Как сварить тонкий металл электросваркой: Сварка тонкого металла электродом: ошибки, советы, оборудование
alexxlab | 26.06.1990 | 0 | Разное
Узнаем как варить тонкий металл электродом правильно? Советы сварщикам и процесс
Тонкую сталь используют для изготовления самых различных конструкций. На предприятиях сварочные работы осуществляются с помощью специальных аппаратов, которые обеспечивают изделия оптимальным соединением. Как варить тонкий металл электродом дома? Каким оборудованием работать лучше? Именно такие вопросы задают неопытные сварщики, вынужденные работать дома. Информацию о том, как правильно варить тонкий металл электродом, вы найдете в данной статье.
В чем заключаются трудности?
Важность вопроса, какими электродами лучше варить тонкий металл, обусловлена тем, что в случае их неправильного выбора или несоблюдения правил работ у мастера могут возникнуть проблемы. К ним можно отнести следующее:
- Ввиду того, что работать приходится с достаточно тонким материалом, важно правильно рассчитать силу тока. В противном случае в металле могут образоваться несколько сквозных дыр. Также они являются следствием медленного ведения шва.

- Стремясь не допустить прожогов, многие сварщики слишком торопятся, проходя стык. Как результат, на обрабатываемой поверхности остается непроваренное место. Специалисты такие участки называют непроварами. В итоге соединение получается с плохой герметичностью, а изделие считается непригодным для работы с жидкостью. Кроме того, металл обладает невысоким показателем сопротивления на разрыв и излом.
- Нередко те, кто не знает, как варить тонкий металл электродом, допускают еще одну ошибку, а именно оставляют с обратной стороны соединяемых изделий наплывы. Если с лицевой стороны поверхность выглядит нормально, то с обратной оставляет желать лучшего. Предотвратить это можно с помощью специальных подложек. Также желательно снизить силу тока или изменить технику сварки.
- Бывает, что конструкция деформируется. Причина – перегрев листовой стали. Поскольку у самых краев металлическая конструкция остается холодной, а в точке сваривания расширяется межмолекулярная составляющая, на поверхности стали начинают образовываться волны, что приводит к общему изгибу.
 Как утверждают опытные сварщики, проблема решается посредством холодной правки – при помощи резиновых молотков лист выпрямляется. Если же такая возможность отсутствует, то придется во время сварки правильно чередовать наложение швов.
Как утверждают опытные сварщики, проблема решается посредством холодной правки – при помощи резиновых молотков лист выпрямляется. Если же такая возможность отсутствует, то придется во время сварки правильно чередовать наложение швов.
Чтобы не допустить этих недочетов, нужно знать, как варить тонкий металл электродом.
Об источниках тока
Для сварки такими источниками могут быть трансформаторы и инверторы. Как утверждают специалисты, первый вариант сегодня считается давно устаревшим и вскоре от него откажутся. Несмотря на наличие неоспоримых достоинств (высокая надежность и выносливость), трансформаторы слишком просаживают электросеть, что часто влечет за собой порчу проводки и электрической аппаратуры. Инверторы же наоборот сеть не садят и, по мнению специалистов, станут идеальным вариантом для начинающего сварщика. Если раньше при работе с трансформаторным источником электрод прилипал к поверхности и сжигал сеть, то с инверторным просто происходит выключение сварочного тока. В самом начале зажигания дуги на трансформаторе наблюдается скачок тока, что нежелательно. Иная ситуация обстоит с инверторами – в этих устройствах благодаря наличию специальных накопительных конденсаторов используется энергия, закачанная ранее.
В самом начале зажигания дуги на трансформаторе наблюдается скачок тока, что нежелательно. Иная ситуация обстоит с инверторами – в этих устройствах благодаря наличию специальных накопительных конденсаторов используется энергия, закачанная ранее.
О дуговой сварке
Как утверждают опытные мастера, успех дуговой сварки зависит от качества прокалки расходных материалов. Оптимальной температурой считается 170 градусов. В таком тепловом режиме происходит равномерное плавление покрытия. При этом удобно манипулировать дугой, формируя шов. Сварочные электроды для тонких металлических листов обязательно должны быть с качественным покрытием. В соответствии с технологией прерывистая дуга образуется путем кратковременных отделений от электродов от сварочных ванн. Если изделие имеет тугоплавкую обмазку, то на его конце обязательно будет образовываться своеобразный «козырек», который будет мешать контакту и созданию дуги.
О сечении электродов
Как утверждают специалисты, мощность выдаваемого тока напрямую зависит от того, какой диаметр имеет электрод. Для толстого потребуется источник, который способен обеспечить большим количеством тока. Таким образом, для определенного диаметра предусмотрен конкретный показатель мощности, за пределы которого выходить нельзя.
Для толстого потребуется источник, который способен обеспечить большим количеством тока. Таким образом, для определенного диаметра предусмотрен конкретный показатель мощности, за пределы которого выходить нельзя.
Если его умышленно занизить, то сварочный шов просто не образуется. Вместо него на обрабатываемой поверхности останутся только металлические прожилки с шлаками и электродной обмазкой. Например, если работать 2,5-миллиметровым электродом, минимальный показатель тока должен составить 80 ампер. До 110 ампер его завышают, когда работают электродом толщиной 3 мм. Судя по многочисленным отзывам, идея выполнять сварочные работы электродами с сечением 3 мм при показателе тока 70 ампер изначально является провальной, так как никакого шва не получится.
С чего следует начать?
Перед тем как варить тонкий металл электродом, его нужно правильно выбрать. Ввиду того, что варить придется с пониженным напряжением тока, использовать 4-5-миллиметровые электроды нецелесообразно. Иначе электрическая дуга будет «глохнуть» и горение будет осуществляться не в полной мере. Какими электродами варить тонкий металл инвертором? Судя по многочисленным отзывам, оптимальным вариантом станут электроды толщиной 2-3 мм.
Иначе электрическая дуга будет «глохнуть» и горение будет осуществляться не в полной мере. Какими электродами варить тонкий металл инвертором? Судя по многочисленным отзывам, оптимальным вариантом станут электроды толщиной 2-3 мм.
Что посоветуют специалисты?
Тому, кто не знает, как варить тонкий металл 2 мм электродом, следует воспользоваться специальной таблицей расчетов. Для материала, толщина которого не превышает 1 мм, применяют силу тока 10 А и 1-миллиметровые электроды. Судя по многочисленным отзывам, они прогорают достаточно быстро. Если работать приходится с металлом 1 мм, показатель силы тока должен варьироваться в пределах от 25 до 35 А. Для такой сварки понадобятся электроды с сечением 1,6 мм. 2-миллиметровые рекомендованы для листов с толщиной 1,5 мм. Показатель силы тока в данном случае выше и составляет 45-55 А. Для металла толщиной 2 мм предусмотрены электроды с сечением 2 мм. При этом используется сила тока 65 А. Как варить тонкий металл электродом 3 мм? Как рекомендуют специалисты, изделием с таким сечением выполняются работы с металлом толщиной 2,5 мм при силе тока 75 А.
О стыковом соединении
Ввиду того, что соединяют тонколистные стальные листы в стык, нередко прожигают материал. Чтобы это предотвратить, нужно грамотно подвести края пластин. Большинство сварщиков предпочитают располагать пластины внахлест. Таким образом будет формироваться основание для наплавляемого металла, предотвращающее его прожигание. Тем не менее многих новичков интересует, как варить тонкий металл электродом 3 мм в стык? Как рекомендуют опытные сварщики, при размещении пластин выполнять разделку их кромок не обязательно. Также не имеется потребности в наличии между ними зазора. Достаточно только поплотнее приблизить друг к другу торцы свариваемых листов и осуществить их прихватку. Работать будет легче в режиме невысокой силы тока и с помощью относительно тонких электродов.
О способах сваривания в стык
Сваривание в стык осуществляется несколькими способами:
- Сначала агрегат выставляется на слабый режим. Формирование шва выполняется быстро и четко по линии стыка.
 Производить при этом колебательные движения не нужно.
Производить при этом колебательные движения не нужно. - В данном способе используется немного увеличенная сила тока. Для формирования шва рекомендуют использовать прерывистую дугу. Данная мера обусловлена тем, чтобы дать материалу время на остывание, прежде чем к нему будет применена новая «порция» присадки.
- Третий способ практически не отличается от предыдущего. Однако в данном случае сварщики используют специальные подложки, задача которых заключается в том, чтобы поддерживать разогретый участок и предотвращать его проваливание. Судя по отзывам, пользоваться в качестве такой подложки металлическим столом нежелательно. В противном случае он просто приварится к самому изделию. Оптимальным вариантом станет подкладка из графита.
- Некоторые мастера практикуют шахматный порядок расположения сварных швов. Данный способ предотвращает деформирование конструкции. Также можно располагать швы маленькими участками. Для этого новый шов начинают формировать из той точки, в которой заканчивается предыдущий.
 Посредством такого способа происходит равномерное нагревание изделия, предотвращающее его деформирование.
Посредством такого способа происходит равномерное нагревание изделия, предотвращающее его деформирование.
Ход работы
Перед сваркой соединяемые детали тщательно чистятся от ржавчины. Агрегаты, обеспечивающие постоянным током, хороши тем, что для сварки можно использовать обратную полярность.
Достаточно в держатель, который подключен к кабелю с обозначением «+», вставить электрод, а кабель с «-» к поверхности стальной детали. Такой способ подключения обеспечит большим прогревом электрод, а металлическая поверхность прогреется меньше. Если же мастер преследует цель нагреть соединяемые изделия слабее, то располагать их нужно вертикально. Как утверждают специалисты, важно, чтобы они были под наклоном в пределах 30-40 градусов. Варка осуществляется сверху-вниз. Кончиком электрода следует двигать в одном направлении без каких-либо отклонений в стороны.
О сваривании оцинкованной стали
Данный материал еще называют оцинковкой. Представляет собой тонкие листы стали, на которые нанесено цинковое покрытие. Прежде чем соединить кромки, в данном месте оцинковки покрытие полностью снимается. Выполнить это можно механическим путем посредством абразивного круга, наждачной бумаги или металлической щетки.
Прежде чем соединить кромки, в данном месте оцинковки покрытие полностью снимается. Выполнить это можно механическим путем посредством абразивного круга, наждачной бумаги или металлической щетки.
Неплохо покрытие выжигается сварочным аппаратом. Ввиду того, что цинк, испаряясь при температуре 900 градусов, выделяет очень ядовитые пары, выполнять эти работы нужно на свежем воздухе или в хорошо проветриваемых помещениях. После каждого прохода электродом нужно сбивать флюс. Когда цинк с поверхности будет удален окончательно, можно приступать непосредственно к сварке. Оцинкованные трубы преимущественно соединяют двумя проходами электродами разных марок. Для первого прохода используют изделия, содержащие рутиловое покрытие. Хорошо себя зарекомендовали электроды ОЗС-4, АНО-4 и МР-3. В ходе сварки колебания ими должны осуществляться с небольшой амплитудой. Для формирования верхнего облицовочного шва специалисты рекомендуют использовать электроды ДСК-50 или УОНИ 13/55. Площадь последнего шва должна быть немного шире.
Сварка тонкого металла электродом: технология, электроды
Последовательность выполняемых работ при сварке инверторным аппаратом
Подготовка к работе
Как варить тонкий металл инвертором правильно знают далеко не все. Поэтому ниже представлена пошаговая инструкция для начинающих В ней описана последовательность работы при сваривании дуговой электросваркой тонкого металла :
Подбираем электрод и величину сварочного тока. Зачастую на корпусе сварочного аппарата написана сила тока для разных толщин метала. Оптимальным значением будет 35-40 А
Выбираем электроды для сварки тонкого металла согласно таблице
Теперь в держатель ставим выбранный электрод, зажимаем клемму массы на обрабатываемой заготовке.
Важно отменить что свариваемые детали должны плотно прилегать друг к другу
Процесс выполнения работ
Сварка начинается с точечной прихватки электродом для сварки тонкого металла по краям, далее делается точка по центру будущего шва. Так металл не успевает прогреться и внутреннее напряжение распределяется равномерно. Точки выполняются короткими движениями.
Так металл не успевает прогреться и внутреннее напряжение распределяется равномерно. Точки выполняются короткими движениями.
После каждого нанесения место сварки необходимо зачистить металлической щеткой для удаления следов шлака.
Процесс нанесения точек продолжается, пока они не начинают перекрывать друг друга, при этом шов становится сплошным
Важно не торопиться и давать металлу остыть после каждого прохода точками, тогда металл не коробит и геометрия изделия не нарушается.
После того как точечный шов стал сплошным, для герметичности, можно пройти его сплошным швом на очень короткой дуге опирая электрод на обмазку и вести нужно достаточно быстро.
Опытные сварщики советуют свариваемую поверхность наклонить относительно горизонта и вести сварочный шов от низа к верху. Шов необходимо “тянуть”, в таком случае шлак будет стекать и выдуваться давлением сварочной дуги.
Из всего вышесказанного можно сделать вывод, что качественная дуговая сварка электродом тонких листов металла может быть только при тщательном изучении особенностей процесса и правильно подобранном оборудовании. Сделать нужную дугу для сварки возможно лишь опытным сварщиком, который уже набил руку и подыскал необходимую величину тока.
Сделать нужную дугу для сварки возможно лишь опытным сварщиком, который уже набил руку и подыскал необходимую величину тока.
Для правильного понимания процесса рекомендуется просмотреть данное видео
https://youtube.com/watch?v=P2CzIuF_VhQ
Проблемы сварки тонкостенных изделий
Не рекомендуется проводить подобную работу при отсутствии требующихся навыков. Наиболее распространенными проблемами можно назвать:
- Формирование сильного наплыва. Сварочная ванная может расплываться и даже проваливаться. Поэтому подобному моменту уделяется много внимания.
- Прожиг тонкого материала происходит при сильном точечном нагреве. Как правило, подобная проблема возникает в случае выбора высокого показателя силы тока.
- Появление низкокачественного валика. Контролировать короткую дугу достаточно сложно, как и распространение расплавленного материала.
Если расстояние между изделием и стержнем большое, то это может привести к формированию длинной дуги. Она характеризуется более высокой температурой воздействия в зоне плавки.
