактически, можно разделить станки на деревообрабатывающие и металлообрабатывающие, после чего выделить в каждой группе свои подгруппы, в зависимости от специфики оборудования, сориентированного на выполнение конкретных поставленных перед станками задач.
Работы по дереву
Станки по дереву обычно имеют несколько меньший размер и мощность по сравнению с их «коллегами», работающими по металлу, кроме того, они не требуют наличия системы подачи жидкости-охладителя, т. к. работа с деревом дает значительно меньшие нагрузки. Существует довольно большое количество разновидностей станков для работы по дереву, рассмотрим их подробнее.

Пилильные
Оборудование такого типа используется для придания формы выбранным деревянным элементам, а также для распилки заготовок, оборудование требует минимального уровня подготовки работника для выполнения работ. Этот вид станков делится на:
- пилорамы, которые с помощью линейных пил обеспечивают поперечную либо продольную распиловку деревоматериала, они обеспечивают общую подготовку материала к дальнейшей работе;
- ленточные станки, которые разрезают деревоматериал во время линейного движения пилы, используются для предварительной заготовки материала и его обработки;
- круглопильные устройства, распиливающие древесину в вертикальной либо наклонной плоскостях с использованием круглых пил, чаще всего используются при формовке ввиду их более высокую точность работы, по сравнению с другими устройствами этой группы.
Строгальные
Строгальное станочное оборудование выполняет задачи, связанные со снятием верхнего слоя обрабатываемого материала, и делятся на:
- рейсмусовые односторонние, с помощью которых обрабатывается верхняя поверхность, чаще всего на крупных заготовках, просты как конструктивно, так и при обслуживании;
- рейсмусовые двухсторонние, которые могут обрабатывать обе плоскости, и нижнюю, и верхнюю, значительно повышают эффективность работы, но сложнее в обслуживании;
- фуговальные, главным преимуществом которых является возможность снятия фаски под нужным углом, при этом функция обработки поверхности также доступна.
Сборочные
Сборочные станки — автоматизированные устройства, служащие для сборки ряда элементов в готовое изделие либо полуфабрикат, служащий для последующей обработки и/или сборки с другими элементами.
Гнутарные
Как можно понять из названия данной группы станков, главная функция данного оборудования — придание элементам определенной формы последствием их выгибания, для чего используются гидравлические прессы, оборудованные фиксирующими зажимами.
Шлифовальные
Эти станки обычно используются на последних стадиях изготовления деталей, с их помощью делают чистовую обработку, снимая верхний слой материала с помощью покрытого абразивами инструмента. Шлифовальные станки делятся на несколько групп:
- круглошлифовальные, для обработки тел вращения;
- плоскошлифовальные, для соответствующих поверхностей;
- кромкошлифовальные, для обработки кромки фигурных элементов;
- специальные шлифовальные, для сложных поверхностей.
Фрезерные
Фрезерные станки нужны для обработки фасонных и плоских поверхностей. В зависимости от своей конфигурации, они разделяются на:
- вертикально-фрезерные, с перпендикулярным расположением инструмента по отношению к столу и детали;
- горизонтально-фрезерные, с горизонтальным расположением шпинделя;
- универсальные, на которых можно менять расположение заготовки по отношению к обрабатывающему узлу без ее переустановки.

Сверлильные
Станки такого типа служат для просверливания и рассверливания отверстий в деталях либо для их обработки. Также имеют деление на несколько видов:
- вертикальные, работающие исключительно в вертикальной плоскости;
- горизонтальные, аналогично обрабатывающие детали, но в горизонтали;
- радиальные, на которых можно менять угол наклона инструмента для обработки закрепленной детали.
Токарные
Деревообрабатывающие токарные станки применяются для точения корпусных деталей и крепежа, изготовление декоративных элементов. Делятся они на группы, обусловленные степенью автоматизации устройства:
- устройства с ручным управлением, полностью зависящие от работника;
- автоматизированное оборудование, в котором есть узлы, обеспечивающие копирование ряда процессов без участия человека, но под его контролем;
- полностью автоматическое оборудование, в которых все процессы контролируются заданной до запуска станка компьютерной программой.
Для работ по металлу
Станки для работы по металлу имеют меньшее количество разновидностей, но несколько другую специфику.
Исходя из степени точности выполняемых работ оборудование может быть:
- сверхточным;
- повышенной точности;
- особо точным;
- точным;
- нормальной точности.
Исходя из типа предстоящих работ, можно подобрать оборудование с учетом его специфики.
Лоботокарные
Данные механизмы работают с металлическими деталями большого или неравномерного диаметра, вытачивания цилиндрообразных заготовок большой тяжести, работают они в горизонтальной плоскости.

Карусельные
С помощью таких станков можно выполнять простую подготовку деталей (обтачивание) либо создать заготовки для изготовления более сложных объектов, например, зубчатых колес, так как они могут использоваться как для обычного токарного точения, так и для:
- сверления;
- растачивания;
- подрезания торцов;
- нарезки резьбы;
- зенкирования;
- создания канавок.

Токарно-винторезные
Пожалуй, самый распространенный тип устройств для обработки металла ввиду своей универсальности, кроме того, существуют модели действительно небольших размеров, которые можно поставить в любой маленькой мастерской.
Такой станок позволяет работать с цветметом и черметом, точить конусы, нарезать резьбу разных типов: дюймовую или метрическую, питчевую.

Токарно-револьверные
Токарно-револьверные станки также имеют большое распространение, особенно в формате ЧПУ, с револьверной головкой под несколько инструментов сразу. Многопозиционная поворотная головка, конструктивный элемент, который значительно увеличивает эффективность работы устройства, сокращая время на обработку детали.

Как пользоваться?
Перед тем, как дать краткий экскурс в особенности использования токарных станков, обязательно необходимо напомнить выполнении правил техники безопасности при работе с этим оборудованием:
- Одежда и обувь работника должны закрывать все тело, оставляя открытыми только кисти, шею и голову, одежда в идеале не должна быть прилегающей или свободной — этот комплекс мер защитит как от мелкой стружки, летящей во время работы, так и от серьезных травм, которые могут возникнуть при затягивании одежды в подвижные элементы станка.
- Необходимо использовать защитные очки и стоять на деревянном настиле во избежание поражения током во время работы на оборудовании.
- Категорически необходимо всегда использовать защитный кожух станка, который закроет зону вращения закрепленной детали.
Токарные станки, в большинстве своем, достаточно просты в освоении, поэтому как под руководством опытных мастеров, так и с помощью обучающих роликов в сети можно познать азы их использования и сделать первые шаги в этой сфере.
Примитивно, принцип работы на станке (для примера берем токарно-винторезный) выглядит следующим образом:
- работник становится перед станком;
- размещает заготовку между двумя окончаниями ходового вала;
- включает станок;
- плавно и медленно перемещает резец, выполняя обработку;
- выключает станок по завершению работы.
Более детальные инструкции, конечно, лучше получать под контролем опытных коллег, поскольку даже видеоролики пока еще не умеют отвечать на заданные вопросы, возникающие в процессе работы на станках.
Что можно сделать на нем?
Токарный станок в умелых руках и при наличии необходимых для работы материалов является крайне эффективным инструментов для изготовления металлических или деревянных изделий, причем сюда можно отнести как высокоточные детали для другого оборудования, так и разнообразные ручные поделки для дома или досуга.
Изделия из древесины
Изготавливать изделия из дерева можно как «для дома, для семьи», так и на продажу. В последнем случае сделанные вещи имеют магическую приставку в своем названии «сделано индивидуально», что в нашу эпоху глобализации всех процессов имеет немалый вес в глазах многих потенциальных покупателей.

