Как сварить швеллер между собой: Сварка швеллеров между собой
alexxlab | 29.08.1988 | 0 | Разное
Как сварить швеллер | Полезные статьи о металлопрокате
Швеллер является одним из самых универсальных и узнаваемых профилей металлопроката. Инженеры используют его, чтобы строить огромные небоскребы и обширные мосты, большинство из которых эксплуатируются на протяжении сотен лет. Название данной металлоконструкции происходит от фамилии немецкого инженера, впервые внедрившего подобную форму в строительной сфере. П-образное сечение (широкая стенка и две более узкие полки) является очень востребованным, так как способно выдерживать высокие нагрузки, а также обеспечивает плотное прилегание с другими конструкционными элементами.
Сварка
Чтобы сформировать надежный каркас для той или иной металлоконструкции, необходимо произвести сварку швеллеров между собой. Сварные швы прочны и долговечны, однако даже малейшее несоблюдение технологии варки металла может привести к деформации или разрушению всей конструкции в процессе ее эксплуатации.
Виды стыковки профиля
Тип сварки двух швеллеров подбирают в зависимости от размеров металлоконструкции, а также с учетом:
- типа швеллеров;
- протяженности шва;
- толщины металла;
- условий наложения швов;
- устойчивости сооружения;
- сил и нагрузок, которые будут действовать на конструкцию.

Существует несколько разновидностей соединения двух швеллеров:
- диагональное;
- внутрь полками;
- смешанное;
- наружу полками;
- перпендикулярное.
Элементы свариваются между собой несколькими способами:
Электродуговая сварка – между электродом и соединяемыми компонентами создается электрическая дуга, которая расплавляет компоненты в области соединения. Самые надежные швы получаются при работе с электродами УОНИ. Работая с данным видом электродов, необходимо учитывать следующие требования:
- перед использованием электрод прокаливается в специальной печи в течение 60 минут;
- места соединений накладок и кромок очищаются от различного рода загрязнений;
- при подготовке материала к сварке соблюдаются указания ГОСТ 5264-80;
- сварка ведется короткой дугой средней мощности;
- по возможности, соединения выполняются внахлест;
Конструкция, сваренная электродами УОНИ, не подлежит эксплуатации при температурах ниже чем -40 °С.
Сварка газовая – менее распространенный вид соединения профилей. Большая область нагрева в процессе работ ведет к появлению внутренних напряжений в металле, что негативно влияет на характеристики конструкции. Обычно данный тип сварки используют при порезке заготовок либо с целью устранения изъянов в готовых конструкциях.
Сварочные соединения и их виды
Сварка швеллера встык – соединение, к которому нет больших требований прочности. Сваривание профиля производится с обеих сторон. Сначала свариваются полки швеллера, затем – его более тонкие элементы. В случаях, когда шов выполняется с одной стороны, необходимо обязательно производить подварку корня шва. Торцевые кромки оформляются V- для толстого, и X-образно для тонкого края. Швеллеры, имеющие толщину полок до 12 мм, варятся под углом З0 градусов, и зазором до 3 мм – такой подход исключает появление «горки», которую впоследствии будет необходимо зачищать, что ослабит сварной шов. Сварка производится следующим образом:
Сварка производится следующим образом:
- в зависимости от толщины металла со швеллеров снимаются кромки;
- профили стыкуются с зазором до 3 мм;
- проводится их прихватка с шагом до 4 см;
- если конструкция создана правильно, производится окончательная обварка двух сторон.
Сварка с накладками – тип соединения, ничем не уступающий монолиту. Используются накладки-усиления, толщина которых не должна быть меньше толщины стенки, а длина – равняться 5 ширинам профиля. Накладки могут иметь разные формы, однако наиболее распространенной является форма многоугольника (6 либо 8 углов). Стыковка двух швеллеров с использованием накладок допускает их размещение с зазором до 8 мм. Чтобы во время сварочных работ конструкция сохраняла свои параметры, вначале соединяются встык торцы швеллеров, внутренний шов зачищается, после чего приваривается усиливающая накладка. Во внутренних углах профиля варить не желательно, так как это негативно влияет на прочность конструкции.
Накладки желательно приваривать по всему контуру, что позволит исключить проникновение влаги под усиливающий лист.
Соединение «коробка» зарекомендовало себя, как метод изготовления усиленных балок. Для этого швеллеры попарно свариваются по боковым полкам в «коробки». Метод напоминает стыковой, при этом производится либо вообще без зазоров, либо с минимальным отступом. Швеллеры укладываются в горизонтальное положение и скрепляются струбцинами. Варить начинают от середины к краям, после проведения работ швы не зачищаются, чтобы не снизить их прочности. Если горизонтальное размещение невозможно или балки будут использоваться в ответственных конструкциях, сваренные встык профили усиливают накладками.
Смещенная сварка – для соединения швеллеров, имеющих разные геометрические размеры. Производится одновременно несколькими сварщиками вначале встык, а в углах – от краев к середине.
Сварка швеллеров между собой
Главная » Статьи » Сварка швеллеров между собой
Сварка швеллеров и двутавров своими руками | Строительный портал
Возведение современных сооружений и зданий невозможно без металлических конструкций и металлопроката. Металл – один из старейших материалов, который люди использовали еще с давних времен. С развитием технологий среда применения металлических изделий значительно расширилась: из металла изготавливают множество конструктивных элементов и заготовок. Швеллеры, трубы, металлические уголки и двутавры широко используются при возведении зданий. Поэтому частные застройщики и интересуются, как сварить швеллер или двутавр.
Металл – один из старейших материалов, который люди использовали еще с давних времен. С развитием технологий среда применения металлических изделий значительно расширилась: из металла изготавливают множество конструктивных элементов и заготовок. Швеллеры, трубы, металлические уголки и двутавры широко используются при возведении зданий. Поэтому частные застройщики и интересуются, как сварить швеллер или двутавр.
Содержание:
Использование швеллера
Швеллер представляет собой металлическое изделие, которое получается посредством прессования и горячего проката на производстве. Швеллер от других изделий металлопроката отличается своеобразным П-образным сечением, которое позволяет добиться высокого сочетания конструкционных характеристик при минимальном расходе металла.
Понятие швеллера
Материалом для изготовления швеллеров является алюминий, низколегированная и углеродистая сталь. Номер швеллера равняется расстоянию между его 2 внешними гранями. Бывают швеллеры специального и общего назначения. Изделия имеют высоту порядка 40 – 500 и ширину полок близко 32 – 115 миллиметров. Зависимо от длины конечного изделия, они бывают мерной, кратной мерной и немерной длины, кратной мерной и мерной длины с остатком около 5% от массы партии.
Изделия имеют высоту порядка 40 – 500 и ширину полок близко 32 – 115 миллиметров. Зависимо от длины конечного изделия, они бывают мерной, кратной мерной и немерной длины, кратной мерной и мерной длины с остатком около 5% от массы партии.
Если вы хотите знать, как выглядят швеллеры, и какими они бывают, то нужно обратиться к их классификации. Существует 5 серий швеллера: специальная серия, серия с определенным уклоном внутренней грани полок, экономичная серия с параллельными гранями полок, легкая серия с параллельными гранями полок и серия с параллельными гранями полок. Нержавеющие швеллеры также характеризуются повышенной жесткостью и высокими эксплуатационными характеристиками.
Как важные конструкционные элементы швеллеры применяют в станкостроении, машиностроении, вагоностроении и строительстве. Хорошие прочностные характеристики позволяют применять швеллеры при возведении больших построек на стержневой основе, строительстве мостов, установке больших пролетов в жилых и промышленных зданиях.
В строительной сфере швеллер применяют для сборки металлоконструкций. Перфорированные швеллеры позволяют создавать прочные металлоконструкции вдали от производственной площадки. Швеллер служит для ремонтных работ, изготовления стеллажного и складского оборудования, армирования железобетонных конструкций, создания опор линий электропередач, нефтяных вышек и мостов.
Широкая сфера использования швеллера позволяет использовать для его изготовления обычную и нержавеющую сталь. Нержавеющие швеллеры хорошо себя зарекомендовали себя как изделия для работы в агрессивных средах с риском повышенной коррозии. Гнутые швеллеры широко используются при возведении каркасов.
Сварка швеллеров
Чтобы узнать, как сварить два швеллера, вам предстоит выбрать один из двух вариантов. Выбор напрямую зависит от условий эксплуатации, другими словами от нагрузок, которые действуют на конструкцию, ее длину и степень ответственности. Швеллеры, скорее всего, будут подвергаться внецентренному изгибу или сжатию, потому что можно осуществить чистое сжатие, если нагрузки приложены в центре ядра сечения изделия.
Перед началом сварки необходимо свериться со стандартом ГОСТ и пересмотреть все необходимые параметры. Вы, безусловно, знаете, что любые сварочные соединения ослабляют первоначальную конструкцию. Сварочные швы при этом будут иметь большую прочность, чем главный металл, однако на границе сплавки металл на 10-20% потеряет собственную прочность.
С целью сварки швеллеров принято использовать электроды УОНИ, которые позволяют создать самый качественный шов. Однако с подобными электродами нужно уметь работать. Если раньше вы не знаете, как приварить швеллер с помощью электрода, и никогда не использовали этих электродов, то стоит предварительно потренироваться на заготовках, что похожи на будущую конструкцию.
Электроды являются стержнями из металла, что имеют специальное покрытие, от которых зависит качество шва, его стойкость, прочность и сопротивляемость ржавчине, а также служат инструментом для электродуговой сварки. По ним протекает ток. Качественный шов без электродов выполнить невозможно. Сегодня известно несколько видов механизированной сварки швеллеров, однако по-прежнему популярностью пользуется методика ручной дуговой сварки.
Сегодня известно несколько видов механизированной сварки швеллеров, однако по-прежнему популярностью пользуется методика ручной дуговой сварки.
Электроды УОНИ применяются для сварки наиболее ответственных узлов. Конструкции, что варятся этим электродом, изготовлены из углеродистых и низколегированных сталей. Эти электроды рекомендуются к использованию в условиях работы сварной конструкции при температуре до минус 40 градусов мороза. Ток должен быть постоянным, полярность – обратной.
Львиную долю конструкции принято изготавливать именно этим способом сварки. Перед сваркой швеллера при помощи электродов УОНИ нужно полностью избавить металл от загрязнений и ржавчины. Сварку проводят на полярной стороне короткой дугой. Возьмите на заметку, что во время практических тренировок вы можете потратить близко пяти килограммов электродов за одну неделю перед тем, как усилить швеллер.
Для соединения двух швеллеров путем сварки полками внутрь необходимо разделать кромки или проводить сварку с зазором. Между деталями принято оставлять зазор в 3 миллиметра. Если вы этого не сделаете, наплавка на металл пойдет горкой, а последующая зачистка болгаркой заподлицо спровоцирует то, что шов ослабнет.
Между деталями принято оставлять зазор в 3 миллиметра. Если вы этого не сделаете, наплавка на металл пойдет горкой, а последующая зачистка болгаркой заподлицо спровоцирует то, что шов ослабнет.
Чтобы правильно сделать шов, сварите для начала более толстые элементы, потом можно браться за более тонкие. Следует запомнить, что все накладки обваривать необходимо по контуру. Если не сделать этого, то между данными деталями получатся зазоры, в которые может попасть влага, что провоцирует развитие щелевой коррозии. А коррозия, что накопилась за года, способна разорвать конструкцию.
Если вы не знаете, как правильно сварить швеллер без помощника, то можете для этого применять струбцины. Варить можно прихватками. Выполните с одного конца швеллера шов, а потом второй. Поступите с другого конца аналогично. Потом по очереди можно две стороны прихватками через один метр. Если шов заварить полностью, то другой разойдется. Варить необходимо с разных сторон и различных концов.
