Как сварить тонкий металл инвертором и не прожечь: Сварка тонкого металла электродом: ошибки, советы, оборудование
alexxlab | 30.04.2023 | 0 | Разное
Нужно приварить тонкий металл к толстому | Электродом | По какой толщине будем выставлять сварочный ток | Сварка для Начинающих
Приветствую всех начинающих самоучек в ручной дуговой сварке. А также любителей работы с металлом у себя дома, гараже, дачи. Наш канал даёт ответы на вопросы, которые обязательно возникают у всех новичков в сварке и слесарке.
Каждая статья закрывает один вопрос, а иногда и несколько. Сегодня поговорим о важной теме-если нужно сварить тонкую и толстую железку, как нам правильно выставить сварочный ток, на тонкой или на толстой части?
Два фото вверху это детали с очень разными толщинами. Пластинка у которой толщина всего 1 мм и кусок металла толщиной аж 15 мм, вот такая разница. Этот эксперимент нужен нам для примера такой сварки, в реальности редко требуется сварка 1 мм к 15 мм.
Варить будем электродом диаметром 3 мм-самый ходовой диаметр в бытовой сварки. Хотя лучше всего иметь в запасе несколько диаметров электродов-2мм, 2. 5 мм, 3 мм, так будет проще решить любой сварочный вопрос.
5 мм, 3 мм, так будет проще решить любой сварочный вопрос.
Или вот ещё пара старых фоток с нашего канала. Это пример сварки куска жестянки и куска швеллера.
Так вот, сварочный ток мы будем выставлять только по более толстому металлу. Нормальная сила тока позволит хорошо расплавить металл и шов будет правильным.
Для более тонкого металла этот ток слишком большой, но мы это компенсируем правильной техникой сварки, дальше всё увидите.
Итак, для нашей задачи мы подобрали оптимальный ток для более толстой железки. Никто точно не посоветует правильный ампераж для ваших задач, ток подбирается индивидуально в каждом случае. Плюс каждый сварочный инвертор варит по- разному.
Так что дам универсальный совет для начинающего по выставлению тока. Медленно ведите электрод по железке. Расплавленная дорожка за кончиком электрода должна быть шириной примерно 2-2.5 диаметра электрода. Визуально определите, изменяя ток, чтобы огненная дорожка стала потолще электрода в 2 раза.
Вот эти 2 фотки вверху это сварочный шов в разрезе. Для нижнего положения шов вплавляется в металл формой перевёрнутой шляпки гриба! По центру глубина проплавления самая большая, тут была максимальная энергия от электрода. Чем дальше от центра к краям, тем глубина проплавления уменьшается, а значит и энергия от электрода.
Для нижнего положения шов вплавляется в металл формой перевёрнутой шляпки гриба! По центру глубина проплавления самая большая, тут была максимальная энергия от электрода. Чем дальше от центра к краям, тем глубина проплавления уменьшается, а значит и энергия от электрода.
Что нам это даст? Тонкий металл нужно варить на более меньшем токе чем толстый. А ток настроен на толстый металл. Значит нам нужно при сварке касаться тонкий металл лишь краем сварочной ванны от толстого, чтобы не дать на него много энергии, не прожечь но сварить с толстым.
Свариваем так-варим эти железки направляя сварочную дугу в основном на толстую деталь. Делаем небольшие колебательные движения или без них, как кто приспособится. И при сварке будем касаться тонкого металла лишь чуть-чуть, краем сварочной ванны. Так мы не прожгём но приварим.
Вот и всё, сварили наши заготовки. При сварке жестянки и швеллера есть места с прожогами, но это был эксперимент для наглядного изображения темы. В реальной жизни нам такой сложности не нужно.
Когда будем сваривать тонкое с толстым, какую часть сварочной дуги направлять на тонкий металл? Это нужно пробовать, экспериментировать, чтобы и не прожигать и нормально сваривать без зашлаковки.
Сегодняшней статьёй я хотел показать вам-начинающим самоучка, сам принцип такой сварки. Теперь дело за тренировками, чтобы накопить опыт.
сварка_для_начинающихсварка_электродомкак_варитьтонкий_металлкак_варить_без_прожогов
Поделиться в социальных сетях
Вам может понравиться
Из-за чего прогорает металл при сварке, что нужно сделать?
Содержание статьи:
Из-за чего прогорает металл при сварке, что нужно сделать?Сварку MMA инвертором или полуавтоматом проволокой усложняют одни и те же проблемы связанные с прожогами и непроварами. И если при непроварах достаточно увеличить на 20-30% ток сварки, то вот для того, чтобы избавиться от прожогов, таких простых манипуляций будет просто недостаточно.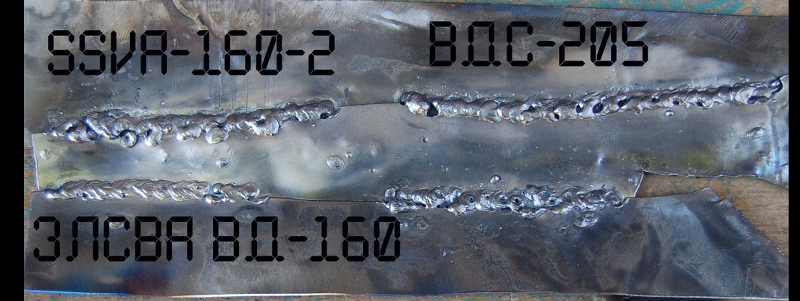
И если вы не можете сварить мангал по причине того, что электрод прожигает металл, то вам придётся учиться заново. Да, да, именно учиться варить как в первый раз, начиная с настроек силы тока и заканчивая правильным удержанием электрода и сварочной дуги. Как раз об этом и пойдёт разговор в данной статье, как варить металл, чтобы не прожигать.
Из-за чего прогорает металл при сварке
Неправильные настройки силы тока, это первая причина из-за которой прогорает металл при сварке. Чтобы можно было нормально варить, нужно уметь правильно настраивать сварочный инвертор. Для этого необходимо уметь определять силу тока по диаметру электрода. Достаточно знать, что на 1 мм электродного металла должно приходиться порядка 30-40 Ампер сварочного тока.
Таким образом, можно быстро подсчитать, какую силу тока на инверторе выставить, чтобы варить электродами 3 мм и выше. Для этого следует 3 мм (диаметр электрода) перемножить на 30 Ампер (сила тока). В результате получится 90 Ампер. Именно такое значение сварного тока и следует выставлять на инверторе при сварке металла электродами 3 мм (смотри https://dugasvarka.ru/).
Именно такое значение сварного тока и следует выставлять на инверторе при сварке металла электродами 3 мм (смотри https://dugasvarka.ru/).
