Как сварить тонкий металл инвертором: Сварка тонкого металла электродом: ошибки, советы, оборудование
alexxlab | 28.04.2023 | 0 | Разное
Как работает угольный электрод?
Графитовые и угольные электроды годятся для сваривания медных шин на трансформаторных подстанциях. В домашних условиях такие расходные материалы пригодятся для соединения медной проводки. В качестве присадочного материала в данной ситуации используются бронзовые прутки.
Такими стержнями можно сваривать все сорта и разновидности металлов — от тугоплавких и тяжёлых до лёгких и пористых. Диаметр угольного электрода может варьироваться от 1,5 до 25 мм, а длина – от 25 до 300 мм (самые длинные используются тогда, когда соединяемые детали располагаются в труднодоступном месте).
Содержание
Как работает угольный электрод?
Угольные электроды используются для прошивки отверстий в легированных и низколегированных стальных заготовках, для строжки и резки металла, а также для сваривания проводов из меди. Основной принцип работы основан на том, что от неплавкого электрода зажигается дуга, которая расплавляет окружающий металл.
Угольный электрод имеет свойство не плавится. В этом заключается его основное отличие от типичных металлических стержней. Работа с ним имеет некоторые особенности: сварка с этим стержнем требует не переменного, а постоянного тока, полярность которого прямая. Плюс должен подсоединяться к металлу, с которым вы работаете, а минус – непосредственно к электроду. Некоторые ситуации во время сварочных работ требуют использования присадочного элемента.
В этом заключается его основное отличие от типичных металлических стержней. Работа с ним имеет некоторые особенности: сварка с этим стержнем требует не переменного, а постоянного тока, полярность которого прямая. Плюс должен подсоединяться к металлу, с которым вы работаете, а минус – непосредственно к электроду. Некоторые ситуации во время сварочных работ требуют использования присадочного элемента.
Как варить алюминий инвертором?
Для электрода диаметром 3 мм выставляется ток силой в 90-100 А. Держатель инвертора с электропроводом необходимо держать под углом 90 градусов. Сварка выполняется короткой дугой. Учтите, что специальные электроды для работы с алюминием сгорают в 2-3 раза быстрее обычных, поэтому их запас должен быть достаточным.
Сварка алюминия инвертором выполняется на постоянном токе обратной полярности (+ на электрододержателе). Для ходового электрода диаметром 3,2 мм, сварочный ток на аппарате выставляется в 80-100 А. При соединении алюминиевых сплавов держак с электродом ставится под прямым углом (90 градусов). Технология выполняется короткой дугой. Учтите: электроды по алюминию сгорают быстрее обычных в 3 раза, поддерживайте правильную скорость.
Технология выполняется короткой дугой. Учтите: электроды по алюминию сгорают быстрее обычных в 3 раза, поддерживайте правильную скорость.
Можно ли электросваркой заварить алюминий?
Алюминий относится к плохо свариваемым металлам, поэтому для достижения ровного и качественного шва следует использовать инвертор.
Сварка алюминия инвертором выполняется на постоянном токе обратной полярности (+ на электрододержателе). Для ходового электрода диаметром 3,2 мм, сварочный ток на аппарате выставляется в 80-100 А. При соединении алюминиевых сплавов держак с электродом ставится под прямым углом (90 градусов). Технология выполняется короткой дугой.
Можно ли варить нержавейку угольным электродом?
Сварка нержавеющей стали угольным или графитовым электродом. Сварка угольным электродом выполняется дугой прямого воздействия, то есть дуга проходит между свариваемым металлом и электродом. Сварка угольными электродами сопровождается, как правило, испарением самого электрода.
При сварке угольными электродами процесс ведется без присадочного материала. Иногда он может проводиться и с присадочным материалом. Также сварку Вы можете проводить сваривание, предварительно уложив присадочный материал в разделку кромок. Сваривание без присадочного материала заключается в том, что происходит оплавление дугой кромок деталей будущего изделия.
Чем можно варить тонкий металл?
Удобнее всего сваривать тонкий металл аргонодуговой сваркой. С помощью инверторов TIG можно создать узкие швы с минимальным тепловложением. Быстро варить тонкий металл получится полуавтоматом MIG.
Лучшим вариантом станут электроды диаметром 2-2,5 мм. Такими электродами можно легко сварить металл, толщина которого 1 мм. Если толщина металла значительно меньше, то рекомендуется применять электроды диаметром 1,6 мм.