Использование двутавров
Двутавр называют наиболее рациональным профилем для элементов, которые работают на изгиб в плоскости самой большей жесткости, потому что по сравнению с прочими профилями он имеет большой момент сопротивления.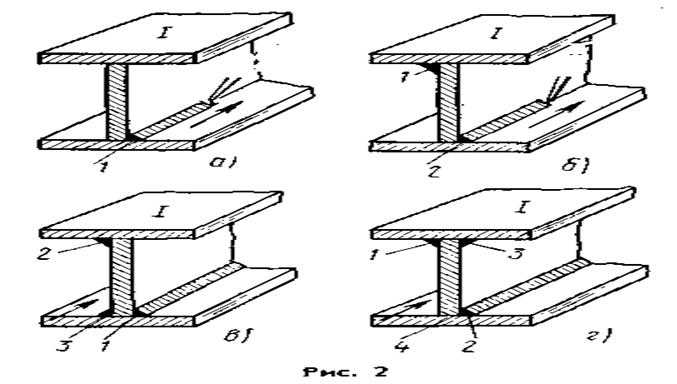 Двутавровые профили находят применение в конструкциях, которые работают на сжатие в качестве составного или самостоятельного сечения. Именно поэтому перед тем, как соединить двутавр, нужно узнать об особенностях этого процесса.
Двутавровые профили находят применение в конструкциях, которые работают на сжатие в качестве составного или самостоятельного сечения. Именно поэтому перед тем, как соединить двутавр, нужно узнать об особенностях этого процесса.
Понятие двутавров
Металлургические заводы зависимо от геометрических параметров выпускают несколько разновидностей двутавров, которые соответствуют определенной области применения. Обыкновенные двутавровые балки имеют уклон внутренней грани полок и обозначаются соответственным их высоте номером.
В ассортимент входят профили от номера 10 до номера 60. У большинства двутавров по условиям технологии прокатки стенки намного толще, чем это требуется условиями их устойчивости. Небольшая ширина полок провоцирует то, что жесткость балки значительно отличается от главных осей. Если вы хотите знать, как сварить два двутавра, то помните, что нужно обеспечить устойчивость балки и предусмотреть её промежуточное закрепление.
Широкополочные двутавровые балки имеют грани полок, что размещены параллельно друг другу. Прокатываются подобные двутавры трех типов: широкополочные, нормальные и колонные. Высота балочных профилей достигает 1000 миллиметров. Колонные профили отношение ширины к высоте полок имеют больше, чем балочные, что повышает устойчивость элемента в плоскости самой малой жесткости и не нуждаются в дополнительном закреплении.
Тавровые профили металлургическими предприятиями не прокатываются, их получают посредством продольного роспуска широкополочного двутавра. Их можно использовать в качестве самостоятельного элемента поясов ферм. Для тельферов и подвесных кранов используют специальные двутавры с повышенной толщиной для предотвращения отгиба полок.
Сварка двутавров
Двутавровые балки состоят из 3 удлиненных листовых элементов, к которым относятся стенка и два пояса. Специально для высоких балок рассчитаны ребра жесткости, повышающие устойчивость сжатых элементов. В таких балках основные швы представляют собой стыковые швы поясов и стенки, а также угловые швы, соединяющие пояс и стенку.
Во время создания сварной двутавровой балки сначала узнайте, как рассчитать двутавр. Принято сварить стыки поясов и стенки, потому что эти швы выступают самыми ответственными. При сборке пояса и стенки необходимо, чтобы продольные оси листов, что состыкуются, ложились по прямой линии. Следите, чтобы смещение стыков за пределы допускаемых норм не выходило.
При этом выдерживайте зазор в соответствии с чертежом. Собранные стыки необходимо сварить вручную с помощью высококачественных электродов, полуавтоматом или автоматом под флюсом. После того, как вы сварили пояса и стенку, они отправляются на сборку балки.
Двутавровую балку собирают из трех главных элементов, швы которых принято сваривать автоматом. Обязательно устанавливаются поперечные ребра жесткости. Нанесите две риски посередине пояса, их расстояние должно ровняться толщине вертикальной стенки. В метре друг от друга установите и прикрепите сборочные уголки. Также вы можете использовать хомут для уничтожения зазора между поясом и стенкой.
Однако самым главным моментом является процедура сварки стыков балок. Если вы не помните, как правильно сварить двутавр, то стоит незаваренными оставить поясные швы на длине в 1,5 метров с каждой стороны от стыка. Монтажные стыки необходимо создавать в определенной последовательности. Сначала сварите стык вертикальной стенки, затем – стык пояса, потому что он получится несколько растянутым.
После таких манипуляций заварите стык пояса, который работает на сжатие. После сварки стыков балки необходимо доварить поясные швы на незаваренных участках. Стыки двутавровых балок выполните высококачественными электродами. Сварку между собой балок принято выполнять подобным образом, но с ответственностью нужно относиться к каждому сварочному процессу.
Таким образом, если для вас решающим критерием служит скорость и простота, а не качество, тогда вы можете соединить два швеллера встык. Но использование электродов УОНИ по стандарту ГОСТ позволяет получить красивый и надежный шов. При соединении двутавров сваривайте швы главных элементов автоматом.
При соединении двутавров сваривайте швы главных элементов автоматом.
Швеллерные приварные опоры используются для трубопроводов различного назначения. Заказать которые вы можете здесь https://optrub.ru/opory-shvelernye-privarnye.htm
strport.ru
Как сварить или состыковать швеллер между собой
Швеллер является важным элементом самых различных металлоконструкций, в том числе рамных. Чаще всего он выполняет функции восприятия разнообразных механических нагрузок – сжимающих, растягивающих, изгибающих, крутящих. Однако для формирования требуемой пространственной конфигурации жесткого каркаса (рамы) необходимо соединять отдельные швеллеры между собой с помощью сварки, качество которой должно обеспечивать участку соединения механические характеристики, сравнимые с характеристиками цельного швеллера.
Варианты стыковки швеллеров
По взаимному расположению швеллеров в месте их соединения различают следующие варианты:
- полками внутрь,
- полками наружу,
- смешанное,
- с полками, перпендикулярными плоскости каркаса.
Также распространено крестообразное соединение диагональных связей, в которых швеллера располагаются «стоя» или «лежа.
Требования к сварке швеллеров
- В первую очередь свариваются толстые элементы швеллера (полки), после чего приступают к сварке тонкой стенки.
- Не следует варить по внутренним граням полок и в углах соединения полки и стенки швеллера, поскольку это приведет лишь к ослаблению конструкции.
- Стык двух швеллеров должен иметь зазор 2 – 3 мм для исключения образования «горки» при его обварке, после зачистки которой произойдет ослабление сварочного шва.
- Если к конструкции не предъявляются особые требования по прочности и надежности, а важна скорость и простота выполнения работы, то можно выполнять соединение швеллеров встык с двухсторонним обвариванием (без накладок).
- Кромки торца, по которому происходит стыковка, формируются V- или X-образно (соответственно, для тонкого или толстого профиля) под углом 30° – 60°.

- На стыке соединяемых деталей не должно быть горизонтальных и вертикальных переломов.
- Стыковка может производиться с использованием листовых накладок, которые должны располагаться симметрично относительно продольной оси сечения.
- Зона сварного соединения без накладок не менее чем на 5% (в ряде случаев до 20%) слабее прочности швеллера, что необходимо учитывать в проектных расчетах.
- При использовании накладок стык между торцами швеллеров можно не обваривать, поэтому его ширина может достигать 50 мм.
Накладки рекомендуется полностью обваривать по контуру примыкания, что предотвратит проникновение между ними и швеллером влаги, приводящее к щелевой коррозии. Если это невозможно зазор между накладкой и швеллером заполняется антикоррозийным материалом. Для повышения плотности их контакта следует использовать прижимные струбцины.
Кромки накладок на полки швеллера должны быть параллельны кромкам полок. При проварке стыка накладки на полки устанавливаются лишь после зачистки шва и контроля его качества.
Наращивание длины швеллера
В некоторых случаях необходимо соединять два коротких швеллера по прямой для увеличения длины. Тогда эффективен следующий способ:
- между торцами швеллеров предусматривается зазор 2 – 3 мм,
- накладки толщиной как полки швеллера устанавливаются в требуемую позицию и привариваются по всему периметру,
- между перпендикулярными накладками предусматривается зазор 2 – 3 мм, который проваривается до швеллера,
- зазор между швеллерами проваривается до накладок.
Поскольку основным несущим швом является стык швеллеров, находящийся снаружи, то удобство его проварки гарантирует надежность соединения. Кроме того, расположение накладок внутри обеспечивает сохранение внешних размеров швеллера.
Также распространено следующее решение для торцевого соединения швеллеров:
У нас можно недорого купить:
- Швеллер 10П
- Швеллер 12у
- Швеллер 20 У
metallmagnit.ru
Как сварить или состыковать швеллер между собой
Как сварить или состыковать швеллер между собой
Швеллер является важным элементом самых различных металлоконструкций, в том числе рамных. Чаще всего он выполняет функции восприятия разнообразных механических нагрузок – сжимающих, растягивающих, изгибающих, крутящих. Однако для формирования требуемой пространственной конфигурации жесткого каркаса (рамы) необходимо соединять отдельные швеллеры между собой с помощью сварки, качество которой должно обеспечивать участку соединения механические характеристики, сравнимые с характеристиками цельного швеллера.
Чаще всего он выполняет функции восприятия разнообразных механических нагрузок – сжимающих, растягивающих, изгибающих, крутящих. Однако для формирования требуемой пространственной конфигурации жесткого каркаса (рамы) необходимо соединять отдельные швеллеры между собой с помощью сварки, качество которой должно обеспечивать участку соединения механические характеристики, сравнимые с характеристиками цельного швеллера.
Варианты стыковки швеллеров
По взаимному расположению швеллеров в месте их соединения различают следующие варианты:
- полками внутрь,
- полками наружу,
- смешанное,
- с полками, перпендикулярными плоскости каркаса.
Также распространено крестообразное соединение диагональных связей, в которых швеллера располагаются «стоя» или «лежа.
Требования к сварке швеллеров
- В первую очередь свариваются толстые элементы швеллера (полки), после чего приступают к сварке тонкой стенки.
- Не следует варить по внутренним граням полок и в углах соединения полки и стенки швеллера, поскольку это приведет лишь к ослаблению конструкции.
- Стык двух швеллеров должен иметь зазор 2 – 3 мм для исключения образования «горки» при его обварке, после зачистки которой произойдет ослабление сварочного шва.
- Если к конструкции не предъявляются особые требования по прочности и надежности, а важна скорость и простота выполнения работы, то можно выполнять соединение швеллеров встык с двухсторонним обвариванием (без накладок).
- Кромки торца, по которому происходит стыковка, формируются V- или X-образно (соответственно, для тонкого или толстого профиля) под углом 30° – 60°.
- На стыке соединяемых деталей не должно быть горизонтальных и вертикальных переломов.
- Стыковка может производиться с использованием листовых накладок, которые должны располагаться симметрично относительно продольной оси сечения.
- Зона сварного соединения без накладок не менее чем на 5% (в ряде случаев до 20%) слабее прочности швеллера, что необходимо учитывать в проектных расчетах.
- При использовании накладок стык между торцами швеллеров можно не обваривать, поэтому его ширина может достигать 50 мм.

Накладки рекомендуется полностью обваривать по контуру примыкания, что предотвратит проникновение между ними и швеллером влаги, приводящее к щелевой коррозии. Если это невозможно зазор между накладкой и швеллером заполняется антикоррозийным материалом. Для повышения плотности их контакта следует использовать прижимные струбцины.
Кромки накладок на полки швеллера должны быть параллельны кромкам полок. При проварке стыка накладки на полки устанавливаются лишь после зачистки шва и контроля его качества.
Наращивание длины швеллера
В некоторых случаях необходимо соединять два коротких швеллера по прямой для увеличения длины. Тогда эффективен следующий способ:
- между торцами швеллеров предусматривается зазор 2 – 3 мм,
- накладки толщиной как полки швеллера устанавливаются в требуемую позицию и привариваются по всему периметру,
- между перпендикулярными накладками предусматривается зазор 2 – 3 мм, который проваривается до швеллера,
- зазор между швеллерами проваривается до накладок.

Поскольку основным несущим швом является стык швеллеров, находящийся снаружи, то удобство его проварки гарантирует надежность соединения. Кроме того, расположение накладок внутри обеспечивает сохранение внешних размеров швеллера.