Она характеризуется более высокой температурой воздействия в зоне плавки.
В заключение отметим, что основные проблемы можно избежать при наборе опыта, использовании современного аппарата и более подходящего электрода. это связано с тем, что новые инверторы позволяют устанавливать оптимальные значения силы тока. Кроме этого, качественные электроды формируют стабильную дугу даже при низкой силе тока. Поэтому не стоит скупится на приобретении расходных материалов, так как в противном случае получить качественный шов будет достаточно сложно.
Особенности технологии
Рассмотрим особенности технологии сварки электродами по алюминию
Ручная дуговая сварка алюминия — не самый удобный процесс, поэтому важно знать и учитывать некоторые особенности проведения сварки
- Выбор электродов.

Прежде всего нужно подобрать подходящий тип электродов. Дело в том, что некоторые марки имеют покрытие, предназначенное только для работы со сплавами алюминия. Другие же используются исключительно для сварки чистого алюминия. Поэтому этот параметр следует учитывать. Производители электродов указывают назначение конкретной марки, так что вы сможете без проблем выбрать подходящую.
- Чистота поверхности. При сварке электродами большое значение имеет подготовка поверхности конструкции. Её следует хорошо обработать, чтобы шов получился ровным и прочным.
- Ток. Сварка алюминия ведётся с использованием постоянного тока обратной полярности. Это обусловлено тем, что на поверхности данного металла образуется оксидная плёнка. А при обратной полярности плёнка разрушается с помощью катодного распыления.
Химические свойства алюминия
Для алюминия характерна высокая растворимость водорода в жидкой форме при низкой растворимости в точке кристаллизации. Это напрямую влияет на качество сварочных работ. Если даже в металле шва растворится небольшое количество водорода, шов может стать пористым, так как водород будет стремиться выйти наружу.
Если даже в металле шва растворится небольшое количество водорода, шов может стать пористым, так как водород будет стремиться выйти наружу.
Ещё одно важное химическое свойство алюминия — окисление. Соединение с кислородом создаёт оксид алюминия, который образует своеобразную плёнку на поверхности металла
С одной стороны, оксидная плёнка надёжно защищает металл от коррозии. С другой же, становится препятствием для проведения сварочных работ. При том, что алюминий плавится уже при 660.3 о С, температура плавления оксидной плёнки — 2037 о С.
Механические свойства алюминия
Прочность, упругость и удлинение сварного шва зависят от вида сплава, из которого изготовлены детали, а также от состава электрода. Прочность сварного соединения будет достаточно слабой в сплавах холодной закалки. Чтобы добиться хорошей прочности шва в термостойких сплавах, необходимо большее время термической обработки и медленное охлаждение.
Использование легирующих компонентов
Для улучшения качеств сварного шва в составе электродов по алюминию могут использоваться следующие легирующие добавки:
- Марганец (Mn) — повышает коррозийную стойкость.

- Кремний (Si) — уменьшает плавление алюминия, улучшает текучесть и свариваемость.
- Магний (Mg) — придаёт металлу отличную свариваемость и хорошую прочность. В сочетании с кремнием формирует термостойкий сплав.
Электроды ОК AlMn1 (96.20) с марганцем в составе
Особенности работы с алюминием
Электрическая дуга позволяет соединять различные виды металлов, в том числе и алюминий, с помощью значительного нагрева деталей. Она позволяет проплавить металлические пластины различной толщины, что способствует созданию прочного соединения. Но соединение алюминиевых деталей сопряжено с определенными трудностями работы.
Сварочный шов на алюминиевой детали
Алюминий обладает некоторыми характеристиками, несвойственными большинству металлов, одной из которых является гигроскопическое свойство. Это свойство металла заключается в его способности впитывать влагу из окружающей среды. Многие не подозревают об этом, так как холодный алюминий не имеет видимых свидетельств накопления влаги.
Но при значительном нагреве, в месте сварочных работ начинается испарение влаги. Это приводит к излишним брызгам, трудностям в работе и получении некачественного соединения.
Сварка алюминия своими руками также сопряжена с проблемой покрытия металла оксидным слоем. Оксидная пленка возникает в процессе химической реакции между молекулами алюминия и кислорода. Она защищает изделия от воздействия кислотной среды, в то же время препятствуя выполнению сварочных работ. Это связано с большой разницей температуры плавления чистого металла и его оксида. Температура плавления алюминия составляет 500 градусов, а его оксида – 2000 градусов. Поэтому перед тем как варить алюминиевые изделия рекомендуется очистить поверхность металла с помощью металлической щетки. Это позволяет получить доступ к чистому металлу.
Однако очищенная поверхность очень быстро воздействует с кислородом, в результате чего на поверхности образуется новый оксидный слой. Поэтому в промышленных условиях сваривание деталей проводят одновременно с подачей инертного газа – аргона. Он препятствует доступу кислорода к металлу и возникновению новой оксидной пленки.
Он препятствует доступу кислорода к металлу и возникновению новой оксидной пленки.
Следует также учитывать тот факт, что алюминий в чистом виде практически не используется. Чаще всего применяются сплавы на его основе, которые обладают улучшенными свойствами. Некоторые дополнительные компоненты могут препятствовать созданию качественного шва.
Методика сварочного процесса
Чтобы не случилось прогорание листового материала, операцию следует выполнять максимально быстро. Электроды проводятся вдоль швов один раз, избегая задержки. Чтобы осуществить без трудности сварку металлических листов, нужно выполнить снижение рабочего тока, насколько это возможно.
Все инверторные аппараты, с помощью которых выполняем эти операции, должны быть оснащены плавной регулировкой выходной мощности. Для того чтобы не случилось трудностей с запалом дуги, применяют аппарат, который дает холостой ход не менее 70 В при напряжении
Выполняя работу всегда обращайте внимание на геометрию тонких листов, которые могут деформироваться при сильном нагревании
Чтобы соединение встык было прочным, стоит зачищать от ржавчины кромку материала. Также необходимо заготовку выровнять и закрепить если требуется для выполнения операции. Только при ровном и чистом металлическом листе достигается высокое качество шва. После окончания подготовительных работ, на предмет наносят сварку-прихватку через каждые 7-10 см, после чего выполняют заключительное сваривание изделия.
Также необходимо заготовку выровнять и закрепить если требуется для выполнения операции. Только при ровном и чистом металлическом листе достигается высокое качество шва. После окончания подготовительных работ, на предмет наносят сварку-прихватку через каждые 7-10 см, после чего выполняют заключительное сваривание изделия.
При этом в несколько раз снижается риск прожжения материалов, а также почти нет изменений в геометрии. Чтобы уменьшить воздействие высокой температуры на свариваемое изделие встык или внахлест, следует подставить под него лист меди. Медь хорошо убирает лишнее тепло от поверхности изделия, что дает уберечь работу от искривления и не дает проявить температурное расширение при сварке поверхностей. Иногда, для этой же цели можно взять проволоку и поместить ее на место стыков двух металлов.
Проблемы сварки тонкостенных изделий
Основные проблемы, которые возникают в процессе сварки электродами тонкого металла, схожи с обычным браком при некачественном соединении.
- Прожигание заготовки.
- Прилипание электрода.
- Не проваренный шов.
- Деформация материала.
Прожигание — наиболее частое явление в работе с тонкостенными конструкциями. Это следствие неправильно выбранной силы тока. Именно избыток мощности способствует быстрому расплавлению металла и образованию отверстий.
Прилипание электрода возникает в двух случаях: при малой силе тока и близкому подношению кончика расходника к поверхности металла. Эти два негативных фактора способствуют образованию неравномерного соединения и, как следствие, падает качество сварки.
Не проваренный шов — это частая ошибка, допускаемая новичками в сварочном деле. Боясь прожечь металл, кончик электрода удаляется на большое расстояние и расплав попросту растекается по поверхности. В итоге, во время зачистки оказывается, что шов неравномерный и есть не соединенные участки.
Деформации также довольно частое явление при сваривании тонколистового металла. Это следствие воздействия высоких температур.
Как же осуществляется сварка тонкого металла и какие существуют пути решения проблемы брака?
Какие электроды следует использовать
На постоянном токе можно варить любыми электродами, важно подобрать диаметр. Рекомендуется использовать 2 мм, а если соединяются металлы разной толщины, то допускается сварка электродами 2,5-3 мм
Выбор марки зависит от предпочтений сварщика. Большинство применяет электроды типа АНО-4, которые легче зажигаются, но часто используют и УОНИ 13/55 или аналогичные.
Примерная стоимость электродов УОНИ 13/55 на Яндекс.маркет
Также можно использовать сварочные материалы фирмы Кобелко. Это электроды Lb-52U, их диаметр отличается от российских стандартов – 2,6 и 3,2 мм. Они стоят значительно дороже отечественных, но за счет применения производителем качественной обмазки варить ими легче, чем аналогичными УОНИ.
Примерная стоимость электродов фирмы Кобелко на Яндекс.маркет
Лучше выбирать электроды с графитовыми кончиками. Такая технология облегчает первоначальный поджиг дуги.
Такая технология облегчает первоначальный поджиг дуги.
Применение в домашних мастерских
Для работы с угольными электродами в домашних условиях подойдёт стандартный элекродуговой сварочный аппарат. Так как теплопроводность угольных стержней мала, можно создавать дугу при силе тока всего в 3-5 Ампер.
Причём эта электродуга при необходимости вытягивается в длину в 30-50 миллиметров. Электрод испаряется медленно и не липнет к металлу, поэтому вести угольную дугу по направлению будущего шва достаточно легко.
Навыки, нужные для выполнения простых работ (таких как сварка проводов, сварка тонких металлических пластин и так далее), приобретаются в данном случае очень быстро.
Варить домашним мастерам следует не на улице, а строго в закрытых помещениях. Угольная дуга реагирует на дуновения ветра, газовые потоки, магнитные поля и другие воздействия.
Мастерам, у которых в наличии не слишком много расходных материалов, следует воспользоваться данным советом.
https://youtube. com/watch?v=AjWBGsbD8pw
com/watch?v=AjWBGsbD8pw
Угольные и графитовые электроды некоторые специалисты используют, чтобы варить медные шины на трансформаторных подстанциях. А в домашних кустарных мастерских такими электродами можно, например, сваривать медные провода.
Хорошим присадочным материалом в данной ситуации станут бронзовые прутки. Диаметры таких прутков подбираются в зависимости от толщины свариваемых деталей и рассчитываются по специальным формулам.
Вдобавок ко всему угольными электродами можно выполнять не только сварочные работы, но и операции по резке металлических изделий.
Как варить тонкий металл инвертором
Что касается полярности, то при сварке тонкого металла инвертором, держак с электродом следует подключать к плюсовой клемме, а минус подсоединять к свариваемой заготовке
Почему это так важно? Всё просто, и при воздействии силы тока, в данном случае, электрод будет нагреваться намного больше, чем заготовка. Это позволит избежать сильного провара металла, и меньше всего поведёт его от воздействия высоких температур
Перед тем, как варить тонкий металл, на инверторе следует выставить нужную силу тока. Благо современные сварочные инверторы позволяют это сделать плавно, и прямо в процессе сварочных работ. Достаточно лишь повернуть ручку регулировки силы тока, и выставить его нужное значение. С учетом того, что тонкий металл варят минимальными по диаметру электродами, 1,5 или 2 мм, сила тока понадобится в районе 30-50 А.
Благо современные сварочные инверторы позволяют это сделать плавно, и прямо в процессе сварочных работ. Достаточно лишь повернуть ручку регулировки силы тока, и выставить его нужное значение. С учетом того, что тонкий металл варят минимальными по диаметру электродами, 1,5 или 2 мм, сила тока понадобится в районе 30-50 А.
Начинать учиться варить тонкий металл лучше всего с нижнего положения. После небольших тренировок, можно переворачивать заготовку и варить её под небольшим уклоном или в вертикальном положении. И всегда нужно помнить о том, что электроды должны быть высокого качества и абсолютно сухими. Если электроды залипают в процессе сварки инвертором, то обязательно прокалите их в обычной электрической духовке.
Технология сварочного производства и виды сварки
Сама по себе теория сварки – достаточно сложная и обширная. Она включает в себя изучение свойств конструкционных материалов на молекулярном уровне. Лишь четкое понимание принципов построения кристаллической решетки того или иного металла и сплава дает возможность правильно подобрать необходимое оборудование и режимы работы.
Современная технология сварочного производства насчитывает более сотни способов сварки как металла, так и неметаллических материалов: стекло, полимеры и т.п. Главные критерии выбора технологии:
- толщина свариваемых деталей;
- химический состав сплава;
- условия работы;
- предел прочности сварного шва;
- условия эксплуатации готового изделия.
Каждый из перечисленных критериев непосредственно влияет на выбор оборудования и технологии сварочного производства в каждом конкретном случае. В современной промышленности активно используются три основных вида сварки:
- термическая – процесс сварки сопровождается расплавлением металла под действие внешних источников тепла, таких как газовая горелка или электрическая дуга;
- термомеханическая – комбинированный способ включает в себя как термическое, так и механическое воздействие (давлением) на свариваемые поверхности, к такому способу относят кузнечную и контактную сварку;
- механическая – процесс полностью исключает воздействие высокой температуры от внешних источников и предполагает использование энергии силы трения, эффекта диффузии под давлением или ультразвуковой сварки.

Существует также три подвида технологии сварочного производства в соответствии с некоторыми ключевыми техническими признаками:
- по виду используемой защищенной среды – флюсовая, аргонная (и другие инертные газы), вакуумная или комбинированная;
- по типу сварного шва – прерывистая и непрерывистая сварка;
- по способу работы – ручная, автоматическая и полуавтоматическая, механизированная и роботизированная.
Благодаря такой несложной классификации можно легко и доступно описать все наиболее распространенное оборудование и технологии сварочного производства.