Можно изготавливать элементы мебели для ее последующей сборки (думаем, все помнят школьные табуретки, изготовленные и собранные на уроках труда), рукоятки для инструментов, средний и мелкий декор — основу для настенных часов, вазы, фигурки существ, популярным видом изготовляемых на станке изделий являются шахматы, шашки, нарды.

Металлические поделки
Токарные станки для металлообработки обычно не связывают с поделками, ведь с их помощью масса предприятий и мастеров-одиночек работает над изготовлением гаек и болтов, втулок и муфт, колец и валов различного назначения, максимум, что может представить себе человек, не владеющий информацией — это расточка каких-то деталей во время ремонта и схожие действия.

Тем не менее, круг выполняемых задач не ограничивается только работой. Металлические поделки может изготовить как опытный работник, так и начинающий практикант, чаще всего это фигурки либо отдельные декоративные элементы: шары и брелоки, кубики и целые модельки (например, автомобилей).

В заключение хочется отметить следующее: мир токарных станков, при всей его величине и многообразии, доступен каждому, кто захочет попробовать себя на этой стезе. Тем более, сейчас, с активным распространение устройств с ЧПУ, маленький токарный станок можно установить даже у себя дома, а после прохождения курсов по его использованию со временем и растущим опытом можно стать одним из тех, кто может превратить кусок материала в настоящий шедевр, будь он предназначен для работы или досуга.
Что это такое станок ЧПУ: как расшифровывается
25.03.2020

- Целесообразность применения
- Особенности станков с ЧПУ: что это такое, в чем проявляются
- Классификация станков с программным управлением: их характеристика и обозначения
- Основные параметры
- Принцип программирования
- Станки фрезерные с ЧПУ
- Как работает ЧПУ-станок токарного типа
- Устройство станка ЧПУ многоцелевого типа
- Что делают на станках с ЧПУ: сферы применения
- Преимущества
- Проблемы
- Действия наладчика и оператора
Выбирая оборудование для проведения фрезерных, токарных и других подобных работ, каждое предприятие стремится найти максимально надежную, производительную, удобную модель. Стремясь облегчить эти поиски, подробно рассмотрим, что такое ЧПУ-станок: как он устроен, по каким принципам программируется и функционирует, каких видов может быть и так далее. Максимум информации – чтобы вам было проще определиться и решить, вкладываться в такую технику или нет.
Сразу отметим: сегодня они востребованы, причем во всех основных отраслях. На них проводят металлообработку, вытачивая детали с особой точностью (даже если у заготовок сложная поверхность), изготавливают предметы мебели и деревянные панно, макеты, сувениры, игрушки из пластиков и многое другое. Активно используют их преимущества, в том числе и высокую производительность.
Отдельно скажем, как расшифровываются ЧПУ-станки: аббревиатура означает Числовое Программное Управление, то есть компьютеризированную систему, задающую условия нормального функционирования стола, суппорта, шпинделя в течение технологического процесса. Контроль осуществляется за счет специальных и своевременно поданных команд – кодов G и M-типа.
В результате 1 единица такого оборудования так же эффективна, как 5-6 обычных. Оператору остается только включить нужную схему, наладить ее и проследить за ее выполнением – ему необязательно быть квалифицированным токарем или фрезеровщиком.

Необходимо учитывать, что это сравнительно дорогостоящая техника. В условиях современного производства станок с числовым программным управлением выгодно покупать и эксплуатировать в следующих ситуациях:
- Изготавливаемые детали используются в особенно ответственных случаях – запчасти для авиатехники и транспорта, элементы медицинских аппаратов, лопатки или валы турбин для ГЭС.
- Выпускаемые заготовки отличаются сложностью поверхности, подразумевающей проведение целого ряда технологических операций в процессе механической обработки.
- Планируется, что изделия будут выходить регулярными и крупносерийными партиями.
- Актуально особо точное исполнение – в рамках одного из 6 первых квалитетов по допуску. Отклонения в этом случае устанавливает дискретный шаг привода, составляющий до 3 мкм.
- Существует вероятность внесения незначительных конструктивных изменений по ходу изготовления детали – путем корректировки программы с операторского пульта.
Возможности такого оборудования довольно широки, сферы применения тоже, поэтому и классификация достаточно разнообразна. Но практически все модели, вне зависимости от конструкции, обладают следующими отличительными характеристиками:
- Сравнительно мощный привод – может быть постоянного тока, с бесступенчатой регулировкой шпинделя, или переменного, трехфазный, с частотой вращения до 2000 об/мин, но обязательно от 20 до 40 кВт.
- Независимая установка и коррекция каждой из двух координат, в результате чего рабочие органы способны перемещаться по самым сложным траекториям, зачастую даже невозможным для других методов контроля.
- Повышенная жесткость конфигурации при прецизионной (или высокой) точности обработки заготовки.
- Скорость установочных передвижений суппорта 4,8-10 об/мин, что минимизирует время холостого хода.
- Широчайшие рамки регулировки подачи бесступенчатого привода – с изменением до 1200-10000 раз (с 1 до 1200 или даже до 10000 об/мин). Благодаря этому не проблема настроить оптимальный режим выпуска любой детали.
- Развитые и многофункциональные инструментальные системы – от 12 органов.

Маркировка выпускаемых моделей осуществляется с помощью букв и цифр. Они и формируют артикул, который отражает назначение оборудования, степень его автоматизации, класс его точности. Разделение ведется по нескольким глобальным признакам – рассмотрим каждый из них подробнее.

Технологические группы
По характеру выполняемых операций (основных) могут быть:
- фрезерные и сверлильно-расточные – сравнительно универсальные, также обеспечивающие зенкерование;
- токарные – для создания резьбовых соединений и сверления, для патронных и центровых, а также сложных деталей;
- зубообрабатывающие – для обеспечения необходимой геометрии шестеренок и подобных им элементов;
- шлифовальные – для зачистки и выравнивания поверхностей;
- многоцелевые – для комплексной обработки без перебазирования заготовки.
Каждой группе присваивается свой номер – обращайте внимание на первую цифру в артикуле станка ЧПУ, эта расшифровка помогает сразу сориентироваться.
Степень автоматизации
Все модели также подразделяют по следующим параметрам управляющей системы:
- назначение – с позиционным, непрерывным, прямоугольным, смешанным методом контроля;
- вариант привода – со ступенчатым, шаговым или регулируемым двигателем;
- характер загрузки программного обеспечения – с установкой через диск, ленту (перфорированную или магнитную), flash-носитель;
- количество одновременно управляемых координат и допустимые погрешности при их введении.
В артикуле степень автоматизированности указана в конце – как Ф с номером (или буквой). Разберемся, что означает ЧПУ-станок со следующей маркировкой после Ф:
1 – с цифровой индикацией и данными, набираемыми на клавиатуре – для одного перемещения за кадр;
2 – с позиционным (для сверлильно-расточных) или прямоугольным (для фрезерных или токарных) методом контроля;
3 – с непрерывным или контурным управлением, для обработки особенно сложных деталей;
4 – с многооперационным оперированием, сочетающим вышеперечисленные возможности;
Ц – циклическая, отличающаяся дешевизной и простотой алгоритма, но весьма удобная для серийного выпуска однотипных заготовок.
Помимо этого, в маркировке также есть индексы АСИ, то есть устройств АвтоСмены Инструмента:
- Р – посредством поворота головки револьверного типа;
- М – из «магазина» – специально предназначенного барабана.
В артикуле эти литеры стоят перед ФN.
Взглянем, что такое станок с ЧПУ с точки зрения производства. Его ключевые характеристики зависят от того, к какой технологической группе он относится:
- для фрезерной это ширина поверхности рабочего стола;
- для сверлильно-расточной – максимально возможные диаметры сверла и шпинделя;
- для токарной – наибольшее из поддерживаемых сечение отверстия.
Любая модель рассматриваемого оборудования состоит из следующих функциональных узлов:
- память – постоянная и оперативная;
- шкаф, оснащенный операторским пультом;
- дисплей, на котором показываются результаты;
- контроллер – прибор, обрабатывающий введенные данные и отвечающий за функционирование приводов.
Все вместе они обеспечивают правильное выполнение команд, каждую из которых необходимо корректно составить. Сделать это можно одним из трех способов:
- Вручную – технолог вводит числовые комбинации и таким образом задает все координаты для перемещения инструментов. Не самый удобный вариант, ведь для его реализации даже у опытного специалиста, знающего, как работать на станке с ЧПУ, уйдет много времени и сил, а выпускать удастся лишь простейшие детали.
- С пульта оперативной системы – наладчик использует джойстик и сенсорный экран, в том числе и в диалоговом режиме (если оборудование довольно современное и у него есть эта опция). Уже более подходящий метод, также и потому, что команды можно протестировать и откорректировать.
- С помощью САМ и САПР – запись происходит в несколько этапов, проводится сравнительно большое количество операций, зато в результате можно придумать эффективный алгоритм выпуска даже самого сложного элемента, а в дальнейшем видоизменять его для производства других деталей.

