Как сваривать тонкий металл электросваркой: Сварка тонкого металла электродом: ошибки, советы, оборудование
alexxlab | 27.02.2023 | 0 | Разное
Сварка тонкого металла инвертором
Сегодня настало время, когда сварка тонкого металла стала очень важным моментом в жизни каждого человека. Все современные машины, бытовая техника и многое другое изготавливаются с применением тонкого металла. Причем не последнее место в этом вопросе занимает экономия. Использовать толстый металл просто не рентабельно.
Схема дуговой сварки тонкого металла.
Следовательно, для того чтобы сваривать тонкий металл, нужны специалисты и мастера. Варить тонкий металл очень непросто, это весьма сложный процесс, так как любая ошибка влечет за собой прожиг металла и, как результат, испорченную деталь.
Тонкий металл можно сваривать самыми разными способами:
- ручная электродуговая;
- непрерывистая;
- прерывистая;
- полуавтоматическая;
- газовая.
Читайте также:
Как производится полуавтоматическая сварка.
В чем особенности сварки алюминия аргоном.
Об электрошлаковой сварке читайте здесь.
Сварка тонкого металла: каковы сложности работы
Схема непрерывистой роликовой сварки.
Главной проблемой работы с особо тонким металлом является тончайшая грань, связанная с прожогом металла, с возникновением прилипания электрода.
Иногда он не прилипает, но появляется другой дефект, так называемый непровар.
Когда регулировка сварочного тока выполнена неверно, например, завышено его значение или электрод задерживается в одном месте, металл прожигается насквозь.
При низком значении тока образуется непровар, сваривания деталей не происходит, они отваливаются, может иметь место прилипание.
Если величина тока недостаточна, увеличение расстояния между свариваемыми деталями и электродом ведет к обрыву дуги.
Вернуться к оглавлению
Режимы сварки и электроды
Чтобы варить тонкий металл, нужны электроды небольшого диаметра. Обычно он не превышает 4 мм. При этом значение тока должно находиться в пределах 140-180 ампер.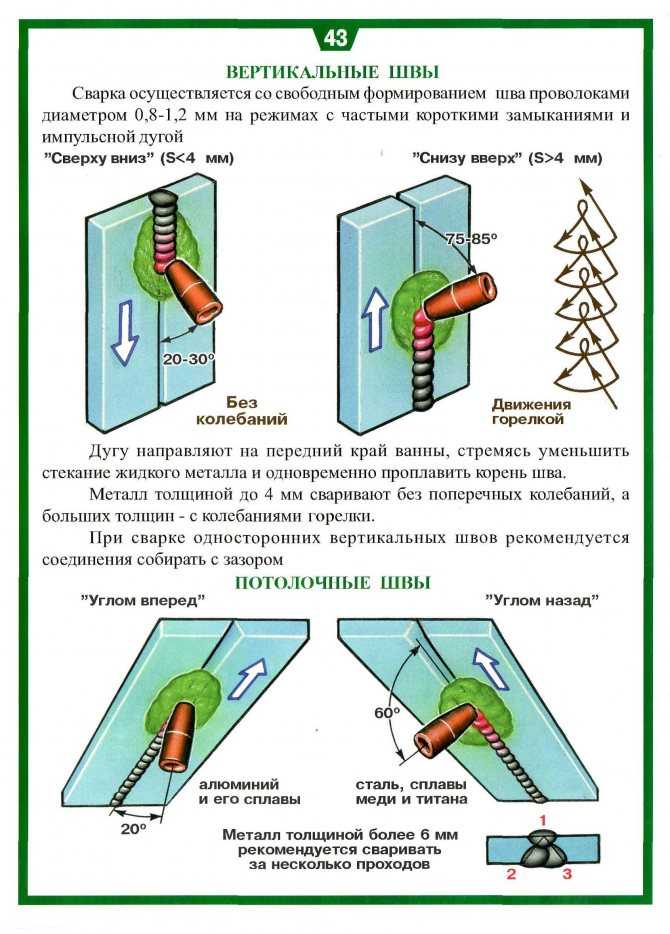
Чтобы проводить сварочные операции, при подаче малого тока требуется использовать электроды, имеющие специальное покрытие. С его помощью происходит быстрое возбуждение и нормальное горение дуги. Такие электроды расплавляются очень медленно, они получают жидкотекучий металл, из-за которого шов получает красивый вид.
Схема сварочного электрода.
Всем вышеописанным требованиям полностью соответствует «ОМА-2». В его состав входит:
- титановый концентрат;
- ферромарганцевая руда;
- мука;
- специальные добавки.
Все эти вещества обеспечивают стабильность горения дуги. Это просто необходимо, когда варится тонкий материал.
Тип электрода «ОМА-2» считается лучшим для работы с тонким материалом. Он может создать устойчивую дугу, используемую при сваривании деталей из углеродистой стали.
Вернуться к оглавлению
Технологический процесс
Варить тонкий металл обыкновенной ручной электродуговой сваркой достаточно сложно. Чтобы исключить беспрерывные прожоги на всей длине свариваемых торцов пользуются определенной технологией:
- подбираются электроды маленького диаметра;
- устанавливается самый маленький сварочный ток;
- чтобы сварочная дуга имела устойчивое горение, применяют токи высокой частотности. С этой целью подключается осциллятор.
Заранее подбирается соединение, при котором полностью исключаются прожоги.
При толщине металлического листа тоньше 2 мм наилучшим будет электрод, диаметр которого не превышает 1,6 мм. Он обязательно должен иметь соответствующее покрытие. Значение сварочного тока регулируют так, чтобы его хватило для плавки электрода. Обычно оно колеблется в диапазоне 50-70 ампер. Применяя осциллятор, получают нормальное горение дуги. Прибор помогает быстро получить дугу, он исключает возникновение прожигов.
Вернуться к оглавлению
Инвертор и работа с тонким металлом
Устройство сварочного инвертора.
После появления сварочных инверторов сварочная операция стала доступна практически любому человеку. Ранее пользовались аппаратами, которыми было очень сложно работать, они имели большой вес и сложную настройку. Сварка инвертором очень проста, она не вызывает никаких сложностей и доступна новичку. Необходимо просто знать несколько основных правил.
Когда выполняется сварка инвертором, происходит поиск баланса, при котором не должен возникать прожиг и не должно иметь место прилипание электрода. Иными словами, эффективность сварки напрямую зависит от:
- зазора между поверхностью металла и электродом;
- силы тока;
- скорости передвижения электрода;
- плавности хода.
Все эти факторы являются самыми сложными для тех, кто впервые начал заниматься сварочным делом. В этом случае очень важно иметь хороший глазомер, специфические навыки. Чем больше варишь, тем лучше получается. Только навыки, полученные в процессе работы, помогут достигнуть успеха и получить хороший результат.
