Как сварить алюминий в домашних условиях видео – Сварка алюминия в домашних условиях, электродоми и прочие методы
alexxlab | 18.12.2019 | 0 | Разное
Учебное видео по сварке алюминия электродами
Сваривание алюминия, а также его сплавов осложняется тем, что при сваривании на поверхности расплавленного металла практически моментально образовывается пленка оксида алюминия, известная своей тугоплавкостью. Данная пленка препятствует процессу проплавления отдельных частей металла.
Это негативным образом сказывается на качестве сварочного шва и всего процесса сварки. Все происходит так по причине того, что оксид алюминия плавится при температуре 2050 градусов, а для плавления алюминия достаточно 658 градусов. Для преодоления данной технологической трудности, существует несколько способов.
Первым и самым важным условием является подготовка к свариванию. Свариваемые детали должны быть обезжиренными в обязательном порядке, и таким образом пленка из оксида на поверхности будет удалена. Перед нанесением покрытия на электродные стержни так же следует очистить их от загрязнений. Помимо этого нужно обезжирить металл на ширине 80 – 100 миллиметров от кромки и после этого с помощью технологических способов провести зачистку или с помощью химического травления удалить оксид алюминия.
Алюминиевые электроды плавятся в 2 – 3 раза быстрее стальных, поэтому скорость сваривания алюминия значительно выше. Сваривание производится непрерывно, пока не будет выработан сварочный электрод, потому что на кратере и конце сварочного электрода будет образовываться оксидная пленка, которая будет препятствовать повторному зажиганию дуги. Для того чтобы обеспечить устойчивое проведение сварочного процесса и снизить минимальные потери на разбрызгивание металла, нужно принимать сварочный ток по расчету не более 60 Ампер на 1 миллиметр диаметра электрода. Ниже в видео показано, как правильно производить сваривание алюминия.
Если толщина металла для сваривания не более 2 миллиметров, то ее можно осуществлять без присадки и не производить разделку кромок. При сваривании металла толщиной более 2 миллиметров следует работать с зазором 0,5 – 0,7 толщины свариваемого металла или производить разделку кромок. Оксидная пленка удаляется с использованием флюсов АФ-4А.
Ручное сваривание с использованием покрытых электродов применяется при монтаже малонагруженных конструкций из технических сортов алюминия. Обеспечить требуемое проплавление металла можно при умеренном сварочном токе, а для этого нужно использовать постоянный ток обратной полярности и производить предварительный подогрев свариваемого материала. Для металла средней толщины прокалка производится при температуре 250 – 300 градусов по Цельсию, а для металла большой толщины – до 400.
Ручное дуговое сваривание изделий из технически чистого алюминия производят сварочными электродами ОЗА-1, а сваривание изделий из силумина – электродами ОЗА-2. Стоит отметить новые разработанные сварочные электроды ОЗАНА, которые в значительной степени превосходят своих предшественников – электроды серии ОЗА.
3g-svarka.ru
Сварка алюминия в домашних условиях

Практически каждый, кто занимается работами с металлом, сталкивался с необходимостью сварки алюминия. На производстве — понятно, имеются специальные сварочные аппараты аргонной сварки, обеспечивающие как необходимую частоту сварочного тока, так и сам ток и напряжение. А вот сварка алюминия в домашних условиях — процесс невероятно сложный, однако не безуспешный, поскольку некоторые секреты существуют. Конечно, получить качество профессионального сварщика-аргонщика в этом случае невозможно, однако достаточно надежно соединить детали — без проблем.
Имея аппарат дуговой сварки, причем неважно трансформаторный или инверторный, можно получить сварной шов достаточно легко. В этом случае неплохо работают два варианта. Первый заключается в том, что необходимо приобрести специальные электроды. Как это ни парадоксально звучит, но многие торгующие обычным сварочным оборудованием магазины и организации, даже не слышали о существовании таких электродов. Однако они существуют. Лучше всего обратиться в специализированные, предоставляющие продукцию именно для аргонщиков. Обязательным условием для сварки алюминия является наличие осциллятора — устройства, значительно повышающего частоту тока сварочной дуги, которая должна быть в пределах 10000 Герц. Для сравнения — обычная бытовая сеть имеет среднюю частоту 50 Герц.
Неплохие результаты получаются при использовании газовой горелки. Пламя получается при смешивании ацетилена и кислорода, причем температура пламени гораздо выше, нежели температура плавления, собственно, алюминия. Однако, наиболее проблематичным является наличие окисла на поверхности детали. Если вспомнить курс школьной химии, то в нем говорится о том, что алюминий при соприкосновении с воздухом образует прочную оксидную пленку, температура плавления которой значительно выше самого алюминия. Именно она и не дает получить сварной шов. Причем пленка образуется моментально, при соприкосновении с кислородом воздуха. Именно поэтому, в производственной практике и используется сварка в среде инертного газа — аргона.
