Как сваривать алюминий инвертором: Cварка алюминия в домашних условиях инвертором
alexxlab | 06.01.2023 | 0 | Разное
Сварка по алюминию инверторная – азы
Алюминий — очень распространенный металл, используемый повсеместно, как в домашних условиях, так и на производствах. Будучи цветным металлом, алюминий значительно сложнее в сваривании нежели «чернуха». И существуют различные факторы, которые усложняют процесс сварки алюминия и его сплавов.
Факторы, усложняющие сварку алюминия
К этим причинам относятся, например, наличие тугоплавкой пленки окисленного алюминия (температура плавления 2000 градусов, самого металла — 650) в кислородосодержащей среде. Эта пленка обладает большей плотностью, в сравнении с самим металлом. Прежде чем приступать к сварочным работам по алюминию и его сплавам, изначально необходимо избавиться от этой пленки либо химически, либо механически.
Следующим фактором является снижение прочности металла под воздействием высоких температур. Твердый материал может быть разрушен под давлением сварочной ванны. Расплавленный алюминий обладает большой текучестью, из-за чего он может вытекать из швов. При нагреве металл не меняет своего цвета, что усложняет возможность контроля сварочного шва.
При нагреве металл не меняет своего цвета, что усложняет возможность контроля сварочного шва.
Во время проведения сварочных работ алюминий становится пористым из-за водорода в месте шва. Из-за обладания высокими коэффициентами линейного расширения и низкими упругости, во время сварки алюминиевую конструкцию может повести и деформировать.
Ну и последний фактор заключается в возможности появления тепловых трещин, которые возникают из-за внутренней деформации во время остывания.
Какими аппаратами осуществляется сварка по алюминию инверторная?
Аппарат, используемый во время сварки алюминия и его различных сплавов, должен обладать некоторыми особенностями, а именно: обладать стабильной дугой, быстрым поджигом и иметь аккуратный и тонкий шов.
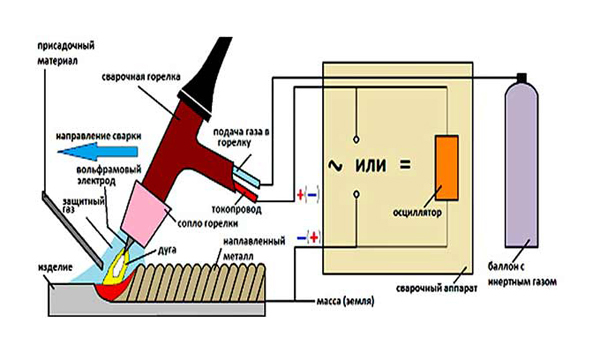
Таким образом, сварка по алюминию инверторная проводится в среде инертного газа, такого как аргон. Для этого применяются неплавящиеся электроды (вольфрамовые). Применяя для домашнего сваривания такие электроды, необходимо постоянно следить за их состоянием, потому что во время хранения на поверхности электрода могут возникнуть вольфрамовые окислы, которые удаляются при помощи мелкозернистого наждака. Это необходимо для того, чтобы качество сварочного шва было высоким.
Это необходимо для того, чтобы качество сварочного шва было высоким.
Во время сварочных работ дуга возникает между металлом и электродом. В таких сварочных аппаратах электрод фиксируется в сопле, из которой идет обдув инертным газом, который выполняет функцию защиты. Присадочный материал, который может подаваться автоматически или же вручную, может выступать в качестве расходного материала.
С чего начинается сварка алюминия инвертором?
В своей основе сварка инвертором алюминия весьма похожа по процессу с газопламенной сваркой. Для сварочных работ по алюминию и его сплавов чаще всего применяется торированный вольфрам двухпроцентный.
Прежде чем приступить непосредственно к сварочным работам, необходимо сделать на кончике электрода небольшой шарик. Для этого нужно зажечь ненадолго (буквально на две секунды) сварочную дугу и только после образования шарика приступать непосредственно к сварке. При этом электрод должен выступать из сопла не больше, чем на полсантиметра. Поверхность металла должна быть очищена от масла.
Поверхность металла должна быть очищена от масла.
Процесс сварки
При сварочных работах по алюминию (в принципе, как и других металлов) средний расход аргона должен быть не более восьми-десяти литров в минуту. Это самое оптимальное количество. Во время работы, чтобы ни было сделано, но пленка все равно будет появляться. Современные сварочные аппараты, конечно, обладают технологией, которая дает возможность очищать поверхность металла без участия человека. Но не лишним будет протирать его ацетоном или другим растворителем.