Чем больше варишь, тем лучше получается. Только навыки, полученные в процессе работы, помогут достигнуть успеха и получить хороший результат.
Малоопытному сварщику сложно быстро установить нужную силу тока на инверторе, чтобы исключить прожиг металла и получить надежное соединение.
Варить инвертором тонкий металл – далеко не простое дело. Это сложно даже опытному мастеру. Поэтому в большинстве случаев применяется аргонно-дуговая импульсная сварка. Она позволяет свести к минимуму появление прожига, шов получается гладким и имеет красивый внешний вид.
Однако не всегда импульсная сварка возможна, приходится варить инвертором. Чтобы получить хороший результат, можно воспользоваться рекомендациями опытных сварщиков.
Вернуться к оглавлению
Сварка тонкого металла: практические советы профессионалов
Когда выполняются работы с применением инвертора, нужно помнить, что он работает на постоянном токе, который дает электрическую дугу.
Прибор может подавать два вида заряда:
- положительный;
- отрицательный.
Схема газовой сварки тонкого металла.
Данное свойство может помочь, когда необходимо сваривать тонкие детали. При установке положительного заряда на свариваемом металле можно добиться его сильного нагрева. В случае если подать на электроды положительный заряд, они будут испытывать основную нагрузку, начнут быстро нагреваться и сгорать.
Для качественной и надежной сварки тонкого металла требуется постоянное наблюдение за электродом, нужно все время смотреть, какой получается шов. Только в таком случае удастся провести сварку в соответствии с требованиями технологии и получить на поверхности металла ровный, красивый шов.
Только в таком случае удастся провести сварку в соответствии с требованиями технологии и получить на поверхности металла ровный, красивый шов.
Чтобы получить хороший обзор, держать электроды нужно под углом приблизительно 30° к плоскости свариваемых деталей.
Сначала нужно электрод приставить к поверхности сварки на минимальное расстояние. Подождать пока не возникнет красная капля металла, она и будет соединять две детали.
Затем нужно плавно вести электрод со скоростью, при которой капля не будет изменять свой размер и оттенок и будет двигаться вслед за рукой. Иными словами, происходит скрепление шва очередью таких капель, которые в результате образуют непрерывающуюся ровную линию.
У новичка такое сразу не получится. Однако можно смело сказать, что после небольшой практики, это станет доступным. Шов будет ровным и красивым. Самое главное – терпение и желание добиться своего.
7 правил, как научиться варить электросваркой тонкий металл
Как научиться варить электросваркой: понятие электросварки + 3 ее разновидности + как научиться варить электросваркой дома – детальный разбор 3 технологических этапов + 7 правил сваривания тонкостенных материалов + меры предосторожности в работе сварщика + 4 распространенных дефекта у новичков.
Если говорить о соединении металлоконструкций, то электрическая сварка уверенно удерживает позиции в бытовом применении уже много лет. Наличие агрегата для выполнения сварочных работ – это только 50% дела. Оставшаяся половина успех – умение сваривать, а сделать это без предварительной подготовки не может абсолютно никто. В сегодняшней статье мы расскажем, как научиться варить электросваркой тонкий и толстый металл + предоставим пошаговую инструкцию обучения с нуля для полных профанов в этом деле.
Что такое электросварка, и зачем она нужна дома?
Чтобы разобраться с термином, потребуется задеть школьный курс физики и разобраться в сопутствующих процессах при сваривании деталей. Полученные знания помогут сварщику делать более качественные швы, ведь понимание основы работы электросварки дает возможность вести работу осознанно, а не полагаясь на шаблонные действия других специалистов. Электросварка (дуговая сварка) – получение соединений неразрывного типа за счет кристаллизации присадочного и базового материалов.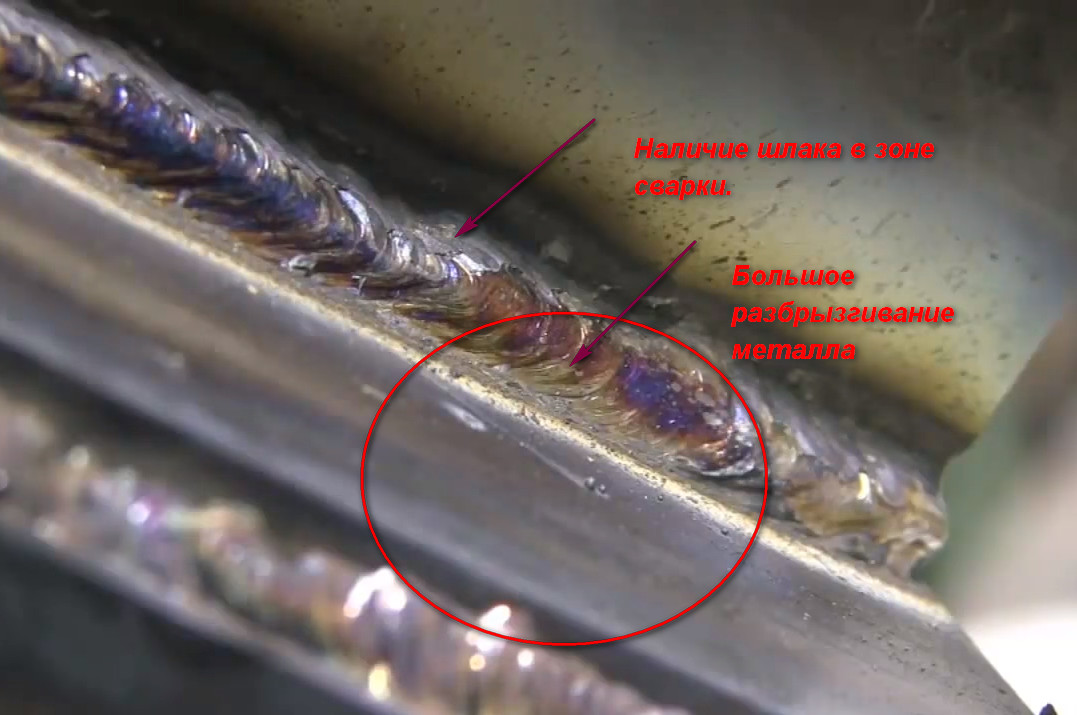
Во время процесса образования шва, происходит временное расплавление основы и электрода, за счет чего образуется сварочная ванна. После остывания поверхности, материалы соединяются на молекулярном уровне (сплавляются), кристаллизируясь в шов, который по прочности не уступает другим областям основной поверхности.
Классификация электросварки производится на основании множества критериев – уровень механизации процесса сваривания, тип тока + его полярность, дуга, характеристики электрода, способ защиты зоны и так далее. Давайте рассмотрим классическое распределение – ручная дуговая, полуавтоматическая дуговая и автоматическая дуговая типы сварок.