Также распространено следующее решение для торцевого соединения швеллеров:
У нас можно недорого купить:
Больше информации по теме: https://metallmagnit.ru
mymylife.ru
Сварка швеллеров и двутавров своими руками
Возведение современных сооружений и зданий невозможно без металлических конструкций и металлопроката. Металл – один из старейших материалов, который люди использовали еще с давних времен. С развитием технологий среда применения металлических изделий значительно расширилась: из металла изготавливают множество конструктивных элементов и заготовок. Швеллеры, трубы, металлические уголки и двутавры широко используются при возведении зданий. Поэтому частные застройщики и интересуются, как сварить швеллер или двутавр.
Швеллер представляет собой металлическое изделие, которое получается посредством прессования и горячего проката на производстве. Швеллер от других изделий металлопроката отличается своеобразным П-образным сечением, которое позволяет добиться высокого сочетания конструкционных характеристик при минимальном расходе металла.
Понятие швеллера
Материалом для изготовления швеллеров является алюминий, низколегированная и углеродистая сталь. Номер швеллера равняется расстоянию между его 2 внешними гранями. Бывают швеллеры специального и общего назначения. Изделия имеют высоту порядка 40 – 500 и ширину полок близко 32 — 115 миллиметров. Зависимо от длины конечного изделия, они бывают мерной, кратной мерной и немерной длины, кратной мерной и мерной длины с остатком около 5% от массы партии.
Если вы хотите знать, как выглядят швеллеры, и какими они бывают, то нужно обратиться к их классификации. Существует 5 серий швеллера: специальная серия, серия с определенным уклоном внутренней грани полок, экономичная серия с параллельными гранями полок, легкая серия с параллельными гранями полок и серия с параллельными гранями полок. Нержавеющие швеллеры также характеризуются повышенной жесткостью и высокими эксплуатационными характеристиками.
Нержавеющие швеллеры также характеризуются повышенной жесткостью и высокими эксплуатационными характеристиками.
Как важные конструкционные элементы швеллеры применяют в станкостроении, машиностроении, вагоностроении и строительстве. Хорошие прочностные характеристики позволяют применять швеллеры при возведении больших построек на стержневой основе, строительстве мостов, установке больших пролетов в жилых и промышленных зданиях.
В строительной сфере швеллер применяют для сборки металлоконструкций. Перфорированные швеллеры позволяют создавать прочные металлоконструкции вдали от производственной площадки. Швеллер служит для ремонтных работ, изготовления стеллажного и складского оборудования, армирования железобетонных конструкций, создания опор линий электропередач, нефтяных вышек и мостов.
Широкая сфера использования швеллера позволяет использовать для его изготовления обычную и нержавеющую сталь. Нержавеющие швеллеры хорошо себя зарекомендовали себя как изделия для работы в агрессивных средах с риском повышенной коррозии. Гнутые швеллеры широко используются при возведении каркасов. Сварка швеллеров
Гнутые швеллеры широко используются при возведении каркасов. Сварка швеллеров
Чтобы узнать, как сварить два швеллера, вам предстоит выбрать один из двух вариантов. Выбор напрямую зависит от условий эксплуатации, другими словами от нагрузок, которые действуют на конструкцию, ее длину и степень ответственности. Швеллеры, скорее всего, будут подвергаться внецентренному изгибу или сжатию, потому что можно осуществить чистое сжатие, если нагрузки приложены в центре ядра сечения изделия.
Перед началом сварки необходимо свериться со стандартом ГОСТ и пересмотреть все необходимые параметры. Вы, безусловно, знаете, что любые сварочные соединения ослабляют первоначальную конструкцию. Сварочные швы при этом будут иметь большую прочность, чем главный металл, однако на границе сплавки металл на 10-20% потеряет собственную прочность.
С целью сварки швеллеров принято использовать электроды УОНИ, которые позволяют создать самый качественный шов. Однако с подобными электродами нужно уметь работать.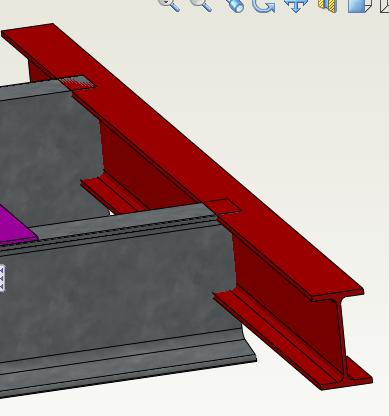 Если раньше вы не знаете, как приварить швеллер с помощью электрода, и никогда не использовали этих электродов, то стоит предварительно потренироваться на заготовках, что похожи на будущую конструкцию.
Если раньше вы не знаете, как приварить швеллер с помощью электрода, и никогда не использовали этих электродов, то стоит предварительно потренироваться на заготовках, что похожи на будущую конструкцию.
Электроды являются стержнями из металла, что имеют специальное покрытие, от которых зависит качество шва, его стойкость, прочность и сопротивляемость ржавчине, а также служат инструментом для электродуговой сварки. По ним протекает ток. Качественный шов без электродов выполнить невозможно. Сегодня известно несколько видов механизированной сварки швеллеров, однако по-прежнему популярностью пользуется методика ручной дуговой сварки.
Электроды УОНИ применяются для сварки наиболее ответственных узлов. Конструкции, что варятся этим электродом, изготовлены из углеродистых и низколегированных сталей. Эти электроды рекомендуются к использованию в условиях работы сварной конструкции при температуре до минус 40 градусов мороза. Ток должен быть постоянным, полярность – обратной.
Львиную долю конструкции принято изготавливать именно этим способом сварки. Перед сваркой швеллера при помощи электродов УОНИ нужно полностью избавить металл от загрязнений и ржавчины. Сварку проводят на полярной стороне короткой дугой. Возьмите на заметку, что во время практических тренировок вы можете потратить близко пяти килограммов электродов за одну неделю перед тем, как усилить швеллер.
Перед сваркой швеллера при помощи электродов УОНИ нужно полностью избавить металл от загрязнений и ржавчины. Сварку проводят на полярной стороне короткой дугой. Возьмите на заметку, что во время практических тренировок вы можете потратить близко пяти килограммов электродов за одну неделю перед тем, как усилить швеллер.
Для соединения двух швеллеров путем сварки полками внутрь необходимо разделать кромки или проводить сварку с зазором. Между деталями принято оставлять зазор в 3 миллиметра. Если вы этого не сделаете, наплавка на металл пойдет горкой, а последующая зачистка болгаркой заподлицо спровоцирует то, что шов ослабнет.
Чтобы правильно сделать шов, сварите для начала более толстые элементы, потом можно браться за более тонкие. Следует запомнить, что все накладки обваривать необходимо по контуру. Если не сделать этого, то между данными деталями получатся зазоры, в которые может попасть влага, что провоцирует развитие щелевой коррозии. А коррозия, что накопилась за года, способна разорвать конструкцию.
Если вы не знаете, как правильно сварить швеллер без помощника, то можете для этого применять струбцины. Варить можно прихватками. Выполните с одного конца швеллера шов, а потом второй. Поступите с другого конца аналогично. Потом по очереди можно две стороны прихватками через один метр. Если шов заварить полностью, то другой разойдется. Варить необходимо с разных сторон и различных концов. Использование двутавров
Двутавр называют наиболее рациональным профилем для элементов, которые работают на изгиб в плоскости самой большей жесткости, потому что по сравнению с прочими профилями он имеет большой момент сопротивления. Двутавровые профили находят применение в конструкциях, которые работают на сжатие в качестве составного или самостоятельного сечения. Именно поэтому перед тем, как соединить двутавр, нужно узнать об особенностях этого процесса.
Понятие двутавров
Металлургические заводы зависимо от геометрических параметров выпускают несколько разновидностей двутавров, которые соответствуют определенной области применения. Обыкновенные двутавровые балки имеют уклон внутренней грани полок и обозначаются соответственным их высоте номером.
Обыкновенные двутавровые балки имеют уклон внутренней грани полок и обозначаются соответственным их высоте номером.
В ассортимент входят профили от номера 10 до номера 60. У большинства двутавров по условиям технологии прокатки стенки намного толще, чем это требуется условиями их устойчивости. Небольшая ширина полок провоцирует то, что жесткость балки значительно отличается от главных осей. Если вы хотите знать, как сварить два двутавра, то помните, что нужно обеспечить устойчивость балки и предусмотреть её промежуточное закрепление.
Широкополочные двутавровые балки имеют грани полок, что размещены параллельно друг другу. Прокатываются подобные двутавры трех типов: широкополочные, нормальные и колонные. Высота балочных профилей достигает 1000 миллиметров. Колонные профили отношение ширины к высоте полок имеют больше, чем балочные, что повышает устойчивость элемента в плоскости самой малой жесткости и не нуждаются в дополнительном закреплении.
Тавровые профили металлургическими предприятиями не прокатываются, их получают посредством продольного роспуска широкополочного двутавра. Их можно использовать в качестве самостоятельного элемента поясов ферм. Для тельферов и подвесных кранов используют специальные двутавры с повышенной толщиной для предотвращения отгиба полок.
Их можно использовать в качестве самостоятельного элемента поясов ферм. Для тельферов и подвесных кранов используют специальные двутавры с повышенной толщиной для предотвращения отгиба полок.
Сварка двутавров
Двутавровые балки состоят из 3 удлиненных листовых элементов, к которым относятся стенка и два пояса. Специально для высоких балок рассчитаны ребра жесткости, повышающие устойчивость сжатых элементов. В таких балках основные швы представляют собой стыковые швы поясов и стенки, а также угловые швы, соединяющие пояс и стенку.
Во время создания сварной двутавровой балки сначала узнайте, как рассчитать двутавр. Принято сварить стыки поясов и стенки, потому что эти швы выступают самыми ответственными. При сборке пояса и стенки необходимо, чтобы продольные оси листов, что состыкуются, ложились по прямой линии. Следите, чтобы смещение стыков за пределы допускаемых норм не выходило.
При этом выдерживайте зазор в соответствии с чертежом. Собранные стыки необходимо сварить вручную с помощью высококачественных электродов, полуавтоматом или автоматом под флюсом. После того, как вы сварили пояса и стенку, они отправляются на сборку балки.
После того, как вы сварили пояса и стенку, они отправляются на сборку балки.
Двутавровую балку собирают из трех главных элементов, швы которых принято сваривать автоматом. Обязательно устанавливаются поперечные ребра жесткости. Нанесите две риски посередине пояса, их расстояние должно ровняться толщине вертикальной стенки. В метре друг от друга установите и прикрепите сборочные уголки. Также вы можете использовать хомут для уничтожения зазора между поясом и стенкой.
Однако самым главным моментом является процедура сварки стыков балок. Если вы не помните, как правильно сварить двутавр, то стоит незаваренными оставить поясные швы на длине в 1,5 метров с каждой стороны от стыка. Монтажные стыки необходимо создавать в определенной последовательности. Сначала сварите стык вертикальной стенки, затем — стык пояса, потому что он получится несколько растянутым.
После таких манипуляций заварите стык пояса, который работает на сжатие. После сварки стыков балки необходимо доварить поясные швы на незаваренных участках.![]() Стыки двутавровых балок выполните высококачественными электродами. Сварку между собой балок принято выполнять подобным образом, но с ответственностью нужно относиться к каждому сварочному процессу.
Стыки двутавровых балок выполните высококачественными электродами. Сварку между собой балок принято выполнять подобным образом, но с ответственностью нужно относиться к каждому сварочному процессу.
Таким образом, если для вас решающим критерием служит скорость и простота, а не качество, тогда вы можете соединить два швеллера встык. Но использование электродов УОНИ по стандарту ГОСТ позволяет получить красивый и надежный шов. При соединении двутавров сваривайте швы главных элементов автоматом.
__________________________________________________
sosedi-online.ru
Сварной швеллер своими руками: технология и особенности
Екатерина
Время чтения: ≈10 минут
Швеллер — один из самых распространенных типов металлических балок. Его отличительная особенность — сечение в виде буквы «п». Швеллера широко используются при сварке металлоконструкций любого масштаба. Надежность конструкции напрямую зависит от качества сварного соединения. Если сварка швеллеров между собой была выполнена с нарушением технологии, то конструкция просто не выдержит тех нагрузок, которые должна выдерживать в теории.
