Как сварить двутавровую балку: Стыковка двутавровых балок: как правильно стыковать узлы двутавра
alexxlab | 17.09.2019 | 1 | Разное
Стыковка двутавровых балок: как правильно стыковать узлы двутавра
При строительстве многоэтажных зданий промышленного и гражданского назначения с большими пролетами, колоннами, массивными фермами используют двутавровые балки. В процессе монтажа их требуется стыковать друг с другом и другими строительными элементами. Монтажные стыки двутавровых балок, которые должны быть практически равнопрочными с телом металлопроката, выполняются сваркой или с помощью крепежных элементов. На строительной площадке изготавливать их сложнее, чем в заводских условиях, из-за необходимости четкого позиционирования и усиления стыковочных узлов.
Особенности стыкования двутавровых балок
Основной вариант использования фасонного проката с сечением Н-образной формы – в качестве элементов балочных клеток. Соединение балок в таких конструкциях осуществляется в горизонтальной плоскости или опиранием сверху.
В месте опирания для конца двутавра создают опорные ребра жесткости. Они служат для распределения и передачи нагрузки от двутаврового проката – опоре.
Особенности выполнения сварных соединений
Один из вариантов удлинения двутавровой балки – приварка профильного проката с двух сторон к прокладке по периметру двутаврового профиля. Разделка кромок не требуется.
Второй способ – соединение двутавровых балок встык с последующей наваркой четырех укрепляющих накладок, подбор формы которых зависит от положения двутавра в пространстве. Накладки приваривают на каждую полку и на каждую сторону стенки.
Этапы производства работ:
- На кромках двутавра изготавливают скос, обеспечивающий хороший провар шва.
- Готовят накладки из листовой стали.
 Укрепляющие элементы прямоугольной формы, привариваемые на полки, должны иметь ширину полок, на стенку – высоту стенки.
Укрепляющие элементы прямоугольной формы, привариваемые на полки, должны иметь ширину полок, на стенку – высоту стенки. - Накладки укладывают на шов, приваривают их по периметру, прижимая с помощью струбцины. Для удобства проведения работ накладки на стенку делают ромбовидными. Главное требование – накладка должна иметь форму, симметричную относительно продольной оси двутавра.
 Укрепляющие элементы прямоугольной формы, привариваемые на полки, должны иметь ширину полок, на стенку – высоту стенки.
Укрепляющие элементы прямоугольной формы, привариваемые на полки, должны иметь ширину полок, на стенку – высоту стенки.Сварка двутавровых балок с использованием накладок и прокладок применяется для создания конструкций, не подвергаемых значительным нагрузкам. Это связано с тем, что швы, по которым привариваются эти укрепляющие элементы, являются концентраторами напряжений. Еще одна проблема сварных швов – быстрое старение. Для борьбы с этим негативным явлением применяют грунтовочные составы.
Сварку выполняют при зафиксированном положении балок. Для этого их укладывают на жесткие основания, чаще всего – на специализированные стеллажи-фундаменты.
Особенности выполнения болтовых соединений
Для определения способа, как правильно стыковать элементы конструкции из двутавра, необходимо точно знать особенности эксплуатации объекта. Разъемный вид стыкования двутавровой балкиобычно применяется при монтаже конструкций, которые планируется несколько раз демонтировать и монтировать вновь. Выполняется с использованием накладок, имеет преимущества и недостатки.
Плюсы болтового соединения
- Относительная простота сборки, которую могут выполнить рабочие с невысоким уровнем квалификации.
- Отсутствие остаточных напряжений, имеющихся в сварном шве.
- Более простые мероприятия по проверке качества соединений, по сравнению с проверкой сварного шва.
- Отсутствие необходимости привлечения к работе квалифицированных сварщиков.
- Стойкость к ударным и вибрационным нагрузкам. Однако в сложных эксплуатационных условиях может потребоваться периодическая подтяжка крепежа.

Недостатки этого метода – более высокая (по сравнению со сваркой) трудоемкость и металлоемкость из-за необходимости использовать дополнительные усиливающие элементы, постепенное коррозионное разрушение крепежа, изготовленного из «черных» сталей.
Комбинированное стыкование двутавровых балок
Для создания крупногабаритных пролетов применяют способ комбинированного соединения двутавров, сочетающий стыкование на болтах и сварку. Порядок проведения работ:
- соединение балок с помощью накладок и резьбового крепежа из высокопрочной стали;
- сварка поясов;
- закрытие технологических окон с помощью накладок и прокладок.
Как сварить двутавры между собой: теория и правктика
Специфика конструкций двутавровых балок обуславливает некую последовательность, которую необходимо соблюсти, когда необходимо соединить данные изделия. Обычно вариант сварки будет напрямую зависеть от технических характеристик металлопроката, а также типа используемого оборудования для соединения поясных швов стальной балки. Сегодня нашло широкое применение использование автоматов под флюсом.
Сварка балок двутаврового сечения
Как правило, технология процесса выглядит следующим образом:
- Собирают балку из её трех базовых элементов: стенки и поясов;
- Швы соединяют автоматом под флюсом;
- Устанавливают поперечные ребра жесткости, а далее соединяют их между собой вручную или с помощью полуавтомата.
При этом следует понимать, что для начала соединяются узлы стыковки двутавровых балок, расположенных с одной стороны, в после наступает черед внутренних стыков поясов.
Далее идет стык стенки и внутренние стыки поясов уже с другой стороны. Что касается наружных стыков, то за них следует приниматься в последнюю очередь.
Важно
Допускается небольшой зазор, который может образоваться на стыке между торцами балок, который не должен превышать 10 миллиметров.
Работу по соединению металлопроката выполняют с использованием прихваток и хомутов, либо в специальном кондукторе. При сварке двутавров специалисты рекомендуют использовать механизированный или ручной дуговой метод. Но наибольшее распространение получил в настоящее время автоматизированное оборудование, которое с легкостью справляется с задачей.
Правила стыковки балок: инструкция к действию
При соединении двутавровых балок необходимо придерживаться следующих советов:
- Накладки на стенке изделия нужно располагать симметрично относительно продольной оси сечения профиля;
- В процессе работы накладки следует как можно плотнее притягивать к соединяемым деталям, используя при этом струбцины;
- Соединяемые балки нужно укладывать в одну линию, чтобы не допустить при этом переломов на стыке изделий, как в вертикальной, так и горизонтальной плоскости;
- Кромки накладок, которые перекрывают полки соединяемых изделий, обязаны быть параллельны кромкам стыкуемых деталей.
Сварка швеллеров и двутавров своими руками
Возведение современных сооружений и зданий невозможно без металлических конструкций и металлопроката. Металл – один из старейших материалов, который люди использовали еще с давних времен. С развитием технологий среда применения металлических изделий значительно расширилась: из металла изготавливают множество конструктивных элементов и заготовок. Швеллеры, трубы, металлические уголки и двутавры широко используются при возведении зданий. Поэтому частные застройщики и интересуются, как сварить швеллер или двутавр.
Содержание:
- Использование швеллера
- Использование двутавров
Использование швеллера
Швеллер представляет собой металлическое изделие, которое получается посредством прессования и горячего проката на производстве. Швеллер от других изделий металлопроката отличается своеобразным П-образным сечением, которое позволяет добиться высокого сочетания конструкционных характеристик при минимальном расходе металла.
Понятие швеллера
Материалом для изготовления швеллеров является алюминий, низколегированная и углеродистая сталь. Номер швеллера равняется расстоянию между его 2 внешними гранями. Бывают швеллеры специального и общего назначения. Изделия имеют высоту порядка 40 – 500 и ширину полок близко 32 – 115 миллиметров. Зависимо от длины конечного изделия, они бывают мерной, кратной мерной и немерной длины, кратной мерной и мерной длины с остатком около 5% от массы партии.
Если вы хотите знать, как выглядят швеллеры, и какими они бывают, то нужно обратиться к их классификации. Существует 5 серий швеллера: специальная серия, серия с определенным уклоном внутренней грани полок, экономичная серия с параллельными гранями полок, легкая серия с параллельными гранями полок и серия с параллельными гранями полок. Нержавеющие швеллеры также характеризуются повышенной жесткостью и высокими эксплуатационными характеристиками.
Как важные конструкционные элементы швеллеры применяют в станкостроении, машиностроении, вагоностроении и строительстве. Хорошие прочностные характеристики позволяют применять швеллеры при возведении больших построек на стержневой основе, строительстве мостов, установке больших пролетов в жилых и промышленных зданиях.
В строительной сфере швеллер применяют для сборки металлоконструкций. Перфорированные швеллеры позволяют создавать прочные металлоконструкции вдали от производственной площадки. Швеллер служит для ремонтных работ, изготовления стеллажного и складского оборудования, армирования железобетонных конструкций, создания опор линий электропередач, нефтяных вышек и мостов.
Широкая сфера использования швеллера позволяет использовать для его изготовления обычную и нержавеющую сталь. Нержавеющие швеллеры хорошо себя зарекомендовали себя как изделия для работы в агрессивных средах с риском повышенной коррозии. Гнутые швеллеры широко используются при возведении каркасов.
Сварка швеллеров
Чтобы узнать, как сварить два швеллера, вам предстоит выбрать один из двух вариантов. Выбор напрямую зависит от условий эксплуатации, другими словами от нагрузок, которые действуют на конструкцию, ее длину и степень ответственности. Швеллеры, скорее всего, будут подвергаться внецентренному изгибу или сжатию, потому что можно осуществить чистое сжатие, если нагрузки приложены в центре ядра сечения изделия.
Перед началом сварки необходимо свериться со стандартом ГОСТ и пересмотреть все необходимые параметры. Вы, безусловно, знаете, что любые сварочные соединения ослабляют первоначальную конструкцию. Сварочные швы при этом будут иметь большую прочность, чем главный металл, однако на границе сплавки металл на 10-20% потеряет собственную прочность.
С целью сварки швеллеров принято использовать электроды УОНИ, которые позволяют создать самый качественный шов. Однако с подобными электродами нужно уметь работать. Если раньше вы не знаете, как приварить швеллер с помощью электрода, и никогда не использовали этих электродов, то стоит предварительно потренироваться на заготовках, что похожи на будущую конструкцию.
Электроды являются стержнями из металла, что имеют специальное покрытие, от которых зависит качество шва, его стойкость, прочность и сопротивляемость ржавчине, а также служат инструментом для электродуговой сварки. По ним протекает ток. Качественный шов без электродов выполнить невозможно. Сегодня известно несколько видов механизированной сварки швеллеров, однако по-прежнему популярностью пользуется методика ручной дуговой сварки.
Электроды УОНИ применяются для сварки наиболее ответственных узлов. Конструкции, что варятся этим электродом, изготовлены из углеродистых и низколегированных сталей. Эти электроды рекомендуются к использованию в условиях работы сварной конструкции при температуре до минус 40 градусов мороза. Ток должен быть постоянным, полярность – обратной.
Эти электроды рекомендуются к использованию в условиях работы сварной конструкции при температуре до минус 40 градусов мороза. Ток должен быть постоянным, полярность – обратной.
Львиную долю конструкции принято изготавливать именно этим способом сварки. Перед сваркой швеллера при помощи электродов УОНИ нужно полностью избавить металл от загрязнений и ржавчины. Сварку проводят на полярной стороне короткой дугой. Возьмите на заметку, что во время практических тренировок вы можете потратить близко пяти килограммов электродов за одну неделю перед тем, как усилить швеллер.
Для соединения двух швеллеров путем сварки полками внутрь необходимо разделать кромки или проводить сварку с зазором. Между деталями принято оставлять зазор в 3 миллиметра. Если вы этого не сделаете, наплавка на металл пойдет горкой, а последующая зачистка болгаркой заподлицо спровоцирует то, что шов ослабнет.
Чтобы правильно сделать шов, сварите для начала более толстые элементы, потом можно браться за более тонкие. Следует запомнить, что все накладки обваривать необходимо по контуру. Если не сделать этого, то между данными деталями получатся зазоры, в которые может попасть влага, что провоцирует развитие щелевой коррозии. А коррозия, что накопилась за года, способна разорвать конструкцию.
Если вы не знаете, как правильно сварить швеллер без помощника, то можете для этого применять струбцины. Варить можно прихватками. Выполните с одного конца швеллера шов, а потом второй. Поступите с другого конца аналогично. Потом по очереди можно две стороны прихватками через один метр. Если шов заварить полностью, то другой разойдется. Варить необходимо с разных сторон и различных концов.
Использование двутавров
Двутавр называют наиболее рациональным профилем для элементов, которые работают на изгиб в плоскости самой большей жесткости, потому что по сравнению с прочими профилями он имеет большой момент сопротивления. Двутавровые профили находят применение в конструкциях, которые работают на сжатие в качестве составного или самостоятельного сечения. Именно поэтому перед тем, как соединить двутавр, нужно узнать об особенностях этого процесса.
Именно поэтому перед тем, как соединить двутавр, нужно узнать об особенностях этого процесса.
Понятие двутавров
Металлургические заводы зависимо от геометрических параметров выпускают несколько разновидностей двутавров, которые соответствуют определенной области применения. Обыкновенные двутавровые балки имеют уклон внутренней грани полок и обозначаются соответственным их высоте номером.
В ассортимент входят профили от номера 10 до номера 60. У большинства двутавров по условиям технологии прокатки стенки намного толще, чем это требуется условиями их устойчивости. Небольшая ширина полок провоцирует то, что жесткость балки значительно отличается от главных осей. Если вы хотите знать, как сварить два двутавра, то помните, что нужно обеспечить устойчивость балки и предусмотреть её промежуточное закрепление.
