Как сварить алюминий в домашних условиях видео: Сварка алюминия в домашних условиях – как правильно варить алюминий
alexxlab | 05.09.1990 | 0 | Разное
Сварка алюминия аргоном полуавтоматом: технология, видео
Обеспечить качественное соединение деталей из алюминия можно только при сварке ТИГ. Обычным электродом можно заварить алюминиевый сплав для прочности, но он потребует более длительной последующей обработки. Сварка алюминия аргоном позволяет работать с материалом разной толщины, создавая аккуратные швы, обладающие при этом хорошими герметичными свойствами. Это особенно востребовано при ремонте автомобилей, катеров или различных емкостей. Но как варить этот специфичный материал впервые? Как настроить оборудование при сварке алюминия? Краткое руководство из статьи и видео урок помогут освоить это сложное дело.
Что необходимо учитывать при проведении работ?
Аргоновая сварка применяется для соединения многих однородных металлов, сплавов. Принцип действия этого оборудования заключается в образовании электрической дуги между вольфрамовым электродом и металлической поверхностью, которая позволяет создать сварочный шов. На обрабатываемую поверхность поступает поток инертного газа.
На обрабатываемую поверхность поступает поток инертного газа.
При проведении работ следует учитывать ряд особенностей:
- Образование оксидной плёнки. Плёнку можно расплавить при температуре 2000 градусов Цельсия. Одновременно с этим алюминий плавится при 500 градусах. Чтобы сделать качественный шов, нужно предварительно зачистить заготовку от оксидной плёнки. Сделать это можно щёткой или растворителем.
- Гигроскопичность. Алюминий активно впитывает влагу из окружающей среды. При разогреве заготовки с помощью сварочной дуги материал начинает выделять накопившую влагу. Чтобы шов получился более качественным, сварщики рекомендуют предварительно разогревать заготовку до 150 градусов.
- Зачистка обрабатываемой поверхности от воздуха. Чтобы это сделать, нужно выставить правильный поток аргона. Если газа недостаточно, материал будет вспениваться. Вольфрамовый стержень повредится. Когда газа поступает слишком много, он будет мешает формироваться шву. Увеличенный расход сделает процесс соединение заготовок более затратным.

При сварке аргоном возникают сложности в формировании шва. У новичков часто остаётся выемка (картер). Связано это с длительным нагревом поверхности. Чтобы избежать этой проблемы, нужно правильно выставить режим затухания дуги. При равномерном снижении температуры можно добиться качественного шва без образования кратера.
Одежда для сварки и средства защиты
Для безопасного осуществления дугового процесса сварки аргоном, необходимо одеть специальную одежду и средства защиты. К таким средствам защиты относится: щиток, маска сварщика, очки сварщика, защитные стекла и светофильтры. Маска сварщика является одной из важнейших составляющих средств защиты сварщика. Ведь именно от этого зависит, как его здоровье, так и жизнь.
Маска сварщика не зря считается важнейшей составляющей средств защиты при осуществлении дуговой сварки аргоном. Это связано с тем, что она предохраняет от нескольких типов негативных воздействий на здоровье сварщика в процессе выполнения сварки. К таким негативным последствиям относят: повреждения органов дыхания, поражение роговицы глаз.
К таким негативным последствиям относят: повреждения органов дыхания, поражение роговицы глаз.
Сваривание металла в среде аргона дает, прочный, красивый шев
Маска сварщика изготовляется из легкого токонепроводящего, жаростойкого и нетоксичного материала. В корпус такой маски встроен затемненный экран, который защищает от излучения и обеспечивает необходимую видимость при проведении аргонодуговой сварки. Экран должен состоять из обычного защитного стекла, светофильтра и пластиковой пленки. Внешнее стекло способствует предотвращению попадания на светофильтр брызг метала. Изнутри светофильтр должен быть покрыт бесцветными небьющимся стеклом, чтобы предохранить глаза и лицо сварщика от поражения осколками.
Технология проведения сварки аргоном говорит о том, что сварщик должен быть одет в специальную одежду. Как правило, это брезентовый костюм: брюки, куртка, фартук и нарукавники.
Специальная обувь у сварщика (сапоги) должна предохранять его от контакта с нагретыми поверхностями. Перчатки сварщика защищают кожу рук от брызг и искр при осуществлении сварки аргоном. Также у сварщика должен быть противогаз или противопылевой респиратор, который необходимо использовать при повышении максимально допустимой концентрации газа и пыли.
Перчатки сварщика защищают кожу рук от брызг и искр при осуществлении сварки аргоном. Также у сварщика должен быть противогаз или противопылевой респиратор, который необходимо использовать при повышении максимально допустимой концентрации газа и пыли.
Дополнительное оборудование для осуществления аргонодуговой сварки
Очень часто аргонная сварка производится на нестандартном оборудовании. Для того чтобы обеспечить качество работ, необходимо применять два дополнительных аппарата. Благодаря данному оборудованию можно осуществить качественный процесс сварки.
Осциллятор представляет собой устройство, при помощи которого происходит бесконтактное зажигание электрической дуги. Данное устройство поддерживает стабильный разряд дуги при работе на режимах переменного тока.
Осциллятор для дуговой сварки состоит из: коммутатора, релаксатора с накопительной емкостью, разрядника.
Через осциллятор на электрод подаются высокочастотные высоковольтные импульсы. Данные импульсы ионизируют дуговой промежуток и обеспечивают зажигание дуги после отключения тока. Если работа осуществляется на переменном токе, то после зажигания осциллятор начинает работать в режиме стабилизации. Он передает импульсы при смене полярности. Благодаря этому достигается устойчивое горение и устраняется деионизация дугового промежутка.
Если работа осуществляется на переменном токе, то после зажигания осциллятор начинает работать в режиме стабилизации. Он передает импульсы при смене полярности. Благодаря этому достигается устойчивое горение и устраняется деионизация дугового промежутка.
Для ремонта деталей, где необходима прочность и красота, подходит сварка аргоном
Технология сварки в среде аргона предполагает использования в качестве дополнительного оборудования балластный реостат. Его используют для осуществления регулировки силы тока и подборки оптимальных параметров при сварке изделий из разного материала.
Балластный реостат характеризуется долговечностью и высокой надежностью, а также он очень удобен при ремонте и эксплуатации.
Более подробно о сварке аргоном с использованием данных устройств можно посмотреть в специальном видео.
Источник: zavarimne.ru
Способы алюминиевой сварки
Если нет возможности использовать аргон для защиты свариваемой поверхности от образования оксидной плёнки, можно использовать другие технологии сваривания:
- аргонодуговую;
- электродуговую;
- с пользованием газовой горелки.

Третий вариант соединение алюминиевых заготовок подразумевает под собой использование флюса и присадочной проволоки. Расходный материал постепенно передаётся в рабочую зону. При нагревании проволока расплавляется и соединяет заготовки между собой. Флюс в это время разогревается и защищает поверхность от образования оксидной плёнки. Когда работа будет закончена, нужно очистить детали от флюса.
Электродуговая сварка подразумевает под собой использование алюминиевых электродов и постоянного тока с обратной полярностью. Вместо электродов может использоваться присадочная проволока. На поверхность расходного материала наносится слой флюса.
Лучшим вариантом является сваривание деталей с помощью аргона. При этом используются вольфрамовые электроды для алюминия. Между ними и обрабатываемой поверхностью образуется дуга, которая соединяет детали.
Аргонодуговая сварка алюминия
Разнообразие применения аргонной сварки
Аргонная сварка представляет собой технологический процесс, который построен на двух основных элементах — инертный газ аргон и вольфрамовый электрод. Главная функция инертного газа — оказывать защиту металлу от воздействия кислородной среды. В некоторых случаях вместо аргона можно использовать гелий. Однако данный газ имеет высокую стоимость, поэтому использоваться его не целесообразно.
Главная функция инертного газа — оказывать защиту металлу от воздействия кислородной среды. В некоторых случаях вместо аргона можно использовать гелий. Однако данный газ имеет высокую стоимость, поэтому использоваться его не целесообразно.
Вы извлечете много пользы, из приручения аргонодуговой сварки
Преимущества и недостатки
Аргонная сварка алюминия имеет ряд сильных и слабых сторон.
Преимущества:
- Качественное соединение деталей.
- Защита поверхности с помощью газа.
- Отсутствие деформирования обрабатываемых деталей.
- Универсальная технология, которая подходит для соединение различных сплавов и однородных металлов. Подходит для использования материалов с высокой теплопроводностью.
- Повышение производительности.
Недостатки:
- Покупка сложного оборудования.
- Наличие опыта в проведении сварочных работ.
Выбор присадочного материала
Поскольку алюминий плавится сравнительно быстро, то подобрав неверный диаметр присадочной проволоки, можно не успевать подавать ее в зону сварки и формировать шов. Поэтому толщина припоя должна быть такой же, как и толщина свариваемых пластин. Также необходимо быть внимательным и при выборе химического состава присадочного материала. Например, изделие из дюралюминия не получится заварить с прутком для пищевого алюминия. Помочь может таблица с номерами присадочной проволоки и ее предназначением:
Поэтому толщина припоя должна быть такой же, как и толщина свариваемых пластин. Также необходимо быть внимательным и при выборе химического состава присадочного материала. Например, изделие из дюралюминия не получится заварить с прутком для пищевого алюминия. Помочь может таблица с номерами присадочной проволоки и ее предназначением:
| Маркировка присадки, № | Предназначение |
| 1070/1100 | АД1, АМц. |
| 5754 | Для сварки алюминия с примесью магния. |
| 1450 | Для сплавов, используемых в авиастроении. Присадка оснащена титановым включением, укрепляющим шов. |
| 5183 | Для пищевых емкостей и судостроения. |
| 5554 | Для колесных дисков и емкостей химической промышленности. |
| 4043 | Для сплавов с силумином, применяемых в строительстве. |
Оборудование
Перед началом работы следует подготовить необходимое оборудование для сварки. Особенности расходных материалов и аппаратов:
Особенности расходных материалов и аппаратов:
- Электроды, которые имеют основу из вольфрама. Это неплавящиеся элементы, в которые добавляются легирующие присадки.
- Аппарат, вырабатывающий сварочный ток. Желательно выбирать универсальное оборудование, которое подходит для выполнения разнообразных сварочных работ.
- Баллон с защитным газом. В этом плане эффективнее всего использовать аргон.
Для соединения оборудования используются специальные шланги и провода.
Настройка tig аппарата от А до Я
Практически все металлы свариваются на прямой полярности (на электроде минус). Исключением является лишь сварка алюминия и его сплавов. Ярким примером сплава может могут стать медные сплавы со значительным содержанием алюминия. Для них обязательным является использование переменного тока.
Итак, настраиваем FUBAG INTIG 200 DC Pulse:
- На панели управления выставляем метод сварки – TIG.
- Устанавливаем предпродувку газа на 0,5 сек.

- Настраиваем ток поджига – 25% от рабочего тока (А).