В этой статье мы кратко расскажем, какие технологии используются при сварке швеллеров и как выполняется сварка встык, с накладками, внутрь и со смещением.
Содержание статьи
- Используемые технологии
- Электродуговая сварка
- Распространенные соединения
- Сварка встык
- Сварка с применением накладок
- Соединение внутрь
- Смещенное соединение
- Примечание
- Вместо заключения
Используемые технологии
Существует несколько технологий, подходящих для качественной сварки швеллеров.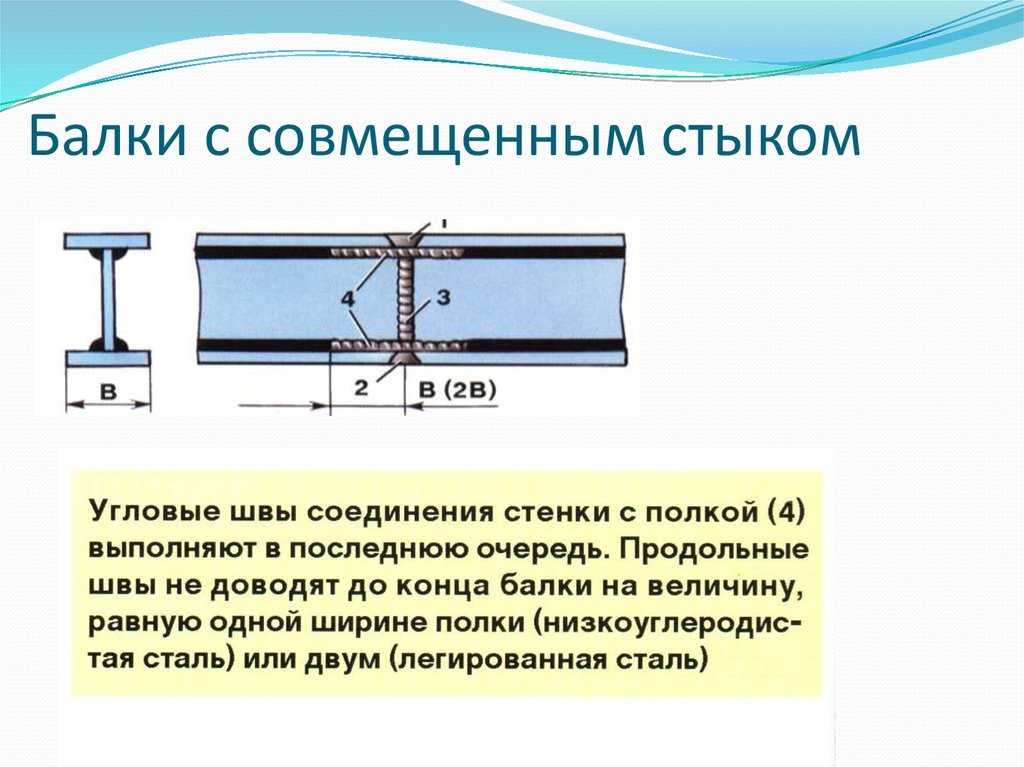 Но мы расскажем о самой, на наш взгляд, удобной и часто используемой.
Но мы расскажем о самой, на наш взгляд, удобной и часто используемой.
Электродуговая сварка
Электродуговая технология — неоспоримый лидер. А все потому, что производители предлагают большой ассортимент электродов для работы с самыми разнообразными типами металлов. К тому же, электродуговая сварка может осуществляться в самых труднодоступных местах, в том числе на высоте. Конечно при условии, что сварочный аппарат компактный и его можно повесить на плечо.
Читайте также: Электродуговая сварка и резка металлов
Для сварки швеллеров мы рекомендуем использовать электроды марки УОНИ. Но с ним непросто работать, если вы новичок. Вам придется много практиковаться прежде чем вы приступите к основной работе. Но, поверьте, результат стоит того. Перед сваркой рекомендуем прокалить электроды в электропечи. Оптимальная температура — 250 градусов. Прокалка нужна для того, чтобы убрать из электродов излишки влаги.
Также перед сваркой необходимо тщательно подготовить металл. Здесь все стандартно: не должно быть грязи, коррозии или следов краски. Рекомендуем установить постоянный ток и обратную полярность. Дуга должна быть короткой. Также учитывайте, что электродуговая сварка не подойдет, если металлоконструкция будет использоваться при экстремально низких температурах (от -40 градусов и ниже).
Здесь все стандартно: не должно быть грязи, коррозии или следов краски. Рекомендуем установить постоянный ток и обратную полярность. Дуга должна быть короткой. Также учитывайте, что электродуговая сварка не подойдет, если металлоконструкция будет использоваться при экстремально низких температурах (от -40 градусов и ниже).
Распространенные соединения
Сварка встык
Сварка встык швеллера — любимое соединение всех новичков. Оно применяется для практики или для сварки неответственных конструкций. Может выполняться как с лицевой, так и с внутренней стороны. Но при сварке с внутренней стороны нужно следить, чтобы не было непроваров. Также шов можно сформировать только с одной стороны, но при этом необходимо подваривать корень шва.
Если толщина стенок швеллера превышает 6 миллиметров, то необходимо разделать кромки. Разделка может быть V или X-образной. Оптимальный угол — 30 градусов, если толщина не более 12 миллиметров.
Приступим к сварке. Для начала состыкуйте два швеллера стенками друг к другу. Стыковка должна быть максимально точной, лучше делать ее не на глаз, а с помощью специального центратора. Зазор между двумя швеллерами не должен превышать 3 миллиметров. Чтобы заготовки не расходились в разные стороны во время сварки нужно сделать временную прихватку. Прихватка приваривается к обеим деталям с помощью сварных точек.
Стыковка должна быть максимально точной, лучше делать ее не на глаз, а с помощью специального центратора. Зазор между двумя швеллерами не должен превышать 3 миллиметров. Чтобы заготовки не расходились в разные стороны во время сварки нужно сделать временную прихватку. Прихватка приваривается к обеим деталям с помощью сварных точек.
Шов необходимо вести от середины швеллеров к краям. Примите к сведению, что такое соединение не очень надежное. Чтобы его усилить можно использовать накладки. Далее мы поговорим об этом подробнее.
Сварка с применением накладок
Сварка швеллеров с накладками уже надежнее, чем обычная сварка встык. Это доказывает и тот факт, что зазор между швеллерами может доходить до 8 миллиметров. Саму накладку нужно разместить со стороны сварного соединения. Накладка выбирается исходя из толщины и размера швеллеров. Чем больше и толще швеллера, тем прочнее должна быть накладка. При сварке необходимо проварить две стороны накладки.
Теперь подробнее. Чтобы выбрать накладку нужно знать примерные размеры швеллеров, которые вы собираетесь варить. Мы рекомендуем делить длину швеллера на 5. Так вы получите рекомендуемую длину накладки. Толщина накладки должна быть такая же, как и толщина швеллера. Всего должно быть две накладки. С внутренней, и с наружной стороны. При этом наружная накладка должна быть длиннее, чем внутренняя.
Чтобы выбрать накладку нужно знать примерные размеры швеллеров, которые вы собираетесь варить. Мы рекомендуем делить длину швеллера на 5. Так вы получите рекомендуемую длину накладки. Толщина накладки должна быть такая же, как и толщина швеллера. Всего должно быть две накладки. С внутренней, и с наружной стороны. При этом наружная накладка должна быть длиннее, чем внутренняя.
Соединение внутрь
Иногда швеллера сваривают «полками» внутрь. Техника та же, что и при сварке встык, только зазора либо нет, либо он очень маленький. Сварку внутрь выполнить сложнее, чем встык. Так что такое соединение может стать следующим в вашей учебной практике.
Сварка выполняется следующим образом. Перед сваркой тщательно подготовьте металл. Не используйте болгарку, иначе соединение будет непрочным. Состыкуйте два швеллера горизонтально и симметрично. Закрепите их с помощью струбцин. Желательно сделать шов с разделкой кромок, но иногда допускается небольшой зазор. Сварка выполняется от середины швеллера к его краям.
Главный недостаток такого метода сварки швеллеров — необходимость работы в идеальных условиях. Вы не сможете выполнить сварку в труднодоступных местах. Чтобы шов получился качественным, нужно варить строго в горизонтальном нижнем положении. Если варить в других условиях, то вы просто нерационально потратите время, силы и комплектующие. Логичнее варить встык или с применением накладок.
В целом, такое соединение применяется нечасто. Но если у вас есть возможность варить в нижнем горизонтальном положении, и вы выбираете месту сваркой встык и сваркой внутрь, то рекомендуем выбрать второй вариант. Он все-таки более надежный.
Смещенное соединение
Смещенное соединение швеллеров — это сложная работа, которую выполняет целая команда из сварщиков. Такое соединение необходимо в случаях, когда нужно сварить разные конструкции из швеллеров, и при этом эти швеллера имеют разные размеры.
Сварку нужно начинать с тех мест, где швеллеры наиболее толстые. Необходимо комбинировать разные соединения: и встык, и угловые, и продольные. При этом каждое соединение будет иметь свои нюансы. Соединение встык выполняется просто и без проблем, а вот угловое должны выполнять два сварщика сразу. А при выполнении продольных швов нельзя формировать их до конца швеллера.
При этом каждое соединение будет иметь свои нюансы. Соединение встык выполняется просто и без проблем, а вот угловое должны выполнять два сварщика сразу. А при выполнении продольных швов нельзя формировать их до конца швеллера.
Примечание
Все соединения и методы, которые мы описали выше, подходят для сварки большинства конструкций, в которых используются швеллера. При этом вам не обязательно нужно использовать только один метод соединения. Вы можете комбинировать, например, соединение встык и соединение с накладками в разных частях металлоконструкции. Самое главное — рассчитать все нагрузки. Ведь порой в некоторых узлах соединение не должно быть «на века».
Что касается режима сварки, то это очень обширная и непростая тема. Силу тока и прочие параметры нужно выбирать исходя из толщины и типа металла. Если варите электросваркой, то следите за скорость формирования шва. Оптимальная скорость — 20 метров в час.
Оптимальная скорость — 20 метров в час.
Вместо заключения
Сварной швеллер не так уж сложно варить, как может показаться на первый взгляд. Самое главное — это правильная стыковка двух швеллеров и соблюдение технологии сварки. При этом совершенно неважно, какой тип соединения или технологию вы выбрали. Следуйте нашим рекомендациям и практикуйтесь. Ведь для качественного выполнения работ нужно не просто владеть теорией, но еще и показать себя в деле. Можете рассказать о своем опыте сварки швеллеров в комментариях ниже. Желаем удачи в работе!
Похожие публикации
лучших каналов YouTube по сварке и производству
На YouTube есть множество каналов, посвященных сварке и изготовлению, поэтому мы составили для вас список некоторых из лучших каналов. Чтобы попасть в этот список, у каналов должно быть более 10 000 подписчиков и последнее видео, опубликованное в течение последних 3 месяцев. Пожалуйста, не стесняйтесь добавлять ссылки в комментариях ниже на любые, которые мы могли пропустить, или на любые новые каналы YouTube, за которыми мы должны следить.
Советы и рекомендации по сварке — более 543 316 подписчиков на YouTube
Советы и рекомендации по сварке:
Советы по сварке в пух и прах для всех остальных.
Отказ от ответственности: Эти видео предназначены для развлечения и вдохновения. Сварка опасна. Всегда обращайтесь за профессиональной консультацией и обучением перед использованием сварочного оборудования. Если у вас есть какие-либо сомнения перед выполнением какой-либо задачи по сварке, остановитесь и изучите более безопасный метод. Не пытайтесь сваривать только потому, что вы видели это в одном из моих видео.
ChuckE2009 – 452 797+ подписчиков
О ChuckE2009:
Привет и добро пожаловать на мой канал! Мои видео о сварке, металлообработке, машиностроении и многом другом! Я занимаюсь сваркой с 2009 года, в том числе 3 года формального образования, получив 5 различных сертификатов на трубы и пластины.