1) Ручная дуговая сварка
Наиболее сложный вариант в применении для неопытного сварщика, ведь большую часть работы приходится выполнять собственными руками. Регулирование технологии с прочими моментами производится посредством ГОСТа 5264-80. В учет берется тип соединения, форма кромок, характер шва, поперечное сечение и толщина элементов для сваривания.
Важно: при ручной дуговой сварке мастер обязан самостоятельно поддерживать длину дуги, контролировать угол наклона и рассчитывать длительно нахождения электрода в одной точке.
Недостатками ручной сварки является негативное воздействие на организм человека продуктов распада/света и сравнительно низкая эффективность работы при ее больших масштабах. Низкоквалифицированный специалист не сможет качественно орудовать дугой при работе с ручной дуговой сваркой, потому, метод наложения швов точно не для новичков.
2) Полуавтоматическая в газовой среде
Отличительные черты у метода соединения 2 – использование подвижного плавящегося электрода + наличие защитного газа. Второй выступает в роли преграды между внешней средой и электрической дугой.
Обратите внимание: при контакте воздуха с дугой происходит окисление кислорода с азотом, что приводит к возникновению нежелательных оксидов/нитритов, что могут на 70%+ ухудшить качество сварного шва.
Защитным газом выступает аргон, углекислота, гелий, либо их комбинации в определенных пропорциях. Технология сварки полуавтоматом происходит за счет пропуска проволоки сквозь сопло газа, из-за чего та расплавляется. Длина дуги контролируется автоматически, а направление движения + скорость остаются под контролем сварщика. Методика работ может быть проведена и без газовой оболочки – применяется специальная самозащитная проволока с вкраплениями кремния, марганца и прочих металлических элементов с раскисляющими свойствами.
Технология сварки полуавтоматом происходит за счет пропуска проволоки сквозь сопло газа, из-за чего та расплавляется. Длина дуги контролируется автоматически, а направление движения + скорость остаются под контролем сварщика. Методика работ может быть проведена и без газовой оболочки – применяется специальная самозащитная проволока с вкраплениями кремния, марганца и прочих металлических элементов с раскисляющими свойствами.
3) Автоматическая сварка под флюсом
Метод, имеющий повышенную производительность и минимальные потери по электроду. Сварщик может не опасаться брызг, а зона проведения сварки максимально безопасна в отношении образования оксидов и прочих вредных примесей для шва.
Алгоритм процесса сварки: Подача проволоки за счет специальных роликов. Посредством контакта скользящего типа производится подведение к проволоке электрического тока. Начинается движение электрода вдоль разметки для шва. Из бункера агрегата высыпается флюс, за счет испарения которого образуется газовое облако, защищающее электрическую дугу от влияния внешней среды. Образование шва. Очистка от шлаковой корки. Сбор излишек флюса для повторного использования. Оборудование для проведения работ не требует от оператора использования специальных защитных приспособлений для глаз. Благодаря автоматизации процесса, субъективное влияние сварщика сводится к минимуму, а потому, риск накосячить резко стремится вниз.
Образование шва. Очистка от шлаковой корки. Сбор излишек флюса для повторного использования. Оборудование для проведения работ не требует от оператора использования специальных защитных приспособлений для глаз. Благодаря автоматизации процесса, субъективное влияние сварщика сводится к минимуму, а потому, риск накосячить резко стремится вниз.
Как научиться варить электросваркой в домашних условиях?
Следует понимать, что чем больше автоматизирован процесс сваривания, тем дороже обойдется закупка оборудования. К тому же, промышленные методы наложения швов не подойдут для домашнего применения, а потому оптимальными «гаражными» вариантами является ручная и полуавтоматическая виды сварок.
1) Технологические особенности электросварки
В процессе сварки человек отталкивается от аппарата на руках. В зависимости от назначения оборудования, существуют промышленные мини-трансформаторы, работающие за счет обмотки катушек, и домашние инверторы. Суть работы первых и вторых заключается в понижении напряжения и повышении силы тока. Результата должно хватить, чтобы расплавить металл для нанесения будущего шва.
Результата должно хватить, чтобы расплавить металл для нанесения будущего шва.
В домашних условиях рациональнее использовать более современные и компактные версии оборудования – инверторы. Такие сварочные аппараты работают от стандартной сети в 220 вольт. Переменное входящее напряжение автоматически преобразуется в постоянное.
Процесс сварки инвертором проходит такие шаги: Выдача оборудованием требуемого уровня напряжения. Распределение кабелей инвертора. Один конец идет с плюсом, а второй с минусом («ноль»). Полярность определяется на основании крепления конца к массе. При касании конечной части электрода к металлу, возникает электрическая дуга. При помощи сварщика происходит формирование сварочного шва. При работе со специальными электродами, защитное облако формируется за счет плавления самого электрода. Получаемое соединение не будет иметь поровых вкраплений. После застывания с поверхности шва аккуратно удаляется шлаковый слой. Закупить подобное оборудование можно в любом специализированном магазине вблизи вашего места проживания. Высокий спрос породил большой ассортимент продукции, потому, подобрать адекватный вариант в соотношении цена/качество смогут даже очень требовательные личности. А теперь пройдемся по шагам технологии сваривания более детально.
Высокий спрос породил большой ассортимент продукции, потому, подобрать адекватный вариант в соотношении цена/качество смогут даже очень требовательные личности. А теперь пройдемся по шагам технологии сваривания более детально.
А) Подготовка рабочего места
Процесс сварки – опасное дело, и относиться к нему следует должным образом как новичку, так и специалисту. К началу работ потребуется закупить оборудование. Мы уже оговорились, что для начинающего сварщика лучше приобрести инвертор. Место сварочных работ выбирайте на основании личных предпочтений – гаражное помещение или на открытом воздухе. В первом случае потребуется провести вентиляцию, ибо процесс сваривания подразумевает выделение вредных веществ для органов дыхания и зрения.
Учиться азам сварки проще всего на материалах с низким содержанием углерода. Толщина металлического сплава — средняя. Сваривать тонколистовую сталь в разы сложнее, потому, приступать к ее обработке стоит спустя 1-2 месяца стабильной практики в простых задачах дуговой сварки.
Оптимальные электроды для новичка – «тройка» (3 мм диаметр). Если практикуетесь с толстостенным металлом, берем электроды толщиной в 0.5-0.6 сантиметра по диаметру. Для тонкостенной сварки оптимальными считаются 0.16-0.2 сантиметровые электроды.
Важно: при выборе электродов берите в учет мощность сварочного аппарата. Обычно в инструкции указывается соотношение мощности и диаметра. Также таблицы соответствия силы тока и толщины электрода имеются в сети интернет.
В свободном доступе для новичков имеются электроды с обмазкой – специальные прутки, обеспечивающие высокое качество работы без использования флюса. Образование газового облака происходит за счет плавления самого электрода.