Кроме простой ацетиленовой горелки можно использовать, причем с гораздо более лучшим эффектом водородно-кислородную горелку. С использованием такого принципа работают аппараты «Лига» – их ещё называют плазменными горелками.
Все вышеприведенные способы, конечно, не дадут наиболее качественного сварного шва на алюминиевой детали. Сварка алюминия в домашних условиях — процесс трудоемкий и затратный. Наилучшим выходом будет все-таки покупка осциллятора, выдающего необходимые параметры тока. Как правило, варят алюминий в этом случае вольфрамовым электродом — как плавящимся, так и неплавящимся, в зависимости от того, какой материал приходится сваривать, а также какой шов получить.
Из истории. Достаточно прочные сварные соединения алюминиевых деталей получали методом термического сваривания. Стоит сразу сказать, что сварка алюминия в домашних условиях таким способом недопустима! Для этого готовится гремучая смесь из алюминиевой пудры, свинцовой стружки, марганцовки и канифоли. Полученная смесь засыпается в трещину и поджигается. Небольшой взрыв сплавляет шов. Видео сварки аллюминия:
Сварка алюминия полуавтоматом с импульсным режимом
Сварка алюминия полуавтоматом с импульсным режимом. Алюминий 5 мм, проволока 1 мм, газ – аргон. Частота импульсов – 100 гц, заполнение 20%, амплитуда 400 А, ток сварки – 60 А.
Сварка алюминия аргоном
Сварка алюминия без аргона
Электрод по алюминию, ток постоянный (инвертор).
Кроме статьи “Сварка алюминия в домашних условиях” смотрите также:
nanolife.info
Как правильно варить алюминий: пошаговая инструкция
Научиться правильно варить алюминий довольно трудно. Нередко за такую работу не берутся даже мастера со стажем. Проблема в том, что алюминий является весьма капризным материалом и работа с ним требует применения инвертора высокого качества.
Процесс электро сварки алюминия.
Конечно же, можно обойтись практически любым сварочным полуавтоматом, но по-настоящему качественные сварные швы позволяют получать только аппараты, имеющие специальную функцию сварки данного металла. Если внешний вид тоже имеет значение, то лучше варить алюминий агрегатом со специальной опцией импульсной сварки. Обычно алюминий варится в среде аргона. Современные инверторы позволяют делать все качественно и в кратчайшие сроки.
Какие требования необходимо соблюдать при сварке алюминия аргоном?
При варке алюминия обычно применяется чистый аргон. Можно использовать смесь данного газа с гелием. 2-ой вариант лучше подходит для работы с толстыми листами. Алюминий варится с использованием специальной алюминиевой проволоки со сплошным сечением.
Важно уделить особое внимание конструкции горелки. Во-первых, ее нужно устанавливать на прямой шланг, безо всяких скручиваний и перегибов. Во-вторых, длина этого шланга должна быть не больше 3 м. Проблема в том, что алюминий варится аргоном с использованием очень мягкой проволоки. Вместо обычного канала в горелку лучше установить тефлоновый, предназначенный специально для работы с алюминием.
В случае если 3 м шланга для вас мало, приблизьте сварочный инвертор к обрабатываемому материалу. Если это невозможно, варить алюминий аргоном можно будет только при помощи агрегата с отдельно подающим механизмом. Наконечники должны иметь больший диаметр, чем для стали. Связано это с тем, что при нагревании алюминий сильнее расширяется.
Схема осциллятора для сварки алюминия.
Нужно подобрать правильные электроды. Лучшие результаты показывает сварка алюминия аргоном с использованием таких электродов:
- ОК 96.20, ОК 96.10.
- ОЗАНА-1, ОЗАНА-2.
- Неплавящихся изделий на вольфрамовой основе.
1-ая марка электродов стала широко использоваться немногим более 10 лет назад. Такие электроды применяются преимущественно для работы с техническим алюминием. Также их можно использовать для сварки сплавов и литейного брака. Они позволяют поддерживать ровное горение дуги. Свойства готового шва максимально приближены к свойствам исходного материала, а шлаковая корка удаляется без лишних усилий.
У электродов 2-го типа присутствует щелочно-солевое покрытие. Их используют при работе с разнообразными сплавами алюминия. В большинстве случаев приходится проводить предварительный подогрев в среднем до 200-300°С.
