Как сварить дюралюминий: Сварка дюралюминия
alexxlab | 25.06.2023 | 0 | Разное
Сварка дюралюминия
Ручное дуговое сваривание дюралюминия производится электродами, покрытыми специальным покрытием. Они используются при монтаже конструкций из алюминия, а также многих его сплавов, включая дюралюминий. Толщина свариваемого металла колеблется в зависимости от толщины сварочного электрода, что вызывает трудности сваривания электродами небольшого сечения.
Зачастую сваривание производится электродами диаметром 4 миллиметра. Электрод из алюминия расплавляется в 2 – 3 раза быстрее, чем стальной. В связи с этим толщина свариваемого металла должна превышать 4 миллиметра.
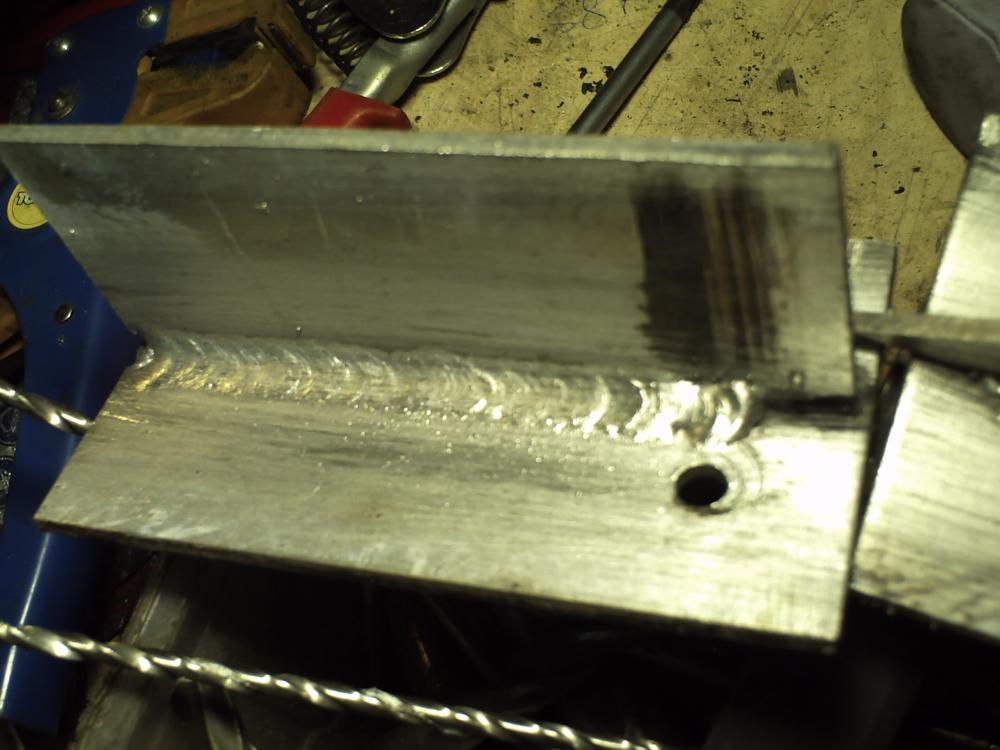
Наиболее приемлемым типом сварочного соединения является сваривание дюралюминия стыковым способом сваривания. Тавровых и соединений внахлестку избегают, потому что в таком случае возможно затекание шлака в щели, образовавшиеся в металле. Потом из них очень сложно удалить частицы металла.
Отличием от ручной дуговой сварки стальных металлических конструкций является то, что алюминий и его сплавы имеют значительно большую теплопроводность, чем другие металлы. Это может привести к тому, что шлак при ручной дуговой сварке не успевает удаляться из раскаленного металла, что приводит к тому, что он застывает внутри него. Таким образом происходит образование дефектов в металле сварочного шва.
Сваривание алюминия и его сплавов, в частности дюралюминия, нужно производить с предварительным подогревом свариваемой детали до температуры приблизительно 300 градусов по Цельсию. Если металл большой толщины, подогрев следует производить до 400 градусов. Это позволяет получать нужное проплавление при умеренном сварочном токе.
Обязательно нужно прокаливать электроды для сварки дюралюминия перед свариванием. Наиболее распространенные марки сварочных электродов рекомендуется прокаливать при температуре 150 – 200 градусов по Цельсию. Прокаливание производится на протяжении 30-и минут.
Сваривание алюминия и дюралюминия покрытыми электродами производится постоянным током обратной полярности. Источниками питания в данном случае выступают специальные сварочные выпрямители с повышенным напряжением холостого хода. Выпрямители с такими особенностями полностью соответствуют сварочным режимам электродами с целлюлозным покрытием. Неплохо себя зарекомендовали выпрямители ВД-306ДК, ВД-506ДК, а также другие, которые имеют режим целлюлоза и регулировку тока короткого замыкания.