Б) Подключение инвертора + розжиг дуги
В процессе сборки конструкции, требуется брать во внимание способы соединения с массой электрода и сварочной поверхности. Всего существует 2 метода подключения элементов – прямой и обратный. В случае прямой полярности электрод ставят на минус, а изделие для сваривания на плюс. Получаемая область расплавки глубокая и узкая, что хорошо подходит для процесса сваривания толстостенного материала. Резка металла инвертором происходит также через прямую полярность контакта рабочих элементов сварки.
Получаемая область расплавки глубокая и узкая, что хорошо подходит для процесса сваривания толстостенного материала. Резка металла инвертором происходит также через прямую полярность контакта рабочих элементов сварки.
При обратной полярности наоборот – электрод на плюс, изделие на минус. Движение электродов происходит от детали к электроду, из-за чего получаемый шов боле мелкий, но широкий. Такая цепь прекрасно себя показывает при работе с тонкостенными материалами.
Методы розжига дуги: чирканье. Процедура сравни зажиганию головки спички; постукивание. Быстрый удар электродом о свариваемую поверхность и медленный подъем. В процессе обучения новичкам рекомендуется использовать метод чирканья, так как соблюдать вручную расстояние в 2-3 миллиметра при постукивании неопытному сварщику крайне сложно.
В) Ведение электрода при формировании шва
После зажигания дуги начнет формироваться сварочная ванна. Внимательно присмотритесь к скорости выделения шлаковых накоплений. Выберите оптимальный темп, который позволит избежать в шве пузырьков и вкраплений шлака.
Выберите оптимальный темп, который позволит избежать в шве пузырьков и вкраплений шлака.
Важно: расстояние между швом и дугой должно быть всегда в промежутке от 2 до 4 миллиметров. Выход за оговоренные рамки приведет к ухудшению качества наплавки.
Если расстояние от дуги к поверхности менее 0.2 сантиметра – шов будет неглубокий, из-за чего пострадает прочность соединения, а при расстоянии более 0.4 сантиметра дуга теряет стабильность, и наплав начинает разбрызгиваться.
Электрод может располагаться в 3 позициях:
– углом вперед. Получаем глубокую ванну на старте. Положение хорошо показывает себя при соединении потолочным, горизонтальным и вертикальными типами швов. Визуально кажется, что дуга выталкивает металл + не дает ему вытекать из области сварной ванны;
– углом назад. Здесь сварщику проще держать под контролем процесс наложения шва. Минус положения – актуален только для швов нижнего типа. Часто углом назад делают прихватки и временные швы;
– прямой угол. Ванна получается симметричной, но это негативно сказывается на ее удобстве. Положение электрода уместно только для труднодоступных мест, где углом назад/вперед не подобраться.
Ванна получается симметричной, но это негативно сказывается на ее удобстве. Положение электрода уместно только для труднодоступных мест, где углом назад/вперед не подобраться.
В процессе работы также не стоит забывать о постоянном уменьшении длины электрода – типичная причина косяков новичка, из-за которой сварочный шов получается с кучей капель металла и не совсем ровный.
Для образования широкого шва прямого прохода будет недостаточно. Потребуется использовать шаблонные рисунки цикличных проходов. Наиболее популярные отображены на картинке выше.
2) Как научиться варить электросваркой тонкий металл: 7 базовых правил для новичка
В домашних условиях чаще всего приходится иметь дело с тонкостенным материалом, но при сваривании таких элементов, проблем у новичков больше всего. Залатать канистру, емкость для воды, рамку ворот или даже часть кузова авто – все это требует от сварщика предельной концентрации внимания на процессе + соблюдение некоторых технологических особенностей.
Правила сваривания тонкого металла:
1. Ток в промежутке ото 20 до 30А.
2. Диаметр по электроду не должен превышать 0.2 сантиметра в диаметре. Оптимально – 0.16 сантиметра.
3. Перед наложением шва поверхность тщательно зачищается от пятен жира, пыли, ржавчины и прочего мусора.
4. При сваривании в нижней позиции, под шов кладут подложку из графита. Материал будет выполнять поддерживающую функцию для расплавленного электрода с металлом + позволит избежать прилипания.
5. Шов ведется углом вперед.
6. Повышенная скорость ведения шва.
7. Промежуток между дугой и поверхностью металла не более 0.5 сантиметра.
Чтобы повысить шанс на успех, следует купить специальные электроды с рутиловым покрытием. Прутки обеспечивают достаточно устойчивое горение + легко возбуждаются. Еще один лайфхак, способный упростить жизнь сварщику – использование инвертора с режимом форсажа дуги. Заявленная функция обезопасит конец электрода от залипания при сбое расстояния между дугой и поверхностью.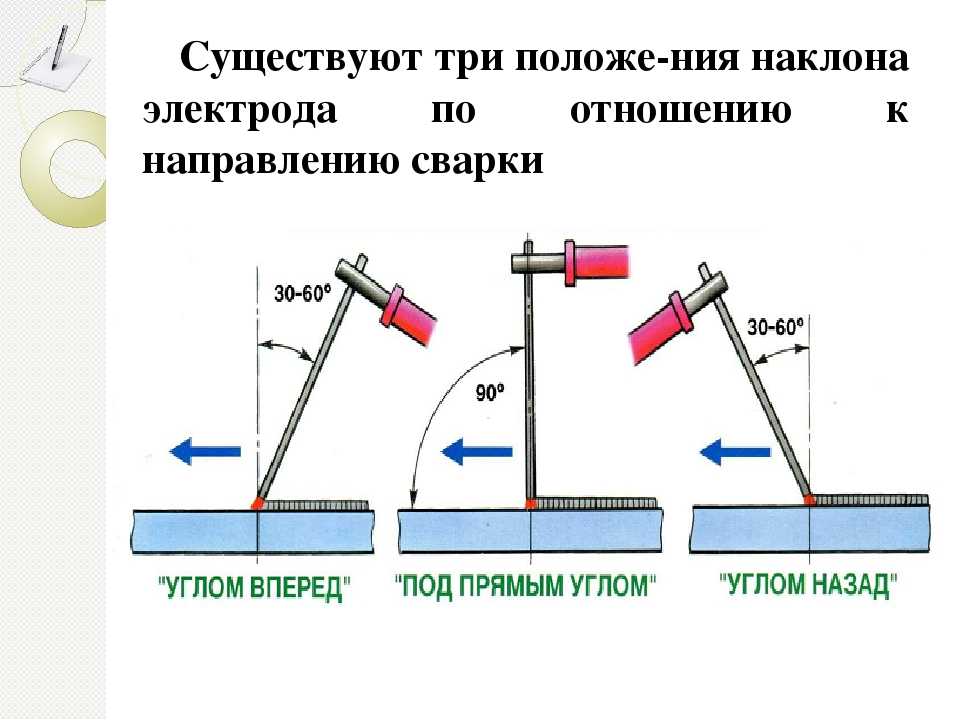
Пояснение азов сварочного процесса + рекомендации и советы для новичков:
3) Техника безопасности + возможные дефекты
Процесс сварки должен быть не только правильным, но и безопасным. Потерять зрение, или крупный ожог – одни из многих опасностей, подстерегающих человека, решившего стать на путь сварщика в РФ.
