Как сварить металл 2 мм электродом 3 мм: Сварка тонкого металла электродом: ошибки, советы, оборудование
alexxlab | 03.05.2023 | 0 | Разное
Сварочный ток и диаметр электрода. Зависимость и подбор
Автор: Михаил Щербаков. Рубрика: сварка тонкого металла,сварочный ток,электроды
Недавно мне поступило несколько вопросов от читателей, и все они были про сварочный ток и диаметр электрода. Я решил, что мои ответы будет полезно узнать многим сварщикам-любителям и пишу их для всех. Вопросы перескажу своими словами.
Сварочный ток и диаметр электрода не соответствуют друг другуПРОБЛЕМА. Мой читатель использует электрод 3 мм и ставит ток 50-60 ампер. При этом он экспериментирует с разными расстояниями от электрода до металла, но качественных швов у него никак не получается. Если электрод приблизить к металлу, то электрод прилипает, а если отодвинуть дальше — получаются отдельные капли металла и «сопли». А при попытке варить тонкий металл, да ещё и с большим током, металл прожигается насквозь.
РЕШЕНИЕ. В данной ситуации ошибка заключается в несоответствии установленного сварочного тока используемому диаметру электрода. Потому что на токе 50-60 ампер нужно использовать электрод диаметром 2 мм или ещё меньше. А при использовании электрода 3 мм, следует устанавливать ток около 100 ампер.
Потому что на токе 50-60 ампер нужно использовать электрод диаметром 2 мм или ещё меньше. А при использовании электрода 3 мм, следует устанавливать ток около 100 ампер.
Для сварки тонкого металла следует также использовать электрод 2 мм, а лучше 1,6 мм. (Хотя, конечно, лучше бы знать, какой металл мой читатель называет тонким.) Также для сварки тонкого металла сварщикам-любителям будет полезен импульсный режим инвертора, а если такого режима нет, то можно использовать технику выполнения швов с разрывом дуги.
Когда уменьшается сила тока, диамемтр электрода также следует уменьшить
ПРОБЛЕМА. Другой мой читатель купил инвертор с максимальной потребляемой мощностью 3 кВт и бензиновый генератор на 2,8 кВт, и для нормальной работы сварочному инвертору не хватает мощности. Вопрос в том, можно ли что-то сделать кроме того, что купить более мощный генератор или другой сварочный аппарат.
РЕШЕНИЕ. Если мощности генератора не хватает для работы сварочного аппарата, то нужно уменьшить сварочный ток, которым выполняются швы. Но тогда вместе уменьшением тока потребуется использовать электрод меньшего диаметра — иначе он будет прилипать и будет непровар шва. Но при уменьшении диаметра электрода, в зависимости от толщины свариваемого металла, может потребоваться разделка кромок для лучшего провара сварного соединения. К сожалению, в своём вопросе читатель не указал режимы сварки и толщину свариваемого металла, поэтому, без этих цифр более конкретный совет дать невозможно.
Но тогда вместе уменьшением тока потребуется использовать электрод меньшего диаметра — иначе он будет прилипать и будет непровар шва. Но при уменьшении диаметра электрода, в зависимости от толщины свариваемого металла, может потребоваться разделка кромок для лучшего провара сварного соединения. К сожалению, в своём вопросе читатель не указал режимы сварки и толщину свариваемого металла, поэтому, без этих цифр более конкретный совет дать невозможно.
Понравилась статья? Тогда нажмите социальные кнопки:
Ещё по теме:
Ошибки при выполнении сварочных швов
Какие электроды лучше для инвертора
Полярность сварочного тока — прямая и обратная
Видеокурсы:
Как варить электросваркой
Как установить сварочный ток правильно
Как выбрать маску «хамелеон»
Как настроить маску «хамелеон» правильно
Как выбрать сварочный инвертор
Все секреты, как правильно приварить толстое к тонкому
В процессе производства необходимость приваривание тонких листов к толстым случается достаточно часто. Но использование контактных электродов привычного диаметра от 4 мм для толстого металла совершенно не годится для сварки тоненького. Такая задача решаема, если провести предварительно операции подготовки. Какие именно — расскажем в нашей статье.