Однако здесь могут возникнуть небольшие погрешности, из-за которых металл также будет не провариваться или наоборот прожигаться. Поэтому при более тонкой настройке силы тока для сварки следует учитывать и другие, не менее значимые параметры.
При расчете сварочного тока следует брать во внимание:- напряжение в сети;
- наличие удлинителя для сварки;
- качество электродов;
- полярность при сварке;
- качество подготовки металла.
Кроме того, не стоит забывать и о том, что если сварка ведётся инвертором, то есть, постоянным током, то варить можно в двух режимах: обратной и прямой полярности. Чтобы не прожигать тонкий металл рекомендуется варить на обратной полярности.
Сварка на прямой и обратной полярности
При сварке постоянным током MMA инвертор может быть подключён в режим обратной или прямой полярности. Обратная полярность инвертора — это когда плюс идёт на электрод, а прямая полярность, когда к электроду подсоединяется минус. Известный факт, что там, где плюс, там тепла выделяется больше.
Обратная полярность инвертора — это когда плюс идёт на электрод, а прямая полярность, когда к электроду подсоединяется минус. Известный факт, что там, где плюс, там тепла выделяется больше.
Следовательно, при обратной полярности металл прогревается меньше, а основное тепло приходится на электрод. В данном случае, на обратной полярности лучше варить тонкий металл, чтобы его не прожигать.
И наоборот, когда плюс подсоединяется не к электроду, а к металлу (прямая полярность), тот нагревается сильней, и хорошо проваривается вследствие этого.
Какую длину сварочной дуги выдерживать
Ну и последнее значимое правило касается длины сварочной дуги. Слишком длинная дуга способна прожечь тонкий металл, поэтому варить следует на короткой сварочной дуге, длина которой не превышает и 3 миллиметров.
Сварка металла — это увлекательное занятие, которое требует сноровки и знания сварочного процесса. Однако кроме всего этого, не менее важным оказывается и опыт, который приходит с годами. Поэтому варить и ещё раз варить, вот всё что нам остается делать, товарищи!
Поэтому варить и ещё раз варить, вот всё что нам остается делать, товарищи!
Щелкните здесь, чтобы просмотреть наши сварочные печи и Arc Blow дуга ходить везде, где вы НЕ хотите, чтобы это идти. Это происходит только в DC, бывает много сваривается в угол и, как полагают, каким-то образом вызвано магнетизмом. Иногда помогает переместить рабочий зажим в другое положение на стали. Дуга
Резка может выполняться стержнем 6010 или 6011 на повернутой машине
до “деформации 10”. Дуга Строжка — это резка стали или металла дугой из углеродистой стали. электрод. Электрод представляет собой твердый углерод, обернутый в медь для обеспечения проводимости. Стингер имеет сжатый воздух, и при нажатии кнопки он выбрасывает воздух на расплавленный режется металл. Машина повернута на “деформацию 10”, что означает, что вы используют МНОГО ампер (тепло). Например, когда мы пошли в работа, где 5 резервуаров из нержавеющей стали высотой около 10 этажей имели почти каждый сварной шов завалил рентген. Мы выдолбили сварной шов снаружи, а затем приварили их заново. Мы затем выдолбили сварные швы внутри и снова приварили к нашему предыдущему сварному шву. Толстый
нержавеющая сталь не может быть разрезана факелом, и даже если бы это было возможно, жара заставила бы его
деформация. Сплав элемент, добавляемый к металлу. Примером может служить мягкая сталь с хромом (сопротивление ржавчина) и никель (делает его менее восприимчивым к окислению, то есть ржавчине), который делает форму из нержавеющей стали. (наиболее распространенная нержавеющая сталь 304) Чередование Ток меняет направление с положительного на отрицательное по синусоиде. волна. Это приводит к нестабильности дуги в большинстве сварочных процессов, поэтому постоянный ток является предпочтительным. Сила тока измеряет ток и то же самое, что ток, который является вашим теплом. Дуга это то, что между конец электрода и основной металл. Сопротивление вызывает нагрев.Автоматический Сварка — это сварка, выполняемая с помощью такого оборудования, как роботы. Резервное копирование
Полоса представляет собой полосу или отрезок стали, соединенные встык до открытого зазора между
два куска стали. Бусина – осажденный присадочный металл на рабочей поверхности и в ней, когда проволока или электрод расплавляется и вплавляется в сталь. Стрингерная бусина представляет собой узкую бусину, имеющую только тянущее движение или легкое колебание, в то время как бусина плетения шире и больше колебание. Скос – угол, срезанный или отшлифованный на краю заготовки чтобы обеспечить большее проникновение для более прочного сварного шва. Взорванный – что ты
будет, если сварить или порезать емкости с дымом. ЗАПРЕЩАЕТСЯ сваривать или резать какие-либо
контейнер, если он не новый или вы не знаете, что он был очищен и сертифицирован по безопасности!