Широкополочные двутавровые балки имеют грани полок, что размещены параллельно друг другу. Прокатываются подобные двутавры трех типов: широкополочные, нормальные и колонные. Высота балочных профилей достигает 1000 миллиметров. Колонные профили отношение ширины к высоте полок имеют больше, чем балочные, что повышает устойчивость элемента в плоскости самой малой жесткости и не нуждаются в дополнительном закреплении.
Тавровые профили металлургическими предприятиями не прокатываются, их получают посредством продольного роспуска широкополочного двутавра. Их можно использовать в качестве самостоятельного элемента поясов ферм. Для тельферов и подвесных кранов используют специальные двутавры с повышенной толщиной для предотвращения отгиба полок.
Сварка двутавров
Двутавровые балки состоят из 3 удлиненных листовых элементов, к которым относятся стенка и два пояса. Специально для высоких балок рассчитаны ребра жесткости, повышающие устойчивость сжатых элементов. В таких балках основные швы представляют собой стыковые швы поясов и стенки, а также угловые швы, соединяющие пояс и стенку.
Во время создания сварной двутавровой балки сначала узнайте, как рассчитать двутавр. Принято сварить стыки поясов и стенки, потому что эти швы выступают самыми ответственными. При сборке пояса и стенки необходимо, чтобы продольные оси листов, что состыкуются, ложились по прямой линии. Следите, чтобы смещение стыков за пределы допускаемых норм не выходило.
При этом выдерживайте зазор в соответствии с чертежом. Собранные стыки необходимо сварить вручную с помощью высококачественных электродов, полуавтоматом или автоматом под флюсом. После того, как вы сварили пояса и стенку, они отправляются на сборку балки.
Двутавровую балку собирают из трех главных элементов, швы которых принято сваривать автоматом. Обязательно устанавливаются поперечные ребра жесткости. Нанесите две риски посередине пояса, их расстояние должно ровняться толщине вертикальной стенки. В метре друг от друга установите и прикрепите сборочные уголки. Также вы можете использовать хомут для уничтожения зазора между поясом и стенкой.
Однако самым главным моментом является процедура сварки стыков балок. Если вы не помните, как правильно сварить двутавр, то стоит незаваренными оставить поясные швы на длине в 1,5 метров с каждой стороны от стыка. Монтажные стыки необходимо создавать в определенной последовательности. Сначала сварите стык вертикальной стенки, затем – стык пояса, потому что он получится несколько растянутым.
После таких манипуляций заварите стык пояса, который работает на сжатие. После сварки стыков балки необходимо доварить поясные швы на незаваренных участках. Стыки двутавровых балок выполните высококачественными электродами. Сварку между собой балок принято выполнять подобным образом, но с ответственностью нужно относиться к каждому сварочному процессу.
Таким образом, если для вас решающим критерием служит скорость и простота, а не качество, тогда вы можете соединить два швеллера встык. Но использование электродов УОНИ по стандарту ГОСТ позволяет получить красивый и надежный шов. При соединении двутавров сваривайте швы главных элементов автоматом.
При соединении двутавров сваривайте швы главных элементов автоматом.
Швеллерные приварные опоры используются для трубопроводов различного назначения. Заказать которые вы можете здесь http://optrub.ru/opory-shvelernye-privarnye.htm
Соединение двутавров: особенности и правила сварки
Самым надежным металлическим профилем для возведения металлоконструкций является двутавр. Крепление двутавра к двутавру выполняют сваркой встык между собой при создании несущих конструкций межэтажных перекрытий, куполов и арок. Преимуществом метода является обеспечение высокой надежности соединений.
Особенности сваривания
Сначала сваривают стыки и стенки поясов двутавров. В балках стыковые швы являются основными. Чтобы уменьшить остаточное напряжение необходимо варить без закреплений в обрабатываемых листах.
Как правильно сварить двутавры?
Необходимо следить, чтобы между стыкующимися кромками зазор был в допустимых пределах, иначе все усилия будут сведены на нет. Правильное расположение осей проверяется с помощью длинной линейки. Если имеется смещение, его легко убрать посредством клина. Необходимый зазор выполняется с помощью сборочной планки. Стык сваривают высококачественными электродами или под флюсом, также можно применять полуавтомат.
Как приварить двутавр к двутавру?
- Сварка в горизонтальном положении. Выполнять работы легче, если поясные швы сваривают «в угол» двумя автоматами, а вертикальная стена находится в горизонтальном положении. Ось в продольном направлении искривляется минимально, поскольку прогиб по горизонтали практически удален за счет обратного прогиба после сварки второй пары.
- Сварка в вертикальном положении. Остаточный прогиб виден в месте, где сделана первая пара швов. Когда сварные соединения двутавров выполнены, проводят разметку поперечных ребер жесткости. Приваривают их вручную или полуавтоматом.
Чтобы выполнить узел крепления одного отрезка двутавра к другому двутавру, используют накладки. Перед установкой накладок с двух сторон от стенки и снаружи полок, нужно обрезать их по форме ромба и обварить косыми швами. Такие работы необходимы, чтобы выступающие полки не препятствовали наложению сварочного шва по стороне накладок. Рекомендуется располагать накладки симметрично продольной оси балки. Такой способ станет отличным решением для выполнения конструкций, испытывающих незначительную нагрузку. Причиной является свойство накладок концентрировать напряжение у швов, поскольку форма сечения изменяется.
Перед установкой накладок с двух сторон от стенки и снаружи полок, нужно обрезать их по форме ромба и обварить косыми швами. Такие работы необходимы, чтобы выступающие полки не препятствовали наложению сварочного шва по стороне накладок. Рекомендуется располагать накладки симметрично продольной оси балки. Такой способ станет отличным решением для выполнения конструкций, испытывающих незначительную нагрузку. Причиной является свойство накладок концентрировать напряжение у швов, поскольку форма сечения изменяется.
Технология соединения двутавров
Двутавр, он же двутавровая балка – один из самых востребованных в строительстве видов металлопроката. Его геометрия позволяет выдерживать большие продольные и поперечные нагрузки, поэтому двутавр широко применяется при монтаже металлоконструкций, в том числе, и ответственных. Однако, независимо от варианта использования, прочность итогового металлокаркаса зависит не только от параметров и характеристик самого проката, но и от правильности и метода его соединения между собой.
Методы соединения двутавровых балок
Их монтаж может производиться двумя способами: сваркой или болтовым соединением. Правильно произведенная сварка позволяет получить прочную, надежную конструкцию, но в ряде случаев могут использоваться и болтовые или клепочные соединения, поскольку сам по себе сварной шов является местом концентрации напряжений в конструкции.
Сварка двутавра
Сварка может использоваться в двух ситуациях: соединении двутавра встык при необходимости удлинения балки (например, при монтаже пролетов) или при перекрестном креплении второстепенной балки к основной. Сварка встык производится двумя способами.
Через прокладку
Между концами расположенных в одной плоскости двутавров помещается стальная пластина, по размерам выходящая за границы их профиля. Приварка пластины осуществляется угловым швом с двух сторон. Таким же способом может производиться монтаж проката с разными размерами.
Среди преимуществ: относительная простота – необходимо лишь соблюсти прямизну продольной оси, и высокая скорость монтажа, поскольку выполнять предварительную разделку кромок не требуется.
С накладками
Для дополнительного усиления места соединения могут применяться накладки. Для этого кромки стенки (основания) и полок предварительно скашиваются для обеспечения качественного провара. Прокат проваривается по периметру с соблюдением прямизны продольной оси. На верхнюю и нижнюю плоскость полок, а также на боковины стенки струбцинами крепятся накладки из листовой стали. Их форма может быть прямоугольной или, для большего удобства, ромбовидной с обязательным соблюдением симметричности формы относительно продольной оси. Заключительный этап – обварка накладок по периметру.
Оба способа используются лишь в тех случаях, когда конструкция является неответственной, а нагрузка на место соединения будет незначительной.
Сварка с второстепенной балкой
Этот метод соединения двутавра используется при возведении перекрытий и несущих конструкций, при этом, несмотря на заметно большую прочность и надежность, выполняется он почти так же просто, как и предыдущий.
В верхней полке основной балки производятся вырезы в форме равностороннего треугольника, к нижней полке приваривается накладка. Верхней полке дополнительной балки придается форма треугольника, соответствующая форме вырезов в основной. Ее нижняя полка срезается на длину, равную расстоянию до стенки основного двутавра.
Монтаж всей конструкции производится поочередно: сначала монтируются основные двутавры, затем к ним пристыковываются и привариваются дополнительные.
Болтовое соединение
Этот метод, в отличие от предыдущего, является разъемным, поэтому используется, в основном, там, где может потребоваться демонтаж конструкции. Производится с помощью накладок. Практически аналогично болтовому – соединение на заклепках, но демонтаж части конструкции в этом случае требует разрушения крепежа.
Плюсы:
- Простота сборки – особой квалификации от рабочего не требуется.
- В месте крепления отсутствуют остаточные напряжения, свойственные сварному шву.
- Проверка качества места соединения гораздо проще, чем проверка качества сварки.
- Устойчивость к ударным нагрузкам и вибрациям.
Недостатки:
- Необходимость периодической проверки болтовых соединений и их подтяжки, что в определенных случаях достаточно сложно или и вовсе невозможно.
- Больший расход металла и трудоемкость работ.
- Постепенный износ соединений из-за коррозии болтов.
В целом, технология соединения двутавров с помощью болтов практически полностью аналогична сварке с накладками. Дополнительно требуется лишь соблюдать:
- Расстояния между центрами отверстий – они должны быть не менее 3 диаметров заклепок.
- Размеры головок болтов и гаек – расстояния между ними должны быть достаточны для удобства работы инструментом.
Как уже отмечалось выше, в строительстве используются оба варианта. Выбор в сторону одного из них всегда основывается на дополнительных требованиях к надежности конструкции и условиях ее эксплуатации.
Сварная балка – технология, изготовление
Для нынешней металлургии весьма важны сварные технологии, особенно тогда, когда нужно создание высокопрочной и тяжелой металлоконструкции. Более того, операция сварки ускоряет рабочий процесс, а также для осуществления сварки нужно не так уж и много оборудования, поэтому ее можно считать весьма экономичной. Именно по этим причинам в последнее время производство сварных балок увеличилось в несколько раз.
Что это такое
Наиболее часто в строительстве используется двутавровая балка – это металлическое соединение, состоящее из стенки и верхней и нижней полки, грубо говоря, ее профиль поход на русскую букву «Н», то есть имеется стенка и по обеим сторонам присутствуют две полки. Такой тип металлоконструкции может быть сварным или прокатным, все зависит от способа изготовления.
Прокатная балка изготавливается на прокатных станах из цельного слитка. В процессе прохождения через прокатные плети металл меняет форму и на выходе получается цельный металлический двутавр..
Сварная балка изготавливается путем сварки трех элементов – пояса и двух стенок в единую металлическую конструкцию. Сварные балки чаще всего изготавливаются из стали различных марок.
Процесс изготовления
Изготовление сварной балки это достаточно сложная процедура, при выполнении которой необходимо учесть большое количество требований, таких как прочность, жесткость, плотность и другие. Однако самой главной характеристикой любой металлической балки является ее плотность, она должна быть максимально высокой. На данный момент ведутся разработки по созданию металлических балок, которые требуют меньший объем металла при одинаковых характеристиках прочности и жесткости.
Технология производства сварных балок очень проста и весьма экономична, в результате чего способна на конкуренцию с балками, изготовленными прокатным методом. Данная технология включает в себя следующие этапы:
- В качестве первой операции происходит расчет на прочность и жесткость, проверяются стали, которые идут на изготовление;
- Подготовка элементов двутавра, а именно резание металла на полосы, примерная скорость резания металлического листа равна 1 метру в минуту;
- Осуществление процесса фрезерования торцов элементов, входящих в конструкцию. Данная операция проводится для того, чтобы каждый свариваемый элемент легко и эффективно скреплялся с другим, образуя прочное и жесткое соединение, обработка торцов осуществляется на специальном торцфрезерном стане;
- Далее происходит сборка. Она должна быть очень точной, все детали должны располагаться строго перпендикулярно друг по отношению к другу, а также необходимо соблюдение симметрии стенок. Сборка может осуществляться вручную, если говорить о небольшом производстве, либо же с помощью автоматизированных машин, как это происходит на массовом производстве. В производстве применяется стан для сборки балок модели Z15, который имеет высокую производительность. Сборка в данном агрегате осуществляется в два этапа. Первый представляет собой сборку «Т» -образной балки, а на втором этапе к ней присоединяется дополнительная стенка и получается двутавр.
- Затем происходит процесс сварки балки. Технология сварки двутавровой балки может быть различна, поэтому на вопрос: «Как правильно сварить двутавровую балку?» существует много ответов. Сущесвуют приемы наложения швов в разной последовательности. Наиболее частыми способами являются:
- Сварка балки с наклоненным электродом. Данным методом может быть осуществлена одновременная сварка двух швов, однако швы получаются неглубокими;
- Метод «лодочки». Если сваривать балку этим способом, то будут обеспечены благоприятные условия для формирования глубокого шва, однако времени этот метод занимает гораздо больше, чем предыдущий;
- Сам процесс осуществляется с помощью промышленного сварочного аппарата, который сваривает детали под высоким давлением, существует некоторое количество вариантов агрегатов для исполнения процесса сварки на производстве. Это могут быть сварочные манипуляторы, отличающиеся высокой степенью автоматизации, самоходные трактора для сварки – самый надежный и простой способ, однако его применение в условиях массового производства нежелательно. На малых производствах сборка и сварка балок может осуществляться вручную, из-за чего их продукция зачастую очень дорогая.