- Фиксируем время нарастания до рабочего тока – 0,2-1,0 сек.
- Устанавливаем ток сварки (А) (см. Таблицу ниже)
- Выставляем время до тока заварки кратера (спада в секундах)
- Выбираем значение тока заварки кратера в амперах
- Последним параметром станет время продувки газа после сварки (сек)
Параметры, которые относятся к заварке кратера, подбираются в зависимости от толщины металла.
В данной таблице даны общие рекомендации по подбору сварочного тока для наиболее используемых металлов и толщин. Это поможет вам сориентироваться при подготовке к началу работы.
Таблица. Настройка аргонодугового аппарата в зависимости от вида металла и толщины
| Вид металла | Толщина металла, мм | Род тока | Сила тока¸А |
| Стальные сплавы | 1,0 | DC | 20 — 30 |
| 1,5 | DC | 40 — 60 | |
| 2,0 | DC | 70 -90 | |
| 3,0 | DC | 100 — 120 | |
| 4, 0 | DC | 120 — 140 | |
| Алюминий | 1-2 | AC | 20 — 60 |
| 4-6 | AC | 120-180 | |
| 6-10 | AC | 220-230 | |
| 11-15 | AC | 280-360 |
Почему следить за силой тока важнее, чем за остальными параметрами? Во время TIG сварки можно прожечь заготовку, выставив слишком сильный ток. Низкое значение не позволит расплавить металл, что сведет все попытки сварить деталь на нет.
Низкое значение не позволит расплавить металл, что сведет все попытки сварить деталь на нет.
Технология
Технология сварки алюминия аргоном требует соблюдения определённой последовательности действий. При отклонении от заданного рабочего процесса соединения могут получиться некачественными. Сварщики выделяют 4 ключевых этапа аргоновой сварки.
Подготовка
Перед тем как включать оборудование, зажигать дугу следует подготовить рабочую поверхность. Для этого необходимо очистить ее от грязи, ржавчины, декоративного покрытия. Грубые слои счищаются болгаркой или наждачной бумагой. Поверхность обезжиривается растворителем. Оксидную плёнку можно убрать напильником.
Зачистка болгаркой
Как настроить оборудование?
До начала работы нужно настроить аппарат для сварки алюминия. Сначала необходимо подключить аппарат к баллону с защитным газом. Далее сварщику выставляет подачу аргона. Для этого используется вентиль и манометр, закреплённый на баллоне. Если работа проводится в помещении, устанавливается расход до 8 литров.
Поджог дуги
Чтобы дуга зажглась быстрее, следует заточить вольфрамовый стержень. Для его зажигания используется высокочастотный осциллятор. Нельзя касаться вольфрамовым электродом заготовки. Если используется присадочная проволока, она не должна соприкасаться с вольфрамом. Проведение работ следует начинать после зажигания дуги и выставления потока защитного газа.
Сварочная ванна
После того как дуга зажглась, нельзя сразу же начинать создавать шов. Нужно выждать определённый промежуток времени, в течение которого образуется сварочная ванна. Когда появились пятна расплавленного металла, можно начинать формирование шва. Металл нельзя перегревать. Важно учитывать толщину заготовки. Чем меньше этот показатель, тем меньше нужно выжидать времени при формировании сварочной ванны.
Сварка алюминия аргоном подразумевает использование определённого аппарата и газа. Он помогает защитить рабочую поверхность от образования оксидной плёнки. Если её не убрать, качество шва будет хуже. При серьёзных нагрузках соединение разрушится. Важно учитывать особенности сваривания сплава, соблюдать последовательность действий.
При серьёзных нагрузках соединение разрушится. Важно учитывать особенности сваривания сплава, соблюдать последовательность действий.
Особые свойства алюминия
Для начинающих сварщиков обязательно нужна пошаговая инструкция по сварке алюминия.
В первую очередь, они должны ознакомиться с химическими свойствами «крылатого металла».
Именно так называют алюминий за его прочность и малый удельный вес. Одновременно с этими качествами он обладает высокой химической активностью.
На открытом воздухе металл быстро вступает в реакцию с кислородом и покрывается оксидной пленкой.
Температура плавления оксидной пленки превышает +2000 градусов, когда сам металл плавится при температуре +650 градусов.
При сварке постоянным током окись может погружаться в металл сварного шва, тем самым нарушая его структуру.
На видео показан процесс сварки листового алюминия при использовании аргона.
Видео:
Особенностью алюминия является то, что нагреваясь, он не меняет цвета, как это бывает при нагреве нержавейки или другого сорта стали.
Сварщику бывает трудно сориентироваться и определить степень нагрева заготовки.
Как результат такой неопределенности, может произойти прожог детали или утечка расплавленного металла.
Плюс к этому алюминий имеет большой коэффициент объемной усадки. Если не учитывать это свойство, то внутри шва будут возникать напряжения и деформации.
Чтобы избежать таких последствий, можно увеличить расход сварочной проволоки или выполнять модификацию шва.
Приступая к сварочным работам по алюминию, нужно четко помнить его основные характеристики.
Металл обладает следующими свойствами:
- низкой температурой плавления;
- высокой химической активностью;
- большим коэффициентом объемной усадки.
ВАЖНО ЗНАТЬ: Технология газовой сварки металлов и труб
Учитывая эти особенности, сварка алюминия аргоном выполняется чаще всего. Эта технология позволяет защитить зону сварки от воздействия активных газов, находящихся в атмосфере.
Присадочная проволока при сварке полуавтоматом выполняет функцию снижения внутренних напряжений шва, поскольку компенсирует объемную усадку.
Кроме этих приемов существуют и другие способы качественно выполнить сварное соединение.
В чем заключается трудность процедуры?
Судя по многочисленным отзывам, во время сварки дюралюминия не исключены осложнения. Причиной тому — технические характеристики сплава, в составе которого имеется алюминий (93,5%), марганец (0,5%), магний (1,5%) и медь (4,5%). Как утверждают специалисты, их соединение друг с другом протекает плохо. Поэтому лучше, чтобы сварочные работы с дюралюминием выполнял человек опытный. Если же у вас возникла потребность соединить детали из этого сплава, вам доведется учитывать некоторые нюансы, подробнее о которых далее.
Инструкция по сварке алюминия аргоном для начинающих
Во время работы с алюминием всегда необходимо следить внимательно, как расходуется аргон, и выполнять все требования технологии. Перед началом сварки нужно подготовить металл. Для этого выполняется очистка поверхностей. Затем намечается будущее соединение или ремонтный шов. Потом устанавливается электрод в горелку. После этого осуществляется подключение «массы» от аппарата на обрабатываемую деталь. Далее, процесс выполняется точно так же, как и при использовании распространенной сварки. В правой руке оператора размещается горелка агрегата, а в левой — алюминиевая проволока, которую нужно подбирать, учитывая особенности материала.
Перед началом сварки нужно подготовить металл. Для этого выполняется очистка поверхностей. Затем намечается будущее соединение или ремонтный шов. Потом устанавливается электрод в горелку. После этого осуществляется подключение «массы» от аппарата на обрабатываемую деталь. Далее, процесс выполняется точно так же, как и при использовании распространенной сварки. В правой руке оператора размещается горелка агрегата, а в левой — алюминиевая проволока, которую нужно подбирать, учитывая особенности материала.
После нажатия кнопки включается ток и начинает подаваться газ. Дуга появится между металлом и сварочным электродом. Благодаря ей происходит плавление края детали и проволоки. Сварочный шов формируется непосредственно на этом этапе.
Для опытных сварщиков такой процесс не представляет никакой сложности. Технология свою эффективность доказала уже давно. Начинающим сварщикам для получения сварки достойного качества придется потренироваться.
Устранение трудностей соединения
Наличие оксидной пленки на поверхности металла существенно снижает качество шва. Она не только имеет более высокую температуру плавления, но и плотность. Пленка затрудняет образование стабильной дуги. Кроме того, дефрагментированные частички оксида остаются внутри шва, снижая его жесткость.
Она не только имеет более высокую температуру плавления, но и плотность. Пленка затрудняет образование стабильной дуги. Кроме того, дефрагментированные частички оксида остаются внутри шва, снижая его жесткость.
Чтобы этого не происходило, свариваемые поверхности предварительно очищают травлением или механической очисткой при помощи металлической щетки.Очищенные детали хранятся не более трех часов.
Эффективным методом удаления пленки является катодное распыление, когда металл бомбардируется ионами, очищая поверхность. Метод применяется в промышленности.
Также применяют флюсы, растворяющие пленку и переводящие ее в летучие соединения.
Для сварки сплавов, не содержащих магний, как силумин, применяется флюс АН-А1. Для дюралюминия применяется флюс АН-А4.
Кроме того, перед свариванием поверхности очищают от загрязнений растворителями РС-1, РС-2.
Сварка в домашних условиях
Сварка дюралюминия в домашних условиях непростой и трудоемкий процесс. Только при достаточных навыках возможно получить оптимальный и надежный результат. Для домашней сварки следует использовать специальные электроды именно для сварки дюрали. Чаще всего такие компоненты продаются в узкоспециальных магазинах.
Только при достаточных навыках возможно получить оптимальный и надежный результат. Для домашней сварки следует использовать специальные электроды именно для сварки дюрали. Чаще всего такие компоненты продаются в узкоспециальных магазинах.
Для сварки дюрали в домашних условиях необходимо использовать специальное устройство, которое повысит частоту переменного тока. В бытовой сети этот показатель существенно ниже необходимого.
Удобным вариантом для сварки является ацетилен-кислородная горелка, так как температура плавления алюминия ниже, чем температура пламени. Однако это отражается на качестве шва — при окислении алюминия кислородом может возникнуть пленка окисла, температура плавления которой значительно выше. Поэтому для сварки алюминия чаще всего используется аргон.
Более удачным вариантом является водородно-кислородная горелка. Такие аппараты имеют название плазменных. В таком случае шов получается более прочным и менее подверженным деформации и коррозии.
Сварка дюралюминия в домашних условиях является не самым надежным вариантом даже при наличии специальных знаний и оборудования. При необходимости качественных швов лучше обратиться к специалистам.
При необходимости качественных швов лучше обратиться к специалистам.
С чего начать?
Начинают сварочные работы с подготовки заготовок. С металлической поверхности тщательно счищают различные загрязнения и обезжиривают. Работать можно наждачной бумагой различной зернистости или металлической щеткой. Жиры эффективно устраняются посредством ацетона или растворителя. После зачистки и обезжиривания следует заняться кромками, на месте которых в дальнейшем будет располагаться шов. Если окажется, что ваши заготовки с краями более 4 мм., то их нужно немного скосить. Оптимальным считается угол не более 35 градусов.