Контейнеры могут быть токсичными, легковоспламеняющимися или взрывоопасными. Щетка – сталь ручная щетка с проволочной щетиной, дисковая щетка для ручной шлифовальной машины, чашечная щетка для ручной шлифовальной машины, или дисковая щетка для настольной шлифовальной машины. Они используются для очистки прокатной окалины, окисления, грязь, масло и т.п. со стальных поверхностей. Чистота имеет первостепенное значение на обрабатываемую деталь, чтобы убедиться в отсутствии дефектов сварки. Важно использовать нержавеющую стальная щетка и щетка из мягкой стали правильно. Наплавка – здание
поверхность стальной детали, такой как зубья звездочки, поверхность
направляющее колесо (удерживает гусеницу на месте на гусеничных транспортных средствах, таких как бульдозеры
или краны), или ковш на фронтальный погрузчик. В большинстве случаев это намного дешевле
иметь сварщика построить компонент, чем это было бы заменить часть. Наращивать
сварные швы обычно выполняются электродами с твердой поверхностью. Разоренный Out – непрохождение испытания сварных швов из-за дефектов сварных швов. «Он разорил на своих тестовых пластинах и не был принят на работу.” Стык – как раз то, что он sez’две части впритык друг к другу. Только верх и Нижняя поверхность может быть сварена. Без хорошего проплавления этот шов не имеет прочность многопроходного углового шва или скошенного шва. Крышка – последний валик разделочного шва, он может быть выполнен с переплетением движений вперед и назад, или со стрингерами, связанными друг с другом. А также то, что вам нужно надеть
на голову при вертикальной сварке МиГ или любом другом процессе над головой, чтобы не допустить появления горячих искр
с головы. (см. Cussing .) Шапки сварщика имеют небольшой козырек и настолько высоки
им нужен световой сигнал, чтобы самолеты не врезались в них. Это так
их можно поворачивать и натягивать на ухо при сварке трубы и головы
наклонен. Вы ДАЖЕ не хотите, чтобы капля расплавленного металла попала вам в ухо! Ты
можно буквально услышать, как он шипит, когда вы страдаете от ожога. Смертельный грех сварки – см. подрез. Коалесценция – ах, это когда из металла или стали сплавляется (соединяется) кузнечик. С покрытием Электрод – это флюс на присадочном металле сварочного прутка. Они использовали использовать голые стержни только в горизонтальном положении. Кто-то заметил, что ржавый стержень работал лучше, чем новый, поэтому они начали экспериментировать с разными покрытия на разных стержнях. Они обнаружили, что некоторые покрытия производят экранирование. газ, который защищал сварочную ванну от загрязнений в атмосфере. Загрязнители вызвать пористость и продольное растрескивание. Сварочная ванна защищает сварной шов был гладким и прочным и мог использоваться в разных положениях, а не только плоский. Я могу только представить, сколько раз эти голые стержни застревали! Вогнутость – Это когда валик углового сварного шва провисает внутрь от поверхности корня к основанию. Угловое соединение — одно из пяти основных сварных соединений. Это это когда края двух тарелок соприкасаются друг с другом под углом 9угол 0 градусов. Это обычно обеспечивает канавку для заполнения, обеспечивающую хорошее проникновение. Защитное стекло
или накладка — линзы из прозрачного стекла или пластика в капюшоне или защитных очках
предохраняющий линзу №5 (для резки) или №10,11,12 (для сварки) от попадания
брызгать на них. Хватает, черт возьми, я должен, когда студент забывает вставить это
когда они меняют объектив. Затем они свариваются с ним, и брызги разрушают
# стекло, которое недешево! Вы должны часто менять накладки, так как они ограничивают
вид, когда они забрызганы или поцарапаны. Трещина – Где сварной шов трескается или распадается. Хорошим примером может служить сварка чугуна. Если он не подвергается правильному предварительному и последующему нагреву или если используется неправильный электрод, это треснет БОЛЬШОЕ ВРЕМЯ. Иногда трещина проходит прямо перед сварным швом. бассейны во время сварки. Вы должны предварительно нагреть, нагреть и запустить чугунный стержень, который имеет содержание никеля. Уловка, чтобы предотвратить распространение трещины, состоит в том, чтобы сверлить отверстие до и после трещины, которую вы собираетесь сварить. Запустите сварку, а затем заполнить отверстия. Отверстия препятствуют распространению трещины. Кратер –
В конце сварного шва вы прожигаете сталь без нанесения наполнителя.
металла, который оставляет углубление в основном металле. Выполняя перезагрузку, вы хотите
чтобы начать в конце трещины, приварите обратно к тому месту, где сварной шов остановился, а затем
двигайтесь в том же направлении, в котором вы сваривали. Критическая температура – Это когда основной металл переходит из солидуса в ликвидус, когда вы нагреваете его во время сварочный процесс. Именно в тот момент, когда он превращается из сплошной массы, таять и становиться жидким. Это отличный термин для обсуждения на коктейле. вечеринка, чтобы вы выглядели умнее, ОСОБЕННО, если ваша аудитория мало что знает о сварка! Ток – В электрической цепи протекает ток электричества. То, что вы свариваете, сопротивляется потоку и образует тепло. AMPS являются измерением вашего тока. Чтобы получить немного больше технических характеристик, ток отрицательный. заряженные электроны, проходящие через проводник, которым обычно является проволока. Цилиндр р
– В чем мы храним кислород и ацетилен для резки и ЗАЩИТНЫЙ ГАЗ для
Сварочные процессы MIG и TIG. Они бывают разных размеров, и вы хотите исследовать
перед покупкой. Дефект – Что-то не так со сваркой. Основными дефектами являются продольные трещины, пористость, шлаковые включения и «кардинальные трещины». Грех” сваркиПодрез. Глубина проплавления – Насколько глубоко присадочный металл проникает в металл с поверхности. Постоянный ток – Сварка постоянным током — это самая гладкая сварка, дающая наименьшее количество брызг.
ток течет в одну сторону, от минуса к плюсу. (от катода к аноду) Электрод постоянного тока отрицательный – электричество
вытекающий из сварочного стержня или проволоки рассеивается в заготовке, поэтому
дает меньшее проникновение. Около 1/3 тепла приходится на конец стержня и 2/3
на заготовке. Прямой Current Electrode Positive – Электричество, протекающее В сварочный стержень или проволоку и, следовательно, больше нагревается на конце стержня или проволоки. Это дает вам 2/3 тепла на стержне и 1/3 на заготовке, что дает большее проникновение для толстых металлы, потому что сила дуги проникает в сталь перед нанесением присадочного металла. Пластичность – Металл гнется и остается согнутым, не ломаясь. Рабочий цикл – Это то, как долго машина может работать за десятиминутный период времени, прежде чем он перегревается.