Ручная электродуговая сварка с применением неплавящихся электродов
Данный способ предполагает использование неплавящихся электродов и является одним из самых распространенных как среди профессионалов, так и среди частных мастеров, использующих
для собственных нужд. Большой выбор разнообразных по мощности и набору дополнительных функции аппаратов способствует популяризации данной технологии.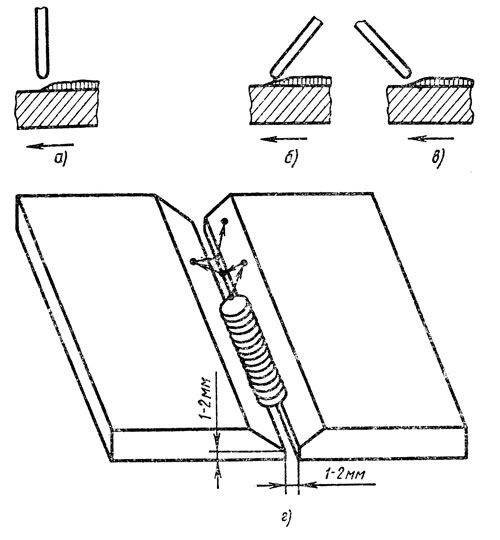
В качестве основного сварочного оборудования применяют инверторы. Неплавящиеся электроды изготавливают из графита или вольфрама. Данные материалы позволяют образовывать высокотемпературную электрическую дугу, которая расплавляет металл свариваемых деталей, но не вредит самому электроду.
Электродуговая технология сварочного производства сравнительно проста – заготовки соединятся друг с другом и с помощью дуги, появившейся при постукивании электродом о деталь, происходит непосредственный процесс плавления металла.
Ручная электродуговая сварка плавящимися электродами
Сама по себе данная технология сварочного производства не отличается от предыдущей. Исключение лишь в электродах, которые в данном случае изготавливаются из легкоплавких сплавов, насыщенных легирующими элементами. В результате под действием дуги образуется ванна расплава, содержащая не только металл детали, но и материал электрода. Это позволяет избежать выгорания легирующих компонентов и обеспечить высокое качество сварного шва.
В качестве сварочного оборудования в данном случае также используются инверторы. Такая технология, как и предыдущая, отлично подходит для домашнего использования.
Электродуговая сварка в защищенной среде
Это еще одна разновидность сварочной технологии, основанной на использовании электрической дуги. Отличительная особенность от предыдущих двух способов в наличии защищенной среды инертных газов, чаще всего аргона. Это позволяет минимизировать негативное влияние кислорода на расплавленный металл и обеспечить высокую прочность сварного шва.
Автоматическая и полуавтоматическая сварка
Технология сварочного производства по своей сути также не отличается от остальных способов дуговой сварки за исключением способа подачи плавящегося электрода и его движения вдоль сварного шва. Полуавтоматический способ предполагает подачу стержня специальным механизмом, а в полностью автоматическом режиме автоматизировано и движение электрода по шву.
Как проводится сварка неплавящимся электродом в среде аргона
AC TIG сварка алюминия проводится с использованием электродов. Она является одной из популярных процедур, ее часто используют для создания различных конструкций. Во Время сваривания должны использоваться расходные элементы высокого качества и с хорошей прочностью.
Она является одной из популярных процедур, ее часто используют для создания различных конструкций. Во Время сваривания должны использоваться расходные элементы высокого качества и с хорошей прочностью.
К основным расходным компонентам относятся следующие:
- сварка алюминия TIG предполагает применение специальных электродов. Для нее подходят вольфрамовые стержни с размером 1,6-5 мм. Они должны выдерживать высокие показатели температуры до 3 тысяч градусов по Цельсию;
- обязательно должна быть присадочная проволока для сварки алюминия, которая должна иметь поперечник с размерами 1,6-4 мм.
При выполнении сварки в аргоновой среде вольфрамовые стержни практически не будут расходоваться. Они только принимают участие в генерации электродуги. Обязательно должна быть присадка для сварки алюминия, в качестве нее подойдет алюминиевый пруток. Чтобы сваривание получилось качественным и прочным, потребуются защитные газы. Наиболее подходящими будут гелий или аргон с высокой частотой.
Особенности сварки в среде аргона
Многие начинающие сварщики часто интересуются вопросом — как сваривать алюминий с использованием аргоновой среды. Данный процесс может проводиться в домашних условиях, главное требуется приобрести необходимое оборудование, расходные материалы и изучить главные правила.
Итак, можно выделить основные особенности сварки алюминия с использования аргона:
- процесс питания дуги производится от источника переменного тока. Именно он сможет полностью и качественно убрать оксидную оболочку;
- основные параметры, а именно поперечник электрода и прутка, должны соответствовать величине применяемого тока. Все зависит от используемого оборудования для сварки;
- параметры сварочной зоны должны быть на самом минимальном уровне;
- скорость процесса сваривания электродом по изделию из алюминиевого металла должна зависеть от уровня расхода неактивного газа;
- дуга должна зажигаться в стороне на отдельной графитовой пластинке. Ни в коем случае не стоит стучать вольфрамовым стержнем по поверхности заготовки, это может привести к ухудшению качества электрода;
- присадочный пруток должен подаваться постепенно к области края сварочной ванны под углом в 90 градусов к электроду. Нельзя подавать присадку прямо под область электрода, это может сильно испортить качество шва;
- сварка алюминия в домашних условиях газовой горелкой должна выполняться правильно. Горелка должна проводиться за электродом, но только не наоборот;
- ни в коем случае нельзя слишком притапливать дугу или, наоборот, через чур сильно отодвигать. Сварочная ванна или область расплавленного металла должна обладать овальной немного вытянутой формой;
- газ должен применяться в умеренных количествах, иначе это может вызвать появление некоторых проблем. А именно это может привести к попаданию воздуха в рабочую зону;
- подача газа (аргона) должна осуществляться за 4 секунды до зажигания дуги, а прекращаться через 7 секунд после разрушения дуги.
Ошибки при использовании электродов
Ошибки при сварке электродом приводят к созданию некачественного шва и образованию в нем дефектов. К ним относятся:
- Неумение держать дугу, что приводит к неравномерному расплавлению. Результатом является неровный и грубый шов.
- Использование при сварке влажных электродов.
- Неправильный выбор длины сварочной дуги.
- Слишком быстрое или слишком медленное перемещения электрода.
- Отсутствие подготовки поверхности металлических поверхностей или некачественное ее проведение.
- Неправильно выбранный наклон электрода.
Важным является проверка работоспособности сварочного аппарата.
Подбор параметров оборудования и инструмента
Только правильное соотношение параметров работы аппарата, применяемого инструмента и толщины самого материала позволяет качественно решить вопрос о том, как варить тонкий металл электродом. Как начинающие, так и опытные сварщики применяют следующие установленные закономерности:
| Слой материала, мм | 0,5 | 1 | 1,5 | 2 | 2,5 |
| Диаметр электрода, мм | 1 | 1,6-2 | 2 | 2-2,5 | 3 |
| Сила тока, ампер | 10-20 | 32-35 | 45-55 | 60-70 | 75-85 |
Подбор электродов для сварки тонкого металлаИсточник ytimg. com
com
При этом сварка с помощью инвертора может проходить в двух вариантах по характеристикам выдаваемого аппаратом тока:
- Постоянном.
- Переменном
В первом случае вопрос о том, каким электродом варить металл 2 мм, решается путем подключения цепи способом обратной полярности. Это значит, что «минус» подсоединяется к заготовке, а «плюс» – к держателю. Такая схема приводит к смещению нагрева на инструмент, а не на металлическую деталь. Поэтому удается избежать прогорания, деформации и наплывов.
Второй вариант предполагает проведение сварочных работ с более низким значением силы тока, чем для толстостенных листов. При этом частота должна быть высокой. Стартовые показатели тока должны быть снижены минимум на 20-30%. Как вариант, опытные сварщики розжиг электрода осуществляют на болванке, встык расположенной к заготовке, а затем сразу переходят на рабочий шов.
Инвертор для тонкого металла с изменяемыми параметрамиИсточник сваркатверь.рф
Виды дуговой сварки
Первый вариант мы уже описали, это непрерывное сваривание, при котором электрод ведется с постоянной скоростью. Однако этот способ подходит скорее для опытных сварщиков, так как правильную скорость выбрать не так уж и просто.
Однако этот способ подходит скорее для опытных сварщиков, так как правильную скорость выбрать не так уж и просто.
Будете варить слишком быстро – шов не проварится по всей длине, слишком медленно – лист перегреется, деформируется, либо образуется дыра.
Поэтому более популярным является следующий способ, при котором электрод периодически отрывается от поверхности. Третий способ – точечный.
При этом способе варят при помощи легких касаний. При каждом из этих способов надо обязательно следить за температурой в сварочной зоне и избегать перегрева металла.
Сварка оцинкованных листов
Перед свариванием тонкостенного металла, покрытого цинком, места возле стыка зачищают до стали шлифовальной машинкой, наждачной бумагой или щеткой с металлической щетиной. Для быстрого удаления покрытия его можно выжечь, дважды пройдясь дугой по стыку. Однако пары цинка очень ядовиты, поэтому работа проводится в помещении с эффективной вытяжной вентиляцией или на открытом воздухе. После очистки выбирается один из способов сваривания тонкого металла электросваркой.
Начинающим сварщикам не стоит сразу браться за освоение сваривания встык, так как для его проведения нужен опыт и твердая рука. Лучше сначала потренироваться на соединении внахлест, где ниже вероятность прожога. После обретения навыков будет проще освоить более сложные способы.
Хитрости, используемые при сварке тонких металлов
По возможности сварщики используют следующие приемы, облегчающие процесс:
- сварка на подкладке. Под кромки кладется толстый лист меди или алюминия. Температура плавления этих сплавов выше, чем стали. Во время работы подкладка помогает не допустить прожогов листов и отводит тепло от заготовок. Такой способ используется при сварке в нижнем положении;
- сварка сверху вниз. Метод, применяемый для получения вертикальных швов. Дуга зажигается в самой верхней точке конструкции, а шов варится быстрыми поперечными движениями – нужно добиться того, чтобы металл не стекал вниз: удерживать его электродом и не допускать залипаний. Такой способ требует навыка, а также подбора электродов – на пачке должна быть отметка о возможности сварки сверху вниз;
- сварка на длинной дуге. После появления сварочной ванны электрод отодвигается от кромок на максимальное расстояние, при котором дуга не обрывается. Силу тока нужно увеличить. Способ позволяет снизить риск появления прожогов, но удерживать длинную дугу сложно, потребуется тренировка.
Оцинкованные детали и листы нужно обязательно очищать от защитного слоя в зоне сварки. Для этого кромки обрабатывают при помощи болгарки. Рекомендуется работать на улице, так как цинк, попавший в организм, может вызывать отравление.
Если не требуется герметичное соединение, то лучше собирать конструкцию на прихватках и не обваривать сплошным швом, в этом случае металл покоробит намного меньше.
Проверку швов на протечки (сваренные емкости) проводят с помощью керосина и мелового водного раствора. Густой состав наносят на внешнюю поверхность кромок, а керосином смачивается внутренняя сторона. В тех местах, в которых присутствуют дефекты, мел очень быстро потемнеет – появятся пятна.
Работа с оцинкованной сталью
Сварка тонкостенной оцинкованной стали, или, как ее называют, оцинковки, вызывает трудности при сваривании. Что такое оцинкованная сталь? Обычная сталь, как правило, листовая, с цинковым покрытием, которое и создает трудности при сваривании.
Что такое оцинкованная сталь? Обычная сталь, как правило, листовая, с цинковым покрытием, которое и создает трудности при сваривании.
Цинковое покрытие не позволяет сделать качественный шов, поэтому его необходимо предварительно удалить с кромок.
Делается это при помощи наждачной бумаги, шлифовальной машины, болгарки, металлической щетки.
Важное условие при таких работах — зачистку надо производить на открытом воздухе либо в хорошо вентилируемом помещении. При зачистке цинк может испаряться, а его пары ядовиты
Выполнение всех перечисленных условий – правильный подбор оборудования и компонентов, оптимально настроенный аппарат, удачный выбор способа сваривания, соблюдение правил безопасной сварки – все это поможет вам добиться желаемого результата.
Сварка тонкого металла
Осуществлять сварку тонкого металла достаточно сложно, поэтому здесь важен опыт и знания.
В данном случае даже мастерам порой трудно подобрать подходящие электроды и режимы.
В чем заключаются сложности?
В первую очередь хотелось бы отметить, что при нагревании тонкий металл прогорает и его ведет. В результате появляются дыры.
Приваривать тонкий металл нужно на малых точках
Важно делать короткую дугу. Уже после небольшого отрыва она гаснет
Чтобы не было сложностей с розжигом дуги, лучше отдавать предпочтение аппаратам, обладающим хорошими вольтамперными характеристиками и плавной регулировкой сварного тока.
Во время сварки листы тонкого металла могут изменить свою геометрию, и стать непригодными для дальнейшего использования.
Если нужно осуществить сварку встык, необходимо кромки металла предварительно зачистить и ликвидировать ржавчину. Следует размещать листы без зазоров. Для фиксации деталей подойдут прижимы либо струбцины. В процессе сварки листы прихватываются короткими швами через каждые 7-10 см.
Помимо этого, когда детали привариваются встык, следует делать отбортовки. В результате после расплавления отбортованной кромки, отогнутые части входят внутрь. Таким образом, заполняется пространство между элементами и образуется шов.
Чтобы определиться, какими электродами варить металл, нужно учитывать специфику работы. Для сварки тонкого металла используют преимущественно электроды ОМА-2, МТ-2.
Заключение
Не торопитесь, желая закончить сварку побыстрее
Важно тщательно проваривать детали. В этом помогут катоды моделей УОНИ 13 45, УОНИ 13 55, ДСК 50
Тонкая листовая сталь требует кропотливой обработки. Вы должны обладать определенными навыками, чтобы процесс прошел гладко.
Возможно работать как в ручном режиме, так и полуавтоматической конструкцией. Во втором случае у вас не возникнет трудностей. Ручная сварка требует усилий и напора. Соединение при этом становится прочным.
Выбор вида сварки – важный момент в работе. Стыковой вариант используется тогда, если мастер имеет десятилетний опыт. Вы обязаны корректно рассчитывать силу тока.
Соединение деталей требует профессионализма. Если вы у вас нет опыта, тогда варите потоком. При этом конструкция не будет провариваться с дырами. Если происходит инверторная сварка, тогда швы получаются ровными.