Можно ли варить алюминий на постоянном токе?
TIG сварка постоянным током хорошо справляется с алюминием, не нужно бояться применять ее. Только нужно помнить что технология в этом случае отличается от привычной. Хорошей практикой будет сперва потренироваться на тестовых заготовках, и только затем перейти к коммерческим заказам.
Хорошей практикой будет сперва потренироваться на тестовых заготовках, и только затем перейти к коммерческим заказам.
Важно помнить, что алюминий нельзя сваривать на постоянном токе прямой полярности, поэтому аппараты постоянного тока (DC) для работы однозначно не подходят. Нужен аппарат переменного тока (AC) либо универсальный (AC/DC). Очень удобны модели инверторного типа: к их достоинствам относится компактность, легкость регулировок, стабильность процесса сварки.
Чем лучше всего сваривать алюминий?
Если требуется шов высочайшего качества, лучше всего использовать аппарат для сварки алюминия TIG, то есть аргонодуговой. TIG-сварка выполняется тугоплавким вольфрамовым электродом в среде аргона, с использованием присадочного материала.
Для сварки алюминия можно воспользоваться специализированными ТИГ-сварочниками, а также полуавтоматами. Сварку алюминия на бытовом уровне можно осуществлять с помощью MMA-аппаратов. Каждый вид оборудования для сварки отличается результатом работы и имеет множество других особенностей, определяющих целесообразность использования.
Каким сварочным аппаратом можно варить алюминий?
Сварка алюминия и его сплавов полуавтоматом (MIG/MAG-сварка) производится сварочной проволокой (некоторые сварщики употребляют название – плавящийся электрод) для алюминия и сплавов в среде газа или самозащитной проволокой. При этом для защиты алюминия от окисления используется инертный газ, чаще всего аргон.
Для сварки алюминия можно воспользоваться специализированными ТИГ-сварочниками, а также полуавтоматами. Сварку алюминия на бытовом уровне можно осуществлять с помощью MMA-аппаратов.
Можно ли варить тонкий металл инвертором?
Для варки тонкого металла специалисты советуют применять полуавтоматическое сварочное оборудование. В быту мы чаще используем универсальные инверторы, поэтому научиться правильно варить будет полезно. При варке тонкого металла инвертором первой трудностью, с которой вы столкнетесь, будет выбор оптимальной температуры.
Варить тонкий металл рекомендуется только на малых токах сварочного инвертора. Ниже в таблице мы привели нормы касательно диаметра электродов и силы тока. Если используются электроды диаметром в 1,5 мм, то сила тока должна быть не более 45 ампер. Для электродов 2 мм, силу тока следует повысить до 60 ампер. Электроды для сварки тонкого металла. Варить тонкий металл новичкам рекомендуется рутиловыми электродами.
Ниже в таблице мы привели нормы касательно диаметра электродов и силы тока. Если используются электроды диаметром в 1,5 мм, то сила тока должна быть не более 45 ампер. Для электродов 2 мм, силу тока следует повысить до 60 ампер. Электроды для сварки тонкого металла. Варить тонкий металл новичкам рекомендуется рутиловыми электродами.
Какие электроды используют для тонкого металла?
Для сварки тонкого металла необходимо использовать электроды диаметром 3 – 4 миллиметра и ток от 140 до 180 Ампер. Такие параметры электродов должны быть только для металла толщиной 3 миллиметра. Для сварки еще более тонкого металла нужно использовать электроды от 0,5 мм до 2,5.
Электроды толщиной 4-5 мм дугу гасят, так как сваривание тонких поверхностей ведется с использованием пониженных токов (10-75 А). Поэтому для сварки тонких металлов должны использоваться электроды диаметром 0,5 – 2 мм (если металл не толще 1 мм) или, например, 2 – 2,5 мм (при толщине поверхностей 1,5 – 2 мм).
Какую дугу лучше использовать при сварке тонкого металла?