Для
машина на фабрике или строительной площадке, вам нужен 100% рабочий цикл. Даже в самых загруженных
Фабрика через десять минут будет нерабочее время. Краевое соединение — Внешний край двух пластин встык на 90 градусов параллельно друг другу. Подготовка кромок – До при сварке кромки листа или трубы необходимо обеспечить прочный сварной шов. Это может быть вырезан факелом или скошен, обработан шлифовальным станком, напильником или всеми тремя способами. Электрод – Электроды бывают либо покрытые флюсом, либо просто голые провода. В поле Электрод называется «стержень» при электродуговой сварке и «проволока» при Дуговая сварка MIG и порошковой проволокой. Существует МНОГО различных типов электродов. В
Использовались голые стержни времен Второй мировой войны, которые можно было использовать только в горизонтальном положении. Эксперименты с различными типами покрытий как кремний и калий, было установлено, что флюс на стержне не только помогает он горит лучше, но производит защитный газ, защищающий сварочную ванну от атмосфера. Держатель электрода — Ручной зажим для сварки стержень и проводит электричество из стержня в ОТРИЦАТЕЛЬНОМ ЭЛЕКТРОДЕ ПОСТОЯННОГО ТОКА, или в стержень в ПОЛОЖИТЕЛЬНОМ ПОЛОЖИТЕЛЬНОМ ЭЛЕКТРОДЕ ПОСТОЯННОГО ТОКА. Лицо – На пластине или сварки труб есть КОРНЕВОЙ ПРОХОД, ГОРЯЧИЙ ПРОХОД, ЗАПОЛНИТЕЛЬНЫЙ ПРОХОД и ЗАКРЫТИЕ. Корень проникает через заднюю часть пластины, колпачок находится на поверхности, которую вы сварка, которая является лицом. Вентилятор : Сварочные аппараты имеют вентилятор
для охлаждения машины и предотвращения ее перегрева. (Неплохо бы продуть выключайте сварочный аппарат сжатым воздухом не реже одного раза в месяц. Это держит пыли от скопления пыли и возможного нарушения работы внутренних электрических систем. Все машины имеют вентиляционные отверстия, и каждое отверстие необходимо продуть.) Черные Металл . Железо получают из руды, добываемой на Земле. Смотри как Сталь сделана. Черный означает, что металл представляет собой железо или железо со сплавами. Наполнитель Металл — это металл, добавляемый в сварочную ванну. Сварку можно делать как с присадочный металл. Тонкий металл иногда сваривают, расплавляя два основных металла. вместе. Flash Burn – Это ожог от радиации
от УЛЬТРАФИОЛЕТОВЫХ лучей сварочной дуги. Он может сжечь кожу подобно
к солнечным ожогам и даже к волдырям на роговице. Два моих студенты слишком близко прижались друг к другу, и я сказал им двигаться, но они сказали, что у них все в порядке. Да что я знаю? Я только делал это 30 чертовски лет по сравнению с их тремя-четырьмя месяцами! Хорошо, в ту ночь они были в отделении неотложной помощи получают мазь для глаз и хорошее отделение неотложной помощи за 300 долларов счет. Вы никогда не должны находиться там, где можно увидеть свет сварочной дуги без защитные линзы, даже если они находятся сбоку от ваших глаз. В моем магазине мы громко объявляем “СЛЕДИТЕ ЗА ГЛАЗАМИ!” прежде чем зажечь дугу, чтобы предупредить тебе закрыть глаза. Угловой сварной шов — лучший сварной шов, потому что он используется во многих приложениях, в основном используется на тройниках. . (См. СОЕДИНЕНИЯ.) Два
куски металла, соединенные встык под углом 90 градусов, валик проходит наполовину
каждый кусок. Угловой сварной шов – Поверхность или верхняя часть сварка. Угловой сварной шов – От пересечения стыка до конец сварки. Для каждой тарелки будет ножка. Угловой сварной шов Toe – это конец сварного шва на конце ноги. Опять будет один за каждую тарелку. Корень углового сварного шва — Место начала сварного шва на пересечении соединяемых плит. Угловой сварной шов – Расстояние от корень к лицу. Приведенные выше определения УГЛОВОЙ СВАРКИ см. в Miller’s Tig.
Сварочная страница для хорошей иллюстрации Поток Метр – Давление в баллоне с ЗАЩИТНЫМ ГАЗОМ может достигать 2400 фунтов. за дюйм. Расходомер снижает его до рабочего давления, обычно от 20 до 25 кубов в час. Флюс : Дуговая сварка порошковой проволокой (FCAW) – Длинная тонкая плоская полоса проходит через серию штампов, пока не начнет скручиваться. По сторонам. Затем добавляется FLUX, и он проходит через штампы, пока не будет свернутый в трубчатую проволоку. Аналогичен СТАЛЬНОЙ ПРОВОЛОКЕ, в рулонах и используется аналогично MIG, обычно устанавливается на ОТРИЦАТЕЛЬНЫЙ ОТРИЦАТЕЛЬНЫЙ ЭЛЕКТРОД ПОСТОЯННОГО ТОКА. Когда проволока расплавляется, чтобы стать ПРИПОЛНИТЕЛЬНЫМ МЕТАЛЛОМ, ФЛЮС горит и образует ЗАЩИТНЫЙ ГАЗ. Следовательно, не требуется ЗАЩИТНЫЙ ГАЗ, поэтому его можно использовать в местах со сквозняком или даже на ветру, в отличие от его двоюродного брата МИГ. Испытание на свободный изгиб — Также называется управляемым изгибом
тест, это разрушительный тест. Купон вырезается из контрольной пластины, сварной шов
шлифуется, затем купон (обычно шириной 1 ½ дюйма и длиной 7 дюймов) сгибается
в ДЖИГ. Затем производится ВИЗУАЛЬНЫЙ ОСМОТР на наличие трещин и дефектов. Критически требовательные рабочие места требуют квалификации РЕНТГЕНОВСКОГО ИЗЛУЧЕНИЯ, которые являются неразрушающими, но показывают все! Дым – Являетесь ли вы опытным МАСТЕРОМ или НОВИЧКОМ, вы всегда должны быть осторожны с парами при резке и сварке. Из ОЦИНКОВАННЫХ пары цинка, вызывающие тошноту, до более опасного газа фосгена, который может выделяться от УФ-ЛУЧЕЙ вокруг некоторых чистящих растворов ДЫМ может быть опасным! Всегда убедитесь, что у вас есть надлежащая вентиляция, особенно в закрытых помещениях! Предохранитель – Если вы покупаете сварочный аппарат для использования дома, убедитесь, что у вас есть
предохранитель, чтобы все не сгорело. Фьюжн – Как сказано в СЛИЯНИИ, слияние – это плавление и становление единым с основой. металл или ОСНОВНОЙ МЕТАЛЛ вы свариваете кузнечика. Это тоже слово за то, что доктор хочет сделать с моей лодыжкой, которую я сломал, когда упал с трех истории. Хочет взять кусок моей бедренной кости и присоединить к лодыжке. Беда то есть бедро заживает дольше, чем чертова лодыжка! Так что немного операции не будет. Черт, мне все равно больно, только когда я не сплю! Оцинкованный – Электрохимический процесс, при котором низкоуглеродистая сталь погружается в жидкий цинк для
сделать его антикоррозийным. Я был удивлен, узнав, что это делается уже 150 лет! Газометаллическая дуга Сварка (GMAW) — см. «MIG» Газовая вольфрамовая дуговая сварка – см. “TIG” Сварка с разделкой кромок – Когда требуется очень прочный сварной шов, например, когда две колонны соединены вместе в высотном здании, важно чтобы получить максимальное проникновение и сплавление. Это делается путем разрезания фаски, чтобы что вы можете сваривать твердое тело от КОРНЯ до ПОВЕРХНОСТИ ОСНОВНОГО МЕТАЛЛА. Тепло
Зона поражения – Что-то многие сварщики не учитывают, а должны. В любой момент
вы свариваете металл или сталь, вы нагреваете область рядом со сварным швом. После этого
то нагревается, то остывает с разной скоростью в зависимости от температуры в цехе
или поле. Инвертор – Относительно новый, я впервые услышал о них около 13 лет назад. Источник питания для сварочные аппараты, которые намного эффективнее обычных трансформаторов машины используют, а значит, гораздо меньшие единицы. Когда я впервые начал сваривать тридцать лет назад в магазине черного железа я использовал сварочный аппарат, похожий на большой атомная бомба с ящиком наверху. Он был не менее четырех футов в ширину, два фута в глубину и около метра в высоту. Сегодня у них есть машины, которые могут все
что можно было бы, плюс некоторые, и они размером с небольшой чемодан, что намного
удобнее для магазина и поля. Железные рабочие – Там
здесь несколько значений. Первый – это союз, в котором я тоже принадлежу, Международный
Ассоциация мостовых, строительных, декоративных и арматурных рабочих. Это это также термин для машины, как ОГРОМНОЙ, так и достаточно маленькой, чтобы быть портативной на рабочих местах. Он может резать металл, резать углы и пробивать отверстия. Ты собираешься инвестировать минимум около пары тысяч для модели меньшего размера. даже не хочу думать, сколько стоят большие. Прерывистая сварка: Очень распространенный
ошибка при сварке – сварка слишком много! Многие сварщики, особенно
новичок в торговле, полагаю, что «чем больше сварной шов, тем лучше он будет держаться».