Сварочный ток подбирается по диаметру сварочных электродов. Также он зависит от толщины свариваемого металла. Используя в процессе сваривания все необходимые средства для сварки дюралюминия, Вы сможете добиться хороших результатов в получении качественных сварочных швов и сварных соединений.
Технология сварки дюралюминия в домашних условиях
Главная » Технологии
Технологии
Автор Сварщик На чтение 4 мин Просмотров 582 Опубликовано
Дюралевые сплавы обязаны названию немецкой фирме «Дюраль», начавшей выпуск деталей из различных алюминиевых сплавов. Благодаря низкому удельному весу, прочности, стойкости к коррозии, дюралюминий часто используется производителями. Сварка дюралюминия требует учета особенностей дюраля. Метод горячей обработки подбирается в зависимости от условий, навыков сварщика, ответственности соединений.
Содержание
- Свойства и свариваемость дюралюминия
- Достоинства и недостатки
- Подготовка дюрали к сварке
- Технология сварки
Свойства и свариваемость дюралюминия
По физическим свойствам дюраль схож с алюминием. Легкий сплав сложно поддается свариванию, он химически активен, окисляется на воздухе, образует прочную оксидную пленку. Сварка дюрали часто производится в гаражах, небольших мастерских. Нужно учитывать физические свойства сплава: высокую плотность, наличие оксидной пленки, текучесть.
Легкий сплав сложно поддается свариванию, он химически активен, окисляется на воздухе, образует прочную оксидную пленку. Сварка дюрали часто производится в гаражах, небольших мастерских. Нужно учитывать физические свойства сплава: высокую плотность, наличие оксидной пленки, текучесть.
При работе с электродами уточняют марку дюраля, потому что для легирования применяют разные добавки: железо, марганец, медь, кремний. Дюраль при производстве деталей дополнительно упрочняют, металл теряет пластичность. Варят дюраль при температуре до 300°С, с применением флюса или защитной атмосферы, так как металл склонен к окислению.
У горячего метода обработки дюралюминия есть ряд преимуществ:
- Из нескольких горячих способов всегда можно выбрать приемлемый для конкретных условий.
- Для сварки дюралюминия не требуется высокой квалификации. Достаточно навыков работы со сварочным аппаратом.
- Большой выбор расходных материалов, используют плавящиеся электроды, проволоку нескольких марок.

- Подготовительный этап не трудоемкий. Не нужно дополнительно обрабатывать образовавшийся шов.
- Себестоимость сварных работ ниже других способов монтажа дюралюминия.
- Для работы подходят бытовые аппараты, работающие от стандартной сети.
Недостатки горячего метода соединения дюралюминия:
- При температурном воздействии прочностные характеристики дюралюминия снижаются, это связано с химической активностью алюминия, он легко окисляется.
- Обязательность использования флюса.
- При скоростной электросварке сложно контролировать качество шва.
- При выборе электродов бывают проблемы, по внешнему виду сложно определить марку дюралюминия.
- Обмазка не защищает ванну расплава.
- Для выполнения прочных соединений приходится использовать аргоновую сварку.
Подготовка дюрали к сварке
Прежде, чем сварить дюралюминий, поверхность заготовок необходимо подготовить. Детали очищают, удаляют неровности наждачкой или железной щеткой, зачищают стыки до блеска – снимают оксидную пленку. Затем металл обезжиривают. Разделку кромок делают у заготовок толщиной более 4 мм, их срезают под углом 30–35°. Дюралюминий варится под флюсом, его наносят на металл равномерно, закрывают всю рабочую зону.
Затем металл обезжиривают. Разделку кромок делают у заготовок толщиной более 4 мм, их срезают под углом 30–35°. Дюралюминий варится под флюсом, его наносят на металл равномерно, закрывают всю рабочую зону.
Технология сварки
Чтобы заварить дюраль, используют разные методы. В домашних условиях металл варят электродуговым аппаратом плавящимися электродами. На производстве чаще применяют полуавтоматы, аргоновую сварку.
Расходные материалы выбирают под вид дюраля:
- ОЗА-1, стержень легирован титаном, медью;
- ОЗА-2 – алюминий с железом, титаном;
- ОЗАНА-1, ОЗАНА-2 – с кремнием, железом, ОЗАНА-1 применяют для сплавов А0, А1, А2, А3; ОЗАНА-2 – для АЛ4, АЛ9 и АЛ11;
- ОК96.10, ОК96.20 – стержень с марганцем, кремнием, железом.