Чаще всего многие производят сваривание тонкого металла ручной дуговой сваркой.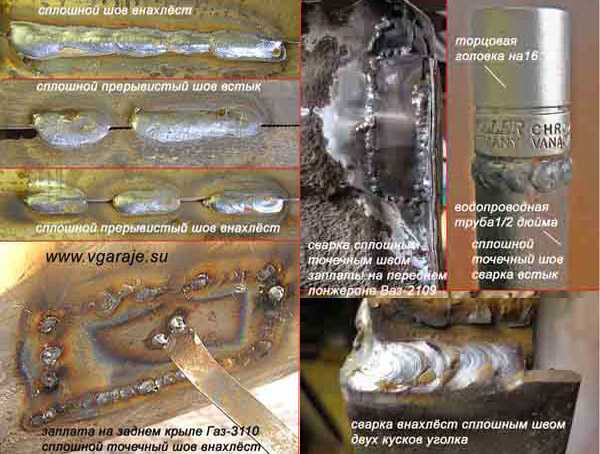 К примеру, если Вы производите сваривание, метала толщиной 1,5 миллиметра, то Вам лучше всего воспользоваться электродами толщиной 2 миллиметра.
К примеру, если Вы производите сваривание, метала толщиной 1,5 миллиметра, то Вам лучше всего воспользоваться электродами толщиной 2 миллиметра.
Тонкостенные конструкции лучше всего сваривать тонкими электродами — 1.6-2 мм. Для тонкого металла нужно понижать сварочный ток. Электроды большого диаметра здесь не подойдут — на малом токе они будут гасить дугу. А если на том же электроде диаметром 3 мм прибавить ток до требуемого значения, то тонкостенное металлоизделие сразу же начнёт гореть. Так что лучше применять электроды 1.6-2 мм в диаметре. Устанавливайте пониженный сварочный ток.
Какой металл можно варить электродом 3 мм?
Например: для диаметра 3 мм рекомендуется ток 70-80 А. Это ток для сварки в потолочном положении или вертикаль на подъем, а также, если зазор соизмерим или более диаметра электрода. Если же варить в нижнем положении, при этом зазора нет и позволяет толщина металла, то можно на простом электроде дать 120 А.
Электродом 3 мм варят металл, толщина которого 3-4 мм. Для сваривания толстых стальных заготовок, толщиной от 6 до 12 мм, уже понадобятся электроды диаметром 4-5 мм. Для сварки тонкого металла существуют электроды 1,6 и 2 мм. Такие электроды позволят не прожечь металл при сварке и осуществить работы с ювелирным подходом.
Для сваривания толстых стальных заготовок, толщиной от 6 до 12 мм, уже понадобятся электроды диаметром 4-5 мм. Для сварки тонкого металла существуют электроды 1,6 и 2 мм. Такие электроды позволят не прожечь металл при сварке и осуществить работы с ювелирным подходом.
Какой ток нужен для электрода 3?
Определено, что при сварке электродом 3 мм сила тока должна быть в пределах от 65 до 100 Ампер. Регулируйте силу, чтобы выйти на прочность и аккуратность сварочного шва, который бы вас устроил. Универсальное значение для 3 мм – 80 Ампер.
Ток сварки для электрода 3 мм. Сварочное напряжение для расходников диаметром 3 мм. должно находится в границах от 65 до 130 А. Перед осуществлением работ рекомендуется выставлять среднее значение – 80-90 А. Во время проведения сварочного процесса это поможет определить какой ток для сварки электродом 3мм. является оптимальным.
Каким электродом варить металл 6 мм?
При катете шва 3-5 мм сварку производить электродом диаметром 3-4 мм, при катете 6-8 мм применять электроды диаметром 4-5 мм. Сварку в вертикальном положении производят с применением электродов диаметром не более 5 мм. Потолочные швы выполняют электродами диаметром не более 4 мм.
Сварку в вертикальном положении производят с применением электродов диаметром не более 5 мм. Потолочные швы выполняют электродами диаметром не более 4 мм.
Если нужно сварить детали толщиной от 6 до 12 мм, предпочтение отдают электродам от 6 до 12 мм. Толстостенные заготовки для рядовых и ответственных конструкций (13 мм и более) варят электродами с диаметром 5–6 мм. Во избежание прожога металла ручная сварка тонколистовых изделий (менее 1,5 мм) не осуществляется.
Как варить тонкий металл в фото
Как варить тонкий металл в фотографиях.
Сварка тонкого металла — проблема даже для некоторых сварщиков с опытом. Новичкам в сварном деле вообще приходится тяжело. Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды. Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.
И первая сложность при сварке металла небольшой толщины состоит в том, что сильно нагревать его нельзя: он прогорает, образуются дыры. Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.
При сваривании тонких металлов листы перегреваются и изгибаются
Вторая сложность состоит в том, что работать нужно на малых токах, а это приводят к тому, что дугу приходится делать короткую. При незначительном отрыве она просто гаснет. Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.