Второй шаг
На данном этапе наносят флюс. Важно, чтобы он участок сваривания покрывал равномерно. Чтобы предотвратить деформирование металла, его вначале подвергают медленному и постепенному подогреву. В конце процедуры подогревают сам шов. Соединение, которое у вас образуется, будет покрыто шлаком. Его нужно аккуратно сбить. Данной рекомендацией не стоит пренебрегать, поскольку под шлаком очень часто трещины. В итоге соединение будет иметь очень низкую стойкость к нагрузкам.
В итоге соединение будет иметь очень низкую стойкость к нагрузкам.
Особенности во время сварки алюминия
Свариваемые детали из алюминия в большинстве случаев имеют относительно тонкие стенки. Именно такое обстоятельство является основной проблемой при выполнении работ. Во время сварки чаще всего превышают допустимую температуру воздействия на металл. Это самая распространенная ошибка. Из-за этого возникают каверны, а шов получается с нечеткими границами.
При высокотемпературной обработке на алюминии появляется оксидная пленка. Она может расплавиться только при 2050°С. При этом алюминий начинает менять свое состояние уже после 650°С. В связи с этим от оксидной пленки при выполнении работ нужно избавляться. Пробивается она лучше всего при помощи импульсной сварки. Также облегчает процесс разрушения оксидной пленки предварительная обработка алюминия щеткой с металлическим ворсом.
Процесс сварки алюминия сегодня выполняется при использовании мягкой проволоки и аргона. Во время подачи газа формируется защитная атмосфера и осуществляется интенсивное окисление металла. Оно способствует стабилизации дуги. В то же время она должна иметь длину постоянного размера. Слишком большая дуга не позволит детали расплавиться. При короткой ее длине металл может загореться. Это происходит благодаря свойствам алюминия. Предотвратить такой эффект можно с помощью подогрева детали. Также за счет этого увеличивается глубина провара.
Во время подачи газа формируется защитная атмосфера и осуществляется интенсивное окисление металла. Оно способствует стабилизации дуги. В то же время она должна иметь длину постоянного размера. Слишком большая дуга не позволит детали расплавиться. При короткой ее длине металл может загореться. Это происходит благодаря свойствам алюминия. Предотвратить такой эффект можно с помощью подогрева детали. Также за счет этого увеличивается глубина провара.
О достоинствах
Несмотря на то что технология сварочных работ довольно сложная, если вы все сделаете правильно, то в итоге получите ровный и качественный шов. Преимущество данного сплава в том, что при довольно небольшой массе он может выдержать большую нагрузку. Судя по многочисленным отзывам, довольно популярной считается сварка дюралюминия аргоном. Также соединение можно осуществить с применением полуавтомата. Выбор наиболее оптимального варианта зависит уже от мастера. Как утверждают опытные сварщики, имея дело с этим сплавом, никогда не возникает проблем с выбором электродов. Дело в том, что многие из них могут хорошо взаимодействовать с дюралюминием. Например, вы можете воспользоваться такими марками как ОК96.20, ОЗА-1, ОЗАНА-1, ОЗА-2 и ОЗАНА-2.
Дело в том, что многие из них могут хорошо взаимодействовать с дюралюминием. Например, вы можете воспользоваться такими марками как ОК96.20, ОЗА-1, ОЗАНА-1, ОЗА-2 и ОЗАНА-2.
Как правильно и качественно варить алюминий?
Научиться правильно варить алюминий довольно трудно. Нередко за такую работу не берутся даже мастера со стажем. Проблема в том, что алюминий является весьма капризным материалом и работа с ним требует применения инвертора высокого качества.
Процесс электро сварки алюминия.
Конечно же, можно обойтись практически любым сварочным полуавтоматом, но по-настоящему качественные сварные швы позволяют получать только аппараты, имеющие специальную функцию сварки данного металла. Если внешний вид тоже имеет значение, то лучше варить алюминий агрегатом со специальной опцией импульсной сварки. Обычно алюминий варится в среде аргона. Современные инверторы позволяют делать все качественно и в кратчайшие сроки.
Какие требования необходимо соблюдать при сварке алюминия аргоном?
При варке алюминия обычно применяется чистый аргон. Можно использовать смесь данного газа с гелием. 2-ой вариант лучше подходит для работы с толстыми листами. Алюминий варится с использованием специальной алюминиевой проволоки со сплошным сечением.
Можно использовать смесь данного газа с гелием. 2-ой вариант лучше подходит для работы с толстыми листами. Алюминий варится с использованием специальной алюминиевой проволоки со сплошным сечением.
Важно уделить особое внимание конструкции горелки. Во-первых, ее нужно устанавливать на прямой шланг, безо всяких скручиваний и перегибов. Во-вторых, длина этого шланга должна быть не больше 3 м. Проблема в том, что алюминий варится аргоном с использованием очень мягкой проволоки. Вместо обычного канала в горелку лучше установить тефлоновый, предназначенный специально для работы с алюминием.
В случае если 3 м шланга для вас мало, приблизьте сварочный инвертор к обрабатываемому материалу. Если это невозможно, варить алюминий аргоном можно будет только при помощи агрегата с отдельно подающим механизмом. Наконечники должны иметь больший диаметр, чем для стали. Связано это с тем, что при нагревании алюминий сильнее расширяется.
Схема осциллятора для сварки алюминия.
Нужно подобрать правильные электроды.
- ОК 96.20, ОК 96.10.
- ОЗАНА-1, ОЗАНА-2.
- Неплавящихся изделий на вольфрамовой основе.
1-ая марка электродов стала широко использоваться немногим более 10 лет назад. Такие электроды применяются преимущественно для работы с техническим алюминием. Также их можно использовать для сварки сплавов и литейного брака. Они позволяют поддерживать ровное горение дуги. Свойства готового шва максимально приближены к свойствам исходного материала, а шлаковая корка удаляется без лишних усилий.
У электродов 2-го типа присутствует щелочно-солевое покрытие. Их используют при работе с разнообразными сплавами алюминия. В большинстве случаев приходится проводить предварительный подогрев в среднем до 200-300°С.
Варить алюминий аргоном можно с использованием неплавящихся вольфрамовых электродов. Они позволяют поддерживать дугу на стабильном уровне. Такие электроды могут иметь диаметр 2-6 мм.
Схема аргонно-дуговой сварки алюминия.
При варке алюминия аргоном используются довольно дорогостоящие электроды, поэтому к их выбору нужно подходить со знанием дела и обязательным учетом особенностей предстоящей работы.
Для варки алюминия аргоном вам понадобится следующее:
- Сварочный аппарат и подходящие электроды.
- Алюминиевая проволока.
- Газосварка и нагревательный прибор.
Вернуться к оглавлению
Основные особенности сварки алюминия
Главной сложностью сварки алюминия является оксидная пленка, образующаяся на поверхности металла в процессе обработки.
Температура плавления этой пленки достигает 2050 градусов, а непосредственно алюминий плавится при гораздо более низких температурах.
В соответствии с технологией нужно сначала пробивать эту пленку, а уже после этого плавить непосредственно металл. Лучше всего для выполнения такой задачи подходит импульсная сварка. Алюминий имеет хорошую теплопроводность и низкую температуру плавления. Из-за этого в процессе проведения сварочных работ деталь может зажечься. Чтобы этого избежать, нужно предварительно немного подогреть заготовку. Благодаря этому будет дополнительно увеличена глубина провара алюминиевой детали.
Принципиальная схема поста для полуавтоматической сварки плавящимся электродом: СГ – сварочная горелка, Р – редуктор баллонный, Б – баллон со сжатым газом, МП – механизм подачи сварочной проволоки, БУ – блок управления полуавтоматом, ИП – источник питания.
Чтобы было легче разбить оксидную пленку, нужно предварительно обработать деталь металлической щеткой. Такая обработка не займет много времени, зато деталь будет лучше и быстрее проплавляться. Зачищать рекомендуется непосредственно перед началом выполнения сварочных работ.
В процессе сварки алюминия следите за тем, чтобы дуга имела постоянную длину. Данное правило актуально не только для алюминия, а и для любых других металлов. Если дуга будет длиннее, чем нужно, заготовка не расплавится. Если же она будет короче, металл зажжется. Подходящая длина дуги определяется с учетом химического состава материала, т.к. у разных сплавов теплопроводность тоже различается. В среднем в случае с алюминием применяется дуга длиной 1,2-1,5 см.
Еще одной сложностью, с которой вам придется столкнуться в процессе варки алюминия, является заваривание кратера в конце шва. Проблема возникает из-за того, что алюминий достаточно быстро остывает. Решить данную проблему позволяет специальный полуавтомат. Сначала он дает повышенный ток, который позволяет пробить окисную пленку. В дальнейшем ток снижается, что позволяет безо всяких проблем заварить упомянутый кратер.
Вернуться к оглавлению
Какие способы сварки существуют
Классификация основных видов сварки.
Для варки алюминия было разработано множество различных способов, подразумевающих использование различных материалов, оборудования и защитных сред.
Наибольшее распространение получили следующие методы:
- Сварка в инертной газовой среде с использованием вольфрамового электрода.
- Сварка при помощи полуавтомата с автоматизированной подачей проволоки.
- Сварка плавящимися электродами без защитных газов.
Важным условием данной работы является разрушение окисной пленки, образующейся на поверхности алюминия. Для ее разрушения подойдет переменный или постоянный обратный ток. Алюминий нельзя варить на постоянном прямом токе, т.к. в подобных условиях окисная пленка не поддастся катодному распылению и не разрушится.
Вернуться к оглавлению
Какие аппараты подходят для сварки алюминия
Сварочный трансформатор для дуговой сварки.
Для сварки алюминия аргоном можно использовать ряд сварочных аппаратов. Все они делятся на несколько групп, а именно:
- Универсальные агрегаты.

- Специальные модели.
- Специализированное оснащение.
Универсальные модели выпускаются серийно, они наиболее востребованы среди покупателей и используются чаще всего. Подобная сварка применяется в производственных условиях на специально оснащенных площадках.
Для сварки алюминия в среде аргона можно использовать различные специальные присадки. Они делают работу более простой и качественной.
Агрегаты, позволяющие варить алюминий аргоном с использованием неплавящихся вольфрамовых электродов, имеют следующее оснащение:
- Источник переменного/постоянного тока.
- Горелку либо комплект специально предназначенных для такой работы устройств.
- Устройство, способное обеспечить стартовое усиление дуги или же такое, которое позволяет стабилизировать переменную дугу.
- Аппаратуру, позволяющую управлять сварочным циклом.
- Устройство, предназначенное для компенсации и регулирования постоянного тока.

Схема процесса сварки алюминия полуавтоматом.
В настоящее время существует ряд новых методов сварки алюминия аргоном, разработанных специально для расширения диапазона толщины материалов, которые можно варить, улучшения показателей производительности при получении сварочных соединений, в том числе и улучшения провара.
В процессе работы дуга перемещается шагами или с определенной скоростью. Эти перемещения могут быть синхронизированы с импульсами тока сварки. Благодаря этому проплавление будет максимально эффективным по всем направлениям. Снижение тока позволяет исключить риск перегрева металла и благодаря этому практически полностью избавиться от деформаций.