ЭТО НЕ ПРАВДА! Много раз один или два дюйма сварного шва каждые пару дюймов
будет держаться так же хорошо, как сплошной шов. На большинстве работ, будь то в магазине или поле, сварные швы будут на чертеже, так что вы будете знать, что именно делать. Инженеры определяют, какой тип сварки лучше всего подходит для данного соединения. Существует два типа прерывистых сварных швов. приведу пример из завод по производству черного чугуна, на котором я когда-то работал: 1) “Цепь” На ширина в двадцать футов, мы бы нашли центр, скажем, в десяти футах. Мы бы отметили два дюймов, по одному дюйму с каждой стороны от центра. Затем от центра этого сварного шва мы делали отметку в двенадцати дюймах. На этой отметке мы измерили бы один дюйм на каждом сторона. Таким образом, мы измеряли от центра к центру на каждом сварном шве. В большинстве конструкций, почти все измеряется от центра. На другой стороне луч, мы бы отразили метки первой стороны. Очевидно, концы
луч не будет выходить в правильной последовательности, поэтому было важно убедиться, что
и поместите два дюйма на каждый конец, даже если он был рядом с другими двумя дюймами
отметки, которые мы сделали. 2) “Стаггард” После нанесения меток на одном стороны луча, мы бы поместили другую сторону между метками на первом сторона. Эти сварные швы достаточно прочны, чтобы их удерживать, и сваривать их слишком сложно. эти суставы прочные. Когда слишком усердные сварщики переваривают сварку, они несколькими способами
Приспособление – Приспособления
удерживайте металл или сталь, над которой вы работаете, на месте во время изготовления. Они
может быть стальным, зажатым тисками или С-образным зажимом, болтами, приваренными к столу, или
очень сложные рамки. Позиционеры в крупных производственных цехах удерживают заготовку, вращают,
вращаться или вращаться, чтобы можно было выполнять сварку в плоском или горизонтальном положении. Соединение – Пересечение, где встречаются две разные секции ОСНОВНОГО МЕТАЛЛА. Быть в списке под СВАРОЧНЫМИ СОЕДИНЕНИЯМИ. На электростанции они спрашивали, сколько соединений мы сварили каждый день. Было много разных типов, таких как балка к балке, балка к колонне, х скобы и т. д. Хотя это не был точный счет, он дал мастеру представление о том, что делается. Отличная глава о СУСТАВАХ принадлежит Миллеру
Tighandbook… Замочная скважина – При сварке открытых стыковых швов или швов с открытым разделочным швом с помощью STICK, MIG или TIG, откроется «замочная скважина». Когда стороны тарелки сгорают на каждом На стороне СВАРОЧНОЙ БАССЕЙНА образуется отверстие, обеспечивающее хорошее СОЕДИНЕНИЕ и ПРОНИКНОВЕНИЕ. Замочная скважина не должна быть слишком большой, иначе СВАРОЧНАЯ БАССЕЙН водопад из задней части сустава. Если замочная скважина становится слишком большой, остановите
сварки немедленно, дайте пластине остыть и выполните надлежащую регулировку, чтобы исправить
проблема. Профсоюзы — хороший сайт со списком профсоюзов
http://www.trcp.org/unions.aspx. Котельщики Чугун Рабочие Трубомонтажники Трубопроводчики Листовой металл
Рабочие Лиды – Это линии от машины к чему вы свариваете те, которые несут ток. Они представляют собой множество медных проводов, вплетенных в один для проведения электричества, затем покрытый непроводящей резиной или пластиком сворачивать. Важно убедиться, что на проводах нет разрывов или разрывов. обнажение оголенного провода, который может вызвать искрение на заземленной поверхности. Помимо шока или опасность возгорания, было бы особенно плохо, если бы он вошел в контакт с находящимся под давлением газовый баллон! Liquidis – Слово, которое заставляет вас казаться умным, когда вы
означает самую низкую температуру, при которой сталь или металл находятся в жидком состоянии. Машинная сварка – Оборудование работает сварной шов, пока человек наблюдает, чтобы убедиться, что он работает правильно. Они также будут визуальный осмотр завершенного сварного шва. Будь то робототехника или машинная сварка, большинство компаний предпочитают тех, кто действительно занимался сваркой в полевых условиях, потому что они «чувствовать» это. Сварщики-подмастерья действительно могут почувствовать приварить TIE-IN к стали. Когда я ПРОВОДЯ СВАРКУ С 7018, я буквально чувствую стержень немного поддается, когда он срастается со сталью. Руководство Сварка – Сварку выполняет человек. В SMAW (палке) держат ЖАЛО и манипулирование СВАРОЧНЫМ ЭЛЕКТРОДОМ для управления СВАРОЧНОЙ БАССЕЙНОМ. В MIG они используют провод подачи пушки Mig, чтобы сделать то же самое. В TIG они используют горелку и ручную подачу присадочной проволоки. Скорость плавления – Сколько
стержня (электрода), проволоки или стержня TIG расплавляется за определенное время. Точка плавления – Аааа кузнечик, вот куда уходит металл
от SOLIDUS к LIQUIDUS. См. УМНЫЙ РАЗГОВОР. MIG (GMAW или газовый металл Дуговая сварка) – Технически это может называться GMAW, но в цеху и в полевых условиях все, что я когда-либо слышал, было Mig. Для сварки MIG используется сплошная стальная проволока, свернутая в рулон. на катушке и пропускается через сварочный провод с вкладышем в нем. Водители толкают, тянут или и то, и другое для подачи проволоки через провод к СВАРОЧНОМУ ПИСТОЛЕТУ. Используется несколько различные смеси, но чаще всего я использовал чистый углекислый газ, или смесь инертного газа аргона и СО2 (обычно 75/25. 75% аргона, 25% СО2) для защиты сварочной лужи от атмосферы. Страница 2 – Основные условия сварки
|

 Дуговая строжка концентрирует тепло в месте разреза.
Дуговая строжка концентрирует тепло в месте разреза. Сварочные электроды 6010 можно использовать для открытой стыковой сварки, но
7018 не может и требует подложки для обеспечения поверхности для электрода.