Когда во время сварочных работ по алюминию появляется сварочная ванна, не стоит спешить с добавлением присадочных материалов, потому как это может привести к загрязнению металла. Продвижение электрода небольшое, при этом, нужно делать легкие прикосновения.
Сварка по алюминию инверторная лучше всего производится с расположением электрода под прямым углом. Это лучший угол, так как он позволяет добавлять присадочный материал под любым удобным наклоном, к тому же, ванна получается симметричная.
Но в таком случае нет возможности видеть сам процесс и сварочную ванну. Потому можно горелку наклонить на 15 градусов.

Это исправит ситуацию. Далее необходимо следить за этим углом, так как в процессе работы из-за усталости угол будет увеличиваться. При условии выполнения процесса сварки правильно, шов получится слегка ребристым от легких прикосновений.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
особенности техники, необходимое оборудование, нюансы
Изделия из алюминия распространены достаточно широко, их можно встретить и на предприятиях, и в быту.
Это обусловлено его свойствами. Алюминий — легкий и пластичный металл, но не отличается прочностью, поэтому изделия из него ломаются достаточно часто.
Раньше нам надо было нести поломанную вещь в мастерскую, а сегодня мы можем сами выполнить ремонт на дому.
Для этого нам надо приобрести инвертор с необходимым инвентарем, изучить инструкции – и можно приступать к сварке алюминия.
Содержание статьиПоказать
- Основные особенности сваривания алюминия
- Инструкции
- Сварочное оборудование
- Последовательность
- Заключение
Основные особенности сваривания алюминия
Мало кто из сварщиков скажет вам, что алюминий является его любимым материалом для сварки. Сварка алюминия инвертором требует большого опыта и соответствующих навыков. Главная сложность, с которой сталкиваются при сваривании этого металла и сплавов с его содержанием – образование на поверхности свариваемых деталей окисной пленки. Образуется она под воздействием кислорода, который содержится в воздухе.
Температура, при которой плавится алюминий – 600 градусов, тогда как оксидная пленка начинает плавиться при температуре в 2000 – 2500 градусов.
Поэтому первое, что необходимо сделать – удалить эту пленку и избегать окисления в дальнейшем.
 Поэтому первое, что необходимо сделать – удалить эту пленку и избегать окисления в дальнейшем.
Поэтому первое, что необходимо сделать – удалить эту пленку и избегать окисления в дальнейшем.Делается это при помощи разных инструментов: металлических щеток, наждачной бумаги, шлифовальных машин и т.д. Для достижения максимального результата рекомендуется использовать последовательно несколько методов очистки. Как защитить поверхность от окисления при сваривании мы посоветуем ниже.
Неудобством при таких работах является то, что прочность алюминия заметно ухудшается при температурных скачках. При этом металл может расплавиться и вытечь из зоны сварки, поэтому нужен постоянный контроль температуры в зоне работ.
Еще одна сложность, с которой мы столкнемся при сварке инвертором – свойство этого металла сохранять неизменным свой цвет при любой температуре. В связи с этим сложно добиться равномерного шва по всей его протяженности.
Материал не обладает высокой упругостью, поэтому при остывании деталей после сварки возможно образование микротрещин.

Учитывая все эти нюансы, вы сможете добиться требуемого результата.
Инструкции
Вот основные правила, обязательные к исполнению при сварке инвертором алюминия:
- Необходимо защищать зону сварочного процесса от окисления поверхности свариваемых деталей. Эту защиту можно обеспечить, используя различные газы. Для такой защиты рекомендуется использовать инертные газы, хорошо подходит для этих целей аргон либо смесь аргона с гелием. Оптимальным выбором для таких задач является оборудование с функцией дуговой сварки;
- Сваривают алюминиевые детали используя электроды, не плавящимися при работе, как правило, вольфрамовыми. Во время сварки алюминия инвертором надо периодически очищать их поверхность от окислов, которые могут негативно повлиять на качество шва;
- Ток для этого типа сварки применяется переменный. При этом сила тока устанавливается выше, чем при работе с деталями из стали;
- Свариваемые поверхности необходимо предварительно прогреть. Так мы сможем избежать деформации сварного шва, возникающей из-за резкого скачка температуры;
- Также в предварительном прогреве нуждаются электроды. Делается это обычно в муфельной печи.
 Так мы сможем избежать деформации сварного шва, возникающей из-за резкого скачка температуры;
Так мы сможем избежать деформации сварного шва, возникающей из-за резкого скачка температуры;Сварочное оборудование
Используются для сварки алюминия инверторы различной производительности и уровня автоматизации. Если вы не можете использовать аппарат полуавтоматического типа, вам может пригодиться приставка к инверторному аппарату, позволяющая формировать переменный ток.
