Как сварить герметичный шов: виды сварных соединений и классификация способов сварки
alexxlab | 05.07.2023 | 0 | Разное
Как варить трубы электросваркой | Сварка своими руками
Доброе время суток, уважаемый блог по сварке своими руками. Помогите разобраться с таким вопросом: я много лет работаю в жилищно-эксплуатационном управлении и свариваю трубы ацетиленовой горелкой, электросваркой давно не работал, уже и забыл, что значит варить электрододержателем.
Проблема следующая, как варить электросваркой? Хочу решить для себя стоит браться или нет.
Проблема ваша решаема. Только приобретите для начала «инструмент» — аппарат для сварки, как грамотно это сделать читайте в статье «Рекомендации по выбору сварочного инвертора».
Прежде чем приступить к непосредственным работам по электросварке труб, потренируйтесь на каком-нибудь ненужном металле. Если возьметесь сразу за трубы, практически сто процентов, что прожжете их или шов получится негерметичным, или со шлаком будет беда и т.д. Такая нервотрепка никому не нужна, поэтому
советуем начинать учиться следующим образом:
• Возьмите образец из листовой стали 2…4 мм толщиной (можно больше). Установите силу тока на своем сварочном аппарате приблизительно в среднее положение. Торцом электрода держите дугу на листе, но самим электродом не двигайте. Точку нужно держать около 1 сек. (с приходом опыта вы научитесь сами определять этот временной промежуток). Приобретите молоток и металлическую щетку для удаления шлака. Удаляем шлаковый налет с наплавленного места. Шлак оторвется цельным куском, если правильно подобран ток и все верно сделано. Под коркой шлака должен находиться наплавленная горка металла. Если по форме она напоминает «шарик с ножкой» — силу тока нужно увеличить. Если же вместо наплавленного места прожег и брызги -естественно, ее нужно уменьшить. Если все параметры учтены, место точечной наварки по форме должно быть похоже на каплю воды, которая растекается по поверхности листа, таким образом, что ее края плавно переходят к основному металлу.
Установите силу тока на своем сварочном аппарате приблизительно в среднее положение. Торцом электрода держите дугу на листе, но самим электродом не двигайте. Точку нужно держать около 1 сек. (с приходом опыта вы научитесь сами определять этот временной промежуток). Приобретите молоток и металлическую щетку для удаления шлака. Удаляем шлаковый налет с наплавленного места. Шлак оторвется цельным куском, если правильно подобран ток и все верно сделано. Под коркой шлака должен находиться наплавленная горка металла. Если по форме она напоминает «шарик с ножкой» — силу тока нужно увеличить. Если же вместо наплавленного места прожег и брызги -естественно, ее нужно уменьшить. Если все параметры учтены, место точечной наварки по форме должно быть похоже на каплю воды, которая растекается по поверхности листа, таким образом, что ее края плавно переходят к основному металлу.
• Начали выходить отдельные капли – ведите ими прямую линию. Ставится одна капля, потом дуга отрывается, электрод сдвигается и ставится следующая. Они должны друг друга перекрывать наполовину. Все время сбивается шлак ( он будет удаляться целыми кусками). Если все сделано правильно – должен получиться качественный шов, состоящий из равномерных чешуек. К такому же результату нужно стремиться и на трубе, или другой детали.
Они должны друг друга перекрывать наполовину. Все время сбивается шлак ( он будет удаляться целыми кусками). Если все сделано правильно – должен получиться качественный шов, состоящий из равномерных чешуек. К такому же результату нужно стремиться и на трубе, или другой детали.