Вот как настроить ЧПУ-станок в последнем случае:
- Создать электронный чертеж заготовки в AutoCAD, Компасе, Solid или другом профильном графическом редакторе.
- Преобразовать получившийся файл в подходящий формат (HPGL, DXF, Gerber, Exeilon) и загрузить его в САМ (в качестве наиболее используемых CorelDraw, SheetCam, MeshCam, Kcam). После данного импорта задать траектории движения инструментов, введя числа, выбрав варианты обработки, присвоив значения соответствующим органам машины. Проконтролировать правильность визуализации (происходит параллельно).
- Сделать промежуточный Cl-файл, загрузить его в паспорт (постпроцессор), получить программу управления с G- и М- кодами.
Понятно, что создавать такое ПО сможет непростой токарь.
Очень популярны, предназначены не только для резки заготовок любой формы (и простой плоской, и сложной пространственной), но и для раскройки металлических листов, для выборки пазов, для загибания углов. Могут содержать до 300 инструментов в одном магазине. Также отличаются обширной классификацией.
По расположению шпинделя выделяют:
- вертикальные – вал устанавливается перпендикулярно столу и позволяет проводить обработку с одной стороны детали;
- горизонтальные – фиксация уже параллельная, что делает возможным многостороннее выполнение технических операций.
По конструкции модель бывает консольной и нет, с одним или несколькими деталями, с контролем по 2,3 и более координатам одновременно.
Теперь о том, что значит станок ЧПУ с точки зрения управления – по характеру команд фрезерный может быть:
- позиционным – для сверлильных работ;
- контурным – ориентированным на криволинейные поверхности сложной формы;
- смешанным (комбинированным) – для комплексных задач.
Конструктивные особенности
Сравнительно мощные корпус и станина – за счет ребер жесткости, также обеспечивающих повышенные показатели прочности шпинделя. В комплектацию таких устройств входят точные винты и рельсы – для быстрого перемещения инструментов по горизонтали.
Все это обеспечивает одинаково хорошее качество выполнения технических операций как при попутном, так и при встречном направлении движения.
То, что можно сделать на ЧПУ станке, зависит от конкретной его модели, а их в номенклатуре фрезерной группы сразу несколько сотен. Есть габаритные варианты, длина рабочего стола которых превышает 10 м. Или наоборот – миниатюрные, предназначенные для мелкосерийного производства и частных мастерских, выпускающих типовые заготовки из металла и пластика, дерева и других материалов. Обычно они маломощные (до 750 Вт), но все равно сравнительно надежные, оснащенные сервоприводом, поворотные во всех угловых направлениях, регулируемые по высоте. Естественно, в их базовую комплектацию также входит ПО для контроля, которое можно загрузить, подключив оборудование к персональному компьютеру.
Его основной орган – резец со сменными пластинами, зафиксированный в держателе, который может быть кассетным и совершенно точно является важной частью суппорт-узла, вместе с поворотной плитой и салазками. Деталь крепится в патроне, который расположен на вращающемся валу, приводные механизмы заставляют перемещаться инструменты (до 12 сразу), со скоростью вспомогательного хода выше, чем основного.