Стержни предварительно прогревают до 150°С, просушивают. Для выполнения швов применяют сварочный трансформатор или другой преобразователь тока. Важно учитывать высокую текучесть алюминия, работы лучше проводить в нижнем положении. Скорость образования шва должна быть высокой, чтобы не образовалась большая ванна расплава. Качественных швов электродуговым методом не получить. Они получаются пористыми, возможно растрескивание. В металле возникают остаточные напряжения.
Скорость образования шва должна быть высокой, чтобы не образовалась большая ванна расплава. Качественных швов электродуговым методом не получить. Они получаются пористыми, возможно растрескивание. В металле возникают остаточные напряжения.
- Вольфрамовый электрод применяется для стыковых соединений заготовок от 3-х мм толщиной. Нужно изолировать рабочую зону облаком инертного газа.
- Газосварка ацетиленом с использованием угольного электрода малоэффективна, образуются непрочные швы. С плазменными водородно-кислородными горелками получают прочные соединения.
- При работе с полуавтоматом нужно учитывать несколько нюансов: скорость подачи проволоки должна быть высокая; важно отрегулировать мощность дуги так, чтобы металл не перегревался.

- Аргоновая сварка с использованием тугоплавкого вольфрамового электрода – метод, позволяющий получать качественные соединения. Аппарат настраивают на переменный ток.
При проведении сварочных работ необходимо придерживаться правил ТБ, предварительно проверять сварочное оборудование. Выбор метода зависит от режима работы детали. Если нагрузка на скручивание, шов должен быть надежным. Для статической достаточно заварить дюраль плавящимся электродом.
Сварка алюминиевых сплавов
СВАРКА АЛЮМИНИЕВЫХ СПЛАВОВ
Сварка алюминиевых сплавов относится к процессу сварки материалов из алюминиевых сплавов. Алюминиевый сплав имеет высокую прочность и малый вес. Основными сварочными процессами являются ручная сварка TIG (сварка в среде неплавящегося инертного газа), автоматическая сварка TIG и сварка MIG (сварка в среде плавящегося полярного инертного газа), основной материал, сварочная проволока, защитный газ и сварочное оборудование.
Обработка алюминиевого забора 1
Обработка алюминиевых заборов 2
Краткая инструкция
Алюминий и алюминиевые сплавы занимают центральное место в различных материалах, используемых в современном машиностроении. Его годовой объем производства в мире уступает только стали, а по цветным металлам занимает первое место. [1] Если алюминиевый сплав впервые появился в авиационной промышленности, то в последние десятилетия, помимо авиационной промышленности, алюминий и алюминий широко использовались в аэрокосмической, автомобильной, кораблевой, мостовой, машиностроительной, электротехнической, химической промышленности и криогенные устройства. Сплав для изготовления различных деталей, топливных баков, коррозионностойких емкостей и проводов. В настоящее время наиболее широко используемой сварочной конструкцией из алюминиевого сплава является нержавеющий алюминиевый сплав, а именно алюминиево-магниевый сплав и алюминиево-марганцевый сплав.
Готовое сварное алюминиевое ограждение
Сварка алюминиевого сплава относится к процессу сварки материалов из алюминиевого сплава. Алюминиевый сплав имеет высокую прочность и малый вес. Основным процессом сварки является ручная сварка MIG (сварка в среде плавящегося инертного газа) и автоматическая сварка MIG, основной материал, сварочная проволока, защитный газ и сварочное оборудование.
Основной химический состав основного металла и сварочной проволоки:
| Марка или спецификация | ||||||
| Основной материал | 6005A T6.6082 T6.5083 h211 | |||||
| Сварочная проволока | 5087/AlMg4.5MnZr | 4 | 4 Характеристики сварочной проволоки | Ø1,2 мм Ø1,6 мм | ||
| Защитный газ | Ar 100% Ar+He 70%/30% | |||||
| Welder | Punair TIG 315P AC/DC | |||||
5 90903 Метод сварки алюминиевого сплава 4 1 900 900 Сварка TIG/GTAW
Метод сварки GTAW в основном используется для алюминиевых сплавов и является лучшим методом сварки. Однако оборудование для аргонно-вольфрамовой дуговой сварки более сложное и не подходит для работы на открытом воздухе.
Однако оборудование для аргонно-вольфрамовой дуговой сварки более сложное и не подходит для работы на открытом воздухе.
2. Сварка сопротивлением
Этот метод сварки можно использовать для сварки тонких пластин из алюминиевого сплава толщиной менее 5 мм. Однако оборудование, используемое при сварке, более сложное, сварочный ток большой, а производительность высокая, что особенно подходит для массового производства деталей и узлов.