Если мы свариваем при помощи инверторного аппарата класса «TIG» — рекомендуется использовать электроды из вольфрама, не плавящиеся при использовании. Также при такой сварке допускается использование сварочной проволоки, содержащую высокий процент магния.
Рекомендованный диаметр – 2 -5 мм. Марки проволоки: АК, АД, АО. Электроды маркируются так: российского производства – ОЗА, ОЗАНА, ОЗР, импортного – ОК 96.20, ОК 96.40, Kobatech – 213.
Диаметр проволоки для инверторов полуавтоматического типа должен быть 0,8 – 1 мм. Она продается в катушках, расфасованная по 0,5 килограмм. Специалисты рекомендуют проволоку из сплава лития и кремния марок ER 4043 и ER 5356. Также хорошо подходит для такого типа сварки проволока из того же материала марок СВ – АК5 или СВ – АМГ5.
Если нам необходима более точная сварка инвертором с образованием тонкого шва – тогда лучше всего использовать сварку дугой. Для защиты сварочной области в этом случае используется аргон. Он поможет нам избежать образования грубых швов и пор.
Нам необходимо добиться высокой температуры для плавления окисной пленки, поэтому используем мы переменный ток, а газ защищает сварочную зону от повторного образования пленки.
С помощью этого метода можно производить ремонт тонкостенных алюминиевых изделий. Однако не надо забывать об очистке используемых электродов, при его применении они часто загрязняются.
Однако не надо забывать об очистке используемых электродов, при его применении они часто загрязняются.
Последовательность
При любых процессах важно строго соблюдать инструкции. Особенно это необходимо при сварке алюминия инвертором. Для начала настраиваем сварочное устройство. Переключаем регулятор тока на АС (переменный ток). Затем регулируем полярность.
Изначально ее баланс установлен 50/50. Если мы свариваем детали из алюминия без примесей – регулятор необходимо перемещать против часовой стрелки, если мы свариваем сплавы – по часовой стрелке.
Силу тока выставляем в зависимости от двух параметров – толщины свариваемых поверхностей и диаметра электрода. К примеру, если мы свариваем детали толщиной 2 мм, электродом с диаметром 3мм — сила тока должна составлять 60 А. От толщины детали зависит также выставляемое время затухания дуги. При толщине свариваемого листа 2 мм устанавливаем значение 3сек.
Последняя настройка инвертора, которую надо установить — сила продувки защитным газом сварочной зоны и ее время, это влияет на охлаждение шва.
После установки всех настроек аппарата необходимо подготовить свариваемый материал. Мы уже говорили о том, что для предотвращения образования окисной пленки, металл необходимо обработать при помощи наждачной бумаги, железной щетки и т.д. Однако кроме механического способа мы можем применить и химическую очистку. Для этого метода применяется раствор хлорида цинка на водной основе.
После того, как поверхность очищена, необходимо выполнить ее предварительный прогрев. Рекомендованная температура прогрева – 400 градусов. Выполнять прогревание свариваемых деталей необходимо не торопясь, равномерно прогревая поверхности. Теперь все готово к сварке.
Подавать электрод или проволоку надо под углом 15 градусов к поверхности, делая это легкими прикосновениями, от начала сварочной ванны. Надо сделать несколько проходов. При выполнении этих условий мы получим равномерный шов высокого качества.
Заключение
 Сварка алюминия и его сплавов. Теория.” src=”https://www.youtube.com/embed/_jy29RYjQFM?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
Сварка алюминия и его сплавов. Теория.” src=”https://www.youtube.com/embed/_jy29RYjQFM?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>Мы видим, что, при наличии необходимого оборудования и соблюдении всех условий и правил, мы можем добиться хороших результатов.
Однако необходимо помнить, что сваривание деталей из алюминия инвертором – процесс сложный, и начинающим сварщикам не стоит сразу приступать к чистовому этапу.
Рекомендуется предварительно потренироваться, и делать это лучше под присмотром мастера, имеющего большой опыт сварки алюминия инвертором. Так вы быстрее приобретете необходимый опыт и навыки. Желаем успехов!
Что такое сварка алюминия переменным током (AC)? Основы сварки TIG
Все мы знаем, что AC/DC — это не только название рок-группы, но и то, что оно означает переменный ток (AC) и постоянный ток (DC). Но что такое переменный ток на самом деле? Какое отношение он имеет к алюминию? Что такое полуволны в этом контексте? А что такое “шапка”?