Варить алюминий аргоном можно с использованием неплавящихся вольфрамовых электродов. Они позволяют поддерживать дугу на стабильном уровне. Такие электроды могут иметь диаметр 2-6 мм. Для каждого конкретного случая нужно подбирать подходящий диаметр электродов в отдельном порядке. Зависит он, прежде всего, от толщины обрабатываемого изделия. Лучше всего показывают себя вольфрамовые электроды с разного рода присадками.
Схема аргонно-дуговой сварки алюминия.
При варке алюминия аргоном используются довольно дорогостоящие электроды, поэтому к их выбору нужно подходить со знанием дела и обязательным учетом особенностей предстоящей работы.
Для варки алюминия аргоном вам понадобится следующее:
- Сварочный аппарат и подходящие электроды.
- Алюминиевая проволока.
- Газосварка и нагревательный прибор.
Вернуться к оглавлению
Основные особенности сварки алюминия
Главной сложностью сварки алюминия является оксидная пленка, образующаяся на поверхности металла в процессе обработки. Температура плавления этой пленки достигает 2050 градусов, а непосредственно алюминий плавится при гораздо более низких температурах.
В соответствии с технологией нужно сначала пробивать эту пленку, а уже после этого плавить непосредственно металл. Лучше всего для выполнения такой задачи подходит импульсная сварка. Алюминий имеет хорошую теплопроводность и низкую температуру плавления. Из-за этого в процессе проведения сварочных работ деталь может зажечься. Чтобы этого избежать, нужно предварительно немного подогреть заготовку. Благодаря этому будет дополнительно увеличена глубина провара алюминиевой детали.
Принципиальная схема поста для полуавтоматической сварки плавящимся электродом: СГ — сварочная горелка, Р — редуктор баллонный, Б — баллон со сжатым газом, МП — механизм подачи сварочной проволоки, БУ — блок управления полуавтоматом, ИП — источник питания.
Чтобы было легче разбить оксидную пленку, нужно предварительно обработать деталь металлической щеткой. Такая обработка не займет много времени, зато деталь будет лучше и быстрее проплавляться. Зачищать рекомендуется непосредственно перед началом выполнения сварочных работ.
В процессе сварки алюминия следите за тем, чтобы дуга имела постоянную длину. Данное правило актуально не только для алюминия, а и для любых других металлов. Если дуга будет длиннее, чем нужно, заготовка не расплавится. Если же она будет короче, металл зажжется. Подходящая длина дуги определяется с учетом химического состава материала, т.к. у разных сплавов теплопроводность тоже различается. В среднем в случае с алюминием применяется дуга длиной 1,2-1,5 см.
Еще одной сложностью, с которой вам придется столкнуться в процессе варки алюминия, является заваривание кратера в конце шва. Проблема возникает из-за того, что алюминий достаточно быстро остывает. Решить данную проблему позволяет специальный полуавтомат. Сначала он дает повышенный ток, который позволяет пробить окисную пленку. В дальнейшем ток снижается, что позволяет безо всяких проблем заварить упомянутый кратер.
Вернуться к оглавлению
Какие способы сварки существуют
Классификация основных видов сварки.
Для варки алюминия было разработано множество различных способов, подразумевающих использование различных материалов, оборудования и защитных сред.
Наибольшее распространение получили следующие методы:
- Сварка в инертной газовой среде с использованием вольфрамового электрода.
- Сварка при помощи полуавтомата с автоматизированной подачей проволоки.
- Сварка плавящимися электродами без защитных газов.
Важным условием данной работы является разрушение окисной пленки, образующейся на поверхности алюминия. Для ее разрушения подойдет переменный или постоянный обратный ток. Алюминий нельзя варить на постоянном прямом токе, т.к. в подобных условиях окисная пленка не поддастся катодному распылению и не разрушится.
Вернуться к оглавлению
Какие аппараты подходят для сварки алюминия
Сварочный трансформатор для дуговой сварки.
Для сварки алюминия аргоном можно использовать ряд сварочных аппаратов. Все они делятся на несколько групп, а именно:
- Универсальные агрегаты.
- Специальные модели.
- Специализированное оснащение.
Универсальные модели выпускаются серийно, они наиболее востребованы среди покупателей и используются чаще всего. Подобная сварка применяется в производственных условиях на специально оснащенных площадках.
Для сварки алюминия в среде аргона можно использовать различные специальные присадки. Они делают работу более простой и качественной.
Агрегаты, позволяющие варить алюминий аргоном с использованием неплавящихся вольфрамовых электродов, имеют следующее оснащение:
- Источник переменного/постоянного тока.
- Горелку либо комплект специально предназначенных для такой работы устройств.