Меры предосторожности: осмотр инструментария на наличие механических повреждений; заземление; регулярная проверка соединения заготовки с контактом; качественная изоляция кабелей; влажность не более 75%; использование маски, перчаток и других средств индивидуальной защиты; наличие огнетушителя рядом с рабочим местом. Теперь о дефектах. Для начинающего сварщика проколы при обучении в порядке вещей. Зная причины тех/иных искажений, человек сможет предупредить возникновение подобных ситуаций, следовательно, риск оказаться в невыгодном положении снижается в разы.
Идеальный шов внешне аккуратный, с одинаковой толщиной и высотой вдоль всей длины. При наличии косяков, в 80% случаев они будут видны сразу. Давайте детальнее рассмотрим наиболее распространенные дефекты.
Иногда могут появиться поперечные/продольные трещины, но здесь уже недочет косвенно касается сварщика, ибо материал может просто не выдержать температурного режима. Для каждого типа металла требуется подбирать частные условия работы. Застраховать себя от неудач не может в этом плане даже опытный сварщик.
Как сваривать металлы разной толщины MIG
перейти к содержанию СваркаMIG — один из самых простых процессов, что делает его широко используемым любителями и любителями «сделай сам» по всему миру. Простота использования и универсальность делают этот процесс подходящим для различных металлов и толщин.
Однако многие новички спрашивали, как сваривать металлы разной толщины MIG, поэтому мы решили помочь. Мы объясним, как MIG работает с листовым металлом, средней или «любительской» сталью и толстыми листами, и что вам потребуется для их успешной сварки.
К концу статьи вы должны понять, где MIG-сварка эффективна, а где нет.
Как сварка MIG работает с различной толщиной?Сварка MIG — это довольно простой процесс для освоения и выполнения, и как только вы освоите его, вы сможете без проблем сваривать металлы различной толщины. Однако это потребует времени, практики и понимания основ.
Во-первых, вы должны знать, что сварка МИГ хорошо справляется с тонким и средним по толщине металлом, но не так хороша с толстым металлом. К счастью, мы сэкономили вам часы рутинной работы и составили простое руководство о том, как справиться с каждым из них.
Фото Welding_mani
Сварка листового металла MIG Дуговая сварка металлическим газом (GMAW или MIG) может быть успешно использована для сварки тонкого металла, но при условии соблюдения особой осторожности. Подвод тепла является основной проблемой для листового металла калибра 24 до 14 калибра. Тонкий металл не так уж прощает, поэтому даже малейший нагрев сверх рекомендованного может привести к деформации, накрутке или прожогу.
Источник: https://weldguru.com/welding-burn-through/
Таким образом, сварка тонкого металла требует соответствующего оборудования, подготовки и техники. При правильном выборе каждый из них будет ограничивать тепло и позволит вам идеально контролировать сварочную ванну.
Итак, без лишних слов, давайте посмотрим, что вам нужно и как сваривать тонкий металл MIG.
Сварочный аппарат MIG Для тонкого металла Чтобы предотвратить прожоги и наматывание листового металла, вам потребуется соответствующий сварочный аппарат MIG, присадочный металл и защитный газ. Выбирая сварочный аппарат MIG для тонкого металла, вы можете искать не самый мощный аппарат. Например, сварочный аппарат на 140 ампер, 110 В подойдет для металла толщиной до 1/8 дюйма, но вам следует обратить внимание на нижний предел сварочной мощности. Для сварочных аппаратов MIG это чаще всего 20–30 ампер, поэтому вам нужно идите как можно ниже с тонкими металлами.
Одной из вещей, которая может значительно помочь в работе с тонким металлом, является импульсная сварка MIG. Хотя в прошлом эта функция была зарезервирована для высококлассных и дорогих аппаратов, вы можете найти ее в сварочном аппарате YesWelder YWM 211P Double Pulse MIG.
Эта функция пульсирует тепло сварочной дуги, позволяя вам контролировать тепло, обеспечивая при этом превосходную стабильность дуги и низкий уровень разбрызгивания. С эстетической точки зрения вы можете добиться результатов сварки TIG с помощью вашего аппарата MIG.
Сварочная проволока для тонких металловПомимо сварочного аппарата, при сварке более тонких материалов вам понадобится подходящий присадочный металл. Помните, что диаметр присадочной проволоки не должен быть толще основного металла. Поэтому для металлов до 18 калибра вам понадобится проволока меньшего диаметра, например .023.
Кроме того, вам нужно будет подобрать состав проволоки MIG к основному металлу. Мы рекомендуем проволоку ER70S6 по классификации AWS, которая дает хорошую сварочную дугу без брызг, как отличный универсальный выбор. Для сварки нержавеющей стали 304 требуется проволока ER308, ER308L или ER308LSI, а для алюминия потребуется алюминиевая проволока общего назначения ER4043.
Мы рекомендуем проволоку ER70S6 по классификации AWS, которая дает хорошую сварочную дугу без брызг, как отличный универсальный выбор. Для сварки нержавеющей стали 304 требуется проволока ER308, ER308L или ER308LSI, а для алюминия потребуется алюминиевая проволока общего назначения ER4043.
Перенос металла с коротким замыканием выделяет незначительное количество тепла, что делает его наиболее подходящим выбором при сварке листового металла. Несмотря на то, что перенос распылением обеспечивает более высокую скорость осаждения, его тепло не подходит для тонкого металла.
Выбор защитного газа Защитный газ играет решающую роль при сварке, защищая сварочную ванну от загрязнения. Большинство сварщиков согласны с тем, что смесь C25 (75 % аргона/25 % CO2) является лучшим выбором для низкоуглеродистой стали, но с листовым металлом следует соблюдать осторожность. CO2 в смеси стабилизирует дугу и обеспечивает хороший сварной шов, но обеспечивает более высокое проплавление. Поэтому, чтобы предотвратить прожоги, вы должны снизить содержание CO2 в вашей смеси при сварке металла тоньше 14 калибра. 9
По сравнению со сваркой электродами или сваркой под флюсом сварка MIG менее щадящая при работе с грязным, жирным или маслянистым металлом. Поэтому для успешной сварки листового металла необходимо тщательно зачистить свариваемые детали. Вы можете использовать проволочную щетку, старую тряпку и теплую воду или растворитель для удаления возможных загрязнений.