3. Импульсная сварка ВИГ
Импульсная сварка ВИГ может улучшить стабильность процесса сварки. Параметры можно регулировать для управления мощностью дуги и формой сварного шва. Сварка имеет малую деформацию и небольшую зону термического влияния. Он особенно подходит для сварки тонких листов, сварки во всех положениях и других случаях, а также кованого алюминия, дюралюминия, сверхтвердого алюминия и т. д., которые очень чувствительны к теплу.
4. Сварка трением с перемешиванием
Сварка трением с перемешиванием в первую очередь и в основном используется в области конструкций из легких металлов, таких как алюминиевые сплавы и магниевые сплавы. Самая большая особенность этого метода заключается в том, что температура сварки ниже температуры плавления материала, что позволяет избежать трещин и пор, вызванных сваркой плавлением. дефект.
Самая большая особенность этого метода заключается в том, что температура сварки ниже температуры плавления материала, что позволяет избежать трещин и пор, вызванных сваркой плавлением. дефект.
Окружающая среда сварки
Требования к среде хранения и вспомогательным материалам, используемым в сварочном производстве алюминиевых сплавов
(1) Требования к температуре и влажности при производстве и хранении
Среда производства и хранения алюминиевого сплава должна быть пыленепроницаемой, водонепроницаемой и сухой. Температуру окружающей среды обычно контролируют выше 5 ℃, а влажность контролируют ниже 70%. Старайтесь следить за тем, чтобы влажность сварочной среды не была слишком высокой. Слишком высокая влажность значительно повысит вероятность образования пор в сварном шве, что скажется на качестве сварки. Сильный поток воздуха приведет к недостаточной газовой защите, что приведет к образованию пор сварки. Ветрозащитный экран может быть установлен, чтобы избежать влияния внутреннего ветра.
(2) Требования к использованию сварочной проволоки и газового шланга
Следует обратить внимание на использование сварочных материалов: алюминиевую сварочную проволоку следует хранить отдельно от стальных сварочных материалов, а срок службы не должен превышать 1а. После сварки выньте сварочную проволоку из сварочного аппарата для герметизации, чтобы предотвратить загрязнение. Шланги подачи воздуха из разных материалов имеют различную устойчивость к проникновению влаги, особенно при высоком давлении подачи воздуха эффект шланга подачи воздуха более очевиден. В качестве шланга подачи воздуха лучше всего использовать тефлоновый шланг (тефлон).
Выбор оснастки
Для сварки алюминиевых сплавов лучше использовать оснастку с точечным контактом, чтобы уменьшить площадь контакта между оснасткой и заготовкой. Если инструмент находится в поверхностном контакте с заготовкой, он быстро отводит тепло от заготовки и ускоряет затвердевание расплавленной ванны, что не способствует устранению пор сварки. Давление гидравлической системы инструмента лучше всего контролировать на уровне 9~9,5 МПа.
Давление гидравлической системы инструмента лучше всего контролировать на уровне 9~9,5 МПа.
Слишком слабое давление не может обеспечить защиту от деформации, но слишком сильное усилит жесткость конструкции из алюминиевого сплава. Из-за большого коэффициента линейного расширения алюминиевого сплава и плохой высокотемпературной пластичности во время сварки могут возникнуть большие термические напряжения, которые могут вызвать трещины в структуре алюминиевого сплава.
Выбор сварочной проволоки
Для основных металлов 6005A, 6082, 5083 выбрана марка сварочной проволоки 5087/AlMg4.5MnZr, сварочная проволока 5087 не только обладает хорошей трещиностойкостью, отличной устойчивостью к пористости и прочностными характеристиками. Для выбора характеристик сварочной проволоки предпочтение отдается сварочной проволоке большого диаметра. Одно и то же количество сварочной проволоки равно весу сварочной проволоки. Площадь поверхности сварочной проволоки большого сечения и сварочной проволоки меньшего сечения намного меньше. Следовательно, загрязнение поверхности сварочной проволоки большого размера и сварочной проволоки меньшего размера меньше, то есть площадь окисления меньше, а качество сварки легче соответствует требованиям. . Кроме того, процесс подачи сварочной проволоки большого диаметра проще в эксплуатации. Как правило, сварочная проволока диаметром 1,2 мм используется для основных материалов толщиной менее 8 мм, а сварочная проволока диаметром 1,6 мм используется для основных материалов толщиной 8 мм и выше. В сварочном автомате используется сварочная проволока диаметром 1,6 мм.