При этом конструкция не будет провариваться с дырами. Если происходит инверторная сварка, тогда швы получаются ровными.
Как варить тонкий металл электродом 2 мм. Как варить инвертором тонкий металл – наши советы
ГлавнаяЭлектродКак варить тонкий металл электродом 2 мм
Как сваривать металл электросваркой: способы сварки тонколистового металла
Металл считается тонким, если его толщина составляет не более 5 мм. На сегодняшний день такой материал широко применяется в различных областях, поэтому с его сваркой рано или поздно сталкивается каждый, кто имеет дачный участок. Сварка тонколистового металла имеет некоторые особенности, которые должен знать как профессиональный сварщик, так и новичок. Поэтому далее будет рассмотрено, как сварить тонкий металл своими руками.
Любое неосторожное движение при сварке тонколистового металла, может привести к прожигу обрабатываемого материала.
Сложности при сварке тонколистового металла
Главная проблема при соединении тонкого металла электросваркой заключается в том, что любое неосторожное движение сварочным аппаратом может привести к прожигу обрабатываемого материала, то есть в нем может возникнуть незапланированное сквозное отверстие. С другой стороны, излишняя осторожность может привести к недостаточной прочности соединения и возникновению непровара.
С другой стороны, излишняя осторожность может привести к недостаточной прочности соединения и возникновению непровара.
Еще одной сложностью является то, что процесс сварки выполняется на малых токах, и если даже совсем немного увеличить расстояние от электрода к металлу, то дуга тут же обрывается. Поэтому для проведения подобных работ необходимо иметь определенные навыки и умения, которые позволят сварщику правильно выбрать рабочий ток, скорость подачи электродов и длину дуги.
Схема сварки тонкого металла при помощи инверторной сварки.
Следует отметить, что при соединении тонкого металла не все способы сварки подходят одинаково хорошо — существуют определенные соединения, которые применяются чаще всего, и те, которые рекомендуется использовать только в крайних случаях. При этом огромное значение имеет толщина свариваемого материала и пространственное расположение шва. Одним словом, сложностей, которые могут возникнуть при выполнении сварочных работ, достаточно много.
Вернуться к оглавлению
Требования при сварке тонколистового металла
Большое значение при выполнении подобных сварочных работ имеет толщина используемого электрода и значение рабочего тока. Эти 2 параметра напрямую зависят от толщины металла. Для первоначального выбора толщины электрода и рабочего тока можно воспользоваться таблицей, приведенной ниже.
| Толщина заготовки, мм | 2 | 3 | 4-5 | 6-8 | 9-10 |
| Сечение электрода, мм | 2 | 3 | 3-4 | 4 | 4-5 |
| Рабочий ток, А | 50-60 | 110-120 | 110-160 | 140-160 | 140-300 |
При необходимости сделать потолочный или вертикальный шов, рекомендуется использовать электроды с сечением не более 4 мм. Если присутствует разделка кромок или нужно заделать зазор между деталями, то корневой шов можно создавать сварной проволокой диаметром 2-3 мм.
Если присутствует разделка кромок или нужно заделать зазор между деталями, то корневой шов можно создавать сварной проволокой диаметром 2-3 мм.
При работе с тонким металлом не менее важно правильно выбрать и тип применяемых электродов. Для сварки небольшим током необходимо использовать электроды с таким покрытием, которое позволяет добиться легкого возбуждения дуги и ее стойкость. Также такие электроды должны плавиться медленно, давая при этом жидкотекучий металл.
Вернуться к оглавлению
Способы сварки тонколистового металла
Одним из двух способов сварки тонколистового материала является непрерывная сварка всего шва, при котором электрод ведется по всему шву без отрыва от металла.
Сваривать металл небольшой толщины можно ручной дуговой сваркой или полуавтоматом. Для новичков лучше использовать полуавтоматический аппарат, так как работать им значительно легче. Но далеко не в каждом хозяйстве имеется подобное оборудование, поэтому обычно соединение металла выполняется ручной дуговой сваркой.
Существует 2 способа сварки тонкого металла:
- непрерывной сваркой всего шва;
- точечной сваркой.
В первом случае электрод ведется по всему шву без отрыва от металла. Данный способ обычно используется при необходимости создания потолочных швов. При этом очень важно внимательно следить за тем, чтобы корень шва хорошо проварился, но сам металл не прожигался. Если вести электрод слишком быстро, то корень шва не проварится, а сам шов будет наложен поверх стыка. Если же вести медленно, то существует большая вероятность прожигания заготовки.
Второй метод предусматривает гашение дуги при выполнении сварочных работ. Этот способ является наиболее оптимальным решением при сварке тонколистового металла. В этом случае значение рабочего тока устанавливается немного больше обычного, чтобы корень шва хорошо проварился.
Вернуться к оглавлению
Подготовительные работы
При выполнении сварочных работ вам могут понадобиться такие инструменты и материалы:
- сварочный аппарат;
- электроды;
- ножницы по металлу;
- крепежные элементы;
- наждачная бумага;
- обезжиривающее средство.

Перед тем как сваривать металл, нужно правильно его подготовить к данным работам. При этом очень важно тщательно очистить место будущего соединения от различных загрязнений: ржавчины, краски, жира, антикоррозийного покрытия и т.п. Наличие указанных загрязнений приведет к получению сварного шва низкого качества. Это обусловлено тем, что:
- загрязнения плохо проводят электрический ток;
- некоторые вещества при термическом воздействии выделяют газы, что приводит к разбрызгиванию жидкого металла во все стороны;
- выделяемые газы делают шов пористым;
- при проведении работ возможно сильное задымление.
После того как металл очищен, можно переходить к закреплению свариваемых поверхностей друг возле друга. Для этого применяются различные зажимы, струбцины, фиксаторы, рычаги, стяжные уголки, временные крепления на саморезах, болтах и т.п.
Вернуться к оглавлению
Технология сварки тонкого металла
Сварка листового металла может производиться внахлест или встык. Вертикальные швы рекомендуется выполнять стыковым способом, а горизонтальные — внахлест.
Сварка внахлест. Сначала подготовленные листы налаживаются друг на друга таким образом, чтобы на всем протяжении шва ширина перекрытия была не менее 4-6 мм. С помощью крепежных элементов нужно добиться плотного прилегания верхней заготовки к нижней. Зазора между листами быть не должно, так как в противном случае при проведении сварочных работ произойдет прожиг верхнего листа.
Затем подберите электрод с наиболее оптимальным сечением и установите требуемое значение рабочего тока.
Перед сваркой самой заготовки рекомендуется потренироваться на ненужном куске металла аналогичной толщины
Это поможет правильно выбрать рабочий ток без повреждения изделия. После этого прихватите листы в нескольких местах. Прихват осуществляется небольшими шовными перемычками с шагом 5-10 см. Для этого электросварка ведется с периодическим гашением дуги. Время непрерывного горения дуги будет зависеть от рабочего тока и толщины заготовки. Например, для листа толщиной 1 мм оно должно составлять не более 3 с.
Время непрерывного горения дуги будет зависеть от рабочего тока и толщины заготовки. Например, для листа толщиной 1 мм оно должно составлять не более 3 с.
После прихвата можно производить сварку непрерывным швом, периодически перемещая электрод в новую зону стыка. Это позволит избежать сильного коробления материала. Особенно это актуально в том случае, если длина соединения достаточно большая (более 25 см). Начните варить с одного края, после этого перейдите на другой край, а затем переместитесь в центр.
Сварка встык. В этом случае необходимо добиться между свариваемыми заготовками минимального зазора. Для осуществления сварки встык нужно воспользоваться вспомогательной металлической подкладкой, которая устанавливается под место соединения. Дальнейший сварочный процесс осуществляется так же, как и в первом случае.
moiinstrumenty.ru
Как варить тонкий металл
Сварка тонкого металла — проблема даже для некоторых сварщиков с опытом.
И первая сложность при сварке металла небольшой толщины состоит в том, что сильно нагревать его нельзя: он прогорает, образуются дыры. Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.
При сваривании тонких металлов листы перегреваются и изгибаются
Вторая сложность состоит в том, что работать нужно на малых токах, а это приводят к тому, что дугу приходится делать короткую. При незначительном отрыве она просто гаснет.
Еще одна неприятность: при сильном нагреве происходит изменение геометрии тонких листов: их выгибает волнами. От этого недостатка избавиться очень тяжело. Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
При сварке встык тонких листов металла, их кромки тщательно обрабатывают и зачищают. Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите. Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.
Если хорошо зачистить кромки, может получится хороший шов
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
О том, как выбрать сварочный инвертор для дома или дачи читайте тут.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. Реально ставят иногда и ниже: важно чтобы вы смогли работать.
| Диаметр электрода, мм | 1,0 мм | 1,6 мм — 2 мм | 2 мм | 2,0 мм — 2,5 мм | 3 мм |
| Сила тока, А | 10-20 ампер | 30-35 ампер | 35-45 мм | 50-65 мм | 65-100 мм |
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Положения электрода при сварке и их использование
Общая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Об изготовлении сарая на металлическом каркасе читайте тут.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.
Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
О типах сварных швов и соединений читайте тут.
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла? Вещь нужная и для освоения сварки подходящая.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода. Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Подробнее о выборе электродов для инверторной сварки читайте тут.
dekormyhome.ru
Как варить инвертором тонкий металл – наши советы
Покупают инвертор в основном для работы на садовом участке, сварки забора или калитки, других несложных работ. Часто приходится сваривать металл от 2 мм и выше. Для таких работ вполне подходят электроды «двойка», ими можно варить практически весь сортовой прокат, который применяется при строительстве забора и гаража, водопроводные трубы. И лишь при сварке арматуры или приварке гаражных петель может потребоваться более толстый электрод – «тройка» и даже «четвёрка».
Тонкий металл
Однако, рано или поздно может встать вопрос о том, чтобы заварить днище картера у машины, подварить крыло, приварить глушитель. Толщина металла в этом случае невелика, и при сварке могут возникнуть проблемы – толстый электрод будет прожигать металл.
Лучший вариант сварки в данном случае — сварка-автомат или полуавтомат, классическая дуговая может прожечь дыры, поэтому, без подготовки и тренировки браться за инвертер не стоит!
Давайте подробно рассмотрим, как варить инвертором тонкий металл.
Подготовка к сварке тонких металлов
Самое главное в этом случае – не торопиться с выполнением работ, а тщательно выбрать режим сварки. Определите толщину свариваемых деталей, ориентировочно марку стали, тип шва, величину тока. Всё это лучше сделать по справочнику сварщика. Величину тока для инвертора следует брать такую же, как и для сварки постоянным током. В продаже сейчас имеются электроды диаметром даже 1 мм, не стесняйтесь применять тонкий электрод – проще сделать несколько проходов по сварному шву, чем латать прожженный глушитель.
Пробная сварка
Затем – попробуйте варить. Подберите примерно той же толщины две железки, и сделайте пробный шов в таком же положении, как будете варить «на чистовую». Если всё прошло нормально – можете приступать. Если нет – попробуйте поэкспериментировать. Поставьте другое значение тока, примените другой электрод и обратную полярность включения. Чаще всего помогает изменение техники сварки – варите «короткими перебежками», давая металлу остывать.
Теплоотведение при сварке тонких металлов
В значительной мере уменьшить вероятность прожогов может применение подкладок из толстого металла. Если вы варите встык – подложите с другой стороны под сварной шов лист металла толщиной 10-15 мм, или делайте сварку на тяжёлой наковальне. Это обеспечит теплоотведение от свариваемых деталей, и предотвратит прожигание металла. Иногда потребуется включать фантазию, пространственное воображение, особенно при сложных швах. Главное помните – «железка» должна располагаться как можно ближе к сварочной ванне, лучше всего – на металле меньшей толщины.
Совет напоследок
При сварке тонкого металла часто помогает применение сварного шва с отгибаемыми кромками. Конечно, это потребует дополнительных слесарных работ, да и шов будет выглядеть некрасиво. Однако, если ничего не получается, это может стать единственным возможным решением.
Видео о сварке:
VN:F [1.9.22_1171]
Рейтинг: 4.4/5 (7 проголосовало)
Как варить инвертором тонкий металл – наши советы, 4.4 out of 5 based on 7 ratings
hochu-stroitsya.ru
Как сваривать листовой металл или тонкий лист (для начинающих)
Сварщики могут столкнуться с трудностями при работе с тонким листовым металлом, потому что горячая дуга легко деформирует или прожигает металл. Даже профессиональные сварщики иногда терпят неудачу при сварке тонких заготовок.
Даже профессиональные сварщики иногда терпят неудачу при сварке тонких заготовок.
Тем не менее, можно сваривать тонкий листовой металл, используя процессы MIG, TIG и электродуговую сварку. Но MIG и TIG дают наилучшие результаты.
В этой статье вы узнаете, как сваривать тонколистовой металл с использованием каждого процесса дуговой сварки, и представите распространенные ошибки, с которыми сталкиваются новички. Хотя сварка тонкого металла станет испытанием даже для лучших сварщиков, вы можете добиться отличных результатов, обладая некоторыми ноу-хау и практикой.
Процессы сварки тонкого или листового металла
Каждый процесс сварки требует определенных мер предосторожности и настройки оборудования для успешной сварки листового металла.
Итак, давайте обсудим подготовку, необходимую для каждого процесса дуговой сварки, прежде чем переходить к общим проблемам, возникающим при сварке тонкостенных швов.
Сварка МИГ Сварка МИГ отлично подходит для тонких материалов. Однако вы должны использовать проволоку небольшого диаметра, так как для плавления проволоки требуется меньше тепла, что сводит к минимуму ваше тепловложение. Никогда не используйте проволоку толще, чем основной металл, потому что заготовка деформируется или сгорит до того, как проволока расплавится. Для сварки листового металла лучше всего использовать сплошную проволоку MIG диаметром 0,023, 0,024 и 0,030 дюйма.
Однако вы должны использовать проволоку небольшого диаметра, так как для плавления проволоки требуется меньше тепла, что сводит к минимуму ваше тепловложение. Никогда не используйте проволоку толще, чем основной металл, потому что заготовка деформируется или сгорит до того, как проволока расплавится. Для сварки листового металла лучше всего использовать сплошную проволоку MIG диаметром 0,023, 0,024 и 0,030 дюйма.