Но использование контактных электродов привычного диаметра от 4 мм для толстого металла совершенно не годится для сварки тоненького. Такая задача решаема, если провести предварительно операции подготовки. Какие именно — расскажем в нашей статье.
Стачивание толстого листа до требуемой толщины
Для уравнивая толщин заготовок можно прибегнуть к одному из способов:
- стачивание толстого листа до меньшей толщины, соответствующей другой заготовке;
- проточка кромки толстого элемента с образованием тонкой кромки.
Как один, так и другой способ имеют место быть. Однако во втором случае сложно образовать высококачественный сварочный шов. Непросто удержать горелку по линии тонкого листа. Поэтому вариант стачивания исключит излишнее коробление и упростит процесс соединения заготовок.
Сварка тонких металлических листов должна вестись низкими токами, поэтому неправильно будет использовать электроды в 4—5 мм. Они «задушат» электродугу и не позволят ей зажечься в полную силу..jpg)
Оптимальный вариант сварки — 2—3 мм электроды. Причем качество сварочного материала имеет решающее значение. Рекомендуется прокалить их перед применением до 160 градусов. После этого покрытие станет плавиться равномерно. Без затухания, внезапных вспышек материала электрода можно успешно манипулировать дугой, формировать непрерывный шов.
Ток сварки устанавливается гораздо меньше работы с толстыми листами. Он меняется следующим образом:
- Толщина материала 1 мм — сила тока 25—35 А, диаметр электрода 1,6 мм.
- При толщине металла 1,5 мм — сила тока 45—55 А, электрод 2 мм.
- Металл в 2 мм проваривается током 65 А электродом 2 мм.
- Железо толщиной 3 мм варится током 75 А — 3 миллиметровым электродом.

Отлично зарекомендовали себя инверторы с переменным напряжением, но работой в высоких частотах. Малый ток поможет избежать прожогов тонкого листа и потеков. Глубина сварочной ванны не должна превышать толщину металла.
Если аппарат позволит устанавливать стартовое напряжение, непременно этим воспользуйтесь. Стоит уменьшить его на 20 % от обычного. Этот даст возможность сваривать без образования ненужных отверстий в начале розжига дуги. Этим способом удобно начинать сварку прямо с места соединения.
Если регулирования стартового тока нет как класса, то электрод зажигается на толстой заготовке с образованием ванны и переносом на тонкий материал. Особо тоненький материал сваривают прерывистой дугой. Это актуально при поддержке сварочником импульсного режима. Так автомат станет периодически прерывать дугу, чтобы материал охладился.
Сваривание тонколистового железа встык должно осуществляться опытными сварщиками.
При работе необходимо грамотно совмещать пластины друг с другом. Стыковой способ часто приводит к образованию прожогов.
Стыковой способ часто приводит к образованию прожогов.
По возможности стоит расположить пластины внахлест, а начинать варить с нижней пластины. Это позволит соорудить основание для наплавляемой кромки и не прожечь все изделие целиком. Первый шаг с верхней пластины ведет к ее подрезу.
Приваривание к толстому листу специального ободка
Другим известным подходом к разным по толщине заготовкам является приваривание специального ободка, который в дальнейшем обеспечивает комфортную сварку. Одним из неудобств этого вида соединения является остаток сварочного шва на тонком листе, представляющим собой нарост. Да и остающийся металлический ободок несколько портит внешний вид деталей. Самое качественное соединение при таком методе — от импульсной аргонодуговой сварки.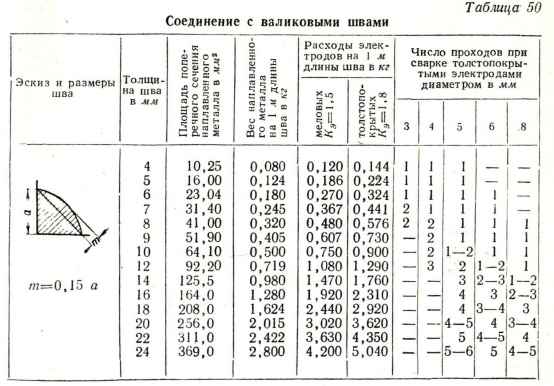
Зато при таком способе легче получить качественный шов. При работе отсутствует его смещение, сварочная ванна образуется нормальной ширины, а наблюдать во время сварки за образующимся швом удобно.