Следовательно, загрязнение поверхности сварочной проволоки большого размера и сварочной проволоки меньшего размера меньше, то есть площадь окисления меньше, а качество сварки легче соответствует требованиям. . Кроме того, процесс подачи сварочной проволоки большого диаметра проще в эксплуатации. Как правило, сварочная проволока диаметром 1,2 мм используется для основных материалов толщиной менее 8 мм, а сварочная проволока диаметром 1,6 мм используется для основных материалов толщиной 8 мм и выше. В сварочном автомате используется сварочная проволока диаметром 1,6 мм.
Выбор защитного газа
Ar100% характеризуется стабильной дугой и удобным зажиганием дуги. Как правило, Ar100% используется для сварки основных материалов с толщиной листа менее 8 мм. Для основного металла толщиной 8 мм и выше и сварных швов с высокими требованиями к пористости для сварки используется Ar70%+He30%. Характеристики газообразного гелия: теплопроводность в 9 раз выше, чем у аргона, более высокая скорость сварки, меньшая пористость и повышенное проникновение. При сварке толстых листов глубина проплавления Ar100% и Ar70% + He30%. Скорость потока газа не настолько велика, насколько это возможно. Чрезмерный поток вызовет турбулентность, что приведет к недостаточной защите расплавленной ванны. Воздух вступает в реакцию с наплавленным металлом, что меняет структуру сварного шва, снижает производительность и увеличивает склонность к образованию пор сварки.
При сварке толстых листов глубина проплавления Ar100% и Ar70% + He30%. Скорость потока газа не настолько велика, насколько это возможно. Чрезмерный поток вызовет турбулентность, что приведет к недостаточной защите расплавленной ванны. Воздух вступает в реакцию с наплавленным металлом, что меняет структуру сварного шва, снижает производительность и увеличивает склонность к образованию пор сварки.
Подготовка перед сваркой
Обработка кромок
Для стыковых сварных швов с толщиной листа менее 3 мм нет необходимости делать фаску, а требуется только угол -0,5~1 мм на обратной стороне сварного шва, что выгодно для газовыделения и позволяет избежать обратных канавок. То, скошена ли задняя сторона или нет, влияет на сварной шов. Угол скоса толстого листа из алюминиевого сплава больше, чем у стального листа. Односторонние фаски обычно используют фаски 55°, а двусторонние фаски используют фаски 35° с каждой стороны. Таким образом можно улучшить доступность сварки и уменьшить вероятность возникновения непроплавленных дефектов.
Для соединений HV или HY в тавровых соединениях толстых листов необходимо заполнить канавку и добавить угловой шов, чтобы общий размер сварного шва S был не меньше толщины листа T. Требования к сварке тавровых соединений толстых листов.
Очистка перед сваркой
Сварка алюминиевого сплава требует чистейшей подготовительной работы, в противном случае снижается его коррозионная стойкость и легко возникает пористость. Сварку алюминиевого сплава следует тщательно отличать от сварки стали. Инструменты, которые использовались для сварки стали, категорически запрещены для сварки алюминиевых сплавов. Очистите оксидную пленку и другие загрязнения в зоне сварки и используйте щетку из нержавеющей стали или ацетон, чтобы максимально очистить. Шлифовку шлифовальным кругом использовать нельзя, потому что шлифовка шлифовальным кругом только расплавит оксидную пленку на поверхности свариваемого материала, но фактически не удалит. Более того, если используется жесткий шлифовальный круг, содержащиеся в нем примеси попадут в сварной шов и вызовут термические трещины.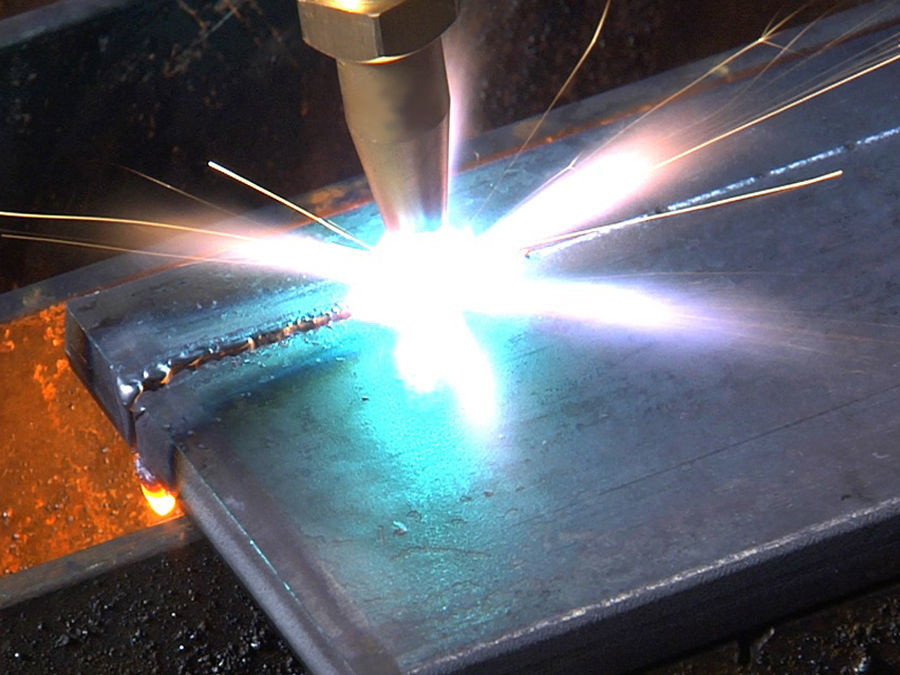 Кроме того, поскольку пленка Al2O3 будет регенерироваться и накапливаться за очень короткое время, чтобы оксидная пленка как можно меньше влияла на сварной шов, сварку следует выполнять сразу после очистки.