приварить к. Некоторые резервные полосы отрезаются, а некоторые остаются на месте.
Сварочные электроды 6010 можно использовать для открытой стыковой сварки, но
7018 не может и требует подложки для обеспечения поверхности для электрода.
приварить к. Некоторые резервные полосы отрезаются, а некоторые остаются на месте.




 Это предварительно нагревает и дает хорошую врезку
в шарик, который вы только что положили.
Это предварительно нагревает и дает хорошую врезку
в шарик, который вы только что положили. Если вы получите слишком мало одного, вы очень устанете пополнять
это все время.
Если вы получите слишком мало одного, вы очень устанете пополнять
это все время. Это то, что вы хотите использовать для тонких металлов.
Это то, что вы хотите использовать для тонких металлов. Если вы свариваете электроды,
вы можете бежать чуть больше минуты. Тогда ты поднимешь капюшон, проверь
что делают все остальные, подумай о том, что ты собираешься делать этой ночью,
сколоть шлак, почистить сварной шов, проверить который час, поменять стержни и НАКОНЕЦ
вернуться к сварке.
Если вы свариваете электроды,
вы можете бежать чуть больше минуты. Тогда ты поднимешь капюшон, проверь
что делают все остальные, подумай о том, что ты собираешься делать этой ночью,
сколоть шлак, почистить сварной шов, проверить который час, поменять стержни и НАКОНЕЦ
вернуться к сварке. Это было
ОЧЕНЬ легко втыкать эти стержни, и я могу только представить, как это должно быть неприятно
приходилось ими пользоваться. Однажды парень заметил, что ржавый прут, который он подобрал, приварился.
лучше новых.
Это было
ОЧЕНЬ легко втыкать эти стержни, и я могу только представить, как это должно быть неприятно
приходилось ими пользоваться. Однажды парень заметил, что ржавый прут, который он подобрал, приварился.
лучше новых. (см. РАБОЧИЙ ЦИКЛ) Некоторые вентиляторы
работают постоянно, в то время как другие работают «по требованию», что означает, что
при необходимости и отключается, когда не требуется.
(см. РАБОЧИЙ ЦИКЛ) Некоторые вентиляторы
работают постоянно, в то время как другие работают «по требованию», что означает, что
при необходимости и отключается, когда не требуется. Вы не понимаете этого до нескольких часов спустя
когда тебе кажется, что кто-то трет тебе в глаза горячий песок.
Вы не понимаете этого до нескольких часов спустя
когда тебе кажется, что кто-то трет тебе в глаза горячий песок. В зависимости от толщины может понадобиться одна бусинка или несколько бусинок.
ПРИВЯЗАННЫЕ друг к другу.
В зависимости от толщины может понадобиться одна бусинка или несколько бусинок.
ПРИВЯЗАННЫЕ друг к другу. загрязнения, вызывающие ДЕФЕКТЫ.
загрязнения, вызывающие ДЕФЕКТЫ.
 В старых домах убедитесь, что проводка
были обновлены, иначе вы можете вызвать пожар, если они перегреются.
В старых домах убедитесь, что проводка
были обновлены, иначе вы можете вызвать пожар, если они перегреются.

 Как
Название предполагает, что мы работаем над конструкциями, от высотных офисных башен до
к плотинам, электростанциям и т. д. После 3-летнего обучения я стал структурным
сварщик. Есть и другие банды (бригады), такие как Raising Gang, Plumb Gang, Bolt-up.
Банда и Разная банда. Хотя я работал над ними всеми, я потратил большую часть
мое время в различных сварочных бригадах, поскольку сварка – моя настоящая любовь!
Как
Название предполагает, что мы работаем над конструкциями, от высотных офисных башен до
к плотинам, электростанциям и т. д. После 3-летнего обучения я стал структурным
сварщик. Есть и другие банды (бригады), такие как Raising Gang, Plumb Gang, Bolt-up.
Банда и Разная банда. Хотя я работал над ними всеми, я потратил большую часть
мое время в различных сварочных бригадах, поскольку сварка – моя настоящая любовь!


 (Слишком много тепла, неправильный угол наклона удилища или слишком долгое пребывание в луже.
может быть причиной.)
(Слишком много тепла, неправильный угол наклона удилища или слишком долгое пребывание в луже.
может быть причиной.) Угадайте, что такое «твердое»
называется? (См. SMART TALK)
Угадайте, что такое «твердое»
называется? (См. SMART TALK)
Первая работа с тонким алюминием методом GTAW
Рис. 1. Поскольку в процессе GTAW образуется меньше дыма, чем в других процессах сварки, для удаления дыма подходит базовая вытяжная установка.
1. Поскольку в процессе GTAW образуется меньше дыма, чем в других процессах сварки, для удаления дыма подходит базовая вытяжная установка.
Большинство сварщиков обучены освоению процесса дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW), сначала соединяя вместе образцы из углеродистой стали, а затем переходя к образцам из алюминия, обычно толщиной около 0,125 дюйма. Вскоре они узнают, что алюминий с его низкой температурой плавления, более высокой теплопроводностью и меньшей устойчивостью к поверхностным загрязнениям создает иные проблемы, чем сварка. сталь.
Когда работа требует тонкого алюминия, начиная с 0,060 дюйма и меньше, сварка становится намного сложнее. Это просто не будет таким прощающим, как при работе с более толстым листом.
К счастью, основные двигательные навыки, приобретенные в процессе GTAW при сварке алюминиевых листов средней толщины, также применимы при сварке более тонких материалов. Это просто другой тип сварки, который, как и все остальное, требует практики. Эти советы могут помочь сварщикам, впервые работающим с тонким алюминием, облегчить переход.
Эти советы могут помочь сварщикам, впервые работающим с тонким алюминием, облегчить переход.
Примите соответствующие меры предосторожности
Меры по удалению дыма, которые предпринимаются большинством металлообрабатывающих и сварочных цехов для удаления сварочного дыма в соответствии с нормативными требованиями, подходят для GTAW. Фактически процесс GTAW производит меньше дыма, чем другие процессы с открытой дугой (см. 9).0010 Рисунок 1 ), включая газовую дугу, дугу с защитным металлом и дуговую сварку с флюсовой проволокой.
На первый взгляд это кажется огромным преимуществом для сварщика, потому что мастерская может довольно легко соблюдать установленные правила и требования, но более низкий уровень дыма означает, что ультрафиолетовые (УФ) лучи, возникающие в процессе дуговой сварки настолько больше. Из-за этого, а также из-за отсутствия шлаковой системы УФ-свет, исходящий от процесса GTAW,
более интенсивным, чем при других сварочных процессах при том же уровне силы тока.