Классификация по характеру выполняемых задач
- центровые – для точения фасонных поверхностей, цилиндрических и конических заготовок;
- патронные – для зенкерования, создания резьбы, обтачивания под фланцы, диски, шестерни и втулки, как внешних, так и внутренних плоскостей;
- универсальные – эти виды станков с ЧПУ могут выполнять все технологические операции, актуальные для двух предыдущих типов;
- карусельные – для крупногабаритных и неправильных по своей форме элементов; бывают одностоечными (рассчитаны на диаметры до 2 м) и двухстоечными (для сечений до 15 м).
Конструктивные характеристики
Их компоновка обычно либо вертикальная, либо с крутым наклоном, благодаря чему из функциональной зоны проще удалить стружку. Сравнительно компактны, к ним не проблема подключить почти любое автозагрузочное устройство.
Несущие конструкции отличаются повышенной жесткостью, достижимой утолщением металла и введением дополнительных ребер. Оснащены сменными магазинами для инструментов и/или револьверными головками, устанавливаемыми на позицию держателя.
Это настоящие центры, выполняющие комплексную обработку заготовки (без перебазирования) и оборудованные комбинированными системами ПО. Они предназначены для нарезки фасок и резьбы, зенкерования, расточки, раскроя, фрезерования. Подходят для действий как с плоскими поверхностями, так и со сложными криволинейными формами.
Конструктивные особенности
Зачастую укомплектованные сменными магазинами, делающими доступной предварительную настройку инструментов. Обычно обладают поворотными столами, нужными для перемещения детали, а также переналаживаемыми вспомогательными устройствами-спутниками.
Принцип работы станков с ЧПУ многоцелевого типа базируется на универсальности операций, которая возможна благодаря высокомоментному, но малоинерционному двигателю с хорошим быстродействием. Даже на небольших частотах он развивает крутящий момент до серьезных величин, что позволяет обеспечить производительность труда.
По вариантам компоновки могут быть:
- вертикальные – с головкой шпинделя, способной двигаться вдоль обеих осей; на них техпроцессы можно проводить с 2-5 сторон;
- горизонтальные – для элементов больших габаритов, закрепленных на столе; действуют только в одной плоскости (если отсутствуют дополнительные поворотные приспособления).
Такое оборудование востребовано в следующих случаях:
- производство плит и других плоских элементов из дерева, например, корпусной мебели;
- выпуск пластиковых деталей всевозможных форм, включая криволинейные;
- шлифовка камней и подобных им твердых материалов природного происхождения;
- изготовление сложных металлических изделий, в том числе и ювелирных.
Все вышеперечисленные цели решаются путем операций резки, фрезерования, распила, гравировки, сверления.
Эксплуатация столь точного механизма позволяет быстро решать ранее неосуществимые задачи: наносить рельефные декоры, которые невозможно выполнить вручную. За счет компьютеризации и автоматизации оно дает возможность избежать ошибок, вызванных человеческим фактором. Если знать, как пользоваться ЧПУ-станками, риск возникновения брака стремится к нулю.
Для большинства заготовок это техника «полного цикла», которая минимизирует затраты на производство. Она также отличается надежностью (может бесперебойно функционировать в течение лет), гибкостью настройки, широтой опций.
Минусы – в нюансах постпроцессирования: даже несмотря на то, что G- и М- коды универсальны, каждый программист компонует их по-своему. Поэтому возможны нестыковки при запуске ПО, которые требуется отдельно отлаживать.
Зачастую сложна ситуация с кадрами. Молодые и начинающие специалисты прекрасно понимают, как работает станок с ЧПУ, но им неизвестны практические свойства дерева или металла. Опытные слесари, фрезеровщики и токари, наоборот, «на ты» с материалами, но почти не знают компьютера.
Первый должен:
- подобрать инструмент по карте, проверить его целостность и остроту;
- определить нужные размеры;
- зафиксировать рабочий орган и зажимной патрон, убедиться в надежности крепления;
- установить переключатель в позицию «от»;
- выполнить проверку на холостом ходу;
- убедиться в нормальном состоянии лентопротяжного механизма и ввести перфоленту;
- закрепить деталь, включить режим «по программе»;
- обработать первый элемент, измерить его геометрию, внести корректировки;
- повторить техпроцесс, сравнить габариты;
- переключить машину в позицию «автомат».
Здесь действия наладчика закончены, в дело вступает оператор, который обязан своевременно:
- менять смазочные материалы и намасливать патроны;
- очищать зону проведения операций;
- проверять гидравлику, пневматику, точность заданных показателей.
Также ему необходимо запустить тестовое ПО, а после убедиться в надежности всех креплений и отсутствии отклонений. Если все в порядке, можно:
- фиксировать заготовку;
- вводить программу;
- заправлять перфоленту;
- нажимать «Пуск»;
- замерять деталь, сравнивая с образцом.
На специальных курсах подробно расскажут и покажут, как научиться работать на станке с ЧПУ. На такую профильную подготовку просто необходимо отправить своих сотрудников, если вы хотите установить столь производительное оборудование на своем предприятии и эффективно использовать его преимущества.
Работа на токарном станке или управление токарным станком
Эта статья посвящена правилам и технике управления токарным станком. От соблюдения правил работы на токарном станке зависит ваша безопасность. Уверенная техника управления токарным станком влияет на качество изделия и производительность управляемых работ. Если ваша цель узнать больше о токарном деле, следуйте руководству.
Шаг 1. Проверка токарного станка перед пуском
Прежде, чем запустить токарный станок, должен быть произведен допусковой контроль, а именно:
- При сменной работе на производстве сменщик, передающий вам токарный станок, обязан доложить о замеченных в нем неполадках (устно, письменно, по телефону). Отсутствие замечаний подразумевает, что токарный станок находится в исправном состоянии.
На производстве устранением неисправностей токарного станка занимается ремонтная служба. Станочник должен только информировать их об возникновении неисправности.
Перед включением токарного станка в электропитание убедитесь:
- Что на станке нет какого-либо предупреждения, типа (токарный станок в ремонте не включать);
- Кожухи, дверки, люки, которые закрывают основные детали, и механизмы токарного станка должны быть закрыты.
- Рукоятки управления шпинделем, подачами, маточной гайкой должны находятся в нейтральном положении.
- Подача охлаждения выключена, сопла подачи жидкости направлены вниз.
- Частоты оборотов и шаги подач установлены такие, какими вы их хотите увидеть, после запуска шпинделя.
- Установленная вами деталь, которую следует обработать должна быть надежна закреплена.
- Пол возле токарного станка должен быть чистым, а под ногами не должно быть лишних предметов.
- Одежда токаря должна быть аккуратно (без свисающих лоскутов).
- Не забыть ключ в патроне (всегда следить за выемкой ключа из патрона).






Выполнив допусковой контроль: включаем главный рубильник токарного станка, дополнительные включатели, если такие имеются. Далее проводится смазка токарного станка.

Шаг 2. Управление шпинделем.
Перед запуском шпинделя или главного двигателя, обязательно убеждаемся, что у вращающихся элементов на нем, в частности патрона, не будет препятствий вращению со стороны неподвижных частей станка. Особую опасность при запуске шпинделя на высоких оборотах представляют собой выступающие за его пределы тонкие прутковые заготовки.

Также это касается деталей больших диаметров со значительным вылетом из патрона и не поджатым с другого конца центром задней бабки.

Как уже говорилось в первом уроке «Устройство токарного станка», настройки частот оборотов шпинделя производят установкой переключателей и рычагов на его узлах в определенное положение согласно таблице, расположенной на станке.

Правила переключение можно обобщить так – «Нельзя переключать или доводить до конца переключения, если таковые вызывают характерный звук не входящих в зацепление зубьев шестерен. В таком случае нужные переключения следует делать при полной остановке.
На всех токарных станках прямые обороты включаются подачей рукоятки включения на себя, а обратные от себя. У рукоятки с вертикальным ходом (на себя это вверх), а у рукоятки с горизонтальным перемещением (на себя это соответственно вправо).

Прямые обороты на всех токарных станках соответствуют вращению шпинделя по часовой стрелке, если смотреть с задней стороны шпинделя. Торможение шпинделя на высоких оборотах за счет реверсирования фрикционов или обратной тяги главного двигателяэто недопустимо, так как ведет к перегрузке и перегреву механизма. Торможение должно выполняться тормозом. А если эффективности тормоза недостаточно, то ее следует восстановить регулировкой или ремонтом.
Для крепления в трехкулачковом патроне деталей обычно используется одно гнездо «0» для введения в него ключа, что требует установки этого гнезда в верхнее положение зажима и отжима. В станках с механическим фрикционом это действие (при некоторых навыках) можно выполнять рукояткой управления фрикционов.

При обработке резцом нельзя останавливать шпиндель при включенной подаче и не отведенном от детали резце (это приводит к поломке резца).
Шаг 3. Управление подачей токарного станка

Ручное управление подачей станка подразумевает подачу инструмента на небольшие длины (при обработках, настройках, подводках).
Ручное управление подачей позволяет быстро вести, прерывать и возобновлять подачу, а также мгновенно изменять ее скорость (в зависимости от изменения условий и ситуаций обработки). Ручная подача в продольном направлении приводится маховиком с горизонтальной ручкой или без нее. Вращение маховика против часовой стрелки приводит движение суппорта влево, а по часовой стрелке вправо.

Продольное перемещение суппорта на токарном станке осуществляется за счет шестеренно реечной передачи. У таких передач есть люфты или зазоры в контактах деталей и ее механизмах.

Ручное управление поперечной подачей (выполняется Т-образной рукояткой с горизонтальной ручкой). Вращение рукоятки по часовой стрелке подает салазки инструмент вперед, то есть от себя, вращение рукоятки против часовой стрелки подает инструмент к себе. На нашем станке есть ускоренное включение перемещения салазок. Существуют разные техники вращения маховика одной и двумя руками, которые применяются в зависимости от выполняемой работы на токарном станке.

Подача верхними салазками
На верхних салазках вращение рукоятки по часовой стрелке двигает салазки вперед, а вращение против часовой стрелки назад. Быстрое холостое перемещение таких рукояток можно делать за одну из ручек. При этом салазки должны быть отрегулированы на легкое перемещение. Более подробно о регулировке механизмов, салазок, токарного станка мы рассмотрим в следующем уроке по токарному делу.