Кроме того, поскольку пленка Al2O3 будет регенерироваться и накапливаться за очень короткое время, чтобы оксидная пленка как можно меньше влияла на сварной шов, сварку следует выполнять сразу после очистки.
Контроль температуры предварительного нагрева и межслойной температуры
При сварке толстых листов с толщиной стального листа более 8 мм перед сваркой необходимо проводить предварительный подогрев. Температура предварительного нагрева регулируется в пределах от 80 ℃ до 120 ℃, а межслойная температура регулируется в пределах от 60 ℃ до 100 ℃. Температура предварительного нагрева слишком высока, в дополнение к суровым условиям работы это также может повлиять на свойства сплава алюминиевого сплава, такие как размягчение соединения и плохой внешний вид сварных швов. Слишком высокая межслойная температура увеличивает вероятность образования тепловых трещин при сварке алюминия.
Разумный выбор стандартных параметров
Физические и химические свойства алюминиевого сплава и стали сильно различаются, и параметры сварки алюминиевого сплава должны быть проверены и определены в соответствии со сварочными характеристиками алюминиевого сплава.
(1) Большой сварочный ток
Теплопроводность самого алюминиевого сплава велика (примерно в 4 раза больше, чем у стали) и быстрый отвод тепла. Поэтому при одной и той же скорости сварки погонная энергия при сварке алюминиевого сплава в 2-4 раза больше, чем при сварке стали. Если подвода тепла недостаточно, легко может возникнуть проблема недостаточного проплавления или даже непровара, особенно в начале сварного шва.
(2) Скорость подачи проволоки должна быть соответствующим образом увеличена.
Скорость подачи проволоки тесно связана с параметрами спецификации, такими как ток и напряжение, и соответствует друг другу. При увеличении сварочного тока скорость подачи проволоки также должна увеличиваться соответственно.
(3) Выбор скорости сварки
Для сварки тонких листов во избежание перегрева сварных швов обычно используются меньшие сварочные токи и более высокие скорости сварки; для сварки толстых листов, чтобы полностью сварить сварные швы и полностью удалить сварочный газ, используйте больший сварочный электрический ток и более низкую скорость сварки.
(4) Выбор угла наклона сварочной горелки
В направлении сварки угол наклона сварочной горелки обычно регулируется примерно на 90°, слишком большой или слишком маленький приведет к дефектам сварки. Угол горелки слишком большой, что приводит к недостаточной газовой защите и отверстиям для воздуха; слишком маленький угол может также привести к тому, что жидкий алюминий достигнет передней части дуги, так что дуга не сможет непосредственно воздействовать на сварной шов и вызвать несплавление.
Очистка после сварки
1. Тщательно промойте сварные швы горячей водой жесткой щеткой.
2. Погрузить сварную деталь в водный раствор хромового ангидрида или раствор бихромата калия с температурой 60-80℃ и массовой долей 2%-3% примерно на 5-10 минут и тщательно почистить жесткой щеткой. Или поместить сварку в раствор азотной кислоты массовой долей 10% при 15-20℃ на 10-20мин.
3. Очистите и промойте сварные детали в горячей воде.
4. Просушите сварку горячим воздухом или высушите в сушильном шкафу при 100℃.
Просушите сварку горячим воздухом или высушите в сушильном шкафу при 100℃.
Меры безопасности
1. Использовать механические или химические методы для удаления окислов на канавке и окружающих частях заготовки и поверхности сварочной проволоки перед сваркой;
2. Используйте сертифицированный защитный газ для защиты во время сварки;
3. При газовой сварке используется флюс, а оксидная пленка на поверхности расплавленной ванны постоянно захватывается сварочной проволокой в процессе сварки.