Еще одна неприятность: при сильном нагреве происходит изменение геометрии тонких листов: их выгибает волнами. От этого недостатка избавиться очень тяжело. Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
При сварке встык тонких листов металла, их кромки тщательно обрабатывают и зачищают. Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите. Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.
Если хорошо зачистить кромки, может получится хороший шов
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
О том, как выбрать сварочный инвертор для дома или дачи читайте тут.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. Реально ставят иногда и ниже: важно чтобы вы смогли работать.
| Толщина металла, мм | 0,5 мм | 1,0 мм | 1,5 мм | 2,0 мм | 2,5 мм |
|---|---|---|---|---|---|
| Диаметр электрода, мм | 1,0 мм | 1,6 мм — 2 мм | 2 мм | 2,0 мм — 2,5 мм | 3 мм |
| Сила тока, А | 10-20 ампер | 30-35 ампер | 35-45 мм | 50-65 мм | 65-100 мм |
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Положения электрода при сварке и их использование
Общая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Об изготовлении сарая на металлическом каркасе читайте тут.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога.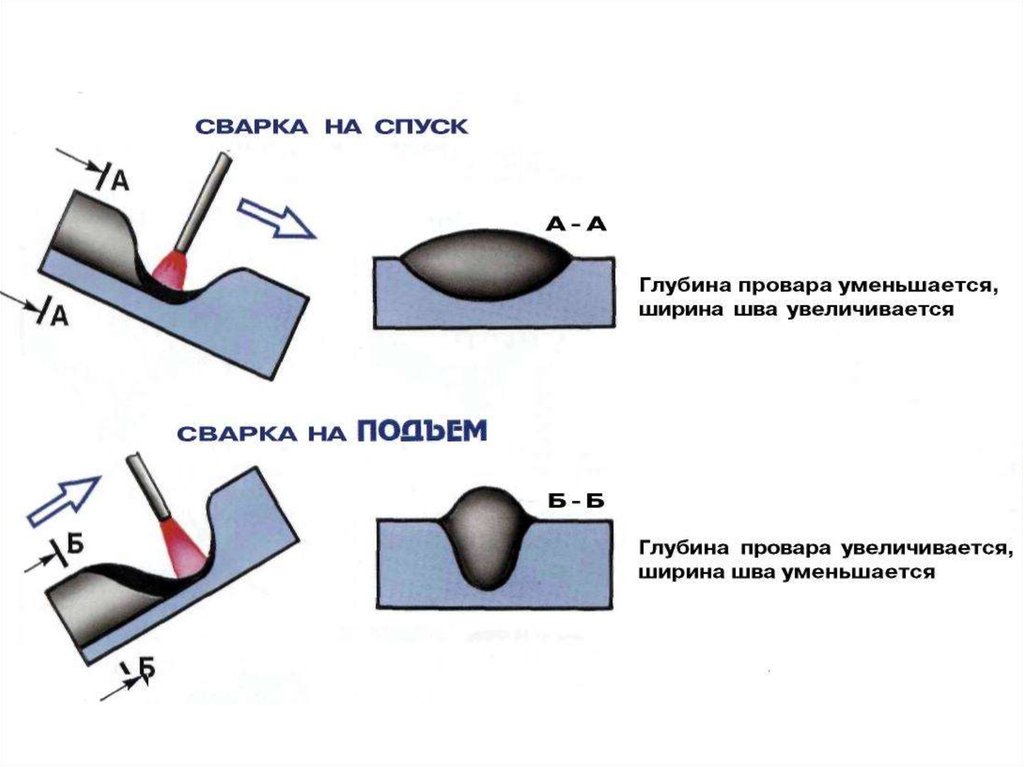 Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.
Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
О типах сварных швов и соединений читайте тут.
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла? Вещь нужная и для освоения сварки подходящая.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода. Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Подробнее о выборе электродов для инверторной сварки читайте тут.
Обзор Как варить тонкий металл .