Шаг 4. Управление механическими подачами
Механические подачи работают от привода через ходовой вал, а управление ими делается ручкой 4-х позиционного переключателя. Направление перемещение рукоятки переключателя соответствует направлению движения инструмента на суппорте.
Перед включением механической подачи в любом направлении нужно визуально убедиться в отсутствии у всех точек суппорта препятствий со стороны других узлов станка особенно вращающихся. Частой оплошностью начинающих токарей является попытка приблизить суппорт к патрону при сдвинутых вправо салазок, что приводит к сталкиванию. Поэтому следует проверять беспрепятственное перемещение суппорта заранее.
Нужно отработать техники ручной подачи так, чтобы не происходила остановка резца или остановка была минимальной.
Шаг №5. Ускоренная подача токарного станка
На станках имеющих ускоренную подачу необходимо соблюдать такие требования:
- Для исключения случайного нажатия кнопки ускоренной подачи управление рычагом переключения подач необходимо производить приложением руки сбоку, но не сверху.
- До пуска ускоренной подачи нужно надежно убедиться в отсутствии препятствий для продвижения у любых точек на суппорте, в том числе и у инструмента, в направлении, куда вы хотите подать.
- Нельзя применять ускоренную подачу для коротких перемещений, особенно при подводам к вращающимся элементам.
- Тяжелые суппорты средних станков имеют инерцию, которую усиливается при ускоренной подаче механизмом его привода.
Бывают совмещенные подачи токарных станков (по виду привода, по направлениям). Такие токарные станки применяются для обработки неответственных конусов (неответственных фасок) и фасонных поверхностей.
Резьбовые подачи
Для нарезания резьб подача суппорта проводится за счетсмыкания маточной гайки с ходовым винтом. Включение и выключения маточной гайки делается отдельным рычагом. Шпиндель и ходовой винт вне зависимости от настроенного шага резьбы вращаются синхронно. Изменения направления вращения шпинделя приводит к изменению направления движения суппорта. Также изменение частоты вращения шпинделя приводит к изменению скорости перемещения суппорта. Попадание резца в ранее нарезанную канавку обеспечивается синхронизацией вращения шпинделя и ходового винта и соответственно хода суппорта.

Можно нарезать, как правую, так и левую резьбу с помощью переключателя на передней бабке, который изменяет направление движения винта относительно шпинделя. При нарезании резьб, не рекомендуется увлекаться высокими оборотами шпинделя, так как его вращение напрямую связано с перемещением суппорта.
Управление задней бабкой токарного станка
Фиксация задней бабкой токарного станка выполняется рычагом, по мере рабочего хода которого, нарастает усилие прижима. При обработках с большими нагрузками, требующей лучшей фиксации задней бабкой воздействие на рычаг должно быть энергичным. Важно не спутать сопротивление рычага при зажиме с его жестким упором в конце рабочего хода. Когда задняя бабка используется с минимальными нагрузками, ее максимальная фиксация со станиной не нужна. Зажим задней бабки рационально соизмерять с предстоящей нагрузкой.

Пиноль задней бабки приводится ручной подачей путем вращения маховика. Закрепление инструмента и приспособлений в конусе пиноли производится в следующем порядке:

- Проверка конусов пиноли и инструмента на отсутствие загрязнений;
- Введение наружного конуса в конус пиноли и нахождение положения совпадения разъема замка в пиноли с лапкой на конусе инструмента (для инструментов, не имеющих лапки, не требуется).
Управление резцедержателем
Резцедержатель представляет из себя, достаточно точный механизм, обеспечивающий жесткость крепления резца в заданных позициях. Правильное положение рукоятки резцедержателя в зажатом виде должно соответствовать положению часовой стрелки на 3-4 часа. Это положение обеспечивается положением проставной шайбы под гайкой рукоятки резцедержателя. Зажим рычага производится средним локтевым усилием. А отжис рукоятки нельзя делать давлением своего веса во избежание потери веса. Отжим рукоятки делается одним или несколькими короткими толчками основанием ладони в направлении против часовой стрелки. Перед поворотом резцедержателя убедитесь в отсутствии препятствий для него самого и закрепленного в нем инструмента. Большую опасность представляют препятствия со стороны вращающихся элементов станка.

Неисправности токарного станка
В процессе работы любому токарю рано или поздно придется столкнутся с непредвиденными ситуациями при работе на токарном станке.
Возможные ситуации при работе на токарном станке:
- Самопроизвольная остановка токарного станка во время работы, во время отключения электропитания или механической неисправности;
- Сталкивания вращающихся элементов с элементами суппорта;
- Проворот детали в патроне;
- Вырыв детали из зажимных приспособлений токарного станка;
Неисправности токарного станка могут быть выражены в посторонних шумах, запахом горящей электропроводки и т.д.
Отлучатся от токарного станка запрещено (нельзя оставлять токарный станок без внимания).
Для экстренной остановки обработки детали следует быстро отвести резец от детали, отключить подачу, остановить шпиндель и выключить главный двигатель. При остановке шпинделе главное не включить обратные обороты, а включить именно нейтральное положение. О неисправностях токарного станка следует сразу же доложить руководству.
Как научиться работать на станке c ЧПУ
Умение работать на станке открывает перед человеком большие возможности. В этой статье Вы найдете краткую базовую информацию о том, что необходимо знать при работе на станке, с какими трудностями может столкнуться оператор станка и как лучше построить свое обучение.
Для начала работы придется освоить управление станком. Сейчас существует множество различных систем числового программного управления (Mach4, Linux CNC, USB CNC, Rich Auto, Fanuc, OSAI, Sinumerik, OSP, Heidenhain и многие другие). Все они отличаются внешне, имеют определенные различия в функционале, обладают своими преимуществами, недостатками, нюансами, но, в то же время, все они работают по одному и тому же принципу. Достаточно изучить одну систему ЧПУ, чтобы понимать принцип работы всех остальных.
Первое, с чем придется столкнуться оператору, это включение станка. После подачи питания и прогрузки системы управления, запускается этап инициализации (определения) исходных координат положения шпинделя станка. Любой станок с ЧПУ имеет одну неизменную нулевую точку – машинный ноль. Ее инициализация и происходит в автоматическом режиме при включении станка, либо в ручном режиме при помощи команды «HOME» (Домой). При выполнении этой команды рабочие органы станка поочередно по каждой оси перемещаются до концевых выключателей. В первую очередь перемещение идет по оси Z до упора вверх, затем в крайнее положение по оси X, Y и т.д. Когда шпиндель достигает крайнего положения по одной из осей, срабатывает концевой датчик и происходит инициализация машинного нуля.