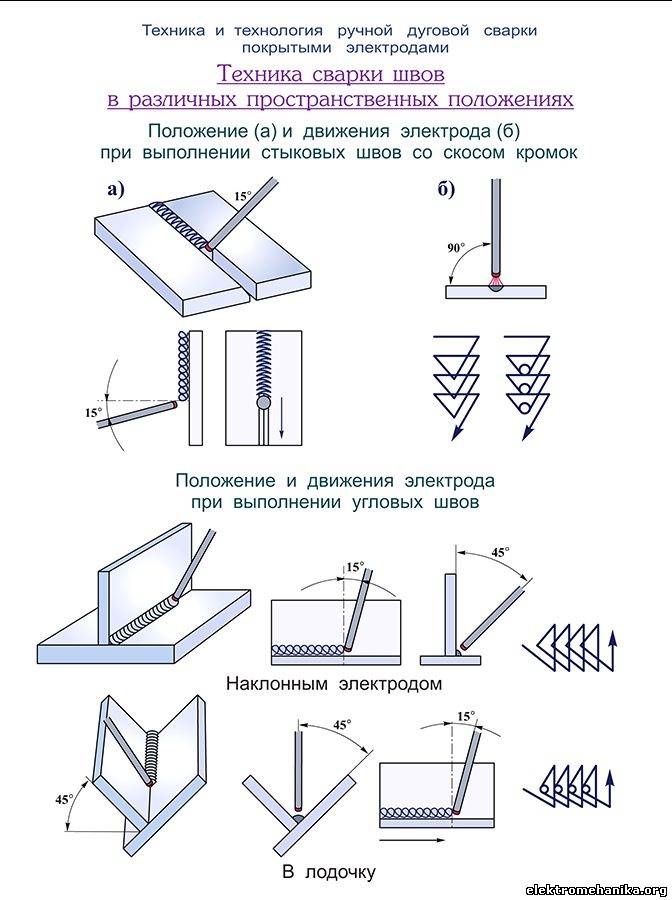
• Пробуйте, используя эту методику, получить стыковое соединение двух образцов листовой стали.
Между тонкими листами должен быть небольшой зазор, в толстых — снимаются фаски. Величина фасок и зазоров – это справочная информация, можете найти ее в соответствующих изданиях.
• Сварите из пластин уголок с углом 90 градусов. Если одна из пластинок толще, электрод направляют в ее сторону, сокращая угол.
Все та же техника, шов чешуйчатый, следующая точка наплывает на предыдущую, а торец электрода смотрит на уже выполненную часть шва.
Каждая точка ставится отдельно, не сваривайте шов одной дугой.
Шлак нужно удалять постоянно, контролируя сварочный шов по внешнему виду металла, на шлак не смотрим, не обращаем внимание. Кстати, говоря, он лучше убирается, когда остывший. Как только он станет черным, можно его сбивать. Часто шов выходит ровным, а шлаковые наросты, покрывающие его сверху, расположены как попало.
Кстати, говоря, он лучше убирается, когда остывший. Как только он станет черным, можно его сбивать. Часто шов выходит ровным, а шлаковые наросты, покрывающие его сверху, расположены как попало.
Если что-то не получится – можно срезать наплавленное болгаркой и наварить сверху по-новому.
• Сварка хорошо идет при хорошем освещении и удобном положении тела, когда локтями сварщик облокотился на стол или работы выполняются стоя, или сидя в удобном положении.
P.S. О технике сварки вы можете прочитать в умных книжках, но загвоздка состоит совсем в другом. Нужен опыт, чтобы его приобрести, нужно сжечь «несколько электродов», навскидку пол упаковки. Потому как невозможно научить по книге, как отрегулировать силу тока, чтобы перенос металла происходил капельно.
Повторимся, потому что это важно: шлак цвета соломы, более яркий по сравнению с металлом будет постоянно подниматься на поверхность ванны, но в можете об этом совершенно не беспокоиться.
Задача сварщика труб состоит в обеспечении герметичного провара, т. е нужно расплавить металл трубопровода на определенный размер (глубину) и заполнить образовавшееся углубление присадочным материалом электрода.
е нужно расплавить металл трубопровода на определенный размер (глубину) и заполнить образовавшееся углубление присадочным материалом электрода.
Разнотолщинные трубы или детали сваривают, контролируя время нахождения элетродного прутка на каждой стороне, путем «петляния» (от толстой стенки к тонкой, время нахождения на каждой смотрится визуально) или путем направления электрода в сторону более толстой стенки.
Шовная сварка
Технология шовной сварки
Шовной сваркой можно варить герметичные швы.
Если не требуется герметичный шов, то шаг можно увеличить и варить без перекрытия.
Для того, чтобы шов был плотный, должен быть 0,5 – 0,6 , т.е. перекрыть 40-50%
Конструкция узлов и соединений: можно руководствоваться теми же рекомендациями, что и для точечной.
Следует отметить, что варить нужно не более 2-х деталей.
Три детали можно одновременно сваривать, но при незначительных толщинах (десятые доли мм) и на машинах.
Соединение нахлесточное или с отбортовкой.
При сварке изделие лучше располагать за пределами контура.
С помощью шовной сварки нахлесточное соединение можно варить с раздавливанием кромок.