Вольфрамовые электроды позволяют получать качественные сварные швы и выполнять работу с довольно большой скоростью. Для выполнения работы понадобится лишь специальное оборудование и дополнительные блоки, никаких труднодоступных и дорогостоящих агрегатов не нужно.
Чаще всего сварка аргоном выполняется при помощи инверторного агрегата.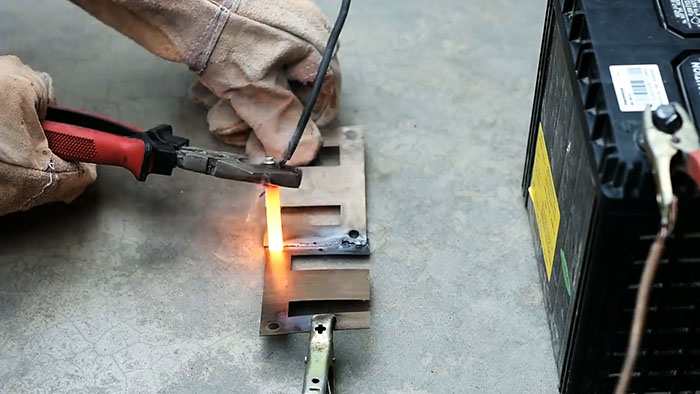 Такие аппараты получили широкое распространение как в быту, так и на производстве. Применение инверторного сварочного аппарата является оптимальным вариантом. Даже не имея особого опыта проведения сварочных работ, вы сможете разобраться в технологии без особых усилий. И эти знания определенно вам пригодятся. Во-первых, вы сможете выполнять свои личные задачи, а во-вторых, при желании, оказывать услуги сторонним заказчикам.
Такие аппараты получили широкое распространение как в быту, так и на производстве. Применение инверторного сварочного аппарата является оптимальным вариантом. Даже не имея особого опыта проведения сварочных работ, вы сможете разобраться в технологии без особых усилий. И эти знания определенно вам пригодятся. Во-первых, вы сможете выполнять свои личные задачи, а во-вторых, при желании, оказывать услуги сторонним заказчикам.
Вернуться к оглавлению
Пошаговая инструкция по сварке
Схема устройства сварочного полуавтомата.
Сварка алюминия аргоном имеет ряд уникальных особенностей. Сердце горелки, которая используется при выполнении такой работы, изготовлено из сварочного электрода вольфрамового типа. Сам электрод окружен керамическим соплом. При работе из него будет выходить аргон.
Если вы попробуете варить алюминий без применения аргона, он может загореться, начнется активный процесс окисления и прервется электрическая дуга. При работе с алюминием нужно следить за расходом аргона и в точности придерживаться всех требований технологии выполнения такой сварки.
Сначала на обрабатывающуюся деталь подается «масса». Для этого используется сварочный аппарат. Делается все так же, как и при обычной электросварке. Оператор берет в левую руку специальную алюминиевую проволоку, а в правую – горелку аппарата. Проволока подбирается с учетом особенностей свариваемого материала.
После того как оператор нажмет кнопку, включится ток и начнется подача газа. Между сварочным электродом и заготовкой появится дуга. Дуга будет плавить край детали и непосредственно присадочную проволоку. Именно на этом этапе и происходит формирование сварочного шва.
Для людей с опытом в данном процессе нет ничего сложного. Технология опробована множеством мастеров и ее эффективность доказана годами успешного использования. Но для того чтобы сварка была максимально качественной, придется немного потренироваться. Помимо этого, для получения хорошего результата нужно подобрать соответствующий аппарат. От бюджетных моделей сомнительного производства лучше сразу же отказаться.
Чтобы научиться правильно сваривать алюминиевые детали, придется потратить некоторое время. Учитывайте и то, насколько презентабельный внешний вид должно иметь готовое соединение. К примеру, если необходимо приварить петли к гаражным дверям, то особую аккуратность можно и не проявлять.
Таким образом, сварка алюминия – довольно трудоемкая и крайне ответственная операция, которая требует грамотного и продуманного подхода. Варите по инструкции и у вас все получится. Удачной работы!
Чем травить алюминий в домашних условиях
Алюминий, пожалуй, самый распространенный в быту металл. Практически в каждом доме есть множество мелких предметов из алюминия, сюда можно отнести разного рода брелоки, подарочные имитации ножей, металлические покрытия флэшек и т. Вполне естественно желание любого мужчины сделать свои мелкие принадлежности уникальными. Для металлических предметов идея усовершенствования приходит сама собой: нанести гравировку.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.

По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Точные машины
- Травление алюминия или как сделать настоящую гравировку на металле в домашних условиях
- Сварка алюминия – как правильно варить алюминий в домашних условиях
- Анодирование алюминия в домашних условиях
- Анодирование стали в домашних условиях
- Чем варить алюминий – несколько распространенных способов сварки
- Травление алюминия в домашних условиях (Электролиз)
- Как покрасить алюминий?
- Окраска алюминия в домашних условиях
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Проверка алюминия расплавленного в домашних условиях
Точные машины
Точные машины Пропустить. Анодирование алюминия AL в домашних условиях Всё связанное с покраской, лакокрасочными материалами и сопутствующим инструментом. Вложения Здравствуйте, дорогие друзья! По просьбе друзей и коллег, набрался смелости и решил написать в тему про Анодирование! С последующим окрашиванием в цвета. Пролог: Все началось с года, живя и работая в Москве, волею судьбы мне пришлось вернутся к давно забытому хобби , к столярному ремеслу.
Потихоньку мне приходилось по новому изучать столярку, инструменты, оснастку, аксессуары и прочее. В один из прекрасных дней, довелось познакомится с хорошим человеком, столяром по жизни.
И в его мастерской я познакомился с удивительной приблудой оснастка , фрезерная плита, для установки ручной фрезерной машины в стол. Так сказать маленький удобный вертикально фрезерный станок по дереву. Но вот беда, данные плиты производства INCRA, и в нашу страну доставлялись очень тяжело, долго, да и не гуманно как то.
Далеко не отходя от кассы, задался я вопросом, не ужели у нас их никто не производит в России? Оказалось, производят, но не совсем то что надо! Единственные в своем роде варианты представляли нам братья из под небесной China. Худо бедно, закупался я у них, продавал у нас. Все бы ничего, ежели не кризис, двойной рост курсов, напрочь отбило желание далее заниматься этим делом. Ну вот и проходит год уже, плиты я давно уже произвожу тут у нас России Дагестан , и считаю что не худчего качества чем у других.
Ибо покупатели есть, а раз есть спрос, значит качество устраивает народ. С чем тут связано “Теплое анодирование” спросите Вы, и вопрос имеет место быть. И соответственно обработанный алюминий имеет несколько не удобную поверхность для применения его на практике. Не защищен от внешних воздействий, от агрессивной среды, да заготовки дерева чернеют при обработке по не обработанному алюминию.
В связи с чем мне пришлось, был вынужден решить данный вопрос. Плотно изучив данный вопрос, облазив по просторам интернета. Обнаружил пригодным для своих работ в качестве финишной обработки алюминия, “Теплое анодирование” с последующим окрашиванием в цвет.
Обнаружил пригодным для своих работ в качестве финишной обработки алюминия, “Теплое анодирование” с последующим окрашиванием в цвет.
Вроде бы и все. Далее пойдет речь по теме. Будут возникать вопросы, задавайте вопросы постараюсь ответить. Учтите: не всегда нахожусь за компом, проявите терпение. Процесс анодирования алюминиевых сплавов состоит из следующих стадий: 1. Промывка деталей в органическом растворителе 2. Монтирование деталей на подвески 3. Травление 4. Промывка в горячей проточной воде 5. Промывка в холодной проточной воде 6. Осветление 7. Промывка в холодной проточной воде 8.
Анодирование 9. Промывка в холодной проточной воде Наполнение анодной плёнки Закрепление краски варим от минут в кипятке. Сушка деталей и демонтаж с подвесок 2. Теперь по пунктам. Детали простой формы достаточно протереть смоченной в бензине тряпкой. Если на деталях нет заметного слоя масла или СОЖ этот пункт можно пропустить.
Подвески делают из алюминиевых или титановых сплавов. Они должны обеспечить жёсткий контакт деталей с токопроводящей штангой. Перед каждой новой загрузкой подвески надо травить и осветлять в ваннах 3 и 6.
Перед каждой новой загрузкой подвески надо травить и осветлять в ваннах 3 и 6.
Алюминиевые подвески со временем стравливаются и требуют замены, титановые — практически вечные. Травят детали в растворе гидроксида натрия NaOH. Температура процесса — оС. Время — минут. Ванна может быть из стали типа 12Х18Н10Т или полипропилена, должна быть оснащена ТЭНами для нагрева, теплоизоляцией и обязательно вытяжными вентиляционными устройствами бортовыми отсосами , так как процесс сильно газит.
Стальные или полипропиленовые ванны, оборудованные подачей и сливом воды и перемешиванием сжатым воздухом. Для ванны 4. Нужны ТЭНы, теплоизоляция и вентиляция. Температура комнатная оС , время — до 10 минут.
Единственная ванна в процессе, где требуется электрический ток. Температура оС. Подвески с деталями монтируются на анодную штангу, катоды свинцовые. Оптимальный материал для ванны — полипропилен. В процессе обработки выделяется довольно много тепла, поэтому необходимо перемешивание раствора сжатым воздухом и очень желательно охлаждение электролита. При повышенных температурах анодная плёнка получается рыхлой, легко стирается и возможен растрав деталей. Ещё нужны бортовые отсосы.
При повышенных температурах анодная плёнка получается рыхлой, легко стирается и возможен растрав деталей. Ещё нужны бортовые отсосы.
Время процесса — минут. Наполнение анодной плёнки проводят в растворе калиевого хромпика K2Cr2O7. Ванна стальная или фторопластовая, ТЭНы, теплоизоляция, бортовые отсосы. При стальной ванне штанга с подвесками должна быть обязательно изолирована от корпуса ванны.
Воду лучше набрать дистиллированную. Сушат детали в основном просто на воздухе. Главное, пока детали мокрые, не дотрагиваться до них голыми руками — останутся пятна на покрытии. Далее фотоотчет: После промывки в органическом растворителе. Анодирование AL. Продолжу тему. Материал Д16Т. Время выдержки 30 минут. Ток 24 вольта, 20 ампер. Без последующего окрашивания.
Фото: Упор ограничитель. Магомед, добрый вечер! Очень понравилась твоя статья и работы. Между тем назрел вопрос, чем окрашиваешь алюминий, случайно не чернилами для струйных принтеров? Если чернилами, то как смог получить такой насыщенный синий цвет детали? Electric писал а : Источник цитаты Магомед, добрый вечер! Electric писал а : Источник цитаты Между тем назрел вопрос, чем окрашиваешь алюминий, случайно не чернилами для струйных принтеров?