Кроме того, избегайте использования защитного газа, содержащего 100 % CO2, поскольку он усиливает проникновение, что приводит к прожогу. Лучшим защитным газом для сварки MIG тонких листов мягкой стали является смесь 75% аргона и 25% углекислого газа.
Если возможно, купите или заправьте баллон с защитным газом с еще меньшим содержанием CO2. При сварке очень тонких листов можно снизить содержание CO2 даже до 5 %. Однако не используйте чистый аргон, если только не свариваете алюминий. Для стали необходимо иметь не менее 5% CO2 для стабилизации дуги.
Избегайте порошковых проволок, так как они нагревают металл гораздо сильнее. Порошковые проволоки полые. Так, площадь поперечного сечения стальной проволоки мала, что увеличивает концентрацию тока (тепла) в сварочную ванну. Эти проволоки предназначены для сварки толстых профилей и для улучшения провара, поэтому они не подходят для сварки листового металла.
Порошковые проволоки полые. Так, площадь поперечного сечения стальной проволоки мала, что увеличивает концентрацию тока (тепла) в сварочную ванну. Эти проволоки предназначены для сварки толстых профилей и для улучшения провара, поэтому они не подходят для сварки листового металла.
Сварка ВИГ хорошо подходит для сварки тонколистового металла, особенно если ваш сварочный аппарат поддерживает импульсный режим ВИГ. Импульсная сварка TIG создает дугу, которая колеблет выходную силу тока между двумя заданными значениями до 500 раз в секунду, что позволяет добиться идеального контроля нагрева при некоторой практике.
Но, даже если у вас нет опции импульсной сварки TIG, управление с помощью ножной педали хорошо работает для синхронизации подачи высокой и низкой силы тока в сварочную ванну. Однако, если у вас есть базовая установка TIG, уровень контроля нагрева будет на уровне сварки MIG или немного хуже. Это зависит от ваших навыков. Тем не менее, опытные сварщики ВИГ достигают выдающихся результатов, поскольку процесс сварки ВИГ имеет более узкую зону термического влияния («ЗТВ»), чем любой другой процесс дуговой сварки.
Для успешной сварки тонких заготовок необходимо использовать вольфрамовый электрод небольшого диаметра, например 0,020, 0,040 и 1/16 дюйма. Вольфрамовые электроды большого диаметра требуют более высокой силы тока для запуска дуги, что приводит к деформации или возгоранию материала.
Отшлифуйте вольфрамовый наконечник до острого кончика для сварки стали и используйте либо присадочный металл ER70S-2, либо стержень из кремниевой бронзы. Для плавления кремниевой бронзы требуется небольшое количество тепла, что делает ее одним из самых популярных наполнителей для хрупких тонких стальных листов.
Избегайте использования смесей защитного газа аргона и гелия, поскольку гелий улучшает тепловложение. Лучше всего использовать чистый аргон в качестве защитного газа при TIG-сварке тонколистовых материалов.
Сварка электродом Большинство сварщиков избегают сварки тонкого металла методом сварки электродом. Трудно контролировать тепловложение и очень легко прожечь материал. Сварка стержнем не является деликатным процессом. Однако при правильной настройке вы можете сваривать листовой металл с помощью SMAW.
Сварка стержнем не является деликатным процессом. Однако при правильной настройке вы можете сваривать листовой металл с помощью SMAW.
В отличие от MIG и TIG, при сварке электродом не требуется защитный газ. Вместо этого флюсовое покрытие на плавящемся электроде не только защищает сварочную ванну, но и влияет на характеристики дуги. Так, некоторые стержневые электроды, такие как E6013, обеспечивают очень мелкое проплавление, необходимое для сварки тонкого металла.
Кроме того, использование полярности DCEN снижает тепловложение и скорость осаждения металла. В результате легче контролировать коробление и предотвращать прожигание тонкого материала. Наконец, при сварке держите выходную силу тока как можно более низкой, но это относится ко всем процессам дуговой сварки при соединении тонких материалов.
Предотвращение или устранение проблем при сварке тонкого металла
Теперь, когда мы рассмотрели основные аспекты различных процессов дуговой сварки, давайте обсудим, как предотвратить и устранить распространенные проблемы при сварке листового металла.
Во избежание коробления металла необходимо прикрепить металлические листы на место и избегать значительных зазоров между прихватками. После того, как все будет прихвачено, сделайте прерывистые сварные швы. Избегайте длинных непрерывных сварных швов с большим количеством тепла.
Сварщик, выполняющий прихваточные швыЛучше, если ваш сварочный аппарат поддерживает таймер прихватки. Например, Eastwood MIG 180 позволяет создавать повторяемые прихваточные швы с одинаковой потребляемой силой тока и длительностью дуги.
Если ваш сварочный аппарат не поддерживает таймер прихватки, вы можете слишком долго держать дугу на некоторых прихватках, что приводит к выделению слишком большого количества тепла по сравнению с другими прихватками, деформируя материал.
Также попробуйте увеличить скорость сварки. Если вы будете сваривать слишком медленно, вы сосредотачиваете слишком много тепла на одной области. Низкая скорость сварки особенно губительна для нержавеющей стали.
Профессионалы часто используют радиаторы для отвода избыточного тепла от свариваемого металла. Таким образом, размещение алюминиевых или медных плоских стержней под заготовками может помочь предотвратить накопление тепла и деформацию.
Подробнее : Что такое прихваточный шов? И как вы их используете?
ПрожигиВсе, что мы обсуждали, чтобы избежать деформации, относится и к предотвращению прожогов. Однако, если вы проделали дыру в металле, вы зашли еще дальше в неправильном направлении. Некоторое чрезмерное тепло деформирует металлический лист, но слишком сильное его сжигает.
Итак, увеличьте скорость сварки и делайте короткие прерывистые швы. Попробуйте сварить соединение с нескольких позиций. Например, разделите длину соединения на четыре, отметьте деления и сплавите каждое отдельно.
Кроме того, используйте заводской воздушный компрессор для охлаждения листового металла между сварными швами. Это также полезно для предотвращения коробления, но если материал слишком тонкий и вы продолжаете проделывать в нем отверстия, вам понадобится вся возможная помощь.
Это также полезно для предотвращения коробления, но если материал слишком тонкий и вы продолжаете проделывать в нем отверстия, вам понадобится вся возможная помощь.
Значительно снизить выходную силу тока. Если ваша текущая настройка силы тока прожигает металл, попробуйте снизить ее на 30-50%. Кроме того, уменьшите диаметр вольфрамового электрода, стержневого электрода или проволоки MIG в соответствии с меньшей силой тока.
Внешний видСварка листового металла часто требует красивой гладкой линии сварки. Вы можете достичь этого только с помощью сварочного аппарата TIG. Сварка MIG с коротким замыканием вызывает появление брызг и неровный валик, в то время как сварка электродами создает наименее привлекательные сварные швы. Кроме того, при сварке электродом остается шлак, который необходимо удалять.
После удаления шлака или очистки остатков кремнезема от сварных швов MIG обычно необходимо отшлифовать линию сварки, чтобы улучшить ее внешний вид. Не нажимайте слишком сильно угловой шлифовальной машиной и не сглаживайте одну область слишком долго, чтобы предотвратить накопление тепла. Даже тепло, выделяемое при трении при шлифовании, также может деформировать тонкий листовой металл.
Не нажимайте слишком сильно угловой шлифовальной машиной и не сглаживайте одну область слишком долго, чтобы предотвратить накопление тепла. Даже тепло, выделяемое при трении при шлифовании, также может деформировать тонкий листовой металл.
Шлифование нержавеющей стали — отдельная обширная тема. Поэтому убедитесь, что вы используете тип абразива и размер зерна, которые обеспечивают желаемую отделку. Чтобы удалить обесцвечивание нержавеющей стали от сварки, вы можете использовать проволочные круги из нержавеющей стали, но вы также можете использовать абразив с зернистостью 360 или более грубый. Однако смешивание и выравнивание валиков следует выполнять с помощью абразивного диска, ленты или лепесткового диска с зернистостью 40–80.
Шлифовка низкоуглеродистой стали и алюминия менее сложна. Но для алюминия требуются уникальные шлифовальные круги на восковой основе. Алюминий быстро нагружает обычные колеса, что может привести к их взрыву.
Какой бы металл вы ни обтачивали, будьте осторожны, чтобы не удалить слишком много материала. Легкий материал легко перешлифовать и истончить, что ставит под угрозу прочность соединения.
Легкий материал легко перешлифовать и истончить, что ставит под угрозу прочность соединения.
Если валик сварного шва находится слишком высоко над поверхностью металла, это дефект сварного шва, называемый переполнением или чрезмерным усилением. Это не обязательно требует доработки, но ухудшает внешний вид, подвергает носки сварного шва напряжению и увеличивает вероятность захвата шлака.
Если вы продолжаете делать сварные швы, попробуйте увеличить скорость сварки и уменьшить скорость подачи проволоки MIG или выходную силу тока при сварке электродами.
Излишки металла можно стачивать, но при слишком агрессивной шлифовке появляются проколы и трещины. Было бы лучше, если бы вы также помнили, что, поскольку верхняя часть этих валиков является гордой, носки сварного шва испытывают более высокое напряжение, поскольку шлифовальный круг оказывает усилие сверху. Кроме того, давление на выступах сварного шва выше, чем при шлифовке валиков меньшей высоты. Итак, используйте нежное прикосновение.
Итак, используйте нежное прикосновение.
Обычно свариваемые металлы, такие как низкоуглеродистая сталь, нержавеющая сталь и алюминий, требуют различных мер предосторожности при сварке тонких листов. С мягкой сталью легче всего работать, если вы держите силу тока на низком уровне, свариваете быстро и разносите сварные швы. Соблюдая эти меры предосторожности, вы должны добиться хороших результатов.
Однако нержавеющая сталь гораздо менее щадящая. Он не так эффективно проводит тепло, как мягкая сталь, поэтому тепло концентрируется в зоне термического влияния (ЗТВ). Это приводит в лучшем случае к обесцвечиванию.
В худшем случае нержавеющая сталь теряет коррозионную стойкость. Кроме того, сохранение тепла в ЗТВ способствует короблению и прожогу. Кроме того, использование радиаторов менее эффективно для нержавеющей стали, чем для мягкой стали.
В отличие от стали алюминий быстро проводит тепло, но плавится при более низкой температуре (по сравнению со сталью). Что еще хуже, защитный оксид на поверхности алюминия плавится при значительно более высокой температуре, чем алюминий под ним. Эта комбинация факторов делает алюминий очень сложным для сварки, особенно тонких листов.
Что еще хуже, защитный оксид на поверхности алюминия плавится при значительно более высокой температуре, чем алюминий под ним. Эта комбинация факторов делает алюминий очень сложным для сварки, особенно тонких листов.
Чтобы сварить тонкий алюминий, вы должны двигаться даже быстрее, чем сталь. Дополнительно используйте стрингеры, прямые бусины. Таким образом, вы сведете к минимуму поступление тепла и предотвратите прожигание этого чувствительного материала. Поскольку алюминий исключительно хорошо проводит тепло, использование радиаторов значительно снижает концентрацию тепла в ЗТВ.
Итоговое видеоЭто видео от Everlast демонстрирует многие концепции, которые мы обсуждали в этой статье. Таким образом, это может помочь вам визуализировать, как выглядят продувки и деформации и как их предотвратить.
Часто задаваемые вопросы
Какой самый тонкий листовой металл можно сваривать? Самым тонким листовым металлом, который можно сваривать дугой, является низкоуглеродистая сталь толщиной 26 Ga. Однако, если вы опытный сварщик, вы можете сваривать даже тоньше с некоторым искажением и прогоранием металла.
Однако, если вы опытный сварщик, вы можете сваривать даже тоньше с некоторым искажением и прогоранием металла.
Лучшим процессом сварки тонкого металла является MIG из-за его скорости. Но многие сварщики утверждают, что процесс сварки TIG имеет преимущество из-за узкой ЗТВ.
Что такое правило 1 за 1 при сварке тонкого металла?Правило 1 к 1 гласит, что для тонкой углеродистой стали следует использовать 1 ампер на 1 тысячную (0,001) дюйма толщины. Однако для нержавеющей стали требуется на 1/3 меньше ампер, а для алюминия — примерно на 1/3 больше.
Какой самый толстый металл можно точечной сваркой?Самый толстый металл, который можно сваривать точечной сваркой, составляет 1,25 дюйма.
Обмотка
Сварка тонкого металла — сложная задача. Этого нельзя отрицать. Но если вы потренируетесь и будете применять советы, которыми мы поделились в этой статье, вы быстро освоитесь.
После того, как вы неизбежно прожжете одни листы металла и покоробите другие, вы приобретете больше опыта и узнаете, как быстро вам нужно сваривать в зависимости от материала и его толщины.
Многочисленные сварочные работы требуют понимания того, как сваривать тонкие листы. Даже в проектах на любительском уровне используются тонкие срезы.
Сварной листовой металл улучшает такие вещи, как предметы повседневного обихода, строительные элементы или детали машин, которые выигрывают от меньшего веса. Таким образом, каждый сварщик должен уметь сваривать тонкие заготовки.
Сварка листового металла: 5 доступных методов и 10 важных советов
Сварка — это процесс соединения металлических деталей. Это один из наиболее распространенных способов соединения металлических предметов, и существует множество различных видов сварки. Является ли сварка листового металла разновидностью сварки, используемой для изготовления металлических конструкций, трубопроводов и других элементов, таких как резервуары для хранения?
Искусство сварки листового металла представляет собой сложный процесс, включающий различные методы. Вы должны обладать соответствующими знаниями и навыками, чтобы получить наилучшие результаты в сварочных работах. Сварка листового металла — отличный способ сэкономить время на ваших проектах.
Вы должны обладать соответствующими знаниями и навыками, чтобы получить наилучшие результаты в сварочных работах. Сварка листового металла — отличный способ сэкономить время на ваших проектах.
Эта статья будет включать методы и основные рекомендации, которые следует помнить при сварке тонких металлических листов для достижения наилучших результатов.