Общее правило сваривания толстого и тонкого металла — зажигание дуги, формирование ванночки начинается на толстом листе. На тонкий переносится лишь кратковременно край ванночки.
Страница не найдена | Институт науки и технологий Сатьябама (считается университетом)
Наш веб-сайт был обновлен, а пункты меню изменены. Пожалуйста, посетите нашу ДОМАШНЮЮ СТРАНИЦУ [www.sathyabama.ac.in]
К сожалению, страница, которую вы ищете, не найдена
Перейти на домашнюю страницу
Имя
Адрес электронной почты
Мобильный номер
Город
Курсы
– Выберите – Курсы бакалавриата (UG)Инженерные курсы (B. E. / B.Tech / B.Arch / B.Des)BE – Информатика и инженерияB.E – Информатика и инженерия со специализацией в области искусственного интеллектаB.E – Информатика и инженерия со специализацией в Интернете вещейB.E – Информатика и инженерия со специализацией в области науки о данныхB.E – Информатика и инженерия со специализацией в области искусственного интеллекта и робототехникиB.E – Информатика и инженерия со специализацией в области искусственного интеллекта и машин ОбучениеB.E – Информатика и инженерия со специализацией в технологии блокчейнB.E – Информатика и инженерия со специализацией в области кибербезопасностиB.E – Электротехника и электроникаB.E – Электроника и инженерия связиB.E – МашиностроениеB.E – Автомобильная инженерияB .E – МехатроникаB.E – Авиационная техникаB.E – Гражданское строительствоB.Tech – Информационные технологии nologyB.Tech – химическая инженерияB.Tech – биотехнологияB.Tech – биомедицинская инженерияB.Arch – бакалавр архитектурыB.Des. – Бакалавр курсов DesignEngineering (BE / B.
E. / B.Tech / B.Arch / B.Des)BE – Информатика и инженерияB.E – Информатика и инженерия со специализацией в области искусственного интеллектаB.E – Информатика и инженерия со специализацией в Интернете вещейB.E – Информатика и инженерия со специализацией в области науки о данныхB.E – Информатика и инженерия со специализацией в области искусственного интеллекта и робототехникиB.E – Информатика и инженерия со специализацией в области искусственного интеллекта и машин ОбучениеB.E – Информатика и инженерия со специализацией в технологии блокчейнB.E – Информатика и инженерия со специализацией в области кибербезопасностиB.E – Электротехника и электроникаB.E – Электроника и инженерия связиB.E – МашиностроениеB.E – Автомобильная инженерияB .E – МехатроникаB.E – Авиационная техникаB.E – Гражданское строительствоB.Tech – Информационные технологии nologyB.Tech – химическая инженерияB.Tech – биотехнологияB.Tech – биомедицинская инженерияB.Arch – бакалавр архитектурыB.Des. – Бакалавр курсов DesignEngineering (BE / B.

 D.S – Консервативная стоматология и эндодонтияM.D.S – Педодонтия и профилактическая стоматология
D.S – Консервативная стоматология и эндодонтияM.D.S – Педодонтия и профилактическая стоматологияЯ согласен получать информацию по отправленному мной запросу
Стержни для дуговой сварки ММА для сварки стержнями диаметром от 1,6 мм до 6,0 мм
- Специальные предложения
- Удаление дыма
- Сварочное оборудование
- Сварочные принадлежности
- Стержни и проволока
- МИГ проволока
- Присадочная проволока TIG
- Стержни для дуговой сварки
- Кислородно-топливная сварка / прутки для пайки и флюс
- Мастерская
- Газ в аренду бесплатно
- СИЗ и безопасность
- Силовые, ручные и пневматические инструменты
- Разное
- Проволочные щетки
- Абразивы
Главная / Стержни и проволока > Стержни для дуговой сварки
Категории товаров
Сварочные стержни из нержавеющей стали
Сварочные электроды MMA для сварки нержавеющей стали. У нас есть в наличии различные типы нержавеющей стали, включая стандартные 308, 316 и некоторые нестандартные, такие как 312 и 347
У нас есть в наличии различные типы нержавеющей стали, включая стандартные 308, 316 и некоторые нестандартные, такие как 312 и 347
Сварочные стержни из мягкой стали
Сварочные стержни для низкоуглеродистой стали, как правило, E6013, E6010, E7018, E7024, а также многие другие сварочные электроды для сварки низкоуглеродистой стали, в том числе вертикально вниз, над головой
Сварочные стержни с твердой наплавкой
Сварочные стержни с твердой наплавкой с различной ударной вязкостью и уровнем ударной вязкости для широкого спектра применений, связанных с износом, ударами и повышенным трением, всех размеров
Чугунные сварочные стержниВсе типы сварочных стержней из чугуна MMAW от низкого содержания никеля до более 98 процентов никеля, независимо от того, какой тип чугуна имеет стержень, подходящий для соединения.