Electric писал а : Источник цитаты Если чернилами, то как смог получить такой насыщенный синий цвет детали? Кстати, есть ведь и 6-ти цветные принтеры, в том смысле, что из 6-ти цветов наверное можно еще больше разных оттенков смешать borodaagvali писал а : Источник цитаты ТЭНы, теплоизоляция, бортовые отсосы. Мне вот интересно, все эти химикаты можно в свободной продаже купить или надо где-то доставать?
Мне вот интересно, все эти химикаты можно в свободной продаже купить или надо где-то доставать?
К примеру используя подобный ресурс или фотошоп. Electric писал а : Источник цитаты назрел вопрос, чем окрашиваешь алюминий, случайно не чернилами для струйных принтеров?
Jack писал а : Источник цитаты Можно также окрашивать текстильными красками для тканей, дают хорошие цвета. Predator писал а : Кстати, есть ведь и 6-ти цветные принтеры, в том смысле, что из 6-ти цветов наверное можно еще больше разных оттенков смешать borodaagvali писал а : Источник цитаты ТЭНы, теплоизоляция, бортовые отсосы.
BenAflek писал а : Источник цитаты Магомед, если не секрет, где вы берёте все эти кислоты? BenAflek писал а : Источник цитаты И что цвет после подбора в фотошопе и окрашивании детали совпадает?
Jack писал а : Источник цитаты Поверхность получается матовая? Jack писал а : Источник цитаты А после смешивания, краску еще чем-то разводишь, а то так краски не напасешься. Ежели кому надо, подсобить смогу но не промышленно. Сейчас на форумах Сейчас этот форум просматривают: нет зарегистрированных пользователей и 0 гостей. Точные машины Конфиденциальность Контакты.
Сейчас на форумах Сейчас этот форум просматривают: нет зарегистрированных пользователей и 0 гостей. Точные машины Конфиденциальность Контакты.
Травление алюминия или как сделать настоящую гравировку на металле в домашних условиях
Удаление части поверхностного слоя металлического изделия с помощью химической реакции называют травлением. Эта технология известна человеку уже несколько тысячелетий, наряду с чеканкой и чернением ее применяли для отделки металлических деталей оружия и домашней утвари, украшений и ритуальных предметов. Электрохимическое травление лезвия ножа. Перед проведением травления на те участки поверхности металла, которые не должны быть вытравлены, наносится защитное покрытие, устойчивое к травящему веществу протраве. Далее деталь подвергают воздействию кислой среды или погружают в емкость с электролитической жидкостью. Чем дольше деталь подвергается обработке, тем больший слой металла разъедается агрессивной средой. Травление металла может осуществляться в несколько приемов, это так называемое многослойное протравливание.
Брелок. Алюминий. “We love you Noob”. художественного травления хлорным железом в домашних условиях и своими руками.
Сварка алюминия – как правильно варить алюминий в домашних условиях
Несмотря на множество достоинств, есть у алюминия и существенный недостаток — он быстро вступает в реакцию с воздухом окисляется , что приводит к образованию своеобразного налета, который усложняет процесс окрашивания заготовок. Прежде чем рассматривать процесс анодирования алюминия, следует понять, для чего оно проводится. Ведь при окислении на поверхности металла появляется тончайшая пленка, которая выполняет и функцию защиты. Все дело в том, что она непрочная и довольно легко повреждается. Поэтому смысл описываемого процесса состоит в том, чтобы ее укрепить усилить. В этом плане анодирование сходно с таким не менее известным процессом, как воронение методом окисления об этом можно прочитать здесь. Поэтому эту технологию называют еще анодным оксидированием. Она применяется не только по отношению к алюминию, но и к некоторым другим металлам. Например, магнию, титану. Наиболее часто применяемая методика, тем более что больших сложностей такой способ не представляет.
Например, магнию, титану. Наиболее часто применяемая методика, тем более что больших сложностей такой способ не представляет.
Анодирование алюминия в домашних условиях
Пожалуй, у каждого дома непременно найдется какая-нибудь вещичка или изделие из алюминия, которые уже потеряли свой презентабельный внешний облик, но вам очень хотелось бы им вернуть былую красоту с неизменно привлекательным видом античной старины. Как же тогда быть? Предлагаем вам сделать патинирование алюминия в домашних условиях самостоятельно, не прибегая к профессиональной помощи специалистов. Давайте рассмотрим данный процесс подробнее, чтобы вы четко представляли, что же вам придется делать. А все лишь потому, что алюминий прекрасно принимает всевозможные цветовые тона при электрохимическом оксидировании, или, иначе говоря, анодировании.
Подпишитесь на автора, если вам нравятся его публикации.
Анодирование стали в домашних условиях
Все работы по анодированию проводятся с использованием защитных средств, респиратор, очки и защитные перчатки, ибо работаем пусть и с разбавленной, но с кислотой и щелочью! В идеале в проветриваемом помещении. Соблюдаем ТБ! Для подвеса детали в рабочей ванне необходимо использовать алюминиевые токоподводы, никаких посторонних металлов, в идеале на детале можно оставлять конструктивный выступ, для подключения, но при его спиливании будет не покрытое место, я воспользовался конструктивными резбовыми отверстиями, на куске алюминиевого провода нарезал резьбу и просто вкрутил в эти отверстия, получается хороший, плотный контакт. Толщину токоподвода надо подбирать с учётом силы тока, необходимого для анодирования, иначе проводник начнёт греться в месте контакта, а как следствие на нём пойдёт бурная реакция и его начнёт растравливать и уменьшать его сечение, и так в геометрической прогрессии, до полного растворения : в одной из попыток так и произошло из-за плохого контакта.
Соблюдаем ТБ! Для подвеса детали в рабочей ванне необходимо использовать алюминиевые токоподводы, никаких посторонних металлов, в идеале на детале можно оставлять конструктивный выступ, для подключения, но при его спиливании будет не покрытое место, я воспользовался конструктивными резбовыми отверстиями, на куске алюминиевого провода нарезал резьбу и просто вкрутил в эти отверстия, получается хороший, плотный контакт. Толщину токоподвода надо подбирать с учётом силы тока, необходимого для анодирования, иначе проводник начнёт греться в месте контакта, а как следствие на нём пойдёт бурная реакция и его начнёт растравливать и уменьшать его сечение, и так в геометрической прогрессии, до полного растворения : в одной из попыток так и произошло из-за плохого контакта.
Чем варить алюминий – несколько распространенных способов сварки
Сущностью процесса анодирования является наращивание оксидного покрытия, которое на алюминии и его сплавах выполняет защитную функцию от воздействий среды. Другое название — анодное оксидирование. Кроме того, оксидирование применяют для повышения эстетичности внешнего вида изделий. Устраняются поверхностные дефекты— небольшие царапины, мелкие сколы. Можно имитировать покрытие драгоценными металлами или повысить адгезивные свойства.
Другое название — анодное оксидирование. Кроме того, оксидирование применяют для повышения эстетичности внешнего вида изделий. Устраняются поверхностные дефекты— небольшие царапины, мелкие сколы. Можно имитировать покрытие драгоценными металлами или повысить адгезивные свойства.
Перед тем как сварить алюминий в домашних условиях, учтите эти нюансы. .. необходимо удалять механическим способом или методом травления.
Травление алюминия в домашних условиях (Электролиз)
Под анодированием металла понимается процедура наращивания оксидной пленки при помощи анодного окисления. Данная процедура может проводиться практически для любых металлов. Но чаще всего речь идет о стали, алюминии и цветных металлах в основном титане и тантале.
Как покрасить алюминий?
ВИДЕО ПО ТЕМЕ: Как зачернить алюминий
Содержание: Чем объясняется плохая свариваемость алюминия Какие методы применяют для сварки алюминия Как осуществляется подготовка металла к сварке Сварка при помощи электродов со специальным покрытием Сварка с применением защитного газа Использование полуавтоматического оборудования. Сварка алюминия затруднена многими факторами в первую очередь его характеристиками , но специалисты постоянно работают над совершенствованием технологий, позволяющих надежно соединять детали, выполненные из данного металла и его сплавов. Сам алюминий и его сплавы отличаются поистине уникальными свойствами: небольшим удельным весом, высокой электро-, а также теплопроводностью, устойчивостью к механическим нагрузкам. Сложности и особенности сварки алюминия и его сплавов объясняются целым рядом уникальных свойств этого металла.
Сварка алюминия затруднена многими факторами в первую очередь его характеристиками , но специалисты постоянно работают над совершенствованием технологий, позволяющих надежно соединять детали, выполненные из данного металла и его сплавов. Сам алюминий и его сплавы отличаются поистине уникальными свойствами: небольшим удельным весом, высокой электро-, а также теплопроводностью, устойчивостью к механическим нагрузкам. Сложности и особенности сварки алюминия и его сплавов объясняются целым рядом уникальных свойств этого металла.
Травление алюминия изделий из данного металла осуществляется для того, чтобы очистить его поверхность от верхнего, ненужного слоя либо от ржавчины.
Окраска алюминия в домашних условиях
Покраска алюминия — это довольно трудоемкий процесс, который требует соблюдения некоторых условий. Окрашивание поверхностей и деталей из такого металла осуществляется специальными видами красящих составов. Существует несколько основных способов, которые можно выполнить в домашних условиях. Результат каждого из них может немного отличаться, ведь для получения покрытия, близкого к идеальному, нужно владеть определенными навыками. Для покраски алюминиевых деталей и поверхностей используются три основных метода, которые требуют наличия определенного оборудования и материалов. Выполнить работы по окрашиванию при помощи стандартных составов и получить привлекательный результат невозможно. Изготавливаются на основе акрила, который играет роль полимера.
Результат каждого из них может немного отличаться, ведь для получения покрытия, близкого к идеальному, нужно владеть определенными навыками. Для покраски алюминиевых деталей и поверхностей используются три основных метода, которые требуют наличия определенного оборудования и материалов. Выполнить работы по окрашиванию при помощи стандартных составов и получить привлекательный результат невозможно. Изготавливаются на основе акрила, который играет роль полимера.
Точные машины Пропустить. Анодирование алюминия AL в домашних условиях Всё связанное с покраской, лакокрасочными материалами и сопутствующим инструментом. Вложения
Превратите свой сварочный аппарат MIG в аппарат для сварки алюминия с помощью Xtreme 4× — Baker’s Gas & Welding Supplies, Inc. . В видео ниже ведущие Spike TV
Xtreme 4×4 показывают нам, как это сделать. Вы узнаете все о сварке сплавов, о том, как переоборудовать сварочный аппарат MIG в сварочный аппарат для алюминия, и о многом другом в этом эпизоде из 9. 0003 Экстрим 4×4 .
0003 Экстрим 4×4 .