Можно варить обечайки.
Если размер D меньше 60 мм, то варить следует на медной оправке
Шовной сваркой сваривают толщины 0,1-0,3 мм.
Подготовка деталей к сварке.
Проводится так же, как при точечной. Однако, более жесткие требования к чистоте поверхности, величине зазоров и сборке.
Если поверхность загрязнена, то резко увеличивается шунтирование тока и опасность непровара резко возрастает по сравнению с точечной сваркой.
Большие зазоры могут привести к прожогу. Смещение кромок деталей должно быть минимальным, т.к. ролики катятся с определенной скоростью.
Шаг прихватки 70-150 мм. Чем больше толщина, тем больше шаг. Прихватку осуществляют на шовной машине.
Шаг 40-60 мм – если шов должен быть герметичным.
Прихват по оси шва последующим швом с перекрытием оси заваривается.
При повышенных требованиях к герметичности допускается прихватка в стороне.
Если позволяет конструкция приспособления, то предпочтительнее вести сварку без прихватки.
Параметры режима шовной сварки
Iсв , кА – сила сварочного тока
tи и tп – длительность импульса и паузы
Pсж , Н – усилие сжатия электродов
V , м/мин – скорость сварки
l , мм – шаг сварки (расстояние между осями точек)
dэ , b , r – диаметр электрода, ширина рабочей поверхности для тонких электродов и радиус для сферических.
Сферические лучше, однако, при перезаточке сложно выполнить точность размеров, поэтому чаще делают плоские.
При выполнении параллельных швов, величина тока должна быть увеличена из-за учета шунтирования.
Если при сварке изделие вводится в контур, то за счет введении ферромассы и потерь на магнитное поле, которое создает вихревые токи в изделии, в конце процесса величина тока может понизиться до 40%. Это надо учитывать – делать приспособление из ферромагнитных материалов.
Лучше всего варить по отбортовке.
Если соединение внахлестку, то лучше варить половину шва, перевернуть и варить остальные половину шва.
Длительность tи и tп зависит от толщины материала.
Обычно корректируется при сварке первого изделия.
От tи и tп зависит размер литого ядра и величина перекрытия. Можно корректировать в процессе сварки.
Для н/у и нержавеющих сталей: tп=(1..1,2)
Для н/п закаливающихся сталей: tп=(0,5..0,8)
Для алюминиевых сплавов: tп=(1,5..2)
Для оцинкованных сталей: tп=(0,25..0,3)
Длительность импульса сварки для н/у сталей: tп=0,04(1+)
Для нержавеющих сталей: tп=0,03(1+)
Для алюминиевых сплавов: tп=0,02(1+)
Для машин переменного тока кратность равна 0,02 сек.
Для н/у сталей и алюминиевых сплавов: (1500…2000)δ+500, Н
Для нержавеющих жаропрочных титановых сплавов: (3000…4000)δ+1000, Н
0,06, м/мин
Шаг сварки зависит от свойств материала детали и от толщины.
Шовная сварка с раздавливанием кромок, когда ширина рабочей поверхности роликов больше величин нахлестки.
Такое соединение плохо работает при знакопеременных нагрузках.
Можно применять шовную сварку встык с накладками, такое соединение очень хорошо работает при знакопеременных нагрузках.
Таким способом модно соединять высокотеплопроводные материалы – медь и её сплавы.
Если накладки из молибдена, то они не привариваются к меди или стали.
Торцевая сварка
Применение этого способа требует более тщательного подбора параметров режима, т.к. можно получить выплеск жидкой фазы за пределы зоны соединения. Можем получить град.
Также по теме:
Рельефная контактная сварка. Виды, параметры и технология рельефной сварки.
Машины контактной сварки. Блок схема и виды контактных машин.
Учебное пособие по сварке MIG, методы и практические занятия
Хорошая герметизация шва продлит срок службы автомобиля
после реставрации. Практически все проблемы со ржавчиной на автомобиле начинаются в
швы.
На этой странице будут рассмотрены проблемы, которые может вызвать старый герметик, а также способы его удаления. это, некоторые доступные типы герметика и приемы, которые могут быть полезны в его применении.