Строжальные стержни
Стержни для строжки для использования в держателях электродов для электродуговой сварки, обычно используемые при более высоких уровнях мощности для удаления сварных швов и дефектов сварки путем их выдалбливания
Стержни для дуговой сварки
до NewA до ZZ до A
SIF Siftrode 7018-1 ArCon 2 кг вакуумная упаковка – 4,0 мм
Siftrode E7018-1 Сварочные стержни – 4 мм, упаковка 2 кг
14,00 фунтов стерлингов
(включая 16,80 фунтов стерлингов)
Ошибка запаса
Сварочные стержни Filarc 88S E8016-G 3,2 мм 77693239G3 — упаковка 1,8 кг
Filarc 88S – E8016 Сварочные стержни – 3,2 мм 1,8 кг Упаковка
30,00 фунтов стерлингов
(включая £36.
Ошибка запаса
Filarc 35S E7018-1 Сварочные стержни 3,2 мм 57563249G0 – упаковка 2,3 кг
Filarc 35S – E7018 Сварочные стержни – 3,2 мм 2,3 кг Упаковка
30,00 фунтов стерлингов
(включая £36.00)
Ошибка запаса
Filarc 35S E7018-1 Сварочные стержни 4,0 мм 57564049G0 – упаковка 2 кг
Filarc 35S – E7018 Сварочные стержни – 4 мм, 2 кг, упаковка
22,00 фунта стерлингов
(включая 26,40 фунтов стерлингов)
Ошибка запаса
Сварочные стержни Filarc 35S E7018 2,5 мм 57562539K0 – упаковка 0,6 кг
Filarc 35S – E7018 Сварочные стержни – 2,5 мм 0,6 кг Упаковка
15 фунтов стерлингов
(включая £18.00)
Ошибка запаса
GeKa Inter 6013 2,4 мм – 2,5 кг упаковка Вакуумная упаковка
13,00 фунтов стерлингов
(включая 15,60 фунтов стерлингов)
Ошибка запаса
GeKa Inter 6013 3,2 мм – 2,5 кг Упаковка Вакуумная упаковка
6013 2,5 кг – стержни 3,2 мм
13,00 фунтов стерлингов
(включая 15,60 фунтов стерлингов)
Ошибка запаса
GeKa Inter 6013 4,0 мм – 2,5 кг Упаковка Вакуумная упаковка
6013 Стержни 2,5 кг – 4,0 мм
13,00 фунтов стерлингов
(включая 15,60 фунтов стерлингов)
Ошибка запаса
GeKa 7024 5,0 мм – электроды из железного порошка
7024 Сварочные стержни – диаметр 5 мм – выход 160%
25 фунтов стерлингов
(включая 30 фунтов стерлингов)
Ошибка запаса
GeKa 7018 3,2 мм – сварочные электроды с низким содержанием водорода 3 кг в вакуумной упаковке
7018 Сварочные стержни с низким содержанием водорода и железом 3,2 мм, 3 кг, упаковка
13,02 фунтов стерлингов
(включая £15,62)
Ошибка запаса
Сварочные стержни из кортеновской стали 2,5 мм – E6818-W2 4 кг в упаковке
Стержни, предназначенные для сварки кортеновской стали. 2,5 мм диам. упаковки по 4 кг.
2,5 мм диам. упаковки по 4 кг.