Если взять стандартный трехосевой или четырехосевой станок, то машинный ноль у него находится в углу стола. Относительно этой точки настраиваются все остальные базовые положения станка. В частности, координаты положения, в котором происходит измерение инструмента (при наличии функции автоматического измерения инструмента на станке), координаты точки смены инструмента, координаты других нулевых точек, которые оператор настраивает для обработки своих деталей. Наличие неизменяемого машинного нуля дает возможность оператору задать не одну, а множество нулевых точек для обработки заготовки в любом удобном месте рабочего стола. Каждая нулевая точка прописывается в стойке в виде смещения от машинного нуля. В английских версиях систем ЧПУ таблица нулевых точек так и называется «offset table», т.е. «таблица смещений». По умолчанию на экране системы ЧПУ мы видим координаты текущего положения относительно нуля детали. Оператор всегда может изменить режим отображения координат на машинные и посмотреть текущее положение относительно машинного нуля.
ПЕРЕКЛЮЧЕНИЕ РЕЖИМА ОТОБРАЖЕНИЯ КООРДИНАТ В MACh4
Такая система нулевых точек очень удобна при выполнении управляющих программ на станке с ЧПУ. В ходе выполнения программы всегда возникает необходимость делать вспомогательные перемещения (точка смены инструмента, точка “парковки” инструмента). Сделать это в нулевой точке, настроенной оператором, проблематично, так как ее мы настраиваем индивидуально для каждой обработки в зависимости от расположения заготовки на столе. Это означает, что нам при каждом изменении нулевой точки пришлось бы заново отмерять координаты до всех вспомогательных позиций и вручную прописывать их в программе. Чтобы этого избежать, все подобные вспомогательные перемещения осуществляются в машинной системе координат, так как она неизменна и координаты любой точки в ней всегда одни и те же. Обработка же самой детали происходит относительно нулевой точки настроенной оператором в зависимости от расположения заготовки. Для переключения между системами координат (нулевыми точками) во время выполнения управляющих программ используются специальные команды, которые закладываются в постпроцессор при его настройке.
Любая система ЧПУ имеет три основных режима работы:
      1. Ручной режим управления (Manual). Когда оператор управляет станком с пульта или с клавиатуры.
      2. Режим ручного ввода данных (Manual Data Input). Когда оператор управляет станком путем покадрового ввода команд в консоль и их выполнения. Например, включить шпиндель со скоростью вращения 15000 об/мин (S15000 M3), переместиться в определенную координату с подачей 5000 мм/мин (G1 X50 Y50 F5000) и т.д.
      3. Автоматический режим управления (Auto) – это основной режим работы станка с ЧПУ в котором происходит автоматическое выполнение управляющих программ. Оператор всегда имеет возможность прервать выполнение программы, возобновить ее выполнение, начать выполнение с заданного кадра, внести в программу корректировки и т.д.
Для комфортной и уверенной работы на станке оператору предстоит освоиться с этими режимами работы, научиться настраивать нулевые точки, измерять инструмент, производить его смену, быстро совершать аварийный останов станка при необходимости, возобновлять работу станка после аварийных остановов и внезапного отключения электричества и т.п.