Неисправность герметикаНеисправность герметика может иметь катастрофические последствия. Вот автомобиль, который был сохранен во влажных условиях в течение последних 41 года. Герметик поднялся, что позволяет вода для входа в точечный сварной шов с капиллярным действием. У ржавчины есть испортил шов, и панели должны быть заменены, чтобы исправить проблема. Еще несколько открытых мест на этом автомобиле не были заклеены швами. Они дела обстояли хуже с капиллярным действием, гарантирующим, что соединение было влажным от первый раз машина вышла под дождь до того момента, когда ей понадобился новый подоконники. Я регулярно заменяю старый герметик (старше 20 лет) или любой другой. | |
Аккуратное нанесение полиуретанового герметикаМой подход заключается в том, чтобы заклеить каждый шов на машине. Любые небольшие пробелы в герметик может пропускать воду, чтобы сгнить шов сзади, поэтому аккуратность в нанесении герметик это важно. Производители за последние 30 лет обычно применяли герметик по грунтовке электронного покрытия, а не по голому металлу. постараюсь применить поверх самопротравливающего праймера или (лучше) 90% цинкового праймера. Я предпочитаю полиуретановый (PU) герметик из автомобильной промышленности.
магазин краски. Он не поддается шлифовке, поэтому его нужно наносить аккуратно, но он
можно перекрашивать. Полиуретановый герметик выпускается в тубах, предназначенных для
наносится с помощью пистолета для герметика (или шпаклевки). | |
Ужасное фото, но это та самая деталь с герметиком сглажен. Окуните палец (в одноразовых перчатках), тряпку или кисть в краску. разбавителя, прежде чем использовать его для выравнивания герметика. Это останавливает герметик от прилипания. Я использовал разбавитель целлюлозы на части на фото. так как грунтовка на синтетической основе, но синтетические разбавители будут работать, если ваш праймер сделан на основе целлюлозы. Конкретная марка самопротравливающего грунта, используемого в других частях автомобиля. был расплавлен как целлюлозными, так и синтетическими разбавителями, что сделало технику чуть пошустрее. | |
Соединение крыльев Некоторые старые автомобили имеют отдельные крылья. Любой зазор будет притягивать воду даже
если крыло достаточно хорошо герметизировано с обеих сторон, то стык
должен быть полностью заполнен герметиком. Эта техника грязная, и при правильном выполнении будет лишняя герметик с обеих сторон шва удалить. Этого можно быстро добиться с помощью пальца, смоченного в разбавителях, как и раньше. | |
ПодЭто нижняя часть арки переднего колеса перед покраской. Много Видимый на фото герметик наносится на ремонт сварных швов (треугольник вверху справа и волнистая линия вверху слева). В сварном шве должна быть нечетная дырочка, и герметизация обратной стороны предотвратит попадание воды на краску с другой стороны панель. Герметик сверху слева направо снизу наносился большим буртик, как на фото выше, при установке внутреннего крыла. Избыток сглажен довольно красиво, и я надеюсь, что могу быть уверен, что нет места для воды в этом шве. Любой шов или стык панелей на днище автомобиля требуют герметизации. | |
ОкрашиваниеЕсли герметик был разглажен с помощью растворителя, он должен закрасить хорошо. Вот деталь внутреннего крыла, покрытого одинарным слой грунтовки и два слоя краски. Герметик (наносится в виде валика, затем разглаживается) заметен только как отсутствие зазора на конце фланца, приваренного точечной сваркой. | |
Наносимые кистью герметикиНаносимый кистью герметик для швов является экономичной альтернативой полиуретану. герметик (примерно треть цены) и быстрее наносится. Также это в некоторой степени поддается шлифовке. Хотя я предпочитаю полиуретановый герметик для аккуратность я буду использовать шовный герметик для менее сложных швов под машину. Это липкий материал и не имеет длительного срока хранения после первого использования.
открытие. |
 герметик со следами отслоения. Старый герметик можно удалить с помощью
скребок и термофен.
герметик со следами отслоения. Старый герметик можно удалить с помощью
скребок и термофен.

 Я обнаружил, что использование укороченной кисти (щетина с обрезанными
примерно на полпути вниз) может помочь с аккуратностью приложения.
Я обнаружил, что использование укороченной кисти (щетина с обрезанными
примерно на полпути вниз) может помочь с аккуратностью приложения.Другие герметики для швов:
Силикон
Никогда не используйте силиконовый герметик на автомобиле. Силиконовый герметик есть нельзя перекрашивать и, что еще хуже, силикон может попасть в воздух и загрязнить каждая вторая панель на автомобиле, гарантирующая, что они также не будут перекрашены. (См. раздел «Рыбий глаз» в нижней части рисунка.
