Как сварить трубы отопления электросваркой: выбор электродов и несколько советов
alexxlab | 10.02.1991 | 0 | Разное
Сварка отопления – Страница 4 – Сварка в сантехнике
#61 aleksandrbogdanov
Отправлено 05 March 2013 12:39
schkaliki,Вы глубоко заблуждаетесь что это ноу-хау (изобретение по русски) за последние 5 лет я продал или установил около 300 таких или подобных обводных (кстати некоторые до сих пор не стречались в продаже в магазине или не переделывались другими сварщиками), но и это не главное, я просто хотел показать как без особых затрат на покупку дорогих клаппанов или электронных систем можно поставить эфективно работающий узел у себя дома, своими руками. и этот узел ставится на отопление с пониженным сопротивлением, было бы глупо ставить обводную на отопление из 20 м/пласта, она там просто не нужна, тоже самое что поставить обводную в районную котельную или выпустить автомобиль ВАЗ – безнадежно!!!!!
- Наверх
- Вставить ник
#62 SergDemin
Отправлено 05 March 2013 14:47
Насколько я понимаю, речь о такой конструкции идёт. Я обычно использую инжектор, чтобы ” Вола и трепетную лань” в одну упряжку. Когда к самотёчной системе надо подключить участок с принудительной циркуляцией. Например. тёплый пол или подогрев бассейна. Можно использовать и просто для улучшения циркуляции, раза в 3 -5, может и чуть больше. При выключении насоса на работу системы никак не влияет. Кому надо, подробно опишите ситуацию, особенно обвязку котла. Нарисую, что делать и скину в личку. Я такую штуку за час- полтора делаю, по ходу работы.
Я обычно использую инжектор, чтобы ” Вола и трепетную лань” в одну упряжку. Когда к самотёчной системе надо подключить участок с принудительной циркуляцией. Например. тёплый пол или подогрев бассейна. Можно использовать и просто для улучшения циркуляции, раза в 3 -5, может и чуть больше. При выключении насоса на работу системы никак не влияет. Кому надо, подробно опишите ситуацию, особенно обвязку котла. Нарисую, что делать и скину в личку. Я такую штуку за час- полтора делаю, по ходу работы.
Прикрепленные изображения
- Наверх
- Вставить ник
#63 schkaliki
Отправлено 05 March 2013 17:00
aleksandrbogdanov, Ну вот вы опять- все бла-бла-бла, и бла-бла-бла.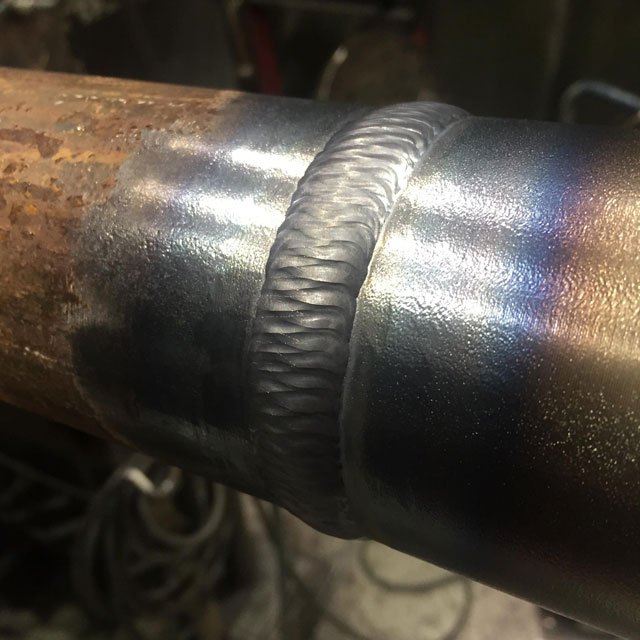 Пудрите мозги людям.
Пудрите мозги людям.
- Наверх
- Вставить ник
#64 Василий Задов
Отправлено 12 March 2013 01:41
Я собираюсь себе варить отопление, электросваркой. Скажите можно ли варить полуавтоматом? Очень чистый шов получается, электродами-шлак, а ПА красота! Есть мнение что ПА шов более хрупкий чем при РДС, насколько это актуально для отопления в частном доме?
- Наверх
- Вставить ник
#65 AMBIVERT42
Отправлено 12 March 2013 04:23
Я собираюсь себе варить отопление, электросваркой.
Скажите можно ли варить полуавтоматом? Очень чистый шов получается, электродами-шлак, а ПА красота! Есть мнение что ПА шов более хрупкий чем при РДС, насколько это актуально для отопления в частном доме?

При одинаковом проваре и сходном металле электрода (для П\А-проволоки) пластичность шва будет на одном уровне.Если производитель расходных материалов электроды сделал из гвоздильной проволоки,а проволоку для П\А применил вязальную,то тады ой… Качества не будет ни там,ни сям…
Да,шов у полуавтомата чище.Это факт.Но!Горелкой полуавтомата далеко не везде подлезешь,если трубы будешь обваривать по месту.Либо,тогда надо делать контур трубопроводов разборным (на сгонах,фланцах),чтобы была возможность покрутить,покантовать для лучшей доступности к шву.Стоит ли ради улучшения доступности шва усложнять конструкцию и,соответственно,снижать надёжность соединений?
 Для сварки отопления в частном доме вполне хватит сварочного инвертора на 160 А и рутиловых электродов.На мой взгляд,лучше взять ОК-46.00 (производства ESAB),у них из мне известных наилучшие отделяемость шлака,повторное поджигание дуги и вообще,шов очень опрятный.Omnia-46 от Lincoln Elektric,МР-3С производства ЛЭЗ и остальные рутиловые им проигрывают по означенным позициям.
Для сварки отопления в частном доме вполне хватит сварочного инвертора на 160 А и рутиловых электродов.На мой взгляд,лучше взять ОК-46.00 (производства ESAB),у них из мне известных наилучшие отделяемость шлака,повторное поджигание дуги и вообще,шов очень опрятный.Omnia-46 от Lincoln Elektric,МР-3С производства ЛЭЗ и остальные рутиловые им проигрывают по означенным позициям. - Наверх
- Вставить ник
#66 aleksandrbogdanov
Отправлено 12 March 2013 20:28
Я собираюсь себе варить отопление, электросваркой
автоген тебе в помошь!))))))