Следующим шагом является выравнивание и зажим деталей. При сварке листового металла MIG вы можете оставить небольшой зазор или перекрыть два конца листа.
Новичку проще сваривать листы внахлест. Это более щадящий способ доступа к нему, но имейте в виду, что вам потребуется немного больше тепла, чтобы проникнуть в обе части.
Небольшой зазор между частями даст более прочный результат, так как проволока заполняет зазор и сплавляется с обеими частями. Однако, как начинающему сварщику, вам может быть трудно контролировать распределение сварочной ванны и проволоки при такой деликатной работе.
Если вы не можете правильно контролировать нагрев, вы можете добавить подкладочный стержень во время подготовки к сварке. Опорный стержень будет действовать как радиатор, позволяя сварным швам остывать быстрее и избегая закручивания или деформации. Опорный стержень должен быть изготовлен из меди или алюминия из-за более высокой теплопроводности, чем сталь.
Источник: https://amarineblog.com/2019/09/06/backing-in-welding/ Параметры сварки адекватные параметры сварки. К наиболее важным параметрам относятся напряжение, сила тока и скорость подачи проволоки. Проблема выбора правильных параметров заключается в том, что они зависят от толщины металла шва, размера проволоки, типа металла, конфигурации соединения, положения сварки или защитного газа.
Итак, универсального подхода к MIG-сварке тонкого металла нет, но есть решение. Чтобы получить наилучшие результаты, следуйте рекомендациям производителя, которые почти всегда указаны в руководстве по эксплуатации или внутри отсека для проводов. Кроме того, вы можете использовать синергетическую функцию MIG, которая, к счастью, является частью сварочных аппаратов YesWelder MIG.
Synergic MIG рассчитает расчетное напряжение, силу тока и скорость подачи проволоки в зависимости от введенной толщины металла, диаметра проволоки и выбранного защитного газа. Однако помните, что они служат в качестве рекомендаций, так как вы можете настроить их для достижения наилучших результатов.
YesWelder 250A Алюминиевый сварочный аппарат MIG Совместимость с катушечным пистолетом ( МИГ-250ПРО-СГ)Техника сварки
Техника сварки листового металла MIG относительно проста. Чтобы получить сплошной сварной шов, вы хотите, чтобы сварной шов был прямой линией. Плетение не рекомендуется, так как любое лишнее тепло может привести к деформации.
Пушка МИГ должна быть направлена под углом 5-15 градусов, с умеренной скоростью. Вечная дискуссия заключается в том, использовать ли метод протягивания или проталкивания при сварке MIG. Проталкивание является лучшим выбором для листового металла, так как оно обеспечивает лучший обзор и контроль сварочной ванны, а также меньшее проплавление, чем вытягивание.
Источник: https://www.wcwelding.com/mig-welding-tips.htmlЕсли вы все еще боретесь с накруткой и искажением, вы можете выбрать технику сварки с пропуском. Вы должны сделать серию прерывистых или стежковых сварных швов, чтобы минимизировать деформацию. Таким образом, вы равномерно распределяете тепло, что очень важно для тонких материалов.
Сварной пропуск на участке сварной трубы Источник: https://blog. xiris.com/blog/detecting-skip-welds-during-fabrication В то время как процессы сварки TIG, несомненно, дают наилучшие результаты при работе с тонкими металлами, при наличии соответствующего оборудования, практики и обучения MIG может давать прочные, надежные и эстетичные сварные швы.
Сварка MIG Hobbyist SteelНесмотря на то, что GMAW может работать с листовым металлом, этот процесс сварки лучше всего подходит для стали средней толщины или стали для любителей. В качестве стали для любителей мы рассматриваем мягкую сталь толщиной до 1/2 дюйма. Эта толщина считается границей между любительским и промышленным применением, поскольку у вас редко будет возможность работать с более толстым металлом дома.
Сварка низкоуглеродистой стали средней толщины значительно более доступна и неприхотлива, чем листовой металл, но вам все равно придется все делать правильно, чтобы завершить сварочный проект. Для этого вам также понадобится сварочное оборудование, проволока, подготовка и техника. Но в этот раз они немного другие.
с вводом 220В. Эти машины обладают достаточной мощностью, чтобы с легкостью соединять более толстые металлы, и мы рекомендуем YesWelder MIG-205DS.
Этот превосходный, компактный и простой в использовании сварочный аппарат, рассчитанный на 205 ампер, удовлетворит большинство ваших потребностей любителя и справится со сталью до 1/4 дюйма за один проход. дополнительные функции, такие как импульсная сварка низкоуглеродистой стали, поэтому MIG-205DS является экономичным и подходящим выбором.Однако для достижения максимальной мощности сварки вам потребуется специальный вход 220 В.
Подходящая проволока для сварки MIG Поскольку толщина металла превышает 18 калибр, вам нужно будет перейти на проволоку размера .030. Проволока .030 ER70S-6 покроет большую часть ваших потребностей в сварке, но для стали размером более 3/16 дюйма вам понадобится проволока . 035 провод. Помните, что большинство аппаратов MIG для любителей, включая YesWelder MIG-205DS, могут подавать сплошную проволоку диаметром до 0,035.
Проволока большего размера обеспечивает более высокое проникновение, что делает ее пригодной для более толстой стали, но она также вызывает большее разбрызгивание. Кроме того, следует согласовать толщину основного металла и диаметр проволоки, чтобы избежать непроваров и подрезов, а также чрезмерного проплавления и армирования.
Что касается переноса металла, то в основном вы будете использовать короткое замыкание, но вы можете переключиться на напыление, чтобы выполнить работу быстрее. На этот раз вам не нужно слишком беспокоиться о зоне термического влияния; тем не менее, не следует пренебрегать его влиянием на зону сварки.
Источник: https://www.aedmetals.com/news/mig-welding-transfer-methods Защитный газ % аргона/25% CO2). Эта смесь обеспечивает стабильную дугу, хорошее проплавление и красивый валик сварного шва с углеродистой сталью. Кроме того, вам не нужно беспокоиться о содержании CO2, как в случае с тонким металлом. Наоборот, вы можете использовать чистый CO2 в качестве экономичного решения.Сварка с CO2 обеспечивает более высокое проплавление, а защитный газ не так дорог. Однако чистый CO2 приводит к образованию большого количества брызг и объемных, шероховатых на вид сварных швов. Тем не менее, если вы хотите сделать работу дешевле и не заботитесь об эстетике, вам подойдет 100% CO2.
Подготовка под сварку часто упускается из виду. Вам также придется очистить сварной шов, но у вас будет больше места для дизайна сварного шва. Например, можно использовать сварку встык, Т-образную конструкцию или угловой сварной шов в плоском, горизонтальном или потолочном положении.Конечно, конструкция стыка будет зависеть от конкретных проектов сварки и толщины металла, но, безусловно, есть больше возможностей для работы, чем с листовым металлом.