Помимо этого обязательно следует освоить коды управляющих программ. Знание G-кодов и M-кодов, умение читать программу позволяют не только самостоятельно вносить правки в управляющий код не отходя от станка, но и помогают избежать десятков вопросов в ходе работы. Если же этих знаний не будет, то любая ошибка может оказаться для оператора непонятной, и, чаще всего, он не сможет решить проблему самостоятельно.
Для изучения всех этих вопросов существуют специальные мануалы (инструкции). Если речь идет о работе с системой ЧПУ станка, то для каждой системы ЧПУ существует свое “Руководство по эксплуатации”, которое всегда можно найти в свободном доступе. Если речь идет об изучении программирования (G-коды, M-коды), то и по этой тематике есть огромное количество книг, инструкций, статей в интернете и изучить этот вопрос при желании не составит труда. G-код основан на едином стандарте, поэтому он одинаков для всех систем ЧПУ (если не считать систему Heidenhain), однако отличия и нюансы все равно существуют. Чтобы учесть такие особенности, можно обратиться к “Руководству по программированию”, идущему к конкретной системе ЧПУ.
В качестве примера приведу мануал по системе Mach4 (прямая ссылка на скачивание документа с официального сайта разработчиков Mach4), который включает в себя как вопросы, связанные с эксплуатацией этой системы управления, так и информацию по программированию с помощью G-кодов и M-кодов, применительно к этой системе управления.
С наилучшими пожеланиями!
Автор: Дмитрий Головин                         Наверх
Как работают банкоматы?
Банкоматыявляются одними из самых полезных технологий на сегодняшний день и, возможно, одной из самых выдающихся, которые связывают наш цифровой мир с физическим. Просто вставив свою карту, вы можете мгновенно получить наличные деньги со своего банковского счета, но как это вообще возможно?
Мы все использовали банкомат: после ввода вашей карты в банкомат, затем вы вводите ПИН-код для обеспечения надлежащих мер безопасности, а затем вас встречают с подсказками о том, как и сколько денег вы хотите извлечь.Как только весь процесс будет одобрен банком, вы получите свои деньги.
СВЯЗАННЫЕ: «ДЖЕКПОТИНГ» АТАКИ, КОТОРЫЕ ДЕЛАЮТ АТМ, ВЫПУЩАЮТСЯ НАЛИЧНЫМИ, СЕЙЧАС УГРОЖАЮТ НАМ МАШИНЫ
По сути, банкомат – это компьютер с механическим банкоматом для наличных денег. Примечательно, что этот компьютер подключен к безопасной сети, которая может связать и проверить информацию с вашим банковским счетом. Так, что все идет в этот гигантский компьютер, который распределяет наличные деньги? Основными частями являются
Материнская плата: Процессор банкомата, в котором размещаются процессор, память и соединяются все остальные части банкомата.
Card Reader: Устройство, которое считывает данные карты и счета, хранящиеся на микросхеме или магнитной полосе на вашей карте. Большинство карт-ридеров в банкоматах могут работать по стандарту EMV. EMV раньше означало «Europay, Mastercard и Visa», которые являются компаниями, которые создали стандарт. EMV теперь управляется EMVCo, и этот стандарт включает использование American Express, Discover, JCB, Mastercard, UnionPay, Visa и других.
Дисплей: ЖК-экран, который показывает вам, что вы делаете, обычно это сенсорный экран.
Клавиатура: Основной вход банкомата для безопасной информации, такой как PIN-код и сумма транзакции.
Внутри банкомата. Источник: Бьертведт / ВикимедиаКассета: Часть, в которой хранятся все наличные в банкомате.
банкомат: Деталь, которая перемещает наличные в лоток.
Принтер: Распечатывает чек.
Электропитание: Внешнее питание банкомата.
Плата ввода-вывода: Эта печатная плата управляет связью между процессором и Интернетом или телефонной линией.
Модем: Выполняет обмен данными с процессором через Интернет.
Как обрабатываются транзакции
Теперь, когда мы понимаем структуру банкомата и тот факт, что это в основном просто защищенные компьютеры, на которых хранятся деньги, как же тогда убедиться, что вы получаете правильную сумму денег? Или что ты действительно просишь наличные?
Весь процесс банкомата начинается, когда вы вставляете свою карту.Затем системная плата сигнализирует вам ввести ваш PIN-код. После того, как ПИН-код возвращается на материнскую плату, плата отправляет уникальный код транзакции EMV и ваш ПИН-код в процессор через плату ввода-вывода и модем. Процессор берет всю информацию и направляет ее в сеть банкоматов, связанную с вашей дебетовой картой. На самом деле каждая дебетовая карта на федеральном уровне должна иметь две сети, чтобы транзакция работала в случае сбоя одной сети.
Затем сеть банкоматов передает вашу информацию в ваш банк, который затем определяет, действительна ли транзакция.Если банк считает, что это так, он отправляет сообщение об утверждении обратно в банкомат. Весь этот процесс происходит каждый раз, когда вы делаете новый ввод, например, сумму денег, которую вы хотите получить из банкомата.
Когда процесс завершен, материнская плата инициирует выдачу наличных, и раздатчик переводит наличные из кассеты по одной за раз. Механизм выдачи на самом деле невероятно чувствителен и может определить, правильно ли выставлены купюры в нужном количестве. После того, как ваши деньги распределены, вы получаете квитанцию, и системная плата готовится к следующей транзакции.
Все довольно просто, но и невероятно безопасно. Каждый запрос на транзакцию и коды сильно закодированы и защищены различными цифровыми мерами безопасности.
,Как работают пулеметы | HowStuffWorks
Этот контент не совместим с этим устройством.
Нажмите и удерживайте спусковой крючок, чтобы увидеть, как стреляет пистолет. Для простоты эта анимация не показывает механизмы загрузки, извлечения и извлечения картриджа.
Первые автоматические пулеметы имели систем отдачи . Когда вы продвигаете пулю по стволу, передняя сила пули имеет противоположную силу, которая толкает пистолет назад.В пистолете, построенном как револьвер, эта сила отдачи просто отталкивает пистолет назад в стрелка. Но в пулемете на основе отдачи движущиеся механизмы внутри пушки поглощают часть этой силы отдачи.
Вот процесс: чтобы подготовить этот пистолет к стрельбе, вы отодвигаете задвижку (1) назад, чтобы она толкнула заднюю пружину (2). Спусковой механизм Sear (3) зацепляется за болт и удерживает его на месте. Система подачи пропускает ленту боеприпасов через пистолет, загружая патрон в казенник (подробнее об этом позже).Когда вы нажимаете на курок, он освобождает болт, и пружина толкает болт вперед. Болт толкает патрон от казенной части в камеру. При ударе ударного штифта болта по патрону зажигается праймер, который взрывает топливо, которое ведет пулю вниз по стволу.
Ствол и болт имеют механизм блокировки, который скрепляет их при ударе. В этом пистолете болт и ствол могут свободно перемещаться в корпусе пистолета. Сила движущейся пули прилагает противоположную силу к стволу, толкая его и затвор назад.Когда задвижка и ствол скользят назад, они проходят мимо металлического куска, который отпирает их. Когда детали отделяются, пружина ствола (4) толкает ствол вперед, а затвор продолжает двигаться назад.
Болт соединен с экстрактором , который удаляет израсходованную оболочку из ствола. В типичной системе экстрактор имеет маленькую кромку, которая захватывает узкий ободок у основания раковины. Когда затвор отскакивает, экстрактор скользит вместе с ним, вытягивая пустую оболочку назад.
Обратное движение болта также активирует систему выброса . Задача эжектора состоит в том, чтобы извлечь отработанную оболочку из экстрактора и вытолкнуть ее из эжекционного отверстия .
Когда отработанная оболочка извлечена, система подачи может загрузить новый картридж в казенник. Если вы удерживаете курок нажатым, задняя пружина будет толкать болт к новому картриджу, начиная весь цикл заново. Если вы отпустите спусковой крючок, шептал схватится за болт и не даст ему отклониться вперед.
,Как работает факс?
Крис Вудфорд. Последнее обновление: 8 марта 2020 г.
Когда Александр Грэм Белл (1847–1922) произнес бессмертные слова “Мистер Ватсон! Иди сюда! Я хочу видеть тебя!” в его примитив телефон в марте 1876 года, он стал одним из отцы-основатели современный век телекоммуникаций. Но предположим на мгновение, что он хотел послать своему коллеге картинку вместо разговора слова – как именно он это сделал? Большинство людей принимают факс машины (которые отправляют документы по телефонным линиям) являются более новыми, чем телефонные линии, которые они используют, но первый факс (Александр Бейн “Химический телеграф”) был запатентован десятилетия назад телефон в 1840-х гг.Сегодня интернет в значительной степени сделал факс устаревшим, но многие компании все еще полагаются на надежную технологию старых факсов. Давайте подробнее рассмотрим, как это работает!
Artwork: основная концепция факса, сокращение от «факсимиле»: идея состоит в том, чтобы создать копию оригинального документа на другом конце телефонной линии.
Представь, что ты факс …
Предположим, у вас есть срочный контракт, который вы хотите, чтобы я подписал, и Вы должны передать его мне как можно быстрее.Вы можете отправить это по почте, конечно, но это займет, по крайней мере, один день, чтобы добраться до меня и другого день для меня, чтобы вернуть его. Вы могли бы использовать курьера, но, если мы не живем рядом друг с другом, мы все еще говорим о смене часов. Или Вы могли бы отправить контракт по телефону с факсом в минута или около того.
Давайте представим на минуту, что факсимильные аппараты не были изобрел, но вы все еще хотите использовать телефон. Предположим, вам нужно передать мне одностраничный документ Что ты можешь сделать? Давайте сделаем проблема действительно простая.Допустим, документ может быть полностью черная страница или полностью белая. Теперь передача документа действительно легко. Вы просто берете трубку, набираете мой номер, ждете мне ответить, а потом сказать либо «черный», либо «белый».
Хорошо, давайте усложним задачу. Предположим, что документ одна страница, разделенная на четыре квадрата, и каждая из четырех областей может быть черным или белым. Опять же, это довольно легко для вас, чтобы передать этот документ. Вы звоните мне и просто говорите: «Черный черный белый черный “,” белый черный белый белый “или что-то еще – и я могу мгновенно воссоздать документ в моем воображении на другом конце.
Теперь давайте усложним задачу. Ты должен пришлите мне всю страницу в черно-белом, напечатанные на компьютере слова. На самом деле, эта проблема не так сложна, как внешний вид. Все, что вам нужно сделать, это разделить страницу на тысячи сеток квадраты, а затем зачитать слева направо и сверху вниз, будь то каждый квадрат черный или белый. Предположим, я сижу на другой конец телефона с куском бумаги с одинаковым сетка квадратов. Как вы читаете “черный”, “белый”, “белый”, «черный», мне просто нужно затенить все черные квадраты карандаш и пропустить белые.К тому времени, когда вы добираетесь до дна страница, моя затененная страница будет выглядеть так же, как ваша. Если мы сделаем квадраты достаточно малы, поэтому каждый немного больше, чем булавочная головка, Я волшебным образом получу точную, читаемую копию вашей страницы. Проще говоря, именно так работают факсы.