- Наверх
- Вставить ник
#67 schkaliki
Отправлено 12 March 2013 20:43
Василий Задов,Присоединяюсь к вышеизложенным советам. Добавлю, что если навык сварки электродом не очень, то дерзайте полуавтоматом- процесс немного проще.
Добавлю, что если навык сварки электродом не очень, то дерзайте полуавтоматом- процесс немного проще.
- Наверх
- Вставить ник
#68 aleksandrbogdanov
Отправлено 12 March 2013 21:24
если навык сварки электродом не очень, то дерзайте полуавтоматом- процесс немного проще.
чем же, Вы при всем уважении пробовали отопление дома сварить п\а? покажите фото! п\а не для сварки отопления в доме, у него много других функций, конечно для сварки в доме я не сторонник рдс, но п\а-это ананизм!!!
- Наверх
- Вставить ник
#69 schkaliki
Отправлено 12 March 2013 21:43
[b]aleksandrbogdanov[ В теме Котлы отопления есть небольшая фотка моего котла на даче с началом обвязки- ничего сложного, одноконтурная, двутрубная, обкатана полностью п/а, сделана прошлым летом. Может для вас это и “ананизм”, но думаю что ничего сложного нет, все зависит от навыка.Там и поворотные и от стены
Может для вас это и “ананизм”, но думаю что ничего сложного нет, все зависит от навыка.Там и поворотные и от стены
- Наверх
- Вставить ник
#70 schkaliki
Отправлено 12 March 2013 21:46
aleksandrbogdanov,А вот вашего хваленого инжектора мы что то так и не увидели!
- Наверх
- Вставить ник
#71 Василий Задов
Отправлено 12 March 2013 22:06
автоген тебе в помошь!))))))
Да нет же его у меня! Я по сути не против научиться газом варить и баллоны притаранить себе, однако пока это в бюджет не вписано и вот времени на это нет пока к сожалению, возможно когда все потечет тогда и буду ацетиленом переваривать.
но п\а-это ананизм!!!
Стоп, стоп, давайте спустимся с небесных цехов, на землю- дачную, я не в 5 этажке собрался варить, почему по вашему ПА это ананизм?
- Наверх
- Вставить ник
#72 xasad
Отправлено 12 March 2013 23:28
Хотелось бы посмотреть неповоротные стыки 32, 40 или 50 трубы, сваренной п/а. Просто примерно представляю результат сварщика, не варившего трубы до этого : ).
Если бы предоставился такой случай то:
1. Свариваемый металл на стыках должен блестеть как “яички”.
2. Делаю зазор для контроля проплавления кромок.
3. Перед сваркой обязательно мучаю катушки, подбирая ампераж.
4. “Подозрительные” места начала шва срезаю и началом (концом) встречного шва перекрываю (варим стык трубы).
Помнится варили регистру в гараж из профиля 80*40, дырок 10 было. Сварной принебрег этими “правилами”, в результате почти все углы “заплакали”.
Давление в системе частного дома ничтожное, должно получится, а где потечет, можно и молотком расчеканить. ; )
– Готово мастер, все три запорол!
– Так было ж две?
– И образец тоже…
- Наверх
- Вставить ник
#73 schkaliki
Отправлено 13 March 2013 04:05
xasad, Заслуги автогена нельзя отрицать, им варят и будут варить. В конкретной ситуации надо исходить из того, что есть в наличии. В данном случае- полуавтомат. Просто нужно сесть и нарисовать схему и все стояки и по возможности обварить максимум в повороте. Трудные места поставить на муфты. Многие так и поступают.
В данном случае- полуавтомат. Просто нужно сесть и нарисовать схему и все стояки и по возможности обварить максимум в повороте. Трудные места поставить на муфты. Многие так и поступают.
- Наверх
- Вставить ник
#74 aleksandrbogdanov
Отправлено 13 March 2013 05:56
А вот вашего хваленого инжектора мы что то так и не увидели!
Вы хотите разрез? пожалуста после оплаты, разпилю повдоль, поперег, под любым углом, могу розачку вырезать болгаркой….(я думаю ключевое слово Вы поняли) для вас резка болгаркой совершенно бесплатно (это такой бонус), сегодня посмотрю специально для вас сколько стоит инжектор
- Наверх
- Вставить ник
#75 Isperyanc
Отправлено 13 March 2013 06:01
Трудные места поставить на муфты
Это будет в углах?, резьбовые будет шевелить линейное расширение – это не есть здорово.
- Наверх
- Вставить ник
#76 schkaliki
Отправлено 13 March 2013 09:49
Isperyanc, Совсем не обязательно в углах. У меня и примеру в углах стоят отводы и к ним еще приварены резьбы по 150мм длинной, далее- муфты. Надо что-бы конструкция была удобна в плане ремонта. Не всегда же хочется варить и резать в жилом помещении.
- Наверх
- Вставить ник
#77 schkaliki
Отправлено 13 March 2013 09:57
aleksandrbogdanov, надо было сразу написать что это комерческая тайна, а то всё действо похоже на. . у меня есть конфета, сладкая такая, вкусная, в красивом фантке, но я вам не дам! Розочку можете оставить себе, мы не гордые, обойдемся.
. у меня есть конфета, сладкая такая, вкусная, в красивом фантке, но я вам не дам! Розочку можете оставить себе, мы не гордые, обойдемся.
- Наверх
- Вставить ник
#78 Isperyanc
Отправлено 13 March 2013 10:35
в углах стоят отводы и к ним еще приварены резьбы по 150мм длинной, далее- муфты. Надо что-бы конструкция была удобна в плане ремонта.