Ленточный герметик
Ленточный герметик поставляется в виде толстого герметика в рулоне с бумажной подложкой. Это изготавливается из различных материалов и может использоваться для герметизации корпуса к шасси или уплотнения дверных вкладышей к дверным коробкам. Это очень полезно для областей которые невозможно очистить после нанесения герметика.
Распыляемый герметик для швов
Распыляемый герметик для швов часто используется производителями автомобилей.
Термосварка – пакрафт своими руками
Важно : Если вы будете правильно ухаживать за пакрафтом, он может прослужить долгий срок и выдержать сотни циклов упаковки и распаковки; однако это повторяющееся напряжение приведет к тому, что швы разъединятся, если они изначально не сварены должным образом. Надлежащая техника термосваривания — это основа, на которой строится каждый пакрафт своими руками, поэтому очень важно ознакомиться с этой страницей и попрактиковаться в термосварке, прежде чем приступать к сборке пакрафта.
Как работает термосварка
Ткани DIY Packraft покрыты слоем термопластичного полиуретана (ТПУ) — пластика, который плавится и сваривается при нагревании примерно до 200 °C (~400 °F). Это позволяет прочно приваривать ткани друг к другу с помощью комбинации тепла и давления. Самый простой способ применить тепло и давление — это прижать ткань утюгом до тех пор, пока слои ТПУ не сольются вместе, а затем продолжать прижимать тряпкой или силиконовым валиком в течение нескольких секунд после удаления утюга, чтобы убедиться, что слои ткани не соприкасаются. не раздвигаются по мере остывания. Полученный сварной шов прочнее самой ткани, поэтому дополнительное сшивание или проклейка будут излишними.
Самый простой способ применить тепло и давление — это прижать ткань утюгом до тех пор, пока слои ТПУ не сольются вместе, а затем продолжать прижимать тряпкой или силиконовым валиком в течение нескольких секунд после удаления утюга, чтобы убедиться, что слои ткани не соприкасаются. не раздвигаются по мере остывания. Полученный сварной шов прочнее самой ткани, поэтому дополнительное сшивание или проклейка будут излишними.
Ткани, используемые для изготовления труб DIY Packraft , покрыты ТПУ с одной стороны , а ткани, используемые для изготовления полов , покрыты с обеих сторон * . Поскольку ТПУ плавится при нагревании, мы можем прижимать утюг только к поверхности ткани без покрытия — непосредственное прикосновение к ТПУ утюгом расплавит ТПУ к утюгу, создав беспорядок и повредив поверхность ТПУ.
Ткани могут быть сварены вместе только тогда, когда они ориентированы таким образом, что слои ТПУ обращены друг к другу – ТПУ к ТПУ. Если вы попытаетесь приварить ткань с покрытием из ТПУ к поверхности без ТПУ, она не создаст прочной связи (она будет прилипать, но связь будет слабой).
Если вы попытаетесь приварить ткань с покрытием из ТПУ к поверхности без ТПУ, она не создаст прочной связи (она будет прилипать, но связь будет слабой).
В инструкциях по ремонту Packraft «Сделай сам» я использую такие слова, как «соединение», «герметизация», «сварка», «склеивание» и «термическая сварка» как синонимы; за исключением тех случаев, когда я явно имею в виду нанесение жидкого герметика (такого как Aquaseal), смысл всегда заключается в приложении тепла и давления к слоям ткани, чтобы покрытия TPU сплавились вместе.
* Обратите внимание, что одна сторона ткани для пола DIY Packraft может иметь глянцевую поверхность, а другая сторона может иметь матовую поверхность, но обе стороны выполнены из ТПУ.
Утюги для термосварки:
Я предпочитаю утюг для термосварки — «кожаный утюг», продаваемый под различными торговыми марками на www.aliexpress.com (а иногда и на Amazon), изображенный ниже.
«Кожаный утюг» с Aliexpress.com Чтобы купить подобный утюг, введите на Aliexpress. com запрос «кожаный утюг» и выберите похожий. Если вы, как и я, живете в Северной Америке, вам может понадобиться внести некоторые простые изменения в утюг, как показано в видео ниже.
com запрос «кожаный утюг» и выберите похожий. Если вы, как и я, живете в Северной Америке, вам может понадобиться внести некоторые простые изменения в утюг, как показано в видео ниже.