Как работают настоящие факсы
Ну, ладно, это не совсем так, как они работают! Факсимильный аппарат предназначен как для отправки, так и для получения документов, поэтому он имеет отправляющую часть и получающая часть.Отправляющая часть немного похожа на компьютерный сканер с ПЗС (прибор с зарядовой связью) это сканирует только одну строку документа за раз, и только в черно-белом. Грубо упрощенно, он смотрит на каждую строку отдельно, обнаруживает черные области и белые области, и передает один вид электрический импульс по телефонной линии представлять черный, а другой – белый (как сказать «черный» и «белый», на самом деле). Телефонная линия передает эту информацию практически мгновенно на факс на другом конце.Он получает электрические импульсы и использует их для управления принтером. Если принимающий факс слышит «черный», он рисует крошечную черную точку на странице; если слышит белый, он движется немного, оставляя вместо этого пустое пространство. Это занимает около минуты или около того, чтобы передать одну страницу письма (или сложный рисунок) таким неуклюжим, но очень систематическим способом.
Факс группы
Фото: как факсимильный аппарат передает изображение Моны Лизы. Каждая часть изображения становится либо черной, либо белой.Не оттенки серого, а грубый, бинарный черный или белый. Вы все еще можете распознать картинку, но большая часть деталей была потеряна. Это имеет гораздо меньшее значение для текстовых документов, чем для изображений.
Факсимильные аппараты бывают трех основных типов, которые называются группа 1, группа 2, и группа 3. Номер группы, в широком смысле, является мерой того, как быстро машина может отправлять и получать: машина группы 1 отправляет и получает на самой низкой скорости (около шести минут на страницу), группа 2 может управлять страницей примерно за три минуты и группировать 3 молнии по минута или меньше на страницу.Когда факс сначала набирает номер другого факсимильный аппарат, есть короткий (обычно 15–30 секунд) период рукопожатие, когда машины договариваются о скорости, которую они будут использовать для передачи. Это всегда медленная машина, которая управляет скорость, поэтому, даже если у вас есть быстрая машина группы 3, она все равно будет работать на самой низкой скорости, если вы отправляете факсы на (или получение факсов от) устройства группы 1 на другом конце линии.
Плюсы и минусы факсов
Отличительной особенностью факсимильной связи является то, что она очень проста: просто Ваш документ в аппарате, наберите номер, дождитесь другого машина, чтобы ответить, и нажмите кнопку START.Получение факса даже проще: если ваша машина настроена на AUTO, вам не нужно делать вещь. Но есть и недостатки. Большинство факсов используют недорогие термопринтеры, которые записывают изображения на термочувствительную бумагу (такие факсимильные аппараты обычно используют плотные рулоны бумаги, а не листы). Бумага довольно дорогая в использовании, очень быстро выцветает, и не может быть переработано обычным способом. Это также отправка факса занимает много времени: если для каждой страницы требуется минута, Передача 30-страничного документа займет более получаса.
Другим недостатком является грубость отправленных по факсу документов. Факс машина воспринимает участки черного и белого, излучая яркий свет на страницу передачи и использования фотоэлементов (светочувствительные электронные компоненты) измерить свет размышлял снова. Фотоэлементы передают, когда они видят белые области и не передавайте, когда они видят черное. Другими словами, они не могут различать оттенки серого (или то, что принтеры называют «полутонами»). Это означает, что фотография или произведение, отправленное по факсу, потеряет большую часть своего подробно и даже может стать совершенно неузнаваемым на другом конец.
По всем этим причинам многие люди сейчас предпочитают отправлять документы как вложения электронной почты. Они быстрее и удобнее, вы можете распечатать их (или нет, как вы хотите) на приличной бумаге, и вы можете отправить и получать вещи в цвете и оттенках серого. Возможно, самое главное, файлы, которые вы получаете по электронной почте, обычно являются цифровыми документами, которые вы можете редактировать другими способами, в то время как факс по сути является аналоговой вещью, и все, что вы можете сделать, это Прочитайте его или запишите (если вам повезет, вы можете отсканировать его) и превратить его в редактируемый документ).Некоторые телефонные компании также предлагают услуги отправки факсов, когда вам уникальный номер телефона. Если кто-то отправит вам по факсу этот номер, компания получает факс для вас в центральном компьютерном комплексе, преобразует его в файл изображения (например, JPG или TIFF) или PDF, а затем пересылает его вам по электронной почте. Во многом так же, как большинство компьютеров который модем (факс) также может отправлять факсы людям очень легко без дополнительного оборудования. Таким образом, хотя это может быть, факс технологии вероятно, здесь, чтобы остаться еще на несколько лет!
Краткая история факса
Фото: еще в 1960-х годах метеорологи начали использовать ранние факсимильные аппараты, такие как Muirhead Mufax, для получения карт погоды от спутников через систему радиовещания, которая называется Автоматическая передача изображений (APT).Фото любезно предоставлено НАСА.
- 1840: Сэмюэлю Морсу (1791–1872) выдан патент на простой электрический телеграф, который революционизирует международную связь (Патент США 1647: Улучшение режима передачи информации по сигналам путем применения электромагнетизма).
- 1843–1850: шотландец Александр Бейн (1811–1877) разрабатывает два различных типа примитивных машин для отправки документов на основе телеграфа: один электромеханический, а второй использует смесь химической и электротехнической технологий.Идеи Бэйна еще более улучшены англичанином Фредерик Бэйквелл (1800–1869), который представляет идею вращающихся цилиндров – до сих пор используемых в факсимильных аппаратах.
- 1865: Джованни Казелли (1815–1891), итальянский физик, разрабатывает более практичный электромеханический метод отправки документов по телеграфным проводам. Он называет свое изобретение Пантелеграф, портманто «пантограф» и «телеграф», потому что он копирует документы (используя пантограф) и отправляет их по телеграфу.
- 1876: Александр Грэм Белл (1847–1922) подает свой телефонный патент (Патент США 174 465: Телеграфия) 14 февраля 1876 года.Заслуживает ли он всяческих заслуг при изобретении телефона, все еще оспаривается, но он определенно помогает ему стать неотъемлемой частью глобальных коммуникационных технологий.
- 1920-е годы: Western Union, RCA и Associated Press развивают конкурента технологии Wirephoto, которые позволяют отправлять фотографии по обычным телефонным линиям.
- 1930-е годы: Telex (способ отправки текстовых сообщений по телефонным линиям между устройствами телепринтера которые выглядят как печатные машинки большого размера) впервые были разработаны в Берлине компанией Siemens и немецкой почтовой службой в рейхе, а затем распространились на Европу и остальной мир.
- 1964: Xerox использует свой опыт, изобретая фотокопировальные машины (первоначально называемые ксерографическими машинами) для разработки системы передачи документов под названием Ксерография на больших расстояниях (LDX).
- 1964: Метеорологи начали использовать автоматическую передачу изображений (APT) для получения карт от метеорологического спутника на факсимильных аппаратах. Первая передача со спутника «Нимбус-1» состоится 28 августа 1964 года.
- Конец 1960-х – начало 1970-х годов. Благодаря новым инновациям, таким как Xerox, начинают появляться первые автономные факсимильные аппараты, хотя они все еще относительно большие (размером с большой современный офисный копировальный аппарат) и дороги.
- 1980: Canon, японская компания по производству электроники, объявляет о выпуске своего первого компактного факсимильного аппарата FAX-601. В течение 1980-х годов недорогие персональные факсимильные аппараты, практически все из которых были произведены в Японии, привели к революции в сфере факсимильной связи, что быстро устарело.
- 1990-е годы: быстрый рост Интернета означает, что миллионы людей внезапно получают доступ к небольшим быстрым модемы, которые позволяют обычному ПК отправлять и получать документы в виде факсов.
- 2020: Национальная служба здравоохранения Великобритании, которая еще в 2018 году все еще использовала примерно 9 000 факсимильных аппаратов, направлена на переход на более современные технологии.
Что такое машинное обучение? | Как это работает, методы и приложения
контролируемого обучения
Машинное обучение под наблюдением создает модель, которая делает прогнозы на основе фактических данных при наличии неопределенности. Алгоритм контролируемого обучения принимает известный набор входных данных и известные ответы на данные (выходные данные) и обучает модель генерировать разумные прогнозы для ответа на новые данные. Используйте контролируемое обучение, если вам известны данные для вывода, который вы пытаетесь предсказать.
При обучении под наблюдением используются методы классификации и регрессии для разработки прогностических моделей.
Методы классификации предсказывают дискретные ответы – например, является ли электронное письмо подлинным или спамом, или является ли опухоль злокачественной или доброкачественной. Модели классификации классифицируют входные данные по категориям. Типичные приложения включают медицинскую визуализацию, распознавание речи и кредитный скоринг.
Используйте классификацию, если ваши данные могут быть помечены, классифицированы или разделены на определенные группы или классы.Например, приложения для распознавания рукописного ввода используют классификацию для распознавания букв и цифр. В обработке изображений и компьютерном зрении для распознавания объектов и сегментации изображений используются неконтролируемые методы распознавания образов.
Распространенные алгоритмы для выполнения классификации включают в себя метод опорных векторов (SVM), деревья решений с увеличенными и суммированными данными, ближайший сосед k , наивный байесовский анализ, дискриминантный анализ, логистическую регрессию и нейронные сети.
Методы регрессии предсказывают непрерывные реакции – например, изменения температуры или колебания спроса на электроэнергию.Типичные приложения включают прогнозирование нагрузки на электроэнергию и алгоритмическую торговлю.
Используйте методы регрессии, если вы работаете с диапазоном данных или если ваш ответ является действительным числом, таким как температура или время до отказа для какого-либо оборудования.
Распространенные алгоритмы регрессии включают линейную модель, нелинейную модель, регуляризацию, ступенчатую регрессию, деревья решений с расширенными и пакетированными решениями, нейронные сети и адаптивное нейро-нечеткое обучение.
,