- 6.После всех вышеописанных процессов происходит корректировка геометрии конструкции. В процессе сварки угол наклона между стенками может измениться, поэтому необходима их правка. Почти готовая металлическая конструкция подается в специальный правочный стан, который похож на прокатный, деталь проходит через систему роликов и на выходе получается готовый товарный продукт.
 В производстве применяется стан для сборки балок модели Z15, который имеет высокую производительность. Сборка в данном агрегате осуществляется в два этапа. Первый представляет собой сборку «Т» -образной балки, а на втором этапе к ней присоединяется дополнительная стенка и получается двутавр.
В производстве применяется стан для сборки балок модели Z15, который имеет высокую производительность. Сборка в данном агрегате осуществляется в два этапа. Первый представляет собой сборку «Т» -образной балки, а на втором этапе к ней присоединяется дополнительная стенка и получается двутавр.Дефекты, которые могут возникнуть при сварке
Дефекты в шве и околошовной зоне могут возникать из-за нарушения технологии сварки, несоблюдения правил, небрежности в работе и так далее. Чаще всего дефекты связаны с перекресталлизацией стали, то есть изменения ее структуру под действием высоких температур. Где-то образуются зерна другой фазы стали, которые имеют иные физические свойства. Из-за дефектов может снижаться прочность и жесткость, а также коррозионная устойчивость. Из-за этого эксплуатация такого изделия невозможна. В процессе изготовления все двутавры проверяются на наличие подобных дефектов. Преимущества использования сварных балокПри возведении зданий и сооружений используется большое количество металлоконструкций, в том числе сварныедвутавры. По сравнению с металлопрокатными сварные двутавры имеют большое количество преимуществ:
Чаще всего дефекты связаны с перекресталлизацией стали, то есть изменения ее структуру под действием высоких температур. Где-то образуются зерна другой фазы стали, которые имеют иные физические свойства. Из-за дефектов может снижаться прочность и жесткость, а также коррозионная устойчивость. Из-за этого эксплуатация такого изделия невозможна. В процессе изготовления все двутавры проверяются на наличие подобных дефектов. Преимущества использования сварных балокПри возведении зданий и сооружений используется большое количество металлоконструкций, в том числе сварныедвутавры. По сравнению с металлопрокатными сварные двутавры имеют большое количество преимуществ:
- Металлопрокатные имеют ограничение по размеру, когда сварная балка таких ограничений не имеет;
- Высокое качество получаемого изделия;
- Отсутствие вредных отходов производства;
- Металлические конструкции, получаемые методом сварки, изготавливаются из различных марок стали. Например в местах, где напряжение минимально можно использовать углеродистую сталь, а в местах, которые в последствии будут подвержены высоким нагрузкам – наоборот легированную высокопрочную. Благодаря такой технологии цена может быть снижена, когда прокатный стан осуществляет прокат только одной марки стали;
- Существует также возможность получения сварной балки переменного сечения, благодаря чему могут быть осуществлены любые архитектурные идеи;
- Также за счет гармоничного и правильного подбора сечения вес может быть снижен примерно на 10 %;
- Балки могут быть выполнены на заказ с заранее заданной длиной.
Области применения
Сварная двутавровая балка широко используется в строительстве:
- Различных несущих конструкций, это может быть фундамент, каркас здания и так далее;
- Межэтажных перекрытий;
- Эстакад;
- Мостов
- Путепроводов;
- Тоннелей;
- Виадуков;
- Жилых зданий;
- Торговых центров;
- Складов;
- Стадионов и так далее.

Таким образом, сварная балка имеет очень огромный диапазон применяемости в нынешнем строительстве, она способна обеспечить нужную прочность и жесткость конструкции.
Виды
На данный момент в строительстве применяются следующие виды стальных балок:
- Для подвесных путей. Такая сварная двутавровая балка отличается от остальных небольшой длиной стенок по отношению к главной стенке. Применяются такие изделия для подвесных путей и горизонтальных перекрытий;
- Для армирования шахт;
- Нормальной ширины, когда стенки пропорциональны главной стенке;
- Для колонн;
Также существует классификация балок в зависимости от точности изготовления, различают:·
- Высокоточные изделия;
- Изделия обычной точности;
Возможности
Помимо преимуществ использование стальных балок, выполненных сварным способом, позволит каждому покупателю:
- Увеличить широту пролета здания, так как они имеют большую длину;
- Заказывать различные параметры и размеры, существует огромное количество ГОСТов на двутавры, так что каждый заказчик сможет найти подходящие параметры;
- Архитектура сооружения, как уже было сказано выше, может быть совершенно разнообразной.
Таким образом, сварная балка имеет огромное количество преимуществ, из-за чего чему нашла широкое применение во всех областях строительства. Использование сварных балок помогло человеку улучшить качество конструкций зданий и различных сооружений, повысить их безопасность, а следовательно, и безопасность для людей.
Поделись с друзьями
0
0
0
0
Как правильно сварить двутавр
Балочные двутавры стандартных размеров производят в промышленных объемах, по индивидуальным чертежам изготавливают небольшие партии. Сварная балка состоит из трех элементов: двух стенок и промежуточного пояса.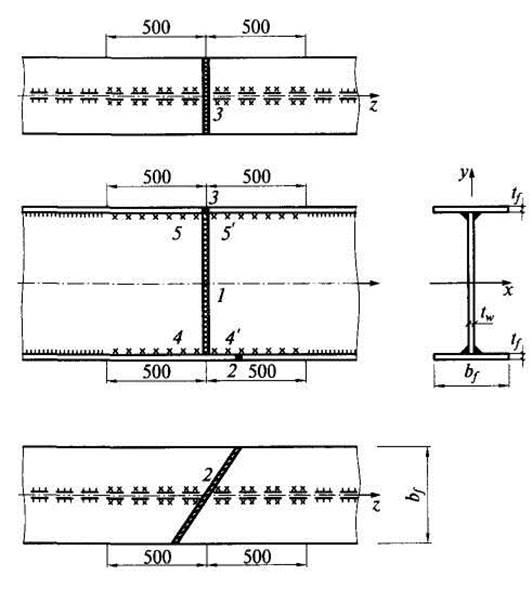 Она изготавливается из марочного листового проката, используется в высокопрочных металлоконструкциях. При небольших металлозатратах получаются надежные конструкции, выдерживающие разнонаправленные нагрузки за счет ребер жесткости.
Она изготавливается из марочного листового проката, используется в высокопрочных металлоконструкциях. При небольших металлозатратах получаются надежные конструкции, выдерживающие разнонаправленные нагрузки за счет ребер жесткости.
Область применения
Быстровозводимые здания и сооружения создают с опорными и несущими металлическими каркасами, из них делают перекрытия, фермы. При использовании сварных двутавровых балок снижается вес строений, для них не нужен мощный фундамент.
Сварной двутавр характеризуется высокой прочностью, долговечностью, не подвержен усталостным разрушениям. Он применяется в тяжелом машиностроении, из него делают элементы, испытывающие большое давление, работающие на разрыв.
В отличие от двутавровых катанок, сварные не ограничены в размерах. Сваркой полос получают балки любого сечения и длины. Архитекторы не ограничены в полете фантазии.
В процессе изготовления двутавровых профилей образуется мало отходов. Их можно делать с полками и стенками из разных марок стали: в местах минимальных напряжений используют углеродистую сталь или перфорированные стальные листы, нагруженные части делают из легированного проката.
Виды металлических сварных балок
Налажено непрерывное производство двутавров различного назначения. По стандарту выделяют несколько видов балок двутаврового сечения:
- с небольшой длиной полок по отношению к перегородке, они применяются для подвесных путей, перекрытий, укрепления шахтных выработок;
- с пропорциональным размером перегородки и полок, они применяются при возведении опорных каркасов, армирования декоративных колонн.
По точности изготовления бывают двутавровые профили двух видов: обычные и высокоточные.
Технология производства сварных балок двутаврового сечения
Мелкие партии делают с применением электродуговой или аргоновой сварки в зависимости от марки металла, его способности свариваться.
Для изготовления сварных балок промышленным способом применяются специальные сварочные линии. Для защиты ванны расплава от окисления применяют флюсы.
Для защиты ванны расплава от окисления применяют флюсы.
Сварка балки в автоматическом режиме схожа с ручным изготовлением двутавра. Основные технологические этапы:
- раскрой листового проката на полосы необходимой ширины на терморезке с программным управлением, средняя скорость раскроя 1 м/мин.
- фрезерование торцов на торцефрезерных станках сокращает зазор стыка между стеной и полкой, улучшает качество сварки;
- процесс сборки двутавра осуществляется с большой скоростью на специальном станке, ленты металла фиксируют прижимные приспособления с гидравлическими усилителями; сначала делается т-образный стык, затем присоединяется вторая стенка; такую конструкцию удобно сваривать;
- сварные работы проводятся на автоматах портального типа двух видов: а) наклоненными электродами неглубоко проваривают сразу два шва; б) шов в «лодочку» создается поэтапно: сначала с одной стороны двутавровой перегородки, затем с другой; металл проваривается на большую глубину;
- завершающий этап – правка двутавровой балки на специальных роликах, устраняются небольшие перекосы, возникшие во время сборки и сварки профиля.
Производительность комплексных линий высокая, швы получаются прочные, процент брака невысокий.
Возможные дефекты
Во время сварки двутавровой балки из-за несоблюдения технологии возникает кристаллизация стали от высокой температуры. Из-за расхождения по фазам в металле возникают внутренние напряжения. Снижается прочность и жесткость, увеличивается риск корродирования.
При сварке стальных листов возможны и другие дефекты:
- нарушение формы шва отклонение от формы наружных поверхностей или геометрии стыка;
- прожоги, когда расплав вытекает из ванны, образуются дырки в шве;
- подрезы – канавки вдоль границы соединения;
- трещины, образующие в местах разрыва шва;
- шлаковые или вольфрамовые включения в диффузионном слое, при высокой скорости сварки образуются тугоплавкие оксиды.

Металлоизделия с дефектами ненадежные, они не выдержат большой нагрузки на изгиб, кручение. Их отбраковывают и проваривают снова, если это возможно.
Сварка двутавровых балок между собой
Монтаж балочных металлоконструкций предусматривает соединение двутавров встык или под углом. Для усиления соединений используют металлические накладки – прямоугольники, вырезанные из листового проката.
Сварка балок встык проводится после обработки торцов. На них делают угловые скосы, чтобы шов хорошо проварился. Дополнительно на каждую из сторон стенок и обе полки обязательно крепят накладки, их приваривают для укрепления и защиты соединительного шва. При таком соединении несущая конструкция из двутавровых балок после сварки не снижается.
Под углом двутавры соединяют так, чтобы второстепенный опирался на главный. В верхней полке главного вырезают равнобедренный треугольник с вершиной в 90°. Его место займет аналогичная вставка второстепенного двутавра, срезы должны плотно прилегать друг к другу. Нижняя полка срезается на ½ ширины так, чтобы срез упирался в полку главной двутавровой балки. Сварка проводится заподлицо. Усиливается соединение нижней накладкой.
Второстепенный швеллер приваривается к опорному двутавру под углом 90°. Сначала стыкуют верхнюю полку швеллера с балочной полкой, срезая их под углом 45°. Нижние полки соединяются так, чтобы швеллер упирался в стенку двутавровой балки, лишнее срезается. Затем наваривается нижняя укрепляющая накладка.
В горизонтальном положении сварку проводить легче. Продольная ось искривляется минимально. При вертикальной сварке возможен прогиб поперечин, поэтому проводят разметку всех ребер жесткости.
Накладки для сварки двутавра выкраиваются в форме ромба, размещаются симметрично продольной оси. Обвариваются косыми швами по всему периметру. Накладки концентрируют напряжение у швов, компенсируя изменившуюся после сварки форму сечения.
Двутавровые балки рассчитывают на большую нагрузку. При работе с ними необходимо придерживаться разработанной технологии. Она учитывает распределение усилий по направляющим. Качественно выполненные сопряжения – залог долгой эксплуатации металлоконструкций.
Стальные балки, имеющие в поперечном сечении форму двутавра, сконструированы для универсального применения в машиностроении и строительстве. При изучении характера напряжений, возникающих в нагружаемых изделиях, имеющих сплошное сечение, была выявлена неравномерность их распределения.
Были определены участки сечения деталей, имеющие наибольшие значения напряжения. В результате этого возникла идея создания изделия с такой формой сечения, где масса металла сконцентрирована в наиболее нагруженных участках. Так появилось двутавровое сечение.
Изготовление и применение
Благодаря способности выдерживать большие нагрузки на изгиб в разных плоскостях, на сдвиг и кручение, стальные двутавровые балки составляют основу несущих конструкций быстровозводимых каркасных зданий и потолочных перекрытий.
Внутрицеховые грузоподъемные механизмы (кран-балки и мостовые краны) перемещаются по направляющим, изготовленным из балок двутаврового сечения.
Изготовление двутавровых балок осуществляется двумя способами:
- методом проката цельных отливок. Такие двутавровые балки называются горячекатаными;
- электродуговой сваркой предварительно раскроенных листовых заготовок, в результате чего получают сварную сборную двутавровую балку.
Горячекатаные двутавровые балки производятся на прокатных станах металлургических предприятий. Такая технология позволяет получить цельное изделие, не содержащее швов и обладающее высокой прочностью.
Сборку и сварку двутавровой балки осуществляют на автоматических линиях. Такая балка незначительно уступает цельнокатаной по прочности, но может быть выполнена по специальному заказу, с учетом требований конкретного проекта.
Производство горячекатаной двутавровой балки осуществляется в соответствии с ГОСТ 26020-83, сварной двутавр производители выпускают по своим собственным техническим условиям (ТУ).