Непонятно, какой такой ремонт имеется ввиду?, что, потребуется для удобства разбирать резьбовое соединение? – а вот приваренные резьбы к углам в отводах при длине трубы около 10 метров будет таскать на 1 см. А резьба есть надрезанная стенка трубы, т.е. ставшая тоньше, хоть для той же коррозии, хоть как концентратор напряжения для возможно будущей трещины.
- Наверх
- Вставить ник
#79 aleksandrbogdanov
Отправлено 13 March 2013 11:32
, надо было сразу написать что это комерческая тайна, а то всё действо похоже на.. у меня есть конфета, сладкая такая, вкусная, в красивом фантке, но я вам не дам!
ели не можете разобраться по фотографии и пошаговой инструкции Вы и по разрезу не разберетесь, а пилить изделие стоимость 6000 руб чтобы вам что-то доказать не считаю возможным, еще раз говорю, после приобретения пожалуйста.
- Наверх
- Вставить ник
#80 schkaliki
Отправлено 13 March 2013 12:10
Isperyanc, трубы бывают разные, иной раз и заводской дефект выплывает не сразу, да еще у многие стоят электрокотлы на дачах, веерное отключение и в итоге разморозка. Хозяин снял, принес и я подварил. Боятся люди сварщиков в доме, да и старых домов много. Но если так не получается, то приходится по месту латать.
Хозяин снял, принес и я подварил. Боятся люди сварщиков в доме, да и старых домов много. Но если так не получается, то приходится по месту латать.
- Наверх
- Вставить ник
Электроды для сварки труб | Статьи о сварке от МЭЗ
28.01
2021
При прокладке трубопроводов используются электроды разных марок. Выбор оптимальной зависит от характера рабочей среды и ее параметров (температура и т. д.), материала изделия и ряда других факторов. Расскажем о том, какие электроды для сварки труб используются в конкретных случаях.
Какими электродами варить трубы отопления
Для ручной дуговой сварки труб теплосети широко применяются такие марки электродов.
- ЦЛ-9 – низководородные электроды с основным покрытием для труб из углеродистых, легированных и нержавеющих сталей. Позволяют варить в любом пространственном положении постоянным током обратной полярности.

- УОНИ–13/45 – их применяют для соединения труб из углеродистых и низколегированных сталей. Наиболее часто используются стержни диаметром 3 мм. Сварка также выполняется инвертором.
- ЦЛ-20 – ими выполняется инверторная ММА сварка труб из теплоустойчивых и жаропрочных сталей (температура рабочей среды – до 565 °С).
Также широко применяются электроды МР-3. Они позволяют варить трубы паро- и трубопроводов с горячей водой не только постоянным, но и переменным током. Благодаря рутиловому покрытию на поверхности металла допустимо наличие влаги или окислов.
Какими электродами варить оцинкованные трубы
Для сварки труб с оцинковкой применяются электроды с основным и рутиловым покрытием. При этом первые рекомендуется использовать при работе с изделиями из низкоуглеродистой стали, а вторые – с низколегированными. Это марки:
- МР-3, АНО-4, ОЭС-4 – с рутиловой обмазкой;
- УОНИ-13/55, УОНИ-13/45, ДСК-50 – с основным покрытием.
Как сварить трубу электродом при работе с оцинкованной поверхностью? Сварной шов накладывается возвратно-поступательными движениями электрода. Сварка выполняется по увеличенным зазорам при повышенных на 10–50А (в зависимости от толщины стенки) токах, при этом – с более медленным наложением валика (скорость уменьшается примерно на 20%).
Сварка выполняется по увеличенным зазорам при повышенных на 10–50А (в зависимости от толщины стенки) токах, при этом – с более медленным наложением валика (скорость уменьшается примерно на 20%).
Поскольку цинк выделяет опасные для здоровья и экологии испарения, используется защитная среда в виде флюса и, конечно, защитная экипировка. При работе с толстостенными изделиями слой цинка в месте соединения труб удаляется.
Какими электродами варить профильную трубу
Профильные трубы изготавливаются, как правило, из углеродистых конструкционных (1ПС, 2ПС, 3СП, Ст.09г2с) или низкоуглеродистых сталей. Они обладают высоким коэффициентом удлинения (18%) и сопротивлением разрыву (45 кгс/мм). Варить можно как инвертором, так и трансформатором, сила тока – до 60А, дуга – предельно короткая. Для работ применяются следующие электроды:
- АНО-4 – универсальные электроды с рутиловым покрытием;
- УОНИ-13/35 – подходят для сварки опытным сварщиком толстостенных труб;
- МР-3 – варить ими можно без предварительной зачистки кромок;
- МР-3С – позволяют получить шов с повышенными требованиями к качеству металла;
- ОЗС-12 – позволяют варить и на удлиненной дуге, на поверхности кромок должны полностью отсутствовать следы влаги.

Заварить трубу электродом при соединении встык можно следующим способом. Вначале ставятся прихватки по углам труб, далее варится само стыковое соединение. При работе с тонкостенными (до 2 мм) трубами шов накладывается одним слоем, с толстостенными – в несколько проходов. Для стенок толщиной 1 мм подходят электроды d 1,6 мм, толщиной 2–3 мм – 2-2,5 мм, при толщине 3–6 мм – соответственно, 3–4 мм.
Сварка труб из нержавеющих (хромоникелевых) аустенитных сталей
Трубы из такого сплава широко используются на предприятиях нефтепереработки (теплообменники), газопереработки (установки для получения серы), в холодильном оборудовании, в установках гидроочистки и т. д. В таких сплавах содержится до 18% Ni и до 10% Cr. Самые распространенные марки сталей – 12Х18Н10Т, 08Х18Н10, 08Х18Н10Т. Ручная дуговая сварка может выполняться при температуре не ниже -10 °С без предварительного прогрева зоны соединения. Для сварки применяются электроды:
- ЦТ-15;
- ЦЛ-11;
- ЗИО-8;
- ЭА-400/10У и некоторые другие.

Сварка выполняется на предельно короткой дуге. Количество заполняющих сварной шов слоев зависит от толщины стенки трубы, оно увеличивается в следующем алгоритме: при увеличении толщины на 2–2,5 добавляется еще один слой. Так, если при толщине 4–6 мм будет достаточно двух слоев, то при 12–14 мм их будет четыре. По ширине получаемый шов должен быть больше ширины разделки на 2–3 мм по обе ее стороны.