Одно примечание. Сообщения на YouTube предназначены ТОЛЬКО для коммерческого интереса к шоу. За это я приношу свои извинения, хотя я хотел бы отвечать на все личные сообщения, но огромное их количество делает это непрактичным.
О компании Weld.com:
Видеоматериалы о сварке за кадром знакомят вас со сваркой поближе.
Сварочные видеоролики Weld.com представляют собой серию сварочных шоу, наполненных советами, приемами и подсказками по сварке, которые помогут вам каждый раз делать идеальный сварной шов! Если вы пытаетесь стать лучше в области сварки TIG, сварки MIG, сварки электродом или резки; На Weld.com есть то, что вам нужно. Все видеоролики сняты «из-за капота», чтобы вы могли увидеть точку зрения сварщика. Помимо того, что мы покажем вам, как сваривать, мы много раз покажем вам распространенные ошибки и как их избежать.
Новые видеоролики TIG каждую пятницу
Новые видеоролики MIG каждый понедельник
О форумах The Fab:
Добро пожаловать на форумы The Fab. Меня зовут Кайл Восс, и я создаю для вас материалы Custom Motorsports Fabrication всех форм. Углеродное волокно, сварка TIG, формовка металла, хот-роды, маслкары, чопперы на заказ и все, что между ними. Я усердно работаю, чтобы еженедельно приносить вам новый контент.
О 6061.com:
Сварка и изготовление алюминия, а также другие разные видеоролики.
О серии Fabrication
Канал Fabricator на YouTube показывает, как построить что угодно. Многие проекты строятся с использованием моего 15-летнего опыта производства автомобилей, но я строю, ремонтирую, модифицирую, проектирую, исправляю и создаю практически все. Я всегда открыт для новых предложений от зрителей.
Многие проекты строятся с использованием моего 15-летнего опыта производства автомобилей, но я строю, ремонтирую, модифицирую, проектирую, исправляю и создаю практически все. Я всегда открыт для новых предложений от зрителей.
О гараже Джимбо:
Этот канал в основном посвящен сварке и металлообработке. Мы будем делать какие-то странные деревянные проекты здесь и там, но, в конце концов, это все потому, что мне нравится строить.
О Ramsey Customs – turbocobra
Меня зовут Гэри Рэмси. Владелец, производитель Ramsey Customs. Мы запустили этот канал в первую очередь для документирования полной реставрации Mustang 1965 года, но с годами канал превратился в место для демонстрации различных проектов, которые мы делаем.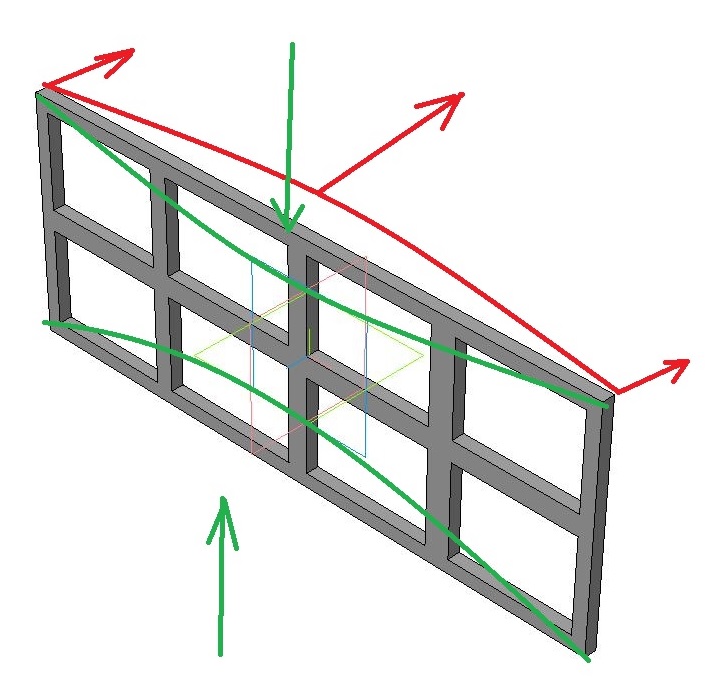 Эти проекты в основном связаны с изготовлением металла, изготовлением дерева. Металлообработка. Мы фокусируемся на искусстве металла, домашнем/деловом декоре и мебели, но мы также показываем видео, демонстрирующие различные инструменты, приемы и методы, используемые в металлообработке.
Эти проекты в основном связаны с изготовлением металла, изготовлением дерева. Металлообработка. Мы фокусируемся на искусстве металла, домашнем/деловом декоре и мебели, но мы также показываем видео, демонстрирующие различные инструменты, приемы и методы, используемые в металлообработке.
В последнее время мы производим инструменты для производителей. Мы продаем их в виде комплектов, которые можно сваривать или скреплять болтами, или мы продаем только чертежи. В наших видеороликах вы часто будете видеть сварку MIG, сварку TIG, сверление, фрезерование, токарные работы по металлу. Некоторое оборудование, которое у нас есть: Lincoln Mig Welder. Миллер Сварщик. Токарный станок по металлу Monarch 10EE. Фрезерный станок типа Бриджпорт. Фрезерный станок Cincinnati, горизонтальная ленточная пила Ellis, вертикальная ленточная пила DoAll. Плазменный стол с ЧПУ Trucut.
О компании Allen’s Welding/Woodworking:
Видеоролики по сварке и деревообработке. всевозможные постройки от ям для барбекю до рам для зеркал из поддонов.
всевозможные постройки от ям для барбекю до рам для зеркал из поддонов.
О производстве DoRite:
Всем привет… Джим Боллинджер. Я изготовитель, сварщик, строитель, пожарный и фельдшер. Люди говорят мне, что я как Ларри-кабельщик встречает МакГайвера. Свой первый сварочный аппарат я купил в 14 лет на деньги, заработанные стрижкой газонов. Сегодня я преподаю сварку для Lincoln Electric на семинарах и выставках. Я никогда не переставал хотеть учиться, и это вдохновляет меня учить других. Мои работы были замечены в телешоу, таких как «Экстремальный макияж», «Кухонные кошмары» и «Спасение в баре». Но не волнуйтесь, Голливуд меня не изменил. Больше всего на свете я люблю работать своими руками… сочетая творческий подход с техническими и инженерными ноу-хау, чтобы создавать все, от детских игрушек до канализационных станций, пожарных спасательных инструментов и машин для перетаскивания.
—
Если вы опытный и талантливый сварщик, рассматривающий возможность командировки по контракту, узнайте больше о преимуществах и принципах работы, нажав ниже.
ЧЕРТЕЖИ КОНСТРУКЦИОННОЙ СТАЛИ
КОНСТРУКЦИОННЫЕ ФОРМЫ И ЭЛЕМЕНТЫ
Различные конструкционные элементы используются для производства самых разных форм и размеров поперечного сечения. Многие формы показаны на рис. 7-1. Эти символы составлены из части 4 военного стандарта 18B (MIL-STD-18B) и информации Американского общества инженеров-строителей (ASCE). В следующих параграфах объясняются общие конструктивные формы, используемые в строительных материалах, и общие конструктивные элементы, изготовленные в этих формах.
Формы
Три наиболее распространенных типа элементов конструкции: W-образная (широкая полка), S-образная (двутавровая балка американского стандарта) и C-образная (американский стандартный швеллер). Эти три типа идентифицируются по номинальной глубине в дюймах вдоль стенки и весу на фут длины в фунтах. Например, W 12 x 27 указывает на W-образную форму (широкий фланец) со стенкой глубиной 12 дюймов и весом 27 фунтов на погонный фут.
Эти три типа идентифицируются по номинальной глубине в дюймах вдоль стенки и весу на фут длины в фунтах. Например, W 12 x 27 указывает на W-образную форму (широкий фланец) со стенкой глубиной 12 дюймов и весом 27 фунтов на погонный фут.
W-образная форма
W-образная форма представляет собой конструктивный элемент, поперечное сечение которого образует букву H, и является наиболее широко используемым конструктивным элементом. Он устроен так, что его полки обеспечивают прочность в горизонтальной плоскости, а стенка придает прочность в вертикальной плоскости.
Несущая свая
Несущая свая (HP-форма) почти идентична W-образной. Единственное отличие состоит в том, что толщина полки и толщина стенки несущей сваи равны, тогда как W-образная форма имеет разную толщину стенки и полки.
S-образная форма
S-образная форма (американский стандарт двутавровой балки) отличается тем, что ее поперечное сечение имеет форму буквы I. S-образные формы используются реже, чем W-образные, поскольку S-образные формы обладают меньшей прочностью и менее адаптируемы, чем W-образные формы.
С-образная форма
С-образная форма (швеллер американского стандарта) имеет поперечное сечение, несколько похожее на букву С. Это особенно полезно в местах, где требуется одна плоская поверхность без выступающих фланцев с одной стороны. С-образная форма не очень эффективна для балки или колонны, когда используется отдельно.
Каналы
Поперечное сечение канала похоже на квадратную букву C. Каналы идентифицируются по их номинальной глубине и весу на фут. Например, обозначение канала C9 x 13,4 по американскому стандарту на рис. 7-1 показывает номинальную глубину 9 дюймов и вес 13,4 фунта на погонный фут. Швеллеры в основном используются в местах, где одна плоская поверхность без выступающих фланцев на стороне требуется для. Однако канал не очень эффективен в качестве луча или столбца, когда используется отдельно. Но каналы могут быть собраны вместе с другими конструктивными формами и соединены заклепками или сваркой, чтобы сформировать эффективные составные элементы.
Угол (рис. 7-3) представляет собой конструктивную форму, поперечное сечение которой напоминает букву L. Обычно используются два типа: равнополочный угол и неравнополочный угол.
 Угол определяется размером и толщиной его ножек, например, угол 6 дюймов на 4 дюйма на 1/2 дюйма. Размер ног должен быть получен путем измерения по внешней стороне задней части ног. Когда угол имеет неравные стороны, сначала указывается размер более широкой стороны, как на Рисунке 7-3 — Углы. пример только что привел. Третье измерение относится к толщине ножек, которые всегда имеют одинаковую толщину. Уголки могут использоваться в комбинации из двух или четырех элементов для формирования основных элементов. Один угол также может использоваться для соединения основных частей вместе.
Угол определяется размером и толщиной его ножек, например, угол 6 дюймов на 4 дюйма на 1/2 дюйма. Размер ног должен быть получен путем измерения по внешней стороне задней части ног. Когда угол имеет неравные стороны, сначала указывается размер более широкой стороны, как на Рисунке 7-3 — Углы. пример только что привел. Третье измерение относится к толщине ножек, которые всегда имеют одинаковую толщину. Уголки могут использоваться в комбинации из двух или четырех элементов для формирования основных элементов. Один угол также может использоваться для соединения основных частей вместе. Пластины
Как правило, основное, что нужно помнить о пластинах, это то, что они имеют ширину более 8 дюймов и толщину 1/4 дюйма или более. Пластины обычно используются в качестве соединений между другими конструктивными элементами или в качестве составных частей сборных конструктивных элементов. Пластины, нарезанные по определенным размерам, могут иметь ширину от 8 дюймов до 120 дюймов и более и различную толщину.
 Края этих листов могут быть обрезаны ножницами (листы со сдвигом) или прокатаны под прямым углом (листы универсального проката).
Края этих листов могут быть обрезаны ножницами (листы со сдвигом) или прокатаны под прямым углом (листы универсального проката). Часто пластины обозначаются по их толщине и ширине в дюймах, например пластины размером 1/2 дюйма x 24 дюйма. Длина во всех случаях указывается в дюймах. Обратите внимание на рис. 7-4, что 1 кубический фут стали весит 490 фунтов. Этот вес, разделенный на 12, равняется 40,8, что является весом (в фунтах) стальной пластины площадью 1 квадратный фут и толщиной 1 дюйм. Дробная часть обычно отбрасывается, а 1-дюймовая тарелка называется 40-фунтовой тарелкой. На практике вы можете услышать, что плита упоминается по ее приблизительному весу на квадратный фут для определенной толщины. Примером может служить 20-фунтовая тарелка, что означает 1/2-дюймовую тарелку.