Технология производства
В типовом варианте, двутавровая балка получают из трех листовых заготовок: стенки и двух полок, привариваемых к её торцам под прямым углом. Изготовление осуществляется на специализированных сборочных линиях, настроенных на выпуск балки определенного размера.
Заготовки перемещаются на специальных катках и предварительно закрепляются в нужном положении зажимными устройствами, оснащенными гидравлическим или пневматическим приводом.
На зафиксированном зажимным устройством участке собираемой балки делаются прихватки сваркой по поясному шву. После этого, балка перемещается по каткам, вновь закрепляется, и сваркой прихватывается следующий ее участок.
Поясной шов проваривается окончательно после того, как вся конструкция оказывается предварительно скреплённой сварными прихватками.
Сварка тавровых соединений стенки с полками осуществляется в автоматическом режиме под слоем флюса. Процесс автоматической сварки может выполняться разными приспособлениями. Это могут быть сварочные манипуляторы, горелки которых варят, перемещаясь по заданным траекториям посредством шарнирных соединений с несколькими степенями свободы.
Также могут применяться более простые устройства типа самоходных сварочных тракторов, гораздо больше подходящих для создания прямолинейных соединений.
Еще один класс устройств, способных автоматически сваривать поясные швы двутавровых балок, это консольные или портальные установки. В их состав, кроме собственно сварочного оборудования, входит аппаратура слежения и контроля качества сварного шва, а также устройства подачи флюса и последующей очистки шва от его остатков.
Такие установки осуществляют сварку под оптимальным углом, составляющим 45 °, чем обеспечивается наиболее благоприятное расположение сварочной ванны, и соответственно, высокое качество сварного шва.
Интенсивный нагрев заготовок в процессе сварки приводит к короблению полок. По этой причине процесс сборки двутавровых балок включает процедуру их выравнивания, осуществляемую на специальных машинах для исправления грибовидности.
На завершающей стадии изготовления производится фрезерная обработка торцов изделия.
Замена швеллерами
На практике при возведении строительных конструкций для получения двутаврового сечения иногда используется сварка швеллеров между собой. Если швеллеры применяются взамен предусмотренных проектом двутавровых балок, такая замена должна согласовываться.
Согласование использования альтернативного материала отражается изменениями, вносимыми в соответствующие разделы рабочего проекта. Возможность замены определяется по результатам поверочных расчётов на прочность, выполняемых проектировщиками.
Способ применяемой сварки швеллеров между собой также определяется расчётом. Это может быть сварка непрерывным или прерывистым швом, либо с применением соединительных накладок.
При сварке швеллеров непрерывным швом, в результате температурных деформаций металла, может произойти скручивание профиля. Избежать этого явления можно, применяя специальные струбцины, а также, накладывая сварочные швы небольшими участками, чередуя при этом стороны соединяемых профилей.
При необходимости удлинить такую конструкцию, осуществляют сварку швеллеров встык. Места стыковых сварочных швов швеллеров, образующих двутавр не должны совпадать друг с другом. Для усиления конструкции сварной шов можно укрепить с помощью накладки.
Способы соединения двутавров
При осуществлении монтажа балочных конструкций выполняются сварные соединения элементов в различных сочетаниях. Среди них можно выделить типовые способы соединение двутавровых балок.
Встык
Для соединения способом «встык» свариваемые фрагменты стыкуют предварительно обработанными торцами. Обработка состоит в том, что на торцевых срезах выполняют угловые скосы для более глубокой проварки соединения.
Обработка состоит в том, что на торцевых срезах выполняют угловые скосы для более глубокой проварки соединения.
Учитывая несущие функции двутавровых балок, их соединение не ограничивается выполнением торцевых швов. Для усиления участка стыковки обычно применяют четыре накладки – по одной на каждую из полок, и по одной на каждую из сторон стенки.
Накладки представляют собой прямоугольники из листового металла. Они накладываются поверх соединительного шва, затем привариваются по периметру. Накладки на полки делают на всю ширину полки двутавровой балки, накладки на стенку – на всю высоту стенки.
Под прямым углом
Такое соединение осуществляется между главной и второстепенной несущими двутавровыми балками каркасной конструкции, находящимися на одном уровне. В этом соединении главная балка служит опорой второстепенной.
Сварочные работы выполняются в следующей последовательности. В верхней полке главной двутавровой балки делают вырез в форме равнобедренного треугольника с углом, близким к прямому.
Верхняя полка второстепенного двутавра вырезается под вставку в треугольный вырез главнойдвутавровой балки, а нижняя его полка срезается на величину половины ширины.
В результате должно получиться следующее. Плотное совмещение вырезов верхних полок двутавров, стыковка торца стенки второстепенной двутавровой балки с боковой поверхностью стенки главного двутавра и прилегание среза нижней полки второстепенной двутавровой балки к полке главного двутавра.
Полученное таким образом совместное закрепление заподлицо двух перпендикулярных двутавровых балок усиливается привариваемой снизу листовой накладкой.
Сваривание двутавра со швеллером под прямым углом
Это соединение выполняется, если второстепенной двутавровой балкой служит швеллер. Если стенки двутавра и швеллера одинаковы по высоте, можно поступить следующим образом.
Верхняя полка швеллера срезается род углом 45 °, на верхней полке двутавровой балки делается аналогичный по форме вырез. Нижняя полка швеллера отрезается с таким расчетом, чтобы при стыковке срез совместился с нижней полкой двутавра, а стенка швеллера уперлась в стенку двутавра. Так же, как и в предыдущем случае, соединение укрепляется накладкой снизу.
Инженерная мысль не стоит на месте. Кроме описанных технологий сварки могут применяться вновь созданные, на смену устаревающему сварочному оборудованию приходит обновленное, модернизированное или принципиально новое. Не исключено, что и традиционная сварка когда-нибудь уступит место другой технологии неразъемных соединений.
Специфика конструкций двутавровых балок обуславливает некую последовательность, которую необходимо соблюсти, когда необходимо соединить данные изделия. Обычно вариант сварки будет напрямую зависеть от технических характеристик металлопроката, а также типа используемого оборудования для соединения поясных швов стальной балки. Сегодня нашло широкое применение использование автоматов под флюсом.
Сварка балок двутаврового сечения
Как правило, технология процесса выглядит следующим образом:
- Собирают балку из её трех базовых элементов: стенки и поясов;
- Швы соединяют автоматом под флюсом;
- Устанавливают поперечные ребра жесткости, а далее соединяют их между собой вручную или с помощью полуавтомата.
При этом следует понимать, что для начала соединяются узлы стыковки двутавровых балок, расположенных с одной стороны, в после наступает черед внутренних стыков поясов.
Далее идет стык стенки и внутренние стыки поясов уже с другой стороны. Что касается наружных стыков, то за них следует приниматься в последнюю очередь.
Работу по соединению металлопроката выполняют с использованием прихваток и хомутов, либо в специальном кондукторе. При сварке двутавров специалисты рекомендуют использовать механизированный или ручной дуговой метод. Но наибольшее распространение получил в настоящее время автоматизированное оборудование, которое с легкостью справляется с задачей.
Правила стыковки балок: инструкция к действию
При соединении двутавровых балок необходимо придерживаться следующих советов:
- Накладки на стенке изделия нужно располагать симметрично относительно продольной оси сечения профиля;
- В процессе работы накладки следует как можно плотнее притягивать к соединяемым деталям, используя при этом струбцины;
- Соединяемые балки нужно укладывать в одну линию, чтобы не допустить при этом переломов на стыке изделий, как в вертикальной, так и горизонтальной плоскости;
- Кромки накладок, которые перекрывают полки соединяемых изделий, обязаны быть параллельны кромкам стыкуемых деталей.
Field vs. Shop: какой процесс сварки лучше всего подходит для изготовления металлоконструкций?
Производители металлоконструкций сталкиваются с трудностями на каждой работе: от составления точных заявок для поддержания своей конкурентоспособности до соблюдения сроков проекта и требований кодекса, прохождения проверок и проведения эффективного обучения операторов. Выбор наилучшего процесса сварки и присадочного металла для сварки конструкционной стали является ключевым моментом, независимо от того, является ли приложение мостом, зданием или другим подобным проектом.Это помогает производителям добиваться максимальной эффективности и наилучшего качества в своей работе. Во-первых, подумайте, будет ли сварка металлоконструкций производиться в помещении магазина или на открытом воздухе в полевых условиях, поскольку сам по себе этот фактор либо вводит, либо устраняет множество элементов, включая ветер, врага защитного газа и сварочные процессы, которые зависят от Это.
Ручная сварка и дуговая сварка самозащитой порошковой проволокой (FCAW-S) чаще всего используются для изготовления конструкционных сталей в полевых условиях, тогда как дуговая сварка порошковой проволокой в среде защитных газов (FCAW-G) и дуговая сварка под флюсом (SAW) ) используются для сварки конструкционной стали внутри помещений.Сварка MIG сплошной и порошковой проволокой также используется в цехе, но не так широко, как FCAW-G. Производители должны взвесить плюсы и минусы этих сварочных процессов и выбрать вариант, который лучше всего подходит для их применения. Например, для применения в полевых условиях выбирайте между портативностью и простотой сварки штангой или производительностью FCAW-S. Для заводской сварки гибкость FCAW-G, чистота MIG (сплошной или металлической) или производительность SAW – все это факторы, которые следует учитывать.
НАПОЛНИТЕЛЬНЫЕ МЕТАЛЛЫ И ПРОЦЕССЫ ДЛЯ ПРИМЕНЕНИЯ В ПОЛЕВЫХ УСЛОВИЯХ
Хотя операторы часто используют ручную сварку для наружных работ, переход на FCAW-S может значительно повысить производительность. Сварка палкой – это знакомый процесс, который более переносим, поэтому операторы часто предпочитают его, особенно если приложение требует, чтобы они много перемещались. Но он также является заведомо медленным из-за частого использования электр.
переключений од (электроды расходуются примерно каждые 12 дюймов и должны быть заменены).Вот почему, когда в полевых условиях требуется большой объем сварки в одном месте, несколько больших и / или многопроходных сварных швов, было бы намного продуктивнее перейти на проволоку FCAW-S.
В конце концов, выбор правильного процесса для полевого применения зависит от того, сколько времени будет потрачено на сварку по сравнению с тем, сколько времени будет потрачено на перемещение. Если оператор в основном неподвижен во время работы на открытом воздухе, следует рассмотреть возможность использования FCAW-S для повышения производительности. В противном случае, возможно, будет разумнее придерживаться процесса сварки штучной сваркой.Если требуется изменить процесс сварки, изготовителю может потребоваться повторная аттестация процедур сварки для конкретного применения. Хотя это требует времени и усилий, это может быть оправдано, учитывая долгосрочную экономию средств за счет повышения производительности. При сварке конструкций обычно используются процедуры сварки с «предварительной квалификацией», которые требуют гораздо меньшего количества испытаний, что сводит к минимуму это потенциальное препятствие.
В некоторых случаях может оказаться наиболее эффективным квалифицировать и использовать как сварку штучной сваркой, так и FCAW-S в одной и той же работе.Области, которые требуют минимальной сварки, могут использовать сварку штангой, чтобы воспользоваться преимуществами портативности, и оставить тяжелые области сварки для FCAW-S, где процесс более высокой производительности будет сиять. Другие соображения включают:
- Уровни водорода : Наиболее широко используемые стержневые электроды 7018 Американского общества сварки (AWS; Майами, Флорида) имеют низкий уровень диффузионного водорода (обычно 4 мл на 100 г или h5). Проволока FCAW-S – H8 (8 мл на 100 г) или выше; h5 недоступен.
- Источники питания : FCAW-S следует использовать с источником питания постоянного напряжения (CV). В зависимости от классификации провода может потребоваться полярность DCEN или DCEP. DCEN является более распространенным, но не используется для всех проводов FCAW-S. Во многих случаях оператор может уже иметь многопроцессорную машину, способную выполнять эти настройки. В противном случае необходимо приобрести источник питания с постоянным током.
- Обучение : Провода FCAW-S имеют различные характеристики и эксплуатационные требования в зависимости от классификации AWS (тип провода), включая настройки определенного напряжения и вылета (удлинение электрода).Эти проволоки также требуют использования определенных углов горелки и скорости перемещения для достижения наилучшего качества сварки. Обучение операторов сварки без опыта работы с FCAW очень важно.
НАПОЛНИТЕЛЬНЫЕ МЕТАЛЛЫ И ПРОЦЕССЫ ДЛЯ МАГАЗИНОВ
Проволока FCAW-G широко используется в производстве конструкционной стали в связи с ее простотой использования и возможностью установки во всех положениях. Эти функции позволяют операторам сварки разного уровня подготовки. Эти провода обычно имеют очень большие окна параметров, в которых они работают очень хорошо, и они очень прощают неправильную или непоследовательную технику.Проволока FCAW-G также может сваривать более грязные основные металлы, такие как прокатная окалина на горячекатаной стали – обычное явление при изготовлении конструкций. И, наконец, эти проволоки обладают высокой производительностью наплавки. Однако дополнительные действия, связанные с процессом, могут снизить общую производительность. Проволока FCAW-G образует шлак, который необходимо удалять между проходами и после сварки. Этот шлак может легко накапливаться в цехе, оборудовании и приспособлениях, что требует дополнительной очистки.
В некоторых сварочных операциях вместо FCAW-G можно использовать сварку MIG, что позволяет исключить в цехе операции, не добавляющие добавленной стоимости. Поскольку при сварке MIG не образуется шлак, после сварки, такие как шлифовка или скалывание, нет необходимости, что позволяет экономить труд, время и деньги. У MIG есть некоторые недостатки по сравнению с FCAW-G. Сварщик не так просто использовать и не прощает ошибок, а сварку в нерабочем положении труднее и медленнее. Он также менее способен сваривать через прокатную окалину.