Электроды для газопроводов
Трубы магистральных и сетевых газопроводов варят с помощью следующих марок электродов:
- МЭЗ МК-46.00 (аналог ОК.46) – универсальные электроды с рутиловым покрытием, позволяют варить широкие зазоры;
- УОНИ-13/55;
- МТГ-01К – хорошо подходят для газопроводных магистралей.
Также возможно использование электродов марки МЭЗ ЛБ-52У – они отлично справляются с корневыми, облицовочными и заполняющими швами при соединении труб нефте- и газопроводов.
Электроды для водопроводов
Прокладка водопроводных сетей выполняется с использованием труб из меди, углеродистых, низколегированных сталей, нержавейки или чугуна. Чугунные изделия, как правило, используются на магистральных линиях. Применяются следующие марки:
Чугунные изделия, как правило, используются на магистральных линиях. Применяются следующие марки:
- МНЧ-2;
- ОЗЧ-2;
- ЦЧ-4.
Последние используются только для сварки в нижнем положении, однако у них есть существенный плюс: они подходят для сварки чугуна и стали, позволяя приваривать к трубе фитинги, вентили и другую трубную арматуру. Варить можно как горячим, так их холодным способом, без предварительного подогрева.
- Нержавеющие трубы свариваются с использованием НЖ-13, ЦЛ-11.
- Для медных выбирают МН-5, МНЖ-5.
Для углеродистых и низколегированных сталей часто используется марка МР-3С, ее преимущество – возможность работать на низких токах.
Широкий выбор электродов для сварки труб представлен в каталоге МЭЗ. Значительная часть марок имеет аттестацию НАКС, что позволяет использовать данные материалы для работы с ответственными и особо ответственными конструкциями. Вся продукция сертифицирована.
Возможно, вас заинтересует
Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (4.5 кг) Ø 3 (1 кг) Ø 3 (4.5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (6 кг) Ø 5 (1 кг)
УОНИ-13/55 (НАКС, РРР, РС)
Ток – постоянный обратной полярности
Цена с НДС за 1 кг.Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2. 5
(4.5 кг)
Ø
3
(1 кг)
Ø
3
(4.5 кг)
Ø
4
(1 кг)
Ø
5
(6 кг)
Ø
4
(6 кг)
Ø
5
(1 кг)
5
(4.5 кг)
Ø
3
(1 кг)
Ø
3
(4.5 кг)
Ø
4
(1 кг)
Ø
5
(6 кг)
Ø
4
(6 кг)
Ø
5
(1 кг)
УОНИИ-13/55 (НАКС, КСМ, РС)
Ток – постоянный обратной полярности
Цена с НДС за 1 кг.Ø 2.6 (1 кг) Ø 2.6 (4.5 кг) Ø 3.2 (1 кг) Ø 3.2 (4.5 кг) Ø 4 (1 кг) Ø 4 (6 кг)
МЭЗЛБ-52У (НАКС)
Ток – постоянный обратной полярности; постоянный прямой полярности для корневых швов
Цена с НДС за 1 кг.
Ø 2.5 (1 кг) Ø 2.5 (4.5 кг)
ЦУ-5
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (5 кг) Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 5 (6.5 кг) Ø 4 (6.5 кг) Ø 5 (1 кг)
АНО-21 (НАКС)
Ток – переменный или постоянный любой полярности
Цена с НДС за 1 кг.
Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (2.5 кг) Ø 3 (1 кг) Ø 3 (2.5 кг) Ø 4 (1 кг) Ø 4 (2.5 кг)
АНО-21 СТАНДАРТ
Ток – переменный или постоянный любой полярности
Цена с НДС за 1 кг.Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2.5
(5 кг)
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6. 5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
МР-3 (НАКС, РРР)
Ток – переменный или постоянный обратной полярности
Цена с НДС за 1 кг.Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (2.5 кг) Ø 3 (1 кг) Ø 3 (2.5 кг) Ø 4 (1 кг) Ø 4 (2.5 кг)
МР-3 ЛЮКС
Ток – постоянный обратной полярности, переменный
Цена с НДС за 1 кг.
Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (6.5 кг) Ø 5 (1 кг) Ø 5 (6.5 кг)
МР-3 ЛЮКС (НАКС)
Ток – постоянный обратной полярности, переменный
Цена с НДС за 1 кг.Ø
2.5
(1 кг)
Ø
2.5
(5 кг)
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6. 5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
ОЗС-4 (НАКС)
Ток – переменный или постоянный прямой полярности (на электроде минус), допускается сварка на обратной полярности
Цена с НДС за 1 кг.Ø 2.5 (1 кг) Ø 2.5 (5 кг) Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (6.5 кг) Ø 5 (1 кг) Ø 5 (6.5 кг)
АНО-4 (НАКС)
Ток – переменный или постоянный любой полярности
Цена с НДС за 1 кг.
Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (5 кг) Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
ОЗС-12 (НАКС, РРР)
Ток – переменный или постоянный прямой полярности
Цена с НДС за 1 кг.Показать еще
Холодная сварка для труб отопления, преимущества и недостатки метода
Трубы из металла можно использовать для внутридомовых водопроводных коммуникаций непродолжительное время. Металлические трубы допускается эксплуатировать на протяжении строго отведенного периода времени. Окислы, известковые отложения внутри железных коммуникаций уменьшают внутренний диаметр труб, и разрушают водопровод. Системы отопления, спроектированные и собранные правильно, не нуждаются в дополнительном обслуживании.
Металлические трубы допускается эксплуатировать на протяжении строго отведенного периода времени. Окислы, известковые отложения внутри железных коммуникаций уменьшают внутренний диаметр труб, и разрушают водопровод. Системы отопления, спроектированные и собранные правильно, не нуждаются в дополнительном обслуживании.