Инверторный сварочный аппарат Chief MultiMig 522
Описание
Инвертор Chief MultiMig 522 Double Pulse Synergic Сварка и пайка алюминиевых сплавов, оцинкованного листового металла, нержавеющей и высокопрочной стали Функция двойного импульса — механически и электрически регулирует параметры сварки для получения сварного шва, похожего на TIG. Синергический импульсный сварочный аппарат с полным набором программ сварки для простоты использования. читать дальше
Добавить в предложение
Калифорния ИСПОЛЬЗОВАЛ
- Описание
Описание
Chief Multi-Mig 522 Inverter Double Pulse Synergic Welder
Сварка и пайка алюминиевых сплавов, оцинкованного листового металла, нержавеющей стали и высокопрочной стали
Функция Double Pulse управляет механически и электрически параметры сварки для получения сварного шва, похожего на TIG. Синергический импульсный сварочный аппарат с полным набором программ сварки для простоты использования.
- Синергетическая импульсная технология требуется большинству OEM-производителей для сварки алюминия. Включает в себя полный набор синергетических программ в памяти для пайки, сварки и алюминиевой проволоки.
- Инверторная технология обеспечивает точное электронное управление выходной мощностью для повышения качества сварных швов.

- ЗЕЛЕНАЯ технология — интегрированная технология коррекции коэффициента мощности (PFC) снижает входную мощность, позволяя избежать потерь энергии, присущих большинству электронного оборудования, и, в конечном счете, снижает эксплуатационные расходы. Высокие гармонические искажения сильно влияют на энергосистему и содержат неработающую энергию, которая является дорогостоящей и экологически расточительной.
- С источником питания Multi-Mig можно использовать два типа горелок — стандартную горелку MIG или уникальную двухтактную горелку. Резак с двухтактной системой Chief Elektron Fusion Technologies имеет цифровую регулировку тока вверх-вниз кончиком пальца благодаря подающему устройству, встроенному в рукоятку. Очень маленькая и легкая горелка (без громоздкого шпульного пистолета) позволяет контролировать процесс сварки в режиме реального времени, регулируя скорость подачи проволоки и уровень силы тока. Система push-pull устраняет многие проблемы, возникающие при подаче и сварке мягкой алюминиевой проволоки диаметром до 0,6 мм.
- Доступно множество программируемых опций для настройки работы устройства в соответствии с большинством рабочих условий. Возможные варианты: длина дуги, 2-кратный, 4-кратный, точечный режим, время паузы, индуктивность, отжиг, плавный пуск и т. д. Может работать в импульсном синергетическом, синергетическом или обычном режиме.
Сварочный аппарат CAR-O-LINER 273i Pulse Duo Boost MIG
Сварочное оборудование 8 879,00 долл. США 5 435,00 долл. США
Добавить к цитате
ПРОДАЛ
Аккумуляторный аппарат для точечной сварки ProSpot
Инструменты для кузовного цеха 11 985,00 долларов США
Добавить к цитате
ПРОДАЛ
Аппарат точечной сварки Chief MI200T
Сварочное оборудование 18 500,00 долларов США
Добавить к цитате
ПРОДАЛ
Сварочный аппарат GYS AutoPulse Mig
Сварочное оборудование 8 850,00 долларов США
Добавить к цитате
ГОРЯЧАЯ РАСПРОДАЖА КАК НОВЫЙ
Сварка листового металла методами MIG и TIG
На протяжении веков производители сталкивались с трудностями при сварке листового металла эффективным и экономичным способом. Они должны учитывать множество факторов, таких как инвестиции в оборудование по сравнению с прожогом, внешний вид сварного шва, деформация, зоны термического влияния и многое другое.
Однако сварка листового металла может быть очень
эффективной, если применять надлежащие методы.Во время выбора процесса
Вы хотите предотвратить коробление, прожоги и зоны перегрева, когда решите сваривать металл. Все это и обеспечение того, чтобы ваш сварной металл обладал достаточной механической прочностью для той цели, которую он будет выполнять. Для этого вам нужны контролируемые процессы, такие как передача короткого замыкания GMAW, импульсный GMAW, импульсный GTAW и GTAW.
Выбор электрода GMAW и защитного газа
Для этого процесса вам понадобятся проволоки как можно меньшего диаметра. Для плавления им требуется минимальное количество тепла. Это предотвращает прогорание в большей степени. Кроме того, у него низкая скорость осаждения.
Профессионалы, такие как I-CAR, используют для этого процесса проволоку диаметром 0,023. Если ваш сварочный материал толще 18 ga, рекомендуется использовать проволоку .030.