Поскольку искры и брызги сведены к минимуму при использовании GTAW, возникает соблазн сварки без защиты обшивки от ожогов расплавленным металлом. Но сварщики должны знать об опасности, связанной с отсутствием защиты открытых участков кожи от УФ-излучения, излучаемого в процессе сварки (см. , рис. 2, ). Если сварщик не принять меры предосторожности, чтобы закрыть открытые участки кожи.
Сварщики должны выбрать правильный оттенок линз для своих шлемов в соответствии с текущим уровнем и используемым процессом. Поскольку дуга, связанная с GTAW, очень яркая, сварщику требуется более темный оттенок линзы, чем это может потребоваться для другого процесса сварки с тем же уровнем силы тока.
Руководства по выбору затемнения линз и другую важную информацию по технике безопасности можно получить бесплатно, загрузив стандарт ANSI Z49.1, доступный в Американском обществе сварщиков (www.aws.org) или на веб-сайтах основных производителей сварочного оборудования.
Не бойтесь настраивать параметры источника питания
Источник питания постоянного тока, используемый для процесса GTAW, также хорошо подходит для SMAW или сварки электродом, что делает его многофункциональным аппаратом. Фактически, сварщики часто используют источники сварочного тока, разработанные для SMAW, для выполнения некоторых задач GTAW. При сварке алюминия, особенно тонкого алюминия, важно иметь под рукой аппарат, предназначенный для выполнения поставленной задачи. Сварка алюминия обычно выполняется с переменным током и некоторым типом дистанционного управления, что позволяет сварщику регулировать ток во время сварки, иногда значительно ниже 10 ампер для некоторых материалов.
Эмпирическое правило при сварке тонкого алюминия заключается в использовании силы тока около 1 ампера на каждые 0,001 дюйма толщины материала; это означает около 50 ампер для алюминия толщиной 0,050 дюйма. Это эмпирическое правило является лишь ориентиром и зависит от многих других факторов, таких как длина дуги, скорость перемещения, конфигурация соединения и количество окружающего металла, способного рассеивать тепло. Учитывая эту изменчивость
в процессе сварщику нужно будет прочитать лужу и при необходимости отрегулировать.
Учитывая эту изменчивость
в процессе сварщику нужно будет прочитать лужу и при необходимости отрегулировать.
Рисунок 2: Полная защита рук и тела необходима для защиты кожи от ожогов, вызванных интенсивной дугой GTAW.
Тонкие алюминиевые секции рассеивают тепло гораздо медленнее, чем более толстые секции, и, как правило, намного быстрее насыщаются теплом. Если сварщик не внесет некоторые коррективы, чтобы сбалансировать силу тока и скорость перемещения, это приведет к проплавлению и чрезмерному проплавлению. Увеличение скорости перемещения поможет снизить тепловложение, но это не всегда легко сделать для сложных деталей, требующих от сварщика
изменить положение и изменить направление. Многие сварщики используют импульсный режим либо вручную с помощью дистанционного ручного или ножного управления, либо используя импульсные функции, доступные на некоторых машинах. Пульсация позволяет металлу немного охлаждаться и замерзать между каждым добавлением присадочного металла и помогает сварщику считывать сварочную ванну и при необходимости корректировать ток.
Современные источники питания GTAW часто используют технологию переменного тока прямоугольной формы для сварки алюминия, что часто приводит к необходимости регулировки контроля баланса. Контроль баланса регулирует процент времени, затрачиваемого на каждую половину цикла переменного тока. Большинству сварщиков нравится устанавливать баланс, чтобы тратить больше времени на отрицательную половину цикла для большинства сварок алюминия.
Традиционные сварочные аппараты с трансформаторным выпрямителем могут быть настроены на отрицательное значение до 70 процентов, в то время как инверторы могут быть настроены на отрицательное значение 85 или более процентов. Это сосредотачивает больше тепла на работе, при этом обеспечивая адекватное удаление оксидов с поверхности алюминия – результат положительной части дуги. При сварке тонких профилей при более низких уровнях тока сварщикам часто нравится
чтобы добавить немного больше положительного к балансу, чтобы помочь со смачиванием лужи и удалением оксида. Они должны добавлять только достаточно позитива или очистки, чтобы способствовать смачиванию, и не более того, так как это приведет к перегреву вольфрама и расширению дуги.
Они должны добавлять только достаточно позитива или очистки, чтобы способствовать смачиванию, и не более того, так как это приведет к перегреву вольфрама и расширению дуги.
С практикой сварщики научатся настраивать баланс на оптимальную настройку для силы тока и текущих условий. Автоматические настройки баланса, доступные на некоторых машинах, устанавливают оптимальные заводские настройки баланса в зависимости от используемого тока.
Инверторные источники питания также могут иметь дополнительное управление, которое регулирует частоту переменного тока до более высокого или более низкого уровня, чем фиксированный выходной ток 50/60 Гц, используемый в традиционных трансформаторных машинах. Увеличение частоты, например, 120 Гц или более, приведет к более сфокусированному конусу дуги, что может способствовать повышению скорости перемещения, уменьшению размера сварного шва и меньшему подводу тепла. Снижение частоты переменного тока
создаст более широкую и мягкую дугу с меньшим проникновением. В эти настройки вовлечено множество переменных, но с практикой и опытом сварщики могут достичь этих оптимальных настроек.
В эти настройки вовлечено множество переменных, но с практикой и опытом сварщики могут достичь этих оптимальных настроек.
Обеспечение чистоты защитного газа
Для сварки тонкого алюминия предпочтительным защитным газом является аргон. В то время как использование более дорогой смеси гелия полезно для получения большего количества тепла в толстых сечениях, сварщики не найдут никакой пользы от его использования на тонких сечениях. Менее дорогой аргон обеспечивает лучший запуск дуги, стабильность дуги и очистку от окислов, а также позволяет использовать более низкие скорости потока.
Прежде всего, защитный газ, подаваемый в дугу, должен быть чистым, иначе даже у самого талантливого сварщика результаты будут плохими. Сварщики должны проверить этикетку на баллоне, чтобы убедиться, что у них правильный газ, а также проверить наличие утечек в системе, которые могут привести к попаданию воздуха в систему. Они также должны проверить правильность расхода для используемого сопла. Слишком высокий поток
скорость может вызвать турбулентность и попадание окружающего воздуха в сварной шов.
Слишком высокий поток
скорость может вызвать турбулентность и попадание окружающего воздуха в сварной шов.
Выберите правильный электрод
В то время как многие сварщики перешли на легированный вольфрам для сварки общего назначения, старый чистый вольфрам зеленого цвета по-прежнему хорошо работает при слабом токе переменного тока при использовании традиционных трансформаторных выпрямительных машин. Если заострить до затупленного конца, вольфрам будет образовывать небольшой шарик на конце, который обеспечивает сфокусированную, стабильную дугу при уровнях тока, используемых для сварки тонкого алюминия.