Область применения
1. Муфтовое соединение медных и алюминиевых труб в холодильной промышленности, разнородная сварка медных и оцинкованных труб центрального кондиционирования, труб из нержавеющей стали и алюминиевых труб.
2. Сварка медно-алюминиевых наконечников, медно-алюминиевых выводов и медно-алюминиевых токопроводящих стержней на подстанциях.
3. Сварка труб радиаторов, двигателей и сборных шин в электронной и электротехнической промышленности.
4. Он также используется в производстве и эксплуатации метчиков, соединительных муфт, подходящих гаек и т.д. 02 Технические характеристики
T технический | 2 3 90 параметр 4 | T технический | Параметры 2 |
Входная мощность | 380 В (±15 %)/3 фазы/50 Гц/60 Гц | Время нарастания (с) | 0-10 |
Номинальный входной ток (А) | 15 | Время снижения (с) | 5 0 9004 0 9004 0–10 |
Номинальный выходной ток / Напряжение/рабочий цикл | 10-315A/22,6 В/60 % | Базовый ток (A) | |
Выход ММА (А) | 10-250 | Пусковой ток (А) | 10-315 |
Потери холостого хода (Вт) | Ток кратера (А) | 10-315 | |
Зажигание дуги | ВЧ | Время продувки (с) 100034 902 05 | |
Эффективность (%) | 85 | Коэффициент заполнения (%) | 40-80 |
Коэффициент мощности | 9004 9004 0,93 Скважность (%) | 10–90 | |
Класс изоляции | F | Класс защиты корпуса | IP21 |
| 05 | 0,5-15 | Вес (кг) | 39 |
Частота импульсов (средняя)Гц | 0 90-402 150402 15Размеры В×Ш×Г (мм) | 616 ×326×620 |
Основные характеристики
Диапазон сильного тока 315 А идеально подходит для точной сварки
Диапазон тока MMA 250 А обеспечивает возможность сварки электродом 4. 0
0
Многофункциональность: DC TIG, MMA процесс
Подходит для многих материалов, таких как алюминиевый сплав, титановый сплав, нержавеющая сталь, углеродистая сталь
Удобный цифровой операционный интерфейс. Автоматическое согласование параметров сварки
Функции обнаружения перегрева, перегрузки по току и перенапряжения, защиты от ударов и прилипания
Классификация IP21S для обеспечения надежности в суровых и сложных условиях окружающей среды
Международный отдел продаж Punair
Will-2020- 08-14
Сварка дюралюминия – Электронная библиотека ЕНТ
Один из 1 438 отчетов в ряд: Технические меморандумы NACA доступны на этом сайте.
Показаны 1-4 из 14 страниц в этом отчете.
PDF-версия также доступна для скачивания.
Описание
Рассмотрены газовая и электросварка дюралюминия. Также описаны некоторые элементы, которые влияют на определение успешного сварного шва и проверку на наличие дефектов.
Физическое описание
[12] с. : больной.
Информация о создании
Нельсон, Ум. Февраль 1927 года.
Контекст
Этот отчет входит в состав сборника под названием:
Коллекция Национального консультативного комитета по аэронавтике
и
предоставлено отделом государственных документов библиотек ЕНТ
к
Электронная библиотека ЕНТ,
цифровой репозиторий, размещенный на
Библиотеки ЕНТ. Его просмотрели 877 раз, из них 5 за последний месяц.
Более подробную информацию об этом отчете можно посмотреть ниже.
Его просмотрели 877 раз, из них 5 за последний месяц.
Более подробную информацию об этом отчете можно посмотреть ниже.
Поиск
ВОЗ
Люди и организации, связанные либо с созданием этого отчета, либо с его содержанием.
Автор
- Нельсон, Ум. лейтенант Комдр. Вт. Нельсон, (СС), USN
Создатель
- Соединенные Штаты.
 Национальный консультативный комитет по аэронавтике.
Национальный консультативный комитет по аэронавтике.
Предоставлено
Библиотеки ЕНТ Отдел государственных документов
Являясь одновременно федеральной и государственной депозитарной библиотекой, отдел государственных документов библиотек ЕНТ хранит миллионы единиц хранения в различных форматах. Департамент является членом Программы партнерства по контенту FDLP и Аффилированного архива Национального архива.
О | Просмотрите этого партнера
Свяжитесь с нами
Исправления и проблемы Вопросы
Что
Описательная информация, помогающая идентифицировать этот отчет. Перейдите по ссылкам ниже, чтобы найти похожие элементы в электронной библиотеке.