Важно : Если ваш кожаный утюг не нагревается достаточно, чтобы сделать постоянные сварные швы, и вы живете в Северной Америке (или где-либо еще с электрическими розетками на 110 вольт), вы можете повысить его температуру, подключив его к недорогой 110-вольтовой розетке. -220 вольт преобразователь (трансформатор). Утюги для кожи рассчитаны на работу от сети 220 вольт, поэтому они не повредятся.
-220 вольт преобразователь (трансформатор). Утюги для кожи рассчитаны на работу от сети 220 вольт, поэтому они не повредятся.
Рабочая поверхность:
Любая гладкая термостойкая поверхность подойдет для работы. Обычно я нагреваю стол из неокрашенного дерева или МДФ (древесноволокнистая плита средней плотности) и покрываю его пергаментной бумагой (силиконовой бумагой для выпечки, а не вощеной бумагой).
В идеале у вас должна быть площадь размером с обеденный стол для работы.
Правильная температура: В этом видео показано, как узнать, что утюг настроен на правильную температуру.
Ткани, предлагаемые в магазине DIY Packraft, плавятся при температуре около 200 °C (400 °F), но не полагайтесь на цифры на шкале регулировки температуры вашего утюга или на внешнем термометре; единственный надежный способ найти правильную температуру — методом проб и ошибок, как показано в видео выше.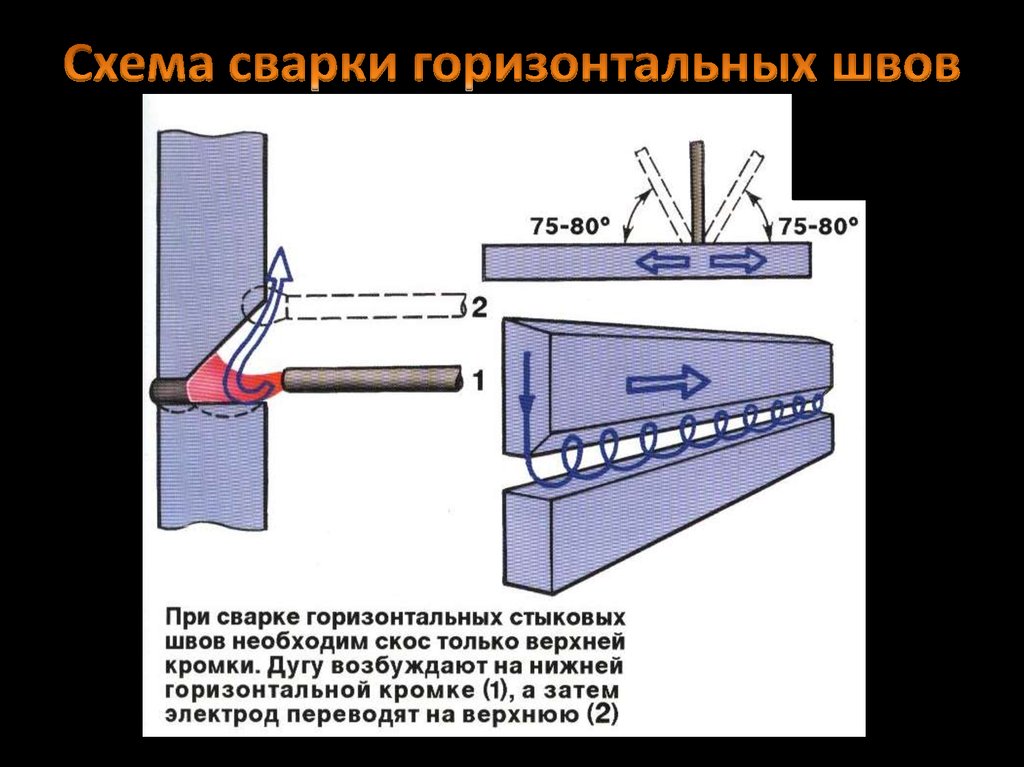
- После включения утюга подождите не менее 10-15 минут, пока он полностью нагреется (утюги для кожи нагреваются довольно долго).
- В качестве отправной точки сначала попробуйте установить самую высокую температуру, и если она слишком высокая, уменьшите ее до середины диапазона, а если она слишком низкая, разделите разницу и так далее.
- Некоторые из этих утюгов лучше всего работают при максимальной температуре; для других это слишком жарко.