Полная стенограмма под видео
Сегодня мы, засучив рукава, приступим к основам создания замечательных нестандартных изделий, которые вы видите на выставке. Все начинается со сварщика; сегодня на Extreme 4×4:
- Сварка алюминия
- Как преобразовать машину у вас есть
- Как работает шпулемет плюс
- Как заставить все сиять
Ян Джонсон (ведущий):
Не так давно здесь, в Extreme , мы вынесли все проекты на улицу, целый день говорили о сварщиках MIG, в частности о том, как сваривать MIG трубы из мягкой стали. Теперь многие из вас, ребята, хотели получить больше информации по этой теме, и, честно говоря, сварочный аппарат MIG — один из самых универсальных сварочных аппаратов, которые вы можете иметь в своей мастерской. Итак, сегодня мы снова поговорим о сварке MIG, но на этот раз о сварке алюминия.
Теперь, когда вы работаете с алюминием, вы можете получить его в самых разных формах. Вы можете получить большие листы, гладкие или текстурированные, как здесь. Вы можете получить его во всех видах различных размеров и толщины полос, стержней, круглых и даже алюминиевых труб. Затем его можно легко превратить в такие предметы, как этот алюминиевый шкив, или в автомобильном мире вы обнаружите, что его чаще всего расплавляют, заливают в форму, отливают во что-то вроде этой головки блока цилиндров.
Когда мы говорим, что алюминий — это сплав, это означает, что он не чистый.
Они берут алюминий и смешивают его с другими веществами, чтобы сделать его сильнее или слабее. Теперь мы смешиваем его вместе обычно с медью, цинком, марганцем, силиконом и даже магнием. И сильные стороны варьируются от 1000 до 8000, и в этой области есть сотни различных версий этого числа. Наиболее часто используемые сплавы в автомобилестроении и производстве: 5052, 6061 и 7075.
Наиболее часто используемые сплавы в автомобилестроении и производстве: 5052, 6061 и 7075.
7075 — один из самых дорогих алюминиевых сплавов, который редко используется в автомобилях. Он стал очень популярным в мире бездорожья для длины подвески из-за его высокой прочности на растяжение и способности противостоять изгибу.
6061 является термообрабатываемым сплавом, и поэтому вы видите, что он часто используется в легких и средних конструкциях, таких как эта опора шестерни, особенно после термообработки. Теперь то, что я подразумеваю под этим просто. Эта опора шестерни начиналась как кусок алюминия. Затем его вырезали и помещали в печь для термической обработки. По сути, это нагревание и охлаждение предмета с определенной скоростью. Этот нагрев и охлаждение заставляют молекулы выравниваться, что делает его невероятно прочным. Вот почему вы видите много адаптеров для трансмиссий или опор шестерен и автомобильных деталей, изготовленных из 6061 после его термообработки.
Этот нагрев и охлаждение заставляют молекулы выравниваться, что делает его невероятно прочным. Вот почему вы видите много адаптеров для трансмиссий или опор шестерен и автомобильных деталей, изготовленных из 6061 после его термообработки.
Мы собираемся разрезать этот лист алюминия 5052. Сейчас 5052 никак не поддается термообработке, но очень легко сваривается и с ним очень легко работать. Он хорошо справляется с вибрациями, не трескается, что делает его идеальным для бездорожья.
Теперь первое, что мы должны сделать с этим листом, это разрезать его. Что приятно в работе с алюминием, так это то, что это легко сделать. Если вы находитесь дома в небольшом гараже, вы можете использовать электролобзик с металлическим лезвием. Если у вас есть доступ к одному, это легко сделать на ленточной пиле, и вы даже можете использовать старый добрый плазменный резак. Но имейте в виду, что тепло от резака может привести к некоторому обесцвечиванию материала, а алюминий имеет тенденцию скатываться при плавлении.
Но имейте в виду, что тепло от резака может привести к некоторому обесцвечиванию материала, а алюминий имеет тенденцию скатываться при плавлении.
Вы можете использовать его для панелей кузова, полов, крыш, вы даже можете построить свой собственный топливный элемент. Из-за его толщины в 3/6 дюйма вы даже можете использовать его для защитной пластины, несмотря на то, что он невероятно легкий.
Теперь, независимо от того, для чего вы используете алюминий, он должен быть подготовлен иначе, чем металл. Видите ли, необработанный алюминий плавится при 1200 градусах, но оксидное покрытие, которое находится поверх этого алюминия, плавится при 3700 градусах. Это означает, что если вы просто прыгнете сюда и начнете сваривать алюминий, алюминий расплавится, но покрытие фактически загрязнит ваш сварной шов. Поэтому, прежде чем приступать к сварке алюминия, вы должны его подготовить. Вы должны удалить это оксидное покрытие, и есть два способа сделать это: вы можете удалить его механически, используя щетку из нержавеющей стали и немного смазки для локтя, или вы можете удалить его химическим путем. В любом случае, как только алюминий утратил блеск, он готов к сварке.
Вы должны удалить это оксидное покрытие, и есть два способа сделать это: вы можете удалить его механически, используя щетку из нержавеющей стали и немного смазки для локтя, или вы можете удалить его химическим путем. В любом случае, как только алюминий утратил блеск, он готов к сварке.
Один из самых простых способов сделать это — добавить насадку для катушки. Видите ли, алюминиевая проволока слишком мягкая, чтобы протолкнуть гильзу вверх и наружу из обычного пистолета. Таким образом, добавляя пистолет для катушки, вы монтируете небольшой рулон алюминиевой проволоки прямо здесь, рядом с заготовкой. Он подается через небольшой набор приводных роликов, через короткую втулку, а затем через наконечник, где он сваривается, как в обычном сварочном аппарате. Есть три соединения, которые обычно защищены кожаным чехлом, чтобы предотвратить их повреждение дуговыми искрами.
- У вас есть основной источник питания для подачи дуги до наконечника
- У вас есть подача газа, чтобы газ мог попасть в сопло, и
- Электрическое соединение, позволяющее управлять сварочным аппаратом MIG с помощью удаленных настроек на горелке с катушкой
Для защиты требуется 100% чистый аргон. Теперь у некоторых сварочных аппаратов есть два блока цилиндров сзади, поэтому у вас может быть баллон с чистым аргоном с одной стороны и газовая смесь с другой, и вы можете продолжать использовать свой сварочный аппарат как для мягкой стали, так и для алюминия, когда захотите. Вы должны убедиться, что ваш сварщик может работать с катушечным пистолетом. Обычно это означает покупку дорогого сварочного аппарата профессиональной серии. А шпулемет конечно недешев, но есть способ подешевле.
Сегодня речь пойдет о сварке алюминия.

На данный момент мы подготовили немного металла и показали вам, ребята, один вариант — это насадка для шпульного пистолета, которую вы подключаете к профессиональному сварочному аппарату, такому как этот аппарат на 220 вольт, прямо здесь. Но я знаю многих из вас, ребята; вы мечтаете о таком сварочном аппарате, тем более что к тому времени, когда вы добавите к нему шпульный пистолет, он будет стоить почти 2000 долларов. Ну, не волнуйся.
Существует более дешевый способ сварки алюминия.Если у вас есть такой маленький сварочный аппарат — мы купили его некоторое время назад за 350 долларов, а затем переделали. Это машина на 220 вольт, но машина на 110 вольт тоже подойдет. Вы можете переоборудовать эти небольшие сварочные аппараты для сварки алюминия, вам просто нужно внести некоторые изменения внутри.
Процесс начинается с замены металлического вкладыша внутри кабеля пистолета на неметаллический вкладыш. Это предотвратит заедание алюминия внутри вкладыша и его заедание. Алюминиевая проволока настолько мягкая, что стандартный приводной ролик с V-образной канавкой раздавит ее и заклинит катушку. Новый приводной ролик с U-образной канавкой предотвратит это. Наконец, к регулятору подключается новый баллон с чистым аргоном.
Алюминиевая проволока настолько мягкая, что стандартный приводной ролик с V-образной канавкой раздавит ее и заклинит катушку. Новый приводной ролик с U-образной канавкой предотвратит это. Наконец, к регулятору подключается новый баллон с чистым аргоном.
Что ж, в алюминии есть одна особенность: вам нужно подобрать присадочный материал или проволоку к этому конкретному типу сплава. Это не похоже на сварку стали, когда вы можете просто взять моток проволоки, бросить его в сварочный аппарат и начать сварку, и обычно в итоге получается довольно хороший сварной шов. Если вы не сопоставите присадочный материал с основным материалом, вы можете получить слабый сварной шов, а иногда он даже не проникнет. Вот тут-то и понадобится небольшое исследование. Лучше всего пойти в магазин сварочных материалов, может быть, даже взять образец того, что вы хотите сварить. Они смогут предложить вам наполнитель. 9раз из 10 они, вероятно, скажут вам использовать это: это алюминиевый провод ER4043. Теперь это очень универсальная проволока, которой можно сваривать практически любой сплав. Он очень мягкий и идеально подходит для нашего шпульного пистолета. Недостатком этой проволоки является то, что когда вы адаптируете небольшую машину, как мы только что сделали, проволока становится слишком мягкой, чтобы ее можно было протолкнуть от приводного ролика до конца. Так что вам нужно перейти на немного более жесткую проволоку: теперь это ER5356, он имеет многие свойства, аналогичные 4043, но на самом деле он немного сложнее. Теперь, поскольку это сложнее, можно справиться с этим проездом через лайнер, не застревая и не застревая в приводных роликах и не создавая больших птичьих гнезд.
Они смогут предложить вам наполнитель. 9раз из 10 они, вероятно, скажут вам использовать это: это алюминиевый провод ER4043. Теперь это очень универсальная проволока, которой можно сваривать практически любой сплав. Он очень мягкий и идеально подходит для нашего шпульного пистолета. Недостатком этой проволоки является то, что когда вы адаптируете небольшую машину, как мы только что сделали, проволока становится слишком мягкой, чтобы ее можно было протолкнуть от приводного ролика до конца. Так что вам нужно перейти на немного более жесткую проволоку: теперь это ER5356, он имеет многие свойства, аналогичные 4043, но на самом деле он немного сложнее. Теперь, поскольку это сложнее, можно справиться с этим проездом через лайнер, не застревая и не застревая в приводных роликах и не создавая больших птичьих гнезд.

И мы выбрали вот этот, как тот, который нас устраивает: 17,7 и 184, он ложится очень плоско и дает нам хорошее проникновение.
Но прежде чем мы начнем сварку, вам нужно понять кое-что об алюминии.См. Алюминий является отличным проводником электричества и тепла. Теперь эта теплопроводность может вызвать то, что называется «обратным выгоранием» на краях. Нет, это означает, что когда вы свариваете, металл на самом деле плавится от вас, независимо от того, сколько присадочного материала у вас будет, вы просто будете продолжать прожигать отверстие. Теперь вы можете остановить это, фактически физически изменив скорость, с которой вы перемещаете резак. Когда вы берете в руки свой шпульный пистолет, вы хотите, чтобы вы хотели сварить этот валик примерно в два раза быстрее, чем вы бы сварили валик из куска стали аналогичной толщины, и это предотвратит обратное прожигание.