Трубы в системе отопления могут быть соединены без применения горячей сварки
Содержание
- 1 Классическая высокотемпературная сварка
- 2 Монтаж контура отопления методом холодной сварки
Классическая высокотемпературная сварка
Как сварить отопление из железной трубы в соответствии со строительными нормами, указано в ГОСТе. Имеет значение и диаметр труб, и протяженность системы. СНИП укажет, как правильно сварить трубы для отопления в каждом конкретном случае: частное домовладение, многоэтажный дом или водопроводная линия промышленного назначения.
При использовании газового сварочного аппарата для создания качественных швов потребуется немалый практический опыт. Электросваркой также можно создавать безупречного качества сварные соединения, но в этом случае потребуется не только опыт, но и качественные электроды, верно выбранный уровень тока и «чувство дуги». Качественная электросварка трубы отопления доступна лишь настоящим профессионалам.
Металлические трубы — наиболее распространенный материал для систем отопления
Прочность труб из металла более чем достаточна для системы подачи воды и для контура отопления. Именно участки соединений, которые приходится реализовывать для того, чтобы не отклоняться от проектной документации, являются «слабым звеном» системы. О том, как варить трубу отопления электросваркой, подробно указано в устаревших учебных материалах и статьях. В современном строительстве чаще применяется метод холодной сварки для труб отопления.
Важно знать! Резьбовые соединения труб из металла используют в тех случаях, когда требуется создать разъемное соединение. Герметичность соединения в этом случае гарантирует уплотнитель, чаще всего пакля.

Как правильно варить трубу отопления знает каждый квалифицированный инженер-монтажник. Существует ряд правил, которых необходимо придерживаться:
- Сварной шов не должен состоять из окалины. Так происходит, если варить трубу электросваркой, используя некачественные электроды.
- Чтобы варить металл электрическим сварочным аппаратом необходимо использовать метод многослойного расплава металла. Первичная окалина шва удаляется перед следующим слоем сварки.
- Важно правильно выбрать уровень тока – слабый ток не гарантирует прочность сварочного шва. Слишком высокий ток при сварочных работах также неприемлем.
- Если используется метод «сварка встык», в качестве армирующего материала используется металл электрода или расплавленная проволока.
- Варить электросваркой металлические трубопроводы и другие элементы отопительных и водопроводных систем запрещается вблизи легковоспламеняющихся предметов.
Газовая сварка – универсальный метод для создания прочного соединения металлов, соединять можно металлические детали разного размера в любых комбинациях.
Для традиционной сварки нужно иметь специальное оборудование и опыт проведения сварочных работ
Высокая температура струи сгорающего газа позволяет расплавить металл в области локального прогрева, и варить металл на молекулярном уровне. Требует дорогостоящего оборудования и высококвалифицированных сварщиков.
Монтаж контура отопления методом холодной сварки
Холодная сварка – это соединение двух и более элементов без их прогрева. Соединение образуется за счет химических реакций, протекающих в клеящем веществе. Пластичность, высокая адгезия и быстрое застывание в монолитную массу — это отличительные особенности компонентов, применяемых для холодной сварки.
Клеящий состав может включать в себя различные элементы, для улучшения механических характеристик клеевых швов. В основе составов, как правило, присутствуют эпоксидная смола, и наполнитель — отвердитель. На упаковке указано, можно ли холодной сваркой заварить трубы отопления, или это состав для ремонта пластиковых труб контура подачи холодной воды.
Холодная сварка — это пластичная масса, которая обеспечивает герметичное соединение труб
Различают два вида компонентов для холодной сварки:
- Пластичное двухкомпонентное вещество, которое непосредственно перед применением необходимо тщательно размять для смешивания компонентов. Преимущество холодной сварки этого вида: состав быстро готовится, долго хранится, требует минимальной подготовки перед применением. Недостаток: быстро застывает, необходимо наносить очень тщательно, рекомендуется использовать как можно быстрее после приготовления.
- Жидкие компоненты. Перед началом нанесения требуется соединить вещества в должной пропорции, и клей готов к применению. Преимущества жидкого состава для холодной сварки: клеящее вещество без труда проникает вглубь соединения, образуя при застывании прочный слой, устойчивый к механическим воздействиям. Недостаток: требует специальных условий для длительного хранения. Для разных материалов – пластик, металл – требуются разные химические компоненты.

Основное преимущество, которым отличается холодная сварка любого вида, это возможность проводить быстрый ремонт участка водопроводной, отопительной или канализационной системы без отключения подачи воды. Сварку, или в данном случае, склеивание компонентов можно производить в условиях повышенной пожарной опасности.
Важно! Для высокотемпературных контуров, в частности отопительных систем, существуют химические составы, эксплуатация которых возможна в условиях более 1000 градусов по шкале Цельсия.
В качестве ремонтного состава для чугунных радиаторов отопления следует тщательно готовить поверхность к применению холодной сварки. Несмотря на прочность соединения, восстановленный участок может не выдержать испытаний максимальным давлением.
Для пластиковых водопроводных систем метод холодной сварки признан одним из лучших решений для локального ремонта при невозможности замены поврежденного элемента. Также холодную сварку успешно применяют для восстановления герметичности стыковых швов на фитингах пластикового водопровода.
Также холодную сварку успешно применяют для восстановления герметичности стыковых швов на фитингах пластикового водопровода.
Холодная сварка — это эффективный метод для срочного ремонта любых труб
Время ожидания готового состава холодной сварки: от 2 до 20 минут, в зависимости от целевого назначения. Температурный диапазон – от 0 до 1300 градусов.
Достаточно подробно ознакомиться с инструкцией по применению, и монтаж системы будет успешно осуществлен. Для работы потребуется:
- емкость для приготовления состава;
- перчатки, чтобы избежать попадания состава на кожу. Их рекомендуется смочить водой;
- тонкий шпатель, для нанесения вязкого состава в область использования;
- соблюдение правил безопасности при работе с химическими компонентами.
При попадании состава на кожу или в область глаз рекомендуется промыть пораженный участок кожи и при возникновении ощущения жжения обратиться к врачу, имея при себе упаковку от компонентов «холодной сварки».