£71,00
(включая 85,20 фунтов стерлингов)
Ошибка запаса
GeKa ElHard 600 S 3.2mm Grab Pack 500г ММА стержни с наплавкой
600 удилищ ElHard MMA, упаковка 500 г, диаметр 3,2 мм
5,00 фунтов стерлингов
(включая £6.00)
Ошибка запаса
GeKa ELOX R 316L-17 3,2 мм набор для захвата 500 г стержней для ММА
Стержни из нержавеющей стали 316L-17 для ММА, упаковка 500 г, диаметр 3,2 мм
15,60 фунтов стерлингов
(включая £18,72)
Ошибка запаса
GeKa ELOX R 316L-17 2,5 мм набор для захвата 500 г стержней для ММА
Стержни из нержавеющей стали 316L-17 для ММА, упаковка 500 г, диаметр 2,5 мм
15,60 фунтов стерлингов
(включая 18,72 фунтов стерлингов)
Ошибка запаса
GeKa ELOX R 312-17 3,2 мм набор для захвата 500 г удилищ для ММА
Стержни из нержавеющей стали 312-17 для ММА, упаковка 500 г, диаметр 3,2 мм
15,60 фунтов стерлингов
(включая £18,72)
Ошибка запаса
GeKa ELOX R 312-17 2,5 мм набор для захвата 500 г стержней для ММА
Стержни из нержавеющей стали 312-17 для ММА, упаковка 500 г, диаметр 2,5 мм
15,60 фунтов стерлингов
(включая £18,72)
Ошибка запаса
GeKa ELOX R 309L-17 3,2 мм набор для захвата 500 г стержней для ММА
Стержни из нержавеющей стали 309L-17 для ММА, упаковка 500 г, диаметр 3,2 мм
15,60 фунтов стерлингов
(включая £18,72)
Ошибка запаса
GeKa ELOX R 309L-17 2,5 мм набор для захвата 500 г стержней для ММА
Стержни из нержавеющей стали 309L-17 для ММА, упаковка 500 г, диаметр 2,5 мм
15,60 фунтов стерлингов
(включая £18,72)
Ошибка запаса
GeKa ELOX R 308L-17 3,2 мм набор для захвата 500 г стержней для ММА
Стержни из нержавеющей стали 308L-17 для ММА, упаковка 500 г, диаметр 3,2 мм
15,60 фунтов стерлингов
(включая £18,72)
Ошибка запаса
GeKa ELOX R 308L-17 2,5 мм упаковка 500 г стержней для ММА
Стержни из нержавеющей стали 308L-17 для ММА, упаковка 500 г, диаметр 2,5 мм
15,60 фунтов стерлингов
(включая £18,72)
Ошибка запаса
GeKa LaserB 47 7018 3,2 мм набор стержней для ММА 500 г
7018 Стержни для ММА, упаковка 500 г, диаметр 3,2 мм
5,00 фунтов стерлингов
(включая £6. 00)
00)
Ошибка запаса
GeKa LaserB 47 7018 2,5 мм набор стержней для ММА 500 г
7018 Стержни для ММА, упаковка 500 г, диаметр 2,5 мм
5,00 фунтов стерлингов
(включая £6.00)
Ошибка запаса
GeKa Lotus 6013 3,2 мм набор 500 г стержней для ММА
6013 Стержни для ММА, упаковка 500 г, диаметр 3,2 мм
5,00 фунтов стерлингов
(включая £6.00)
Ошибка запаса
GeKa Lotus 6013 2.5mm Grab Pack 500г ММА удилища
6013 Стержни для ММА, упаковка 500 г, диаметр 2,5 мм
5,00 фунтов стерлингов
(включая £6.00)
Ошибка запаса
GeKa Lotus 6013 2.0mm Grab Pack 500г ММА удилища
6013 Стержни для ММА, упаковка 500 г, диаметр 2,0 мм
5,00 фунтов стерлингов
(включая £6.00)
Ошибка запаса
5,0 мм сварочные стержни из нержавеющей стали 308L MMA электроды наполнительные стержни
4 кг 308L MMA сварочные стержни диаметром 4,0 мм. Никко сталь
Никко сталь
79,77 фунтов стерлингов
(включая £95,72)
Ошибка запаса
3,2 мм Сварочные стержни из нержавеющей стали 309L MMA Электроды Присадочные стержни – GeKa
1 кг 309L-16 MMA сварочные стержни диаметром 3,2 мм. Бренд ГеКа.