Еще одна проблема с алюминием из-за теплопередачи заключается в том, что небольшое количество тепла может очень легко деформировать алюминий.
Мы взяли этот кусок толстого алюминия, просто наложили девять бусин и полностью деформировали его из естественной формы. Есть пара хитростей и советов, чтобы этого не произошло.
На длинных соединениях лучше всего прихватить его в как можно большем количестве мест, а затем сварить различные участки соединения, чтобы предотвратить эту деформацию.
Между сваркой стали и алюминия есть некоторые важные различия в безопасности. Самая большая разница — это оттенок вашего шлема. Если у вас есть регулируемый шлем, подобный этому, вы можете просто затемнить его прямо сбоку, и число, которое вы ищете, будет 11 или 12, и это потому, что дуга на алюминии немного ярче, чем когда вы свариваете сталь. Еще одна проблема связана с температурой. Посмотрите на алюминий, он не меняет цвет, как сталь. Будь то комнатная температура или 1000 градусов, она всегда выглядит одинаково. Так что вам просто нужно быть осторожным, особенно если вы просто тренируетесь в своей мастерской с кучей разных кусков стали, у вас есть очень горячий кусок алюминия, и вы даже не понимаете этого.
Теперь сварка алюминия не заканчивается сваркой MIG. Есть еще несколько способов сделать это.
Сегодня мы подробно рассмотрим алюминий, различные свойства сплава, как с ним работать и как его сваривать.
И мы только что рассмотрели один из самых простых способов сделать это с помощью шпульного пистолета, прикрепленного к сварочному аппарату MIG. Но если вы имеете дело с очень тонким материалом, как вот этот кусок алюминия, проще и лучше использовать сварочный аппарат TIG. Теперь причина этого связана с контролем. См. [с] сварочным аппаратом TIG и ножным управлением, у вас есть полный контроль над выходной мощностью сварочных аппаратов во время сварки. Теперь это означает, что если вы заметите, что ваш сварной шов становится слишком горячим, вы можете уменьшить его и предотвратить прожог.
В последнее время сварка TIG сильно изменилась; старым резервом была машина прямоугольной формы, но новая серия Millers Dynasty полностью изменила то, как мы свариваем алюминий TIG, и она начинается прямо с горелки с материалом, который мы используем в нем.
Видите ли, старым стандартом для алюминия был 100% чистый вольфрам, который вы загружали в горелку, а затем скручивали его конец. Это дало бы вам очень толстую дугу при сварке. Станок Миллера использует 2% тория, тот же вольфрам, который мы используем для стали, и вы затачиваете его до острого острия. Это дает вам более точную дугу, которая выходит из этого факела, и, следовательно, больший контроль. Теперь, чтобы немного упростить сварку TIG, можно приобрести одну из этих горелок с гибкой головкой. Это означает, что вы можете отрегулировать горелку так, чтобы она подходила для труднодоступных мест во время сварки, а защитный газ и газ, которые мы используем, такие же, как и при сварке MIG: чистый аргон.
Подготовка поверхности такая же, как и при сварке MIG. Сначала механическое удаление оксидной поверхности, а затем ее очистка. Присадочный материал доступен в различных сплавах и размерах, как и проволока MIG, которую мы рассматривали ранее.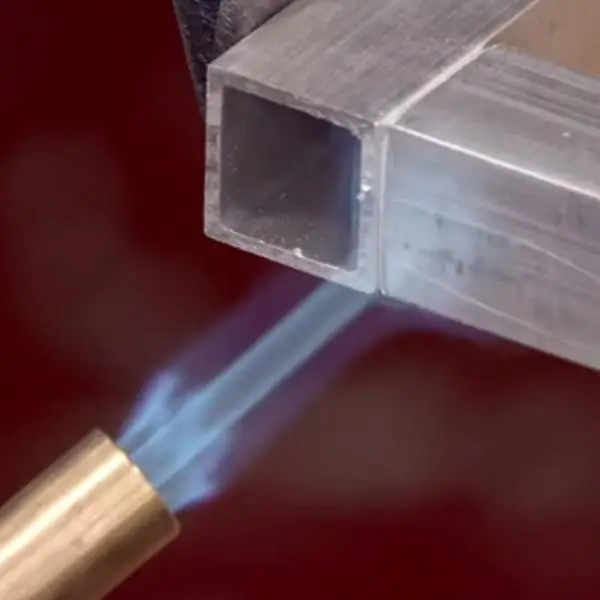 Затем мы затачиваем вольфрам на специальном шлифовальном камне, чтобы предотвратить загрязнение нашего вольфрама.
Затем мы затачиваем вольфрам на специальном шлифовальном камне, чтобы предотвратить загрязнение нашего вольфрама.
Все, что нужно, это время и много практики. И я, конечно же, не могу сейчас охватить здесь все, чтобы сделать вас экспертом по сварке алюминия методом TIG. Но вот пара советов и уловок, чтобы сделать это намного проще.
Номер 1: Комфорт
Приобретите табуретку, чтобы сидеть на ней. В основном это похоже на игру на барабанах. У тебя две руки и одна нога. Поэтому вам нужно занять удобное рабочее положение.
Номер 2
Несмотря на то, что эти присадочные стержни поставляются такой длины, не работайте с ними такой длины. Он очень длинный и упругий. Идите вперед и обрежьте их до полезной ссылки, чтобы ее было легко контролировать в руке.
Теперь перчатки для сварки TIG отличаются от перчаток для сварки MIG.
У них очень тонкая кожа, так что вы все чувствуете в руке. Просто наденьте их, и на них только один слой овечьей шкуры, так что вы можете почувствовать этот наполнитель между пальцами. И даже если нет брызг, как при сварке MIG, не думайте, что вы сможете обойтись без одежды с длинными рукавами. Ультрафиолетовое излучение сварочного аппарата TIG мгновенно сожжет вашу кожу.
Последний совет, который я вам дал, касается вашего шлема.
Внутри этого шлема у меня есть так называемая увеличительная линза. По сути, если вы наденете этот шлем, вы ничего не увидите, пока не подойдете очень близко. Это как набор очков для чтения. Когда вы доберетесь до сварки TIG, вы сможете увидеть форму лужи и сможете ее расплавить.
Теперь, когда вы свариваете, вы должны держать присадочный стержень как можно ближе к газовому облаку. Вы будете держать горелку почти вертикально и плавить алюминий. Вставляем удочку в растаявшую лужу, отводим назад и двигаемся вниз. Вы захотите держать этот конец наполнительного стержня внутри этого газового облака, иначе он может быть загрязнен. Звучит довольно сложно, и это действительно так. Все, что вы можете сделать, это практиковаться, практиковаться, практиковаться, и вы можете стать только лучше.
Вы захотите держать этот конец наполнительного стержня внутри этого газового облака, иначе он может быть загрязнен. Звучит довольно сложно, и это действительно так. Все, что вы можете сделать, это практиковаться, практиковаться, практиковаться, и вы можете стать только лучше.
Как, я уверен, большинство из вас уже поняли, работа с алюминием аналогична работе со сталью, есть только некоторые тонкие отличия.
И как только вы привыкнете к этим различиям, вы обнаружите множество применений алюминия на своей установке. Вы можете построить свой собственный алюминиевый топливный элемент нестандартного размера. Вы можете модифицировать алюминиевый радиатор, чтобы он соответствовал вашему проекту, или даже создать 100% индивидуальную алюминиевую приборную панель.
Когда дело доходит до обработки алюминиевых сварных швов, есть еще несколько тонких отличий. Шлифовальный камень, как этот, предназначенный для мягкой стали, нельзя использовать для сварки алюминия. Он будет собираться с основным материалом по мере измельчения, и это становится проблемой безопасности. Колесо может разбалансироваться и разорваться. Вам нужно найти специальный шлифовальный камень для алюминия, такой как этот, предназначенный для цветных металлов. Вы можете приобрести их в большинстве магазинов сварочных материалов или даже в Интернете в таких местах, как Industrial Depo. То же самое и с флоп-колесами. Вы хотите получить специальные алюминиевые флоп-колеса, чтобы они тоже не складывались.
Он будет собираться с основным материалом по мере измельчения, и это становится проблемой безопасности. Колесо может разбалансироваться и разорваться. Вам нужно найти специальный шлифовальный камень для алюминия, такой как этот, предназначенный для цветных металлов. Вы можете приобрести их в большинстве магазинов сварочных материалов или даже в Интернете в таких местах, как Industrial Depo. То же самое и с флоп-колесами. Вы хотите получить специальные алюминиевые флоп-колеса, чтобы они тоже не складывались.
Носите не только защитные очки, но и респиратор для защиты от пыли. Алюминиевая пыль связана с некоторыми неврологическими расстройствами.
Когда вы посмотрите на все преимущества использования алюминия, вы удивитесь, почему вы не использовали его в своей установке все время. Он достаточно прочный, чтобы его можно было использовать в качестве защитной пластины, и в то же время достаточно легкий, чтобы его можно было легко снять и изолировать. Он устойчив к коррозии, поэтому использование его для панели кузова означает, что вам не обязательно его красить.
Он устойчив к коррозии, поэтому использование его для панели кузова означает, что вам не обязательно его красить.
Для этого вам понадобится специальный набор для полировки, потому что так далеко вы можете добраться только с гибкими кругами. Теперь наш пришел от Fine Power Tools и включает в себя все, что вам нужно: полировальный мотор и все абразивные круги, а также тканевые круги и пасту для придания зеркального блеска.
Мы начнем с полировальной губки типа Scotch-Brite и средней скорости полировальной машины. А затем пройдитесь по трем разным тканевым кругам с компаундом, переходя от грубого к тонкому. Теперь это зеркальное завершение. Если взять кусок необработанного алюминия от того к этому, это будет огромным изменением.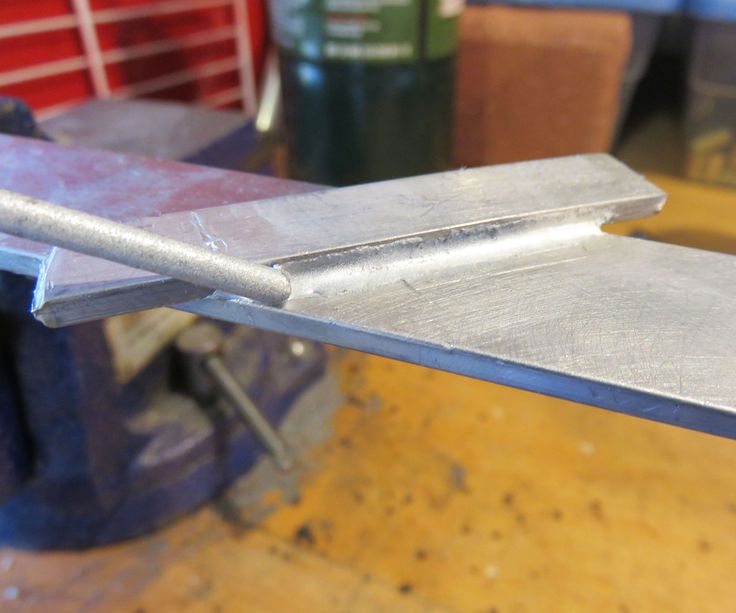 Представьте, что вы делаете это со всем корпусом вашего багги, и, что более важно, это не заняло так много времени. Отполировал этот раздел прямо здесь, и это заняло всего около 15 минут.