Как сварить нагрев электросваркой в труднодоступных местах, Как сварить пластиковые и металлические трубы, Сварочный шов
Содержание:
Пластиковые трубы
Металлические трубы
Сварка трубопроводов в рабочем состоянии
Чтобы система отопления была максимально надежной и функциональной, трубы отопления сваривают. В зависимости от того, из каких труб выполнен контур, технология сварки может отличаться.
Пластиковые трубы
Для соединения полипропиленовых деталей между собой обычно используют один из двух способов, чем лучше варить трубы отопления:
- Сварка враструб. Осуществляется погружением одного конца трубы в другой.
- Муфта сварная. Используется промежуточный элемент – муфта.
Для коммутации компонентов из полипропилена используется диффузионная сварка. В процессе его выполнения отдельные компоненты схемы нагреваются с помощью специального паяльника мощностью 1500 В. Работают такие устройства от обычной сети 220 В. В среднем нагрев занимает не более 5 с. Характеристики полипропилена таковы, что его плавление начинается при температуре +27 градусов. Желаемую температуру нагрева можно установить на регуляторе температуры.
В процессе его выполнения отдельные компоненты схемы нагреваются с помощью специального паяльника мощностью 1500 В. Работают такие устройства от обычной сети 220 В. В среднем нагрев занимает не более 5 с. Характеристики полипропилена таковы, что его плавление начинается при температуре +27 градусов. Желаемую температуру нагрева можно установить на регуляторе температуры.
Процесс сварки полипропилена в разные времена года имеет свои отличия. Если процедуру проводят зимой в уличных условиях, продолжительность нагрева несколько увеличивают. Тот же принцип действует и при работе с трубами большого диаметра: как правило, их нужно прогревать в течение 30 с. Специальная насадка на устройстве обеспечивает одновременный нагрев всех поверхностей, которые будут соединяться (имеется в виду труба и муфта). При повышении температуры на деталях появляются «заусенцы».
При достижении нужной температуры элементы нужно вынуть из патрубков и состыковать между собой, соблюдая равномерность прижатия с обеих сторон. Запрещается двигать или скручивать отдельные детали после соединения в нагретом состоянии, иначе соединение потеряет свою прочность. Чтобы соединение имело достаточную прочность, детали в соединенном состоянии должны выдерживать не менее 30 секунд. Признаком чрезмерного нагрева поверхности трубы является приобретение коричневого цвета.
Запрещается двигать или скручивать отдельные детали после соединения в нагретом состоянии, иначе соединение потеряет свою прочность. Чтобы соединение имело достаточную прочность, детали в соединенном состоянии должны выдерживать не менее 30 секунд. Признаком чрезмерного нагрева поверхности трубы является приобретение коричневого цвета.
Металлические трубы
Для соединения компонентов системы отопления из металла используется метод электросварки. Прежде чем варить трубы отопления, необходимо обзавестись металлическими электродами. Они проводят электрический ток и действуют как «добавка» для заполнения сварного шва. При запуске соединения отдельные участки труб очищают от песка, грязи и мусора. Все обнаруженные при этом деформированные концы необходимо выровнять или обрезать. Для осуществления дуговой сварки кромки деталей зачищают на ширину не менее 10 мм. Для переключения труб по окружности необходимо соблюдать непрерывный режим. Для сварки труб отопления электросваркой, как правило, используется разное количество слоев.
Это напрямую зависит от толщины стенок труб отопления:
- 2 слоя – толщиной не более 6 мм.
- 3 слоя — 6-12 мм.
- 4 слоя — более 12 мм.
С каждого уложенного слоя перед укладкой следующего нужно удалить шлак. Стартовый слой укладывается ступенчатой наплавкой. В дальнейшем применяется сплошная наплавка размягченного металла. По ходу стыка необходимо распределить ступенчатую наплавку на несколько зазоров, методом «через один».
Укладка первого слоя особенно важна при организации отопительного контура. Если брак разрешен, такой заговор устраняется и накладывается заново. При наложении последующих слоев сварки необходимо равномерно вращать трубу вдоль своей оси. При выполнении каждого последующего слоя делают небольшие смещения на 1,5-3 см от начала предыдущего. Окончательное покрытие должно быть соединено с основной поверхностью и быть гладким и ровным.
Сварка трубопроводов в рабочем состоянии
Что касается соединения труб под давлением, то вам предстоит столкнуться с вопросом, как варить отопление электросваркой в труднодоступных местах. Это связано с частым расположением трубопровода в узких нишах или близко к стенам.
Для осуществления сварочных работ внутри трубы вырезают отверстие под сварку. После этого остальное кипятят. Начинать работу лучше всего с центральной части нижней поверхности трубы. для получения качественного шва электрод располагают под углом 90 градусов. Вертикальные швы наносят при различном положении электрода (под углом вверх): для этих целей часто применяют точечную сварку.
Инструменты и советы для начинающих
Руководство сантехника по сварке труб: инструменты и советы для начинающих Хороший сварной шов должен выглядеть как ряд десятицентовиков, перекрывающих друг друга. Если все, что вы видите, это гигантская капля, что-то не так, говорит Аугелло. (Фото предоставлено компанией Augello’s Welding and Fabrication, LLC)
Если все, что вы видите, это гигантская капля, что-то не так, говорит Аугелло. (Фото предоставлено компанией Augello’s Welding and Fabrication, LLC)Сварка — один из наиболее эффективных способов соединения двух или более металлов, обладающих схожими свойствами.
После соединения металлов они образуют единое целое, которое практически невозможно разделить. Сварка состоит из четырех основных типов, каждый из которых может быть полезен в зависимости от конкретного применения.
Сварка металлов в среде инертного газа (MIG)
Сварка металлов в среде инертного газа (MIG) также известна как сварка проволокой или дуговая сварка в среде защитного газа (GMAW). Сварка MIG обычно является отправной точкой для начинающих сварщиков. В процессе в качестве электрода используется сварочная проволока, которая является присадочной проволокой; проволока используется для замыкания электрической цепи, которая проходит через два объекта, свариваемых вместе. Слегка оттягивая проволоку назад, создается сверхгорячая электрическая дуга, которая расплавляет проволоку и частично расплавляет два соединяемых металла. Место, где они все плавятся, смешивается и охлаждается, образуя сплошной шов с идущим по шву валиком.