Однако традиционный чистый вольфрам плохо работает с инверторными сварочными источниками питания. Использование легированного вольфрама, заточенного до затупленного конца, лучше всего работает на этих станках.
Хотя вольфрам из оксида тория хорошо работает как с полярностью переменного, так и с постоянным током, проблемы со здоровьем, связанные с радиоактивным оксидом тория, привели к расширению использования альтернативных сплавов редкоземельных элементов, таких как цирконий, церий и лантан.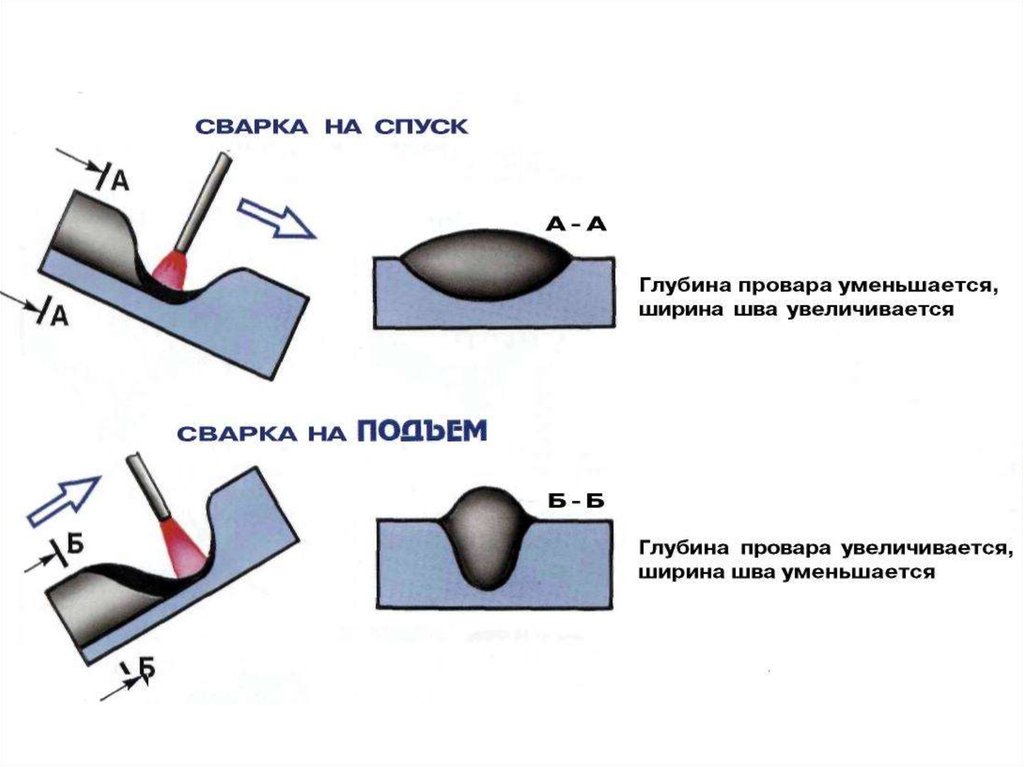 (Справочник по химическому составу вольфрамовых электродов см. на рис. 3.) Некоторые запатентованные трехкомпонентные вольфрамовые электроды из смешанного сплава также доступны от нескольких производителей, которые обеспечивают превосходные характеристики.
(Справочник по химическому составу вольфрамовых электродов см. на рис. 3.) Некоторые запатентованные трехкомпонентные вольфрамовые электроды из смешанного сплава также доступны от нескольких производителей, которые обеспечивают превосходные характеристики.
Сварщики должны свериться с таблицами выбора вольфрама, чтобы выбрать правильный размер вольфрама для используемого тока. Слишком большой вольфрам будет создавать нестабильную дугу при малых токах.
Выберите правильный присадочный металл
Обычно, когда сварщик применяет GTAW к алюминию, он использует присадочный стержень на один размер больше, чем тот, который он обычно использует для стали той же толщины. Например, если сварщик использует 1/16 дюйма. наполнительный стержень на 0,060 дюйма. стали, он мог бы использовать 3/32 дюйма. присадочный прут такой же толщины из алюминия. Более толстый стержень помогает охлаждать ванну при добавлении в процессе сварки. На
С другой стороны, если сварщик слишком сильно завысит размер присадочного стержня, ему придется использовать избыточный ток только для того, чтобы расплавить присадочный металл.
Сварщики часто испытывают желание сваривать тонкие алюминиевые кромки, стыковые и угловые соединения без надлежащего добавления присадочного металла. Некоторые из обычно свариваемых сплавов, такие как 6061 и 5052, растрескиваются или имеют тенденцию к растрескиванию, если им не хватает присадочного металла. Таблицы выбора присадочного металла от производителей сварочного оборудования и расходных материалов могут помочь сварщикам выбрать правильный присадочный стержень для обслуживания. Условия и сплавы для сварки.
Помните об этих последних советах
Сварщики должны не забывать использовать высокую теплопроводность алюминия в своих интересах при ремонте отверстий в тонких алюминиевых деталях, таких как мембраны радиаторов и компоненты кондиционирования воздуха. Совет: нанесите валик по всему периметру отверстия, держась подальше от края, чтобы обеспечить передачу тепла во всех направлениях от сварного шва. Затем ток должен быть остановлен, чтобы лужа могла стекать. охлаждать между добавками присадочного металла. После того, как отверстие будет окружено, сварщик может продолжать добавлять внутреннюю часть предыдущего валика, пока отверстие не будет закрыто. Недорогой способ попрактиковаться в этой технике — проделать маленькое отверстие в дне пустой алюминиевой банки из-под напитков и заварить его обратно.
охлаждать между добавками присадочного металла. После того, как отверстие будет окружено, сварщик может продолжать добавлять внутреннюю часть предыдущего валика, пока отверстие не будет закрыто. Недорогой способ попрактиковаться в этой технике — проделать маленькое отверстие в дне пустой алюминиевой банки из-под напитков и заварить его обратно.
Присадочные металлы 4XXX подходят для этого применения, если позволяют условия, поскольку они имеют несколько более низкую температуру плавления, что облегчает сварку тонких профилей.
Вогнутые кратеры на концах сварных швов имеют тенденцию к растрескиванию в некоторых алюминиевых сплавах. Ток всегда должен быть уменьшен в конце сварного шва и добавлен дополнительный присадочный металл, чтобы сделать кратер выпуклым.
Эти рекомендации могут помочь сварщикам, впервые использующим GTAW на тонком алюминии, обрести уверенность, когда они приступят к изучению этого нового навыка. Но, в конце концов, все дело во времени на дуге.