31,20 фунта стерлингов
(включая 37,44 фунтов стерлингов)
Ошибка запаса
4,0 мм нержавеющая сталь 309L MMA сварочные стержни электроды присадочные стержни – Nikko Steel
1 кг 309L-16 MMA сварочные стержни диаметром 4,0 мм. Никко сталь.
32,23 фунта стерлингов
(включая 38,68 фунтов стерлингов)
Ошибка запаса
5 мм сварочные стержни из нержавеющей стали 309L MMA Электроды Присадочные стержни – Nikko Steel
1 кг 309L-16 MMA сварочные стержни диаметром 2,0 мм. Никко сталь.
£154,44
(включая 185,33 фунтов стерлингов)
Ошибка запаса
2,5 мм нержавеющая сталь 310-16 MMA сварочные стержни электроды присадочные стержни – Nikko Steel
1 кг 310-16 MMA сварочные стержни диаметром 2,5 мм.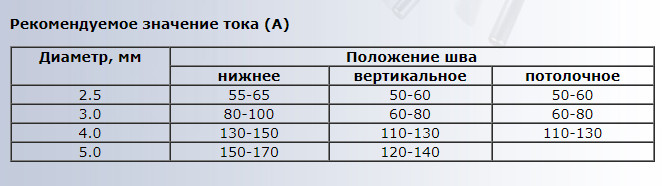 Никко сталь.
Никко сталь.
38,96 фунтов стерлингов
(включая 46,75 фунтов стерлингов)
Ошибка запаса
E7024 Железный порошковый электрод Nikko GA 24 4,0 мм
E7024 Сварочные стержни – Iron Power 180% 4,0 мм 5 кг Упаковка
39,83 фунтов стерлингов
(включая £47,80)
Ошибка запаса
E7024 Железный порошковый электрод Nikko GA 24 5,0 мм
E7024 Сварочные стержни – Iron Power 180% 5,0 мм 5 кг Упаковка
39,83 фунтов стерлингов
(включая 47,80 фунтов стерлингов)
Ошибка запаса
E7024 Железный порошковый электрод Nikko GA 24 3,2 мм
E7024 Сварочные стержни – Iron Power 180% 3,2 мм 5 кг Упаковка
37,10 фунтов стерлингов
(включая 44,52 фунта стерлингов)
Ошибка запаса
4 мм нержавеющая сталь 310-16 MMA сварочные стержни электроды присадочные стержни – Nikko Steel
1 кг 310-16 MMA сварочные стержни диаметром 4 мм. Никко сталь.
Никко сталь.
36,53 фунтов стерлингов
(включая 43,84 фунтов стерлингов)
Ошибка запаса
2,5 мм сварочные стержни из нержавеющей стали 309L MMA Электроды Присадочные стержни – MWA
1 кг 309L-16 MMA сварочные стержни диаметром 2,5 мм. МВА.
31,20 фунта стерлингов
(включая 37,44 фунтов стерлингов)
Ошибка запаса
2,0 мм нержавеющая сталь 309L MMA сварочные стержни электроды присадочные стержни – Nikko Steel
1 кг 309L-17 MMA сварочные стержни диаметром 2,0 мм. Никко сталь.
33,03 фунта стерлингов
(включая £39,64)
Ошибка запаса
E307-17 Сварочные стержни MMA 4 мм 307 нержавеющие стержни 4 кг
E307-17 Стержни из нержавеющей стали – диаметр 4 мм – упаковка по 4 кг
131,95 фунтов стерлингов
(включая 158,34 фунтов стерлингов)
Ошибка запаса
E307-16 Стержни для сварки MMA 2,5 мм, нержавеющие стержни 307, 1 кг
35,15 фунтов стерлингов
(включая 42,18 фунтов стерлингов)
Ошибка запаса
E307-16 Стержни для сварки MMA 3,2 мм, нержавеющие стержни 307, 1 кг
307-16 Сварочные стержни из нержавеющей стали диаметром 3,2 мм.