Перейдите по ссылкам ниже, чтобы найти похожие элементы в электронной библиотеке.
Титулы
- Основное название: Сварка дюралюминия
- Название серии: Технические меморандумы NACA
Описание
Рассмотрены газовая и электросварка дюралюминия. Также описаны некоторые элементы, которые влияют на определение успешного сварного шва и проверку на наличие дефектов.
Также описаны некоторые элементы, которые влияют на определение успешного сварного шва и проверку на наличие дефектов.
Физическое описание
[12] с. : больной.
Предметы
Ключевые слова
- дюралюминий
- металлические свойства
- сварка
Язык
- Английский
Тип вещи
- Отчет
Идентификатор
Уникальные идентификационные номера для этого отчета в электронной библиотеке или других системах.
- Присоединение или местный контроль № : 93R20052
- URL-адрес : http://hdl.handle.net/2060/199300
Коллекции
Этот отчет является частью следующих сборников связанных материалов.
Коллекция Национального консультативного комитета по аэронавтике
Национальный консультативный комитет по аэронавтике (NACA) был федеральным агентством США, основанным 3 марта 1915 года для проведения, продвижения и институционализации авиационных исследований. 1 октября 1958 года агентство было распущено, а его активы и персонал переданы недавно созданному Национальному управлению по аэронавтике и исследованию космического пространства (НАСА).
О | Просмотрите эту коллекцию
Архив технических отчетов и библиотека изображений
Эта подборка материалов из Архива технических отчетов и библиотеки изображений (TRAIL) включает труднодоступные отчеты, опубликованные различными государственными учреждениями. Технические публикации содержат отчеты, изображения и технические описания исследований, выполненных для правительственных учреждений США. Темы варьируются от добычи полезных ископаемых, опреснения и радиации до более широких исследований в области физики, биологии и химии. Некоторые отчеты включают карты, раскладки, чертежи и другие материалы большого размера.
Технические публикации содержат отчеты, изображения и технические описания исследований, выполненных для правительственных учреждений США. Темы варьируются от добычи полезных ископаемых, опреснения и радиации до более широких исследований в области физики, биологии и химии. Некоторые отчеты включают карты, раскладки, чертежи и другие материалы большого размера.
О | Просмотрите эту коллекцию
Какие обязанности у меня есть при использовании этого отчета?
Цифровые файлы
- 14 файлы изображений доступны в нескольких размерах
- 1
файл
(.
 pdf)
pdf) - API метаданных: описательные и загружаемые метаданные, доступные в других форматах
Когда
Даты и периоды времени, связанные с этим отчетом.
Дата создания
- февраль 1927 г.
Добавлено в цифровую библиотеку ЕНТ
- 17 ноября 2011 г., 22:13
Описание Последнее обновление
- 7 сентября 2018 г.
 , 10:47
, 10:47
Статистика использования
Когда последний раз использовался этот отчет?
Вчера: 0
Последние 30 дней: 5
Всего использовано: 877
Дополнительная статистика
Взаимодействие с этим отчетом
Вот несколько советов, что делать дальше.
Поиск внутри
Поиск
Начать чтение
PDF-версия также доступна для скачивания.
- Все форматы
Цитаты, права, повторное использование
- Ссылаясь на этот отчет
- Обязанности использования
- Лицензирование и разрешения
- Связывание и встраивание
- Копии и репродукции
Международная структура взаимодействия изображений
Мы поддерживаем IIIF Презентация API
Распечатать/поделиться
Полезные ссылки в машиночитаемом формате.
Архивный ресурсный ключ (ARK)
- ERC Запись: /арк:/67531/metadc65211/?
- Заявление о стойкости: /ark:/67531/metadc65211/??
Международная структура совместимости изображений (IIIF)
- IIIF Манифест: /арк:/67531/metadc65211/манифест/
Форматы метаданных
- УНТЛ Формат:
/ark:/67531/metadc65211/metadata.
 untl.xml
untl.xml - DC РДФ: /ark:/67531/metadc65211/metadata.dc.rdf
- DC XML: /ark:/67531/metadc65211/metadata.dc.xml
- OAI_DC : /oai/?verb=GetRecord&metadataPrefix=oai_dc&identifier=info:ark/67531/metadc65211
- МЕТС :
/ark:/67531/metadc65211/metadata.
 mets.xml
mets.xml - Документ OpenSearch: /ark:/67531/metadc65211/opensearch.xml
Изображений
- Миниатюра: /ark:/67531/metadc65211/миниатюра/
- Маленькое изображение: /ковчег:/67531/metadc65211/маленький/
URL-адреса
- В текст:
/ark:/67531/metadc65211/urls.