Для низкоуглеродистой стали требуется проволока AWS E70 с классификацией S-2, S-3 или S-6. Что касается защитного газа, то требуется газ с высоким содержанием аргона. Это связано с тем, что аргон выделяет меньше тепла, чем CO2, и его использование приводит к меньшему разбрызгиванию. Для процесса рекомендуется использовать 75% аргона и 25% газа CO2.
Для сварки алюминиевых экранов используйте проволоку ER4043 и ER5356 для проволоки большого диаметра. Для этого процесса используйте 100% аргон.
Для сварки нержавеющей стали 304 требуются проволоки ER308, ER308L и ER308LSI. Если это нержавеющая сталь 316L, то для процесса вам понадобится совместимая проволока 316L. Для защитного газа вам потребуется 90 % гелия, 8 % аргона и 2 % CO2. Не используйте порошковую проволоку с нержавеющей сталью.
Если вы используете сплошную проволоку для сварки, убедитесь, что полярность электрода положительная. Это обеспечивает наилучшие результаты с описанными выше процессами.
Выбор и подготовка электрода для GTAW
Используйте электрод размером менее 1/8 дюйма. диаметр вольфрамового электрода для этого процесса, но не менее 0,020 дюйма.
Однако для нержавеющей стали вольфрам должен быть заостренным, и его лучше всего шлифовать параллельно длине сварного шва.
Для тонкого алюминия лучше всего использовать инверторный источник питания. Используйте 3/32-дюймовый. диаметра вольфрама с 2-процентным содержанием церия (можно даже заменить торий церием). Для сварки алюминия его нужно отшлифовать до точки и на конце положить небольшую землю. Заостренный электрод обеспечивает больший контроль над всем процессом, а также позволяет свести к минимуму деформации в местах соединения.
Подготовительный стол для алюминия
Перед началом сварки тщательно протрите все металлы. Алюминий при контакте с воздухом образует на поверхности оксидный слой. Поэтому вам необходимо очистить этот слой проволочной щеткой из нержавеющей стали, шлифовальной машиной или химическим очистителем от окислов. Это поможет алюминию плавиться при более низкой температуре.
Также доведите его до комнатной температуры перед сваркой.
Универсальные наконечники
Техника сварки
Всегда следует направлять дугу на середину сварочной ванны, а не на переднюю кромку, как это обычно делается. Это помогает ванне оставаться изолированной от полной силы дуги.
Во избежание прожогов и коробления рекомендуется не перекручивать и не хлестать горелку. Используйте дугу по прямой линии и поддерживайте максимально возможную скорость движения по профилю борта.
Пропускная сварка
Чтобы свести к минимуму деформацию, необходимо равномерно распределять тепло во время процесса сварки. Для этого вам нужно применить технику скиповой сварки.
Пропускная сварка требует сварки в ровных точках материала — в начале, середине и конце. Это приводит к оптимальному и равномерному распределению тепла. Будь то лист или линейный объект, применяется одна и та же теория.
Подкладочные стержни
Зоны термического влияния могут быть созданы для более быстрого отвода тепла от зоны сварки. Для этого вам нужно подвергнуть их контакту с «поддерживающей планкой» или «холодной планкой». Это может быть металлический стержень (алюминий или медь), который крепится к задней части сварного соединения.
Если ваши приложения требуют более высокого рабочего цикла, то пришло время рассмотреть опорный стержень с водяным охлаждением. Прохладную воду можно использовать вместе с трубами из ПВХ для охлаждения зон термического воздействия.
Подгонка и проектирование соединений
При сварке металлов требуется плотная подгонка. Лучше, если вы перепроектируете любую деталь с соединениями, которые могут выдерживать большее количество тепла, где это возможно.
Не Переваривать
Люди пытаются проварить соединение, чтобы получить большую прочность. Не делай этого. Это приведет к получению широких сварных швов, которые увеличивают скорость сварки, тратят время, присадочный металл и газ. Даже состояние металла ухудшается.
Источники питания — GMAW
При коротком замыкании GMAW всегда используйте источник питания с хорошим контролем напряжения. Получите универсальный источник питания от крупного производителя промышленного оборудования в отличие от других вариантов. Убедитесь, что они поставляются с контактором и газовым электромагнитным клапаном.
Если вы ищете источник питания с диапазоном 200-250 ампер, приобретите его с катушкой. Решает вопросы подключения.
Для металлов диаметром 1/16 дюйма. до 3/32 рекомендуется надлежащая импульсная система GMAW . Они не разбрызгивают и обеспечивают более высокую скорость движения, чем остальные.