Если утюг слишком холодный, ТПУ не приклеится должным образом, как бы долго вы ни прижимали ткань. Если утюг слишком горячий, он расплавит ткань.
При проверке температуры утюга на лоскутах ткани подождите, пока ткань остынет, прежде чем отделять ее. Если ТПУ все еще горячий, слои могут отделиться, даже если утюг настроен на правильную температуру и все остальное вы делаете правильно

После остывания хорошее соединение будет очень трудно или невозможно разъединить.
Примечание : При определении температуры и времени на лоскутах ткани методом проб и ошибок я считаю, что это помогает держать утюг в одном месте и отсчитывать пять секунд, затем вынуть утюг и прокатать (или прижать) пятно, как он остывает. Затем разорвите сварной шов, чтобы увидеть, полностью ли он склеен. (При сварке ткани с ТПУ с обеих сторон проверьте также проплавление.) Если пять секунд не подходят, попробуйте шесть секунд (или четыре и т. д.). Если никакое количество времени не приводит вас к идеальному результату, вам, вероятно, нужно отрегулировать температуру.
Техника глажки: В этом видео показано, как я свариваю ткани разной толщины, и насколько прочными будут ваши швы при правильной сварке (я натянула мышцы, делая это видео!).
 Он довольно длинный и бессвязный, поэтому я рекомендую потренироваться с утюгом, пока вы его смотрите. В этом видео показано более подробное описание моей техники термосварки.
Он довольно длинный и бессвязный, поэтому я рекомендую потренироваться с утюгом, пока вы его смотрите. В этом видео показано более подробное описание моей техники термосварки.
Прочный сварной шов между двумя слоями ткани с покрытием из ТПУ требует двух вещей: тепла и давления. Нагрев очевиден, но не забывайте плотно прижимать утюгом и прижимать тряпкой или валиком, когда ткань остывает.
Чем толще ткань, тем дольше вам придется прикладывать тепло и давление, чтобы соединение сформировалось должным образом, потому что тепло должно передаваться через тканую ткань к расположенным ниже слоям ТПУ.
При работе с изогнутыми швами на круглой форме дайте ткани остыть, прежде чем перемещать ее на форму, чтобы горячий ТПУ не отделялся при перемещении.
Если вы обнаружите, что ткань слишком сильно двигается во время работы, вы можете использовать утяжелители и/или малярную ленту, чтобы зафиксировать ее на месте.
Всегда гладьте наружу из одной начальной точки – не пытайтесь зашить два конца шва, а затем соединиться посередине; если вы сделаете это, вы, скорее всего, получите складку или морщину посередине.
Устранение неполадок:
Если слои ТПУ не сливаются в один слой, который отрывается от тканого материала при раздвигании кусочков ткани:
- Возможно, ваш утюг недостаточно нагрет – увеличьте температуру (если утюг для кожи уже настроен на максимальную температуру, см. примечание о переходе на электричество 220 вольт выше)
- Возможно, вы двигаете утюгом слишком быстро — помедленнее
- Ткань может приподняться после того, как утюг снят – прижмите ее тряпкой или валиком, пока она остывает
Если слои ТПУ сливаются в один слой, который отслаивается только от одного куска ткани при раздвигании * (тот, к которому вы прикладывали утюг), либо
- Утюг слишком горячий – уменьшите температуру
- Вы недостаточно нажимаете утюгом – нажимайте сильнее
- Вы не даете достаточно времени для прохождения тепла через оба слоя ТПУ — притормозите
- (Если вы свариваете вместе два разных типа ткани, см.

Если ткань мнется и поднимается после удаления утюга:
- Прижмите тряпкой или валиком в течение нескольких секунд после снятия утюга
* Обратите внимание, что прочность связи между ТПУ и тканым материалом в некоторых тканях выше, чем в других, поэтому вы можете обнаружить, что, когда вы практикуете термосваривание двух разных тканей вместе, расплавленные слои ТПУ отслаиваются только от одно из тканых полотен, даже если все сделано правильно (например, при герметизации трубчатой ткани 250 GSM с тканью пола 450 GSM TPU будет иметь тенденцию отслаиваться от ткани 450 GSM больше, чем от ткани 250 GSM). Это нормально.
Криволинейные швы: В этом видеоролике демонстрируются концепции, описанные ниже.