Присадочные металлы, доступные для сварки MIG, включают сплошную и порошковую (или композитную) проволоку. Порошковая проволока устраняет некоторые из перечисленных выше недостатков. Они более снисходительны к технике сварщика, что упрощает их использование. Эта особенность является следствием широкой и очень жидкой сварочной ванны, характерной для этих проволок. Металлопорошковая проволока также работает в более широком диапазоне параметров, что облегчает сварщикам настройку источника питания. Наконец, эти проволоки содержат более высокие уровни раскислителей (чистящих элементов), которые позволяют им лучше работать с прокатной окалиной или грязным основным металлом.
Процесс SAW используется для максимальной производительности при обработке конструкционной стали в цехе, где требуются длинные, непрерывные и, возможно, многопроходные сварные швы, например, на двутавровой балке. Хотя SAW требует больших первоначальных капитальных затрат, она также обеспечивает наивысшую производительность. Инвестиции могут быстро окупиться, если структурное приложение требует много времени на дугу. SAW может также использовать сплошную или порошковую проволоку. Трубчатая конструкция порошковой проволоки обеспечивает более высокую скорость наплавки при той же силе тока, что и сплошная проволока, увеличивая скорость перемещения для получения сварного шва того же размера.Это, в свою очередь, повышает производительность и снижает тепловложение, что может свести к минимуму необходимость в дорогостоящих операциях правки.
Например, сплошная проволока SAW диаметром 1/8 дюйма, используемая при скорости подачи проволоки 100 (wfs) и 30 вольт, даст 650 ампер и скорость 22 дюймов в минуту для получения определенного размера сварного шва «X», тогда как 1 / Для проволоки с металлическим сердечником диаметром 8 дюймов, используемой при токе 650 ампер, потребуется 150 wfs, 30 вольт и скорость 27,5 дюймов в минуту для получения того же размера сварного шва, что и «X». Это означает, что процесс SAW с использованием порошковой проволоки увеличил скорость движения на 25 процентов и снизил тепловложение на 25 процентов.Для сценария сварки конструкционной стали такое повышение производительности сварки наряду со снижением тепловложения, которое может минимизировать операции после сварки, может привести к значительной экономии. Поскольку затраты на рабочую силу являются самыми большими расходами в любой сварочной операции, даже небольшое сокращение времени цикла может обеспечить огромную экономию в долгосрочной перспективе. Это может происходить из-за увеличения скорости наплавки, что приведет к сокращению времени, затрачиваемого на сварку, или из-за уменьшения / исключения несварочных операций, таких как шлифование, очистка после сварки, правка балок и т.
ЗАКЛЮЧИТЕЛЬНЫЕ МЫСЛИ
В любом случае качество, производительность и экономия средств имеют решающее значение для обеспечения эффективной и прибыльной операции сварки. Сварка конструкционной стали в полевых условиях или в магазине требует такой же осторожности и внимания. Чтобы получить наилучшие результаты, производители должны спросить себя: «Правильно ли я использую процесс?» Если есть возможности для улучшения или возникли проблемы, возможно, стоит подумать о новом присадочном металле и технологии для работы.
Строительное проектирование – Насколько разумно с точки зрения конструкции разрезать двутавровую балку на Т с одного конца?
Хотя это не идеальная ситуация, достаточно часто у этого типа обрезки / уменьшения балки, когда речь идет о ее опоре, действительно есть название. Это чаще называют стальной двутавровой балкой с рифлением или рифлением. Существуют различные способы перехода от полной глубины балки к глубине, которая может потребоваться для вашей опоры. Вот несколько примеров:
Иногда верхняя полка (широкая тонкая пластина вверху и внизу балки) также обрезается, чтобы обеспечить соединение с боковыми сторонами других балок и избежать столкновения с их фланцами.
В вашем соединении момент, когда ваша балка должна поддерживаться в этом случае, по существу равен 0. Моменту сопротивляются в первую очередь фланцы, поэтому не так уж важно обрезать их на конце балки в корпус с простой опорой (т.е. не непрерывный со следующей балкой или жесткое соединение с опорой). Я предполагаю, что пролет для балки справа либо намного длиннее, чем балка слева, имеет более высокую нагрузку на нее или требует меньшего отклонения.Это были бы одними из основных критериев использования более глубокого раздела.
Сила, о которой вам обычно нужно беспокоиться на колонне, – это сдвиг. Сдвиг в первую очередь переносится стенкой (высокая тонкая вертикальная часть балки). В вашей установке Shear лучше всего подходит для опоры. ЕСЛИ условия нагружения балки справа очень похожи или меньше, чем у балки слева, вы должны быть в порядке для прочности на сдвиг в стенке, потому что (предположение) стенка балки слева примерно такая же размер как то, что осталось на вашей балке справа.
Теперь, в зависимости от условий нагрузки, ваша балка может быть абсолютно в порядке. И после перечитывания вашего вопроса, очевидно, все в порядке, поскольку инженер подписал его. Просто редко можно увидеть это без нескольких недостающих частей. Эти недостающие детали могут в некоторой степени вызвать стресс у некоторых инженеров, не зная полных условий нагрузки, к которым имеет доступ ваш местный инженер.
Если вы сравните детали конца балки с деталями на первом примере изображения, вы должны заметить несколько вещей.Прежде всего, похоже, что к нижней части разрезанной стенки не приварен фланец. Это сделано для того, чтобы уменьшить контактное давление полотна на поддерживающий материал, на который оно будет опираться. Вы часто будете слышать этот кусок стил называют пластины подшипника или обувь. Башмак, опорная плита и нижние фланцы обычно крепятся к опоре каким-либо образом, чтобы они не соскользнули с места. Это не видно под углом на вашей фотографии, но я очень надеюсь, что перемычка балки справа приварена к толстой стальной пластине в верхней части вашей колонны.Это поможет предотвратить его соскальзывание.
Еще вы обратите внимание на вертикальную пластину жесткости (см. Рисунок ниже) в примере, но не на фотографии. Хотя они не всегда требуются (зависит от кода и условий нагрузки), довольно часто их можно найти в условиях опоры на конце балок, при точечных нагрузках и вокруг / рядом с вырезами. Для них есть и другие причины, но не будем вдаваться в подробности. Работа ребра жесткости в этом случае будет заключаться в обеспечении устойчивости полотна и предотвращении его коробления.
Однажды я оценил мост в другом регионе, чем я. Мои расчеты показали, что балка подходит для сдвига и момента. Местный инженер указал, что на опорах нет пластин жесткости. В моем регионе балки обычно состоят из сварных пластин, размер которых соответствует требуемой толщине, и для них не требуются эти опорные элементы жесткости. Я вошел в код и проверил, и оказалось, что полотно без пластины жесткости было на 50% меньше размера.Я подумал, что это безумие, что мост мог существовать так долго без серьезных проблем и быть на 50% меньше по размеру. Я вернулся примерно к 4 версиям кода моста, и между версией 5 и версией 4 формула для расчета емкости изменилась, и к формуле была добавлена 2. Таким образом, при первоначальной конструкции мост был в порядке, но из-за изменений в коде теперь потребовались поддерживающие ребра жесткости. К счастью, это относительно простое решение.
Эта история в основном для того, чтобы рассказать вам, что инженер, знающий местные условия и нормы, может быть очень полезным, чтобы уберечь вас от неприятностей.Вы поступили правильно, попросив местного инженера-строителя проверить соединение.
Нет ничего плохого в перекладывании или копировании балки, если копирование / опускание было должным образом спроектировано для работы в условиях нагрузки, с которой он должен столкнуться.
ОБНОВЛЕНИЕ
Я случайно наткнулся на эту фотографию, когда закрывал различные поиски изображений в Google. Он показывает, какой тип связи люди хотели бы видеть в идеале. Обратите внимание на чеканные деревянные балки, чтобы они могли поместиться и в опорную стальную двутавровую балку! похоже, они приварили верхнюю пластину вместо того, чтобы прикручивать к ней балки.
Приварка балки к пластине
Свариваемая муфта Moment предназначена для соединения арматурного стержня с конструкционными стальными элементами, такими как плиты, сваи, балки, колонны и т. Д. Муфта обычно приваривается к конструкционной стали на заводе. Условия нагрузки в соединении должны быть рассмотрены и определены проектировщиком наряду с расчетом сварного шва, … балок выносных опор; Такелажные рукава; Стрела для подъема материала … Приварить к закладной пластине. Категории: + Davit Bases, Davit Systems…. Основание Давита – Серия 600 – Приваривается к …
Для создания конструкции, касающейся стыка, с каждой стороны должны быть пластины жесткости. Соединения с сопротивлением моменту состоят из стыков в колоннах и балках вместе с соединениями вершин в рамах портала и основаниями колонн. Dwonload Сварочный стык конструкции балки Двутавровая балка: Двутавровая балка может быть построена, что означает, что ее можно наращивать до любого размера и высоты. Двутавровая балка: Двутавровая балка может быть изготовлена только в той степени, в которой позволяет фрезерное оборудование производителя.Двутавровая балка и двутавровая балка: пролеты. Двутавровая балка: двутавровая балка может использоваться для пролетов до 330 футов. Двутавровая балка: Двутавровая балка может использоваться для пролетов от 33 до 100 футов. Напряжения изгиба балки и напряжение сдвига Чистый изгиб в балках С изгибающими моментами только вдоль оси элемента считается, что балка находится в состоянии чистого изгиба. Нормальные напряжения из-за изгиба могут быть найдены для однородных материалов, имеющих плоскость симметрии по оси y, которая подчиняется закону Гука. Максимальный момент и распределение напряжений
Модуль Соединения I.Сварные. Склады с прокатными и сварными стальными I профилями позволяют CYPECAD, CYPE 3D и интегрированным 3D структурам CYPECAD выполнять автоматический анализ и проектирование сварных соединений I раздела (включая опорные плиты), отображаемых в Типах реализованных сварных соединений и для кодов Указанные в кодах реализованных расчетов сварных соединений.
Пластина – это тонкий и плоский элемент конструкции. Термин «тонкий» означает, что поперечный размер или толщина пластины мала по сравнению с размерами длины и ширины.Математическое выражение этой идеи: где t представляет толщину пластины, а L представляет характерный размер длины или ширины. (См. Рис. Alibaba.com предлагает 8 239 сварочных двутавровых балок. Около 1% из них – стальные двутавровые балки, 14% – стальные двутавровые балки и 2% – алюминиевые профили. Доступен широкий выбор вариантов сварных двутавровых балок. для вас, такие как стандартные, услуги обработки и сорт.
Новый пролет балки будет 16 футов, и я (планировал) использовать либо W8-35, либо W6-28 (с 1/2 ” накладка для придания ей большей прочности) двутавр.Я получаю луч от друга моего друга, но поскольку этот человек собирается …
Продукция Zhouxiang в основном включает линию по производству двутавровых балок, линию сварки двутавровых балок, станок для резки волоконным лазером и другое оборудование для обработки металла.
Рифленая медная опорная пластина плотно прилегает к нижней стороне соединения. Сварочная головка перемещается по стыку и сваривает его однопроволочной дугой под флюсом. Зажимы освобождаются, и полотно перемещается к приспособлению для прихватывания.Размеры стальных балок IPE NEN-EN 10025-1 / 2. Стандарты пластин, листов, лент и проводов. Стандарты, определенные на этом веб-сайте (19 страниц). Глухие фланцы приварной шейки Глухие фланцы ASME B16.47.
Исследования, проведенные во время разработки процесса, показали, что лазерные сварные швы, полученные на алюминиевых сплавах с использованием процесса лазерной сварки с перемешиванием, демонстрируют меньше дефектов сварных швов по сравнению с традиционной лазерной сваркой, а также сопутствующие преимущества увеличенного размера сварного шва для приспособления зазоры и улучшают сопротивление сдвигу соединений внахлестку, а также улучшают способность подачи присадочного материала.Геометрия верхней полки выполнена так, что при приваривании к полке балки высокое напряжение разрыва сводится к минимуму. Дополнительный сварной шов между пластиной полки и полкой балки может быть добавлен в зоне высокого напряжения разрыва, чтобы дополнительно минимизировать напряжение разрыва.
Балка (двутавровая балка и балка WF) Канал (от 1 1/2 до 20,7 #) Расширенный металлический или решетчатый (от тяжелого № 3 до № 9) Плоский стержень (от 3/8 дюйма толщиной до 1 дюйма) квадратный Балка (от 3/8 дюйма толщиной до 1 дюйма) Плита пола и гладкая плита (от 1/4 дюйма до 1/2 дюйма) Прогон (основание, Cee, приемник к Zee) Прямоугольная труба (от 1/2 дюйма до 4 дюйма) Квадратная труба (толщиной от 3/8 дюйма до 1 дюйма)
Приведенные выше уравнения сварочного напряжения могут использоваться как в британских, так и в метрических единицах измерения.Как и во всех математических вычислениях, необходимо следить за тем, чтобы единицы измерения были единообразными. Примеры единиц, которые могут быть приняты, приведены ниже: Обозначения. b = ширина прямоугольного стержня, дюйм или мм; h = толщина сварного шва, дюйм или мм. Соединительная пластина с приварной пластиной. Обжимная соединительная пластина. Вторичная соединительная пластина … Сварное приспособление для стальных колонн или балок, когда в стали невозможно проделать отверстия …
Стальные балки с широким фланцем. Ларедо, Техас – (956)712-0039 Три реки Техас – (361)786-6024 Три реки, Техас – 1-844-502-4327) Вот как должен проходить рабочий день.связывание конструкционных балок с помощью накладок
Сварка трением с перемешиванием может использоваться для соединения алюминиевых листов и пластин без присадочной проволоки или защитного газа. Материал толщиной от 0,5 до 65 мм можно сваривать с одной стороны с полным проплавлением, без пористости или внутренних пустот. Что касается материалов, то традиционно основное внимание уделялось … пластинам, которые приварены к верхней и нижней части катаной балки, может производиться сварка с промежутком, расстояние между которыми при сжатии максимально в 16 раз превышает толщину более тонкой части, ни в коем случае не в коем случае. ВНИМАНИЕ !!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!! более 300 мм и в 24 раза больше толщины более тонкой части при растяжении.