Сварка переменным током
При сварке алюминия вольфрамовым электродом в среде инертного газа используется переменный ток. Почему?
Почему?
Сварка алюминия особенно сложна, поскольку материал окружен оксидным слоем. Он плавится только при температуре около 2015 градусов по Цельсию, но сам алюминий, в зависимости от сплава, плавится при температуре около 650 градусов. Это означает, что алюминий будет утекать во время расплавления оксидного слоя, что сделает сварку невозможной. Оксидный слой необходимо разрушить или сместить, чтобы процесс работал.
…
…
Чтобы сварить такой ровный шов TIG, требуется некоторая практика
При сварке на переменном токе (АС) электрод продолжает меняться с плюса на минус. Когда электрод установлен в положительное положение, отрицательно поляризованные электроны движутся от заготовки к электроду, разрушая при этом оксидный слой. Затем электрод устанавливается в отрицательное положение, и электроны, движущиеся в заготовку, выделяют тепло — так происходит проплавление, необходимое для сварного шва.
MagicWave от Fronius подходит для переменного тока и поэтому идеально подходит для алюминиевых приложений.
Сигналы
Источники сварочного тока, подходящие для переменного тока, имеют инвертор для генерации переменного тока. Многие сварочные системы предлагают различные настройки для указания того, как должен вести себя ток, чередующийся между плюсом и минусом. Пользователи могут выбирать между различными формами полуволн.
Например, ток может течь сначала в положительном диапазоне, а затем в отрицательном диапазоне с постоянной силой — в результате получается жесткий прямоугольник. При такой настройке дуга очень стабильна, но очень громкий рабочий шум не нравится сварщику; им даже может быть необходимо работать в средствах защиты органов слуха. Также возможны гладкие синусоидальные волны. В этом случае дуга становится нестабильной, но сварочный шум приятно тихий. В большинстве случаев применения алюминия наилучшим выбором является их комбинация; прямоугольник с закругленными углами для отрицательной полуволны и синусоида для положительной полуволны.
Сварочная система MagicWave от Fronius также предлагает треугольную форму для стабильной дуги с высоким давлением и широким диапазоном комбинаций всех форм волны. Таким образом, сварщик может точно выбрать правильную настройку для конкретного применения.
Таким образом, сварщик может точно выбрать правильную настройку для конкретного применения.
Колпачок
При покупке конец вольфрамового электрода плоский. Электрод затачивается перед использованием на постоянном токе. Однако для стабильной дуги при сварке переменным током конец вольфрамового электрода должен быть полукруглым, чтобы можно было эффективно контролировать дугу. Закругленный конец также называют «шапкой».
Раньше сварщикам приходилось в течение нескольких минут приваривать кусок меди, чтобы сформировать этот колпачок. Высокие температуры вызвали плавление вольфрамового электрода, в результате чего на конце электрода образовалась капля, также известная как полукруглая крышка. Современные сварочные системы имеют функцию автоматического формирования колпачка: в зависимости от диаметра вольфрамового электрода через электрод в течение определенного промежутка времени проходит определенная сила тока, в результате чего на его конце формируется закругленный колпачок.
Компания Fronius усовершенствовала эту функцию автоматического формирования колпачков: в MagicWave 230i используется пульсирующий ток. Это заставляет расплавленный металл двигаться, поэтому крышка формируется более легким и щадящим способом для электрода.
Колпачок представляет собой закругленный конец электрода и обеспечивает стабильную дугу при сварке переменным током.
Дополнительную информацию о сварке вольфрамовым электродом в среде инертного газа можно найти в первой части этой серии блогов: Что такое… сварка ВИГ?
Инверторный сварочный аппарат TIG для АЛЮМИНИЯ HELVI COMPACT 220 AC/DC
Vai sopra l’immagine per zoomarla Clicca sull’immagine для zoomarla
Сохранить 0
HelviSKU: 00520348x
Поделитесь этим продуктом
Профессиональный сварочный аппарат для сварки TIG и MMA, идеально подходит для сварки алюминия.
 Идеально подходит для промышленности, столярных работ, пищевой промышленности, автомобилестроения.
Идеально подходит для промышленности, столярных работ, пищевой промышленности, автомобилестроения. Helvi COMPACT 220 AC/DC
Чтобы узнать цену и наличие в продаже, или для получения дополнительной информации свяжитесь с нами по телефону (+390431 621270) или WhatsApp (+39 348 601 8421) или по электронной почте ([email protected]).