Источник: http://industrial. store.shoppiko.com/blog/article/different-types-of-welding-joints Параметры и техника сварки Поскольку сварка толстых деталей значительно больше прощающий по сравнению с более тонким материалом, у вас больше возможностей для экспериментов с параметрами и методами сварки. Как правило, вам понадобится 1 ампер на 0,001″ металла, но это всего лишь рекомендация, поэтому вы всегда должны следовать рекомендациям производителя.
Чем толще кусок, тем больше тепла, так что не стесняйтесь ломать свой сварочный аппарат. Конечно, если вы не прожжете дыру в сварных швах. Как и в случае с листовым металлом, вы можете использовать автоматическую настройку или синергетическое управление MIG, но у вас есть масса возможностей для достижения идеальных результатов.
То же самое относится и к технике сварки. Угол хода 5-15 градусов остается прежним, но рабочий угол следует регулировать в соответствии с конфигурацией сустава. Кроме того, вы можете нажимать для лучшего контроля над сварочной ванной или тянуть, когда вам нужно большее проплавление и более узкий валик с огромным наростом.
Сварка толстых листов MIG является исключительно сложной задачей, и есть более подходящие процессы сварки. Для работы с металлами толщиной более 1/2 дюйма вам потребуются большие усилия и мощный источник питания. Кроме того, GMAW изначально не предназначен для тяжелых условий эксплуатации, поэтому сварка стержнем или флюсовая сварка могут работать лучше.
Источник: https://apiexam.com/2015/10/11/the-variables-on-a-wps-part-1/Тем не менее, при правильном подходе и подходящем оборудование. Вот несколько советов, что делать, если вы столкнулись с более толстой деталью в своей мастерской.
Сварочное оборудование для толстого металла Для работы с более толстыми металлическими пластинами вам потребуется мощный источник питания, провод большего размера и соответствующая подготовка. В то время как сварка тонкого металла и листов среднего размера может выполняться с помощью однофазной машины 110/220 В, вам потребуется трехфазная мощность, чтобы отводить достаточно тепла.
Для стали толщиной до 3/8 дюйма мы рекомендуем использовать сварочный аппарат YesWelder MIG-270K с трехфазным входом 220–480 В, рассчитанный на 270 ампер. Если толщина превышает 3/8 дюйма, вам потребуется промышленный сварочный аппарат. Сварщик класса MIG с номинальным током до 500 ампер. Все это массивные сварочные аппараты, способные выдерживать даже самые суровые условия и высокие температуры, необходимые для более толстого изделия.
Не поймите меня неправильно, более толстые листы можно сваривать даже с помощью сварочного аппарата на 250 ампер, но для этого потребуется специальная подготовка и несколько проходов. Это требует времени, надлежащей подготовки и навыков, но может стать решением, когда нет других вариантов.
Диаметр проволоки MIG для толстых листов увеличивается до 0,039 или до 0,045 в особых случаях. По сравнению с более тонкой проволокой, эти наполнители промышленного класса поставляются в значительно больших катушках, обычно по 45 фунтов, по сравнению с 2 или 10 фунтами для любителей. Для заполнения больших зазоров используется перенос распылением для максимального проникновения и нанесения, что упрощает работу.
Выбор защитного газа зависит от применения и основного металла, но C25 по-прежнему является наиболее подходящим выбором для стали.
Подготовка к сварке, параметры и технологияПараметры и технология сварки GMAW с толстыми листами по-прежнему зависят от толщины материала, размеров проволоки и результатов, как и для материалов средней толщины. Однако, что отличается, так это подготовка к сварке.
Сварка очень толстых деталей потребует от вас шлифовки и снятия фаски с краев. Таким образом, вы обеспечите лучшее соединение, а заполнение пробела даст существенные результаты. Кроме того, можно использовать определенный предварительный нагрев. Нагрев основного металла до 150 и 300 градусов по Фаренгейту приведет к лучшему проникновению и более значительным эффектам.
Любительская сварка или сварка металлов средней толщины — самый щадящий вариант, и здесь достаточно места для проб и ошибок. Вот почему любители во всем мире часто используют MIG для легкой сварки металлов средней толщины.
Когда дело доходит до сварки более толстых листов, GMAW не подходит. Вам понадобится много сил и оборудование промышленного класса для успешного выполнения задач. Поэтому лучшим выбором является сварка с флюсовым сердечником или дуговая сварка.
Вернуться к YesWelder
Как сварить магний
Как правильно выбрать вольфрамовый электрод
{{ tier_title }}
“,”reward_you_get_popup”:”Вы получаете”,”reward_they_get_popup”:”Они получают”,”reward_free_shipping_popup”:”Вы получаете скидку на бесплатную доставку\r\n Они получают скидку на бесплатную доставку”,”reward_you_get_free_popup “:”Бесплатная доставка”,”popup_item_tier_benefits_title”:”Преимущества”,”popup_item_tier_benefits_next_tier”:”Следующий уровень”,”popup_item_tier_benefits_list_of_tiers”:”Список уровней”,”reward_tier_achieved_on”:”Достигнуто {{ month }} {{ day } }, {{ year }}”,”reward_tier_multiply”:”Множитель”,”reward_tier_multiply_points”:”{{multiply_points }}x”,”earn_tier_more_points”:”Заработано {{ more_points }}/{{ next_tier_points }} {{ points_name }}”,”reward_as_discount”:”{{ сумма }} скидка”,”reward_as_points”:”{{ сумма }} {{ points_name }}”,”reward_as_gift_card”:”{{ сумма }} подарочная карта”,”flexible_discount “:”Скидка”,”flexible_discount_price”:”Цена со скидкой”,” available_discount_title”:”В данный момент у вас нет доступных наград”,”reward_your_tier”:”Ваш уровень:”,”reward_next_tier”:”Следующий t tier:”,”reward_page_confirm”:”Подтвердить обмен”,”reward_redeem_cancel”:”Отменить”,”reward_redeem_confirm”:”Подтвердить”,”reward_page_earn_points”:”Заработать баллы”,”reward_not_enough_points”:”Недостаточно баллов”,” select_rewards”:”Выберите награду”,”shop_now”:”Купите сейчас”,”reward_birthday”:”День рождения”,”reward_enter_birthday”:”Введите день рождения”,”reward_please_enter_birthday”:”Пожалуйста, укажите день рождения”,”reward_enter_valid_birthday” :”Введите действительную дату рождения”,”warning_title_for_reward”:”К сожалению, похоже, что программа лояльности и вознаграждений недоступна