Место, где они все плавятся, смешивается и охлаждается, образуя сплошной шов с идущим по шву валиком.
Компоненты сварки металлов в среде инертного газа
Вопросы безопасности, охраны труда и окружающей среды при сварке MIG
Безопасность сварки металлов в среде инертного газа
Введение в сварку MIG
Сварка вольфрамовым электродом в среде инертного газа (TIG)
Этот тип сварки требует дополнительных навыков и навыков. время, но предлагает потенциал для большей точности. Сварка TIG, также известная как дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), используется для сварки алюминия и сплавов, а также может использоваться для ремонта водопроводных труб. В этом процессе в качестве электрода используется вольфрамовый стержень, а присадочный стержень подается в сварной шов другой рукой. При сварке TIG также используется регулируемый ток, а это означает, что уровень нагрева можно регулировать по мере необходимости, чтобы избежать хрупкости полученного соединения, которая может быть вызвана тепловым ударом.
Процессы дуговой сварки в среде защитного газа
Характеристика газов, образующихся при сварке вольфрамовым электродом в среде инертного газа
Диаграмма сварки вольфрамовым электродом в среде инертного газа
также называемая сваркой стержнем, используется метод двумя руками, но SMAW использует присадочный стержень, покрытый флюсом. Как и при сварке с флюсовой проволокой, флюс плавится, защищая сварной шов, предотвращая окисление, но этот процесс уже создает беспорядок, который необходимо будет убрать после завершения работы.Оценка устойчивости дуговой сварки металлическим электродом
Безопасность дуговой сварки металлическим электродом
Что следует учитывать перед сваркой
Типы металлов
Сварка опирается на науку, и ключевой ее частью является понимание свойств металлов , особенно их температуры плавления. Например, нержавеющая сталь плохо передает тепло, что делает ее плохим кандидатом для склеивания с металлами с более низкой температурой плавления, такими как алюминий.
Анализ твердости металла при сварке в среде инертного газа
Можно ли сваривать алюминий со сталью?
Сантехники рядом со мной
Методы сварки
У каждого сварщика своя техника сварки. Некоторые сварщики будут работать с расплавленной ванной тянущим движением, в то время как другие используют больше толкающее движение, в зависимости от типа выполняемой сварки и от того, правша они или левша. Один человек будет создавать петли в одном направлении, а другой рисовать восьмерки. Важно, чтобы получившийся стык был создан ровно и прочно, а сделать это можно разными способами.
Сварочное оборудование и материалы
Выбор подходящего сварочного оборудования зависит от вашего метода сварки. Если вы будете выполнять только сварку MIG, сварочного аппарата MIG будет достаточно, но с многопроцессорным сварочным аппаратом вы сможете выполнять все четыре типа сварки. Если у вас есть машина и присадочная проволока, вам также понадобится защитная каска для защиты глаз и лица. Другими важными вещами, которые вам нужно будет надеть, являются прочная и толстая обувь и кожаные перчатки, а также рубашка с длинными рукавами и комбинезон, которые помогут защитить вас от искр. Вам, вероятно, также понадобятся такие вещи, как зажимы и магниты, чтобы удерживать материалы на месте во время работы. Также неплохо иметь под рукой одеяла из стекловолокна, чтобы предотвратить распространение искр.
Другими важными вещами, которые вам нужно будет надеть, являются прочная и толстая обувь и кожаные перчатки, а также рубашка с длинными рукавами и комбинезон, которые помогут защитить вас от искр. Вам, вероятно, также понадобятся такие вещи, как зажимы и магниты, чтобы удерживать материалы на месте во время работы. Также неплохо иметь под рукой одеяла из стекловолокна, чтобы предотвратить распространение искр.
Опасности сварки
Опасности, с которыми сталкиваются сварщики
Что вам нужно знать о сварке
Служба сантехника
ЗДОРОВЬЕ, БЕЗОПАСНОСТЬ и ЭКОЛОГИЯ. Чери Хадсон из NICE Home Services • 15 июня 2021 г.
5 вещей, на которые следует обратить внимание в контракте на ремонт дома
Стейси Маркус • 16 августа 2021 г.
Как справиться с этими 4 аварийными ситуациями при ремонте дома
By Lauren Wellbank • 6 октября 2021 г.
Сварка труб отопления: инструменты, технологии, варианты подключения оборудование
Сварка труб отопления является основным способом монтажа бытовых и производственных коммуникаций. Соединения этого типа не требуют обслуживания, как клеевые или резьбовые, но подвержены постоянным термическим и механическим нагрузкам. Исходя из этого, нужно тщательно подбирать инструменты, материалы и тщательно соблюдать технологию сварки. Нарушение правил соединения металла приводит к появлению трещин и развитию коррозии. Если вы планируете выполнить эту процедуру своими руками, вам следует разобраться, какие методы используются для сварки нагрева, а также с профессиональными приемами для достижения качественного и долговечного результата.
Соединения этого типа не требуют обслуживания, как клеевые или резьбовые, но подвержены постоянным термическим и механическим нагрузкам. Исходя из этого, нужно тщательно подбирать инструменты, материалы и тщательно соблюдать технологию сварки. Нарушение правил соединения металла приводит к появлению трещин и развитию коррозии. Если вы планируете выполнить эту процедуру своими руками, вам следует разобраться, какие методы используются для сварки нагрева, а также с профессиональными приемами для достижения качественного и долговечного результата.
Набор инструментов и оборудование
Инструменты и защитная одежда должны быть подготовлены для сварки.
Сварка труб электрообогрева начинается с подготовительного этапа:
- Подготовка мастера. Необходимо правильно оборудовать рабочее место, обеспечить соблюдение техники безопасности, при необходимости перечитать инструкции по обращению с оборудованием и материалами. Для сварки труб электросваркой потребуются защитные приспособления.