- Устройство, способное обеспечить стартовое усиление дуги или же такое, которое позволяет стабилизировать переменную дугу.
- Аппаратуру, позволяющую управлять сварочным циклом.
- Устройство, предназначенное для компенсации и регулирования постоянного тока.
Схема процесса сварки алюминия полуавтоматом.
В настоящее время существует ряд новых методов сварки алюминия аргоном, разработанных специально для расширения диапазона толщины материалов, которые можно варить, улучшения показателей производительности при получении сварочных соединений, в том числе и улучшения провара.
В процессе работы дуга перемещается шагами или с определенной скоростью. Эти перемещения могут быть синхронизированы с импульсами тока сварки. Благодаря этому проплавление будет максимально эффективным по всем направлениям. Снижение тока позволяет исключить риск перегрева металла и благодаря этому практически полностью избавиться от деформаций.
Вольфрамовые электроды позволяют получать качественные сварные швы и выполнять работу с довольно большой скоростью. Для выполнения работы понадобится лишь специальное оборудование и дополнительные блоки, никаких труднодоступных и дорогостоящих агрегатов не нужно.
Чаще всего сварка аргоном выполняется при помощи инверторного агрегата. Такие аппараты получили широкое распространение как в быту, так и на производстве. Применение инверторного сварочного аппарата является оптимальным вариантом. Даже не имея особого опыта проведения сварочных работ, вы сможете разобраться в технологии без особых усилий. И эти знания определенно вам пригодятся. Во-первых, вы сможете выполнять свои личные задачи, а во-вторых, при желании, оказывать услуги сторонним заказчикам.
Вернуться к оглавлению
Пошаговая инструкция по сварке
Схема устройства сварочного полуавтомата.
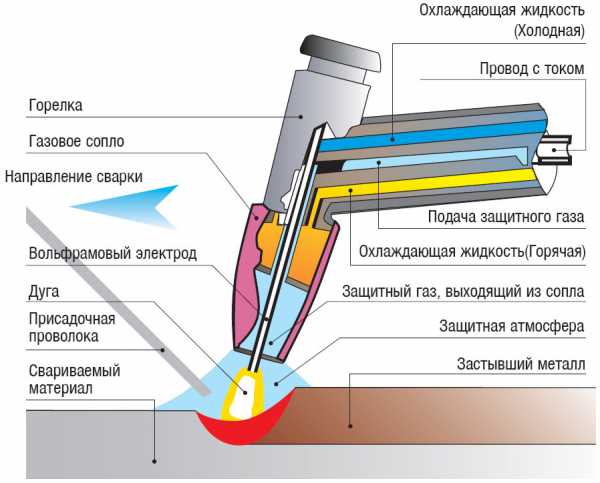
Сварка алюминия аргоном имеет ряд уникальных особенностей. Сердце горелки, которая используется при выполнении такой работы, изготовлено из сварочного электрода вольфрамового типа. Сам электрод окружен керамическим соплом. При работе из него будет выходить аргон.
Если вы попробуете варить алюминий без применения аргона, он может загореться, начнется активный процесс окисления и прервется электрическая дуга. При работе с алюминием нужно следить за расходом аргона и в точности придерживаться всех требований технологии выполнения такой сварки.
Сначала на обрабатывающуюся деталь подается «масса». Для этого используется сварочный аппарат. Делается все так же, как и при обычной электросварке. Оператор берет в левую руку специальную алюминиевую проволоку, а в правую — горелку аппарата. Проволока подбирается с учетом особенностей свариваемого материала.
После того как оператор нажмет кнопку, включится ток и начнется подача газа. Между сварочным электродом и заготовкой появится дуга. Дуга будет плавить край детали и непосредственно присадочную проволоку. Именно на этом этапе и происходит формирование сварочного шва.
Для людей с опытом в данном процессе нет ничего сложного. Технология опробована множеством мастеров и ее эффективность доказана годами успешного использования. Но для того чтобы сварка была максимально качественной, придется немного потренироваться. Помимо этого, для получения хорошего результата нужно подобрать соответствующий аппарат. От бюджетных моделей сомнительного производства лучше сразу же отказаться.
Чтобы научиться правильно сваривать алюминиевые детали, придется потратить некоторое время. Учитывайте и то, насколько презентабельный внешний вид должно иметь готовое соединение. К примеру, если необходимо приварить петли к гаражным дверям, то особую аккуратность можно и не проявлять.
Таким образом, сварка алюминия — довольно трудоемкая и крайне ответственная операция, которая требует грамотного и продуманного подхода. Варите по инструкции и у вас все получится. Удачной работы!
moiinstrumenty.ru