Что такое сварка листового металла?
Сварка листового металла является одним из основных процессов соединения металлов в обрабатывающей промышленности. Процесс обычно требует нагрева двух кусков листового металла до точки плавления, а затем использования горелки для их сварки.
Процесс сварки листового металла обычно используется в самолетах, автомобилях, грузовиках, бытовой технике, лодках, кораблях и другом промышленном оборудовании.
Доступные методы сварки листового металла
Теперь возникает большой вопрос: «Как сваривать листовой металл». Есть много способов сделать это. Давайте узнаем различные типы методов сварки листового металла.
Давайте узнаем различные типы методов сварки листового металла.
Сварка MIG
MTG или сварка металлов в среде инертного газа — это тип сварочного процесса с использованием электрической дуги для расплавления присадочного материала и соединения двух или более кусков металла вместе. MIG обычно используется для сварки тонких материалов, таких как листовой металл и трубы.
В качестве защитного газа используется смесь аргона и двуокиси углерода. Присадочный материал подается через сварочный пистолет, и расплавленный присадочный материал образует валик на конце соединения. Расходуемый механизм подачи проволоки подает присадочный материал.
Сварка ВИГ
Вольфрамат — это элемент, который встречается в природе в таких минералах, как вольфрамит и шеелит. Вольфрам не встречается в природе, его получают синтетическим путем. Он используется во многих отраслях промышленности, включая электронику, оптику и металлургию.
Вольфрам используется в дуговой сварке, потому что он обеспечивает высокую температуру плавления и низкое давление паров. Аргон и гелий обычно используются при сварке.
Аргон и гелий обычно используются при сварке.
Наполнитель используется для усиления или наращивания швов. Вместо кислородно-ацетиленового пламени используется электрическая горелка.
Руки сварщика подают присадочную проволоку в ванну. Мягкий пуск и остановка нагрева позволяет производить сварку листового металла или сварку металла. Сварку в этом положении часто называют сваркой «вне положения». Вы можете найти различия между сваркой MIG и TIG в этой статье.
Плазменная дуговая сварка
Плазменная дуговая сварка расплавляет металлическую проволоку с помощью электрического тока. Затем через ванну расплава продувают газ, образуя плазму, которая создает сильную дугу.
Эта дуга нагревает основной материал, расплавляя его и создавая сварной шов. Плазменно-дуговая сварка широко используется в судостроении, авиастроении и других отраслях промышленности.
В отличие от сварки TIG, она не требует присадочных материалов и обеспечивает высокое качество сварных швов. Он также требует меньшей мощности и работает на более высоких скоростях, чем сварка TIG. Этот тип сварки используется в различных отраслях промышленности, таких как строительство, ремонт в полевых условиях, производство, судостроение и нефтяная промышленность.
Он также требует меньшей мощности и работает на более высоких скоростях, чем сварка TIG. Этот тип сварки используется в различных отраслях промышленности, таких как строительство, ремонт в полевых условиях, производство, судостроение и нефтяная промышленность.
Сварка электродом
Дуговая сварка — это процесс сварки, в котором используется электрический ток для расплавления металлической проволоки или стержня и их сплавления. Для дуговой сварки требуются два электрода: положительный электрод, называемый расходуемым электродом или присадочным материалом, и отрицательный электрод, называемый основным материалом. Третий электрод, известный как заземляющая или экранирующая пластина, обеспечивает путь для обратного тока электрического тока к источнику.
Обычно используется в судостроении, строительстве и производстве стали.
Электронно-лучевая и лазерная сварка
Электронно-лучевая сварка (ЭЛС), также называемая электронно-лучевой сваркой (ЭЛС), представляет собой процесс дуговой сварки с использованием сфокусированного потока электронов для расплавления присадочного металла и соединения двух кусков материала вместе.
Газовая сварка
Газовая сварка является отличным методом соединения тонких листов стали, алюминия, меди, латуни, нержавеющей стали, титана и других сплавов. Он не требует электричества и очень экономичен.
Газовая сварка также полезна для соединения мелких деталей, таких как гайки, болты, винты, шайбы и пружины. Однако газовая сварка требует большого мастерства и опыта. Не пора ли заняться газовой сваркой? У нас есть пошаговое руководство, которое поможет вам освоить искусство газовой сварки.
Дефекты очень распространены при сварке листового металла. У нас есть специальная статья о распространенных дефектах, посвященная общим дефектам и способам их устранения в различных процессах обработки листового металла. Не забудьте проверить это.
Типы металлов, используемые при сварке листового металла
Хотя нержавеющая сталь является обычным металлом, используемым при сварке листового металла, существуют и другие, которые также используются. К ним относятся алюминий, углеродистая сталь и даже золото.
К ним относятся алюминий, углеродистая сталь и даже золото.
Каждый металл имеет свои преимущества и недостатки, которые следует учитывать перед тем, как сварщики приступят к работе. Углеродистая сталь является самым дешевым и наиболее часто используемым металлом для сварки листового металла. Он прочный и легко сваривается, но также подвержен ржавчине и коррозии.
Алюминий — еще один популярный металл, используемый для сварки листового металла. Он легкий и устойчивый к коррозии, но его трудно сваривать.
Золото — самый дорогой металл, используемый для сварки листового металла. Он невероятно прочен и не подвержен коррозии, но его также очень трудно сваривать.
Поверхность, которую следует учитывать при сварке листового металла
Мы перечислили наилучшую поверхность, которую вы можете учитывать при выборе сварки листового металла.
Плоская поверхность
Плоская сварка лучше всего подходит для плоских поверхностей. При сварке на плоской поверхности необходимо держать горелку под углом к поверхности. Было бы лучше, если бы вы также перемещали горелку вперед и назад вдоль шва, чтобы убедиться, что все стороны шва расплавлены.
При сварке на плоской поверхности необходимо держать горелку под углом к поверхности. Было бы лучше, если бы вы также перемещали горелку вперед и назад вдоль шва, чтобы убедиться, что все стороны шва расплавлены.
Горизонтальная поверхность
При установке в горизонтальном положении металлические листы создают у сварщика впечатление, что они плоские. Однако он может принимать любую из двух форм.
Угловой сварной шов
В процессе соединения двух поверхностей под углом получается угловой сварной шов. Кусок металла помещается поверх второго куска металла, и оба куска нагреваются до тех пор, пока они не станут достаточно мягкими, чтобы сплавиться вместе. Когда две части металла сплавлены вместе, сварной шов выглядит как буква «L».
Сварка с разделкой кромок
Сварка с разделкой кромок получается, когда два куска металла встречаются под углом. Один кусок металла помещается над другим, а затем оба металла прижимаются друг к другу. В результате получается шов, похожий на канавку.
Советы экспертов: для горизонтальных поверхностей наилучшим вариантом является сварка стержнем.
Вертикальная поверхность
Сварщик обычно находится в вертикальном положении лицом к поверхности, когда он находится в вертикальном положении сварочного вала. При сварке горелку необходимо держать под углом 45° к пластине. Вы также должны держать кончик электрода подальше от расплавленного металла.
Если направить горелку прямо на расплавленный металл, металл потечет вниз и покроет кончик электрода. Это означает, что вы не получите чистую дугу и получите некачественный сварной шов.
Потолочная сварка
Потолочная сварка является наиболее сложной, потому что расплавленный металл падает вниз, когда вы пытаетесь сварить. Вы также должны следить за брызгами. Минимизируйте размер сварочной ванны, используя достаточное количество присадочного материала. И не забудьте использовать достаточно тепла, чтобы получить хороший сварной шов.
10 советов по сварке листового металла
Теперь, когда вы знаете некоторые металлы, используемые при сварке листового металла, вот несколько советов, которые помогут вам начать работу. Во-первых, всегда используйте чистые и сухие инструменты. Влажные инструменты могут вызвать ржавчину и коррозию металла.
Во-первых, всегда используйте чистые и сухие инструменты. Влажные инструменты могут вызвать ржавчину и коррозию металла.
Во-вторых, при сварке металла обязательно используйте правильную силу тока и напряжение. Слишком много или слишком мало может привести к тому, что сварной шов будет слабым и разрушится. Наконец, всегда проверяйте сварные швы перед их использованием. Это обеспечит их прочность и не сломает под давлением.
Безопасность на производстве во время сварки При использовании сварочного оборудования важно соблюдать технику безопасности на производстве. Это включает в себя ношение надлежащего защитного снаряжения, такого как сварочный шлем, перчатки и фартук. Кроме того, всегда держите под рукой огнетушитель на случай аварии.
Теперь пришло время дать вам еще несколько советов экспертов, чтобы вы могли идеально выполнить сварку металла.
1. Используйте правильную технику для металла
До дуговой сварки или кислородного газа существовали простые способы делать вещи. Благодаря современным технологиям сварка таких прочных металлов, как нержавеющая сталь и титан, стала проще. Но для каждого типа металла нужна своя техника, и мы должны выбрать правильную. Нам нужно решить, как лучше всего выполнить работу.
Благодаря современным технологиям сварка таких прочных металлов, как нержавеющая сталь и титан, стала проще. Но для каждого типа металла нужна своя техника, и мы должны выбрать правильную. Нам нужно решить, как лучше всего выполнить работу.
2. Используйте метод сварки с пропуском
Этот метод, известный как «сварка с переходом», включает в себя выполнение нескольких стежков или коротких сварных швов в стратегических местах, чтобы зафиксировать положение тонкого листового металла. После нескольких минут охлаждения сварщик может приступить к сварке ранее недоступных для сварки участков. С помощью скиповой сварки можно уменьшить деформацию и коробление металла.
Пропускная сварка является эффективным методом соединения тонких листов металла. Он позволяет избежать искажения формы деталей и позволяет избежать коробления.
При сварке избегайте вращения горелки; вместо этого быстро перемещайте резак вперед и назад по прямой линии.
3. Техника прихватки
Прихватка – отличный метод соединения тонких стальных листов. Ее еще называют точечной сваркой. Прихватки — это очень маленькие сварные швы, которые не повредят поверхность материала.
Ее еще называют точечной сваркой. Прихватки — это очень маленькие сварные швы, которые не повредят поверхность материала.
При соединении двух кусков металла между ними необходимо обеспечить зазор в 1 мм. Затем вы размещаете прихватку прямо в центре разрыва.
После того, как гвоздь установлен, вы должны сильно надавить на него с обеих сторон, пока он не расплавится. После плавления прихватка прилипнет к металлу и образует прочную связь.
4. Тестовый запуск на металле
Перед началом сварки в серийном производстве необходимо выполнить тестовый запуск на металле. Безопасность на производстве во время сварки При использовании сварочного оборудования важно соблюдать технику безопасности на производстве. Это включает в себя ношение надлежащего защитного снаряжения, такого как сварочный шлем, перчатки и фартук. Кроме того, всегда держите под рукой огнетушитель на случай аварии.
Существует множество переменных, которые могут повлиять на качество сварки, поэтому важно оптимизировать процесс, чтобы обеспечить наилучшие результаты. Это включает в себя использование правильной силы тока и напряжения, а также обеспечение того, чтобы ваши инструменты были чистыми и сухими. Таким образом, вы сможете иметь прототип своего продукта, будь он в полузавершенном или готовом состоянии.
Это включает в себя использование правильной силы тока и напряжения, а также обеспечение того, чтобы ваши инструменты были чистыми и сухими. Таким образом, вы сможете иметь прототип своего продукта, будь он в полузавершенном или готовом состоянии.
5. Выберите присадочный металл
Крайне важно выбрать присадочный металл, совместимый с механическими свойствами вашего изделия. При использовании присадочного металла необходимо учитывать его толщину. Более толстый металл требует больше тепла для плавления. Если использовать слишком толстый металл, есть риск перегрева и повреждения материала. С другой стороны, если вы используете слишком тонкий металл, сварной шов может не держаться должным образом.
Вам также необходимо учитывать тип металла для сварки, с которым вы работаете. Некоторые металлы требуют различных видов наполнителей. Например, для алюминия требуется более толстый наполнитель, чем для стали.
6. Используйте маленький электрод
Используйте стержень, который тоньше металла. Используйте электрод размером менее 1/8 дюйма. Электрод меньшего размера позволит вам создать более тугую дугу, что уменьшит прожог и позволит пользователю обточить электрод до меньшего размера.
Используйте электрод размером менее 1/8 дюйма. Электрод меньшего размера позволит вам создать более тугую дугу, что уменьшит прожог и позволит пользователю обточить электрод до меньшего размера.
7. Используйте проволоку малого диаметра
При сварке необходимо учитывать используемый материал. Например, если вы свариваете алюминий, вам понадобится проволока другого сечения, чем если бы вы сваривали сталь.
Вы также должны учитывать свой уровень навыков при выборе правильного размера проволоки. Если вы только начинаете, вы можете выбрать небольшую проволоку, потому что она поможет вам освоить сварку. По мере накопления опыта вы будете чувствовать себя более комфортно с большими размерами.
8. Используйте защитный газ с высоким содержанием аргона
Используйте защитный газ с более высоким процентным содержанием аргона при сварке алюминия. Аргон — инертный газ, который не вступает в реакцию с металлами, как это делает кислород. Следовательно, он не будет окислять металл. Если вы используете чистый аргон, вам нужно добавить в смесь углекислый газ, чтобы увеличить ее плотность.
Если вы используете чистый аргон, вам нужно добавить в смесь углекислый газ, чтобы увеличить ее плотность.
9. Регулировка нагрева
При сварке листового металла тепло является наиболее важным фактором. Слишком много тепла приведет к расплавлению металла, что приведет к выходу соединения из строя. Чтобы избежать этого, мы используем разные виды нагрева в зависимости от типа металла.
Для более толстых материалов, таких как сталь, мы используем дуговую сварку вольфрамовым электродом (GTAW), поскольку она обеспечивает более высокое качество сварного шва. Мы используем электродуговую сварку при сварке более тонких материалов, таких как алюминий, потому что это позволяет нам располагать сварной шов под любым углом.
Мы также используем горелку, которая нагревает кончик электродной проволоки вместо основания, что позволяет нам сосредоточить тепло на области, где должен произойти сварной шов.