Обозначения, обычно используемые для плоского проката, были установлены Американским институтом чугуна и стали (AISI). Плоская сталь обозначается как пруток, полоса, лист или плита в зависимости от толщины материала, ширины материала и (в некоторой степени) процесса прокатки, которому он подвергался.

Тройники
Строительный тройник изготавливается путем разрезания стандартной двутавровой или двутавровой балки по центру ее стенки с образованием двух Т-образных профилей из каждой балки. При определении размеров перед символом структурного тройника ставятся буквы ST. Например, обозначение ST 5 WF 10,5 означает, что тройник имеет номинальную глубину 5 дюймов, широкий фланец и весит 10,5 фунтов на погонный фут. Катаный тройник представляет собой изготовленную форму. При обозначении размеров перед символом катаного тройника ставится буква Т. Размер Т 4 х 3 х 9.2 означает, что прокатанный Т имеет 4-дюймовый фланец, номинальную глубину 3 дюйма и вес 9,2 фунта на погонный фут.
Zee
Эти формы различаются по глубине, ширине полки и весу на погонный фут. Следовательно, Z 6 x 3 1/2 x 15,7 означает, что зи имеет глубину 6 дюймов, фланец 3 1/2 дюйма и весит 15,7 фунтов на погонный фут.
Плоский стержень
Конструктивная форма, называемая стержнем, имеет ширину 8 дюймов или меньше и толщину более 3/16 дюйма.
 Кромки прутков обычно завальцованы под прямым углом, как универсальные прокатные плиты. Размеры выражаются так же, как и для пластин, например, бар 6 дюймов на 1/2 дюйма. Стержни доступны в различных формах поперечного сечения – круглые, шестиугольные, восьмиугольные, квадратные и плоские. Четыре различных формы показаны на рис. 7-5. Как квадраты, так и круглые обычно используются в качестве элементов жесткости легких конструкций. Их размеры в дюймах относятся к стороне квадрата или диаметру круга.
Кромки прутков обычно завальцованы под прямым углом, как универсальные прокатные плиты. Размеры выражаются так же, как и для пластин, например, бар 6 дюймов на 1/2 дюйма. Стержни доступны в различных формах поперечного сечения – круглые, шестиугольные, восьмиугольные, квадратные и плоские. Четыре различных формы показаны на рис. 7-5. Как квадраты, так и круглые обычно используются в качестве элементов жесткости легких конструкций. Их размеры в дюймах относятся к стороне квадрата или диаметру круга. Колонны
Обычно для колонн используются элементы с широкими полками, как можно ближе к квадратному в поперечном сечении, но иногда используются трубы большого диаметра, даже если трубные колонны могут создавать трудности при соединении при присоединении других элементов (Рисунок 7). -6). Колонны также могут быть изготовлены путем сварки или соединения болтами ряда других профилей проката, обычно уголков и пластин (рис. 7-7).
Балки
Балки — это основные горизонтальные элементы конструкции стального каркаса. Они соединяются от колонны к колонне и обычно соединяются сверху колонн с помощью накладок (подшипники) (рис. 7-8). Альтернативным методом является сидячее соединение (рис. 7-9). Балка крепится к полке колонны с помощью уголков, при этом одна нога проходит вдоль полки балки, а другая напротив колонны. Функция балок заключается в поддержке балок межэтажного перекрытия.
Они соединяются от колонны к колонне и обычно соединяются сверху колонн с помощью накладок (подшипники) (рис. 7-8). Альтернативным методом является сидячее соединение (рис. 7-9). Балка крепится к полке колонны с помощью уголков, при этом одна нога проходит вдоль полки балки, а другая напротив колонны. Функция балок заключается в поддержке балок межэтажного перекрытия.
Элементы
Основными частями конструкции являются несущие элементы. Они поддерживают и передают нагрузки на конструкцию, оставаясь при этом равными друг другу. Места, где члены соединяются с другими членами, называются соединениями. Общая сумма нагрузок, воспринимаемых элементами конструкции в конкретный момент времени, равна полной статической нагрузке плюс общая временная нагрузка.
Общая статическая нагрузка — это общий вес конструкции, который постепенно увеличивается по мере подъема конструкции и остается постоянным после ее завершения. Общая динамическая нагрузка — это общий вес подвижных объектов, таких как люди, мебель и движение по мосту, которые конструкция поддерживает в определенный момент.
Базовая система – стойка и балка (каркасная рама) и пространственные рамы.
2. Преимущества конструкции со стальным каркасом:
1. Можно строить очень высокие и широкие (самые высокие здания в мире)
2. Легкий и прочный (намного легче и прочнее, чем бетон)
3. Сборный – каркас быстро собирается
4. Точный и предсказуемость (отличный контроль качества)
3. Недостатки конструкции со стальным каркасом:
1. Сталь — дорогой материал (гораздо дороже кирпичной кладки или бетона)
2. Каркасы неустойчивы
3. Требуется противопожарная защита
4. Требуется отдельная «обшивка» (стены и полы)
4. Методы стабилизации зданий со стальным каркасом:
1. Жесткое ядро - обычно достигается за счет внутренней кладки (или бетона) лестничных башен и лифтовых шахт, создающих вертикальное жесткое ядро, противодействующее деформациям и кручению здания под действием внешних боковых сил.
2. Диагональные связи — добавление диагональных связей «X» или «K», которые противостоят боковым нагрузкам. Проблемы – могут мешать внешние окна.
Проблемы – могут мешать внешние окна.
3. Устойчивые к моменту соединения балки с колонной. Обычно выполняются путем изготовления дополнительных соединительных уголков, сварных швов и болтов, которые значительно повышают жесткость соединения. Проблемы – крайне трудоемкие и дорогие.
4. Стены жесткости – Наружные (или внутренние) стены, построенные из кирпичной кладки или бетона, которые действуют как вертикальная консольная балка, воспринимающая боковые нагрузки. Проблемы – могут мешать наружные окна, трудоемкий, тяжелый.
5. Основные профили из конструкционной стали (горячекатаные):
Как правило, конструкционная сталь изготавливается методом горячей прокатки под несколькими обозначениями ASTM, наиболее распространенным из которых является A36. Эта сталь имеет минимальный предел текучести 36 тысяч фунтов на квадратный дюйм и минимальное предельное (разрушающее) напряжение 58 тысяч фунтов на квадратный дюйм. Доступны многие другие марки, с пределом текучести A572 – 50 KSI в качестве выбора для более высокой прочности. Новая марка стали A992 недавно заменила A572 и A36 (для профилей W) в качестве стандартной марки стали. Как и A572, он также имеет предел текучести 50 KSI.
Новая марка стали A992 недавно заменила A572 и A36 (для профилей W) в качестве стандартной марки стали. Как и A572, он также имеет предел текучести 50 KSI.
1. Широкая полка — типичная «двутавровая балка», используемая в строительстве. Пример — W18x35, где «W» = широкая полка, 18 = номинальная глубина элемента в дюймах и 35 = вес балки в фунтах на погонный фут. Используется для балок, колонн, свай, распорок и других тяжелых применений.
2. Углы – равнополочные или неравнополочные. Пример — L4 x 3 x 1/4, где 4 и 3 — фактические размеры полки в дюймах, а 1/4 = толщина уголка в дюймах. Используется для перемычек, раскосов, составных балок и колонн, вторичного каркаса и других легких применений.
3. Стальные швеллеры – эти элементы в форме буквы «С» используются для балок, сборных колонн, распорок, вторичного каркаса и других применений с легкими и средними нагрузками. Примером канала является C10x30, где «C» обозначает канал, 10 — фактическая высота канала в дюймах, а 30 — фунты на погонный фут.
4. Стальная труба. Круглая труба чаще всего используется для колонн. Выпускается в трех категориях в зависимости от диаметра и толщины стенки: «стандартный вес», «сверхпрочный» и «двойной сверхпрочный». Двойная сверхпрочная труба является самой прочной, потому что у нее самые толстые стенки. Пример — труба стандартного веса диаметром 4 дюйма
5. Трубчатая сталь – эти квадратные или прямоугольные сечения чаще всего используются в качестве колонн, но также могут использоваться в качестве балок, распорок или других применений. Типичным примером является TS6x4x1/4, где TS = трубная сталь, 6 и 4 — фактическая ширина и глубина в дюймах, а 1/4 — толщина стенки в дюймах.
С 2003 года трубная сталь теперь называется Американским институтом стальных конструкций «полым конструкционным сечением» (HSS). Типичное обозначение HSS6x4x1/4.
6. Пластины – плоские куски стали, нарезанные по размеру. Обычно в диапазоне от 1/8 дюйма до 6 дюймов. Используется в качестве опорных плит колонн, сборных балок и колонн (т. е. пластинчатых ферм), соединительных деталей (т. е. косынок, сварных пластин и т. д.) и любого другого применения, где требуются детали определенного размера. Пример – PL 6x4x3/8, где 6 и 4 – длина и ширина листа в дюймах, а 3/8 – толщина листа в дюймах.
е. пластинчатых ферм), соединительных деталей (т. е. косынок, сварных пластин и т. д.) и любого другого применения, где требуются детали определенного размера. Пример – PL 6x4x3/8, где 6 и 4 – длина и ширина листа в дюймах, а 3/8 – толщина листа в дюймах.
7. Вырезанные секции. Обычно это секции с широкими полками, которые разрезаются пополам, образуя Т-образную секцию. Используется для перемычек, балок, раскосов и колонн. Пример – WT7x19 представляет собой секцию, вырезанную из широкой полки W14x38.
5. Соединения:
6. Заклепки – Обычно больше не используются по таким причинам, как низкая прочность, безопасность и плохой контроль качества.
1. Болты – бывают двух видов – из углеродистой стали и высокопрочные. Болты из углеродистой стали получают свою прочность за счет сдвига (или растяжения) только вдоль стержня болта. Наиболее распространенное обозначение ASTM для болтов из углеродистой стали, используемых в конструкциях, – A307. Эти болты не могут нести ту же нагрузку, что и высокопрочные болты, и используются для легких условий эксплуатации, таких как анкерные болты. Высокопрочные болты получают свою прочность не только за счет сдвига и растяжения вдоль вала, но и за счет сил трения, возникающих при натяжении гайки до заданного уровня. Самый распространенный ASTM
Эти болты не могут нести ту же нагрузку, что и высокопрочные болты, и используются для легких условий эксплуатации, таких как анкерные болты. Высокопрочные болты получают свою прочность не только за счет сдвига и растяжения вдоль вала, но и за счет сил трения, возникающих при натяжении гайки до заданного уровня. Самый распространенный ASTM
2. Сварка. Сварка осуществляется путем механического соединения стали с помощью нагревательных электродов в расплавленном состоянии, которое образует одно целое из двух. Создает чрезвычайно жесткие соединения. Наиболее распространенным типом сварки, используемым для строительных конструкций, является «угловой» шов, который соединяет детали под прямым углом. Обычно соединительные уголки к балкам и колоннам приваривают в цеху, а затем скрепляют их болтами в полевых условиях на стройплощадке.
7. Стальной настил:
Стальной настил относится к одному из нескольких основных типов. Весь настил холоднокатаный и продается толщиной от 16 (самая тяжелая) до 28 (самая легкая).
1. Настил крыши – обычно доступен высотой 1½ дюйма и 3 дюйма и толщиной от 16 до 22 калибров. Настил крыши характеризуется тем, что верхняя канавка намного шире, чем нижняя, что обеспечивает максимально возможную плоскую поверхность для несущих ненесущих компонентов здания, таких как жесткая изоляция. Ширина нижней канавки варьируется, и доступны различные профили, такие как «узкое ребро», «промежуточное ребро» и «широкое ребро».
2. Настил для пола (некомпозитный) — используемый для полов, этот тип настила имеет верхнюю и нижнюю канавки приблизительно одинаковой длины и действует как форма для бетона. Типичные доступные высоты: 9/16″, 1″, 1 5/16″, 1½”, 2″ и 3″. Бетон, уложенный на настил, обычно армируется сварной проволочной тканью.