Боковые балки | Сварочные манипуляторы с внутренними, внешними и плоскими пластинами. Существует большое разнообразие конструкций и конфигураций боковых балок. Модели с фиксированной высотой и подъемные могут использоваться в зависимости от вашего конкретного применения. Ручные каретки и каретки с электроприводом обеспечивают большую универсальность и позволяют оператору точно контролировать сварку … Чтобы воздействовать на сварное соединение и произвести коалесценцию, EBW использует движущийся концентрированный пучок высокоскоростных электронов, в то время как LBW использует тепло от сварочного шва. когерентный лазерный луч высокой плотности.Большинство сплавов на основе никеля и кобальта, которые могут быть соединены с помощью обычных процессов дуговой сварки, также могут быть успешно соединены посредством EBW и LBW.
Пара фланцевых пластин 120 приварена и прикреплена горизонтально к внутренней или внешней поверхности стальной трубной колонны 110 в положениях, обращенных друг к другу, в соответствии с направлением установки балок и пары фланцевых пластин. приварены к фланцевой пластине 120 путем приваривания фланцевой пластины 120 и фланца … Проведите сварной шов в V-образной канавке, образованной скосами, начиная с первого прихваточного шва.Вместо того, чтобы сваривать непрерывно по всему периметру, разбейте его на части, чтобы не деформировать луч из-за концентрированного тепла. Приварите половину верха, затем половину низа к противоположному углу.
Усиленные конфигурации имеют косынки (ребра жесткости), приваренные к стенке балки и к концевой пластине с обеих сторон стенки, поскольку Джонстон и Уолпол (1981) провели четыре испытания соединения концевой пластины крестообразной балки с колонной. ). Соединения без жесткости удлиненные с четырьмя болтами…Дек 18, 2020 · Сопротивляющиеся моменту соединения между балкой и колоннами могут быть изготовлены путем приваривания более толстых концевых пластин к балкам. Торцевая пластина обычно имеет толщину от 15 до 20 мм. Торцевые пластины заподлицо привариваются к полкам и стенке балки таким образом, чтобы был минимальный (15 мм) выступ концевой пластины (см. Рисунок 5.5 (a)).
17 БАЛКИ, ПОДВЕРГАЕМЫЕ КРУЧЕНИЮ И ИЗГИБУ -I 1.0 ВВЕДЕНИЕ Когда балка подвергается поперечной нагрузке таким образом, что результирующая сила проходит через центральную ось продольного сдвига, балка только изгибается, и кручение не возникает.Когда полученная смесь действует в направлении от центральной оси сдвига, балка не только изгибается, но и скручивается. Максимальная точность: электронно-лучевая сварка позволяет получить точные результаты с минимальным напряжением и деформацией деталей. Высокая скорость сварки: многие металлические материалы и комбинации материалов можно сваривать с помощью электроники Отрасль: Автомобильный компонент: турбонагнетатель с откидной пластиной Материал: Inconel 713.
8 ноября 2020 г. · Я бы выбрал толщину фланца балки плюс до 20% или что-то типа того.Мы установили на объекте временные металлоконструкции, которые я сейчас просто разбираю, работа закончена. Один из этих стоек выдерживал до 100 тонн, а опорная плита была всего 20 мм. (CBAR), соединитель элемента балки и элемента точечной сварки (CWELD). Экспериментальный модальный анализ (ЭМА) проводился путем возбуждения ударным молотком по разнородным пластинам, сваренным методом TIG. Модальные свойства КЭ-модели с соединениями были сравнены и подтверждены модельными испытаниями. Элемент CWELD был выбран для представления модели сварного шва для двутавровой балки: двутавровая балка может быть построена, что означает, что ее можно наращивать до любого размера и высоты.Двутавровая балка: Двутавровая балка может быть изготовлена только в той степени, в которой позволяет фрезерное оборудование производителя. Двутавровая балка и двутавровая балка: пролеты. Двутавровая балка: двутавровая балка может использоваться для пролетов до 330 футов. Двутавровая балка: Двутавровая балка может использоваться для пролетов от 33 до 100 футов.
Для всех, кто участвует на любом этапе сварки стальных конструкций – инженеров, специалистов по ремонту, изготовителей, монтажников, инспекторов и т. Д. – в новом документе D1.1 излагаются требования к проектированию, процедурам, квалификации, изготовлению, проверке и ремонту стальные конструкции из труб, листов и профилей, подверженные статическим или циклическим нагрузкам.26 ноя.2020 г. · Одна тарелка с отверстием находится поверх другой простой тарелки. Электрозаклепка соединяет две пластины вместе, причем сварной шов внутри него полностью заполняет отверстие. Его символ наименее четкий из всех, но он отображает отверстие для заглушки в разрезе верхней пластины. верхнюю и нижнюю пластину, балку придется ставить сбоку, если пластины крепятся в магазине. В этой конфигурации для монтажа требуется одна срезная пластина. Другой вариант – приварить нижнюю пластину полки в заводских условиях и приварить верхнюю пластину полки, чтобы балку можно было разместить сверху.
Портальные системы для сварки балок: Subarc и MIG
Портальные системыLJ Welding предназначены для продольной сварки длинных конструкционных балок и изготавливаются на заказ для каждого клиента. Сварочные портальные системы поставляются в комплекте с двумя сварочными стойками, системой отслеживания сварного шва, системами камер и регулируемой горелкой.
Настраиваемая рабочая зона и площадь сварочного портала
Портал для лучевой сваркиLJ имеет настраиваемую рабочую зону и площадь основания. параметры. Ширина и высота рабочей зоны настраиваются в соответствии с требованиями вашего магазина.Ширина, высота и длина самого портала также могут быть изменены в соответствии с требованиями вашего магазина.
Стандартные характеристики настраиваемого сварочного портала
- Системы отслеживания шва могут быть механическими с использованием датчика или лазерным датчиком отслеживания шва.
- Вы можете выбрать между двойной дугой под флюсом на 1000 А, обычно устанавливаемой в двухпроводном или тандемном режиме, но размер может быть изменен в соответствии с требованиями заказчика.
Дополнительный портал для балочной сварки Характеристики
- Выберите между системой предварительного нагрева пламенем или индукционным нагревом.
- Сварочные системы MIG или CMT.
Диапазон скорости наплавки для портала LJ для балочной сварки
Для одинарной проволоки и одиночной сварочной головки можно ожидать скорости наплавки до 20 фунтов в час. Двойная проволока на одной сварочной головке обеспечивает наплавку со скоростью до 26 фунтов в час. Одиночная проволока с двумя сварочными головками обеспечивает производительность наплавки до 40 фунтов в час. Двойная проволока с двойными сварочными головками обеспечивает производительность наплавки до 52 фунтов в час.
Органы управления сварочным порталом
Выбирайте между HMI или пользовательскими опциями, системами камер с подводной дугой или открытой дугой, а также системами зондового или лазерного отслеживания швов.
Сварочные опоры для порталов
Выберите из полной линейки модульных опор для конструкционной стали, труб и сосудов весом до 120 000 фунтов (60 тонн) и более.
Варианты сварочного манипуляторадля портала
Укажите бортовую конфигурацию двойной или тандемной SAW, MIG или CMT, рекуперацию флюса и систему нагрева.
Преимущества порталов для балочной сварки
- Увеличение производительности – Максимальное увеличение скорости наплавки при сварке длинных горизонтальных швов SAW, MIG или CMT.
- Built For You – Сварочный портал создается в соответствии со спецификациями вашего магазина.
- Повышение рентабельности – Уменьшение количества случайных проблем при сварке.
- Greater Precision – точность сварки до 0,0039 дюйма (1/10 миллиметра).
- Безопасность – Сведение к минимуму использования мостового крана и повышение комфорта оператора.
Хотите арендовать или сдать в аренду?
Инженерный отделLJ Welding предлагает прогрессивный подход к решению уникальных проблем, которые неизбежно возникают в нашей отрасли, что приводит к эффективному проектированию, изготовлению и своевременной доставке нестандартного оборудования.
Крепление дерева к стальной двутавровой балке
Сводка: Стальные балки могут нести гораздо больший вес, чем массивные или конструкционные пиломатериалы, поэтому их часто используют в жилищном строительстве. Но крепление дерева к стали может занять много времени. Джон заменил самый распространенный метод – укладку полотна пиломатериалами – на гораздо более быстрый метод с использованием подвесов для балок с верхним креплением. Прикрутив кусок пиломатериала к верхнему фланцу двутавровой балки и прибив к нему балочные подвески, вы можете уменьшить количество используемой древесины, количество просверливаемых отверстий и количество устанавливаемых болтов.К тому же для подвешивания на балках с верхним креплением требуется меньше гвоздей.
Современные планы этажей имеют тенденцию к появлению широких открытых пространств. Несмотря на достижения в области деревянных балок, бывают случаи, когда требуется что-то более прочное. Многие плотники избегают стали, потому что прикрепить пиломатериалы к стали бывает непросто. Еще сложнее распилить стальную балку на месте. Однако иногда стальной двутавр – лучший выбор. Конструкционная сталь стоит меньше сопоставимых LVL, отличается прочностью и доступна у местных поставщиков.Если вы закажете его нужного размера с пробитыми отверстиями для крепежа, вашей единственной проблемой будет прикрепление пиломатериала.
Steel имеет несколько ограничений
Хотя кусок стали несет большую нагрузку на длинном пролете и с меньшей глубиной, чем любой другой строительный материал, сталь имеет некоторые недостатки. Во-первых, он очень тяжелый. Вы должны быть уверены, что сможете доставить его туда, куда ему нужно, либо с помощью людей, либо с помощью машины. Во-вторых, в кодовой книге вы не найдете диаграмм стальных пролетов; сталь обычно должен быть определен инженером.Сталь следует защищать от влаги, чтобы предотвратить ржавчину и порчу. Кроме того, стальная балка выйдет из строя намного быстрее и катастрофичнее, чем эквивалентная деревянная балка при пожаре.
Самые практичные подвесы для балок с верхним креплением
В простейшем случае двутавровая балка располагается в углублениях, залитых в фундаментные стены, с балками перекрытия поверх нее. Однако чаще дерево крепится к паутине болтами; затем балки или стропила прикрепляются к дереву с помощью стандартных подвесок для балок. Сверление и болты, необходимые для этого метода, настолько непрактичны, что их стоит изменить перед строительством.Другой способ крепления – приварить подвесы верхнего монтажа к двутавру. Однако этот вариант встречается редко, не потому, что он не работает, а потому, что у большинства монтажных бригад нет сварщика на месте.
Я думаю, что лучший метод – это прикрутить два бруса к верхнему фланцу двутавровой балки, а затем прибить к нему верхние балочные подвески. Я использую 1⁄4 дюйма. на 1 1⁄2 дюйма проденьте болты через нижнюю часть верхнего фланца. Поскольку подвесы для балок с верхним креплением не сопротивляются скручиванию так же, как подвесы для лицевых опор, я использую обвязку снизу или блокировку между балками.Если необходимо сопротивление подъему, я прикрепляю пиломатериал к месту с помощью порошкового гвоздя, а затем закручиваю болт после того, как фанерный черновой пол опускается, втыкая головки болтов в фанеру.
Стальные двутавровые балки, которые чаще всего встречаются на стройплощадках, называются W- (широкими) и S- (стандартными) формами, в зависимости от ширины полки. Стальные балки обозначают по форме, глубине и весу. Например, балка W8x35 имеет W-образную форму глубиной около 8 дюймов и весит 35 фунтов на линию. футов
Поскольку сталь трудно резать и сверлить на месте, вашему поставщику требуется точная длина, а также эскизы, показывающие расположение и размеры всех отверстий.Если вам нужно разрезать балку, ацетиленовая горелка – самый простой метод, но подойдут и металлорежущие полотна дисковых и сабельных пил.
От Fine Homebuilding # 180
Для получения дополнительных иллюстраций и подробностей нажмите кнопку View PDF ниже:
Подпишитесь на участие в голосовании сегодня и получите последние инструкции от Fine Homebuilding, а также специальные предложения.
Посмотреть PDFПриставки для сварных балок – Продукция
Скачать PDF
Фиг.20: Приставка для сварной балки
МАТЕРИАЛ: Углеродистая сталь
ЗАКАЗ: Укажите номер рисунка, размер стержня, описание и отделку. Стальное крепление для приварки к нижнему фланцу или конструктивным элементам, в которые можно установить проушины или проушины. Это устройство допускает поворот штанги, что делает его пригодным для труб с горизонтальным перемещением.