Сварочный аппарат Helvi COMPACT 220 AC/DC со сварочным инвертором, разработанный для обеспечения оптимального качества сварки, надежности и простоты использования при сварке TIG на постоянном и переменном токе, а также при сварке всеми коммерчески доступными покрытыми электродами диаметром до 5 мм.
Простая команда упрощает выбор между различными типами сварки (электрод MMA, TIG DC, TIG AC) и регулирование различных параметров сварки, таких как:
Функция балансировки позволяет регулировать соотношение между проплавлением и очисткой сварочной ванны. Он может быть оснащен пультом дистанционного управления и ногой.
Он может быть оснащен пультом дистанционного управления и ногой.
Технический паспорт
| Входное напряжение (1 фаза) | 230 В – 50/60 Гц |
| мма | |
| Мощность, потребляемая до 60% | 6,4 кВт |
| Вакуумное напряжение | 70 В |
| Сила тока мин-макс | 5 ÷ 200 А |
| Рабочий цикл 40° | 200 А – 40 % 160 А – 60 % 125 А – 100 % |
| Диаметр электрода | 1,6 ÷ 5 мм |
| Тиг DC | |
| Мощность, потребляемая до 60% | 4,5 кВт |
| Вакуумное напряжение | 70 В |
| Сила тока мин-макс | 5 ÷ 200 А |
| Рабочий цикл 40° | 200 А – 40 % 160 А – 60 % 125 А – 100 % |
| ВИГ переменного тока | |
| Мощность, потребляемая до 60% | 4 кВт |
| Вакуумное напряжение | 70 В |
| Сила тока мин-макс | 10 ÷ 200 А |
| Рабочий цикл 40° | 200А – 40% 160А – 60% 125А – 100% |
| Класс защиты | IP22S |
| Вес | 25 кг |
Стоимость доставки зависит от веса вашего заказа и вашего местоположения.
Любой заказ на общую сумму выше 69,00 евро имеет бесплатную доставку.
Лента Вес (в кг) | ИТАЛИЯ | Калабрия / СИЦИЛИЯ | Сардиния |
| 0-3 | € 7,45 | € 8,45 | € 8,95 |
| 3-10 | € 8,45 | € 9,90 | € 10,45 |
| 10-20 | € 13,40 | € 13,50 | € 13,45 |
| 20-30 | € 15,95 | € 15,45 | € 16,95 |
| Заказ выше 69,00 € | Бесплатно | Бесплатно | Бесплатно |
Отгрузка происходит у нас в течение 24 часов (рабочих) с момента оформления заказа.
Мы полагаемся на курьера GLS, который доставляет в течение 48/72 рабочих часов с момента отправки.
ВНИМАНИЕ: В случае приобретения перезаряжаемых газовых баллонов или 14-литровых одноразовых баллонов, отгрузка осуществляется ADR и сроки доставки составляют от 5 до 7 рабочих дней.
Мы всегда рекомендуем связаться с нами перед бронированием, чтобы заранее узнать время доставки.
Если вы проживаете в нашем районе, забирайте товары прямо в магазине! Выберите «Снятие средств» во время оформления заказа и приходите по адресу: Via Giovanni da Udine, 40 — San Giorgio di Nogaro (UD) 33058.
American ExpressApple PayGoogle PayMaestroMastercardPayPalShop PayVisaЯ могу сделать это в режиме реального времени. Noi non conserveremo mai i tuoi dati personali di pagamento né abbiamo accesso alle informazioni della tua carta di Credito/Debito.
Визуализация
Наша политика возврата действует 14 дней. Если с момента покупки прошло более 14 дней, к сожалению, мы не можем предложить вам возврат денег или замену купленного товара на другой товар.
Чтобы получить доступ к практике возврата, ваш товар должен быть неиспользованным и в том же состоянии, в котором вы его получили, с совершенно неповрежденной оригинальной упаковкой.
Для завершения возврата нам требуется чек или подтверждение покупки.
Любой товар не в своем первоначальном состоянии, поврежденный или возвращенный в течение 14 дней после доставки, не будет возмещен.
В случае возврата товара по нашей ошибке стоимость доставки подлежит возмещению.
В случае, если возврат осуществляется исключительно по воле покупателя без нашей ошибки, покупатель берет на себя все расходы по доставке.
Возврат
После получения и проверки возврата мы свяжемся с вами по телефону или электронной почте, чтобы сообщить, что мы получили возвращенный товар. Мы также сообщим вам о принятии или отклонении запроса на возмещение и, в случае положительного результата, согласуем способы возмещения, что произойдет не более чем за 7 рабочих дней.