 К ним относятся специальный огнеупорный костюм (штаны, куртка, шапка с ливреей), маска, обувь и гетры. Необходимо позаботиться о хорошей вентиляции.
К ним относятся специальный огнеупорный костюм (штаны, куртка, шапка с ливреей), маска, обувь и гетры. Необходимо позаботиться о хорошей вентиляции. - Подготовка инструментов и материалов. Следует уделить внимание каждой мелочи, так как от этого зависит удобство работы и качество конечного результата.
Для сварки обогрева потребуются такие инструменты и приспособления:
- сварочный аппарат с запасным держателем; болгарка
- с отрезными и шлифовальными дисками; металлическая щетка
- ; наждачная бумага
- разной зернистости; молоток
- ;
- запас электродов; тиски
- ; зажимы
- ; Листы стальные
- или асбестоцементные для защиты стен от капель металла и копоти;
- брезент для покрытия пола.
Перед сваркой труб электросваркой необходимо проверить соответствие кабелей, розеток и автоматов в щитке показателям подготовленного аппарата. Они должны быть достаточно мощными, чтобы выдерживать большую нагрузку, которую создает даже бытовая техника.

Технология сварки пластиковых труб
Для сварки полипропиленовых труб используется специальный аппарат.
Полипропилен постепенно вытесняет сталь, так как при относительно невысокой стоимости имеет ряд положительных характеристик. Пластиковые трубопроводы рассчитаны на высокое давление, отличаются малым весом, гладкими внутренними стенками и отличным внешним видом. Но трубопровод будет эффективно выполнять свои функции, если все соединения будут прочными и герметичными. Следует учитывать, что при пропускании горячей воды при температуре выше 110 градусов полимер становится мягким и начинает увеличиваться в размерах. Поэтому для монтажа отопления используются только изделия, армированные стекловолокном или алюминиевой фольгой.
Для соединения звеньев используется специальный паяльник. Устройство двухстороннее, на одном конце насадки для внешнего, а на другом для внутреннего нагрева сопрягаемых деталей.
Для их соединения используются следующие фитинги: муфты
- ; адаптеры
- ;
- углов; тройники
- ;
- крестовин; Резьбовые фланцы
- для подключения к батарее отопления.

При пайке полипропиленовых коммуникаций используется принцип диффузии под действием нагрева. Края соседних звеньев расплавляются, вещество смешивается и образует монолитное соединение.
В процессе сварки стык превращается в монолитное соединение
Процесс сварки полимерных деталей осуществляется по такой методике:
- Разметка трубопровода системы отопления.
- Распиловка заготовок определенной длины. Делается поправка на величину погружения трубы в отверстия фитинга и размеры самой фурнитуры.
- Разогрев паяльника до загорания зеленого индикатора. Это свидетельствует о том, что сборку можно начинать.
- Крепление деталей к устройству на насадках соответствующего диаметра. Их нужно подогреть в соответствии с показаниями таблицы, которой оснащено оборудование.
- Соединение труб и фитингов. Делается это строго в одном направлении, пока внутренняя часть не упрется в стопорный выступ в фитинге. Нельзя переворачивать изделия, двигать их вперед-назад. Допускается коррекция по углу стыковки.
- Охлаждение. Выдерживать соединение в статическом положении необходимо столько времени, сколько прописано в инструкции к устройству. Только после этого можно продолжать сборку.
Полимерные трубы, в отличие от металлических, нуждаются в опоре для вертикальных и горизонтальных участков. Через каждые 100-150 см их закрепляют на стенах пластиковыми распорками. Полипропиленовые коммуникации после сборки не нуждаются в дополнительной отделке и последующем уходе.
Технология сварки металлических труб
Для медных труб используется технология газовой сварки.
Чтобы соединение было прочным и герметичным, перед монтажом необходимо подготовить детали системы. Следует проверить ровность кромок, снять фаску и отшлифовать металл на расстоянии 10 мм от реза. После этого необходимо обработать очищенные места растворителем, чтобы их обезжирить.
Для сварки труб различного назначения применяют электроды со следующим составом покрытия:
- рутиловая кислота (РА) – для монтажа холодного и горячего водоснабжения в коммунальной сфере;
- рутил (РР) – для сборки систем отопления, работающих под высоким давлением;
- рутил-целлюлоза (РЦ) – применяется в конструкциях, требующих соединений повышенной надежности;
- универсальный (Б) – для сборки всех видов трубопроводов в жилом секторе и на производстве.
Методом холодной сварки можно временно соединить трубы
Металлические трубы можно варить по таким технологиям:
- Электросварка. Осуществляется вручную или с помощью автомата. Принцип действия основан на создании электронной дуги, возникающей при коротком замыкании. Этот процесс сопровождается выделением большого количества тепла, вызывающего плавление металла. Для создания шва используются плавящиеся или неплавящиеся электроды.
- Газовая сварка.
 Стыки труб плавятся под действием горящего газа, одновременно с наложением на них металла, выполняющего функцию муфты. Образуется монолитный стык, имеющий однородную структуру с прилегающими частями.
Стыки труб плавятся под действием горящего газа, одновременно с наложением на них металла, выполняющего функцию муфты. Образуется монолитный стык, имеющий однородную структуру с прилегающими частями. - Холодная сварка. Этот метод применяется при монтаже трубопроводов низкого давления или их ремонте в труднодоступных местах. Суть метода заключается в наматывании на стук бинта, пропитанного быстросхватывающимся клеем.
Выбор варианта правильный, если он соответствует характеристикам системы и характеристикам теплоносителя.
Классификация сварного шва
При некачественной сварке дефекты сварного шва возникают со временем
Соединение может быть заварено различными способами исходя из конструктивных особенностей и толщины обрабатываемого металла.
Существует такая классификация сварных швов:
- По внешнему виду – плоские (обычные), ослабленные (вогнутые) и усиленные (выпуклые).
- По длине – сплошные (сплошные, замкнутые), прерывистые (по точкам, отрезкам).