РАЗМЕР № | МАКС. НАГРУЗКА, фунт. | В | С | D | E | Ф | Вт | ВЕС | ||
|---|---|---|---|---|---|---|---|---|---|---|
3 | 3/8 | 730 | 1/4 | 1 1/4 | 2 7/8 | 2 | 7/8 | 2 | 121 | |
4 | 1/2 | 1350 | 1/4 | 1 1/4 | 2 7/8 | 2 | 7/8 | 2 | 130 | |
5 | 5/8 | 2160 | 1/4 | 1 1/4 | 2 7/8 | 2 | 7/8 | 2 | 3/4 х 3 | 160 |
6 | 3/4 | 3230 | 3/8 | 1 1/2 | 3 1/8 | 2 | 1 1/8 | 2 1/2 | 280 | |
7 | 7/8 | 4480 | 3/8 | 2 | 4 1/4 | 3 | 1 1/4 | 2 1/2 | 1 х 4 | 390 |
8 | 1 | 5900 | 1/2 | 2 | 4 1/2 | 3 | 1 1/2 | 3 | 630 | |
9 | 1 1/8 | 6200 | 1/2 | 2 1/4 | 4 3/4 | 3 | 1 3/4 | 3 | 630 | |
10 | 1 1/4 | 9500 | 5/8 | 2 1/2 | 5 | 3 | 2 | 4 | 1021 | |
12 | 1 1/2 | 13800 | 3/4 | 3 | 6 1/2 | 4 | 2 1/2 | 5 | 1900 | |
14 | 1 3/4 | 18600 | 3/4 | 3 3/4 | 7 3/4 | 5 | 2 3/4 | 5 | 2425 | |
16 | 2 | 24600 | 3/4 | 3 3/4 | 8 1/4 | 5 | 3 1/4 | 6 | 3060 | |
18 | 2 1/4 | 32300 | 3/4 | 4 1/4 | 9 1/2 | 6 | 3 1/2 | 6 | 3688 | |
20 | 2 1/2 | 39800 | 3/4 | 4 1/2 | 9 3/4 | 6 | 3 3/4 | 6 | 3924 | |
22 | 2 3/4 | 49400 | 5/8 | 3 3/4 | 9 3/4 | 5 3/4 | 4 | 6 | 3 х 7 | 4080 |
24 | 3 | 60100 | 5/8 | 3 3/4 | 10 1/4 | 6 1/4 | 4 | 7 | 4670 |
Скачать PDF
Фиг.72 и 72L: Сварочный наконечник
МАТЕРИАЛ: Углеродистая сталь
ОБСЛУЖИВАНИЕ: Рис. 72 используется для крепления регулируемых пружин и кованых вилок к элементам конструкции.
ДЛЯ ЗАКАЗА: Укажите номер рисунка, размер стержня, описание и отделку.
Рис.72 Стандарт A | Фиг.72L Длинный A1 | В | С | H | т | ||
|---|---|---|---|---|---|---|---|
1/2 | 1 1/2 | 3 | 1 1/4 | 2 1/2 | 16/11 | 1/4 | 1350 |
5/8 | 1 1/2 | 3 | 1 1/4 | 2 1/2 | 13/16 | 1/4 | 2160 |
3/4 | 1 1/2 | 3 | 1 1/4 | 2 1/2 | 15/16 | 3/8 | 3230 |
7/8 | 2 | 3 | 1 1/4 | 2 1/2 | 1 1/8 | 3/8 | 4480 |
1 | 2 | 3 | 1 1/2 | 3 | 1 1/4 | 1/2 | 5900 |
1 1/8 | 3 | 4 | 1 1/2 | 3 | 1 3/8 | 1/2 | 6230 |
1 1/4 | 3 | 4 | 2 | 4 | 1 1/2 | 5/8 | 9500 |
1 1/2 | 3 | 4 1/2 | 2 1/2 | 5 | 1 3/4 | 3/4 | 13800 |
1 3/4 | 3 | 4 1/2 | 2 1/2 | 5 | 2 | 3/4 | 18600 |
2 | 4 | 4 1/2 | 3 | 6 | 2 3/8 | 3/4 | 24600 |
2 1/4 | 4 1/2 | 5 | 3 | 6 | 2 5/8 | 3/4 | 32300 |
2 1/2 | 4 1/2 | 5 | 4 | 8 | 2 7/8 | 1 | 39800 |
2 3/4 | 4 1/2 | 5 | 4 | 8 | 3 1/8 | 1 | 49400 |
3 | 5 | 5 1/2 | 4 | 8 | 3 3/8 | 1 | 60100 |
Скачать PDF
Фиг.73: Бетонная плита подъемника
МАТЕРИАЛ: Углеродистая сталь
РАЗМЕР: Размеры стержней от 3/8 ”до 2”
ОТДЕЛКА: Черный или оцинкованный; выполнен в черном цвете, если не указано иное.
ОБСЛУЖИВАНИЕ: Приставка для бетонного перекрытия.
ДЛЯ ЗАКАЗА: Укажите номер рисунка, размер стержня, описание и отделку.
РАЗМЕР ШТОКА | МАКС. НАГРУЗКА, фунт | А | В | С | D | Ф | G | H | R | S | т | U | Вт | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
3/8 | 730 | 1 | 8 | 10 | 5 | 9/16 | 3/8 | 2 | 7/8 | 1 1/4 | 1/4 | 1/2 | 2 | 11.8 |
1/2 | 1350 | 1 | 8 | 10 | 5 | 9/16 | 3/8 | 2 | 7/8 | 1 1/4 | 1/4 | 5/8 | 2 | 11.9 |
5/8 | 2160 | 1 | 8 | 10 | 5 | 9/16 | 1/2 | 2 | 1 | 1 1/4 | 1/4 | 3/4 | 2 | 15.7 |
3/4 | 3230 | 1 | 8 | 10 | 5 | 16/11 | 1/2 | 2 | 1 1/8 | 1 1/2 | 3/8 | 7/8 | 2 1/2 | 16.9 |
7/8 | 4480 | 1 | 8 | 10 | 5 | 16/11 | 1/2 | 3 | 1 1/4 | 2 | 3/8 | 1 | 2 1/2 | 18.1 |
1 | 5900 | 2 | 8 | 12 | 6 | 13/16 | 3/4 | 3 | 1 1/2 | 2 | 1/2 | 1 1/8 | 3 | 36.9 |
1 1/4 | 9500 | 2 | 8 | 12 | 6 | 15/16 | 3/4 | 3 | 2 | 2 1/2 | 5/8 | 1 3/8 | 4 | 40.9 |
1 1/2 | 13800 | 2 | 8 | 12 | 6 | 1 1/8 | 1 | 4 | 2 1/2 | 3 | 3/4 | 1 5/8 | 5 | 59.8 |
1 3/4 | 18600 | 2 | 10 | 14 | 7 | 1 3/8 | 1 1/4 | 5 | 2 3/4 | 3 3/4 | 3/4 | 1 7/8 | 5 | 93.6 |
2 | 20700 | 2 | 10 | 14 | 7 | 1 3/8 | 1 1/4 | 5 | 3 1/4 | 3 3/4 | 3/4 | 2 1/4 | 6 | 100.0 |
Скачать PDF
Рис.74: Бетонная пластина с одной проушиной
МАТЕРИАЛ: Углеродистая сталь
РАЗМЕР: Размеры стержня от ½ ”до 2”
ОТДЕЛКА: Черный или оцинкованный; выполнен в черном цвете, если не указано иное.
ОБСЛУЖИВАНИЕ: Конструктивное крепление к бетонному перекрытию. Проушина используется в сочетании с Рис. 95 (Стойка из кованой стали).
ДЛЯ ЗАКАЗА: Укажите номер рисунка, размер стержня, описание и отделку.
РАЗМЕР ШТОКА | А | В | С | D | E | Ф | G | H | R | т | U | Вт | ||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
1/2 | 1350 | 1 | 8 | 10 | 5 | 4 7/8 | 9/16 | 3/8 | 1 1/2 | 1 1/4 | 1/4 | 5/8 | 2 1/2 | 11.1 |
5/8 | 2160 | 1 | 8 | 10 | 5 | 4 7/8 | 9/16 | 1/2 | 1 1/2 | 1 1/4 | 1/4 | 3/4 | 2 1/2 | 14.6 |
3/4 | 3230 | 1 | 8 | 10 | 5 | 4 13/16 | 16/11 | 1/2 | 1 1/2 | 1 1/4 | 3/8 | 7/8 | 2 1/2 | 14.8 |
7/8 | 4480 | 1 | 8 | 10 | 5 | 4 13/16 | 16/11 | 3/4 | 2 | 1 1/4 | 3/8 | 1 | 2 1/2 | 22.0 |
1 | 5900 | 2 | 8 | 12 | 6 | 5 3/4 | 13/16 | 3/4 | 2 | 1 1/2 | 1/2 | 1 1/8 | 3 | 31.9 |
1 1/4 | 9500 | 2 | 8 | 12 | 6 | 5 11/16 | 15/16 | 1 | 3 | 2 | 5/8 | 1 3/8 | 4 | 43.8 |
1 1/2 | 13800 | 2 | 8 | 12 | 6 | 5 5/8 | 1 1/8 | 1 | 3 | 2 1/2 | 3/4 | 1 5/8 | 5 | 45.6 |
1 3/4 | 18600 | 2 | 8 | 12 | 6 | 5 5/8 | 1 3/8 | 1 1/4 | 3 | 2 1/2 | 3/4 | 1 7/8 | 5 | 55.7 |
2 | 24600 | 2 | 8 | 12 | 6 | 5 5/8 | 1 3/8 | 1 1/4 | 4 | 3 | 3/4 | 2 1/4 | 6 | 58.2 |
Скачать PDF
Рис.75: Узел канала
ЗАКАЗ: Укажите номер фигуры, размер стержня, размер канала, размер C-to-C и «E» и требуемый материал.
E = C-to-C + 2L + W
РАЗМЕР ШТОКА | 3/8 | 1/2 | 5/8 | 3/4 | 7/8 | 1 | 1 1/8 | 1 1/4 | 1 1/2 | 1 3/4 | 2 | 2 1/4 | 2 1/2 | 2 3/4 | 3 | 3 1/4 | 3 1/2 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
H ОТВЕРСТИЕ | 1/2 | 5/8 | 3/4 | 7/8 | 1 | 1 1/4 | 1 3/8 | 1 1/2 | 1 3/4 | 2 | 2 1/4 | 2 1/2 | 2 3/4 | 3 | 3 1/4 | 3 1/2 | 3 3/4 |
S | 9/16 | 16/11 | 13/16 | 15/16 | 1 1/16 | 1 3/8 | 1 1/2 | 1 5/8 | 1 7/8 | 2 1/4 | 2 1/2 | 2 3/4 | 3 | 3 1/4 | 3 1/2 | 3 3/4 | 4 |
Вт | 3 | 3 | 3 | 4 | 4 | 4 | 4 | 5 | 5 | 5 | 5 | 6 | 6 | 6 | 6 | 6 | 7 |
т | 1/4 | 1/4 | 3/8 | 3/8 | 1/2 | 1/2 | 1/2 | 1/2 | 3/4 | 3/4 | 3/4 | 3/4 | 3/4 | 3/4 | 3/4 | 3/4 | 3/4 |
л | 1/4 | 1/4 | 1/4 | 1/4 | 1/4 | 1/4 | 1/4 | 1/4 | 1/4 | 1/4 | 1/4 | 1/4 | 1/4 | 1/4 | 3/8 | 3/8 | 3/8 |
Таблица безопасной нагрузки
НОМИНАЛ | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 26 | 28 | 30 | 36 | 42 | 48 | 54 | 60 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
МАКСИМУМ БЕЗОПАСНАЯ ЗАГРУЗКА | ||||||||||||||||
3 | 8.2 | 8,8 | 7,5 | 6,6 | 5,8 | 5,2 | 4,8 | 4,4 | 3,9 | 3,6 | 3,5 | 2,9 | 2,5 | 2,2 | 1,9 | 1.7 |
4 | 10,8 | 15,2 | 13,1 | 11,4 | 10,2 | 9,1 | 8,3 | 7,5 | 7,0 | 6,5 | 6,1 | 5,1 | 4,3 | 3.8 | 3,3 | 3,0 |
5 | 13,4 | 24,0 | 20,6 | 18,0 | 16,0 | 14,4 | 13,1 | 12,0 | 11,1 | 10,3 | 9,6 | 8.0 | 6,8 | 6.0 | 5,3 | 4,8 |
6 | 21,0 | 40,0 | 34,3 | 30,0 | 26,6 | 24,0 | 21,8 | 20,0 | 18,4 | 17.1 | 16,0 | 13,3 | 11,4 | 10,0 | 8,8 | 8,0 |
8 | 23,0 | 64,8 | 55,5 | 48,6 | 43,2 | 38,8 | 35,3 | 32.3 | 29,8 | 27,7 | 25,8 | 21,5 | 18,5 | 16,1 | 14,3 | 12,9 |
10 | 30,6 | 107,2 | 91,7 | 80,3 | 71.4 | 64,2 | 58,4 | 53,5 | 49,4 | 45,8 | 42,8 | 35,7 | 30,6 | 26,7 | 23,8 | 21,4 |
12 | 41,4 | 171 | 147 | 128 | 114 | 103 | 93.4 | 85,6 | 79,0 | 73,3 | 68,4 | 57,0 | 48,9 | 42,8 | 38,0 | 34,2 |
15 | 67,8 | 333 | 286 | 250 | 222 | 200 | 182 | 167 | 154 | 143 | 133 | 111 | 95.3 | 83,4 | 74,1 | 66,7 |
Скачать PDF
Рис.76: Сварочная проушина для длинного радиального колена
РАЗМЕРЫ: от 3 до 42 дюймов
МАТЕРИАЛ: Углеродистая сталь
ОТДЕЛКА: Черный или оцинкованный; выполнен в черном цвете, если не указано иное.
ОБСЛУЖИВАНИЕ: Приставка для бетонного перекрытия.
ЗАКАЗ: Укажите номер рисунка, размер трубы, описание и отделку, рабочую температуру и любые другие особые требования.