Термосварка изогнутых швов (например, швов между трубками в пакрафте) представляет собой сложную задачу, потому что, когда вы стягиваете два изогнутых края вместе, ткань не будет ровно лежать на рабочей поверхности. Решение состоит в том, чтобы задрапировать тканью закругленную поверхность, такую как перевернутая чаша или деревянная форма, подобная той, что показана ниже, которая была вырезана из обрезков пиломатериалов размером 2×8 дюймов (номинальное значение). Если вы используете широкий утюг, такой как модель самолета, покрывающего утюг, будет проще, если форма будет примерно такой же ширины, как и полоски шва пакрафта (если вы шире этого, стороны утюга, скорее всего, случайно коснитесь ТПУ ткани трубки). Если вы используете утюг той же ширины, что и полоски для швов, например утюг для кожи, ваша форма может быть немного шире, чем полоски для швов, не вызывая проблем.
Важно : Подождите около 30 секунд перед тем, как снова расположить ткань на изогнутой форме после окончания глажки – отклеивание ее от малярной ленты, пока ткань еще горячая, может привести к некачественной сварке швов.
Малярная лента (клейкой стороной наружу) удерживает кусочки ткани на месте. Центральная линия помогает держать края прямыми.
Нижний левый угол формы сужается для герметизации заостренных участков, таких как корма пакрафта.
Кривые меньшего радиуса: Если вы попытаетесь запечатать заостренные части носа или кормы над чашей или формой, которая слишком велика и закруглена, будет трудно или невозможно закрыть зазор между кусками ткани, т.к. показано на этом Telkwa (кредит: Алан и Ашер). Чтобы избежать этой проблемы, накиньте ткань на что-то меньшее (см. рекомендации ниже).
Если у вас есть основные инструменты для деревообработки, вы можете сделать специальную форму для герметизации точек на носу и корме, подобную этой (приблизительные размеры ниже) – спасибо mttgilbert на форуме за дизайн и фотографии – она хорошо сработала для ему.
Если вы не можете сделать деревянную форму или если форма вам просто не подходит , другой вариант — положить пакет на бок так, чтобы края двух частей трубы совпадали, одна поверх другой, затем сложите шовную полосу по краю и проутюжьте ее с каждой стороны, следя за тем, чтобы шовная полоса равномерно располагалась на каждой стороне ткани трубки.
В качестве альтернативы, если вы наденете толстую кожаную перчатку (чтобы не обжечь пальцы), вы сможете удерживать ткань на месте, не используя форму, зажимая трубки между сложенной полосой шва. Затем ваш большой палец (или пальцы, в зависимости от того, с какой стороны вы работаете) становится формой. Однако будьте осторожны — вы можете делать это только в течение короткого времени, пока перчатка не станет слишком горячей. Как только вы прикрепите полосу шва на место, сварка станет проще. Будьте очень осторожны, чтобы не обжечься, и не пытайтесь делать это с синтетической перчаткой, иначе к вашей коже может прилипнуть расплавленный пластик!
Если вам по-прежнему трудно герметизировать кончик, вы можете уменьшить кривизну краев трубок, обрезав часть ткани с обеих трубок в области, где изгиб наиболее плотный. Однако это изменит форму носовой части пакрафта, сделав ее более округлой и менее заостренной.
Предотвращение смещенных криволинейных швов:
Работая вдоль изогнутого шва, держите готовую часть драпированной как можно более прямой (на одной линии с запечатываемой частью), чтобы не допустить смещения кривой в одну сторону. Если вы позволите готовой части шва последовательно складываться в одном направлении, углы трубчатых частей не будут выровнены должным образом, когда вы дойдете до конца шва, даже если края имеют одинаковую длину. Посмотрите это видео, чтобы продемонстрировать, как это происходит:
Если вы позволите готовой части шва последовательно складываться в одном направлении, углы трубчатых частей не будут выровнены должным образом, когда вы дойдете до конца шва, даже если края имеют одинаковую длину. Посмотрите это видео, чтобы продемонстрировать, как это происходит:
Проверьте свою работу:
В течение всего срока службы ваш пакет будет сворачиваться и складываться много раз, поэтому важно убедиться, что ваши сварные швы выдерживают эти нагрузки. Гораздо проще проверить это на ходу, чем закончить пакрафт, а потом понять, что нужно вернуться и сварить все заново.
После термосваривания шва выполните следующие действия, чтобы проверить свою работу:
- Подождите, пока он остынет.