3. Настил пола (композитный) — Подобно настилу пола из некомпозитного материала, этот настил обычно имеет дополнительные перфорации в настиле для «сцепления» с бетоном. Эта палуба действует как часть структурной системы со стальными балками. Настил размещается поверх стальной балки, а стальные «шпильки» привариваются через настил и к верхней полке балки. После того, как бетон уложен и отвержден, он захватывает срезные шпильки и взаимодействует со стальной балкой, значительно увеличивая несущую способность одной только стальной балки.
Настил размещается поверх стальной балки, а стальные «шпильки» привариваются через настил и к верхней полке балки. После того, как бетон уложен и отвержден, он захватывает срезные шпильки и взаимодействует со стальной балкой, значительно увеличивая несущую способность одной только стальной балки.
8. Стальные балки (стержневые балки):
Эти легкие фермы с открытой стенкой производятся различными компаниями (такими как Vulcraft), чтобы обеспечить максимально легкую альтернативу балкам. Они используются чаще всего для сборки крыши. Типичная стальная балка показана ниже:
9. Легкий стальной каркас:
Легкие стальные каркасные элементы используются для каркаса стен, перекрытий, балок и перемычек – всего, для чего используются обычные деревянные каркасные элементы. Строительные нормы и правила большинства штатов предписывают использовать негорючие конструкции для объектов определенного типа, а элементы деревянного каркаса использовать НЕЛЬЗЯ. Эти легкие элементы представляют собой холоднокатаные (аналогичные стальному настилу) изделия из листового металла, которые доступны от различных производителей в виде элементов «С» в калибрах, обычно от 12 до 26 калибров. Они крепятся и собираются с помощью саморезов и точечной сварки.
Эти легкие элементы представляют собой холоднокатаные (аналогичные стальному настилу) изделия из листового металла, которые доступны от различных производителей в виде элементов «С» в калибрах, обычно от 12 до 26 калибров. Они крепятся и собираются с помощью саморезов и точечной сварки.
10. Противопожарная защита:
Все стальные конструкции должны быть защищены от огня в соответствии с государственными и местными строительными нормами. Хотя для фактического плавления стали требуется очень значительное количество тепла, она теряет большую часть своей прочности при температурах выше 7000 F. Обычно существуют две основные категории огнезащиты – термическая и абсорбционная.
1. Тепловая противопожарная защита – замедляет прохождение тепла через сталь. Используемые методы включают изоляцию и вспучивающуюся краску.
2. Абсорбционная противопожарная защита – поглощает тепло. Используемые методы включают покрытие стальных элементов бетоном, гипсом (напылением) и сложные методы, такие как заполненные жидкостью камеры (обычно оборачиваются вокруг колонн).
СВАРНЫЕ И КЛЕПНЫЕ СТАЛЬНЫЕ КОНСТРУКЦИИ
В следующих параграфах обсуждаются сварные и клепаные стальные конструкции и приводятся примеры обоих методов изготовления ферм.
Сварные стальные конструкции
Как правило, сварные соединения имеют каркас или посадку так же, как и клепаные соединения, которые мы обсудим позже. Однако сварные соединения более гибкие. Отверстия, используемые для соединения деталей болтами или штифтами во время сварки, обычно просверливаются в производственной мастерской. Балки обычно не привариваются непосредственно к колоннам. Процедура обеспечивает жесткое соединение и приводит к сильному изгибу, который создает нагрузку на балку, которой должны сопротивляться как балка, так и сварной шов.
Символ сварки
Чертежи содержат специальные символы для указания места сварки, типа соединения, а также размера и количества металла шва, который должен быть наплавлен в соединении. Американское общество сварщиков (AWS) стандартизировало их. Сварщик увидит их всякий раз, когда он или она выполняет сварочное задание из набора распечаток, поэтому вам необходимо ознакомиться со всеми элементами стандартного символа сварки, а также с расположением и значением основных символов сварки.
Американское общество сварщиков (AWS) стандартизировало их. Сварщик увидит их всякий раз, когда он или она выполняет сварочное задание из набора распечаток, поэтому вам необходимо ознакомиться со всеми элементами стандартного символа сварки, а также с расположением и значением основных символов сварки.
Стандартный символ сварки (рис. 7-15): контрольная линия + стрелка + хвост.
Опорная линия – это основа. На него наносятся символы сварки, размеры и другие данные. Стрелка соединяет контрольную линию с соединением или областью, подлежащей сварке. Направление стрелки не имеет отношения к значению опорной линии. Конец символа сварки используется только при необходимости для включения информации о процессе, спецификации или другой справочной информации.
Символы типов сварных швов
Символы сварных швов относятся к символам для определенного типа сварного шва, такого как угловой шов, паз, стык, наплавка, пробка или прорезь.
Символ сварки (Рисунок 7-16) является лишь частью информации, необходимой для обозначения сварки. При использовании для распространения информации термин «символ сварки» относится к общему символу, который включает в себя все символы сварки, необходимые для указания требуемых сварных швов.
При использовании для распространения информации термин «символ сварки» относится к общему символу, который включает в себя все символы сварки, необходимые для указания требуемых сварных швов.
Наложение символа сварного шва на контрольную линию показано на рис. 7-17. Обратите внимание, что вертикальная сторона символа сварки показана слева от наклонной или изогнутой стороны символа. Независимо от того, относится ли символ к угловому, фасочному, J-образному или развальцовочному шву, вертикальная сторона всегда рисуется влево. Значение положения символа сварки на опорной линии показано на рис. 7-18.
Когда необходимо скосить только одну кромку соединения, необходимо показать, какой элемент должен быть скошен (Рисунок 7-19). Когда указан такой стык, стрелка символа сварки указывает с определенным разрывом на скошенный элемент. Другие символы сварки могут быть добавлены к символу сварки по мере необходимости для передачи всей информации, необходимой для сварки.
Однако, независимо от направления стрелки, вся информация, нанесенная на опорную линию символа сварки, читается слева направо. Список символов сварки показан на рис. 7-20.
Список символов сварки показан на рис. 7-20.
Размер, длина, шаг (расстояние между центрами), угол разделки и отверстие в корне сварного шва имеют определенные местоположения. Эти местоположения определяются стороной контрольной линии, на которой размещен символ сварки.
Дополнительный
Помимо основных символов сварки, символ сварки может включать дополнительные символы (Рисунок 7-22). Контурные символы показывают, как должно быть сформировано лицо; символы отделки указывают метод, используемый для формирования контура.
Символ отделки (если он используется) показывает метод отделки, C обозначает скалывание, M означает механическую обработку, а G обозначает шлифовку, а не степень отделки. Как символы контура и отделки применяются к символу сварки, показано на Рис. 7-23. Этот символ указывает на то, что сварной шов должен быть зачищен заподлицо. Также обратите внимание, что символы размещаются с той же стороны от базовой линии, что и символ сварного шва.
Другим дополнительным символом является символ сварки по всему периметру. Когда этот символ помещается на символ сварки, сварные швы должны продолжаться по всему стыку.
Еще один символ на Рисунке 7-22 — это символ монтажной сварки, черный флажок, указывающий на конец символа сварки. Для сварных швов, которые не могут быть выполнены в цеху из-за размера, транспортировки, конструктивных особенностей или по другим причинам, этот символ указывает сварщику выполнить сварку в полевых условиях, которая может выполняться «на месте» или на месте.
Сварные стальные фермы
Чертеж типичной сварной стальной фермы показан на рис. 7-24. Когда вы интерпретируете символы сварки, вы увидите, что большинство из них показывают, что конструкционные углы будут сварены угловым швом. Скругление будет иметь радиус 1/4 дюйма (толщину) с обеих сторон и будет проходить вдоль угла на протяжении 4 дюймов.
Сварные стальные фермы
Чертеж типичной сварной стальной фермы показан на рис. 7-24. Когда вы интерпретируете символы сварки, вы увидите, что большинство из них показывают, что конструкционные углы будут сварены угловым швом. Скругление будет иметь радиус 1/4 дюйма (толщину) с обеих сторон и будет проходить вдоль угла на протяжении 4 дюймов.
7-24. Когда вы интерпретируете символы сварки, вы увидите, что большинство из них показывают, что конструкционные углы будут сварены угловым швом. Скругление будет иметь радиус 1/4 дюйма (толщину) с обеих сторон и будет проходить вдоль угла на протяжении 4 дюймов.
Стальные клепаные конструкции
Элементы стальных конструкций клепаются в цехе, где они изготавливаются, в пределах, допускаемых условиями отгрузки. Во время изготовления все отверстия для заклепок пробиваются или сверлятся независимо от того, должны ли заклепки забиваться в полевых условиях или в мастерской.
Посмотрите на производственный чертеж клепаной стальной фермы крыши на рис. 7-25. На первый взгляд он кажется загроможденным и трудночитаемым. Это вызвано тем, что на чертеже необходимо указать множество размеров и других соответствующих фактов, но вы сможете прочитать его, как только поймете, что ищете, как мы объясним в следующих параграфах.
Верхний пояс состоит из двух углов, обозначенных спецификацией 2L 4 x 3 1/2 x 5/16 x 16´-5 1/2″. Это означает, что хорда составляет 4 дюйма на 3 1/2 дюйма на 5/16 дюйма толщиной и 16 футов 5 1/2 дюйма длиной.0039 Верхний пояс также имеет спецификацию IL 4 x 3 x 3/8 x 7(e). Это означает, что к нему прикреплено пять зажимных уголков, и каждый из них представляет собой угол размером 4 дюйма на 3 дюйма, толщиной 3/8 дюйма и длиной 7 дюймов.
Это означает, что хорда составляет 4 дюйма на 3 1/2 дюйма на 5/16 дюйма толщиной и 16 футов 5 1/2 дюйма длиной.0039 Верхний пояс также имеет спецификацию IL 4 x 3 x 3/8 x 7(e). Это означает, что к нему прикреплено пять зажимных уголков, и каждый из них представляет собой угол размером 4 дюйма на 3 дюйма, толщиной 3/8 дюйма и длиной 7 дюймов.
Косынка (а) в левом нижнем углу вида имеет маркировку PL 8 x 3/8 x 1´-5 (а). Это означает, что его ширина составляет 8 дюймов, толщина — 3/8 дюйма, а длина — 1 фут 5 дюймов.
Нижний пояс состоит из двух уголков 2 1/2 дюйма на 2 дюйма на 5/16 дюйма на 10 футов 3 7/16 дюйма, которые соединены с косынками А и В, и еще двух уголков 2 1/2 дюймов на 2 дюйма на 1/4 дюйма на 10 футов 4 1/8 дюйма, которые соединяются с косынкой B и продолжаются до другой половины фермы. Еще два уголка соединены с косынками С и В на верхнем и нижнем поясах; они 2 1/2 дюйма на 2 дюйма на 1/4 дюйма на 2 фута 10 1/2 дюйма. Другой элемент между верхним и нижним поясами, соединенный с косынкой B и косынкой D, состоит из двух уголков 2 1/2 дюйма на 2 дюйма на 1/4 дюйма на 8 футов 5 дюймов.
Рисунок 7-27 — Размеры клепаной стальной фермы.
На рис. 7-26 та же ферма показана только с названиями некоторых элементов и размерами косынок (A, C и D) между углами.
На рис. 7-27 та же ферма показана только с некоторыми необходимыми размерами, чтобы упростить чтение полного рабочего чертежа конструкции.
Большая часть заклепок будет забита в цеху, за исключением пяти заклепок в косынке прогона d и двух показанных заклепок, соединяющих центральную часть нижнего пояса, который соединяется с косынкой b. Эти семь заклепок будут вбиты на стройплощадке. Условные обозначения заклепок, забиваемых в цеху и в полевых условиях, показаны на рис. 7-28.
ЧЕРТЕЖИ СТАЛЬНЫХ КОНСТРУКЦИЙ
Чертежи, используемые для изготовления и монтажа стальных конструкций, обычно состоят из группы различных типов чертежей, таких как компоновочные, общие, производственные, монтажные и монтажные. Эти чертежи описаны в следующих параграфах.