10. Выберите правильную компанию
Металл для сварки — это промышленный процесс, при котором металлы соединяются друг с другом с помощью тепла и давления. Сварщики должны соблюдать строгие правила техники безопасности, чтобы избежать травм. Выберите компанию, которая предлагает своим клиентам полный спектр услуг, включая изготовление, ремонт и восстановление сварных деталей. Кроме того, они также должны оказывать техническую помощь и консультации.
Сварщики должны соблюдать строгие правила техники безопасности, чтобы избежать травм. Выберите компанию, которая предлагает своим клиентам полный спектр услуг, включая изготовление, ремонт и восстановление сварных деталей. Кроме того, они также должны оказывать техническую помощь и консультации.
Сварка листового металла проста, если вы знаете правильные методы. Обратитесь к советам по использованию сварки листового металла, чтобы улучшить свои навыки сварки и сделать так, чтобы она работала лучше всего для вас. Конечно, вы также можете доверить это профессионалам.
WayKen: ваш надежный партнер в области сварки листового металла
Если вам нужны высококачественные услуги по сварке листового металла на заказ, включая гибку, штамповку и изготовление прототипов из листового металла. WayKen — правильный выбор партнера. Мы предлагаем широкий спектр услуг, от сварки до станков с ЧПУ и лазерной резки и других сопутствующих услуг по механической обработке.
WayKen стремится предоставлять нашим клиентам наилучшие услуги и продукты. Нужны ли вам простые детали или сложный проект, включающий несколько материалов, мы предоставим результаты, которым вы можете доверять. Свяжитесь с нами сегодня, чтобы получить бесплатную цитату!
Нужны ли вам простые детали или сложный проект, включающий несколько материалов, мы предоставим результаты, которым вы можете доверять. Свяжитесь с нами сегодня, чтобы получить бесплатную цитату!
Какая сварка подходит для тонких металлов?
Когда дело доходит до сварки металла, лучше всего подходит сварка ВИГ. Это точно, гарантируя, что сварные швы останутся именно там, где они должны быть. В результате готовое изделие выглядит великолепно.
Как сварить тонкий лист металла?
Сварка тонкого материала требует высоких температур. По этой причине нам нужен достаточный запас энергии. Мы можем использовать различные методы в зависимости от толщины материала. Мы предпочитаем сварку MIG при работе с более толстыми материалами, поскольку она позволяет нам сваривать толстые листы за меньшее время. Однако, если толщина минимальная, лучшим вариантом будет сварка TIG.
Можно ли при сварке MIG алюминия использовать переменный или постоянный ток?
Сварка MIG — это простой и быстрый метод соединения металлов. Для алюминия подходит сварка МЭГ как переменным, так и постоянным током. Однако сварка постоянным током является самой быстрой, поскольку не требует специального оборудования.
Для алюминия подходит сварка МЭГ как переменным, так и постоянным током. Однако сварка постоянным током является самой быстрой, поскольку не требует специального оборудования.
Лучшие сварочные аппараты для листового металла в 2022 году (включая варианты MIG и TIG)
Добро пожаловать в справочник Томаса по лучшим сварщикам для листового металла в 2022 году. Томас уже более 120 лет связывает покупателей и поставщиков из Северной Америки. Когда вы покупаете продукты через наши независимые рекомендации, мы можем получать партнерскую комиссию.
Сварка — сложная наука, в которой задействовано множество движущихся частей, различные типы сварочных аппаратов и методик сварки. Поскольку используемые металлы, сплавы и материалы настолько уникальны по своим характеристикам и потребностям, одна и та же машина, скорее всего, не будет использоваться для разных сварочных работ. При сварке листового металла необходимо тщательно выбирать сварочный аппарат — не все сварщики способны успешно (или чисто) сваривать листовой металл.
Изображение предоставлено Shutterstock/YAKISTUDIO
Правильный сварочный аппарат не обязательно привязан к одному типу сварщика. Скорее, это зависит от того, насколько можно настроить машину, от процесса сварки, который может работать с машиной, и от того, могут ли настройки соответствовать более тонким материалам, таким как листовой металл. Существует много разных мнений о том, какой вид сварки лучше всего подходит для листового металла, но на самом деле некоторые из них можно без проблем использовать при правильном выполнении.
Лучший сварочный аппарат для листового металла — руководство по покупке
Многие люди, заинтересованные в работе с этим конкретным материалом, могут задаться вопросом, как можно сварить листовой металл без повреждений. Тонкий листовой металл рискует быть разрушенным некоторыми типами сварщиков, но с правильными режимами сварки и аппаратами можно чисто и эффективно выполнять работу с листовым металлом даже на тонком металле без усугубления и неисправимых ошибок.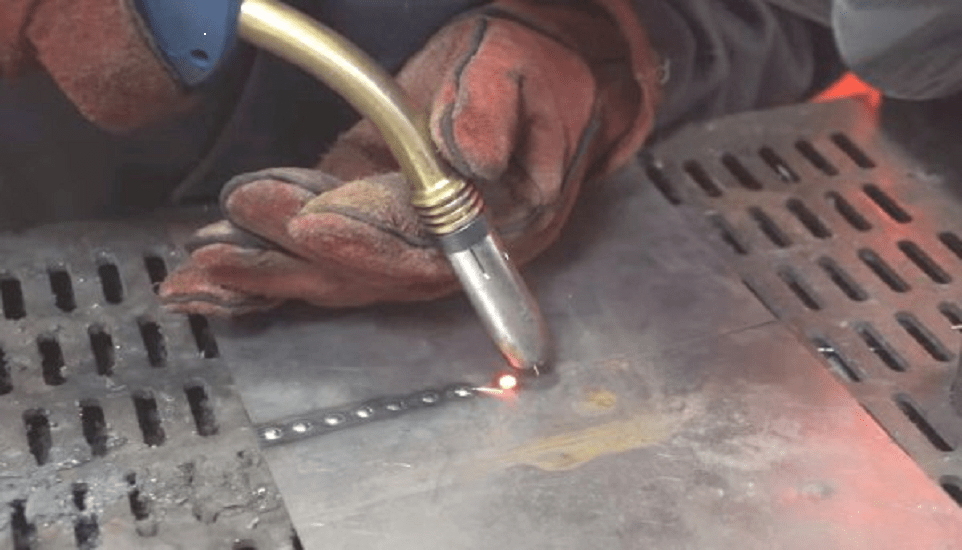
Типы методов сварки и лучшие из них для листового металла
Специального сварочного аппарата для листового металла не существует, но есть определенные сварочные аппараты, которые лучше всего подходят для этого проекта. Сварочные проекты с использованием тонких материалов могут быть привередливыми, но вот что нужно знать о некоторых из самых популярных сварочных процессов, которые идеально подходят для сварки листового металла.
Сварка ВИГ
Сварка вольфрамовым электродом в среде инертного газа (или сварка TIG) известна тем, что хорошо справляется с тонкими металлами, это также самый чистый тип сварки с меньшим количеством шлака и грязи. Эту технику сложнее освоить, потому что есть несколько движущихся частей, которые нужно выполнять одновременно. Из описанных здесь вариантов сварка TIG занимает первое место, когда речь идет о лучших методах точности и контроля. Пользователь может управлять тем, что происходит в сварочной ванне, и отводимым теплом, что делает его очень удобным выбором для тонких материалов.
Сварка МИГ
MIG (сварка металлов в среде инертного газа) — еще один вид дуговой сварки. По мнению большинства, сварка MIG проще, чем сварка TIG, но, несомненно, она сложнее и ее сложнее контролировать. При этом сварка MIG является подходящим методом для листового металла и даже предпочитается некоторыми сварщиками, но пользователи должны учитывать используемые катушки с проволокой. Более тонкая проволока необходима для работы с листовым металлом, и сила тока также должна быть тщательно подобрана.
Сварка стержнями и точечная сварка
Сварка стержнем — это третий метод дуговой сварки, а точечная сварка — разновидность контактной сварки. Палка обычно не лучше всего подходит для изготовления листового металла, потому что она грязная и часто слишком горячая и напористая для таких хрупких металлов, и любому, кто хочет сварить листовой металл, лучше приобрести машину, которая имеет больше, чем просто соединители. Точечная сварка может быть идеальной для определенных ситуаций, таких как автомобильные работы или сплавление листов, и выходит за рамки работы только с более толстыми металлами.
Точечная сварка может быть идеальной для определенных ситуаций, таких как автомобильные работы или сплавление листов, и выходит за рамки работы только с более толстыми металлами.
Независимо от того, ищете ли вы портативный сварочный аппарат, профессиональный сварочный аппарат, аппараты для сварки MIG, TIG или их комбинацию для своего сварочного проекта, здесь представлен выбор лучших аппаратов для процесса сварки листового металла.
Лучший профессиональный сварочный аппарат: Weldpro Digital TIG 200GD AC DC 200 Amp TIG/Stick Welder | Купить сейчас Многоцелевой сварочный аппарат по оптимальной цене: YESWELDER TIG-205DS Аппарат для ВЧ TIG/дуговой/дуговой сварки | Купить сейчас Лучший бюджетный сварочный аппарат TIG: S7 TIG сварщик | Купить сейчас Лучшие сварочные аппараты MIG для сварки листового металла: Lincoln Electric Powermig 210 Mp #K3963-1 | Купить сейчас Лучший аппарат для точечной сварки: Профессиональный портативный электрический аппарат для точечной сварки Stark на 240 В | Купить сейчас Лучший плазменный резак и сварочный аппарат: PrimeWeld 3-в-1 плазменный резак 50 А | Купить сейчас Лучший сварочный аппарат для тонкого и толстого металла: Сварочный аппарат Goplus MIG 130 с флюсовой проволокой | Купить сейчас Лучший автомобильный сварочный аппарат для листового металла: Hobart 500559 Handler 140 MIG Welding Machine | Купить сейчас Лучший сварочный аппарат для тяжелых условий эксплуатации: LOTOS MIG175 175AMP MIG Welding with Free Spool Gun | Купить сейчас Лучший аппарат для сварки TIG и дуговой сварки: Lincoln Electric Сварочный аппарат TIG 200 с прямоугольной волной, 200 А | Купить сейчас Прокрутите вниз, чтобы узнать больше об этих лучших сварочных аппаратах и узнать, что о них говорят тысячи рецензентов.
*Цены, указанные в этой статье, указаны в долларах США на Amazon.com (США) и Home Depot по состоянию на май 2022 г.
1. Лучший сварочный аппарат профессионального уровня — Weldpro Digital TIG Welder
Эти сварочные аппараты TIG от Weldpro подходят для сварки стали и алюминия (и не только) и идеально подходят для проектов из листового металла. Он может работать как с переменным, так и с постоянным током и имеет множество регулируемых настроек, таких как сила тока, что делает его отличным выбором для тонких металлов, которые имеют довольно много особенностей. Машина тоже не приходит сама. В комплект входит множество полезных аксессуаров, таких как ножная педаль, электроды, регулятор газа аргона и насадки, которые помогут сваривать алюминий и другие стали и металлы методом TIG.
«Я приобрел эту машину в первую очередь для сварки алюминия и нержавеющей стали толщиной менее ⅜ дюйма для изготовления компонентов автомобиля типа гоночного дня», — написал рецензент. «Уровень настраиваемости на всех этапах процесса от начала до конца… это то, о чем я даже не подозревал, и даже оценю его, пока вы не поймете, насколько просто это упрощает навигацию по меню».
«Уровень настраиваемости на всех этапах процесса от начала до конца… это то, о чем я даже не подозревал, и даже оценю его, пока вы не поймете, насколько просто это упрощает навигацию по меню».
Технические характеристики
Мощность: 200 А, 110/120 В
Тип сварочного аппарата: TIG/стержень
Рабочий цикл: 40 % при полной силе тока для постоянного тока; Рабочий цикл 60 % для AC
КУПИТЬ СЕЙЧАС:
920 долларов США (было 1080 долларов США), Amazon2. Лучший многоцелевой сварочный аппарат — YESWELDER TIG-205DS HF Welder
Еще один сварочный аппарат с технологией IGBT, Эта модель от YESWELDER также позволяет контролировать силу тока, что означает, что тонкие материалы не будут уничтожены. Хотя он не может справиться с давлением и объемом задач в профессиональных условиях, он обеспечивает отличное качество сварки для домашних мастерских и любителей, которое невозможно превзойти. Его легко носить с собой, он поставляется с педалью, расходными материалами и другими насадками, которые позволяют использовать его сразу после распаковки.
Его легко носить с собой, он поставляется с педалью, расходными материалами и другими насадками, которые позволяют использовать его сразу после распаковки.
Его сравнивали с другими аппаратами аналогичной (и более высокой) ценовой категории, включая Forney Easy Weld. «Я бы поставил эту машину против любого из именитых сварщиков», — написал покупатель. «В течение многих лет я выполняю сварку методом TIG на работе с помощью сварочных аппаратов известных марок. Я купил этот, чтобы заняться тиггингом дома. Очень впечатлен простотой машины и качеством сварки».
Технические характеристики
Мощность: 205 А, 110/120 В
Тип сварочного аппарата: TIG/стержень
Рабочий цикл: 60%
КУПИТЬ СЕЙЧАС:
299,99 долларов США, Amazon3. Лучший бюджетный аппарат для сварки TIG — S7 TIG Welder
Трата тысяч долларов на сварочный аппарат – обычное дело, особенно для профессионалов отрасли. Но для небольших проектов и самостоятельных домашних мастеров этот сварочный аппарат S7 TIG является отличным вариантом, если бюджет важен. Помимо листового металла (например, он может работать с куском толщиной всего 0,3 мм), один покупатель отметил, что другие тонкие металлы и провода переменного тока также безопасны в руках этой портативной машины.
Но для небольших проектов и самостоятельных домашних мастеров этот сварочный аппарат S7 TIG является отличным вариантом, если бюджет важен. Помимо листового металла (например, он может работать с куском толщиной всего 0,3 мм), один покупатель отметил, что другие тонкие металлы и провода переменного тока также безопасны в руках этой портативной машины.