для этой учетной записи. {{ points_name }}”,”reward_notifications_discount_check”:”Используйте скидку на странице оформления заказа”,”reward_notifications_add_discount_to_your_cart”:”У вас есть доступная скидка. Добавьте скидку в корзину!”,”reward_discount_unavailable”:”Скидка недоступна”,”reward_program_emails”:”Письма по бонусной программе”,”reward_title_earn_for_place_order”:”Купите этот товар и заработайте {{ points_count }} {{ points_name }}”,” награда_title_earn_for_place_order_on_cart_or_checkout”:”Вы зарабатываете {{points_count}} {{points_name}} за эту покупку”,”reward_save_btn”:”Сохранить”,”reward_delay_points_pending_status_rule”:”В ожидании”,”referral_page_inviting_text”:”Пригласив друга”,” referral_page_your_benefit”:”Ваша выгода”,”referral_page_your_friends_benefit”:”Привилегия вашего друга”,”referral_page_get”:”Получите”,”referral_page_no_reward_text”:”похвалите, пригласив своих друзей!”,”referral_link”:”Реферальная ссылка”,”copy_link “:”Копировать ссылку”,”referral_page_share_title”:”Поделиться в социальных сетях”,”referral_page_active_discounts”:”Активные скидки”,”claim_referral”:”Claim”,”referral_notification_label”:”Пожалуйста, введите адрес электронной почты, чтобы получить подарок”, “email_sent_successfully”:”Ваше письмо успешно отправлено полностью!”,”referral_page_share_link_not_log_in”:”Войдите, чтобы начать делиться ссылкой”,”reward_activities_order_refund”:”Возврат заказа”,”reward_activities_order_updated”:”{{rule_title}} (Заказ обновлен)”,”activity_refund_earn_point”:”-{ { points_count }} {{ points_name }}”,”activity_refund_earn_points”:”-{{ points_count }} {{ points_name }}”,”activity_order_tier_lowered”:”Уровень понижен ({{ tier_title }})”,”order_refunded_activity_spend”:” +{{ points_count }} {{ points_name }}”,”reward_activity_discount_refund”:”Возврат скидки”,”reward_activity_gift_card_refund”:”Возврат подарочной карты”,”refund_tier_activity_discount_refund”:”Возврат скидки ({{ Discount_code }})”,”referrer_guest_notify_message “:”Зарегистрируйтесь, чтобы получить скидку”,”reward_sender_block_list_in_referral_program”:”К сожалению, эта реферальная ссылка больше не активна”,”referral_title_history”:”История”,”referral_not_allowed_to_use_referral_program”:”Вам не разрешено использовать реферальную программу”, “referral_no_activity”:”Нет активности”,”referral_history_c ustomer_name”:”Имя”,”referral_history_customer_email”:”Электронная почта”,”referral_history_status”:”Статус”,”referral_history_date”:”Дата”,”order_redeem_discount_name”:”Скидка на заказ ({{ name_order }})”, “discount_expire_in_day”:”Скидка действует через {{ days_count }} день”,”discount_expire_in_days”:”Скидка действует через {{ days_count }} дней”,”activity_discount_expired_code”:”Скидка истекает {{ code }}”,”activity_discount_expired”: “Срок действия скидки истек”,”current_balance”:”Текущий баланс”,”birthday_gift_multiply_message”:”Баллы за каждый заказ, сделанный в день вашего рождения, будут умножены на {{multiply_points }}!”,”your_discount_code”:”Ваш код скидки:”, “verify_account_message”:”Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты.
“,”verify_account_email_is_send_massage”:”Письмо с подтверждением отправлено, , пожалуйста, проверьте свой почтовый ящик.”,”verify_account_button”:”Подтвердить аккаунт”,”spending_card”:”Карта правил расходов”,”minimum_purchase”:”Требуется минимальная покупка {{ Discount_amount }}”,”tier_info”:”Информация об уровне” ,”completed_rule”:”Правило выполнено”,”earning_rule”:”Правило заработка”,”reward_popup”:”Всплывающее окно с вознаграждением”,”birthday_field”:”Поле дня рождения”,”birthday_success”:”Ваша информация сохранена. Вы получите награду в свой День рождения”,”points_expires_on_date”:”Действует до {{ дня }} {{ месяца }} {{ года }}”,”points_program_title”:”Программа баллов”,”points_program_description”:”Подарите наградите друзей и получите свою собственную, когда они совершат покупку.”,”referral_program_title”:”Реферальная программа”,”referral_program_description”:”Пригласите своих друзей в наш магазин и получите вознаграждение за каждого привлеченного друга.”,”referral_program_attencion”:” Вы получите вознаграждение, как только ваш реферал совершит свою первую покупку у нас.
“,”referral_share_link_description”:”Поделитесь своей реферальной ссылкой с друзьями”,”vip_tiers_description”:”Выполните больше действий, чтобы повысить уровень и получить больше эксклюзивных преимуществ.”, “your_status”:”Ваш статус”,”next_status”:”Следующий статус”,”registration_description”:”Присоединяйтесь к программе лояльности, чтобы получить эксклюзивные награды!”,”join_now”:”Присоединяйтесь сейчас”,”have_account”:”Уже есть аккаунт?”,”shop_it”:”КУПИТЬ”,”назад”:”Назад”,”click_for_sound_on”:”Нажмите для включения звука”,”click_for_sound_off”:”C лизать для отключения звука”,”view_on_instagram”:”Посмотреть в Instagram”,”view_on_tiktok”:”Посмотреть в Tiktok”,”instagram_gallery”:”Галерея Instagram”}Лучшие сварочные аппараты для тонких металлов – для продажи
Лучшие сварочные аппараты для тонких металлов – для продажи | Сварщик питанияВсе категории/ Магазин по использованию/ Дуговые сварщики/ Сварщики по металлу/ Для тонкого металла
5 штук найдено
Б/у Miller Dynasty 210 DX и комплект педали управления
Добавить к сравнению
Millermatic 211 Auto-Set Mig Welder
Добавить к сравнению
ESAB Fabricator 186i AC/DC Stick/TIG Kit/Reg/Torch Ct.
Добавить к сравнению
Millermatic 212 Auto-Set 220 Volt Wire Welder СНЯТ С ПРОИЗВОДСТВА
Добавить к сравнению
Hobart EZ-TIG 165i
Добавить к сравнению
Во многих областях сварки требуется сварка металла толщиной почти с бумагу. Такие вещи, как высокопроизводительные велосипеды, мотоциклы, автомобили и самолеты, а также многие виды произведений искусства, связаны с работой с тонкими металлами. Правильный сварочный аппарат, а также правильные методы сварки необходимы для обеспечения того, чтобы металл не прогорел (или полностью не прогорел) при сварке.
Сварка ВИГ является предпочтительным методом сварки тонких металлов. Процесс TIG позволяет выполнять точную сварку именно там, где это необходимо, что приводит к более гладким сварным швам и более легкому готовому изделию. И когда дело доходит до сварщиков TIG, никто не сравнится с Welders Supply Company.