Компоновочные чертежи
Компоновочные чертежи также называются общими планами и чертежами профилей. Они предоставляют необходимую информацию о местоположении, выравнивании и высоте конструкции и ее основных частей относительно земли на площадке. Они также предоставляют другие важные сведения, такие как характер подстилающего грунта или расположение прилегающих сооружений и дорог. Эти чертежи дополняются инструкциями и информацией, известной как письменные спецификации.
Генеральные планы
Генеральные планы содержат информацию о размерах, материале и составе всех основных элементов конструкции, их взаимном расположении и способе соединения, а также крепления других частей конструкции. Количество поставляемых чертежей общего плана определяется такими факторами, как размер и характер сооружения, сложность операций. Общие планы состоят из видов в плане, фасадов и разрезов сооружения и его различных частей. Объем необходимой информации определяет количество и расположение секций и фасадов.
Производственные чертежи
Производственные чертежи или заводские чертежи содержат необходимую информацию о размере, форме, материале и положениях для соединений и креплений для каждого элемента. Эта информация достаточно подробна, чтобы можно было заказать материал для соответствующего элемента и изготовить его в магазине или на верфи. Составные части элементов показаны на производственном чертеже, а также размеры и монтажные метки.
Монтажные чертежи
Монтажные чертежи или монтажные схемы показывают расположение и положение различных элементов готовой конструкции. Они особенно полезны для персонала, выполняющего монтаж в полевых условиях. Например, на монтажных чертежах указан приблизительный вес тяжелых деталей, их количество и другие полезные данные.
Фальш-конструкция Чертежи
Термин фальш-конструкция относится к временным опорам из дерева или стали, необходимым для возведения сложных или важных конструкций. Когда требуется ложная работа в сложном масштабе, чертежи, аналогичные уже описанным общим и детальным чертежам, могут быть предоставлены для руководства строительством. Для простой фальшивой работы достаточно полевых зарисовок.
Когда требуется ложная работа в сложном масштабе, чертежи, аналогичные уже описанным общим и детальным чертежам, могут быть предоставлены для руководства строительством. Для простой фальшивой работы достаточно полевых зарисовок.
Выбор правильного Strut для вашего приложения
При выборе канала Unistrut для вашего проекта есть несколько вещей, которые вы должны учитывать, чтобы убедиться, что вы получаете правильный канал для вашего приложения. Ниже мы дадим вам точно знать, о чем следует подумать, а затем разберем все это для вас более подробно.
На что обратить внимание при покупке канала Unistrut- Размеры профиля – Существуют ли требования/ограничения по размеру в месте установки?
- Сплошной или с отверстиями – Как вы планируете монтировать канал? Прострелить? Подвешивается на стержнях? С фурнитурой?
- Отделка – Нужно ли приваривать? Это происходит на улице или в коррозионной среде?
- Загрузка – Какой вес он должен выдерживать?
- Комбинации – Требует ли ваше приложение другой конфигурации, чем один, один канал?
Unistrut P1000 с профилем 1-5/8″ x 1-5/8″ на сегодняшний день является нашим самым популярным каналом. Завод производит его в гораздо больших объемах, и он более доступен. Поэтому он, как правило, является наиболее экономичным и наиболее широко продаваемым. Детали и фитинги, которые изготавливаются для серии 1-5/8″, также более доступны. Поэтому, если у вас есть работа, которую вы готовы приступить к работе прямо сейчас, Unistrut P1000, как правило, ваш самый надежный выбор.
Завод производит его в гораздо больших объемах, и он более доступен. Поэтому он, как правило, является наиболее экономичным и наиболее широко продаваемым. Детали и фитинги, которые изготавливаются для серии 1-5/8″, также более доступны. Поэтому, если у вас есть работа, которую вы готовы приступить к работе прямо сейчас, Unistrut P1000, как правило, ваш самый надежный выбор.
Швеллер Unistrut P1000 и все другие элементы каркаса Unistrut изготовлены методом холодной штамповки из низкоуглеродистой полосовой стали с непрерывным пазом вдоль одной стороны и загнутыми внутрь краями, образующими открытую букву «c». Загнутые внутрь края канавок работают в сочетании с фурнитурой канавок (канальные гайки, пружинные гайки, шпильки, шайбы Qwik и т. д.), имеющими текстурированные канавки, для создания более надежной точки соединения.
Швеллер Unistrut P1000 — принятый стандарт для использования в механическом, электрическом и общем строительстве — предназначен для тяжелых условий эксплуатации и изготовлен из прочного материала толщиной 12 мм.
Тем не менее, в серии швеллеров шириной 1-5/8″ существует также ряд профилей другой высоты, которые следует учитывать, и даже несколько других профилей стоек размером 1-5/8″ x 1-5/8″. из более легких материалов (P2000 14 ga и P1100 16 ga)
- P3000: Высота 1-3/8 дюйма (реже, не в большом количестве)
- P3300: 7 /8″ Высота ** Самый популярный канал с мелким профилем
- P4000: Высота 13/16″ (неглубокий канал)
- P4100: Высота 13/16 дюйма ** Самый популярный канал 13/16 дюйма с мелким профилем
- P5000: Высота 3-1/4 дюйма (глубокий канал)
- P5500: Высота 2–716 дюймов (глубокий канал)
В удобной таблице ниже приведен список каналов шириной 1-5/8″, с указанием высоты канала (также называемой глубиной канала), калибра канала и доступных конфигураций отверстий
Помимо Unistrut 1 Каналы серии -5/8″, есть также несколько менее распространенных серий каналов, предназначенных для средних и легких условий эксплуатации.
Швеллеры серии A имеют ширину 1-1/4 дюйма, калибр 14 (A1000: 1-1/4 дюйма x 1-1/4 дюйма, A3300: 1-1/4 дюйма x 3 дюйма). 4″, А4000 (19ga) 1-1/4 x 5/8″. Швеллер Unistrut серии A предназначен для средних условий эксплуатации и имеет собственную линейку фитингов и крепежа. Га. P6000 имеет размеры 13/16 x 13/16 дюймов, а P7000, канал с неглубоким профилем, имеет размер 13/16 x 13/32 дюймов. Они также имеют свою собственную линию фитингов и оборудования и предназначены для легких условий эксплуатации.
Длина канала Стандартная длина почти всех каналов Unistrut составляет 10 или 20 футов (хотя некоторые из них доступны длиной 16 футов). Итак, имейте в виду, что швеллер нужно будет перевозить на грузовике с закрытым кузовом или на платформе, если только у вас нет небольших партий, нарезанных по длине для доставки UPS. Связки каналов обычно состоят из 50 штук, поэтому связка длиной 10 футов будет содержать 500 погонных футов, а связка длиной 20 футов будет содержать в два раза больше материала, 1000 погонных футов.
Распиловка обычно осуществляется за дополнительную плату, так как это дополнительная услуга, и большинство дистрибьюторов взимают плату за полную длину (не менее 10 футов), даже если вам нужны только две 24-дюймовые детали.
Причина этого в том, что они могут не использовать нечетные длины, за исключением корзины для металлолома, и не иметь возможности инвентаризировать их в своей системе. Вам почти всегда придется платить за полную, продаваемую длину. (Если вам нужно двадцать отрезков длиной 11 футов, с вас будет взиматься плата за 20 отрезков длиной 20 футов, а также вы можете запросить 9-футовые “капли”, если они понадобятся вам для другого проекта).
Для очень больших количеств нестандартной длины канала Unistrut вы можете запросить специальную партию материала, но это может занять длительное время, и вам нужно будет получить оценку, чтобы убедиться, что это более экономичный вариант. для тебя.
Твердое тело или отверстия? Важно учитывать, для чего вы используете свой канал Unistrut, когда решаете, использовать ли сплошной канал или канал с отверстиями или прорезями. Вы что-то строите из него, например, полку или стеллаж? Вы крепите его к стене или подвешиваете к потолку? Если да, то как вы планируете это сделать? Нужно ли болтать через канал?
Вы что-то строите из него, например, полку или стеллаж? Вы крепите его к стене или подвешиваете к потолку? Если да, то как вы планируете это сделать? Нужно ли болтать через канал?
Над этими вопросами вам следует подумать. Если вы планируете прикручивать что-либо через канал, вы можете подумать о канале с отверстиями или прорезями, чтобы вам не пришлось его просверливать — предполагается, что канал Unistrut прост в установке, без необходимости сверления или сварки. !
Тип прорези ‘T’ – это, безусловно, наиболее распространенная схема отверстий. На задней стороне Т-образного паза есть удлиненные пазы, в которые можно вставить оборудование 1/2″. Т-образный канал облегчает регулировку и фиксацию по сравнению с каналом с круглыми отверстиями, где нет места для регулировки.
Канал типа HS имеет ряд круглых отверстий, которые также подходят для фурнитуры 1/2″. (но не допускайте регулировки, кроме выбора другого отверстия для использования).
‘h4’ похож на ‘HS’, но отверстия расположены по всем трем сторонам канала. **Доступно только для канала P1000. ) и ‘DS’ (широкие, удлиненные прямоугольные пазы **Доступно только для канала P1000).
При выборе отверстий или жесткой распорки необходимо учитывать прочность канала. Каналы ‘SL’ и ‘T’ имеют понижающий коэффициент на 15 % по отношению к твердому каналу, а у «HS» коэффициент уменьшения составляет 10 %, поэтому они немного менее прочны и способны удерживать меньший вес.
Отделка канала/специальные металлы Большинство каналов Unistrut доступны в исполнении из обычной углеродистой стали, Perma-Green или предварительно оцинкованной стали. Другие варианты включают горячеоцинкованные и специальные металлы (алюминий и нержавеющая сталь типа 304 и 316). Хотя для сварки можно использовать и другие отделки, обычная углеродистая сталь (без отделки, черная сталь, голая сталь), имеющая лишь легкий масляный слой для предотвращения ржавчины, обычно является предпочтительной «отделкой» для сварки.
Углеродистая сталь не годится для использования на открытом воздухе или в средах с большим количеством влаги или агрессивных элементов. Углеродистая сталь со временем ржавеет. Тем не менее, он может быть окрашен методом горячего погружения, с порошковым покрытием или окрашен. Так что это может иметь смысл, если вы используете его при производстве чего-то, что вы планируете обработать после завершения производства.
Perma-Green и Pre-Galvanized являются наиболее распространенными видами отделки и обеспечивают достаточную степень защиты от влажности, погодных условий и химических/коррозионных агентов. Горячее цинкование похоже на предварительное цинкование, но имеет более толстый и прочный слой цинкования, а специальные металлы, такие как алюминий и нержавеющая сталь, обладают собственным уникальным набором преимуществ. Обратитесь к Каталогу Unistrut для получения технических данных об отделке продукта и спецификациях материалов.
Загрузка Как упоминалось ранее, наличие отверстий или прорезей в вашем канале уменьшает вес, который они могут удерживать. Различные размеры, а также размеры и длина различных профилей каналов Unistrut будут определять, какой вес может выдержать каждый элемент. Каталог Unistrut содержит полные таблицы данных нагрузки на колонны и балки для каждого типа канала, произведенного Unistrut. См. эти диаграммы или свяжитесь с инженером по продукции Unistrut непосредственно через веб-сайт Unistrut (не забудьте выбрать переключатель «Инженерия по продукту» в нижней части формы).
Различные размеры, а также размеры и длина различных профилей каналов Unistrut будут определять, какой вес может выдержать каждый элемент. Каталог Unistrut содержит полные таблицы данных нагрузки на колонны и балки для каждого типа канала, произведенного Unistrut. См. эти диаграммы или свяжитесь с инженером по продукции Unistrut непосредственно через веб-сайт Unistrut (не забудьте выбрать переключатель «Инженерия по продукту» в нижней части формы).
Теперь, когда вы знаете почти все, что нужно знать о каналах Unistrut одинарной длины, давайте поговорим о комбинациях каналов. Комбинация каналов просто означает две или более частей канала, сваренных вместе. Наиболее распространенная конфигурация — спина к спине. Unistrut P1001 — наиболее часто продаваемый встречный канал. Это два куска Unistrut P1000, сваренные вместе, с общим размером 1-5/8″ x 3-1/4″.
Комбинации из двух каналов также могут быть выполнены сваркой бок о бок или бок о бок.