«Сварочный аппарат TIG на первый взгляд выглядит не очень, когда вы достаете его из коробки», — начал один рецензент. «Но мне нравится то, что он делает; мне потребовалось некоторое время, чтобы собрать все вместе, чтобы я мог его использовать. Я очень впечатлен тем, как он сваривает сталь толщиной ⅛ дюйма с листовой сталью 20 калибра. Это определенно стоит ваших денег».
Технические характеристики
Мощность: 200 А, 110/220 В
Тип сварочного аппарата: TIG/стержень
Рабочий цикл: 85%
КУПИТЬ СЕЙЧАС:
197,99 долларов США, Amazon4.
 Лучший сварочный аппарат MIG для сварки листового металла — многофункциональный сварочный аппарат Lincoln Electric Powermig
Лучший сварочный аппарат MIG для сварки листового металла — многофункциональный сварочный аппарат Lincoln Electric PowermigДля более мощной машины этот 40-фунтовый сварочный аппарат MIG от Lincoln Electric по-прежнему достаточно портативен, но он тяжелее, чем некоторые из небольших бюджетных аппаратов, что делает его отличным выбором для подрядчиков и домашних сварщиков. У него есть цветной цифровой экран, который помогает пользователям визуализировать и настраивать параметры по своему вкусу, а также полезную схему сварки в интерьере, к которой стоит вернуться. Хотя у Lincoln Electric есть немало более крупных и мощных моделей, это отличный инструмент для начала сварки MIG, в том числе сварки листового металла.
«Мир машин, похожий на сон, и предустановленные настройки — отличная функция для людей, которые не часто занимаются сваркой», — написал клиент. «Большинство сварочных аппаратов MIG либо отлично работают с листовым металлом, либо посредственно с более толстой сталью, либо наоборот. 210 отлично работает на всех толщинах, просто заменив шнур питания с 120 В переменного тока на 240 В переменного тока, и он одинаково хорошо сваривает на палке».
210 отлично работает на всех толщинах, просто заменив шнур питания с 120 В переменного тока на 240 В переменного тока, и он одинаково хорошо сваривает на палке».
Технические характеристики
Питание: 120/230 В
Тип сварочного аппарата: Многопроцессорный сварщик; Устройство для сварки MIG с возможностью сварки TIG, дуговой сварки и сварки под флюсом
Рабочий цикл: 40%
КУПИТЬ СЕЙЧАС:
1999 долларов США, Amazon5. Лучший аппарат для точечной сварки — профессиональный портативный электрический аппарат для точечной сварки Stark на 240 В
Сварочный аппарат для точечной сварки использует тепло и давление для сварки, но из-за его более низкой проводимости он отлично подходит для сварки листового металла — мягкой стали, алюминия или других материалов. А поскольку в автомобилестроении много листового металла, точечный сварщик типа этот от Stark может быть таким же распространенным, как сварочный аппарат TIG или MIG в магазине, и может быть лучшим выбором при покупке подходящего сварочного аппарата.
Этот конкретный вариант может показаться маленьким, но он по-прежнему обеспечивает достаточную мощность и качественные сварные швы в своей довольно тяжелой 28-фунтовой раме. Простым нажатием на рычаг он сваривает материалы вместе и позволяет легко управлять открытием, закрытием и потоками машины. С практикой можно даже сваривать алюминий. «Этот аппарат для точечной сварки действительно ускоряет работу по сварке листового металла», — написал один рецензент. Другой добавил, что это «лучший способ сварить два плоских куска листового металла за считанные секунды».
Технические характеристики
Питание: 240 В
Тип сварочного аппарата: Точечный сварочный аппарат
Рабочий цикл: 50%
КУПИТЬ СЕЙЧАС:
182,95 долларов США, Amazon6. Лучший плазменный резак и сварочный аппарат — PrimeWeld 3-в-1 50-амперный плазменный резак
Универсальный во многих случаях является лучшим, и хотя в один прекрасный день сварка листового металла может понадобиться, в другой день может потребоваться другая сила тока, навыки или техника. Чтобы удовлетворить эти потребности, Квадратный зверь PrimeWeld — разумный выбор. В один момент он может сварить тонкий металл вместе, а в следующий он способен разрезать своим резаком шесть дюймов материала.
Чтобы удовлетворить эти потребности, Квадратный зверь PrimeWeld — разумный выбор. В один момент он может сварить тонкий металл вместе, а в следующий он способен разрезать своим резаком шесть дюймов материала.
Он также поставляется с множеством насадок и аксессуаров, таких как воздушный шланг, адаптер и несколько расходных материалов. Если его многочисленные навыки и мощность кажутся пугающими для хрупкого металла, возьмите это у одного клиента, который написал: «Я использовал плазменный резак с листовым металлом (как горячий нож через масло) и сталью в четверть дюйма».
Технические характеристики
Питание: 120/240 В
Тип сварочного аппарата: TIG/палочный/плазменный резак
Рабочий цикл: 60%
КУПИТЬ СЕЙЧАС:
399 долларов США, Amazon7. Лучший сварочный аппарат для тонкого и толстого металла — Goplus MIG 130 Welder
Для перехода между тонкими и толстыми металлами требуется машина, подобная Goplus, которая имеет не одну скорость подачи проволоки, а 10.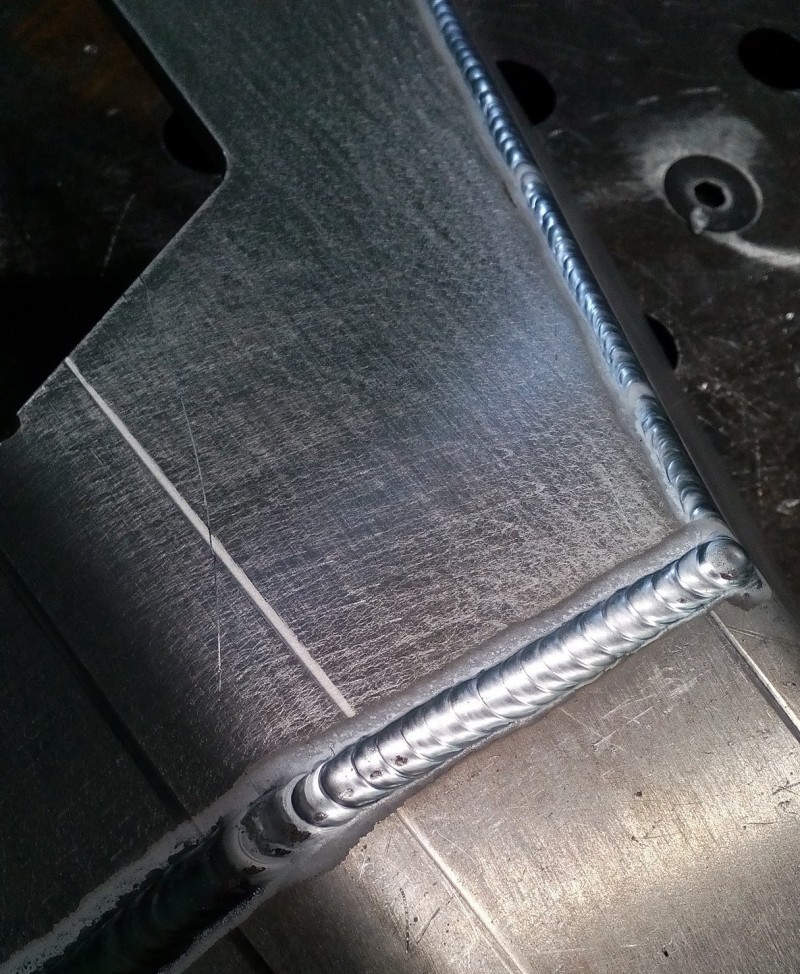 У горелки MIG довольно длинный шнур, который помогает руке маневрировать под странными углами и в более широком пространстве, но многие покупатели смогли успешно подключить его к удлинителю для большей досягаемости. Это ни в коем случае не аппарат профессионального уровня, но он идеально подходит для небольших сварочных задач.
У горелки MIG довольно длинный шнур, который помогает руке маневрировать под странными углами и в более широком пространстве, но многие покупатели смогли успешно подключить его к удлинителю для большей досягаемости. Это ни в коем случае не аппарат профессионального уровня, но он идеально подходит для небольших сварочных задач.
В зависимости от выбранной проволоки пользователи могут настроить ее в соответствии со своими потребностями и типом металла или сплава, с которым они имеют дело. «Отлично работает для того, что есть; стандартная проволока, идущая в комплекте со сварочным аппаратом, не сильно нагревается и ее легко использовать для листового металла», — пояснил покупатель. «Переход на более качественную проволоку увеличивает температуру, что значительно облегчает сварку более толстых металлов, но почти невозможно использовать для листового металла».
Технические характеристики
Питание: 110 В
Тип сварочного аппарата: MIG/сварочный аппарат с флюсовой проволокой
Рабочий цикл: 10%
КУПИТЬ СЕЙЧАС:
144,99 долларов США, Amazon8.
 Лучший автомобильный сварочный аппарат для листового металла — Hobart 500559 Handler 140 MIG Welder
Лучший автомобильный сварочный аппарат для листового металла — Hobart 500559 Handler 140 MIG WelderДля работы в автомобилестроении хорошо использовать аппараты для сварки MIG и точечной сварки. Хороший аппарат для точечной сварки для этой цели был рассмотрен, но покупатели, которые ищут на рынке хороший MIG (который также может выполнять сварку с флюсовой проволокой), могут положиться на Hobart 50059.модель . Машина предназначена для укладки последовательных бусинок и работы с приличным диапазоном металлических калибров, что подтверждают многие обозреватели.
С помощью этого высококлассного инструмента сварка стали, нержавеющей стали и алюминия становится возможной для профессиональных сварщиков или тех, кто занимается ремонтом автомобилей. «Это отличный сварочный аппарат за такую цену», — написал покупатель. «Я купил это для общего использования при ремонте автомобилей. Я использовал его для сварки довольно большого количества сменных панелей из листового металла, ремонта выхлопной системы и изготовления, а также для более тяжелого уголкового железа и труб для общего производства ».
Технические характеристики
Питание: 115 В
Тип сварочного аппарата: MIG и флюсовая сердцевина
Рабочий цикл: 20%
КУПИТЬ СЕЙЧАС:
599,99 долларов США (было 709,86 долларов США), Amazon9. Лучший сварочный аппарат для тяжелых условий эксплуатации — LOTOS MIG175 175AMP MIG Welding with Free Spool Welding Gun
Один из самых тяжелых в списке, , этот 85-фунтовый сварочный аппарат LOTOS может сваривать мягкую сталь, алюминий и нержавеющую сталь. Несмотря на то, что он хорошо оборудован для небольших подрядчиков и серьезных сварщиков-любителей, настроить его несложно. Он поставляется с катушкой, регулятором аргона, шлангом и другими насадками, и многие люди, которые приобрели, были довольны качеством входящих в комплект деталей (иногда редкость).
Сама подача проволоки также достаточно стабильна, что обеспечивает более чистые результаты. «При полной мощности этот 175-амперный блок работает плавно и обеспечивает идеальный проход с легкостью и большим проникновением», — описал один человек. «Он также работает одинаково [хорошо] при низких температурах на легком листовом материале».
Технические характеристики
Мощность: 175 А, 220 В
Тип сварочного аппарата: MIG
Рабочий цикл: 20–30 %
КУПИТЬ:
520,30 долларов США (было 629 долларов США), Amazon10. Лучший сварочный аппарат для сварки TIG и электродом — сварочный аппарат Lincoln Electric 200 A Square Wave TIG 200
Для комбинации сварки TIG и дуговой сварки обратите внимание на эту высоко оцененную версию от Lincoln Electric . Для тех, кто предпочитает эти методы MIG, эта машина стоит своих денег и не слишком дорогая по сравнению с более крупными моделями той же марки. Он имеет частоты как переменного, так и постоянного тока, причем первый невероятно прост в настройке и настройке, что идеально подходит для листового металла.
Для тех, кто предпочитает эти методы MIG, эта машина стоит своих денег и не слишком дорогая по сравнению с более крупными моделями той же марки. Он имеет частоты как переменного, так и постоянного тока, причем первый невероятно прост в настройке и настройке, что идеально подходит для листового металла.
Сварочный аппарат также поставляется с несколькими аксессуарами, включая ножную педаль и зажим. «Я много раз делал MIG для алюминия и всегда изо всех сил пытался сделать алюминий достаточно чистым», — написал рецензент. «Эта машина сравнима со сваркой без очистки и сваривает намного лучше, чем мой Miller Multimatic с очисткой».
Технические характеристики
Питание: 230 В
Тип сварочного аппарата: Аппарат для сварки TIG и электродуговой сварки
Рабочий цикл: 60%
КУПИТЬ СЕЙЧАС:
2470,97 долларов США, Home Depot Мягкая сталь, листы металла и алюминий требуют определенной осторожности для успешной сварки, и вышеупомянутые машины могут помочь сварщикам как профессионального уровня, так и новичкам. Сварочный аппарат Hobart ( 599,99 долларов США (было 709,86 долларов США), Amazon ) отлично подходит для автомобильных приложений и более общих проектов и соответствует многим профессиональным стандартам, но если вы предпочитаете что-то с контролируемой скоростью подачи проволоки, которая не ударит по вашему бюджету, Goplus ‘ МИГ 130 ( 144,99 долларов США, Amazon ) — хороший вариант.
Сварочный аппарат Hobart ( 599,99 долларов США (было 709,86 долларов США), Amazon ) отлично подходит для автомобильных приложений и более общих проектов и соответствует многим профессиональным стандартам, но если вы предпочитаете что-то с контролируемой скоростью подачи проволоки, которая не ударит по вашему бюджету, Goplus ‘ МИГ 130 ( 144,99 долларов США, Amazon ) — хороший вариант.
Мы надеемся, что наш обзор лучшего сварочного аппарата для листового металла был вам полезен. Чтобы узнать о других похожих поставщиках, включая поставщиков ультразвуковых, лазерных, стыковых и точечных сварочных аппаратов, обратитесь к нашим дополнительным руководствам или посетите Thomas Supplier Discovery Platform.
Источники
- https://weldingpros.net/how-to-weld-sheet-metal/
- https://www.twi-global.com/technical-knowledge/faqs/what-is-spot-welding
Прочие сварочные изделия
- Сварка Против.