ПРИМЕЧАНИЯ: Проушины рассчитаны на толщину изоляции 4 дюйма. Проушины могут быть рассчитаны на разную толщину изоляции.
| РАЗМЕР ШТОКА | 1/2 ″ | 5/8 ″ | 3/4 ″ | 7/8 ″ | 1 ″ | 1-1 / 8 ″ | 1-1 / 4 ″ | 1-1 / 2 ″ | 1-3 / 4 ″ | 2 ″ | 2-1 / 4 ″ | 2-1 / 2 ″ | 2-3 / 4 ″ | 3 ″ | |
| т | 1/4 | 1/4 | 3/8 | 1/2 | 1/2 | 5/8 | 3/4 | 3/4 | 3/4 | 3/4 | 3/4 | 1 | 1 | 1 | |
| Вт | 3 1/2 | 3 1/2 | 3 1/2 | 3 1/2 | 5 | 5 | 6 | 7 | 7 | 8 1/2 | 8 1/2 | 9 3/4 | 10 1/4 | 10 1/2 | |
| R | 1 1/2 | 1 1/2 | 1 1/2 | 1 1/2 | 2 | 2 | 2 1/2 | 3 | 3 | 3 1/2 | 3 1/2 | 3 3/4 | 4 | 4 | |
| H | 16/11 | 13/16 | 15/16 | 1 1/8 | 1 1/4 | 1 3/8 | 2 | 1 3/4 | 2 | 2 3/8 | 2 5/8 | 2 7/8 | 3 1/8 | 3 3/8 | |
| E | 1 | 1 | 1 | 1 1/2 | 1 1/2 | 2 | 2 | 2 | 2 1/2 | 2 1/2 | 2 1/2 | 2 1/2 | 2 1/2 | 2 1/2 | |
| Ф | 1/8 | 1/8 | 1/4 | 1/4 | 1/4 | 5/16 | 5/16 | 5/16 | 5/16 | 3/8 | 3/8 | 3/8 | 3/8 | 3/8 | |
| РАЗМЕР ТРУБЫ | Б.DIM | Л. РАЗМЕР | |||||||||||||
| 3 | 7 7/16 | 11/16 | 11/16 | 11/16 | 11/16 | ||||||||||
| 4 | 7 1/2 | 11/16 | 11/16 | 11/16 | 11/16 | 13 1/2 | 13 1/2 | ||||||||
| 6 | 7 9/16 | 11 5/8 | 11 5/8 | 11 5/8 | 11 5/8 | 13 1/16 | 13 1/16 | 14 11/16 | 16 13/16 | 16 13/16 | |||||
| 8 | 7 7/16 | 11 13/16 | 11 13/16 | 11 13/16 | 11 13/16 | 13 1/16 | 13 1/16 | 14 1/2 | 16 1/16 | 16 1/16 | 17 7/8 | 17 7/8 | 18 15/16 | 20 1/4 | 20 1/4 |
| 10 | 7 5/16 | 11 7/8 | 11 7/8 | 11 7/8 | 11 7/8 | 13 1/16 | 13 1/16 | 14 3/8 | 15 3/4 | 15 3/4 | 17 5/16 | 17 5/16 | 18 1/8 | 18 15/16 | 18 15/16 |
| 12 | 7 1/8 | 12 | 12 | 12 | 13 3/16 | 13 3/16 | 14 7/16 | 15 3/4 | 15 3/4 | 17 1/8 | 17 1/8 | 17 7/8 | 15 5/8 | 15 5/8 | |
| 14 | 6 3/8 | 12 1/4 | 12 1/4 | 13 7/16 | 13 7/16 | 14 11/16 | 15 15/16 | 15 15/16 | 17 5/16 | 17 5/16 | 18 1/8 | 18 3/4 | 18 3/4 | ||
| 16 | 6 1/8 | 12 15/16 | 13 1/2 | 13 1/2 | 14 11/16 | 15 15/16 | 15 15/16 | 17 1/4 | 17 1/4 | 17 15/16 | 18 5/8 | 18 5/8 | |||
| 18 | 5 13/16 | 13 1/2 | 13 1/2 | 14 11/16 | 15 15/16 | 15 15/16 | 17 3/16 | 17 3/16 | 17 7/8 | 18 1/2 | 18 1/2 | ||||
| 20 | 6 3/4 | 14 3/4 | 15 7/8 | 17 | 17 | 18 3/8 | 18 3/8 | 19 | 19/16/11 | 19/16/11 | |||||
| 24 | 7 1/4 | 17 1/4 | 18 3/8 | 18 3/8 | 19 1/2 | 19 1/2 | 20 1/8 | 20 11/16 | 20 11/16 | ||||||
| 30 | 7 | 20 | 20 | 20 5/8 | 21 5/8 | 21 5/8 | |||||||||
| 36 | 7 | 21 1/8 | 21 1/8 | 21 3/4 | 22 5/16 | 22 5/16 | |||||||||
| 42 | 6 | 21 1/4 | 21 1/4 | 21 7/8 | 22 5/16 | 22 5/16 |
Скачать PDF
Фиг.135: Зажим для гибкой балки
МАТЕРИАЛ: Ковкий чугун
ОТДЕЛКА: Черный
ОБСЛУЖИВАНИЕ: Рекомендуется для крепления к конструкционной стали. Используется вместе с двутавровыми балками американского стандарта и балками с широкими полками, где ширина балки составляет от мин. от 2 3/8 дюйма до макс. 7 дюймов и толщина фланца не превышает 0,60 дюйма.
ДЛЯ ЗАКАЗА: Укажите номер рисунка и описание.
| МАКСИМАЛЬНЫЙ РАЗМЕР ШТОКА | ДИАМЕТР БОЛТА | ВЫДВИЖНАЯ ШТАНГА (E) -ДЛЯ ФЛАНЦА БАЛКИ | МАКС.РЕКОМЕНДУЕМ. НАГРУЗКА (фунты) | ПРИМ. ВЕС (фунт на каждый) | |||||
| 2 3/8 | 3 | 4 | 5 | 6 | 7 | ||||
| 7/8 | 7/16 | 3 1/2 | 3 7/16 | 3 5/16 | 2 15/16 | 2 9/16 | 1 7/8 | 1365 | 2.2 |
Скачать PDF
Рис.140: Зажим для балки для тяжелых условий эксплуатации
МАТЕРИАЛ: Углеродистая сталь
ОТДЕЛКА: Окрашенная, грунтованная или оцинкованная.
ОБСЛУЖИВАНИЕ: Для подвески тяжелых нагрузок от стандартных двутавровых балок и широкополочных балок с шириной полки до 15 дюймов и толщиной полки до 1,07 дюйма.
ЗАКАЗ: Укажите номер рисунка, размер стержня, описание, размер зажима, размер балки и отделку.
E | Ф | |||||
|---|---|---|---|---|---|---|
| ТОЛЩ. | ШИРИНА | |||||
1 | 1 | . 375 | 11500 | 9 | 1,07 | 10 |
2 | 1 | .375 | 11500 | 11 | 1,07 | 15 |
Скачать PDF
Рис.270: Горизонтальные путешественники
РАЗМЕРЫ: Доступны четыре размера, чтобы выдерживать нагрузки до 20 700 фунтов. Все размеры обеспечивают горизонтальное перемещение 12 дюймов.
УСТАНОВКА: Поставляется готовой к установке. Присоединить к опорной стали с помощью сварки вокруг рамы.Пружинная подвеска может быть прикручена или приварена к силовой плите.
ЗАКАЗ: Укажите номер рисунка, размер, описание и размеры «H», если необходимо. По запросу горизонтальные путешественники могут быть рассчитаны на специальные нагрузки, перемещения или перемещение в двух направлениях.
ХАРАКТЕРИСТИКИ:
• Высокоэкономичный
• Минимальное трение
• Практически пыленепроницаемый
• Компактный – рассчитан на минимальное пространство над головой
• Универсальность
РАЗМЕР № | А | В | С | D | H МАКС. | л | т | Вт | ||
|---|---|---|---|---|---|---|---|---|---|---|
1 | 3770 | 15 | 2 1/2 | 1 5/8 | 5 3/8 | 2 1/2 | 1 1/8 | 15 1/8 | 3/4 | 4 5/8 |
2 | 6230 | 37 | 3 1/2 | 2 5/8 | 7 7/8 | 3 1/2 | 1 3/8 | 16 3/8 | 3/4 | 6 3/4 |
3 | 11630 | 69 | 5 | 3 | 10 1/2 | 5 | 1 3/4 | 17 7/8 | 1 | 9 3/4 |
4 | 20700 | 102 | 6 | 3 1/2 | 12 1/2 | 6 | 2 1/2 | 19 1/8 | 1 1/2 | 10 1/4 |
Принципы электронно-лучевой сварки | Электронно-лучевая сварка | Основы автоматизированной сварки
Электронно-лучевая (светолучевая) сварка – это метод сварки, основанный на принципе испускания электронов в вакуумной трубке или трубке Брауна.Сварка в основном выполняется в вакууме (сварка в высоком вакууме) и характеризуется минимальной деформацией для применений от толстых до тонких листов и даже для сварки деталей. Однако в последние годы были разработаны аппараты для электронно-лучевой сварки, способные выполнять сварку даже без идеального вакуума (аппарат для низковакуумной сварки) или путем перемещения электронной пушки (сварочный аппарат с подвижной электронной пушкой), что еще больше расширило область применения.
Обязательно к прочтению всем, кто занимается сваркой! Это руководство включает в себя базовые знания о сварке, такие как типы и механизмы сварки, а также подробные знания, касающиеся автоматизации сварки и устранения неисправностей.СкачатьКогда катод в вакууме нагревается нитью накала, он испускает электроны. Испускаемые электроны ускоряются напряжением и сходятся электромагнитной катушкой, и при столкновении с основным материалом выделяют высокую тепловую энергию. Электронно-лучевая сварка использует это тепло для сварки.
Диаметр пятна луча типичного аппарата для электронно-лучевой сварки составляет примерно 0,2 мм, а плотность энергии электронного луча примерно в 1000 раз больше, чем у дуги.Тепло, прикладываемое к области вокруг сварного шва, невелико, что позволяет производить сварку с меньшими искажениями. Управление выходом электронного луча позволяет регулировать проникновение, что делает этот метод применимым к широкому спектру основных материалов, от толстых до тонких пластин. Электронно-лучевая сварка также может использоваться для сварки металлов с высокой температурой плавления (например, вольфрама), а также активных металлов, которые могут окисляться во время сварки (например, титана).
Возможные области применения: обшивка кораблей, мосты, резервуары для хранения, детали самолетов и электронные компоненты.
В электронных компонентах процесс, называемый запечатыванием электронного луча, используется для запечатывания кварцевых генераторов, которые необходимо соединять в вакууме. В этом процессе вакуумная пайка выполняется путем плавления присадочного материала между металлической крышкой и керамической упаковкой за счет теплопроводности, индуцированной электронным лучом.
Аппарат для электронно-лучевой сварки
Как электронно-лучевая сварка, так и лазерная сварка позволяют достичь глубокого проплавления при небольшом нагреве. При лазерной сварке вакуум не требуется, оборудование может быть меньше, чем оборудование для электронно-лучевой сварки, и возможны высокие скорости сварки.
Однако лазерные лучи имеют меньшую мощность, чем электронные лучи, поэтому глубина проникновения меньше, что делает лазерную сварку непригодной для сварки толстых пластин. Кроме того, если коэффициент отражения поверхности основного материала высок, эффективность использования энергии снизится.
В таблице ниже сравниваются различные аспекты каждого метода. Сравнение показывает, что у обоих методов есть преимущества и недостатки, и что преимущества каждого метода должны использоваться соответствующим образом.
| Электронно-лучевая сварка | Лазерная сварка | ||
|---|---|---|---|
| CO 2 (углекислый газ) лазер | YAG-лазер | ||
| Устройство источника тепла | Генератор высоковольтный + электронная пушка | Оптический резонатор с CO 2 в качестве основной среды | Оптический резонатор со стержнем из YAG в качестве среды |
| Диапазон мощности серийно выпускаемого оборудования | от 3 кВт до 100 кВт | 0.От 5 кВт до 45 кВт | от 0,1 кВт до 6 кВт |
| Максимальная плавильная мощность | Прибл. 150 мм (100 кВт) | Прибл. 30 мм (45 кВт) | Прибл. 10 мм (6 кВт) |
| Энергоэффективность луча | Прибл. 100% | Прибл. 20% Значительные потери из-за отражений от поверхности и поглощения плазмы | Коэффициент поверхностного поглощения немного выше, чем у CO 2 с меньшим поглощением плазмы |
| Практическая максимальная толщина листа | Прибл.100 мм | Несколько мм или меньше | То же, что слева |
| Атмосфера сварки | Вакуум (<10-2 мм рт. Ст.) Сварка должна выполняться в вакууме | Окружающий воздух Требуется защита инертным газом, как при дуговой сварке | То же, что слева |
| Сварные материалы | Только металлы Отсутствуют металлические материалы с высоким давлением пара, такие как цинк и магний | Металлы, неметаллы | То же, что слева |
Электронно-лучевая сварка используется для плавления и соединения основных материалов.Поскольку при сварке выделяется небольшой участок с минимальным тепловым воздействием, идеально подходят муфты без зазоров. Однако при сварке на макс. глубина проплавления от 3 до 5 мм, допускаются зазоры до 0,1 мм. Более глубокие проникновения позволяют увеличить порог зазора. При глубине проплавления 50 мм сварка возможна даже с зазором 3 мм с использованием присадочного материала (сварочной проволоки).
- Типовые сварные соединения, возможные при электронно-лучевой сварке
(EB = электронно-лучевая сварка)
Дом
.