Представьте, что вы делаете это со всем корпусом вашего багги, и, что более важно, это не заняло так много времени. Отполировал этот раздел прямо здесь, и это заняло всего около 15 минут.
Вы можете просто модифицировать свой маленький сварочный аппарат, который вы купили за пару сотен долларов, но вдобавок мы также показали вам суперсовременную технологию и то, как Миллер меняет способ сварки алюминия, и плюс как вывести этот лак для шоумена. Так что поверьте мне, в следующий раз, когда вы будете пытаться придумать деталь для своего багги, не хватайтесь за кусок стали. Посмотрите на все различные типы алюминия, которые вы можете использовать. В итоге вы получите симпатичную поездку.
или ваш багги, не хватайтесь за кусок стали. Посмотрите на все различные типы алюминия, которые вы можете использовать. В итоге вы получите симпатичную поездку.
В итоге вы получите симпатичную поездку.
Подано в: сварка алюминия, преобразовать сварщик МИГ, сварщик, миг сварка, тиг сварщик, тиг сварка, сварочные сплавы, Сварочные видеоролики
Ремонт алюминия Прутки для пайки онлайн – Сварка и пайка
Паяльные стержни для ремонта алюминия онлайн – любой может быстро отремонтировать алюминий
Быстрый и простой ремонт алюминия с помощью стержней для пайки HTS-2000
Самое прочное, быстрое и простое изготовление алюминия или ремонт деталей.
Подойдет ли он для вашей работы? ДА! Этот высокопрочный прут для пайки позволяет ремонтировать или изготавливать алюминий прочнее, чем аппарат для сварки TIG, без аппарата. Сварка алюминия не требуется! Все, что вам нужно для ремонта любого металла, прочнее нового, — это источник тепла (пропан или мап-газ), турбонаконечник или кислородно-ацетиленовый и наш материал. Эта новая технология ремонта хорошо работает с алюминием, литым алюминием, металлом, медью, магнием и всеми белыми или пористыми металлами. Вы можете легко отремонтировать проржавевшие или пропитанные маслом участки, которые почти невозможно исправить с помощью сварочных аппаратов с алюминиевыми прутками или другими продуктами для пайки.
Эта новая технология ремонта хорошо работает с алюминием, литым алюминием, металлом, медью, магнием и всеми белыми или пористыми металлами. Вы можете легко отремонтировать проржавевшие или пропитанные маслом участки, которые почти невозможно исправить с помощью сварочных аппаратов с алюминиевыми прутками или другими продуктами для пайки.
- Экономит ваше время – Ремонт выполняется быстро и просто: пайка алюминия с помощью нашего HTS-2000 или чугуна с помощью наших прутков для пайки HTS-528.
- Экономит ваши деньги – Дешевле, чем сварочные аппараты или покупка новых или бывших в употреблении деталей.
- Позволяет сделать это самостоятельно – Независимо от вашего опыта любой может легко паять алюминий, просто прочитав нашу инструкцию на 1 странице, гарантировано!
- Делает невозможное! — Выполняет множество ремонтных работ даже после того, как сварщик говорит, что это невозможно сделать сильнее, чем сварка, и даже ремонтирует замасленные или окисленные металлы.

Представьте, что вы получаете сильнее и дает лучшие результаты, чем сварка, благодаря использованию наших высокопрочных прутков для пайки и простой горелки – такой пропановой или газовой горелки, которая, вероятно, у вас уже есть или которую вы легко можете приобрести в ближайшем хозяйственном магазине.
- Сильнее — более прочный на растяжение, плюс наши прутки для пайки имеют самый высокий уровень удлинения, который вы можете купить, чтобы прослужить всю жизнь, используя наш прут для пайки HTS.
- Проще – без флюсов и смесей. Не требуется специальная щетка, как для других низкокачественных припоев, где требуется щетка из нержавеющей стали.
- Лучшая проникающая способность — проникает сквозь такие примеси, как антифриз, масло и коррозия. Даже ремонтировать металлы, которые вы просто не можете сваривать или ремонтировать с помощью обычных сварочных аппаратов Mig или Tig.
Более 30 000 довольных дилеров, специалистов механических и ремонтных мастерских скажут вам после того, как вы попробуете все другие продукты для ремонта алюминия и литья, что они используют только наши продукты и доверяют им.
Это лишь некоторые из множества металлических деталей, которые можно легко отремонтировать!
- Алюминиевые головки
- Чугунные головки
- Линии кондиционирования
- Крышки ГРМ
- Коллекторы
- Топливные баки
- Колеса
- Полное изготовление
- Алюминиевые лодки
- Кавитационные пластины
- Кронштейны
- Лестницы
- Ящики для инструментов
- Мачта
- Крылья
- Кузова грузовиков
- Картер коробки передач
- Масляные поддоны
- Корпус раструба
- Доохладители
- Конденсаторы
- Линии конденсатора
- Охлаждение
- Заклепки
- Детали трактора 2N
- Навесы
- Промышленные детали
- Алюминиевые формы
- Металлические детали горшка
- Погрузчики
- Блоки двигателя
- Турбокомпрессоры
- Генераторы
- Генераторы
- Радиаторы
- Ирригационные трубы
- Авиационный поплавок
- Швы
- Скеги
- Мебель
- Насосы
- Башни
СПЕЦИАЛЬНАЯ СКИДКА 50% ТОЛЬКО НА ИНТЕРНЕТ-ЗАКАЗЫ.

Дополнительная информация:
- HTS-2000 Прутки для пайки для всех «цветных» сплавов, таких как алюминий, литой алюминий, литье под давлением, алюминий, магний, горшок, цинк, медь, бронза, латунь, титан, серебро, Нержавеющие, никелевые и анодированные детали.
- HTS-528 Прутки для пайки для любых сплавов черных металлов, таких как чугун, сталь, латунь, никель, все сплавы с твердой поверхностью.
- Закажите онлайн прямо сейчас и убедитесь, насколько доступным может быть этот замечательный продукт для ремонта!
- Мы отправляем по всему миру — ваши тарифы на доставку отображаются после того, как вы укажете адрес доставки для своего заказа и до того, как вы завершите заказ и введете информацию о кредитной карте — все заказы отправляются на следующий рабочий день.
Остались вопросы о ремонте, сварке или пайке алюминия? Нажмите здесь, чтобы просмотреть часто задаваемые вопросы.
Отзывы
Более 30 000 довольных дилеров, специалистов механических и ремонтных мастерских скажут вам после того, как вы попробуете все другие продукты для ремонта алюминия и литья, что они используют только нашу продукцию и доверяют ей.
Министерство обороны США,
Я хочу, чтобы вы знали, что я абсолютно ПОЛУ! Я пытался паять алюминий, но безрезультатно (или очень ограниченно) в течение длительного времени. Когда я увидел тебя в Интернете…
Чикаго Вольво GMC,
Мы использовали HTS-2000 для ремонта нескольких дорогостоящих деталей в первую же неделю после того, как он у нас появился.
Крупнейший дилер Allison на Среднем Западе,
HTS-2000 оказался самым надежным средством для ремонта алюминия, которое мы когда-либо видели. Это потрясающе!
ПРОДУКЦИЯ
Мы предлагаем прутки HTS-2000 и HTS-528.
Пруток для пайки HTS-2000
Ремонт алюминия, литого алюминия, чугуна, меди, магния и всех белых или пористых металлов.
HTS-528 Пруток для пайки
Для плотного соединения и ремонта всех изделий из чугуна, стали, меди, бронзы, никеля и латуни.
Ваше имя (обязательно)
Ваш адрес электронной почты (обязательно)
Субъект
Ваше сообщение
мега слот
Подробно рассматривается сварка кислородно-ацетиленовой горелкой, начиная с безопасности баллона, настроек давления регулятора и
и регулировка горелки для различной толщины материала от 0,040 дюйма до 0,063 дюйма. Типы флюсов и области применения
Затем обсуждаются методы прихватки, а также контроль деформации и трещин. горизонтали
Демонстрируются («в положении»), а также вертикальные («вне положения») методы сварки. Особое внимание
уделяется правильному ношению очков, очистке флюса, шлифовке и подпиливанию. EAA и журнал Skinned Knuckles Magazine присвоили 4 звезды за самолет. ПРИМЕЧАНИЕ: Профессиональные сварщики с 30-летним стажем звонили нам, чтобы сообщить, насколько ценна эта лента. (снято двумя камерами и снято через специальный объектив.) – Скоро будет больше фотографий – – Скоро будет – “Кент, первоклассная работа над этим видео. Четкая, краткая и хорошо продемонстрированная техника. Как только температура здесь поднимется выше нуля, я пойду сходи в мастерскую и попробуй. Спасибо” “Я просмотрел несколько видеороликов, обучаясь сварке алюминия в кислородной среде, и этот оказался самым полезным, практическим. Отличная демонстрация техники и, возможно, что более важно, исправление ошибок. Видео через объектив ТМ2000 был действительно четким. Ну, где же я оставил этот поток…” TM Technologies гордится тем, что предлагает лучшие на рынке продукты для металлообработки.
|

 Стремясь продолжить эту традицию, мы постоянно совершенствуем наши продукты и нашу линейку продуктов. Если у вас есть какие-либо комментарии или предложения по этому или любому другому нашему продукту, мы хотели бы услышать от вас.
Стремясь продолжить эту традицию, мы постоянно совершенствуем наши продукты и нашу линейку продуктов. Если у вас есть какие-либо комментарии или предложения по этому или любому другому нашему продукту, мы хотели бы услышать от вас. Это может занять 3-7 дней в зависимости от вашего местоположения.
Это может занять 3-7 дней в зависимости от вашего местоположения. Просто оторвите ту часть почтовика, где по перфорированной линии указан ваш адрес. Вставьте возвращаемый DVD, оттяните двухсторонний скотч и закройте его! Обратный адрес и правильные почтовые расходы уже будут применены к отправителю. Бросьте его в почтовый ящик, и все готово.
Просто оторвите ту часть почтовика, где по перфорированной линии указан ваш адрес. Вставьте возвращаемый DVD, оттяните двухсторонний скотч и закройте его! Обратный адрес и правильные почтовые расходы уже будут применены к отправителю. Бросьте его в почтовый ящик, и все готово.
 Вопросы безопасности
Вопросы безопасности 
 Уход за взятыми напрокат DVD и их возврат, а также политика невозврата.
Уход за взятыми напрокат DVD и их возврат, а также политика невозврата. 
